Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Buenas Prácticas de Manufactura
Gerencia de Elaboradoras de Alimentos Fernando Pérez Muñoz

2
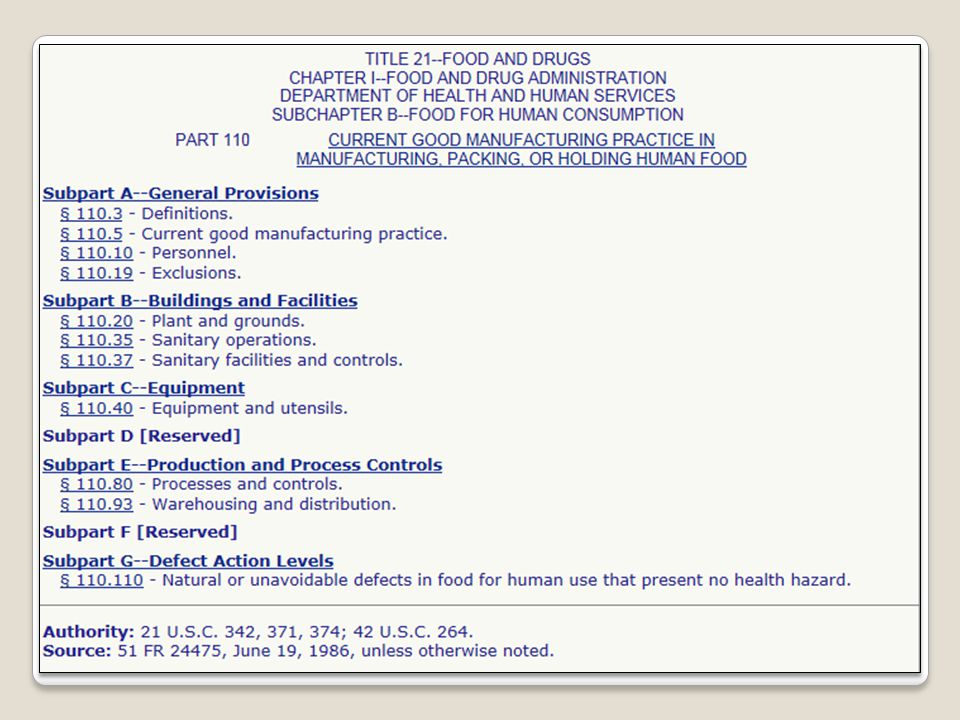
Procedimientos escritos que una elaboradora debe tener como requisito mínimo para asegurar que el producto “no se pone en riesgo”. Exigidos las agencias reguladoras FDA & USDA 21 CFR 110 Forman la base de programas de gerencia de calidad e inocuidad ¿Qué son las BPM?

4
¿Qué incluyen las BPM? Prácticas de Personal Higiene Enfermedades
Adiestramiento Supervisión ¿Qué incluyen las BPM?

5
¿Qué incluyen las BPM? Infraestructura & Utilidades
Jardines y alrededores (predios) Planta: Diseño y construcción y mantenimiento Limpieza y saneamiento Control de plagas Almacenamiento y manejo de equipo y útiles Agua, plomería y sanitaria Baños y estaciones de lavado de manos Desechos y desperdicios ¿Qué incluyen las BPM?
 Planta: Diseño y construcción y mantenimiento. Limpieza y saneamiento. Control de plagas. Almacenamiento y manejo de equipo y útiles. Agua, plomería y sanitaria. Baños y estaciones de lavado de manos. Desechos y desperdicios. ¿Qué incluyen las BPM")
6
¿Qué incluyen las BPM? Equipo y Utensilios Construcción y materiales
Limpieza y saneamiento Instrumentos y controles: calibración ¿Qué incluyen las BPM?

7
¿Qué incluyen las BPM? Producción y Controles
Especificaciones de ingredientes y materiales Procedimientos de Recibo Manejo Procesamiento Almacenamiento Distribución ¿Qué incluyen las BPM?

8
Plan de Inocuidad Alimentaria
El Plan HACCP

9
Inocuidad simplica que el consumo del producto no va a causar daño bajo las condiciones normales de manejo y uso de dicho producto El Plan de inocuidad es el sistema que seguimos para garantizar la inocuidad de los productos HACCP = Hazards Analysis and Critical Control Points Ejemplo de un plan de inocuidad alimentaria ¿Qué es inocuidad?

10
Los siete principios Principio 1 Principio 2 Principio 3 Principio 4
1. Reunir al equipo de HACCP 2. Describir el producto 3. Identificar el uso previsto 4. Desarrollar el diagrama de flujo Los siete principios 5. Verificar el diagrama de flujo en las instalaciones Hacer una lista de todos los riesgos potenciales. Realizar el análisis de riesgos. Determinar las medidas de control 6. Principio 1 7. Determinar los puntos críticos de control Principio 2 8. Establecer límites críticos para cada punto crítico de control Principio 3 9. Establecer un sistema de control para cada punto crítico de control Principio 4 10 Establecer medidas correctivas para las posibles desviaciones Principio 5 11. Establecer procedimientos de verificación Principio 6 12. Establecer sistemas para llevar registros y para documentación Principio 7

11
SQF Systems Training Course
Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Los RIESGOS Los riesgos para la seguridad alimentaria pueden conducir a enfermedades graves para el consumidor. Microbiológicos E. coli O157:H7 Salmonela spp. Físicos Vidrio en el producto Químicos Residuos (pesticidas/antibióticos/alérgenos) RIESGOS Respecto a cómo se implementan los Sistemas SQF, existen cuatro tipos de riesgos: Microbiológicos Salmonela, E. coli, listeria, hongos, moho, etc. Físicos Tierra, palos, piedras, huesos, vidrio, metal, plástico, insectos, joyas, etc. Químicos De aparición natural (micotoxinas, antimetabolitos, alérgenos) Agregados (agricultura, sustancias químicas para limpieza y aditivos alimenticios) Los riesgos microbiológicos y químicos no son perceptibles a simple vista. Son la causa de la mayor parte de la preocupación y, por consiguiente, el objetivo principal de prevención. Factores de producción Los riesgos para la seguridad alimentaria existen cuando intervienen factores en la cadena de producción y mercadeo. Entre estos factores se encuentran: Materias primas y tratamientos durante la producción; Manejo durante la producción, en la cosecha y, más particularmente, durante el transporte; Equipo, instalaciones y alrededores (por ejemplo: diseño de la planta empacadora, diseño del transporte); Empaque; Almacenamiento y distribución; ©Copyright 2008 FMI – All Rights Reserved
 RIESGOS. Respecto a cómo se implementan los Sistemas SQF, existen cuatro tipos de riesgos: Microbiológicos Salmonela, E. coli, listeria, hongos, moho, etc. Físicos Tierra, palos, piedras, huesos, vidrio, metal, plástico, insectos, joyas, etc. Químicos De aparición natural (micotoxinas, antimetabolitos, alérgenos) Agregados (agricultura, sustancias químicas para limpieza y aditivos alimenticios) Los riesgos microbiológicos y químicos no son perceptibles a simple vista. Son la causa de la mayor parte de la preocupación y, por consiguiente, el objetivo principal de prevención. Factores de producción. Los riesgos para la seguridad alimentaria existen cuando intervienen factores en la cadena de producción y mercadeo. Entre estos factores se encuentran: Materias primas y tratamientos durante la producción; Manejo durante la producción, en la cosecha y, más particularmente, durante el transporte; Equipo, instalaciones y alrededores (por ejemplo: diseño de la planta empacadora, diseño del transporte); Empaque; Almacenamiento y distribución; ©Copyright 2008 FMI – All Rights Reserved.")
12
Punto crítico de control (CCP)
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Punto crítico de control (CCP) Paso en el que el control que es esencial para evitar o eliminar un riesgo de seguridad alimentaria o reducirlo a un nivel aceptable. (Codex Alimentarius) Cualquier punto de un proceso en el que la pérdida de control conduce a problemas que afectan la inocuidad del producto. Es "indispensable". ©Copyright 2008 FMI – All Rights Reserved
 Paso en el que el control que es esencial para evitar o eliminar un riesgo de seguridad alimentaria o reducirlo a un nivel aceptable. (Codex Alimentarius) Cualquier punto de un proceso en el que la pérdida de control conduce a problemas que afectan la inocuidad del producto. Es indispensable . ©Copyright 2008 FMI – All Rights Reserved.")
13
Punto de control (Control Point, CP)
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Punto de control (Control Point, CP) Cualquier paso en el que los factores biológicos, químicos o físicos se pueden controlar. Paso en el que se puede perder el control sin presentar un riesgo significativo para la seguridad alimentaria o en el que el riesgo no aparecerá a niveles inaceptables. ©Copyright 2008 FMI – All Rights Reserved
 Cualquier paso en el que los factores biológicos, químicos o físicos se pueden controlar. Paso en el que se puede perder el control sin presentar un riesgo significativo para la seguridad alimentaria o en el que el riesgo no aparecerá a niveles inaceptables. ©Copyright 2008 FMI – All Rights Reserved.")
14
SQF Systems Training Course
Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 1 Reunir al equipo de desarrollo del Plan de seguridad alimentaria El equipo de HACCP Facilitador de Inocuidad Identificar… Es necesario establecer un equipo de desarrollo del Plan de seguridad alimentaria (Food Safety Plan, FSP) (el equipo de HACCP) y nombrar un líder del equipo del proyecto. Este líder, que tiene un cargo importante, será responsable de asegurar que el plan se desarrolle y que se establezca un cronograma para que el equipo de desarrollo del FSP lo implemente. Generalmente, se trata de una persona dentro del negocio que tenga autoridad y responsabilidad. No es posible que una persona tenga todas las destrezas necesarias para diseñar un plan de desarrollo del FSP efectivo. Reunir un equipo de desarrollo del FSP cuyos miembros conozcan bien el producto y el proceso es esencial. Este equipo debe ser capaz de identificar peligros, determinar los riesgos, recomendar controles, recomendar medidas correctivas en caso de desviación y realizar investigaciones si no hay información disponible. Para los productos complejos podría hacer falta un equipo compuesto por un microbiólogo, un químico, personal de mantenimiento, un supervisor de producción, un trabajador de línea y un técnico de aseguramiento de la calidad. En cuanto a un productor o distribuidor, el equipo podría estar compuesto del productor o un agente y un horticulturista, un tecnólogo en alimentos y/o un tecnólogo en procesos posteriores a la cosecha que comprendan bien el método HACCP. ©Copyright 2008 FMI – All Rights Reserved
 (el equipo de HACCP) y nombrar un líder del equipo del proyecto. Este líder, que tiene un cargo importante, será responsable de asegurar que el plan se desarrolle y que se establezca un cronograma para que el equipo de desarrollo del FSP lo implemente. Generalmente, se trata de una persona dentro del negocio que tenga autoridad y responsabilidad. No es posible que una persona tenga todas las destrezas necesarias para diseñar un plan de desarrollo del FSP efectivo. Reunir un equipo de desarrollo del FSP cuyos miembros conozcan bien el producto y el proceso es esencial. Este equipo debe ser capaz de identificar peligros, determinar los riesgos, recomendar controles, recomendar medidas correctivas en caso de desviación y realizar investigaciones si no hay información disponible. Para los productos complejos podría hacer falta un equipo compuesto por un microbiólogo, un químico, personal de mantenimiento, un supervisor de producción, un trabajador de línea y un técnico de aseguramiento de la calidad. En cuanto a un productor o distribuidor, el equipo podría estar compuesto del productor o un agente y un horticulturista, un tecnólogo en alimentos y/o un tecnólogo en procesos posteriores a la cosecha que comprendan bien el método HACCP. ©Copyright 2008 FMI – All Rights Reserved.")
15
Paso 2 Describir el producto y su distribución
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 2 Describir el producto y su distribución Especificación del producto terminado Un producto descrito adecuadamente es otro elemento importante en la implementación del HACCP. La especificación debe incluir una descripción del producto, su empaque, requisitos de almacenamiento y distribución, su vida útil y su potencial de abuso. ©Copyright 2008 FMI – All Rights Reserved

16
Súper hamburguesas de salchicha Composición (ingredientes)
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Nombre del producto Súper hamburguesas de salchicha Composición (ingredientes) Hamburguesas de salchicha de cerdo congeladas, completamente cocidas que necesitan refrigeración, con leche en polvo y huevo líquido Método de preservación Control de la temperatura - almacenamiento en congelación Empaque interior Bandeja y película. Empacado al vacío Empaque exterior Cartón interior impreso, caja maestra exterior Condiciones de almacenamiento Congelado por debajo de 0 °C (32 °F) Método de distribución Transporte en congelación Vida útil 3 a 6 meses en estado de congelación (0 °C (32 °F) o menos; 7 días a 5 °C (40 °F) Etiquetado especial Declaración de alérgenos: Leche, huevos. Mantener congelado hasta que sea el momento de calentar. Preparación del consumidor Calentar durante el tiempo y la temperatura especificados y servir. ©Copyright 2008 FMI – All Rights Reserved
 Hamburguesas de salchicha de cerdo congeladas, completamente cocidas que necesitan refrigeración, con leche en polvo y huevo líquido. Método de preservación. Control de la temperatura - almacenamiento en congelación. Empaque interior. Bandeja y película. Empacado al vacío. Empaque exterior. Cartón interior impreso, caja maestra exterior. Condiciones de almacenamiento. Congelado por debajo de 0 °C (32 °F) Método de distribución. Transporte en congelación. Vida útil. 3 a 6 meses en estado de congelación (0 °C (32 °F) o menos; 7 días a 5 °C (40 °F) Etiquetado especial. Declaración de alérgenos: Leche, huevos. Mantener congelado hasta que sea el momento de calentar. Preparación del consumidor. Calentar durante el tiempo y la temperatura especificados y servir. ©Copyright 2008 FMI – All Rights Reserved.")
17
SQF Systems Training Course
Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 3 Describir el uso previsto y los riesgos para los consumidores del producto También se deben conocer los usuarios previstos, porque algunos alimentos, que podrían ser aceptables para adultos sanos, podrían conllevar riesgos para los individuos con alguna intolerancia alimenticia (alérgenos), los adultos mayores, los enfermos o los más pequeños, y causar enfermedad o muerte. Por consiguiente, el Análisis de riesgos debe asegurarse de que las etiquetas contengan información detallada para limitar los riesgos a la salud pública. ©Copyright 2008 FMI – All Rights Reserved
, los adultos mayores, los enfermos o los más pequeños, y causar enfermedad o muerte. Por consiguiente, el Análisis de riesgos debe asegurarse de que las etiquetas contengan información detallada para limitar los riesgos a la salud pública. ©Copyright 2008 FMI – All Rights Reserved.")
18
Comidas, refrigerios, emparedados y salsas
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Uso previsto Comidas, refrigerios, emparedados y salsas Población sensible Destinado a la población general ©Copyright 2008 FMI – All Rights Reserved

19
Paso 4 Desarrollar el diagrama de flujo
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 4 Desarrollar el diagrama de flujo El diagrama de flujo del proceso ofrecerá una imagen sencilla del flujo. Debe identificar todos los pasos, incluyendo las decisiones, inspecciones, transferencias, almacenamiento y retrasos. ©Copyright 2008 FMI – All Rights Reserved

20
Súper hamburguesas de salchicha
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Súper hamburguesas de salchicha PASOS de la etapa 3 ETAPAS Mezcla de ingredientes secos 1 Recepción 3.1 Estos pasos son las tareas individuales de la etapa 3. Mezcla de ingredientes húmedos 3.2 2 Tratamiento termico Mezcla de ingredientes húmedos y secos 3.3 3 Procesamiento 3.4 Moldeado de las hamburguesas 4 Empaque Cocción 3.5 5 Congelamiento Etc. Etc. ©Copyright 2008 FMI – All Rights Reserved

21
Paso 5 Confirmar el diagrama de flujo
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 5 Confirmar el diagrama de flujo Recorrer el proceso para asegurarse de que refleje lo que sucede en el área de procesamiento Turnos distintos, etc. El equipo de desarrollo del FSP debe verificar la precisión del diagrama de flujo, es decir, hacer lo que dicen que hacen y asegurarse de que lo que digan o piensen realmente esté implementado. El flujo de proceso se debe verificar en cada turno. ©Copyright 2008 FMI – All Rights Reserved

22
SQF Systems Training Course
Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 6 Realizar un análisis de riesgos para cada componente del proceso (Principio 1) Se deben tener en cuenta dos aspectos: Potencial de que el riesgo afecte la seguridad del producto; y Posibilidad de que el riesgo se materialice. Se deben determinar medidas preventivas; Controlar los factores de producción en cuanto lleguen para garantizar el cumplimiento de las especificaciones; Capacitación del personal en el uso de sustancias químicas, equipos y seguridad; Contar con condiciones de almacenamiento adecuadas para productos perecederos; y Calibrar los instrumentos de medición como termómetros, básculas y otros para asegurar la precisión. El equipo de desarrollo del FSP debe conservar la documentación de respaldo para la selección de riesgos y medidas preventivas. ©Copyright 2008 FMI – All Rights Reserved
 Se deben tener en cuenta dos aspectos: Potencial de que el riesgo afecte la seguridad del producto; y. Posibilidad de que el riesgo se materialice. Se deben determinar medidas preventivas; Controlar los factores de producción en cuanto lleguen para garantizar el cumplimiento de las especificaciones; Capacitación del personal en el uso de sustancias químicas, equipos y seguridad; Contar con condiciones de almacenamiento adecuadas para productos perecederos; y. Calibrar los instrumentos de medición como termómetros, básculas y otros para asegurar la precisión. El equipo de desarrollo del FSP debe conservar la documentación de respaldo para la selección de riesgos y medidas preventivas. ©Copyright 2008 FMI – All Rights Reserved.")
23
Análisis de riesgos Principio 1
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Análisis de riesgos Ejemplo - Súper hamburguesas de salchicha Principio 1 Paso Riesgo Causa Medidas de control 3.5 Cocción Cocción efectiva Asegurarse de que el personal esté capacitado adecuadamente y sea competente Asegurarse de que el personal cuente con equipos adecuados Asegurarse de que los equipos estén calibrados correctamente Biológicos: Salmonela E. Coli Cocción insuficiente ©Copyright 2008 FMI – All Rights Reserved

24
Paso 7 Identificar los puntos críticos de control (CCP) del proceso
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 7 Identificar los puntos críticos de control (CCP) del proceso (Principio 2) Un punto crítico de control es un paso del proceso en el que la pérdida del control causaría un riesgo para la seguridad del producto. En esta etapa, se revisan los riesgos de cada paso y se identifican los que son "críticos". Al decidir si un punto de control es crítico o no, es útil considerar si es probable que la amenaza para la seguridad alimentaria ocurra si se pierde el control en ese punto específico. Un árbol para la toma de decisiones puede ayudar con esta evaluación. ©Copyright 2008 FMI – All Rights Reserved
 del proceso. (Principio 2) Un punto crítico de control es un paso del proceso en el que la pérdida del control causaría un riesgo para la seguridad del producto. En esta etapa, se revisan los riesgos de cada paso y se identifican los que son críticos . Al decidir si un punto de control es crítico o no, es útil considerar si es probable que la amenaza para la seguridad alimentaria ocurra si se pierde el control en ese punto específico. Un árbol para la toma de decisiones puede ayudar con esta evaluación. ©Copyright 2008 FMI – All Rights Reserved.")
25
Matriz de análisis de riesgos para la seguridad alimentaria
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Matriz de análisis de riesgos para la seguridad alimentaria ¿Cuál es la probabilidad de que el riesgo derive en una consecuencia grave si no se controla? Consecuencias (Gravedad) Frecuencia (Probabilidad) 1. Muerte A. Sucede comúnmente 2. Enfermedad grave B. Se sabe que ocurre 3. Retirada de productos C. Podría ocurrir (está publicado) 4. Queja del cliente D. No se espera que ocurra 5. Insignificante E. Prácticamente imposible ©Copyright 2008 FMI – All Rights Reserved
 Frecuencia. (Probabilidad) 1. Muerte. A. Sucede comúnmente. 2. Enfermedad grave. B. Se sabe que ocurre. 3. Retirada de productos. C. Podría ocurrir (está publicado) 4. Queja del cliente. D. No se espera que ocurra. 5. Insignificante. E. Prácticamente imposible. ©Copyright 2008 FMI – All Rights Reserved.")
26
Matriz de análisis de riesgos para la seguridad alimentaria
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Matriz de análisis de riesgos para la seguridad alimentaria Frecuencia Consecuencia A. Común B. Se sabe que ocurre C. Podría ocurrir D. No se espera que ocurra E. Practica-mente imposible Muerte 1 2 4 7 11 2. Enfermedad grave 3 5 8 12 16 3. Retirada de productos 6 9 13 17 20 4. Queja del cliente 10 14 18 21 23 5. Insignificante 15 19 22 24 25 ©Copyright 2008 FMI – All Rights Reserved

27
Trascendencia del riesgo
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Trascendencia del riesgo Un valor de 1 a 10 indica un punto crítico de control. Los problemas de seguridad alimentaria menos significativos tendrán un valor de 11 a 25. Depende del equipo de desarrollo del Plan de seguridad alimentaria determinar si es necesario implementar medidas de control (es decir, medidas de control de la condición de punto de control) o si resultarían insignificantes. ©Copyright 2008 FMI – All Rights Reserved
 o si resultarían insignificantes. ©Copyright 2008 FMI – All Rights Reserved.")
28
Súper hamburguesas de salchicha
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Ejemplo 1 Súper hamburguesas de salchicha 3.5 Paso de cocción: Cocción de las hamburguesas de salchicha ©Copyright 2008 FMI – All Rights Reserved

29
SQF Systems Training Course
Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Ejemplo 1 El equipo de desarrollo del Plan de seguridad alimentaria ha evaluado de manera proactiva la situación y ha determinado que el Paso 3.5 (la cocción) podría implicar un riesgo para la seguridad alimentaria si no se controla: Riesgo(s) potencial(es) Biológicos - Supervivencia de patógenos: Salmonela spp., E. coli O157:H7 Causa Supervivencia y/o desarrollo por cocción insuficiente Consecuencia (gravedad) 2 (Enfermedad grave o muerte, según la edad del consumidor) Frecuencia (probabilidad) B, se sabe que ocurre ©Copyright 2008 FMI – All Rights Reserved
 podría implicar un riesgo para la seguridad alimentaria si no se controla: Riesgo(s) potencial(es) Biológicos - Supervivencia de patógenos: Salmonela spp., E. coli O157:H7. Causa. Supervivencia y/o desarrollo por cocción insuficiente. Consecuencia (gravedad) 2 (Enfermedad grave o muerte, según la edad del consumidor) Frecuencia (probabilidad) B, se sabe que ocurre. ©Copyright 2008 FMI – All Rights Reserved.")
30
Ejemplo 1 Muerte 1 2 4 7 11 2. Enfermedad grave 3 5 8 12 16
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Ejemplo 1 Frecuencia Consecuencia A. Común B. Se sabe que ocurre C. Podría ocurrir D. No se espera que ocurra E. Practica-mente imposible Muerte 1 2 4 7 11 2. Enfermedad grave 3 5 8 12 16 3. Retirada de productos 6 9 13 17 20 4. Queja del cliente 10 14 18 21 23 5. Insignificante 15 19 22 24 25 ©Copyright 2008 FMI – All Rights Reserved

31
5 Ejemplo 1 CCP (problema significativo, entre 1 y 10)
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Ejemplo 1 A partir de los resultados de la matriz, el equipo determina lo siguiente: 5 Trascendencia Medida(s) de control Cocción efectiva durante el tiempo y a la temperatura validados (71 °C o 160 °F) para lograr una reducción en el registro > 7 en salmonela Decisión CCP (problema significativo, entre 1 y 10) ©Copyright 2008 FMI – All Rights Reserved
 de control. Cocción efectiva durante el tiempo y a la temperatura validados (71 °C o 160 °F) para lograr una reducción en el registro > 7 en salmonela. Decisión. CCP (problema significativo, entre 1 y 10) ©Copyright 2008 FMI – All Rights Reserved.")
32
Ejemplo 1 Acción: El paso de cocción es un punto crítico de control.
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Ejemplo 1 Acción: El paso de cocción es un punto crítico de control. Cuando se identifiquen varias medidas de control para un riesgo significativo particular, al menos uno debe ser un punto crítico de control. ©Copyright 2008 FMI – All Rights Reserved

33
Análisis de riesgos Ejemplo - Súper hamburguesas de salchicha
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Análisis de riesgos Ejemplo - Súper hamburguesas de salchicha Principio 1 Principio 2 Paso Riesgo Causa Medidas de control Cons. Frec. Trasc. CCP/ CP Razones de la decisión 3.5 Cocción Biológicos: Salmonela E. Coli Cocción efectiva Asegurarse de que el personal esté capacitado adecuadamente y sea competente el personal cuente con equipos adecuados Asegurarse de que los equipos estén calibrados correctamente 2 B 5 CCP Cocción insuficiente Las hamburguesas de salchicha cocinadas de manera insuficiente podrían causar enfermedades en el consumidor ©Copyright 2008 FMI – All Rights Reserved

34
Paso 8 Establecer y documentar límites críticos (Principio 3)
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 8 Establecer y documentar límites críticos (Principio 3) El equipo de desarrollo del FSP determinará los límites críticos para cada medida de prevención. El tipo y nivel de cada límite crítico dependerá del riesgo en particular, del producto, del empaque y del paso en el proceso. Entre éstos podrían existir límites como los siguientes: parámetros de tiempo y temperatura para producto enlatado; pH de una solución; carne de res molida enfriada almacenada entre 0 ºC y -4 ºC; un rango de temperatura para la carne cocinada; o temperatura de almacenamiento para carnes listas para comer. Los límites críticos se deben poder medir fácilmente y, si es posible, controlar continuamente. En cuanto se hayan determinado los límites críticos, es esencial que el equipo de desarrollo del FSP valide el límite crítico. Este paso de validación ofrece pruebas de que el límite crítico seleccionado en realidad controla el riesgo identificado. El equipo de desarrollo del FSP debe conservar la documentación de respaldo para seleccionar un límite crítico y su validación. ©Copyright 2008 FMI – All Rights Reserved
 El equipo de desarrollo del FSP determinará los límites críticos para cada medida de prevención. El tipo y nivel de cada límite crítico dependerá del riesgo en particular, del producto, del empaque y del paso en el proceso. Entre éstos podrían existir límites como los siguientes: parámetros de tiempo y temperatura para producto enlatado; pH de una solución; carne de res molida enfriada almacenada entre 0 ºC y -4 ºC; un rango de temperatura para la carne cocinada; o. temperatura de almacenamiento para carnes listas para comer. Los límites críticos se deben poder medir fácilmente y, si es posible, controlar continuamente. En cuanto se hayan determinado los límites críticos, es esencial que el equipo de desarrollo del FSP valide el límite crítico. Este paso de validación ofrece pruebas de que el límite crítico seleccionado en realidad controla el riesgo identificado. El equipo de desarrollo del FSP debe conservar la documentación de respaldo para seleccionar un límite crítico y su validación. ©Copyright 2008 FMI – All Rights Reserved.")
35
Paso 8, Límites críticos 3.5 Cocción Documento de investigación 1234
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 8, Límites críticos Principio 3 Paso Límites críticos Validación 3.5 Cocción Documento de investigación 1234 Estudios de tiempo y temperatura Tablas validadas de tiempo y temperatura >71 ° C (160 °F) 20 min. ©Copyright 2008 FMI – All Rights Reserved
 20 min. ©Copyright 2008 FMI – All Rights Reserved.")
36
SQF Systems Training Course
Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 9 Desarrollar y documentar procedimientos de control y su frecuencia (Principio 4) El Plan de seguridad alimentaria debe describir aquellos procedimientos de control necesarios para asegurar que el proceso esté controlado. El equipo de desarrollo del FSP debe determinar el método y la frecuencia de control. Lo ideal sería que el nivel de control sea suficiente para detectar cuándo un proceso tiende a salirse de control a fin de iniciar medidas correctivas adecuadas de manera oportuna. El Plan de seguridad alimentaria debe determinar qué procedimientos de control son necesarios para asegurar que el proceso esté controlado. El equipo de desarrollo del FSP debe determinar el procedimiento y la frecuencia con que se debe realizar. Lo ideal sería que el nivel de control sea suficiente para asegurar que se tomen medidas correctivas adecuadas lo antes posible. Algunos ejemplos son los siguientes: Registrar revisiones de operación periódicas del detector de metales; Registrar las temperaturas de refrigeración de las cámaras de enfriamiento; Informes de inspección higiénica de un área de fabricación de alimentos. Desarrollar formularios de registro sencillos para asegurar que se puedan revisar con efectividad. ©Copyright 2008 FMI – All Rights Reserved
 El Plan de seguridad alimentaria debe describir aquellos procedimientos de control necesarios para asegurar que el proceso esté controlado. El equipo de desarrollo del FSP debe determinar el método y la frecuencia de control. Lo ideal sería que el nivel de control sea suficiente para detectar cuándo un proceso tiende a salirse de control a fin de iniciar medidas correctivas adecuadas de manera oportuna. El Plan de seguridad alimentaria debe determinar qué procedimientos de control son necesarios para asegurar que el proceso esté controlado. El equipo de desarrollo del FSP debe determinar el procedimiento y la frecuencia con que se debe realizar. Lo ideal sería que el nivel de control sea suficiente para asegurar que se tomen medidas correctivas adecuadas lo antes posible. Algunos ejemplos son los siguientes: Registrar revisiones de operación periódicas del detector de metales; Registrar las temperaturas de refrigeración de las cámaras de enfriamiento; Informes de inspección higiénica de un área de fabricación de alimentos. Desarrollar formularios de registro sencillos para asegurar que se puedan revisar con efectividad. ©Copyright 2008 FMI – All Rights Reserved.")
37
Paso 9, Control 3.5 Cocción Salida del horno Seguir los procedimientos
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 9, Control Principio 4 Paso Qué Dónde Cómo Cuándo Quién 3.5 Cocción Tiempo de cocción por medio de una tabla de registro continuo de la temperatura para cada lote Temperatura interna de las hamburguesas Salida del horno Seguir los procedimientos de prueba especificados Continuo Cada lote Operador ©Copyright 2008 FMI – All Rights Reserved

38
SQF Systems Training Course
Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 10 Desarrollar y documentar los procedimientos de las medidas correctivas (Principio 5) Ésta es una etapa muy importante en la implementación del HACCP. El equipo de desarrollo del PFSP desarrollará y documentará procedimientos de medidas correctivas para asegurar que, cuando el procedimiento de control identifique la superación de un límite crítico, ocurra lo siguiente: La desviación sea puesta en conocimiento de la persona responsable lo antes posible; Se identifique el producto; Se revise la condición del producto y la persona adecuada tome la decisión de retenerlo, desecharlo o aceptarlo; Se registren la desviación y la disposición subsiguiente; Se corrija la causa raíz de la no conformidad para evitar reincidencia. ©Copyright 2008 FMI – All Rights Reserved
 Ésta es una etapa muy importante en la implementación del HACCP. El equipo de desarrollo del PFSP desarrollará y documentará procedimientos de medidas correctivas para asegurar que, cuando el procedimiento de control identifique la superación de un límite crítico, ocurra lo siguiente: La desviación sea puesta en conocimiento de la persona responsable lo antes posible; Se identifique el producto; Se revise la condición del producto y la persona adecuada tome la decisión de retenerlo, desecharlo o aceptarlo; Se registren la desviación y la disposición subsiguiente; Se corrija la causa raíz de la no conformidad para evitar reincidencia. ©Copyright 2008 FMI – All Rights Reserved.")
39
Paso 10, Medidas correctivas
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 10, Medidas correctivas Principio 5 Paso Medidas correctivas Aislar e identificar el producto afectado Investigar la causa raíz de la desviación del tiempo o la temperatura Recalibrar o reparar el o los equipo(s) según sea necesario 3.5 Cocción ©Copyright 2008 FMI – All Rights Reserved
 según sea necesario. 3.5 Cocción. ©Copyright 2008 FMI – All Rights Reserved.")
40
Paso 11 Desarrollar y documentar procedimientos de verificación
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 11 Desarrollar y documentar procedimientos de verificación (Principio 6) El equipo de desarrollo del FSP desarrollará y documentará procedimientos para verificar que cada punto crítico de control del FSP se esté aplicando correctamente. La verificación debería consistir de, al menos, cinco componentes: control, validación de límites críticos y del Plan de HACCP, Auditorías internas, revisión del sistema, y pruebas y análisis de productos. Por medio de la Auditoría interna, el equipo verificará que las medidas correctivas tomadas para superar problemas han sido efectivas y que el Plan de seguridad alimentaria siga siendo aplicable. ©Copyright 2008 FMI – All Rights Reserved
 El equipo de desarrollo del FSP desarrollará y documentará procedimientos para verificar que cada punto crítico de control del FSP se esté aplicando correctamente. La verificación debería consistir de, al menos, cinco componentes: control, validación de límites críticos y del Plan de HACCP, Auditorías internas, revisión del sistema, y pruebas y análisis de productos. Por medio de la Auditoría interna, el equipo verificará que las medidas correctivas tomadas para superar problemas han sido efectivas y que el Plan de seguridad alimentaria siga siendo aplicable. ©Copyright 2008 FMI – All Rights Reserved.")
41
Paso 11, Verificación 3.5 Cocción
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 11, Verificación Paso Qué Quién 3.5 Cocción Observar que el operador realice pruebas de control una vez en cada turno Controlar los registros de prueba Controlar la precisión de las tablas de registro de temperatura Calibrar los termómetros Gerente de producción ©Copyright 2008 FMI – All Rights Reserved

42
SQF Systems Training Course
Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Plan de HACCP El Análisis de riesgos completo se documentará en el Plan de HACCP El Plan de HACCP está estructurado para demostrar que se siguieron los 7 principios de HACCP ©Copyright 2008 FMI – All Rights Reserved

43
Plan de HACCP Principio 1 Principio 2
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Principio 1 Principio 2 Paso Riesgo Causa Medidas de control Cons. Frec. Trasc. CCP/CP Razones de la decisión Cocción efectiva Asegurase de que el personal esté capacitado adecuadamente y sea competente Asegurarse de que el personal cuente con equipos adecuados Asegurase de que los equipos estén calibrados correctamente 3.5 Cocción Salmonela, E. coli O157:H7 Cocción insuficiente 2 B 5 CCP Las hamburguesas de salchicha cocinadas de manera insuficiente podrían causar enfermedades en el consumidor Plan de HACCP P1 P2 P3 P4: Control P5 P6 P7 Paso Riesgo Medida de control CCP/CP Límites críticos Qué Dónde Cómo Cuándo Quién Medidas correctivas Verificar Quién, Cuándo Registros 3.5 Cocción Salmonela, E. coli O157:H7 Cocción efectiva Asegurarse de que el personal esté capacitado adecuadamente y sea competente Asegurarse de que el personal cuente con equipos adecuados Asegurarse de que los equipos estén calibrados correctamente CCP ©Copyright 2008 FMI – All Rights Reserved

44
Plan de HACCP Principio 3 Principio 4 P1 P2 P3 P4: Control P5 P6 P7
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Principio 3 Principio 4 Paso Límites críticos Qué Dónde Cómo Cuándo Quién Tiempo de cocción por medio de una tabla de registro continuo de la temperatura para cada lote Temperatura interna de las hamburguesas > 71 °C (160 °F), > 20 min. 3.5 Cocción Salida del horno Seguir los procedi- mientos de prueba especificados Continuo Cada lote Operador Plan de HACCP P1 P2 P3 P4: Control P5 P6 P7 Paso Amenaza Medida de control CCP/CP Límites críticos Qué Dónde Cómo Cuándo Quién Medidas correctivas Verificar Quién, Cuándo Registros 3.5 Cocción Salmonela, E. coli O157:H7 Cocción efectiva Asegurarse de que el personal esté capacitado adecuadamente y sea competente Asegurarse de que el personal cuente con equipos adecuados Asegurarse de que los equipos estén calibrados adecuadamente CCP Tiempo de cocción por medio de una tabla de registro continuo de la temperatura para cada lote Temperatua interna de las hamburgue sas Seguir los procedimientos de prueba especifi cados Operador > 71 °C (160 °F), > 20 min. Salida del horno Continuo Cada lote ©Copyright 2008 FMI – All Rights Reserved
, > 20 min. 3.5 Cocción. Salida del horno. Seguir. los procedi- mientos de. prueba. especificados. Continuo. Cada lote. Operador. Plan de HACCP. P1. P2. P3. P4: Control. P5. P6. P7. Paso. Amenaza. Medida de control. CCP/CP. Límites críticos. Qué. Dónde. Cómo. Cuándo. Quién. Medidas correctivas. Verificar Quién, Cuándo. Registros Cocción. Salmonela, E. coli O157:H7. Cocción efectiva. Asegurarse de que el personal esté capacitado adecuadamente y sea competente. Asegurarse de que el personal cuente con. equipos adecuados. Asegurarse de que los equipos estén calibrados adecuadamente. CCP. Tiempo de cocción por medio de una tabla de registro continuo de la temperatura para cada lote. Temperatua interna de las hamburgue sas. Seguir los procedimientos de prueba especifi. cados. Operador. > 71 °C (160 °F), > 20 min. Salida. del horno. Continuo. Cada lote. ©Copyright 2008 FMI – All Rights Reserved.")
45
Plan de HACCP Principio 5 Principio 6 P1 P2 P3 P4: Control P5 P6 P7
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Principio 5 Principio 6 Paso Medidas correctivas Verificación: Quién Verificación: Qué Aislar e identificar el producto afectado Investigar la causa raíz de la desviación del tiempo o la temperatura Recalibrar o reparar el o los equipo(s) según sea necesario Observar que el operador realice pruebas de control una vez en cada turno Controlar los registros de prueba Controlar la precisión de las tablas de registro de temperatura Calibrar los termómetros 3.5 Cocción Gerente de producción Plan de HACCP P1 P2 P3 P4: Control P5 P6 P7 Paso Riesgo Medida de control CCP/CP Límites críticos Qué Dónde Cómo Cuándo Quién Medidas correctivas Verificar Registros 3.5 Cocción Salmonela, E. coli O157:H7 Cocción efectiva Asegurarse de que el personal esté capacitado adecuadamente y sea competente Asegurarse de que el personal cuente con equipos adecuados Asegurarse de que los equipos estén calibrados correctamente CCP Tiempo de cocción por medio de una tabla de registro continuo de la temperatu ra para cada lote Temperatu ra interna de las hamburguesas Operador Aislar e identificar el producto afectado Investigar la causa raíz de la desviación del tiempo o la temperatura Recalibrar o reparar el o los equipo(s) según sea necesario Gerente de producción Observar que el operador realice pruebas de control una vez en cada turno Controlar los registros de prueba Controlar la precisión de las tablas de registro de temperatura Calibrar los termómetros > 71 °C (160 °F), > 20 min. Salida del horno Seguir los procedimien tos de prueba especificados Contino Cada lote ©Copyright 2008 FMI – All Rights Reserved
 según sea necesario. Observar que el operador realice pruebas de control una vez en cada turno. Controlar los registros de prueba. Controlar la precisión de las tablas de registro de temperatura. Calibrar los termómetros. 3.5 Cocción. Gerente de producción. Plan de HACCP. P1. P2. P3. P4: Control. P5. P6. P7. Paso. Riesgo. Medida de control. CCP/CP. Límites críticos. Qué. Dónde. Cómo. Cuándo. Quién. Medidas correctivas. Verificar. Registros Cocción. Salmonela, E. coli O157:H7. Cocción efectiva. Asegurarse de que el personal esté capacitado adecuadamente y sea competente. Asegurarse de que el personal cuente con. equipos adecuados. Asegurarse de que los equipos estén calibrados correctamente. CCP. Tiempo de cocción por medio de una tabla de registro continuo de la temperatu. ra para cada lote. Temperatu. ra interna de las hamburguesas. Operador. Aislar e identificar el producto afectado. Investigar la causa raíz de la desviación del tiempo o la temperatura. Recalibrar o reparar el o los equipo(s) según sea necesario. Gerente de producción. Observar que el operador realice pruebas de control una vez en cada turno. Controlar los registros de prueba. Controlar la precisión de las tablas de registro de temperatura. Calibrar los termómetros. > 71 °C (160 °F), > 20 min. Salida. del horno. Seguir los procedimien. tos de prueba especificados. Contino. Cada lote. ©Copyright 2008 FMI – All Rights Reserved.")
46
SQF Systems Training Course
Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 12 Desarrollar y documentar procedimientos de mantenimiento de registros (Principio 7) La documentación debe cubrir todos los procedimientos y registros adecuados para la aplicación del FSP. El equipo de desarrollo del FSP debe identificar y documentar en el Plan de seguridad alimentaria la documentación que ofrezca consejos adicionales sobre la aplicación de medidas de control y medidas correctivas. El equipo de desarrollo del FSP también deberá identificar los registros para mostrar que la evidencia objetiva reunida demuestra lo siguiente: Cada medida preventiva se ha aplicado correctamente; No se han superado los límites críticos; Se han seguido los procedimientos de control; Donde se produjo una desviación, se han implementado medidas correctivas. ©Copyright 2008 FMI – All Rights Reserved
 La documentación debe cubrir todos los procedimientos y registros adecuados para la aplicación del FSP. El equipo de desarrollo del FSP debe identificar y documentar en el Plan de seguridad alimentaria la documentación que ofrezca consejos adicionales sobre la aplicación de medidas de control y medidas correctivas. El equipo de desarrollo del FSP también deberá identificar los registros para mostrar que la evidencia objetiva reunida demuestra lo siguiente: Cada medida preventiva se ha aplicado correctamente; No se han superado los límites críticos; Se han seguido los procedimientos de control; Donde se produjo una desviación, se han implementado medidas correctivas. ©Copyright 2008 FMI – All Rights Reserved.")
47
Paso 12, Registros Principio 7 Paso Registros
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Paso 12, Registros Principio 7 Paso Registros Registro de temperatura y tiempo Tablas de registro de temperatura Registro de temperatura del producto Registro de calibración del termómetro Registro de medidas correctivas 3.5 Cocción ©Copyright 2008 FMI – All Rights Reserved

48
Plan de HACCP Principio 7 P1 P2 P3 P4: Control P5 P6 P7 3.5 Cocción
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan Principio 7 Paso Registros Registro de temperatura y tiempo Tablas de registro de temperatura Registro de temperatura del producto Registro de calibración del termómetro Registro de medidas correctivas 3.5 Cocción Plan de HACCP P1 P2 P3 P4: Control P5 P6 P7 Paso Riesgo Medida de control CCP/CP Límites críticos Dónde Cómo Cuándo Quién Medidas correctivas Verificar Quién, Cuándo Registros Qué 3.5 Cocción Salmonela, E. coli O157:H7 Cocción efectiva Asegurarse de que el personal esté capacitado adecuadamente y sea competente Asegurarse de que el personal cuente con equipos adecuados Asegurarse de que los equipos estén calibrados correctamente CCP Aislar e identificar el producto afectado Investigar la causa raíz de la desviación del tiempo o la temperatura Recalibrar o reparar el o los equipo(s) según sea necesario Gerente de producción Observar que el operador realice pruebas de control una vez en cada turno Controlar los registros de prueba Controlar la precisión de las tablas de registro de temperatura Calibrar los termómetros Seguir los procedimientos de prue ba especifica dos Continuo Cada lote Operador > 71 °C (160 °F), > 20 min. Tiempo de cocción por medio de una tabla de registro continuo de la temperatura para cada lote Temperatura interna de las hamburgue sas Salida del horno Registro de temperatura y tiempo Tablas de registro de temperatura Registro de temperatura del producto Registro de calibración del termómetro Registro de medidas correctivas ©Copyright 2008 FMI – All Rights Reserved
 según sea necesario. Gerente de producción. Observar que el operador realice pruebas de control una vez en cada turno. Controlar los registros de prueba. Controlar la precisión de las tablas de registro de temperatura. Calibrar los termómetros. Seguir los procedimientos de prue. ba especifica. dos. Continuo. Cada lote. Operador. > 71 °C (160 °F), > 20 min. Tiempo de cocción por medio de una tabla de registro continuo de la temperatura para cada lote. Temperatura interna de las hamburgue. sas. Salida. del horno. Registro de temperatura y tiempo. Tablas de registro de temperatura. Registro de temperatura del producto. Registro de calibración del termómetro. Registro de medidas correctivas. ©Copyright 2008 FMI – All Rights Reserved.")
49
El Plan de HACCP está ahora completo.
SQF Systems Training Course Trainer Guide Implementing SQF 2000 Systems Module IM2-4 The SQF 2000 Food Safety Plan El Plan de HACCP está ahora completo. ©Copyright 2008 FMI – All Rights Reserved

Presentaciones similares












 Es un sistema lógico, simple, efectivo y estructurado para el aseguramiento de.>")






