Descargar la presentación
La descarga está en progreso. Por favor, espere

1
TRATAMIENTOS TERMICOS
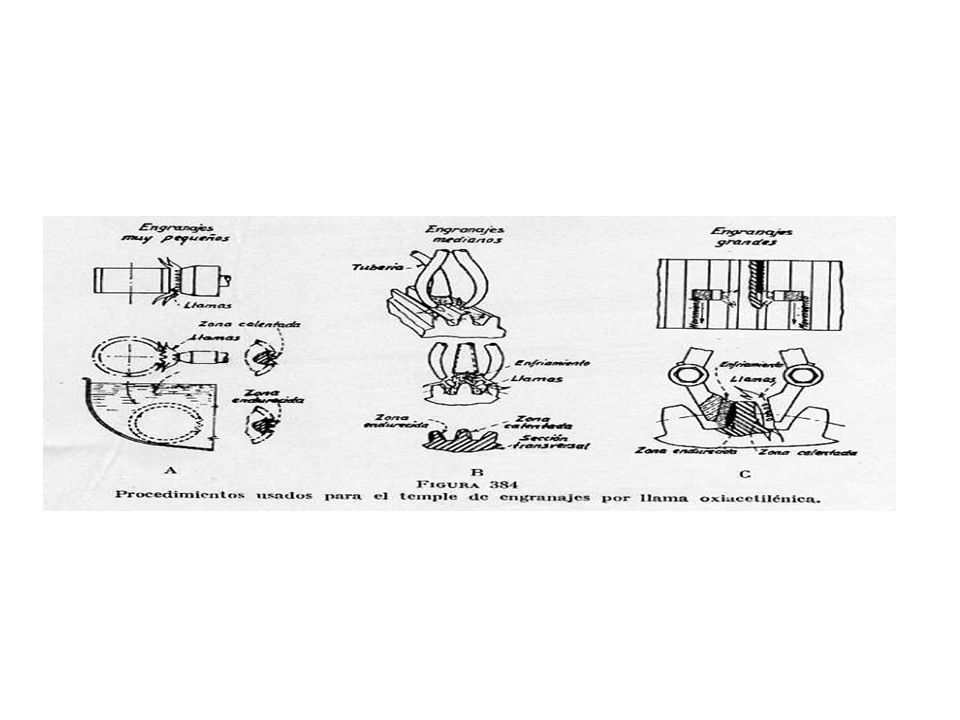
TEMPLE SUPERFICIAL OCURRE CUANDO LO QUE QUEREMOS OBTENER ES DUREZA EN LA PERIFERIA. Se trata entonces de calentar la superficie y luego enfriarla rápidamente, de esa manera se obtiene una importante dureza superficial, conservando un núcleo tenaz. Temple a la llama: se trata de calentar una pieza mediante uno o varios sopletes, hasta que se alcance la temperatura prevista, luego se enfria en agua o cualquier otro medio adecuado. Se utiliza para aceros con C = 0,30 % a 0,60 %

4
TRATAMIENTOS TERMICOS
TEMPLE A LA LLAMA La pieza permanece quieta y gira la llama La llama permanece quieta y gira la pieza Dispositivos en los que la llama y el enfriamiento se mueven hacia un lado y la pieza hacia el otro. Dispositivo semiautomático: calienta la pieza, se desplaza y el enfriador enfria la pieza, luego la sumerge .

6
TRATAMIENTOS TERMICOS
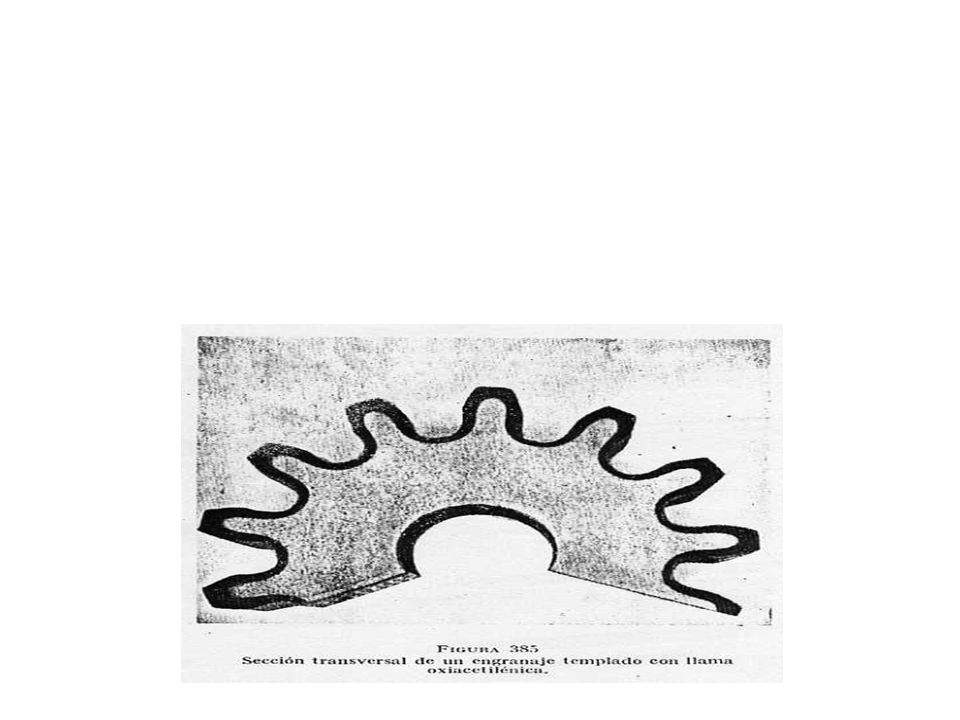
TEMPLE A LA LLAMA Muchas veces se usa este tratamiento por la imposibilidad de introducir una pieza en un horno. Otras veces necesitamos endurecer una zona de la pieza solamente. La profundidad de temple puede oscilar entre 1 y 6 mm, la dureza que se alcanza es alta. Depende de la forma en que se haga el enfriamiento para que se produzcan o no deformaciones.

7
TRATAMIENTOS TERMICOS
TEMPLE SUPERFICIAL TEMPLE POR INDUCCION hace pasar una corriente eléctrica de alta frecuencia que calienta las piezas a elevadas temperatura. Luego se enfrían rápidamente con una ducha de agua fría.

8
TRATAMIENTOS TERMICOS
TEMPLE SUPERFICIAL TEMPLE POR INDUCCION Este procedimiento se utiliza para endurecer superficialmente pequeñas piezas de acero, por temple en la zona periférica. El calentamiento por corrientes de alta frecuencia se efectúa en pocos segundos, y se puede limitar a zonas muy especificas.

9
TRATAMIENTOS TERMICOS
TEMPLE POR INDUCCION Las piezas se colocan en el interior de una espira o conjunto de espiras, a través de las cuales se hace pasar una corriente eléctrica de alta frecuencia que calienta las piezas a elevadas temperatura. Luego se enfrían rápidamente con una ducha de agua fría. Las espiras están constituidas por un tubo de cobre refrigerado interiormente por agua.

10
TRATAMIENTOS TERMICOS
TEMPLE POR INDUCCION Un circuito de calentamiento por inducción es fundamentalmente un transformador, en el que el primario esta constituido por las espiras a través de las cuales pasa la corriente alterna y el secundario por la pieza que se va a calentar.

11
TRATAMIENTOS TERMICOS
TEMPLE POR INDUCCION Control de la profundidad de calentamiento La profundidad de calentamiento depende principalmente de tres variables: Frecuencia, potencia y tiempo. Modificando una de las características se modifica el proceso. El tiempo de calentamiento es de solo algunos segundos.

12
TRATAMIENTOS TERMICOS
GRANALLADO – BOMBARDEO DE PERDIGONES No es un tratamiento térmico, pero provoca un aumento importante en la dureza superficial. Se trata de un bombardeo con bolillas de acero, que provoca una deformación superficial, y con esto un aumento considerable de la dureza superficial. Es de gran utilidad en las piezas que están sometidas esfuerzos repetidos ( fatiga), aumenta la resistencia a la rotura por fatiga.
, aumenta la resistencia a la rotura por fatiga.")
13
TRATAMIENTO TERMICO CEMENTACION
Cuando se requiere una gran resistencia al desgaste y un núcleo tenaz se debe recurrir a : Cementación. Cianuración Carbo nitruración Nitruración Sulfinizacion Temple superficial Deposito de soldadura de capas duras de C y Cr Cementación: Consiste en aumentar el contenido de C en la superficie de la pieza, para luego templar y revenir, quedando de esa manera con gran dureza superficial Se pueden utilizar cementantes sólidos, líquidos o gaseosos Se pueden cementar aceros aleados o al C de bajo porcentajes , 0,08% a 0, 25% Las temperaturas oscilan entre 850° y 1000° por encima de la critica superior.

14
TRATAMIENTOS TERMICOS
CEMENTACION En el proceso de cementación se distinguen 2 etapas 1- Absorción de C por el acero 2- Mejoramiento de las características por medio del tratamiento térmico. La cantidad y absorción de Carbono depende: 1 – De la composición del acero 2 – De la naturaleza de la sustancia cementante 3 – De la temperatura y del tiempo de duración de la cementación. Capa cementada: capa que queda con C mayor que el del acero portante, Capa dura: es la capa que queda después del temple con una dureza de RC

15
TRATAMIENTOS TERMICOS
CEMENTACION SÓLIDA No se usa el Carbón solo, se lo mezcla con carbonatos de bario,calcio y sodio. Mezcla Caron 60% carbón vegetal y 40% carbonato bórico

16
TRATAMIENTOS TERMICOS
CEMENTACION Se ha comprobado que la transferencia del carbono a los aceros se hace por medio de los gases carbosos calientes que lo rodean, siendo el CO el principal carburante. En las cajas el CO naciente a altas temperatura es muy favorable para la carburación. Dentro de la caja se da 2 C + O2 = 2 CO En la cementation gaseous se puede usar metano CH4 = C + 2 H2 En todos los casos a alta temperatura se forma C + 3Fe = CFe3 En el proceso de cementacion se senalan 3 fases diferentes : 1- Produccion del carbono naciente 2- Absorcion del carbono en la zona periferica 3- Difusion del carbono hacia la zona central

17
TRATAMIENTOS TERMICOS
CEMENTACION EN BAÑOS DE SALES Sales utilizadas : Cianuro de Na , de K. Cloruro y carbonato sodico

18
TRATAMIENTOS TERMICOS
CIANURACION El carbono naciente y el nitrogeno naciente frutos dela descomposicion a altas temperaturas de los cianatos y carbonatos ingresan a la capa del acero formando carburos y nitruros que forman la capa cementada.

20
TRATAMIENTOS TERMICOS
NITRURACION La nitruracion confiere la los aceros una dureza extraordinaria en la periferia. Los objetos que se desean nitrurar deben ser templados y revenidos con anterioridad para que queden con un nucleo duro. Las piezas luego de templadas y revenidas se colocan en una caja cerrada y se le hace pasar una corriente de amoniaco. Todo el conjunto se introduce en un horno a 500°. Al calentarse el amoniaco se disocia quedando N atomico que forma nitruros con el Al, Cr, Mo, e hierro de la superficie formando nitruros muy duros.

21
TRATAMIENTOS TERMICOS
CARBONITRURACION Se diferencia de la cementacion porque parte del endurecimiento se consigue por la accion del N Temperatura 850° en atmosfera gaseosa. Capas de 0,1 a 0,6 mm Dureza de la capa 60 a 65 RC El N2 absorbido en el proceso por el acero proviene del amoniaco que se incorpora al gas. El N2 absorbido en el proceso disminuye la velocidad critica de temple del acero. Por lo tanto la capa periferica de un acero carbononitrurado templa mucho mas facilmente, que un acero solo cementado. Podemos

22
TRATAMIENTOS TERMICOS
CARBONITRURACION La presencia del N aumenta la templabilidad. La presencia del N en la austenita del acero carbonitrurado cuando este es calentado a alta temperatura, da lugar a la mayor diferencia entre la cementacion y la nitruracion . La austenita con C y N se transforma en martensita a mas baja temperatura, y es mas estable a baja temperatura, debido al N. En este tratamiento suele quedar en la periferia austenita retenida

23
TRATAMIENTOS TERMICOS
CARBONITRURACION Se emplea un gas portador, y se suministra N, y C para producir la carbonitruracion. S agregamos hidrocarburos , metano, butano o propano, obtenemos C en cantidades necesarias y con el amoniaco obtenemos el N.

24
TRATAMIENTOS TERMICOS
Hornos para cementacion gaseosa

25
TRATAMIENTOS TERMICOS
SULFINIZACION Mejora notablemente la resistencia al desgaste. Temperaturas de 565° Banos de de dos sales de bajo punto de fusion: Carbonato sodico, cianuro sodico y cloruro de potasio y una sal portadora de azufre, cloruro de potasio, cianuro sodico y sulfito de sodio.

26
El proceso es el siguiente;
1 – Mecanizado de las piezas, con un sobrematerial de 0.02 mm 2 – Precalentamiento para no enfriar el bano. 3 – introducir las piezas en el bano a 565°. Con 60 minutos 0,15 mm de espesor Con 3 horas se consiguen 0,3 mm 4 Sacar las piezas del horno e introducirlas en el agua para que desprendan las sales. 5 rectificado de las piezas Propiedad : resistencia al desgaste.

27
TRATAMIENTOS TERMICOS
DIFERENTES CLASES DE TRATAMIENTOS

28
Eutectoide Laminar SAE 1085 Estructura de martensita gruesa sobre una base de austenita retenida Eutectoide parcialmente Globulizado SAE 1085 Martensita revenida SAE 1085, Agujas de martensita y sorbita Estructura martensitica enfriada en aceite Martensita de alto revenido y sorbita

29
TRATAMIENTOS TERMICOS
Acero de bajo carbono laminado en frio y recocido a distintas temperaturas, se obtienen diferentes estructuras.

30
TRATAMIENTOS TERMICOS
Microconstituyentes de los aceros FERRITA: Fe casi puro, contiene 0,008 % de C Es uno de los constituyentes de la Perlita Ferrita Perlita

31
TRATAMIENTOS TERMICOS
Microconstituyentes de los aceros PERLITA: Constituyente eutectoide tiene 87 % de Ferrita y 13 % de Cementita. Es laminar o globular

32
TRATAMIENTOS TERMICOS
Microconstituyentes de los aceros CEMENTITA: Es uno de los constituyentes de los aceros. Es un compuesto íntermetálico, Carburo de Fe, CFe3

33
TRATAMIENTOS TERMICOS
MICROCONSTITUYENTES DE LOS ACEROS MARTENSITA : Es el constituyente típico de los aceros templados. Esta formado por una solución sólida sobresaturada de CFe3 en Fe alfa. Se obtiene por enfriamiento rápido de los aceros desde alta temperatura

34
TRATAMIENTOS TERMICOS
OCONSTITUYENTES DE LOS ACEROS TROOSTITA :Es un agregado extremadamente fino de cementita y Fe alfa. Se produce por enfriamiento de la austenita a velocidad ligeramente inferior a la critica de de temple. Es un constituyente radial, aparece acompañando a la marteñita y a la austenita , situandose en los contornos de los cristales.

35
TRATAMIENTOS TERMICOS
MICROCONSTITUYENTES DE LOS ACEROS SORBITA: Es un agregado de cementita y Fe alfa Se obtiene por enfriamiento de la austenita a velocidad bastante inferior a la critica de temple.Su resistencia es de 88 a 140 Kg/mm², su dureza de 250 a 400 Brinell, alargamiento 10a 20% Es el constituyente de todos los aceros forjados y laminados. Se presenta en forma de gusanitos, con bajos aumentos aparece como una mancha difusa.

36
TRATAMIENTOS TERMICOS
MICROCONSTITUYENTE DE LOS ACEROS BAINITA: Es un tratamiento que se obtiene del enfriamiento isotermico de los aceros. Enfriamiento en hornos de sales a temperatura constante. Es una estructura de martempering.

37
TRATAMIENTOS TERMICOS
MICROCONSTITUYENTES DE LOS ACEROS CARBUROS Son compuestos intermetalicos que se forman al combinarse con el C. Tienen 3 formas de generarse: 1 - Carburos simples formados por un elemento especial combinado con el carbono. 2 – Carburos dobles de un elemento especial y Fe. 3 – Carburos constituidos por mezclas isomorfas de un carburo simple con carburo de Fe.

38
TRATAMIENTOS TERMICOS
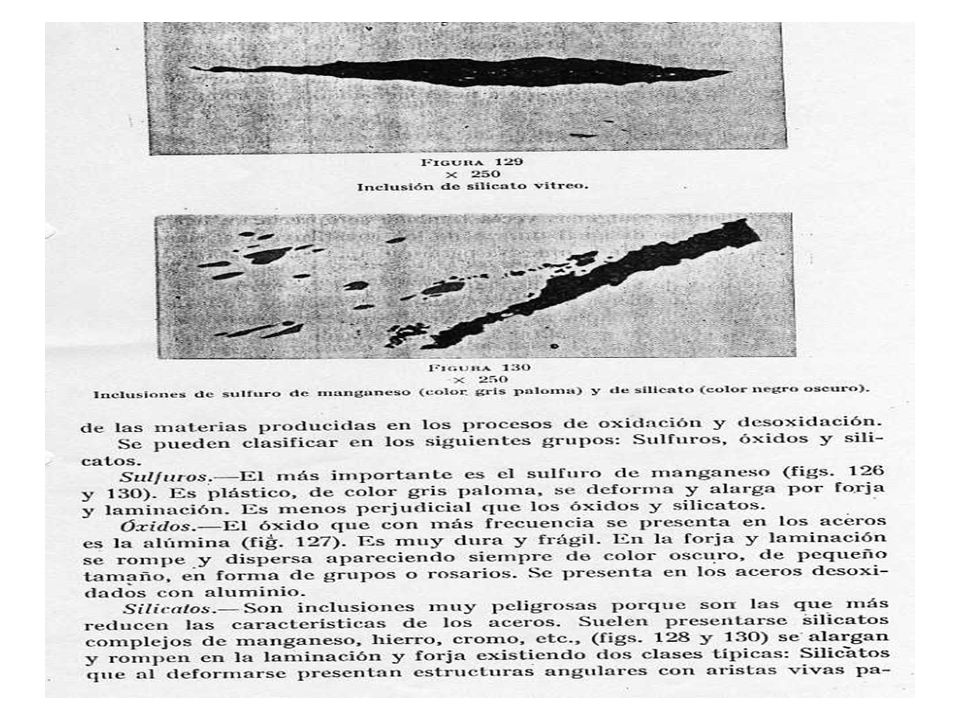
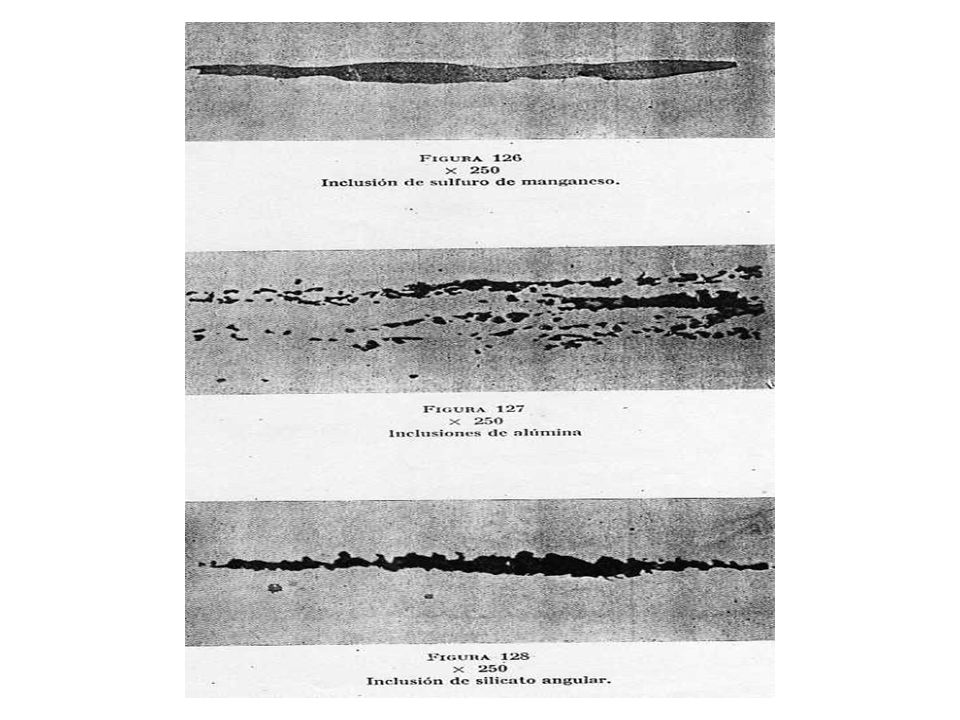
MICROCONSTITUYENTES DE LOS ACEROS INCLUSIONES NO METALICAS : Son elementos extranos a la matriz metalica que aparecen en los aceros. Siendo muy perjudicial su presencia. Pueden prevenir de la escoria, del refractario, etc. se pueden clasificar en : Sulfuros, oxidos y silicatos,

Presentaciones similares