Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Tratamientos térmicos superficiales (Tratamientos de Superficies)
")
2
Tratamientos Térmicos
Combinación de operaciones de calentamiento y enfriamiento con tiempos determinados y aplicadas a un metal o aleación en el estado sólido en una forma tal que producirá propiedades deseadas. La naturaleza y apariencia de los productos transformados determinan las propiedades físicas y mecánicas del acero.

3
Tratamientos de Superficies
Tratamientos Termoquímicos Tratamientos Selectivos Podemos, mediante un tratamiento térmico adecuado, producir una estructura dura y resistente en la superficie, obteniendo una excelente resistencia al desgaste y a la fatiga, pero al mismo tiempo tenga un centro blando y dúctil que proporcione una adecuada resistencia a la falla por impacto.

4
Tratamientos termoquímicos:
En los tratamientos de endurecimiento superficial se modifica la composición química de la capa superficial del acero mediante la adición de carbono, nitrógeno, etc. llamándose por esta razón Termoquímicos.

5
La mayoría de las piezas componentes de máquinas se elaboran para que sus propiedades sean uniformes. Sin embargo, ciertos mecanismos requieren una superficie dura y una región suave y tenaz en su interior. Esto se puede logra adicionando elementos como el C, N, B, etc. que penetran en la matriz y endurecen directamente la superficie o mejoran sus propiedades para el temple posterior.

6
Métodos principales Tratamientos termoquímicos
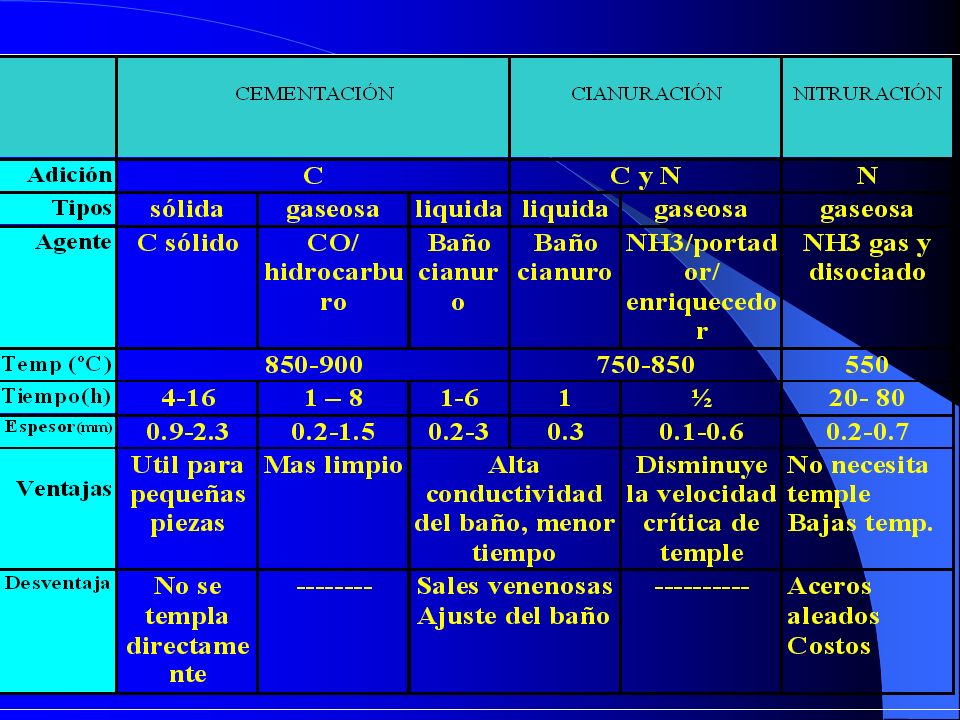
- Cementación o carburación: sólida, gaseosa y liquida (C) - Cianuración: liquida y gaseosa (C, N) - Nitruración: gaseosa (N) - Siliciado (Si) - Borado (Bo) - Cromizado (Cr) Cambian la composición química (se adiciona C, N, etc)
 - Cianuración: liquida y gaseosa (C, N) - Nitruración: gaseosa (N) - Siliciado (Si) - Borado (Bo) - Cromizado (Cr) Cambian la composición química. (se adiciona C, N, etc)")
7
Métodos principales Tratamientos selectivos - Endurecimiento por llama
- Endurecimiento por inducción No cambian la composición química. El % de C debe ser mayor a 0.3 %.

8
Tratamientos termoquímicos
Son tratamientos de recubrimiento superficial en los cuales interviene un elemento químico, el cual se deposita por proceso de difusión en la superficie del material. La finalidad de todos ellos es la de obtener una capa exterior muy dura y resistente, mientras el núcleo de la pieza queda con menor dureza aunque con mayor resistencia.

9
Cementación

10
Cementación Consiste en el endurecimiento de la superficie externa del acero al bajo C, quedando el núcleo blando y dúctil. Implica introducir C adicional en las superficies del acero con bajo contenido de C, para luego poder templarlos. Etapas fundamentales: 1ª etapa) Enriquecimiento superficial de carbono. (sólidos, gas rico en carbono o líquido) 2º etapa) Temple.
 Enriquecimiento superficial de carbono. (sólidos, gas rico en carbono o líquido) 2º etapa) Temple.")
11
Repaso A mayor : contenido de C, contenido de aleantes y mayor tamaño de grano.

12
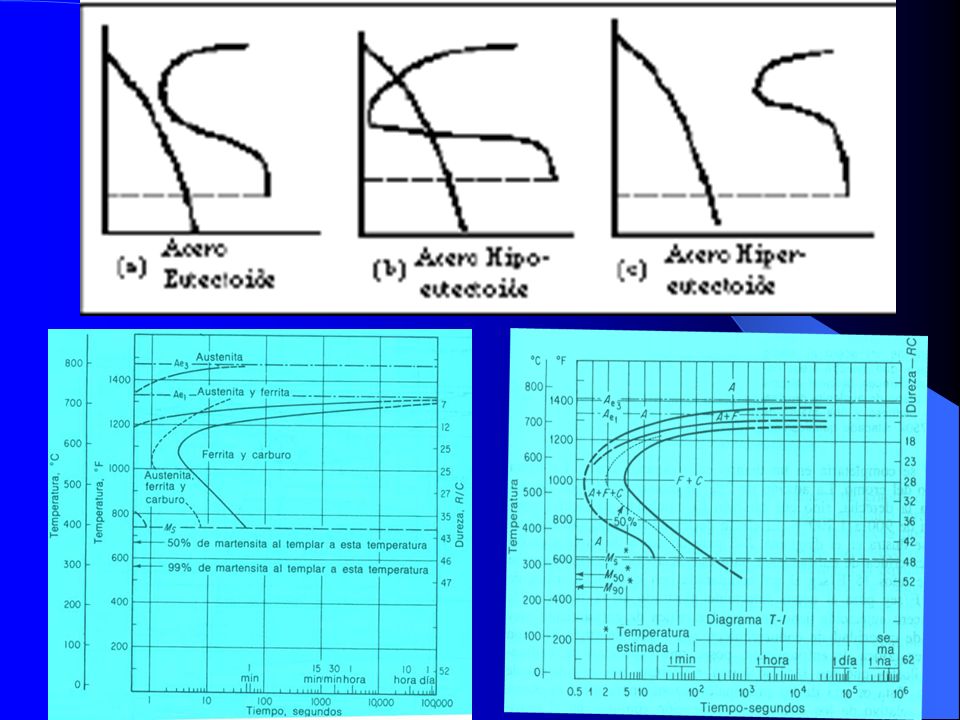
Rapidez critica de enfriamiento
Curva ---- Acero con medio o alto contenido de carbono Temp. Ms=0% Ms=0% Tiempo Rapidez critica de enfriamiento

14
Cementación 1ª etapa: Se coloca un acero de bajo C (0.2%) en una atmósfera que contiene monóxido de carbono a una Temp. de 900 ºC aprox. Fe + 2CO Fe© + CO2 En la superficie del acero se forma una capa superficial de alto C (1.2%) debido a que a esa temperatura la Austenita disuelve esa cantidad de C aproximadamente
 debido a que a esa temperatura la Austenita disuelve esa cantidad de C aproximadamente.")
15
Cementación

16
Cementación - Como en la superficie hay alta concentración de C y en el interior hay baja concentración, los átomos de C empezaran a difundir hacia adentro. - Luego de un tiempo estimado se saca la pieza del horno.

17
Cementación

18
Cementación El % de C que se consideran mas adecuados oscilan entre 0.50 y 0.90 %, con las que después del temple se obtienen durezas de 60 a 62 Rockwell-C. No conviene pasar del 0.9% de C, pues a partir del 1% se forman carburos y redes de cementita que debilitan la capa cementada (revenido). El espesor de la capa cementada depende de la temperatura y el tiempo que dure la operación (y % de C de la pieza antes del tratamiento).
. El espesor de la capa cementada depende de la temperatura y el tiempo que dure la operación (y % de C de la pieza antes del tratamiento).")
19
Cementación Cementación sólida: se rodean las piezas con un compuesto de carburización en un recipiente cerrado Se utiliza carbón vegetal, coque y carbonato de bario. Cuando se sella la caja queda suficiente aire para formar 2CO. Se calienta hasta la temperatura adecuada y luego se enfría lentamente (dura de 6 a 10 h).
.")
20
Cementación Ventajas: es útil para pequeñas piezas y además no necesita una atmósfera preparada Eficiente y económico para pequeñas cantidades de piezas. Desventajas: no existe un control estrecho del proceso, no se templa directamente. No se utiliza cuando se requiere una profundidad inferior a 0.8 mm

21
Cementación Cementación gaseosa: El acero se calienta en contacto con 2CO y/o un hidrocarburo (metano, propano) El espesor de la capa cementada depende como siempre de la duración de la operación, pudiendo obtenerse en 8hs hasta 1.5 mm de espesor. El porcentaje de carbono de la capa cementada depende de la temperatura de cementación.

22
Cementación Ventajas: Se presta para producir a gran escala, permite un manejo más rápido por templado directo, manos costoso, más limpio, etc. Se puede lograr una gran homogeneidad en la capa cementada. Desventajas: carencia de las instalaciones especiales que necesitan, lo que impide su utilización en talleres pequeños.

23
Cementación Cementación por liquido: Se coloca el acero en un baño de cianuro fundido, de donde difundirá el C hacia el metal. Se logra espesores de hasta 6 mm. Se adapta mejor a piezas de pequeño y mediano tamaño. El espesor de la capa cementada depende, además de la composición del baño, de la temperatura y sobretodo de la duración del tratamiento.

24
Cementación Ventajas:
- eliminación de oxidación y hollín profundidad de la superficie dura y contenido de C uniforme gran rapidez de penetración la alta conductividad del medio permite reducir el tiempo para que se alcance la temp. de cementación.

25
Cementación Desventajas: se debe lavar la pieza para evitar el herrumbre hay que ajustar regularmente el baño las sales son venenosas y requieren cuidadosa seguridad

26
Cementación 2ª etapa :Tratamiento térmico después de la cementación.
La Temp. de cementación es en la región austenítica, lo que el templado directo endurecerá toda la pieza si la velocidad de enfriamiento es mayor que la crítica.

27
Cementación Luego del templado se logra una capa exterior de martensita seguida por una mas oscura de transición.

29
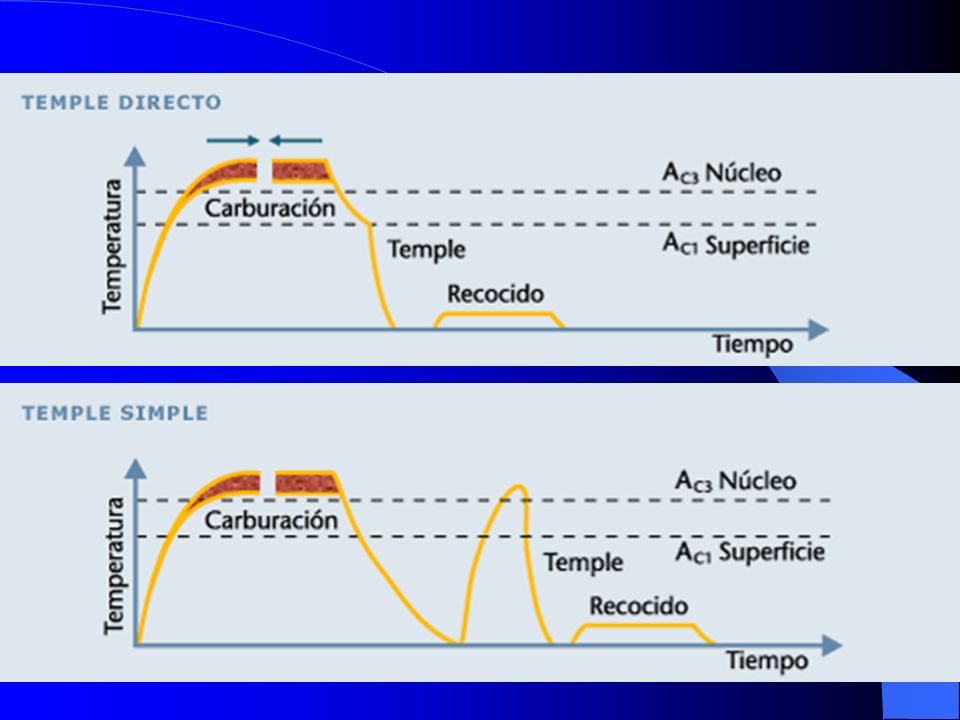
Cementación Temple a Temp. de austenización baja: se calientan a Temp. de austenización de la capa cementada de tal forma que el núcleo no se austenize. Al momento del templado y revenido, el núcleo quedara sin templar, la capa estará templada y con un grano pequeño, en cambio el núcleo estará sin templar.

30
Cementación Temple a Temp. de austenización alta: se calientan a una Temp. superior a la de austenización del núcleo, sé templan y revienen finalmente. Tanto la capa cementada como el núcleo quedaran templadas (depende de la cantidad de C de la pieza original). Como el calentamiento ha sido a temperatura mayor a la de austenización del núcleo, el grano del núcleo es pequeño pero el de la capa es gruesa.
. Como el calentamiento ha sido a temperatura mayor a la de austenización del núcleo, el grano del núcleo es pequeño pero el de la capa es gruesa.")
31
Cementación Aceros para cementar:
- Aceros al carbono: contienen alrededor de 0.3% de C. Temp. 900º-950ºC en agua, revenido 200º C máx. Estos aceros en general se templan en agua, consiguiéndose durezas de 60HRC en la superficie, y en el núcleo una resistencia de 80Kg/mm2. Aplicaciones: Piezas pequeñas, de espesor reducido y de poca responsabilidad.

32
Cementación - Aceros aleados: contienen de un 0.1 a un 0.2% de C y % variables de Cr, Mn, Ni y Mo El Mn baja las temperaturas criticas de temple, lo que reduce el riesgo de deformaciones y descarburizaciones. También mejora la templabilidad, permitiendo en piezas no muy grandes templar en agua.

33
Cementación Aceros para cementación al Cr-Ni : (1% de Cr, 4,15% Ni) Cementación 850º-900ºC, temple 900º-830º C en aceite, Revenido 200ºC máx. Aplicaciones: Piezas de gran resistencia en el núcleo y buena tenacidad. Elementos de máquinas y motores. engranajes, levas etc.

34
Cementación Aceros para cementación al Cr-Mo : (1,15% Cr, 0,2% Mo) Cementación 890º-940ºC, temple 870º-900ºC en aceite, revenido 200ºC máx. Aplicaciones: Piezas para automóviles y maquinaria de gran dureza superficial y núcleo resistente. Piezas que sufran gran desgaste y transmitan esfuerzos elevados. Engranajes, levas, etc.

35
Cementación Aceros para cementación al Cr-Ni-Mo : (0.65% Cr, 4% Ni y 0,25% Mo) Cementación 880º-930ºC; temple 830º-860ºC aire o aceite; revenido 200ºC máx. Aplicaciones: Piezas de grandes dimensiones de alta resistencia y dureza superficial. Máquinas y motores de máxima responsabilidad, ruedas dentadas, etc.
 Cementación 880º-930ºC; temple 830º-860ºC aire o aceite; revenido 200ºC máx. Aplicaciones: Piezas de grandes dimensiones de alta resistencia y dureza superficial. Máquinas y motores de máxima responsabilidad, ruedas dentadas, etc.")
36
Cianuración

37
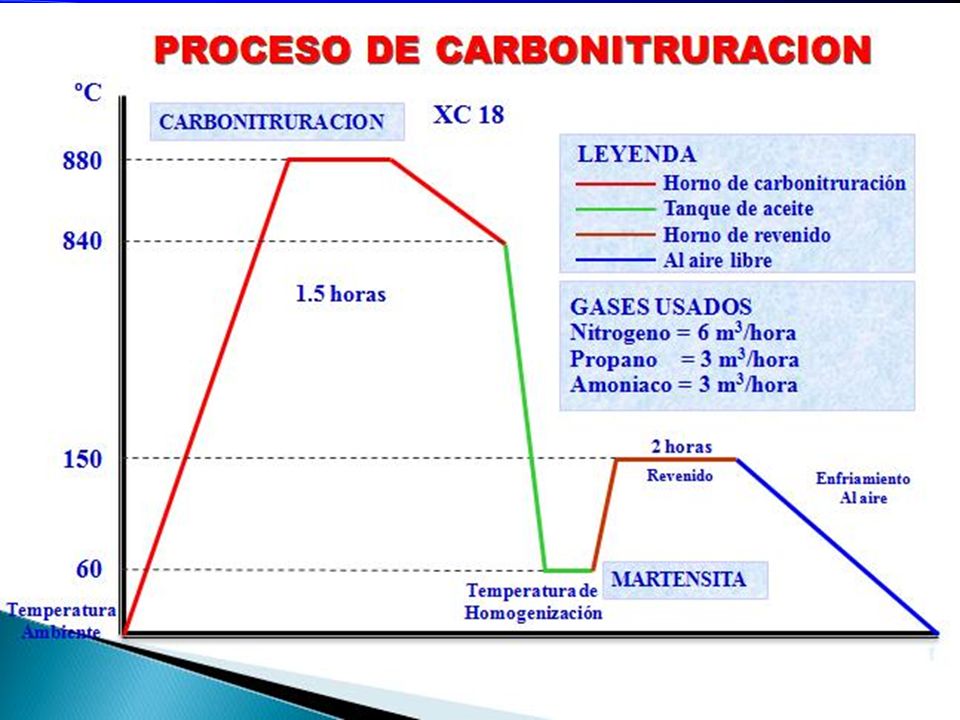
Existen procedimientos de endurecimiento superficial con la utilización del nitrógeno y cianuro a los que por lo regular se les conoce como carbonitrurado o cianurado. En estos procesos con ayuda de las sales del cianuro y del amoniaco se logran superficies duras como en el métodos anteriores. La cianuración se puede considerar como un tratamiento intermedio entre la cementación y la nitruración ya que el endurecimiento se consigue por la acción combinada del C y el N a una temperatura determinada.

38
Cianuración Consisten en la adición de C y N en la superficie de los aceros de bajo y medio C mediante baños líquidos de sal (Cianuración) o mediante atmósfera gaseosa (Carbonitruración). Se utilizan Tenp. inferiores que en la cementación (760C - 870C) y por un tiempo más corto. La austenita carbono-nitrógeno es estable a temp. inferiores. Contenido de carbono en la superficie: 0.5 hasta 0.8% y hasta 0.5% de N Luego del temple se obtiene una capa externa muy delgada de dureza hasta R-C 60.
 o mediante atmósfera gaseosa (Carbonitruración). Se utilizan Tenp. inferiores que en la cementación (760C - 870C) y por un tiempo más corto. La austenita carbono-nitrógeno es estable a temp. inferiores. Contenido de carbono en la superficie: 0.5 hasta 0.8% y hasta 0.5% de N. Luego del temple se obtiene una capa externa muy delgada de dureza hasta R-C 60.")
39
Baño liquido El % de N y C absorbido por los aceros depende da la composición y Temp. del baño. Ventajas: Este proceso es muy útil para partes que requieran una superficie dura y delgada. Desventajas: - Se debe lavar la pieza para evitar el herrumbre hay que ajustar regularmente el baño las sales son venenosas.

40
Atmósfera gaseosa El acero se calienta en una atmósfera gaseosa de tal composición que el N y el C son absorbidos simultáneamente. Se puede efectuar a Temp. inferiores que la cianuración por baño liquido y permita rapideces de enfriamientos más lentas. Debido que la cianuración por gas se efectúa a menor Temp. y permite rapideces de enfriamientos más lentos, reduce la distorsión y hay menos peligro que ocurran fisuras.

42
Nitruración

43
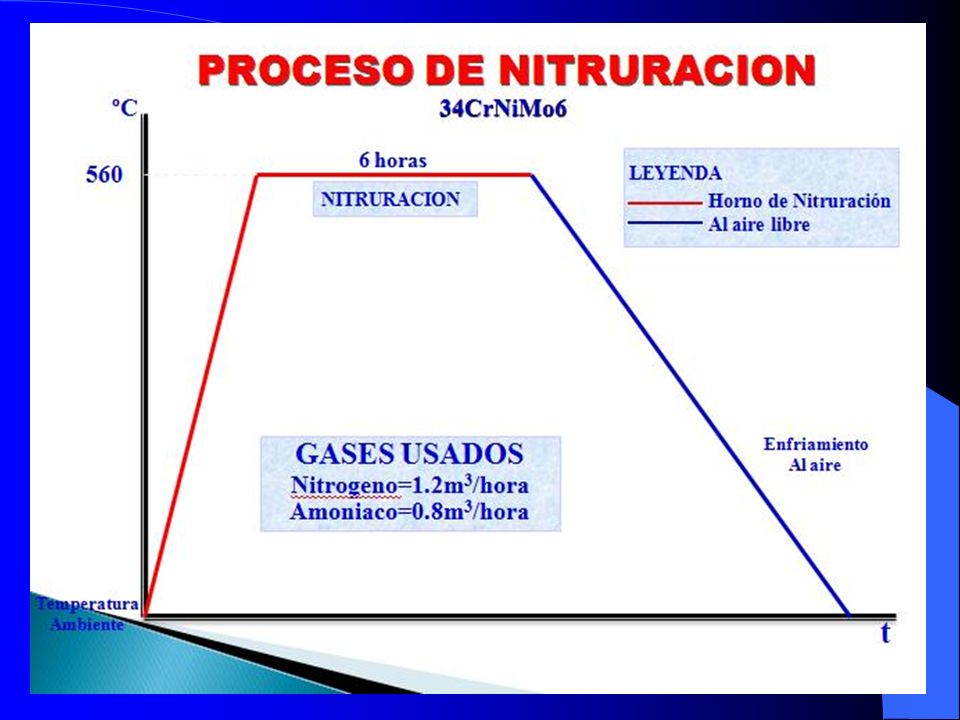
Nitruración Es un procedimiento en el cual, por la absorción de N, se obtiene una fina capa de nitruros de hierro de gran dureza. Se colocan las piezas (acero aleado) en una caja herméticamente cerrada por la que se hace circular gas amoniaco, que a 500º C cede el nitrógeno y se combina con el hierro. Si se pasa de 500ºC se obtendrían capas nitruradas muy frágiles.
 en una caja herméticamente cerrada por la que se hace circular gas amoniaco, que a 500º C cede el nitrógeno y se combina con el hierro. Si se pasa de 500ºC se obtendrían capas nitruradas muy frágiles.")
44
Nitruración Los espesores de la capa nitrurada más empleados varían entre 0.20 a 0.70 mm, según la duración de la operación, consiguiéndose aproximadamente un espesor de 0.3 mm por día. El operar a bajas Temp. es una ventaja de la Nitruración, pues así no hay aumento del tamaño de grano ni es preciso someter a la pieza a ningún tratamiento posterior, puesto que casi no sufren deformaciones, bastando un ligero rectificado.

45
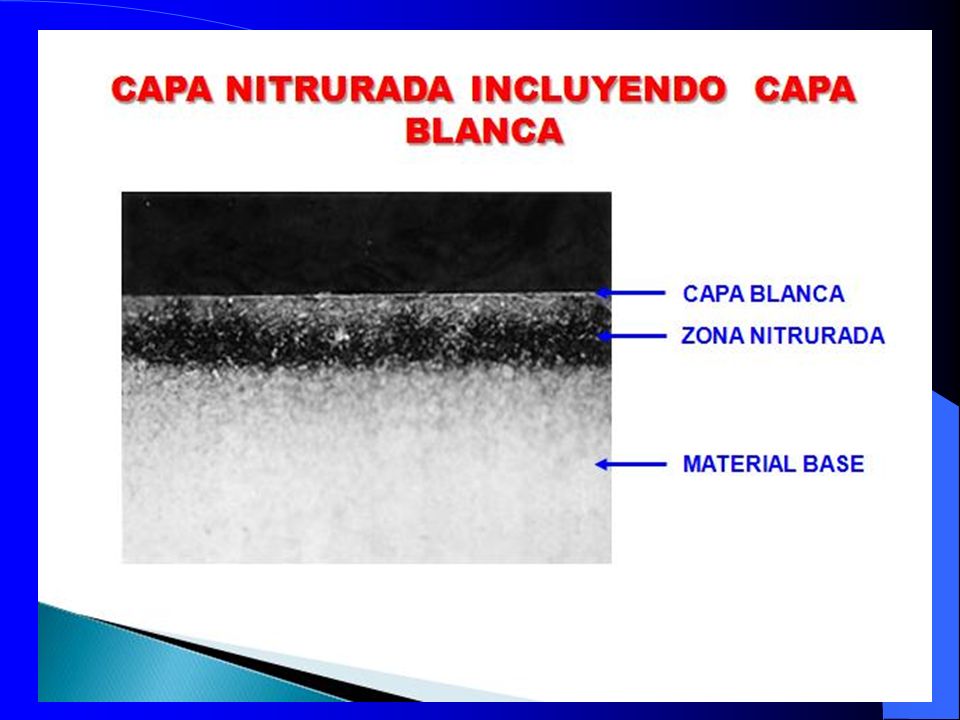
Nitruración La nueva superficie consta de dos zonas:
- Capa blanca (zona exterior) - Capa interna (formada por nitruros aleados) La capa blanca es frágil pero tiene buenas propiedades de resistencia al desgaste, a la fatiga y corrosión. Con algunos aceros aleados se obtienen durezas de asta R/C 70
 - Capa interna (formada por nitruros aleados) La capa blanca es frágil pero tiene buenas propiedades de resistencia al desgaste, a la fatiga y corrosión. Con algunos aceros aleados se obtienen durezas de asta R/C 70.")
48
Nitruración Ventajas:
- las piezas son templadas y revenidas antes de nitrurar para que el núcleo quede con resistencia y tenacidad. - Los mejores resultados se logran en aceros que contienen elementos de aleación que forman el nitruro (Al, Cr y Mo) - Mejoran la resistencia a la corrosión de los aceros - Luego se mecaniza casi hasta las medidas finales - Mínimo de distorsión.
 - Mejoran la resistencia a la corrosión de los aceros. - Luego se mecaniza casi hasta las medidas finales. - Mínimo de distorsión.")
49
Nitruración Desventajas:
- la resistencia a la corrosión de los inoxidables disminuye considerablemente. - requiere de largos ciclos. - La capa blanca es frágil y tiende a astillarse desde la superficie si tiene un espesor mayor a 0.15mm - costo de la atmósfera y control térmico requerido es elevado.

50
Nitruración Aceros para nitrurar:
Los aceros para nitrurar son siempre aleados con un contenido de carbono entre 0.25 a 0.50%, según las características mecánicas que se desea obtener en el núcleo. Las capas nitruradas en aceros de porcentajes menores a 0.25% de carbono resultan frágiles. Ej: Cr-Ni-V: 0,32% C, 3,25% Cr, 0,40% Mo y 0,22%V Piezas de gran resistencia y elevada dureza superficial para resistir el desgaste.

51
Otros tratamientos Siliciado:
Se adiciona Si al Fe obteniéndose una solución sólida de Fe-Si. Se logran espesores de 0.13 a 2.54 mm. Cromizado: No está restringido a materiales ferrosos En el acero forma una capa exterior de acero inoxidable y si el C es mayor de 0.6 precipitará carburos aumentando la resistencia al desgaste.

52
Se forma una capa de 200 micrones compuesta de 2 subcapas: FeB y Fe2B.
Borado: Se calienta la pieza a temperatura de austenización ( ºC) en contacto con Sales de Boro. Se forma una capa de 200 micrones compuesta de 2 subcapas: FeB y Fe2B.
 en contacto con Sales de Boro. Se forma una capa de 200 micrones compuesta de 2 subcapas: FeB y Fe2B.")
53
Resumen PROCESOS PROPIEDADES APLICACIONES CEMENTACIÓN
Dureza y resistencia al desgaste, tenacidad frente al choque. Capas desde 0'6 mm. Engranajes, ejes, piñones, cigüeñales, bielas, manguitos, bulones, levas, casquillos, etc. CARBONITRURA-CIÓN Dureza y resistencia al desgaste, tenacidad frente al choque. Resistencia a fatiga. Capas hasta 0'5 mm. Tornillería, rodamientos, cadenas, ejes de pequeña dimensión, etc. NITRURACIÓN Dureza y resistencia a fricción y temple. Capas de 0'1 a 0'5 mm. Matrices, casquillos, punzones, piezas de automoción, camisas, etc. NITROCARBURA-CIÓN Antirrayadores desgaste y fatiga. Capas de 0'1 a 0'5 mm.

55
Tratamientos selectivos

56
Tratamientos selectivos
Estos métodos no cambian la composición química del acero y proporcionan poca profundidad de endurecimiento. Las ares se calientan en el intervalo de austenita (por encima de A3 mientras que el núcleo esta por debajo de A1) y luego se templan para formar martensita. Se aplica a aceros que debido a su composición química puedan ser endurecidos (% de C >0.3). - Endurecimiento por llama Endurecimiento por inducción
 y luego se templan para formar martensita. Se aplica a aceros que debido a su composición química puedan ser endurecidos (% de C >0.3). - Endurecimiento por llama - Endurecimiento por inducción.")
57
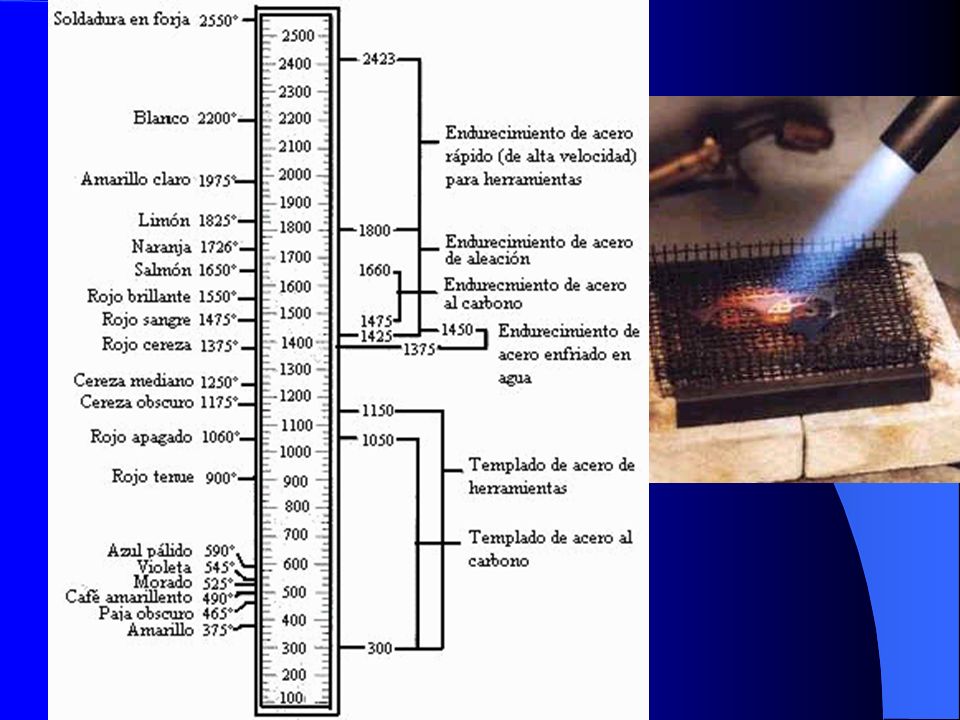
Por llama El calor puede aplicarse mediante un soplete de oxiacetileno. La profundidad de la zona endurecida puede controlarse ajustando la intensidad de la llama, tiempo de calentado o la velocidad de recorrido.

59
Por llama Métodos: - Estacionario: la pieza y el soplete están quietos (endurecimientos rápidos de piezas pequeñas) - Progresivo: el soplete se mueve sobre una pieza estacionaria (dientes de grandes engranajes, bancadas de torno) - Giratorio: el soplete es estacionario y la pieza gira, se emplea en piezas con geometría de revolución (engranajes de precisión, poleas, etc. - Progresivo-Giratorio: el soplete se mueve mientras la pieza gira, se emplea en superficies de piezas largas (ejes)
 - Giratorio: el soplete es estacionario y la pieza gira, se emplea en piezas con geometría de revolución (engranajes de precisión, poleas, etc. - Progresivo-Giratorio: el soplete se mueve mientras la pieza gira, se emplea en superficies de piezas largas (ejes)")
60
Por llama Después del calentamiento a la Temp. necesaria se debe templar rápidamente utilizando agua, aceite o aire según el acero. Después del templado se reviene para liberar esfuerzos enfriándolas con aire. La zona endurecida varia de 1/8” a ¼” de profundidad.

61
Por llama Ventajas: - Portabilidad y adaptabilidad.
- Produce pocas escamas, descarburización o distorsión. Desventajas: - Posibilidad de sobrecalentamiento. - dificultad para producir zonas endurecidas menores que 1/16”

62
Por inducción Mediante un campo magnético intenso se produce una corriente en la pieza, del cual el calentamiento resultara de la resistencia del metal al paso de estas corrientes. Esto se logra con bobinas que son refrigeradas y se utilizan frecuencias de a Hz Se logran más profundidades aumentando el tiempo de exposición.

63
Por inducción A) solenoide simple para calentamientos externos.
B) bobinas para diámetros internos C) bobina tipo plato para superficies a lo largo
 bobinas para diámetros internos. C) bobina tipo plato para superficies a lo largo.")
64
Por inducción D) Bobina de una sola vuelta para recorrer a lo largo y ayuda a calentar el chaflán. E) Bobina tipo torta para calentamiento localizado.
 Bobina tipo torta para calentamiento localizado.")
66
Por inducción Ventajas: -Se pueden realizar temples superficiales con una profundidad de capa desde 1 mm hasta 5 mm. - se pueden obtener superficies mas delgadas que por llama. - se puede automatizar la operación Desventajas: Costos (piezas de formas irregulares, mantenimiento)
")
Presentaciones similares