Descargar la presentación
La descarga está en progreso. Por favor, espere

1
UNIDAD II: MANUFACTURA Y DISEÑO ASISTIDO POR COMPUTADORA
INTRODUCCIÓN SISTEMAS COMPUTARIZADOS EN LA MANUFACTURA SISTEMAS CAD/CAM CIM Y EL AMBIENTE MANUFACTURERO SISTEMA DE MANUFACTURA FLEXIBLE (FMS) DISEÑO DEL PRODUCTO, DEL PROCESO Y LA PRODUCCIÓN
 DISEÑO DEL PRODUCTO, DEL PROCESO Y LA PRODUCCIÓN.")
2
INTRODUCC IÓN La máquina herramienta ha jugado un papel fundamental en el desarrollo tecnológico, hasta el punto que la tasa del desarrollo de máquinas herramientas gobierna directamente la tasa del desarrollo industrial. Por ejemplo, si para la mecanización total de un número de piezas fuera necesario realizar las operaciones de fresado, mandrinado y perforado, es lógico que se alcanzaría la mayor eficacia si este grupo de máquinas herramientas estuvieran agrupadas, pero se lograría una mayor eficacia aún si todas estas operaciones se realizaran en una misma máquina. Esta necesidad, sumada a numerosos y nuevos requerimientos que día a día; aparecieron forzaron la utilización de nuevas técnicas que reemplazaran al operador humano. De esta forma se introdujo el control numérico en los procesos de fabricación, impuesto por varias razones:

3
Necesidad de fabricar productos, a precios suficientemente bajos.
PRODUCTIVIDAD Necesidad de fabricar productos, los cuales no se podían producir en cantidad y calidad sin recurrir a la automatización del proceso. Necesidad de obtener productos muy difíciles ó muy imposibles de fabricar por ser excesivamente complejos para ser controlados por un operador humano. Necesidad de fabricar productos, a precios suficientemente bajos.

4
En 1942, surgió el primer control numérico verdadero, debido a una necesidad impuesta por la industria aeronáutica para la realización; de helicópteros de diferentes configuraciones.

5
SISTEMAS COMPUTARIZADOS EN LA MANUFACTURA
SISTEMAS CAD/CAM La combinación de CAD y CAM, en el término CAD/CAM simboliza el esfuerzo para integrar tanto el diseño y la manufactura dentro de una actividad continua. El CAD puede dirigir los problemas centrales de manufactura según Hunt (1989).
.")
6
Los sistemas CAD fueron los primeros en aparecer.
Posteriormente los sistemas CAM. Y finalmente se llegó al concepto CIM.

7
Algunas razones importantes para el uso del sistema CAD:
INCREMENTAR LA PRODUCTIVIDAD DEL DISEÑO MEJORA LA CALIDAD DEL DISEÑO CREA BASE DE DATOS DE MANUFACTURA MEJORA LA DOCUMENTACIÓN DEL DISEÑO

8
Aplicaciones de CAD/CAM
La base de cualquier sistema CAD / CAM es la plataforma de software usada en generar y documentar el modelo de una parte o documento y es el llamado corazón del sistema. Es a través de aplicaciones que las verdaderas eficiencias del CAD / CAM en términos de ahorro en producción y costos relacionados con el proceso se pueden ver realizadas. Las aplicaciones en el ambiente CAD / CAM pueden ser separadas en tres tipos principales: Ver Tabla 1.1

9
FUNCIÓN DISCIPLINA INDUSTRIA
Diseño Estructural Aeroespacial Análisis Mecánica Automotriz Documentación Eléctrica Electrónica de consumo Planeación de producción Electrónica Otros Manufactura Arquitectura Control de calidad Civil Simulación Soporte logístico FUNCIÓN: son normalmente aquellas operaciones, herramientas o acciones soportados por la plataforma de software. DISCIPLINA: son creadas con la adición de software especializado de aplicación, librerías, interfaces de usuario y herramientas sobre las funciones básicas con el fin de crear diagramas esquemáticos o aplicaciones de estilo de software de modelación de superficie. INDUSTRIA: son creadas con el software específico para disciplinas o industrias, y la adición de librerías y herramientas especiales para cada proceso. Las funciones son normalmente aquellas operaciones, herramientas o acciones Las funciones son normalmente aquellas operaciones, herramientas o acciones Las funciones son normalmente aquellas operaciones, herramientas o acciones soportados por la plataforma de software, soportados por la plataforma de software, soportados por la plataforma de software,

10
EJEMPLO DE APLICACIONES:
DISEÑO MECÁNICO Pionera del CAD, tuvo su origen en los desarrollos efectuados por las empresas aeronáuticas europeas y americanas. Ayuda a: 1. Estudios de distribución de espacios. 2. Estilo exterior e interior. 3. Estudios ergonómicos. 4. Campos de visión. 5. Simulación aerodinámica. 6. Análisis estructural, dinámico y térmico. DISEÑO ELECTRÓNICO Dibujos geométricamente sencillos, no precisa de superficies complejas ni modelos de tres dimensiones. El problema es por poco complejo que sea el circuito, la cantidad de elementos y conexiones es tan grande que es difícil de representar manualmente siendo muy laboriosa. INGENIERIA INDUSTRIAL 1. Distribuciones de planta: Máximo aprovechamiento de espacio, mínima distancia entre elementos, secuencias determinadas, mínimo recorrido, etc. 2. Diseño y ubicación de redes de transporte: electricidad, agua, gas. aire comprimido. 3. Diseño de los edificios industriales.

11
HERRAMIENTAS CAD/CAM La modelación básica, la modelación del ensamblado, el cuidar los detalles, el dibujo y la documentación son las herramientas que componen la plataforma de software en el ambiente CAD / CAM. En el mundo del CAD / CAM, el primer foco está apuntado a la geometría. Es al mismo tiempo, la herramienta con la que el sistema se construye y la primera constante en cualquiera de sus aplicaciones. Muchos sistemas CAD / CAM disponibles están confinados a la creación de diseños y dibujos a través de los gráficos de un computador. Otros proveen un más comprensivo juego de herramientas y geometría, tal y como lo permite la tecnología actual. Los métodos básicos de modelación usados por estos sistemas son los que definen su precio, capacidad y productividad para el usuario. Por ejemplo, Los sistemas de dibujo de dos dimensiones requieren algoritmos matemáticos más simples, y producen archivos menores. Los de dos y media dimensiones necesitan procesadores más poderosos, pero proveen información de profundidad, muestran

12
imágenes tridimensionales y generan vistas que aumentan la productividad.
Hay distintas maneras de generar modelos de ensamblado en estos sistemas, los cuales son: Modelos en modelos. Figuras y ensamblados inteligentes. Etc. Todo va en el software y hardware del que se disponga.

13
CAM (Computer-Aided Manufacturing).
Una vez definido el producto en la etapa de diseño; estudia y establece los medios, máquinas-herramientas. CAM es el uso efectivo de la tecnología en la planeación y control de la función de la manufactura. CAM se emplea para el control directo de los equipos de proceso y/o transporte, manejo de materiales ó para apoyar indirectamente las operaciones de fabricación. Se trata básicamente de sistemas que controlan las operaciones de las máquinas herramientas en el taller. Estas pueden desarrollar varias operaciones, por lo que se le suministran instrucciones desde un ordenador en relación a las que deberán llevar a cabo para obtener los distintos tipos de artículos.

14
Beneficios de la aplicación de cam
Disminución en el tiempo de manufactura. Aumento en la flexibilidad de manufactura Reducción en los costos de mano de obra directa. Disminución de materiales, etc.

15
Aplicaciones de CAM Las aplicaciones del CAM pueden ser divididas en dos grandes categorías: PLANEACIÓN DE LA MANUFACTURA La computadora es usada indirectamente para soportar la función de la producción. Incluye: 1.Estimación de costos. 2.Planeación del proceso asistido por computadora (CAPP). 3.Datos para maquinado computarizado. 4.Planeación de producción e inventarios. CONTROL DE MANUFACTURA Manejo y control de las operaciones físicas en la fábrica. El control de procesos, control de calidad y monitoreo de procesos.
. 3.Datos para maquinado. computarizado. 4.Planeación de producción e. inventarios. CONTROL DE MANUFACTURA. Manejo y control de las operaciones físicas en la fábrica. El control de procesos, control de calidad y monitoreo de procesos.")
16
CIM Y EL AMBIENTE MANUFACTURERO
John Bernard lo define así: La integración de las computadoras digitales en todos los aspectos del proceso de manufactura. Otra definición afirma: Se trata de un sistema complejo, de múltiples capas diseñado con el propósito de minimizar los gastos y crear riqueza en todos los aspectos. Automatiza, controla y eleva el nivel de integración en todos los niveles de la manufactura.

17
Las meta más importante en la automatización en la manufactura son:
Calidad del producto Minimizar tiempo Reducir el costo de fabricación Integrar varias operaciones para mejorar la productividad

18
La tecnología CIM que mejora la administración de la manufactura son:
Sin importar cuán eficientes sean las operaciones de corte, ensamble y movimiento de materiales, mientras no exista una buena coordinación y planificación no existirá eficiencia. La tecnología CIM que mejora la administración de la manufactura son: Sistemas MRP II (manufacturing resource planning) ó planeación de insumos de manufactura. JIT (just in time). Para entender la tecnología CIM, se requiere entender los siguientes conceptos: CIM MANUFACTURA INTEGRACIÓN COMPUTADORAS
 ó planeación. de insumos de manufactura. JIT (just in time). Para entender la tecnología CIM, se requiere entender los siguientes conceptos: CIM. MANUFACTURA. INTEGRACIÓN. COMPUTADORAS.")
19
En el ambiente manufacturero existen, una jerarquía de control en la cual hay cinco niveles:
Control de máquinas (PLCs): Nivel más bajo, productos basados en microprocesadores que controlan directamente las máquinas. Control de celdas: Varias máquinas trabajan en conjunto, y aunque cada una de ellas trabaja con su propio control, existe un computador central que las maneja. Computador de área: Monitorea operaciones de un área de la planta, por ejemplo, una línea de ensamblado o una línea de soldadura robotizada. Computador de planta: Sirve más para funciones administrativas, puesto que a pesar de que la planeación debe hacerse a distintos niveles, siempre existe alguien que los autoriza y divide las labores en la planta. Computador corporativo: Al tope de la jerarquía de control, encontramos el computador corporativo, dentro del cual reside la base de datos y los programas financieros y administrativos de la empresa.
: Nivel más bajo, productos basados en microprocesadores que controlan directamente las máquinas. Control de celdas: Varias máquinas trabajan en conjunto, y aunque cada una de ellas trabaja con su propio control, existe un computador central que las maneja. Computador de área: Monitorea operaciones de un área de la planta, por ejemplo, una línea de ensamblado o una línea de soldadura robotizada. Computador de planta: Sirve más para funciones administrativas, puesto que a pesar de que la planeación debe hacerse a distintos niveles, siempre existe alguien que los autoriza y divide las labores en la planta. Computador corporativo: Al tope de la jerarquía de control, encontramos el computador corporativo, dentro del cual reside la base de datos y los programas financieros y administrativos de la empresa.")
20
BENEFICIOS ESTRATÉGICOS DEL CIM
DESCRIPCIÓN Flexibilidad Capacidad de responder más rápidamente a cambios en los requerimientos de volumen ó composición. Calidad Resultante de la inspección automática y mayor consistencia en la manufactura. Tiempo perdido Reducciones importantes resultantes de la eficiencia en la integración de información. Inventarios Reducción de inventario en proceso y de stock de piezas terminadas, debido a la reducción de pérdidas de tiempo y el acceso oportuno a información precisa. Control gerencial Reducción de control como resultado de la accesibilidad a la información y la implementación de sistemas computacionales de decisión sobre factores de producción. Espacio físico Reducciones como resultado de incremento de la eficiencia en la distribución e integración de operaciones. Opciones Previene riesgos de obsolescencia.

21
SISTEMA DE MANUFACTURA FLEXIBLE (FMS)
Consiste en un grupo de máquinas controladas por computadoras y sistemas automáticos de manejo, carga y descarga de material, todo ello controlado por un computador supervisor. Es un sistema integrado por máquinas -herramientas enlazadas mediante un sistema de manejo de materiales automatizado operados automáticamente con tecnología convencional o al menos por un CNC Capacidad de manufacturar piezas o ensamblados usando el mismo grupo de máquinas

22
El uso de FMS conlleva el uso de otros sistemas como son:
Una línea de producción con uso y operación variable de las estaciones puede funcionar como FMS. Es por esto que la manufactura flexible describe cualquier grupo de máquinas o centros con el objeto de mover material entre ellos. El sistema completo está manejado por computadores, los cuales pueden manufacturar colectivamente diferentes partes y productos desde el inicio al final. El FMS de manufactura está caracterizado por la capacidad de integrar estaciones de trabajo, manejo automático de materiales y control computacional. El uso de FMS conlleva el uso de otros sistemas como son: Tecnología de grupo (Group Technology): Permite clasificar piezas con características de fabricación similares. Justo a tiempo (JIT): Permite que las materias primas lleguen al lugar indicado en el momento preciso. Planeación de requerimientos de productos (MRP): El material entrante es seleccionado para llegar al lugar correcto a la hora indicada.
: Permite clasificar piezas con características de fabricación similares. Justo a tiempo (JIT): Permite que las materias primas lleguen al lugar indicado en el momento preciso. Planeación de requerimientos de productos (MRP): El material entrante es seleccionado para llegar al lugar correcto a la hora indicada.")
23
COMPARACIÓN DE SISTEMA DE MANUFACTURA FLEXIBLE (FMS)
Sistemas CAD: con el fin de permitir el uso de datos y especificaciones milimétricas del diseño en la programación de máquinas de control numérico (NC) e inspección automática. COMPARACIÓN DE SISTEMA DE MANUFACTURA FLEXIBLE (FMS) La mayor parte de las instalaciones FMS actualmente en operación se emplean para manufacturar partes prismáticas que requieren operaciones de taladrado, fresado, ranurado o torneado.
 e inspección automática. COMPARACIÓN DE SISTEMA DE MANUFACTURA FLEXIBLE (FMS) La mayor parte de las instalaciones FMS actualmente en operación se emplean para manufacturar partes prismáticas que requieren operaciones de taladrado, fresado, ranurado o torneado.")
24
Existen ocho tipologías de sistemas productivos:
CLASIFICACIÓN DE PROCESOS DE PRODUCCIÓN IMPLEMENTADOS EN LA MANUFACTURA Existen ocho tipologías de sistemas productivos: Producción generalmente de productos únicos de cierta complejidad que requieren gran cantidad de inputs. Deben fabricarse en un lugar definido debido a que es difícil o casi imposible transportarlos una vez terminados. Proyecto

25
Configuración del taller (Job Shop)
El sistema de producción Job-Shop fabrica muchos productos diferentes en volúmenes que varían entre la unidad y pocas unidades de cada producto. Consiste en una fabricación no en serie, de lotes pequeños, para pedidos únicos o de pequeñas cantidades. Por lo regular implica productos adaptados, diseñados a la medida del cliente y de naturaleza muy poco repetitiva. Se requieren operaciones poco especializadas, las cuales son realizadas por un mismo obrero o por un grupo pequeño de ellos, los cuales tienen la responsabilidad de terminar todo o casi todo el producto. Como se fabrican productos muy diferentes, los recursos son flexibles y versátiles. El flujo material es irregular, aleatorio y varía considerablemente de un pedido al siguiente. Se requiere que el fabricante interprete el diseño y las especificaciones del trabajo, así como que aplique capacidades del alto nivel en el proceso de conversión. En la producción Job-Shop lo que se trata es de obtener un "producto a medida" del cliente. Configuración del taller (Job Shop)
")
26
Configuracion por lotes (Batch)
El sistema de flujo en lotes produce menos variedad de producto en volúmenes más elevados que el caso anterior. El mayor volumen se debe a un aumento de la repetitividad en ciertos artículos que se hacen dominantes. Estos productos se fabrican en lotes, que representan unos pocos meses de requerimientos de clientes. En este caso se requieren más operaciones, y éstas son más especializadas, por lo que difícilmente un mismo operario pueda dominarlas todas con una eficiencia aceptable. En tal sentido, el trabajo se divide en diferentes etapas tecnológicas, en las cuales los lotes sufren distintas operaciones. Así la instalación se suele dividir en secciones o talleres, en los cuales se agrupan los equipos con funciones similares. Se suele emplear una combinación de layouts celulares y funcionales. Los layouts celulares se utilizan cuando es efectivo en cuanto a costos disponer el equipo en células, para producir familias de productos. Como hay muchos productos, el equipo y utillaje son mayormente flexibles, de propósito general. El flujo material es desconectado aunque regular, variable de un pedido a otro, aunque existen pautas de flujo para familias de productos y para grandes lotes. Es el sistema más utilizado. Configuracion por lotes (Batch)
")
27
Configuracion en linea acompasada por el equipo (LAE)
El equipo y procesos están organizados en una línea o líneas especializadas para producir un pequeño número de productos diferentes o familias de productos. Estos sistemas se usan sólo cuando el diseño del producto es estable y el volumen es lo suficientemente elevado para hacer un uso eficiente de una línea especializada con capacidades dedicadas. Se fabrica a una tasa constante, con un flujo automatizado e intensivo en capital. Los operarios realizan tareas relativamente simples a un ritmo determinado por la velocidad de la línea. El control del ciclo productivo está automatizado, existe alta estandarización y una elevada eficiencia en todo el proceso. Configuracion en linea acompasada por el equipo (LAE)
")
28
Configuración en línea acompasada por operarios (LAO)
Se utiliza cuando el número de productos diferentes es demasiado elevado y los volúmenes de producción demasiado variables para el sistema en línea con flujo acompasado por el equipo. En este sistema, la línea es más flexible que en el caso anterior, y puede funcionar con una variedad de velocidades. La tasa de producción depende del producto particular que se fabrique, del número de operarios asignados a la línea y de la eficacia del trabajo en equipo de los operarios. Aunque los productos sean algo diferentes, son técnicamente homogéneos, usando la misma instalación, personal y la misma secuencia de estaciones de trabajo, aunque alguno de ellos pueda no pasar por alguna que no le es necesaria. El ciclo de productivo está controlado por los operarios a diferencia de la LAE donde dicho control está automatizado, esto hace que sea más flexible y versátil que el anterior. Configuración en línea acompasada por operarios (LAO)
")
29
Configuración de flujo continuo
Este sistema es similar al de línea en flujo acompasado por el equipo. Sin embargo, es más automatizado, más intensivo en capital y menos flexible. Cada máquina y equipo están diseñados para realizar siempre la misma operación y preparados para aceptar de forma automática el trabajo suministrado por la máquina precedente. Está diseñado para fabricar un producto o una familia limitada de productos en volúmenes muy elevados. El diseño del producto es muy estable, a menudo es un producto genérico o «commodity». El flujo material es continuo sincronizado, integrado a través de toda la instalación como si fuera un gran proceso tecnológico. Este rígido sistema, se basa en un proceso muy automatizado, costoso y especializado en la obtención de un producto estándar, donde la homogeneidad es total y absoluta, funcionando continuamente con mínima intervención del personal de línea. Generalmente precisa laborar las 24 horas para procurar ser un sistema costeable y eficiente. Configuración de flujo continuo

30
Es importante distinguir entre el sistema de producción JIT y las técnicas JIT.
Las técnicas denominadas JIT incluyen: Control estadístico de la calidad. Reducción de los tiempos de cambio. Polivalencia de los trabajadores. Versatilidad de los equipos. Estandarización de operaciones. Enfoque de la producción mediante «arrastre» (Kanban). Mantenimiento autónomo. Implicación de todo el personal en las decisiones gerenciales. Control automático de defectos. Dichas tecnicas, se usan en el sistema de producción JIT. Surgido en Toyota Motor, es un sistema de flujo lineal (virtual o físico) que fabrica muchos productos en volúmenes bajos a medios. Por su diseño, el sistema JIT fuerza la eliminación de todos los innecesarios ("desperdicios"), y a partir de aquí, impone la mejora continua. Esto conduce naturalmente a: Costos inferiores. Mejoras en la calidad. Entregas más rápidas. El sistema JIT es el más difícil de diseñar, implantar y gestionar de todos, y pueden existir diferentes niveles de implantación del mismo. JIT
. Mantenimiento autónomo. Implicación de todo el personal en las decisiones gerenciales. Control automático de defectos. Dichas tecnicas, se usan en el sistema de producción JIT. Surgido en Toyota Motor, es un sistema de flujo lineal (virtual o físico) que fabrica muchos productos en volúmenes bajos a medios. Por su diseño, el sistema JIT fuerza la eliminación de todos los innecesarios ( desperdicios ), y a partir de aquí, impone la mejora continua. Esto conduce naturalmente a: Costos inferiores. Mejoras en la calidad. Entregas más rápidas. El sistema JIT es el más difícil de diseñar, implantar y gestionar de todos, y pueden existir diferentes niveles de implantación del mismo. JIT.")
31
SISTEMA FLEXIBLE DE FABRICACIÓN (FMS)
Consiste en un grupo de máquinas controladas por computadoras y sistemas automáticos de manejo, carga y descarga de material, todo ello controlado por un computador supervisor. Puede funcionar sin atención de personal durante largos periodos. Las máquinas, el sistema de manipulación de materiales y las computadoras son muy flexibles, versátiles, lo que permite a un sistema FMS fabricar muchos productos diferentes en bajos volúmenes. Por ser sumamente costoso, se emplea comúnmente en situaciones en las que no pueden utilizarse sistemas de producción en línea de flujo más simples y baratos. Por lo general, se desarrolla en un entorno CIM (manufactura integrada por computador). SISTEMA FLEXIBLE DE FABRICACIÓN (FMS)
. SISTEMA FLEXIBLE DE FABRICACIÓN (FMS)")
32
Conclusión de los sistemas productivos
Las seis primeras modalidades de sistemas de producción se han denominado sistemas tradicionales ó clásicos y están fundamentados por los enfoques de gestión craft y producción en masa, que van desde la búsqueda de habilidades y capacidades individuales basadas en la funcionalidad del proceso y la pericia del operario, hasta la consecución de alta productividad y eficiencia a través de la optimización de las operaciones y economías de escala. Las dos últimas, Just in Time (JIT) y Sistemas Flexibles de Fabricación (FMS), han surgido producto de un nuevo enfoque de gestión de la producción denominado «lean production» o producción ajustada, surgido en los últimos años y que se basa en la producción con mínimo desperdicio, que busca la eliminación de aquellas actividades que no añaden valor, así como los consumos innecesarios de recursos, que se consideran como despilfarro. Ambos sistemas, híbridos por naturaleza, están dotados de eficiencia y flexibilidad, y sus diferencias básicas radican en el grado de intensidad tecnológica utilizado en sus operaciones y procesos.
 y Sistemas Flexibles de Fabricación (FMS), han surgido producto de un nuevo enfoque de gestión de la producción denominado «lean production» o producción ajustada, surgido en los últimos años y que se basa en la producción con mínimo desperdicio, que busca la eliminación de aquellas actividades que no añaden valor, así como los consumos innecesarios de recursos, que se consideran como despilfarro. Ambos sistemas, híbridos por naturaleza, están dotados de eficiencia y flexibilidad, y sus diferencias básicas radican en el grado de intensidad tecnológica utilizado en sus operaciones y procesos.")
33
Estos sistemas de producción, clásicos y modernos, se diferencian entre sí por:
El comportamiento descrito en las diversas dimensiones técnicas y empresariales, propias del diseño del sistema así como de su funcionamiento, tales como, y por citar algunos ejemplos: Repetitividad de las operaciones y trabajos. Nivel de continuidad o intermitencia en el flujo material. Tipo de producción predominante. Mix de producto con que se opera (volumen-variedad). Estructura espacial utilizada. Estructura temporal de la producción. Propia naturaleza del producto que se fabrica y comercializa (estándar, especial ó adaptado). Nivel de especialización de las capacidades. Nivel de estandarización de productos. Grado de automatización incorporado. Así como las dimensiones de competencia /mercado que se proveen al cliente final, entre otras.
. Estructura espacial utilizada. Estructura temporal de la producción. Propia naturaleza del producto que se fabrica y comercializa (estándar, especial ó. adaptado). Nivel de especialización de las capacidades. Nivel de estandarización de productos. Grado de automatización incorporado. Así como las dimensiones de competencia /mercado que se proveen al cliente final, entre otras.")
34
DISEÑO DEL PRODUCTO, PROCESO, Y PRODUCCIÓN.
EL DISEÑO DEL PRODUCTO: Concepto de producto Estrategias en la introducción de nuevos productos El proceso de desarrollo de nuevos productos El ciclo de vida del producto El diseño modular

35
El producto es la capacidad de darnos a cada uno lo que deseamos.
Concepto de producto El producto es la capacidad de darnos a cada uno lo que deseamos.

36
Estrategias en la introducción de nuevos productos
1. ARRASTRE DEL MERCADO Se debe fabricar lo que se puede vender. Se determinan las necesidades del cliente y luego la empresa organiza los recursos y procesos para abastecer al cliente. El mercado arrastrará los productos que se hagan. 2. EMPUJE TECNOLÒGICO La tecnología constituye el principal determinante de los productos que la empresa debe fabricar, sin preocuparse del mercado. Se “empujan” productos al mercado y la labor de mercadotecnia es crear demanda para esos productos superiores. 3. INTERFUNCIONAL El producto no solamente debe adaptarse a las necesidades del mercado, sino debe contar con una ventaja técnica. Todas las funciones (mercadotecnia, ingeniería, operaciones y finanzas) deben cooperar para diseñar los nuevos productos.
 deben cooperar para diseñar los nuevos productos.")
37
ETAPAS DEL PROCESO DE DESARROLLO DE NUEVOS PRODUCTOS

38
El proceso de desarrollo de nuevos productos
1. Generación de la idea 1.1 Relación de atributos: Esta técnica requiere enumerar los principales atributos de un producto existente y después de modificar cada uno de ellos en la búsqueda de un producto mejorado. 1.2 Relaciones forzadas: Aquí varios objetos se consideran en relación con el resto. 1.3 Análisis morfológico: Este método busca identificar las dimensiones estructurales de un problema y el examen de las relaciones entre ellos, la esperanza radica en encontrar alguna combinación novedosa. 1.4 Identificación de necesidades y problemas: Las anteriores técnicas creativas no requieren del consumidor para generar ideas. Los consumidores reciben una lista de problemas y dicen cuales de ellos acuden a su mente cuando se mencionan dichos problemas. 1.5 Tormenta de ideas: El problema debe ser específico, el grupo común para esta técnica, consiste de seis a diez personas estimulando lacreatividad del grupo por medio de la tormenta de ideas. Las ideas comienzan a fluir, una idea sigue a la otra y en una hora es probable grabar cien o más ideas. Se señalan cuatro principios para que una deliberación alcance una máximo de eficacia: No se permite la crítica (los comentarios negativos deben dejarse para después). Es bienvenida la espontaneidad (Mientras más original sea la idea mejor). Estimular la cantidad (más ideas, mayor probabilidad). Estimular la combinación y mejora de ideas (Debe sugerir la forma de integrar las ideas a otros aún más nuevos).
. Es bienvenida la espontaneidad (Mientras más original sea la idea mejor). Estimular la cantidad (más ideas, mayor probabilidad). Estimular la combinación y mejora de ideas (Debe sugerir la forma de integrar las ideas a otros. aún más nuevos).")
39
Las ideas generadas en la primera fase pasan por un triple filtro:
. Selección del producto Las ideas generadas en la primera fase pasan por un triple filtro: ¿Se puede fabricar? ¿Se puede vender? Filtro de Operaciones Filtro de Mercado ¿Es rentable fabricarlo y venderlo? Filtro Financiero

40
La idea de un nuevo producto también puede someterse a un análisis financiero típico mediante el cálculo de un rendimiento aproximado sobre la inversión. Es necesario estimar un flujo de efectivo de la inversión, y los ingresos y costos de las ventas del producto en el futuro.

41
. Diseño preliminar del producto
El resultado debe ser, un diseño que resulte competitivo en el mercado y que se pueda producir operaciones. Costo Calidad Rendimiento del producto

42
. Construcción del prototipo.
La construcción del prototipo puede tener varias formas diferentes, debe parecerse lo más posible al producto final. . Pruebas Las pruebas en los prototipos buscan verificar el desempeño en: El desempeño comercial, es construir suficientes prototipos para apoyar una prueba de mercado para el nuevo producto El desempeño técnico, comprobando cada una de sus especificaciones técnicas, si estas están funcionando correctamente.

43
6. Diseño definitivo del producto
Se incorporan los cambios considerados oportunos en las fases anteriores. Se enfoca en la terminación de las especificaciones de diseño para que se pueda proceder con la producción. La investigación y desarrollo (I+D), no solo debe desarrollar especificaciones de diseño para las operaciones. Se desarrolla la tecnología de proceso, datos de control de calidad, procedimientos de prueba del rendimiento del producto o fabricación.
, no solo debe desarrollar especificaciones de diseño para las operaciones. Se desarrolla la tecnología de proceso, datos de control de calidad, procedimientos de prueba del rendimiento del producto o fabricación.")
44
El ciclo de vida del producto
Volumen de Ventas Declive Crecimiento Introducción Madurez Tiempo

45
Las etapas del ciclo de vida
Introducción Costos y precios altos Alto riesgo técnico/mercado Producto en pocas versiones/ pocos accesorios Distribución problemática Estancamiento de la demanda Saturación del mercado Competencia alta Madurez Competencia Proceso (costes) Producto (precios, comunicación, estrategia) Tasa de crecimiento de las ventas Distribución Crecimiento Declive Alto crecimiento de la demanda Variantes y accesorios de producto Perfeccionamiento del proceso Abaratamiento de costos Reducción de la demanda Exceso de capacidad Agresiva competencia en precios
 Producto (precios, comunicación, estrategia) Tasa de crecimiento de las ventas. Distribución. Crecimiento. Declive. Alto crecimiento de la demanda. Variantes y accesorios de producto. Perfeccionamiento del proceso. Abaratamiento de costos. Reducción de la demanda. Exceso de capacidad. Agresiva competencia en precios.")
46
Madurez ESTRATEGIAS RECOMENDADAS Declive Crecimiento Introducción
Diferenciación del producto basada en servicio, calidad Centrarse en segmento con mayores posibilidades Internacionalización Obtener toda la información posible Responder con rapidez a los cambios Consolidar la innovación Madurez ESTRATEGIAS RECOMENDADAS Crecimiento Declive Política adecuada de precios Perfeccionamiento del proceso Perfeccionamiento del producto Potenciar imagen empresa Liderazgo mediante fusiones, etc. Segmento c/mejores condiciones Cosecha: maximizar efectivo Retirada rápida: abandonar

47
EL DISEÑO DEL PROCESO

48
PROCESO PRODUCTIVO Concepto:
Secuencia de operaciones que transforman inputs en outputs. Resultado de la implementación de una tecnología: forma concreta de hacer trabajar en equipo a unos inputs combinados en una proporción dada Influencia en : Estructura de costos Calidad del producto. Tiempos de entrega. Flexibilidad de las operaciones.

49
EL DISEÑO DEL PROCESO Y LA PRODUCCIÓN:
El diseño del proceso, específica como se desarrollarán las actividades que la función de producción debe realizar. El tipo de diseño del proceso a su vez afecta los trabajos disponibles, y el tipo de fuerza de trabajo empleada. El proceso también afecta la calidad del producto, debido a que algunos procesos se controlan mas fácilmente que otros.

50
Producción continua: procesos para servicios/ productos no contables
TIPOS DE PROCESO 1. Flujo lineal: El producto se somete siempre a la misma secuencia de operaciones desde un extremo a otro de la línea de fabricación. Se da en alto volumen, y un producto o familia estandarizado; las empresas deben de analizar con cuidado. Producción continua: procesos para servicios/ productos no contables Producción en masa: cadenas de montaje Flujo intermitente ó en lotes: El producto pasa por unos centros de trabajo u otros en una secuencia variable según sus especificicaciones. El volumen es bajo. 2.

51
Proyecto: Flujo de operaciones único
3.

52
Flujo Lineal Flujo Intermitente Proyecto Centro Centro Trabajo B
Trabajo A Centro Trabajo C Flujo Intermitente Centro Trabajo D Centro Trabajo F Centro Trabajo E Proyecto Versiones distintas

53
TIPOS DE PROCESO

55
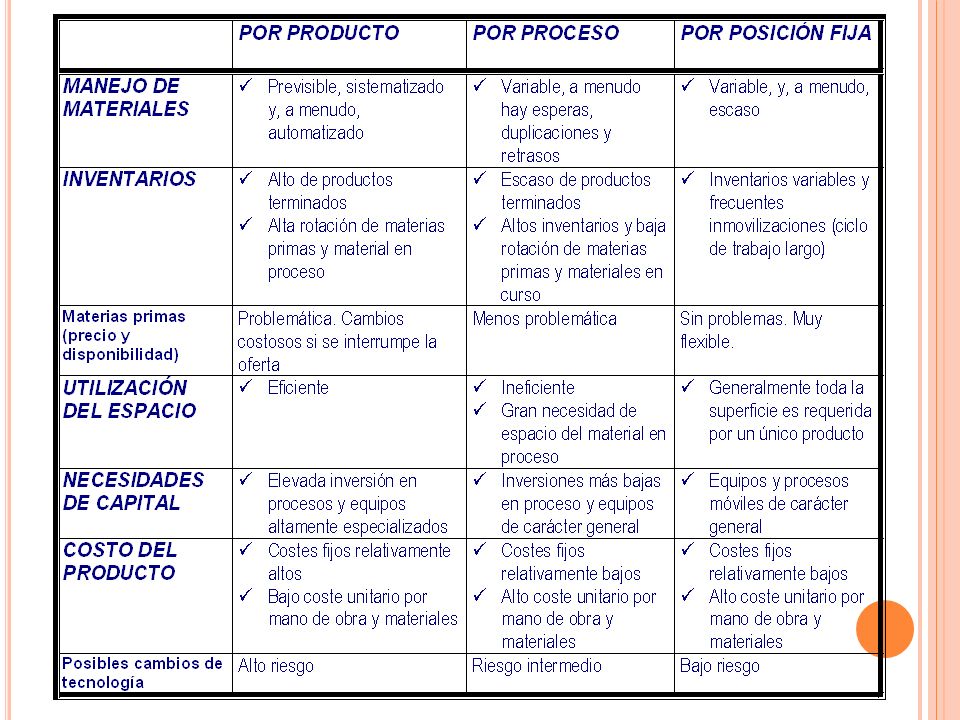
Correspondencia entre tipo de Proceso y Distribución
Flujo Lineal Orientada producto Flujo Intermitente Orientada proceso Proyecto Posición Fija

56
CLASIFICACIÓN POR TIPO DE PEDIDO
Proceso de fabricación para inventarios. No se asignan pedidos individuales. Se cuenta con una línea de producción estandarizada. La compañía acumulara inventario anticipándose a la demanda; por lo tanto, los pronósticos, la administración de inventarios y la planeación de la capacidad se vuelven esenciales. Proceso de fabricación por pedido. Se responde a los requerimientos del cliente. Se realizan pedidos individuales. Se cuenta con una amplia gama de especificaciones. Las actividades de procesamiento se relacionan con los pedidos individuales.

57
Fabricación para inventarios Fabricación por pedido
Características Fabricación para inventarios Fabricación por pedido Producto Especificado por el productor. Baja variedad. Poco costo. Especificado por el cliente. Alta variedad. Costo alto. Objetivos Balancear inventarios Capacidad y servicio Administrar tiempos de entrega y capacidad. Principales problemas en las operaciones Pronósticos, planeación y control de inventarios. Promesas de entrega y tiempos de entrega.

58
MATRIZ DE LAS CARACTERISTICAS DEL PROCESO
DESCRIPCIÓN FABRICACIÓN PARA INVENTARIOS FABRICACIÓN POR PEDIDOS Flujo lineal I Refinación del petróleo molinos de harina productos enlatados II Línea de ensamble automotriz compañía telefónica servicio eléctrico Flujo intermitente III Fabrica de vidrio fabrica de muebles alimentos rápidos IV Restaurante hospital joyería Por proyecto V Casas para especulación pinturas comerciales VI Edificios, cines Barcos, Vehículos espaciales

59
REQUERIMIENTOS: DISTRIBUCIÓN UNIDAD: conformación de sistema
Ordenación y ubicación de los factores productivos para integrar los diferentes elementos en un sistema productivo que consiga los objetivos propuestos. REQUERIMIENTOS: UNIDAD: conformación de sistema CIRCULACIÓN MÍNIMA: economía de movimientos / recorridos FLEXIBILIDAD: Adaptabilidad a cambios (particiones modulares) SEGURIDAD: satisfacción, comodidad
 SEGURIDAD: satisfacción, comodidad.")
60
INDICIOS QUE SUGIEREN UNA REDISTRIBUCIÓN
Falta de espacio Cuellos de botella Accidentes laborales Acumulación de materiales en proceso Distancias excesivas a recorrer en el proceso Malestar de los trabajadores

61
CARACTERISTICAS DE LA DISTRIBUCIÓN EN FORMA DE “U”
Se suele utilizar para células de trabajo. Son pequeñas líneas de fabricación, es decir conjunto de máquinas y trabajadores que realizan una serie de operaciones sobre una serie de productos o piezas. Las piezas siguen un camino secuencial (la U) pero los operarios no. Intenta compatibilizar los objetivos de eficiencia y flexibilidad.
 pero los operarios no. Intenta compatibilizar los objetivos de eficiencia y flexibilidad.")
62
EJEMPLO: DE DISEÑO Y FABRICACIÓN DE LA CERVEZA.
Introducción: Somos una Industria NICA dedicada a la fabricación e instalación, y puesta en marcha de maquinarias y productos para la elaboración de cerveza. Una empresa que trabaja con la más alta tecnología que requiere la industria alimentaria para cada proceso, con accesorios sanitarios.

63
DISEÑO DEL PROCESO DIAGRAMA DE FLUJO
Dicha empresa, el tipo de proceso que utiliza es de flujo lineal, utilizando la tipología de producción producción en masa debido al alto grado de volumen de producto que se fabrica. DIAGRAMA DE FLUJO PROCESO DE MOLIENDA DE LA MALTA PROCESO DE MACERACIÓN FILTRACIÓN DE GRANO LAVADO DE GRANO COCCIÓN DEL MOSTO ENFRIAMIENTO DEL MOSTO INYECCIÓN DE LEVADURA FERMENTACIÓN Y MADURACIÓN FILTRACIÓN

64
CARBONATACIÓN LLENADO DE BOTELLAS PASTEURIZADO ETIQUETADO ENCAJONADO

65
PROCESO PRODUCTIVO DIAGRAMA DE BLOQUE Estado Inicial
Producto Final Materia Prima: Malta Lúpulo Levadura (Saccharomyces carlsbergensis) Agua Adjuntos MANEJO DE LA MATERIA PRIMAS Una vez que la malta llega a la fábrica, pasa directamente a planta de producción, específicamente la cocina donde comienza a tratarse la malta. La malta es sometida a un proceso de limpieza para retener las impurezas que se encuentren mezcladas (piedras, espigas, metales, etc. Al igual los adjuntos. ADECUACIÓN DE LAS MATERIAS PRIMAS Una vez que las materias primas (malta y adjuntos) han sido sometidos a los tratamientos adecuados de limpieza, son molidas al grado necesario para poderlas someter a los procesos: la malta pasa luego del molido por un proceso de tamizado en el que se selecciona las partículas de acuerdo al tamaño del tamiz, la harina que atraviesa por los tamices va directamente a la olla de mezclas; los adjuntos luego de ser molidos pasan directamente a la olla de crudos.
 Agua. Adjuntos. MANEJO DE LA MATERIA PRIMAS. Una vez que la malta llega a la fábrica, pasa directamente a planta de producción, específicamente la cocina donde comienza a tratarse la malta. La malta es sometida a un proceso de limpieza para retener las impurezas que se encuentren mezcladas (piedras, espigas, metales, etc. Al igual los adjuntos. ADECUACIÓN DE LAS MATERIAS PRIMAS. Una vez que las materias primas (malta y adjuntos) han sido sometidos a los tratamientos adecuados de limpieza, son molidas al grado necesario para poderlas someter a los procesos: la malta pasa luego del molido por un proceso de tamizado en el que se selecciona las partículas de acuerdo al tamaño del tamiz, la harina que atraviesa por los tamices va directamente a la olla de mezclas; los adjuntos luego de ser molidos pasan directamente a la olla de crudos.")
66
Estado Inicial Proceso Productivo Producto Final
OBTENCIÓN DEL MOSTO En la olla de crudos se vierte la totalidad del grits, más un 15% de malta con relación al grits, acondicionando un volumen de agua adecuado hasta obtener una masa uniforme por medio de agitación constante. Al mismo tiempo que se hierve la masa de crudos, el resto de harinas de malta está en la olla de mezclas, a una temperatura de 50 a 55º C, con una cantidad también adecuada de agua, solubilizando sus componentes valiosos (maceración). Al final se obtiene de la olla de crudos, una masa hervida y apta para ser atacada por las enzimas y en la olla de mezclas una masa de malta cuyas enzimas están listas para actuar sobre el material crudo. Los crudos a una temperatura de 98º C son bombeados a la olla de mezclas la acción enzimática es sumamente rápida y transforma la totalidad de los almidones en azúcares.
. Al final se obtiene de la olla de crudos, una masa hervida y apta para ser atacada por las enzimas y en la olla de mezclas una masa de malta cuyas enzimas están listas para actuar sobre el material crudo. Los crudos a una temperatura de 98º C son bombeados a la olla de mezclas la acción enzimática es sumamente rápida y transforma la totalidad de los almidones en azúcares.")
67
Estado Inicial Proceso Productivo Producto Final
De la olla de mezcla pasa la masa a la olla de filtración, de la cual se obtiene, un líquido claro y azucarado llamado mosto, se conoce como primera filtración. Los materiales sólidos que quedan después de está filtración, quedan libres de mosto, pero se encuentran saturados de sustancias solubles aún valiosas; por este motivo se vierte sobre la olla de filtración agua a una temperatura de unos 75º C, comenzando la segunda filtración. Este mosto segundo, se reúne con el mosto de la primera filtración; de esta forma se obtiene en la olla de cocción el mosto total. En esta olla, durante un período largo de ebullición, se logra la destrucción de microorganismos. Durante este proceso de cocción, se agrega el lúpulo con el propósito de suministrar las sustancias amargas y aromáticas que dan el sabor característico a la cerveza. El proceso busca la inactivación de enzimas para evitar degradaciones y la coagulación de ciertas sustancias nitrogenadas que pueden causar turbidez.

68
Estado Inicial Proceso Productivo Producto Final
OBTENCIÓN DE CERVEZA El mosto saliente de la olla de cocción se envía al tanque de sedimentación. Se retienen los materiales sólidos presentes en el mosto. El mosto libre de partículas en suspensión se bombea del tanque de sedimentación al tanque de fermentación. En este trayecto se enfría el mosto, empleando un equipo de refrigeración, a una temperatura entre 5° y 10º C que es la adecuada para la fermentación alcohólica; también se procede a airear el mosto antes de agregar la levadura pero sin dejar subir la temperatura para impedir el desarrollo de agentes contaminantes. El mosto frío y aireado se recibe en los Uni-Tank (que realizan el proceso de fermentación y de maduración),donde se les inyecta la levadura. En estos tanques se tiene en si la transformación del mosto en cerveza, ya que las enzimas contenidas en la levadura actúan sobre algunos de los compuestos presentes en el mosto.
,donde se les inyecta la levadura. En estos tanques se tiene en si la transformación del mosto en cerveza, ya que las enzimas contenidas en la levadura actúan sobre algunos de los compuestos presentes en el mosto.")
69
Estado Inicial Proceso Productivo Producto Final
En el tiempo de fermentación de 5 a 7 días, se realiza la transformación fundamental de azúcar en alcohol y gas carbónico. Una vez terminados los días de fermentación, la cerveza verde se bombea hacia los Uni-Tank de maduración al mismo tiempo que se baja su temperatura hasta una lo más próxima a los 0º C. En estos tanques permanece por periodo de 3 a 4 semanas. Luego la cerveza se filtra eliminando hasta el máximo las materias insolubles, como levadura o proteínas coaguladas que puedan contener. Una vez filtrada la cerveza, viene el proceso de carbonatación que consiste en una inyección de gas carbónico cuyo contenido es el necesario para que la cerveza produzca una buena formación de espuma. La cerveza saliente de los filtros y carbonatada, se recibe en los tanques de almacenamiento.

70
Estado Inicial Proceso Productivo Producto Final
TERMINACIÓN Y ENVASE De aquí pasa a la llenadora de botellas, donde se busca envasar la cerveza a un nivel fijo dentro de las botellas en las mejores condiciones asépticas posibles. A pesar de que las botellas de envase han sido previamente esterilizadas, y en todo su recorrido la cerveza ha sido perfectamente controlada contra las infecciones, se debe pasteurizar, para garantizar su conservación durante periodos largos. La pasteurización consiste en calentar la cerveza a 60º C.

71
Diagrama de Maquinaria y Equipo: Este contendrá diseño, número de serie y utilización de los mismos .

72
DESCRIPCION DE LOS EQUIPOS UTILIZADOS EN LA ELABORACION DE CERVEZA
En general, los diseños mecánicos, eléctricos y de control están automatizados a lo largo de todo el proceso puesto que aumentan la eficiencia de las operaciones y disminuyen los posibles riesgos de daños ocasionados por la manipulación. Calderos Usados los del tipo pirotubulares, cuyos hogares constan de sopladores y quemadores para combustibles líquidos (en nuestro caso Diesel) que se encargaran de generar el vapor necesario para el edificio de cocinas. Cabe recalcar que para mayor rendimiento térmico el sistema de combustión, así como el de transporte continuo, se encuentran confinados en un cuerpo especialmente diseñado con aislamientos térmicos seleccionados para la aplicación y las temperaturas de operación Motores Son empleados en el accionamiento de las bandas transportadoras, los transportadores de canguilones, bombas, ventiladores y compresores. Para los accionamientos, de preferencia, en la adquisición de motores de corriente alterna que funcionan a una velocidad constante donde su eficiencia será la máxima únicamente cuando la carga es máxima, se acoplaran accionamientos de velocidad ajustable de corriente alterna con el propósito de variar la frecuencia de la potencia suministrada al motor con el fin de reducir la velocidad para que concuerde con la necesidad de carga. Motores Diesel Pueden ser empleados en la generación de energía eléctrica caso no se satisfaga la demanda por la compañía de electricidad y en caso de emergencias por apagones en tiempo de estiaje.
 que se encargaran de generar el vapor necesario para el edificio de cocinas. Cabe recalcar que para mayor rendimiento térmico el sistema de combustión, así como el de transporte continuo, se encuentran confinados en un cuerpo especialmente diseñado con aislamientos térmicos seleccionados para la aplicación y las temperaturas de operación. Motores Son empleados en el accionamiento de las bandas transportadoras, los transportadores de canguilones, bombas, ventiladores y compresores. Para los accionamientos, de preferencia, en la adquisición de motores de corriente alterna que funcionan a una velocidad constante donde su eficiencia será la máxima únicamente cuando la carga es máxima, se acoplaran accionamientos de velocidad ajustable de corriente alterna con el propósito de variar la frecuencia de la potencia suministrada al motor con el fin de reducir la velocidad para que concuerde con la necesidad de carga. Motores Diesel Pueden ser empleados en la generación de energía eléctrica caso no se satisfaga la demanda por la compañía de electricidad y en caso de emergencias por apagones en tiempo de estiaje.")
73
Transporte Cambio y Almacenamiento
Bombas Son del tipo axial y se emplean para transportar los diferentes fluidos conformados a lo largo del proceso. Por lo general empleados en evacuaciones realizadas en el edificio de cocinas, como las salidas entre: Olla de crudo, olla de mezclas, olla de filtración (afrechos), olla de cocción, sedimentador, tanques de fermentación, tanques de maduración, tanques de almacenamiento y por ultimo hacia la llenadora. Se propone el empleo de bombeo programado para satisfacer pronta y eficientemente la presión y caudales requeridos en cualquier instante, sin aplicar una fuerza innecesaria y con un mantenimiento mínimo Compresores Empleados en su mayoría del tipo pistón, permiten el funcionamiento de: el sistema de aire comprimido para la inyección del aire en la fermentación y en la maduración, el sistema de enfriamiento mecánico directo de refrigeración con gas amoniaco y el transporte y llenado del gas carbónico producido en la fermentación para la conformación del producto final. El rendimiento del sistema de aire comprimido puede aumentarse mediante el uso de aire de entrada de los lugares más fríos posibles, puesto que el aire frío es más denso y requerirá menos energía para ponerlo a la presión requerida para su inyección en los tanques Ventiladores Se utilizan en las instalaciones de recepción de malta así como en la instalación de molienda para extracción de polvo. Transporte Cambio y Almacenamiento Bandas Transportadoras. Usadas para el transporte de la malta y adjuntos desde su recepción realizada por camiones hasta los elevadores y transportadores de canguilones hacia las tolvas de dosificación o canalones. Son bandas deslizadoras en pasantes de lámina de metal y bandas de protección contra el polvo. Su velocidad de flujo es pequeña debido al peso de la malta y los adjuntos, que en este caso viene determinado por el grado de humedad que estos contengan.
, olla de cocción, sedimentador, tanques de fermentación, tanques de maduración, tanques de almacenamiento y por ultimo hacia la llenadora. Se propone el empleo de bombeo programado para satisfacer pronta y eficientemente la presión y caudales requeridos en cualquier instante, sin aplicar una fuerza innecesaria y con un mantenimiento mínimo Compresores Empleados en su mayoría del tipo pistón, permiten el funcionamiento de: el sistema de aire comprimido para la inyección del aire en la fermentación y en la maduración, el sistema de enfriamiento mecánico directo de refrigeración con gas amoniaco y el transporte y llenado del gas carbónico producido en la fermentación para la conformación del producto final. El rendimiento del sistema de aire comprimido puede aumentarse mediante el uso de aire de entrada de los lugares más fríos posibles, puesto que el aire frío es más denso y requerirá menos energía para ponerlo a la presión requerida para su inyección en los tanques. Ventiladores Se utilizan en las instalaciones de recepción de malta así como en la instalación de molienda para extracción de polvo. Transporte Cambio y Almacenamiento. Bandas Transportadoras. Usadas para el transporte de la malta y adjuntos desde su recepción realizada por camiones hasta los elevadores y transportadores de canguilones hacia las tolvas de dosificación o canalones. Son bandas deslizadoras en pasantes de lámina de metal y bandas de protección contra el polvo. Su velocidad de flujo es pequeña debido al peso de la malta y los adjuntos, que en este caso viene determinado por el grado de humedad que estos contengan.")
74
EQUIPOS AFINES AL PROCESO DE LA CERVEZA
Elevadores y Transportadores de Canguilones. Empleados para mover la malta y los adjuntos en forma vertical, receptándolos de las bandas transportadoras procediendo de esta forma a descargarlos por encima de la polea del eje de cabezal conductor en la parte superior sobre los silos de almacenamiento. Estos canguilones son por lo común bandas flexibles con bolsas. Transportadores Oscilantes. Los cuales constan de una zaranda o tamiz que por medio de un sistema vibratorio selecciona las partículas de acuerdo al tamaño de la zaranda. La harina que pasa por las zarandas pasa directamente a una tolva de harinas. Montacargas. Utilizadas como máquinas para manejo de materiales mas comunes. Dentro del extenso campo de aplicación de estos, la realiza su modelo más básico que es el de contrapeso tipo estibador. Se destinan a las operaciones de cargas de camiones en la sección de empaque, transportando las javas o chancletas. EQUIPOS AFINES AL PROCESO DE LA CERVEZA Molinos. Empleados para el desprendimiento de la película del grano de malta, triturándose el cuerpo principal del almidón al grado necesario para poderlo someter a proceso. Intercambiadores de calor. Son usados para enfriar el mosto en su recorrido hacia los tanques de fermentación y facilitar la acción del amoniaco como refrigerante. Horno de Túnel (Pasteurizador). Cuya determinación, a pesar de que las botellas de envase han sido previamente esterilizadas y todo su recorrido ha sido perfectamente controlados contra las infecciones la cerveza se debe pasteurizar, para garantizar su conservación durante periodos largos, la pasteurización consiste en calentar la cerveza a 60º C durante un corto tiempo, con el objeto de eliminar residuos de levadura que pueden pasar en la filtración
. Cuya determinación, a pesar de que las botellas de envase han sido previamente esterilizadas y todo su recorrido ha sido perfectamente controlados contra las infecciones la cerveza se debe pasteurizar, para garantizar su conservación durante periodos largos, la pasteurización consiste en calentar la cerveza a 60º C durante un corto tiempo, con el objeto de eliminar residuos de levadura que pueden pasar en la filtración.")
75
Llenadora (Envasadora)
Llenadora (Envasadora). Busca envasar la cerveza a nivel fijo dentro de las botellas en las mejores condiciones asépticas posibles, con la menor agitación para eliminar la pérdida de gas carbónico, sin aumento de temperatura y sin inyección de aire. El llenado de las botellas es un proceso en series que en el transcurso de las botellas son lavadas con sosa cáustica para evitar cualquier tipo de microorganismo en ella. A la botella ya llena se le hace pasar por unos censores electrónicos que distinguen si una de ellas no tiene algo propio, no está totalmente llena o está rota. En el llenado, a la cerveza se le agrega gas carbónico y agua caliente para que ésta haga espuma y no exista aire al momento de taparla. Bombas Dosificadoras. Inyectaran la levadura en la etapa de fermentación a los tanques. Filtros. Por lo general se tienen: filtros lauther que sirven para separar el mosto dulce de la masilla. Estos filtros tienen un falso fondo en el cual cae el líquido y se va quedando la masilla (ésta masilla se aprovecha como alimento de ganado), filtro que consiste en panes de celulosa (masa filtrante), eliminando hasta el máximo las materias insolubles, como levadura o proteínas coaguladas que puedan contener la cerveza. Los filtros diatomeas de placas cierran el ciclo de clarificación de la cerveza previa a la etapa del envasado. Tanques de Contrapresión. Los cuales son herméticos. En el momento del almacenamiento de la cerveza una vez carbonatada estos tanques, poseen entradas de cerveza controladas por medio de presión, con el fin de evitar que exista desprendimiento de gas, debido a la turbulencia en el seno de la cerveza. Tanques Whirpool. Utilizados en la clarificación del mosto donde este se bombea y se hace pasar a alta velocidad a través de una tubería tangencial a la pared del tanque, creando un flujo en el mosto que a medida que va perdiendo velocidad va provoca la deposición de los sólidos en suspensión. Centrífugas. Como paso previo a la clarificación de la cerveza, ésta es utilizada para eliminar un 99% de la levadura presente.
. Busca envasar la cerveza a nivel fijo dentro de las botellas en las mejores condiciones asépticas posibles, con la menor agitación para eliminar la pérdida de gas carbónico, sin aumento de temperatura y sin inyección de aire. El llenado de las botellas es un proceso en series que en el transcurso de las botellas son lavadas con sosa cáustica para evitar cualquier tipo de microorganismo en ella. A la botella ya llena se le hace pasar por unos censores electrónicos que distinguen si una de ellas no tiene algo propio, no está totalmente llena o está rota. En el llenado, a la cerveza se le agrega gas carbónico y agua caliente para que ésta haga espuma y no exista aire al momento de taparla. Bombas Dosificadoras. Inyectaran la levadura en la etapa de fermentación a los tanques. Filtros. Por lo general se tienen: filtros lauther que sirven para separar el mosto dulce de la masilla. Estos filtros tienen un falso fondo en el cual cae el líquido y se va quedando la masilla (ésta masilla se aprovecha como alimento de ganado), filtro que consiste en panes de celulosa (masa filtrante), eliminando hasta el máximo las materias insolubles, como levadura o proteínas coaguladas que puedan contener la cerveza. Los filtros diatomeas de placas cierran el ciclo de clarificación de la cerveza previa a la etapa del envasado. Tanques de Contrapresión. Los cuales son herméticos. En el momento del almacenamiento de la cerveza una vez carbonatada estos tanques, poseen entradas de cerveza controladas por medio de presión, con el fin de evitar que exista desprendimiento de gas, debido a la turbulencia en el seno de la cerveza. Tanques Whirpool. Utilizados en la clarificación del mosto donde este se bombea y se hace pasar a alta velocidad a través de una tubería tangencial a la pared del tanque, creando un flujo en el mosto que a medida que va perdiendo velocidad va provoca la deposición de los sólidos en suspensión. Centrífugas. Como paso previo a la clarificación de la cerveza, ésta es utilizada para eliminar un 99% de la levadura presente.")
76
Bibliografía http://html.rincondelvago.com/sistemas-cadcamcae.html
SOFTWARE OPTITEX PARA DISEÑO DE MODAS CIM SISTEMAS DE ACUMULACIÓN DE COSTOS CLASIFICACION DE LOS SISTEMAS DE PRODUCCIÓN EJEMPLO DEL CONCEPTO DE HIBRIDO CIM IMAGEN DISEÑO DE UN PRODUCTO DISEÑO DE UN PRODUCTO DISEÑO DEL PROCESO PROCESO DE LA CERVEZA igeno PROCESO DEL OXIGENO

77
GRACIAS!!

Presentaciones similares













>")

>")



