Descargar la presentación
La descarga está en progreso. Por favor, espere

1
PROCESO INDUSTRIAL DEL VIDRIO
UNIVERSIDAD PERUANA UNION CURSO PROCESOS INDUSTRIALES PROCESO INDUSTRIAL DEL VIDRIO ING. JESSICA QUIPAS PEZO

2
i. HISTORIA DE LA INDUSTRIA DEL VIDRIO
UNIVERSIDAD PERUANA UNION i. HISTORIA DE LA INDUSTRIA DEL VIDRIO Fue descubierto 2500 antes de Jesucristo, en Egipto y Mesopotamia. La técnica usada era moldear tazad, los jarros y otras copas, en una estructura de arena y arcilla. El descubrimiento del soplado fue la primera innovación vidriera en Palestina y Siria consistía en recoger el vidrio en fusión con el extremo de caña hueca dentro de la cual se sopla para dar la forma deseada esta técnica se uso hasta la era moderna. A partir del siglo XI, Venecia se convirtió en la capital Europea de la fabricación de vidrio. Mas tarde en el siglo XIV se descubrió la técnica de l vidrio plano en Normandía (Francia). La primera industria vidriera se desarrollo en el siglo XVIII. Ya existían un numero de fabricas que producían mas de un millón de botellas al año, pero era limitado porque eran soplados con la boca . Con la Revolución Industrial en el siglo XIX. La utilización del carbón envés de la madera para calentar las calderas mejoro el funcionamiento de estos. Las primera maquinas automatizadas fueron introducidas, el soplado por la boca fue sustituido por el chorro de aire comprimido en moldes metálicos y continuaron los avances tecnológicos
. La primera industria vidriera se desarrollo en el siglo XVIII. Ya existían un numero de fabricas que producían mas de un millón de botellas al año, pero era limitado porque eran soplados con la boca . Con la Revolución Industrial en el siglo XIX. La utilización del carbón envés de la madera para calentar las calderas mejoro el funcionamiento de estos. Las primera maquinas automatizadas fueron introducidas, el soplado por la boca fue sustituido por el chorro de aire comprimido en moldes metálicos y continuaron los avances tecnológicos.")
3
ii. CLASIFICACION DEL VIDRIO
1. VIDRIOS PRIMARIOS: Son los que se obtienen directamente del horno de fundición A. POR SU PROCESO DE FABRICACION Vidrio Estirado Vidrio Pulido Vidrio Rolado Vidrio Flotado Baldosa de vidrio Vidrio Grabado Vidrio Alambrado Vidrio Decorativo Vidrio Reflejante B. POR SU VISIBILIDAD: C. POR SU COLORACION Vidrio Traslucido Vidrio Transparente Vidrio incoloro Vidrio coloreado en su masa

4
iii. CLASIFICACION DEL VIDRIO
2.PRODUCTOS SECUNDARIOS: Son el producto de la segunda elaboración, que utiliza materia prima de alguna industria primaria. Ejm: Vidrio Templado: Vidrio Laminado: Vidrio Curvo Recocido. Vidrio curvo Templado. Vidrio Curvo laminado. Vidrio Reflejante. Vidrio Insulado Vidrio Opaco Vidrio Traslucido Espejos de vidrios Vidrio Acústico Vidrio Térmico Vidrio Acústico-Térmico

5
iv. TIPOS DE VIDRIO SEGÚN SU FABRICACIÓN:
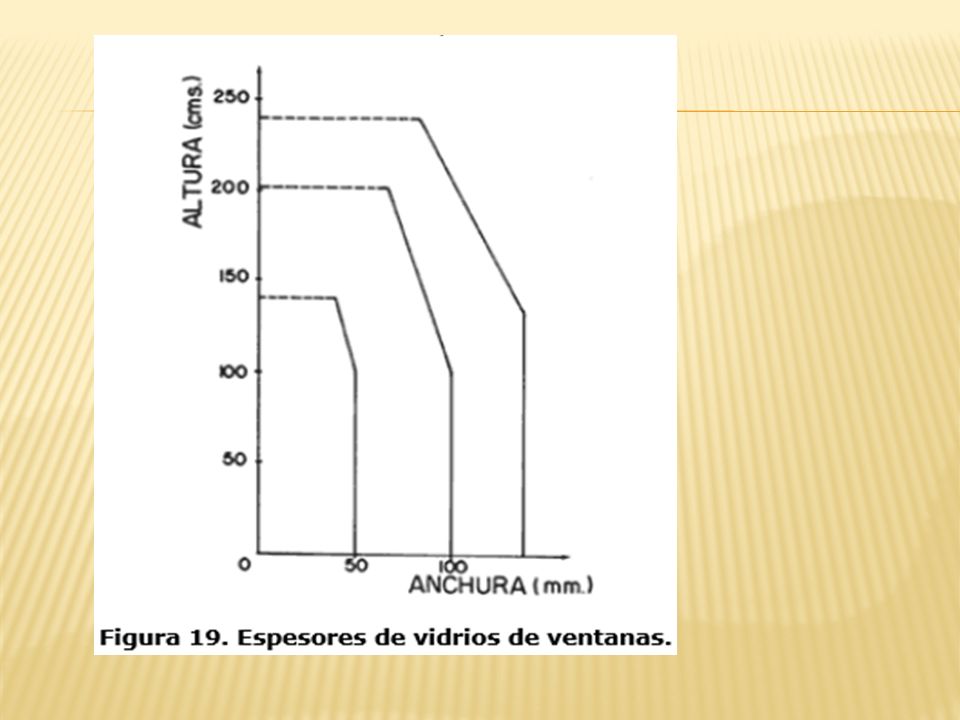
1. VIDRIO SODICO CALCICO (Silicato de sodio y Calcio): La sílice es parte de la materia prima básica, el sodio le da cierta facilidad de fusión y el calcio la provee de estabilidad química: Silice-Sodio-Calcio. Se emplea para elaborar vidrios planos , botellas, frascos tienen un color verde debido al hierro de las materias primas, tienen poco vidrio. Ejm: Las ventanas de todos los edificios lo que diferencia de una pequeña ventana a una grande es solo el espesor.
: La sílice es parte de la materia prima básica, el sodio le da cierta facilidad de fusión y el calcio la provee de estabilidad química: Silice-Sodio-Calcio. Se emplea para elaborar vidrios planos , botellas, frascos tienen un color verde debido al hierro de las materias primas, tienen poco vidrio. Ejm: Las ventanas de todos los edificios lo que diferencia de una pequeña ventana a una grande es solo el espesor.")
7
2. VIDRIO POTASICO CALCICO (Silicato de potasio + calcio)
Solo se reemplaza del anterior el sodio por el potasio, son mas duros que los anteriores, muy brillantes, resisten mejor las variaciones de temperaturas y son muy resistentes a la acción del agua y de los ácidos. Ejm: Vidrios de óptica

8
3. Vidrios Plúmbicos (Silicato de potasio + Plomo)
Se sustituye el óxido de calcio por óxido de plomo. Es igual de transparente que el vidrio sódico-cálcico, pero mucho más denso, con lo cual tiene mayor poder de refracción y de dispersión. Se funde a temperaturas bajas. Posee excelentes propiedades aislantes, que se aprovechan cuando se emplea en la construcción de los radares y en el radio. Absorbe considerablemente los rayos ultravioletas y los rayos X, y por eso se utiliza en forma de láminas para ventanas o escudos protectores. En la elaboración de vidrios ópticos: Se añaden oxido de lantano y tono. Ejm: Las piezas de cristales como los lentes para cámara fotográfica.

9
EJEMPLOS DE Vidrios Plúmbicos (Silicato de potasio + Plomo)
")
10
4. VIDRIOS DE BOROSILICATO
Su principal componente es el óxido de boro o anhídrido bórico. Tiene alta resistencia a cambios bruscos de temperatura. Por eso se utiliza en la elaboración de utensilios de cocina para el horno y de material de laboratorio, pues es muy resistente al calor y a los cambios bruscos de temperatura.

11
Ejemplos de vidrios de boro silicato

12
5. Vidrio de Cuarzo o Sílice
Son vidrios obtenidos fundiendo con 96% de sílice 3% de óxido de boro y no es soluble, es el más duro y el más difícil de trabajar, pues es necesario emplear una costosa técnica al vacío para obtener un producto para usos especiales. La sílice es un material elástico casi perfecto. Cuando se deforma debido a una fuerza externa, rápidamente regresa a su forma original. No pierde su estructura química ni siquiera con el calor, razón por la cual este tipo de vidrio es el más cotizado.

13
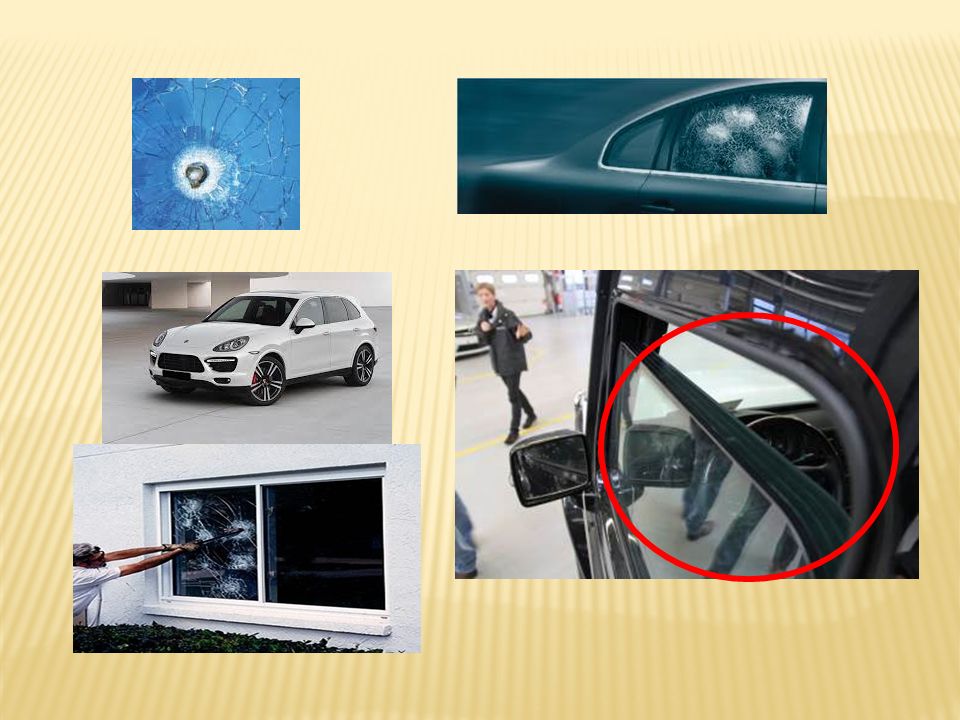
6. VIDRIO DE SEGURIDAD El vidrio que se utiliza en los coches es de seguridad, y evita que en un accidente se corran mayores riesgos cuando llega a romperse. Estas placas se tienen que meter al horno para calentarlas a cierta temperatura y después enfriarlas con aire, proceso que se conoce como templado. Esto provoca una serie de tensiones, ya que la superficie queda sometida a fuerzas de compresión, mientras que en el centro existen fuerzas de tensión. También se suele poner una placa de plástico transparente entre dos láminas de vidrio, lo cual, además de hacerlo más resistente, lo hace más seguro, porque al romperse se fraccionará en numerosos trozos pequeños, sin producir astillas, evitando con esto que queden pedazos de vidrio cortantes.

14
6. VIDRIOS DE SEGURIDAD Cont…
Los conocidos vidrios antibalas, ofrecen seguridad contra asaltos o ataques terroristas. Se conoce con el nombre de vidrio de seguridad combinado, y está formado por dos o más placas entre las que se colocan láminas de plástico, que actúan como planchas de unión. Todas las capas prensadas se pasan a un autoclave, sometiéndolas a altas presiones y temperaturas. Así se forma una unidad de elevada resistencia que no pierde su transparencia, y que en efecto es a prueba de balas. En general son vidrios muy gruesos

16
7. VIDRIO AISLANTE Tipo de vidrio para las ventanas que ayudara a mantener elevada la temperatura de una habitación. Pero en los países en los que la nieve cae durante seis meses este tipo de vidrio sí es muy importante porque ayuda a disminuir la energía necesaria para calentar el lugar. Los acristalados aislantes se fabrican montando dos o más placas separadas entre sí, de forma que los espacios intermedios permanezcan herméticamente cerrados y deshumidificados para que conduzcan lo menos posible el calor. En los bordes del vidrio se colocan nervios distanciadores soldados con estaño vidrio que sea un aislante eléctrico, sobre todo si lo fabricamos con vidrio sódico-cálcico. Son necesarios para fabricar focos, tubos de radio, aislantes de líneas telefónicas y de transmisión de energía.

18
8. VIDRIO DIELECTRICO A los materiales que pueden polarizarse en presencia de un campo eléctrico se les conoce como dieléctricos Polarizar quiere decir que las moléculas o los átomos se convierten en dipolos, acomodando todas sus cargas negativas hacia un lado y las positivas hacia otro. Un vidrio dieléctrico se obtiene a partir de arcillas ricas en plomo y se utiliza para fabricar cintas para los condensadores electrónicos

19
9.VIDRIO PROTECTOR CONTRA EL SOL
Este vidrio refleja la luz del Sol. La capa de recubrimiento que lleva incorporada, además de reflejar puede presentar diversas tonalidades de color, como plateado, bronce, verde o gris. Se coloca en el espacio intermedio y en la capa interior de la placa externa. De esta forma se hace el vidrio polarizado y el de tipo espejo. Los espejos que se instalan en las ventanas de los edificios modernos son precisamente para proteger contra el Sol.

20
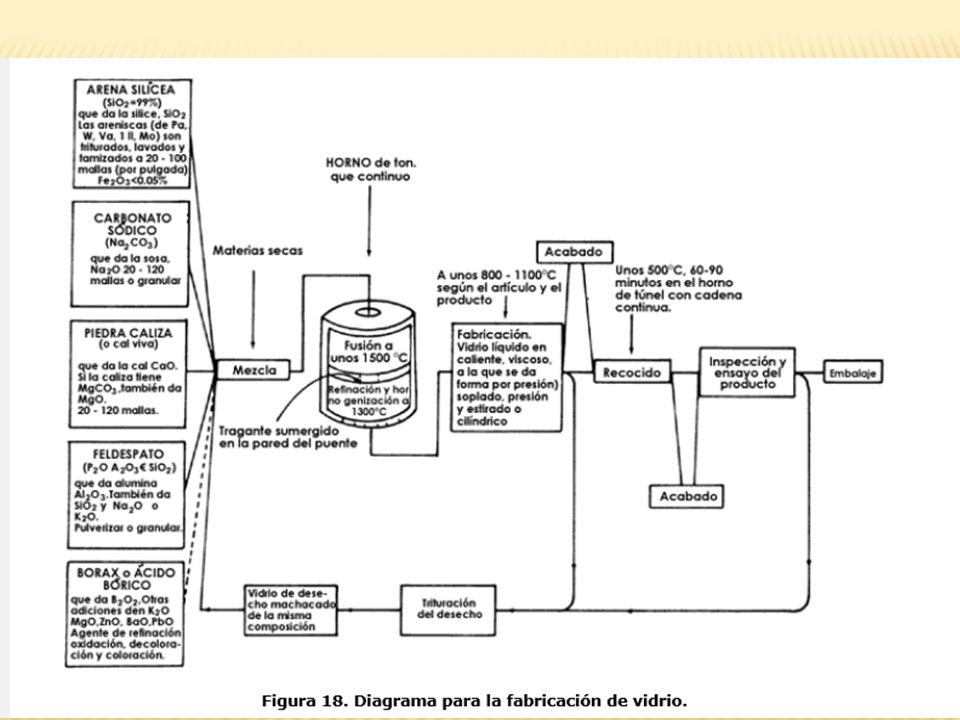
IV.PROCESO DE LA INDUSTRIA DEL VIDRIO
Mezcla de arena, carbonato sodico y material calizo. La arena (material vitrificante) El carbonato de calcio (Favorece fusion) Caliza (Estabilizante y permite un alto grado de resistencia a los agentes atmosfericos)
 El carbonato de calcio (Favorece fusion) Caliza (Estabilizante y permite un alto grado de resistencia a los agentes atmosfericos)")
21
iv. PROCESO INDUSTRIAL DEL VIDRIO
OBTENCION DE MATERIA PRIMA + AGUA: ARENA SILISICA CARBONATO SODICO, DOLOMITA, PIEDRA CALIZA, NECELINA SIENITA Y SULFATO SODICO. COMBINACION DE MATERIA PRIMA RECICLADA (VIDRIO CHANCADO) + NUEVA MATERIA PRIMA, FLUJO CONTINUO A UN HORNO DE GAS. HORNO DE GAS: TEMPERATURA DE 1500°C 1500 TN DE VIDRIO FUNDIDO, USANDO 500 TN DE VIDRIO FUNDIDO. EN ESTA CAMARA DE COMBUSTION SE PRE-CALIENTA A 1000°C HOMOGENEIZADOR: MEZCLA EL VIDRIO PARA IGUALAR LA TEMPERATURA EN UNAAS HORAS SE REALIZARA EL VERTIDO. RODILLO SUPERIOR: EL VIDRIO SE VIERTE EN UN BAÑODE ESTAÑO LIQUIDO EN EL QUE FLOTA AHORA ES UN MATERIAL BLANDO. TODO SE ENFRIA CON AGUA PARA QUE NOS E ROMPA CON EL CALOR, CUANDO SALE DEL BAÑO EL VIDRIO SALE A 600°C HAY QUE ENFRIARLO UNA VEZ MAS. DE ELLO SE ENCARGARA LA SIGUIENTE MAQUINA. Características: Rodillo de goma del grado superior de la temperatura alta y del envejecimiento resistentes; Transmisión del control de velocidad de la frecuencia y separación reguladora auto de rodillos; Separación ajustable del automóvil del grueso del frente y de rodillos traseros TINTA DE VIDRIO: MIDE 3.3 M DE ANCHO, LA CINTA DE VIDRIO VA ENTRANDO A LA TINTA DE VIDRIO GRADUALMENTE Y VA ENFRIANDOLA GRADUALMENTE EL VIDRIO AUN ESTA BLANDO. ESCANER LASER: EL VIDRIO DEBE DE TENER UN GROSOR UNIFORME, ESTE ESCANER MIDE CON UNA PRESICION DE CENTECIMA DE MILIMETRO. EL VIDRIO YA ESTA BIEN DURO. RODILLO ULTRADURO DE CARBURO DE BOLFRAMIO: ANTES DEL CORTE HACE UNA MUESCA LONGITUDINAL ANTES DEL CORTE DESPUES HACE LAS MUESCAS TRASNVERSALES SEGÚN LOS DIMENCIONES PEDIDAS POR LOS CLIENTES EL VIDRIO SE SEPARA FACILMENTE. CINTAS TRANSPORTADORAS:TIRAS DE VIDRIO SIGUEN SU CAMINO. RODILLOS: CORTAN LOS BORDEN DE LAS CINTAS DE VIDRIO, EL VIDRIO SOBRANTE CAE EN UN RECIPIENTO POSTERIORMENTE SE RECICLARA. ESTOS RODILLOS FORRAFO DE GOMA GUIAN LAS LAMINAS DE VIDRIO AL DEPARTAMENTO DE INSPECCION. INSPECCION: SE MANIPULAN CUIDADOSAMENTE Y SE COLOCAN EN FORMA VERTICAL SE INSPECCIONAN CON LAMPARAS FLUORESCENTES. ALMACEN: SE ALMACENAN EN FORMA VERTICAL.
 + NUEVA MATERIA PRIMA, FLUJO CONTINUO A UN HORNO DE GAS. HORNO DE GAS: TEMPERATURA DE 1500°C 1500 TN DE VIDRIO FUNDIDO, USANDO 500 TN DE VIDRIO FUNDIDO. EN ESTA CAMARA DE COMBUSTION SE PRE-CALIENTA A 1000°C. HOMOGENEIZADOR: MEZCLA EL VIDRIO PARA IGUALAR LA TEMPERATURA EN UNAAS HORAS SE REALIZARA EL VERTIDO. RODILLO SUPERIOR: EL VIDRIO SE VIERTE EN UN BAÑODE ESTAÑO LIQUIDO EN EL QUE FLOTA AHORA ES UN MATERIAL BLANDO. TODO SE ENFRIA CON AGUA PARA QUE NOS E ROMPA CON EL CALOR, CUANDO SALE DEL BAÑO EL VIDRIO SALE A 600°C HAY QUE ENFRIARLO UNA VEZ MAS. DE ELLO SE ENCARGARA LA SIGUIENTE MAQUINA. Características: Rodillo de goma del grado superior de la temperatura alta y del envejecimiento resistentes; Transmisión del control de velocidad de la frecuencia y separación reguladora auto de rodillos; Separación ajustable del automóvil del grueso del frente y de rodillos traseros. TINTA DE VIDRIO: MIDE 3.3 M DE ANCHO, LA CINTA DE VIDRIO VA ENTRANDO A LA TINTA DE VIDRIO GRADUALMENTE Y VA ENFRIANDOLA GRADUALMENTE EL VIDRIO AUN ESTA BLANDO. ESCANER LASER: EL VIDRIO DEBE DE TENER UN GROSOR UNIFORME, ESTE ESCANER MIDE CON UNA PRESICION DE CENTECIMA DE MILIMETRO. EL VIDRIO YA ESTA BIEN DURO. RODILLO ULTRADURO DE CARBURO DE BOLFRAMIO: ANTES DEL CORTE HACE UNA MUESCA LONGITUDINAL ANTES DEL CORTE DESPUES HACE LAS MUESCAS TRASNVERSALES SEGÚN LOS DIMENCIONES PEDIDAS POR LOS CLIENTES EL VIDRIO SE SEPARA FACILMENTE. CINTAS TRANSPORTADORAS:TIRAS DE VIDRIO SIGUEN SU CAMINO. RODILLOS: CORTAN LOS BORDEN DE LAS CINTAS DE VIDRIO, EL VIDRIO SOBRANTE CAE EN UN RECIPIENTO POSTERIORMENTE SE RECICLARA. ESTOS RODILLOS FORRAFO DE GOMA GUIAN LAS LAMINAS DE VIDRIO AL DEPARTAMENTO DE INSPECCION. INSPECCION: SE MANIPULAN CUIDADOSAMENTE Y SE COLOCAN EN FORMA VERTICAL SE INSPECCIONAN CON LAMPARAS FLUORESCENTES. ALMACEN: SE ALMACENAN EN FORMA VERTICAL.")
22
PROCESO PRODUCTIVO DE LA INDUSTRIA DEL VIDRIO LAMINADO
RECEPCION DE MATERIA PRIMA FUSION DE LA MEZCLA HORNO DE GAS O PETROLEO PREPARACION DE LAS MEZCLAS ALMACENAMIENTO PESAJE MEZCLADO TRANSPORTE REFINACION DEL VIDRIO : DOS TANQUES HOMOGENEIZADOR: RODILLO SUPERIOR: RODILLO ULTRADURO DE CARBURO DE BOLFRAMIO: CINTAS TRANSPORTADORAS: TINTA DE VIDRIO: ESCANER RODILLOS: INSPECCION: ALMACEN:

23
PROCESO PRODUCTIVO DE LA INDUSTRIA DEL VIDRIO LAMINADO
El proceso para la elaboración del vidrio se puede dividir en las siguientes etapas: Recepción de Materias Primas: En esta etapa se garantiza un control operativo y técnico en las materias primas para verificar su calidad físico - química, para la producción del vidrio. La operación esencial en esta etapa es la realización de los análisis físicos y químicos realizados a la materia prima, los cuales verifican el cumplimiento de las especificaciones. Primero se debe cumplir con el requisito de la granulometría, es decir, el tamaño de losgranos de cada material, el cual, debe estar entre ½ y ¾ de milímetro. Para el feldespato yla arena se debe cumplir unos requisitos, tales como tener una composición química estable y determinada. La arena no debe contener arcillas y su contenido de óxidos de hierro debe ser lo mas bajo posible. De acuerdo al resultado del análisis, si el producto está conforme con las especificaciones se define su disposición para ser utilizado posteriormente; si la materia prima no cumple con las especificaciones se procede a darles el manejo preestablecido como productos no - conformes. PREPARACIÓN DE LAS MEZCLAS: La preparación de la mezcla se puede dividir en cuatro partes: Almacenamiento : consiste en ubicar las distintas materias primas en diferentes sitios de almacenamiento en donde permanecerán hasta su utilización. Pesaje : siguiendo la formulación previamente establecida se pesa cada uno de los componentes mediante mecanismos automáticos y en las proporciones determinadas. Mezclado : Luego de ser pesadas cada una de las materias primas, son enviadas a las mezcladoras en donde, por un tiempo previamente establecido y con una adición específica de agua, los componentes son mezclados totalmente. Transporte : Finalmente la mezcla es enviada por medio de elevadores y transportadores hasta los silos donde queda finalmente lista para ser cargada al horno. FUSION DE LA MEZCLA Y REFINACION DEL VIDRIO: El horno es el sitio donde se lleva a cabo la fusión de las materias primas. Consiste en unrecipiente rectangular construido con materiales refractarios resistentes al desgasteproducido por el vidrio líquido y las llamas. El horno utiliza como combustible el Crudo deCastilla para producir el calor, por medio de dos quemadores, los cuales funcionanalternadamente veinte veces cada uno. Por uno de sus extremos se carga la mezcla,mientras que por el otro se extrae el vidrio fundido. Posteriormente hay una entrada deaire de 1000ºC, con el fin de enfriar el vidrio que se encuentra dentro del horno. Los gasesproducidos por el horno son expulsados por lo regeneradores (1300ºC).El primer proceso que se identifica claramente en el horno es el de fusión; aquí todas lasmaterias primas no son propiamente fundidas, sino que al suministrarles calor primero sedescomponen y después reaccionan; así pues los componentes que poseen menor puntode fusión se vuelven líquidos más rápido que los que tienen mayor punto de fusión (para lasílice es mayor de 1600ºC, y para el casco entre 1050 y 1100ºC); a medida que vaaumentando la temperatura estos últimos también se funden y desaparecen comomateriales cristalinos.A continuación se realiza el proceso de refinación, en el cual se eliminan las “semillas”(gran número de pequeñas burbujas que se originan a partir de las reacciones de lasmaterias primas); este proceso empieza casi simultáneamente con el proceso de fusión ycontinúa hasta que la mezcla de materias primas esté completamente líquida.
.El primer proceso que se identifica claramente en el horno es el de fusión; aquí todas lasmaterias primas no son propiamente fundidas, sino que al suministrarles calor primero sedescomponen y después reaccionan; así pues los componentes que poseen menor puntode fusión se vuelven líquidos más rápido que los que tienen mayor punto de fusión (para lasílice es mayor de 1600ºC, y para el casco entre 1050 y 1100ºC); a medida que vaaumentando la temperatura estos últimos también se funden y desaparecen comomateriales cristalinos.A continuación se realiza el proceso de refinación, en el cual se eliminan las semillas (gran número de pequeñas burbujas que se originan a partir de las reacciones de lasmaterias primas); este proceso empieza casi simultáneamente con el proceso de fusión ycontinúa hasta que la mezcla de materias primas esté completamente líquida.")
24
PROCESO PRODUCTIVO DE LA INDUSTRIA DEL VIDRIO LAMINADO
Luego el vidrio fundido pasa a un segundo tanque, llamado tanque de refinación, donde se intenta igualar la temperatura del vidrio en toda su extensión, para posteriormente repartirlo a las máquinas formadoras por medio de los canales. ACONDICIONAMIENTO DEL VIDRIO: El canal es el encargado de enviar el vidrio desde el horno hasta el lugar donde están las máquinas formadoras de envases. Durante este trayecto se disminuye la temperatura delvidrio gradualmente (con lo cual aumenta su viscosidad), de tal manera que al final del canal se obtenga el vidrio en un estado en el que se pueda modelar, correspondiendo auna cierta temperatura para fabricar una botella determinada. Se denomina acondicionar el vidrio al hecho de controlar la temperatura en el flujo del vidrio que está dentro de la canal desde refinación hasta el orificio refractario y se forme la gota. La homogeneidad de la mezcla del vidrio se mide revisando las temperaturas existentes desde el fondo hasta la superficie y de lado a lado a la entrada del tazón (última sección del canal antes de las máquinas I.S.); estas temperaturas afectan directamente la distribución del vidrio en la botella, la forma de la gota, y su cargue en la máquina, por esto una falla en esta parte del proceso puede resultar en la formación de botellas deformes, con una masa mal distribuida y, por lo tanto más frágiles. Para obtener una temperatura uniforme en el vidrio se deben tener en cuenta las pérdidas de calor existentes a través del techo, las paredes y el piso del canal, así como el calor suministrado por los quemadores. Igualmente para acondicionar el vidrio, es necesario tener en cuenta el color del vidrio, la cantidad de vidrio que extrae cada máquina, la forma de la botella, la cantidad de aire disponible para enfriar el equipo de moldura de la máquina y la velocidad de fabricación de la máquina. FORMACION DEL ENVASE: Una vez se ha acondicionado el vidrio, en el alimentador se forma la gota de vidrio con el peso correcto y la forma deseada por medio de un sistema de partes refractarias compuesto por: un tubo que controla el flujo de vidrio hacia el orificio, una aguja que impulsa intermitentemente el vidrio hacia el orificio, que determina la cantidad de vidrio que tendrá la gota. Para formar la gota el flujo de vidrio se corta por el sistema de tijera. Posteriormente, la gota se hace llegar a la máquina I.S. mediante el equipo de entrega, que consiste en de una cuchara, encargada de recibir la gota, una canal por donde la gota resbala hacia cada sección y un deflector que la entrega al equipo de moldura. La sigla I.S. significa máquinas de secciones independientes, en estas una sección se puede parar sin afectar el funcionamiento de las otras o de la máquina completa. Las empresas vidrieras utiliza en la actualidad máquinas de 6,8,10 y 12 secciones. Cada sección puede fabricar una botella (gota sencilla) o dos botellas (doble gota). Las botellas se pueden fabricar en dos procesos básicos: Soplo y Soplo (S.S.) y Prensa y Soplo (P.S.).Para formar una botella se necesita de la moldura; que generalmente está hecha de fundición o en aleaciones metálicas especiales (el valor de cada molde está alrededor delos cien mil dólares). Las piezas usadas son: la camisa, la aguja y la boquillera para formar el terminado; el premolde, la tapa y el embudo para formar el palezón o preforma de la botella; y el molde, el fondo y la sopladora, para formas la botella. Las pinzas se encargan de sacar la botella del lado del molde hacia la plancha muerta en donde se traslada hacia el transportador, mediante los barredores, el cual finalmente la llevará al archa de recocido.
, de tal manera que al final del canal se obtenga el vidrio en un estado en el que se pueda modelar, correspondiendo auna cierta temperatura para fabricar una botella determinada. Se denomina acondicionar el vidrio al hecho de controlar la temperatura en el flujo del vidrio que está dentro de la canal desde refinación hasta el orificio refractario y se forme la gota. La homogeneidad de la mezcla del vidrio se mide revisando las temperaturas existentes desde el fondo hasta la superficie y de lado a lado a la entrada del tazón (última sección del canal antes de las máquinas I.S.); estas temperaturas afectan directamente la distribución del vidrio en la botella, la forma de la gota, y su cargue en la máquina, por esto una falla en esta parte del proceso puede resultar en la formación de botellas deformes, con una masa mal distribuida y, por lo tanto más frágiles. Para obtener una temperatura uniforme en el vidrio se deben tener en cuenta las pérdidas de calor existentes a través del techo, las paredes y el piso del canal, así como el calor suministrado por los quemadores. Igualmente para acondicionar el vidrio, es necesario tener en cuenta el color del vidrio, la cantidad de vidrio que extrae cada máquina, la forma de la botella, la cantidad de aire disponible para enfriar el equipo de moldura de la máquina y la velocidad de fabricación de la máquina. FORMACION DEL ENVASE: Una vez se ha acondicionado el vidrio, en el alimentador se forma la gota de vidrio con el peso correcto y la forma deseada por medio de un sistema de partes refractarias compuesto por: un tubo que controla el flujo de vidrio hacia el orificio, una aguja que impulsa intermitentemente el vidrio hacia el orificio, que determina la cantidad de vidrio que tendrá la gota. Para formar la gota el flujo de vidrio se corta por el sistema de tijera. Posteriormente, la gota se hace llegar a la máquina I.S. mediante el equipo de entrega, que consiste en de una cuchara, encargada de recibir la gota, una canal por donde la gota resbala hacia cada sección y un deflector que la entrega al equipo de moldura. La sigla I.S. significa máquinas de secciones independientes, en estas una sección se puede parar sin afectar el funcionamiento de las otras o de la máquina completa. Las empresas vidrieras utiliza en la actualidad máquinas de 6,8,10 y 12 secciones. Cada sección puede fabricar una botella (gota sencilla) o dos botellas (doble gota). Las botellas se pueden fabricar en dos procesos básicos: Soplo y Soplo (S.S.) y Prensa y Soplo (P.S.).Para formar una botella se necesita de la moldura; que generalmente está hecha de fundición o en aleaciones metálicas especiales (el valor de cada molde está alrededor delos cien mil dólares). Las piezas usadas son: la camisa, la aguja y la boquillera para formar el terminado; el premolde, la tapa y el embudo para formar el palezón o preforma de la botella; y el molde, el fondo y la sopladora, para formas la botella. Las pinzas se encargan de sacar la botella del lado del molde hacia la plancha muerta en donde se traslada hacia el transportador, mediante los barredores, el cual finalmente la llevará al archa de recocido.")
25
PROCESO PRODUCTIVO DE LA INDUSTRIA DEL VIDRIO LAMINADO
PROCESO SOPLO Y SOPLO: Después de lograr el cargue de la gota (1) en el premolde se utiliza aire comprimido paraempujar el vidrio y formar el terminado (2. soplo inicial); Después con aire comprimido sesopla el vidrio hacia arriba, formándose así la burbuja y el palezón, de una forma limitadapor el premolde y la tapa (3 Contrasoplo). Luego el palezón se transfiere al molde (4) ynuevamente con aire comprimido a través de la sopladora se infla el palezón hasta llenarla cavidad del molde (5 Soplo final). Después de esto la botella es retirada del molde (6) y puesta sobre el transportador de línea, mediante los barredores, quién se encarga dellevarla al archa de recocido. PROCESO PRENSA Y SOPLO: El proceso de prensa y soplo se ha desarrollado para obtener botellas de boca ancha(proceso tradicional) o de boca estrecha (proceso conocido como NNPB).El mecanismo utilizado para el mecanismo de prensa y soplo es el mismo que se utilizapara el mecanismo de soplo y soplo, cambiando algunos aditamentos que lo hacenfuncionar de manera diferente. La principal diferencia radica en que la acción que realizael contrasoplo es efectuada por un macho, el cual se encarga de dar la preforma a la gotapara formar el palezón; las demás etapas son similares.La gota de vidrio cae en el premolde (1). Inmediatamente el vidrio entra al premolde, latapa baja. El macho empieza a subir, a una presión controlada, forzando al vidrio a llenar todos los vacíos, incluyendo la cavidad de la boquillera, formándose así el palezón (2).Luego, el macho baja, la tapa sube y el premolde abre. Enseguida, el palezón estransferido al molde (3). El palezón continúa su recalentamiento y estiramiento en el ladodel molde. A continuación, se aplica aire comprimido para soplar el vidrio hasta llenar lacavidad del molde; también se aplica vacío para reforzar el contacto del vidrio con elmolde (4). Este contacto con el molde más la circulación del aire del Soplo final enfrían elvidrio. Después de abrir el molde, las pinzas trasladan el envase hasta la plancha muerta(5) y el mecanismo barredor lo ubica sobre el transportador. Con el aire de enfriamiento delos alrededores del envase continúa el proceso de remoción de calor hasta que el vidrioalcanza una temperatura que asegura la estabilidad de su forma.RECOCIDO DEL ENVASE:Cuando se forma la botella, el vidrio se enfría muy rápido, creándose una gran cantidad deesfuerzos internos, que debilitan la botella. El archa de recocido es la encargada de aliviar esas tensiones.En el archa se calienta de nuevo la botella ya formada a una temperatura de unos 550ºC,durante unos diez minutos, disminuyendo luego lenta y controladamente la temperatura,teniendo como base una curva de temperatura que garantiza alivio de tensiones y elsurgimiento de nuevos esfuerzos en la botella. INSPECCION DEL ENVASE FORMADO: Después las botellas son conducidas por medio de bandas transportadoras hacia una zonade revisión, compuesta por una gran cantidad de dispositivos automáticos, dotados desistemas capaces de detectar defectos provenientes de la formación de la botella; ahí se retiran de la línea de producción todas aquellas botellas que tengan defectos de forma y/o dimensionales, grietas, arrugas, distribución irregular del vidrio en las paredes del envase yresistencia, entre otros, garantizando así que la producción que se enviará al cliente seade excelente calidad.EMPAQUE :En esta etapa, los envases son empacados de acuerdo al requerimiento del cliente pormedio de diferentes métodos, como son: el termoencogido, el paletizado y el encanastadoen cajas plásticas (que hacen en la misma planta).ALMACENAMIENTO Y DESPACHO:Luego de que el envase ha sido empacado, es transportado a las bodegas de almacenamiento, en donde queda listo para ser despachado al cliente respectivo.
 en el premolde se utiliza aire comprimido paraempujar el vidrio y formar el terminado (2. soplo inicial); Después con aire comprimido sesopla el vidrio hacia arriba, formándose así la burbuja y el palezón, de una forma limitadapor el premolde y la tapa (3 Contrasoplo). Luego el palezón se transfiere al molde (4) ynuevamente con aire comprimido a través de la sopladora se infla el palezón hasta llenarla cavidad del molde (5 Soplo final). Después de esto la botella es retirada del molde (6) y puesta sobre el transportador de línea, mediante los barredores, quién se encarga dellevarla al archa de recocido. PROCESO PRENSA Y SOPLO: El proceso de prensa y soplo se ha desarrollado para obtener botellas de boca ancha(proceso tradicional) o de boca estrecha (proceso conocido como NNPB).El mecanismo utilizado para el mecanismo de prensa y soplo es el mismo que se utilizapara el mecanismo de soplo y soplo, cambiando algunos aditamentos que lo hacenfuncionar de manera diferente. La principal diferencia radica en que la acción que realizael contrasoplo es efectuada por un macho, el cual se encarga de dar la preforma a la gotapara formar el palezón; las demás etapas son similares.La gota de vidrio cae en el premolde (1). Inmediatamente el vidrio entra al premolde, latapa baja. El macho empieza a subir, a una presión controlada, forzando al vidrio a llenar todos los vacíos, incluyendo la cavidad de la boquillera, formándose así el palezón (2).Luego, el macho baja, la tapa sube y el premolde abre. Enseguida, el palezón estransferido al molde (3). El palezón continúa su recalentamiento y estiramiento en el ladodel molde. A continuación, se aplica aire comprimido para soplar el vidrio hasta llenar lacavidad del molde; también se aplica vacío para reforzar el contacto del vidrio con elmolde (4). Este contacto con el molde más la circulación del aire del Soplo final enfrían elvidrio. Después de abrir el molde, las pinzas trasladan el envase hasta la plancha muerta(5) y el mecanismo barredor lo ubica sobre el transportador. Con el aire de enfriamiento delos alrededores del envase continúa el proceso de remoción de calor hasta que el vidrioalcanza una temperatura que asegura la estabilidad de su forma.RECOCIDO DEL ENVASE:Cuando se forma la botella, el vidrio se enfría muy rápido, creándose una gran cantidad deesfuerzos internos, que debilitan la botella. El archa de recocido es la encargada de aliviar esas tensiones.En el archa se calienta de nuevo la botella ya formada a una temperatura de unos 550ºC,durante unos diez minutos, disminuyendo luego lenta y controladamente la temperatura,teniendo como base una curva de temperatura que garantiza alivio de tensiones y elsurgimiento de nuevos esfuerzos en la botella. INSPECCION DEL ENVASE FORMADO: Después las botellas son conducidas por medio de bandas transportadoras hacia una zonade revisión, compuesta por una gran cantidad de dispositivos automáticos, dotados desistemas capaces de detectar defectos provenientes de la formación de la botella; ahí se retiran de la línea de producción todas aquellas botellas que tengan defectos de forma y/o dimensionales, grietas, arrugas, distribución irregular del vidrio en las paredes del envase yresistencia, entre otros, garantizando así que la producción que se enviará al cliente seade excelente calidad.EMPAQUE :En esta etapa, los envases son empacados de acuerdo al requerimiento del cliente pormedio de diferentes métodos, como son: el termoencogido, el paletizado y el encanastadoen cajas plásticas (que hacen en la misma planta).ALMACENAMIENTO Y DESPACHO:Luego de que el envase ha sido empacado, es transportado a las bodegas de almacenamiento, en donde queda listo para ser despachado al cliente respectivo.")
26
FORMACION DE LAS BOTELLAS DE VIDRIO
RECEPCION DE MATERIA PRIMA FUSION DE LA MEZCLA HORNO DE GAS O PETROLEO PREPARACION DE LAS MEZCLAS ALMACENAMIENTO PESAJE MEZCLADO TRANSPORTE REFINACION DEL VIDRIO : DOS TANQUES FORMACION DEL ENVASE:MOLDURAS RECODIDO DEL ENVASE PROCESO PRENSA Y SOPLO PROCESO SOPLO Y SOPLO INSPECCION DEL ENVASE FORMADO EMPAQUE TRATAMIENTOS SUPERFICIALES: Cloruro de Estaño anhidro 500°C ALAMCENAMIENTO Y DESPACHADO

35
CONTAMINACION DEL AMBIENTE
Los metales pesados, partículas, SO2 y NOx son las principales emisiones de la industria de fabricación de vidrio

36
SISTEMAS APROPIADOS DE MONITOREO AMBIENTAL
Sistemas de Calidad de Aire Ambiental: Adecuados para el monitoreo de SO2, NO, NO2 y PM en aire ambiente Sistemas de monitoreo en continuo de emisiones: Adecuados para el monitoreo de emisiones de SO2, NO, NO2 y PM Muestreadores de partículas: Adecuados para el monitoreo de PM10, PM2.5, plomo y otros metales pesados en el aire ambiente Monitores de partículas: Adecuados para el monitoreo continuo de PM alrededor de las plantas de vidrio Sistemas Meteorológicos:Adecuados para el control de la velocidad y dirección del viento con el fin de determinar la dirección de las emisiones atmosféricas

37
BIBLIOGRAFIA TESSY LÓPEZ / ANA MARTÍNEZ

38
GRACIAS

Presentaciones similares