Descargar la presentación
La descarga está en progreso. Por favor, espere

1
FUNDAMENTOS DE LOS TRATAMIENTOS TÉRMICOS
OBJETIVO: Obtener constituyentes metaestables sometiendo a la austenita a enfriamientos más rápido que el recogido en el diagrama Fe-C CONSTITUYENTES ESTABLES: (V=50ºC/s) Ferrita, Perlita, Cementita. CONSTITUYENTES METAESTABLES:( V>50ºC/s o T.I.) Martensita, Bainita, Troostita, Sorbita FUNDAMENTOS DE LOS TRATAMIENTOS TÉRMICOS
 Ferrita, Perlita, Cementita. CONSTITUYENTES METAESTABLES:( V>50ºC/s o T.I.) Martensita, Bainita, Troostita, Sorbita. FUNDAMENTOS DE LOS TRATAMIENTOS TÉRMICOS.")
2
CONSTITUYENTES METAESTABLES
MARTENSITA: V. ENFRIAMIENTO>600ºC/s SOLUCIÓN SOLIDA DE Feα EN C CONSTITUYENTE BÁSICO ACEROS TEMPLADOS BAINITA: V. ENFRIAMIENTO ENTRE 275ºC/s Y 500ºC/s MEZCLA DIFUSA DE CEMENTITA Y FERRITA OTROS: TROOSTITA Y SORBITA

3
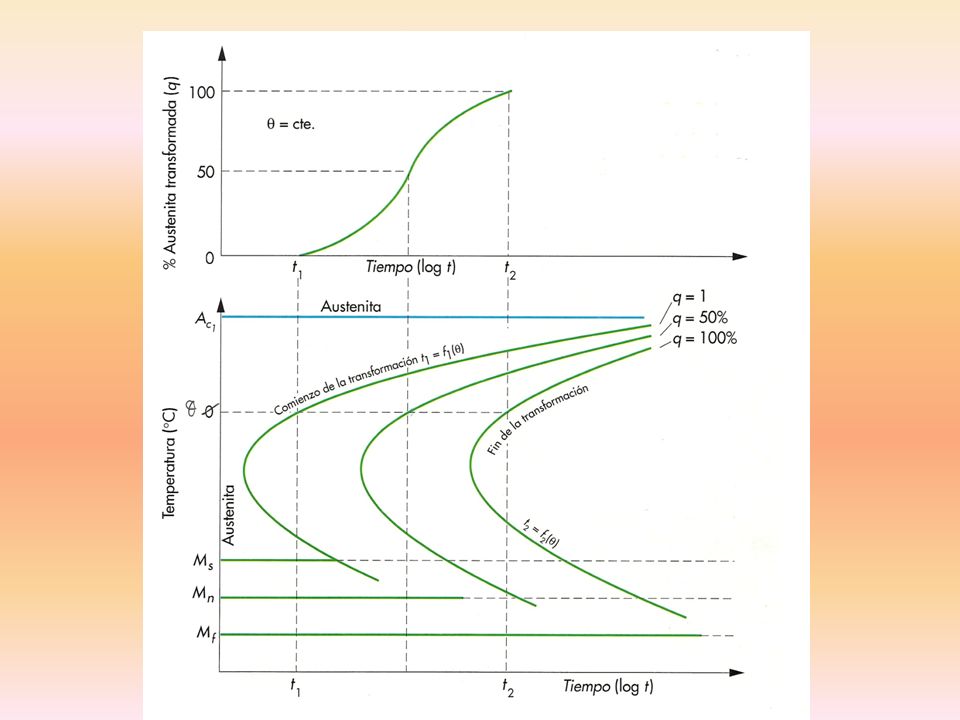
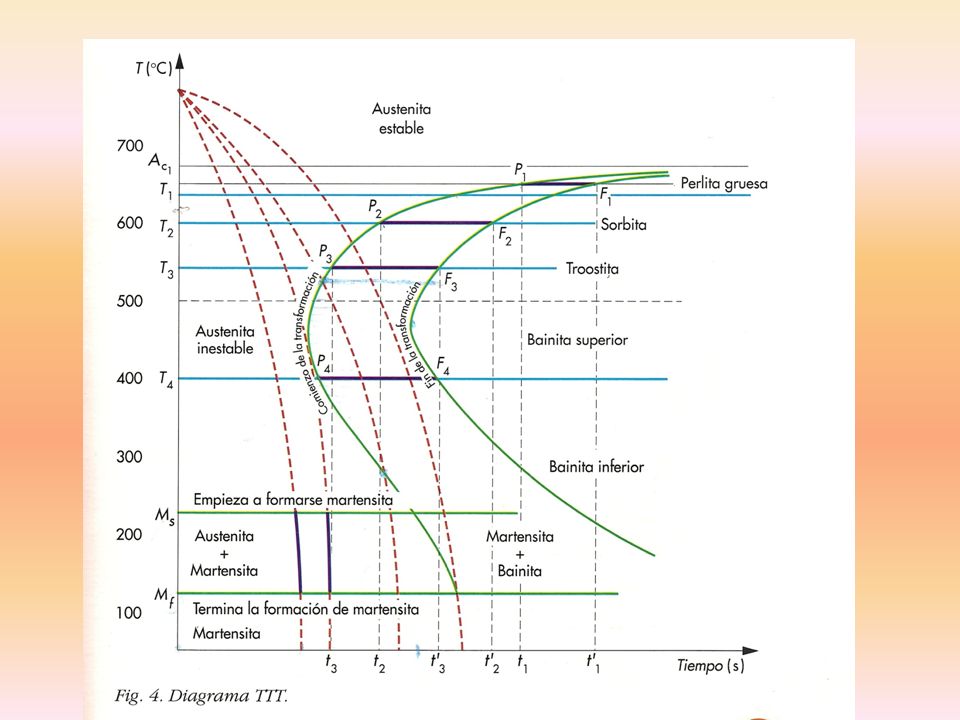
CURVAS TTT( TRANSFORMACIÓN-TIEMPO-TEMPERATURA
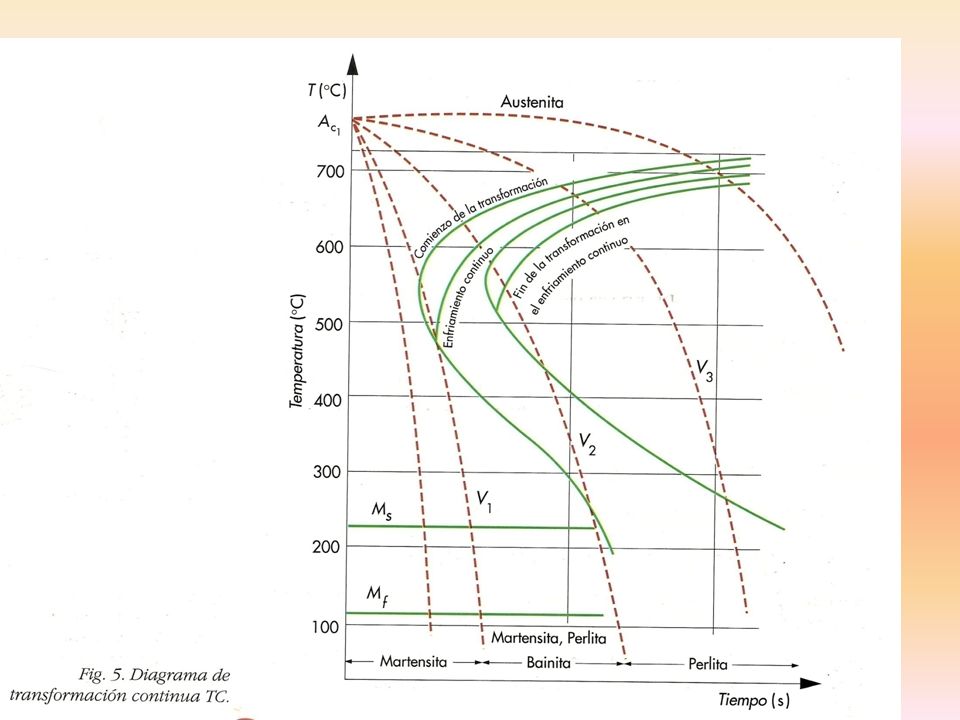
SIRVEN PARA ESTUDIAR LA TRANSFORMACIÓN DE LA AUSTENITA RELACIONAN LA TRANSFORMACIÓN FRENTE A t Y T. TIPOS DE TRANSFORMACIÓN: ISOTERMAS Y ENFRIAMIENTO CONTÍNUO

6
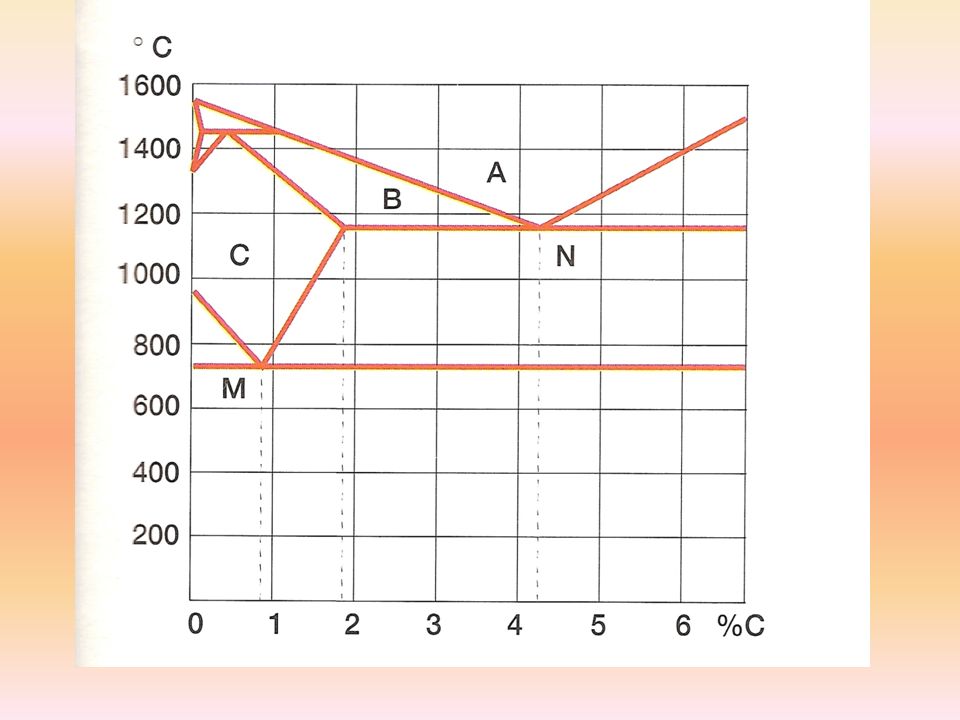
t TRANSFORMACIÓN EN FUNCIÓN DE T EN TRANSFORMACIÓN ISOTERMA. 2. TAMAÑO DE GRANO EN FUNCIÓN DE VELOCIDAD DE ENFRIAMIENTO (1)(2)(3)(4) 3. T< 500ºC= BAINITA BAJA DIFUSIÓN ALTA DIFERENCIA ENERGÉTICA 4. MARTENSITA (6) MUY DURA TETRAGONAL C.C. 5. VELOCIDAD CRITICA DE TEMPLE (7) 6. MEZCLA PERLITA Y MARTENSITA(5) 7. OBTENCIÓN DE BAINITA (8) 7=VELOCIDAD CRITICA DE TEMPLE
(2)(3)(4) 3. T< 500ºC= BAINITA. BAJA DIFUSIÓN. ALTA DIFERENCIA. ENERGÉTICA. 4. MARTENSITA (6) MUY DURA. TETRAGONAL C.C. 5. VELOCIDAD CRITICA. DE TEMPLE (7) 6. MEZCLA PERLITA Y MARTENSITA(5) 7. OBTENCIÓN DE BAINITA (8) 7=VELOCIDAD CRITICA DE TEMPLE.")
7
TRANSFORMACIÓN MARTÉNSICA
MARTENSITA (SOLUCIÓN SOBRESATURADA DE C EN Fe α) OBTENIDA POR ENFRIAMIENTO RÁPIDO DE AUSTENITA NO SE PRODUCE DIFUSIÓN, SINO CAMBIO DE ESTRUCTURA DEBIDO A QUE SE PRODUCE A T BAJA (tetragonal centrada en el cuerpo) EL PROGRESO DE LA TRANSFORMACIÓN DEPENDE DE T NO DE TIEMPO (TRANSFORMACIÓN ATÉRMICA) Ms-Mf COMIENZA A TEMP. Ms Y TERMINA A TEMP. Mf. AUMENTO DE VOLUMEN DE AUSTENITA –MARTENSITA LA CANTIDAD DE MARTENSITA FORMADA AUMENTA SI DISMINUYE T Ms DISMINUYE AL AUMENTAR [C] O ELEMENTOS ALEADOS.
 OBTENIDA POR ENFRIAMIENTO RÁPIDO DE AUSTENITA. NO SE PRODUCE DIFUSIÓN, SINO CAMBIO DE ESTRUCTURA DEBIDO A QUE SE PRODUCE A T BAJA (tetragonal centrada en el cuerpo) EL PROGRESO DE LA TRANSFORMACIÓN DEPENDE DE T NO DE TIEMPO (TRANSFORMACIÓN ATÉRMICA) Ms-Mf. COMIENZA A TEMP. Ms Y TERMINA A TEMP. Mf. AUMENTO DE VOLUMEN DE AUSTENITA –MARTENSITA. LA CANTIDAD DE MARTENSITA FORMADA AUMENTA SI DISMINUYE T. Ms DISMINUYE AL AUMENTAR [C] O ELEMENTOS ALEADOS.")
8
MARTENSITA TETRAGONAL CENTRADA EN EL CUERPO

10
TRATAMIENTOS METÁLICOS
SIRVEN PARA POTENCIAR LAS PROPIEDADES MECÁNICAS (DUREZA, RESISTENCIA, PLASTICIDAD) 2. TÉRMICO, TERMOQUÍMICO, MECÁNICO, SUPERFICIAL. 3. NO DEBEN ALTERAR DE FORMA NOTABLE LA COMPOSICIÓN QUÍMICA 4. TERMICOS: TEMPLE, REVENIDO, NORMALIZADO, RECOCIDO 5. TERMOQUÍMICOS: NITRURACIÓN, CARBONITRURACIÓN, SULFINIZACIÓN. 6. MECÁNICOS: EN CALIENTE, EN FRÍO 7. SUPERFICIALES: CROMADO, METALIZACIÓN
 2. TÉRMICO, TERMOQUÍMICO, MECÁNICO, SUPERFICIAL. 3. NO DEBEN ALTERAR DE FORMA NOTABLE LA COMPOSICIÓN QUÍMICA. 4. TERMICOS: TEMPLE, REVENIDO, NORMALIZADO, RECOCIDO. 5. TERMOQUÍMICOS: NITRURACIÓN, CARBONITRURACIÓN, SULFINIZACIÓN. 6. MECÁNICOS: EN CALIENTE, EN FRÍO. 7. SUPERFICIALES: CROMADO, METALIZACIÓN.")
11
TRATAMIENTOS TÉRMICOS
CALENTAMIENTO Y ENFRIAMIENTO CAMBIA SU ESTRUCTURA CRISTALINA (TAMAÑO DE GRANO) NO SE ALTERA SU COMPOSICIÓN QUÍMICA TEMPLE, RECOCIDO, NORMALIZADO, RECOCIDO
 NO SE ALTERA SU COMPOSICIÓN QUÍMICA. TEMPLE, RECOCIDO, NORMALIZADO, RECOCIDO.")
12
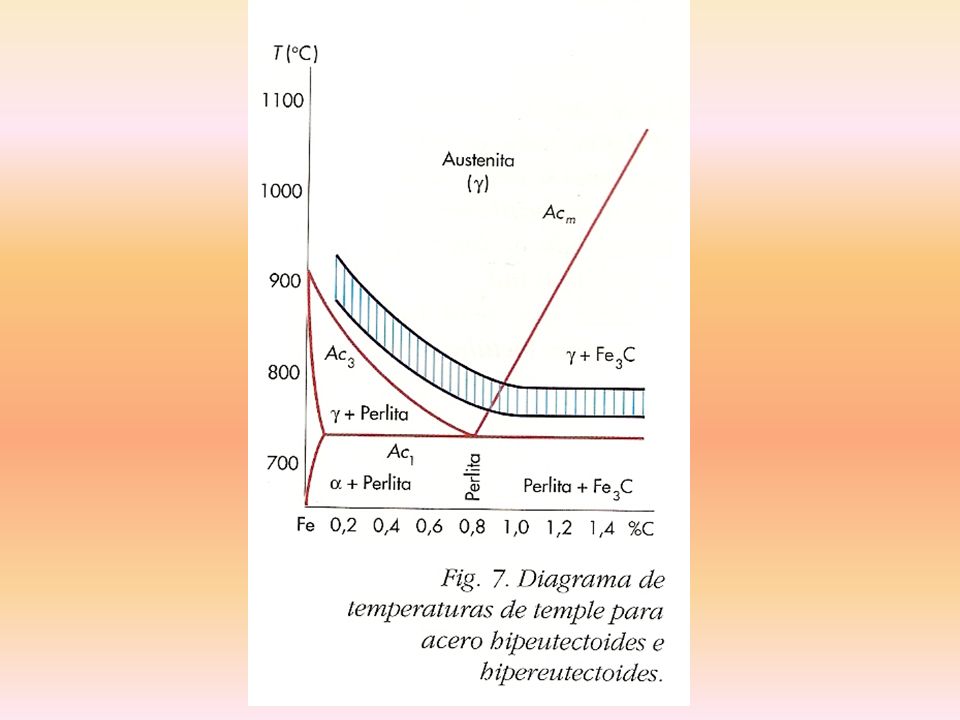
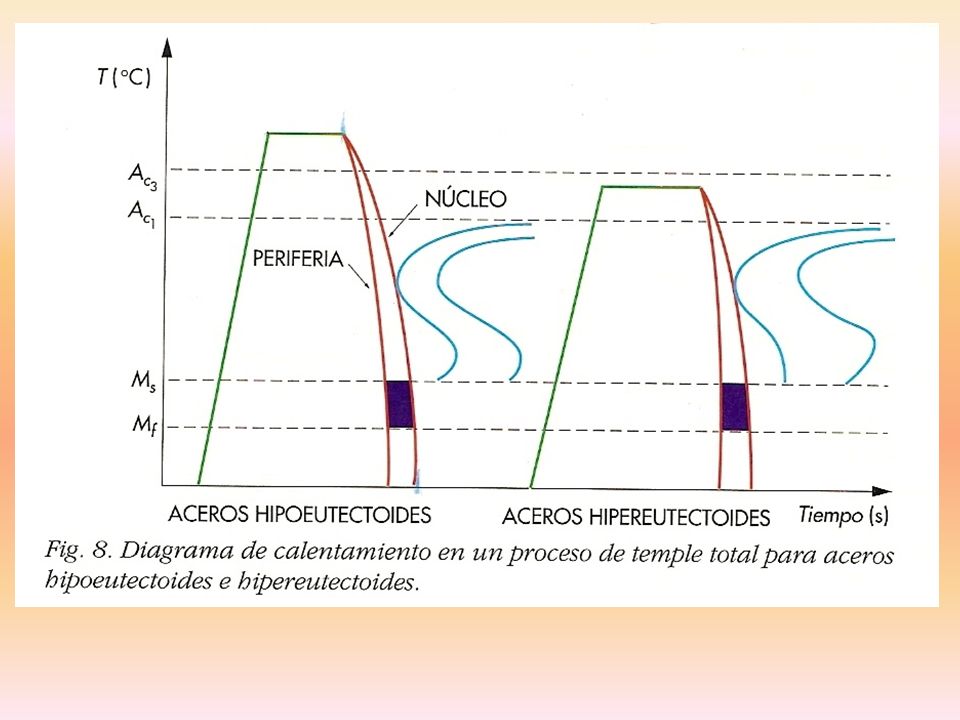
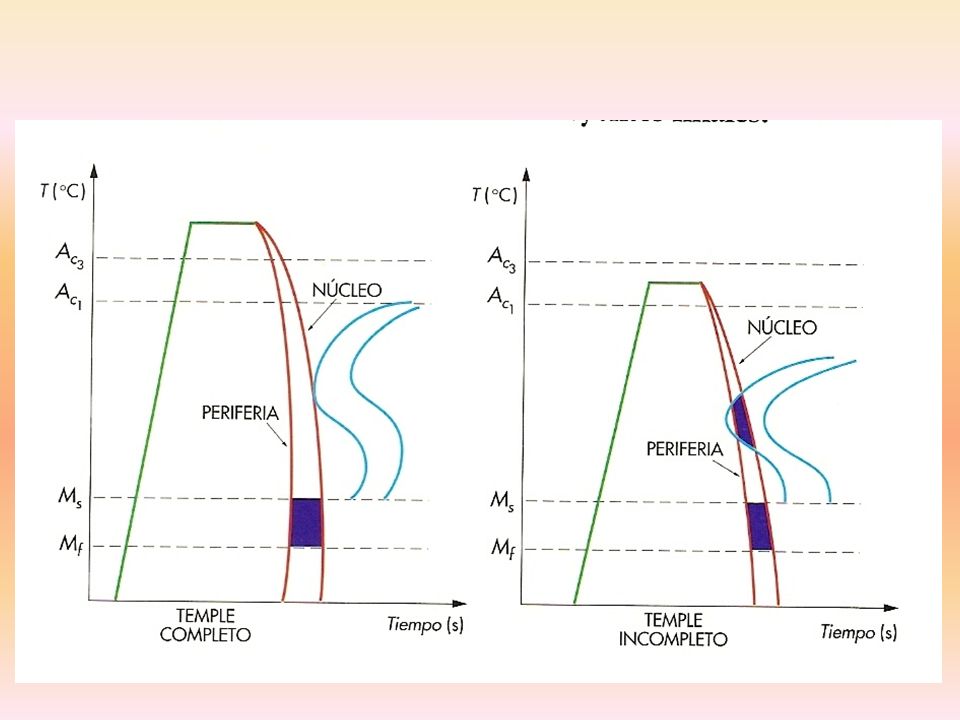
TEMPLE 1. DEFINICIÓN: AUSTENIZACIÓN DEL ACERO. CALENTAMIENTO HASTA 723ºC Y RÁPIDO ENFRIAMIENTO HASTA OBTENER UNA ESTRUCTURA MARTENSITICA. 2. DEPENDE DE LA TEMPLABILIDAD (SITUACIÓN CURVAS TTT DESPLAZADAS A LA DERECHA) Y VELOCIDAD DE ENFRIAMIENTO (MEDIO REFRIGERANTE) Y TAMAÑO DE LA PIEZA. 3. TRES ETAPAS DE ENFRIAMIENTO 4. NO ES UN TRATAMIENTO FINAL. NECESITA DE UN REVENIDO (BONIFICADO) 5. RESULTADO: METAL MUY DURO Y DE MUCHA RESISTENCIA MECÁNICA. 2.
 Y VELOCIDAD DE ENFRIAMIENTO (MEDIO REFRIGERANTE) Y TAMAÑO DE LA PIEZA. 3. TRES ETAPAS DE ENFRIAMIENTO. 4. NO ES UN TRATAMIENTO FINAL. NECESITA DE UN REVENIDO (BONIFICADO) 5. RESULTADO: METAL MUY DURO Y DE MUCHA RESISTENCIA MECÁNICA. 2.")
13
ETAPAS DEL TEMPLE

17
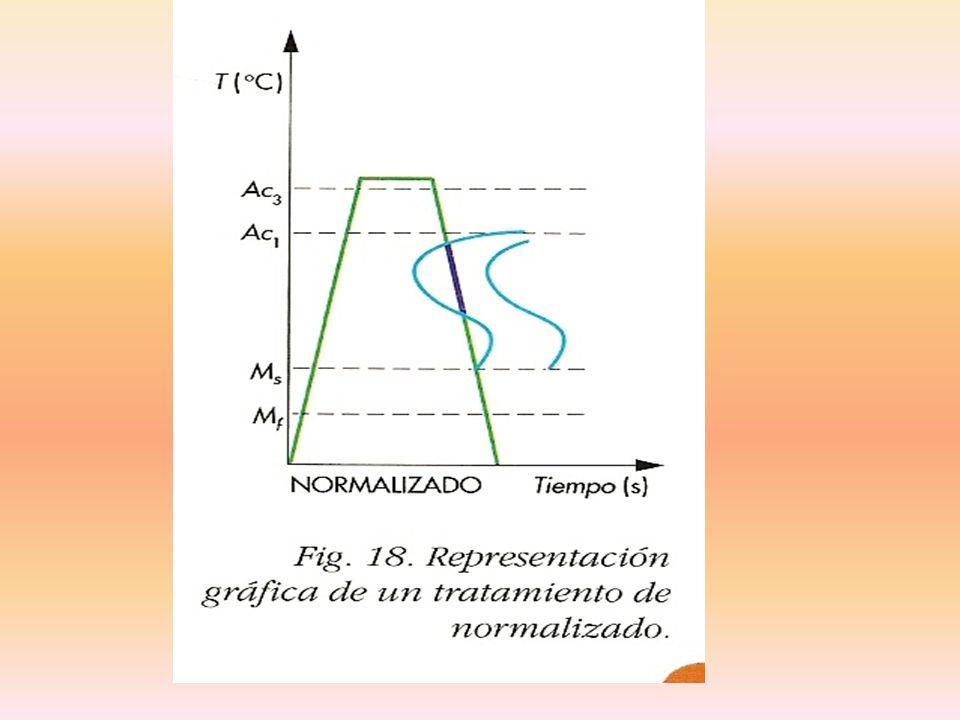
NORMALIZADO CONCEPTO: CALENTAMIENTO A3 PLUS 50º o A1 SEGUIDO DE ENFRIAMIENTO AL AIRE. ENFRIAMIENTO NO MUY ELEVADO. SE FORMA PERLITA Y FERRITA o CEMENTITA GRANO FINO SE USA PARA AFINAR GRANO Y HOMOGENEIZAR DESTRUYE LA ANISOTROPIA SE TRATA DE NORMALIZAR LAS PROPIEDADES DEL METAL

19
RECOCIDO PROCESO: CALENTAMIENTO IGUAL QUE NORMALIZADO Y ENFRIAMIENTO MUY LENTO. RESULTADO: ELIMINA TENSIONES INTERNAS, MAYOR PLASTICIDAD Y MAQUINIDAD. ACERO HIPOEUTECTOIDE: FERRITO- PERLITICA ACEROS HIPERECUTECTOIDE: CEMENTITO-PERLITICA. DIFERENCIAS ENTRE ENFRIAMIENTOS EN TEMPLE, NORMALIZADO Y RECOCIDO (VELOCIDAD ENFRIAMIENTO).
.")
20
TIPOS DE RECOCIDOS DE AUSTENIZACIÓN COMPLETA O REGENERACIÓN:
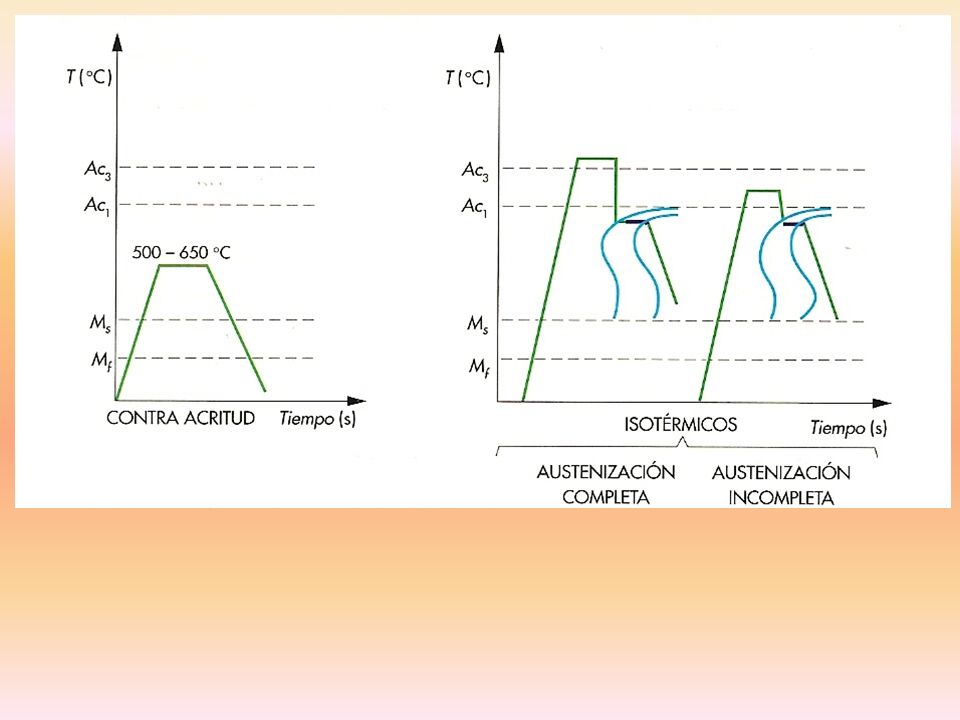
EN ACEROS HIPOEUTECTOIDES, POR ENCIMA DE A3. DE AUSTENIZACIÓN INCOMPLETA: ACEROS HIPEREUTECTOIDES. ENTRE AC1 Y ACM (GLOBULAR) SUBCRITICO: POR DEBAJO DE A1. PARA ABLANDAR LOS ACEROS HIPOEUTECTOIDE (ABLANDAMIENTO) ISOTERMICO: MANTENIENDO A T<A1. PUEDE SER COMPLETO O INCOMPLETO. DE HOMOGENEIZACIÓN: HOMOGENEIZA LA ESTRUCTRA. DE RECRISTALIZACIÓN Y RELAJACIÓN DE TENSIONES
 SUBCRITICO: POR DEBAJO DE A1. PARA ABLANDAR LOS ACEROS HIPOEUTECTOIDE (ABLANDAMIENTO) ISOTERMICO: MANTENIENDO A T<A1. PUEDE SER COMPLETO O INCOMPLETO. DE HOMOGENEIZACIÓN: HOMOGENEIZA LA ESTRUCTRA. DE RECRISTALIZACIÓN Y RELAJACIÓN DE TENSIONES.")
21
AUSTENIZACIÓN INCOMPLETA
SUBCRÍTICO

23
TRATAMIENTOS ISOTÉRMICOS
EL ENFRIAMIENTO CONTINUO SE INTERRUMPE O MODIFICA DURANTE CIERTOS INTERVALOS DE TEMPERATURA. PARA OBTENER PIEZAS MUY TENACES, POCAS DEFORMACIONES Y TENSIONES INTERNAS. MARTEMPERING, AUSTEMPERING, PATENTING.

25
MARTEMPERING PIEZA A T LIGERAMENTE SUPERIOR A MS HASTA UNIFORMAR TEMPERATURAS EXTERIOR E INTERIOR ENFRIADO AL AIRE Y REVENIDO SE EVITA LAS DEFORMACIONES Y GRIETAS REQUIERE ACEROS DE ALTA TEMPLABILIDAD

27
AUSTEMPERING PIEZA A T SUPERIOR A MS HASTA TRANSFORMACIÓN COMPLETA EN BAINITA SE ENFRIA AL AIRE SE ANULAN LOS RIESGOS DE DISLOCACIONES GRIETAS SE CONSIGUE UNA MAYOR TENACIDAD QUE EN EL TEMPLE NORMAL NO NECESITA REVENIDO

28
PATENTING INTRODUCIR EL ACERO AUSTENIZADO EN BAÑO Pb A º HASTA PERLITA FINA. SE USA PARA FABRICAR ALAMBRES LA PERLITA FINA ES MUY DÚCTIL TREFILADO

29
TRATAMIENTOS TÉRMICOS SUPERFICIALES
ENDURECEN LA SUPERFICIE MEJORA FRENTE A FATIGA Y DESGASTE TEMPLE SUPERFICIAL A LA LLAMA TEMPLE POR INDUCCIÓN TEMPLE POR RAYO LÁSER TEMPLE POR BOMBARDEO ELECTRÓNICO

30
TEMPLE SUPERFICIAL A LA LLAMA
SOPLETE ACETILENO/PROPANO A 2000/3000ºC CALOR A INTERVALOS SOLO LA SUPERFICIE SE AUSTENIZA SE CONSIGUEN CAPAS DURAS DE 0.8 A 6.5 mm MEJORA FATIGA POR TENSIONES RESIDUALES REVENIDO POSTERIOR INCONV.CONTROLAR LA PROFUNDIDAD TEMPLE

31
TEMPLE POR INDUCCIÓN LEY DE INDUCCIÓN DE LENZ. EFECTO JOULE:
EL ESPESOR DEPENDE INVERS. DE LA f DEL CAMPO ESPESORES DESDE 0,4 a 9 mm DESPUES DEL CICLO DE CALENTEMIENTO, TEMPLE.

32
TEMPLE POR RAYO LÁSER RAYO LÁSER: RADIACCIÓN INFRARROJA
PRODUCE CALOR AL IMPACTAR CON SUP. METAL AUTOTEMPLE DEBIDO AL GRADIENTE TÉRMICO PROFUNDIDADES < 2mm EQUIPO CARO ÚTIL EN PIEZAS CON SUPERFICIES DE DIFICIL ACCESO

33
TEMPLE POR BOMBARDEO ELECTRÓNICO
BOMBARDEO POR CHORRO ELECTRÓNICO CARACTERÍSTICAS SIMILARES AL RAYO LÁSER

35
T.TERMOQUÍMICOS CALENTAMIENTOS Y ENFRIAMIENTOS PARA AÑADIR NUEVOS ELEMENTOS Y MODIFICAR LA COMPOSICIÓN QUÍMICA SUPERFICIAL SE MEJORA LAS PROPIEDADES SUPERFICIALES: R. AL DESGASTE, DUREZA Y R. A CORROSIÓN CEMENTACIÓN, NITRURACIÓN, CARBONI- TRURACIÓN, SULFINIZACIÓN.

36
CEMENTACIÓN AÑADIR CARBONO POR DIFUSIÓN A 900ºC EN ACEROS <0,3%C
AUMENTA LA DUREZA SUPERFICIAL SE REALIZA MEDIANTE ATMOSFERA CARBURANTE 2CO CO₂ ₊ C EL C ABSORBIDO DEPENDE DE : COMPOSICIÓN QUÍMICA ACERO NATURALEZA ATMOSFERA CARBURANTE TEMPERATURA Y TIEMPO ZONAS: CAPA CEMENTADA Y ALMA CAPA DURA (25%-50%) DE LA CEMENTADA SE REALIZA REVENIDO PARA ELEMINAR TENSIONES DESCARBURACIÓN DEL ACERO
 DE LA CEMENTADA. SE REALIZA REVENIDO PARA ELEMINAR TENSIONES. DESCARBURACIÓN DEL ACERO.")
37
NITRURACIÓN ENDURECIMIENTO SUPERFICIAL EXTRAORDINARIO MEDIANTE N EN UNA ATMOSFERA DE AMONIACO 2NH₃ N ₊ 3H₂ TEMPERATURA ↝500ºC TEMPLE Y REVENIDO ES PREVIO Y NO POSTERIO EL N SE INTRODUCE PARA FORMAR NITRUROS (AL,W) INSOLUBLES, NO COMO SOLUCIÓN SÓLIDA. AUMENTO DE VOLUMEN QUE PROVOCA DUREZA EL ACERO DEBE SER <0,4% C Y CON AL LA NITRURACIÓN AUMENTA LA R A LA FATIGA Y A LA CORROSIÓN. AL,Cr,w,Mo,V: FORMADORES DE NITRUROS
 INSOLUBLES, NO COMO SOLUCIÓN SÓLIDA. AUMENTO DE VOLUMEN QUE PROVOCA DUREZA. EL ACERO DEBE SER <0,4% C Y CON AL. LA NITRURACIÓN AUMENTA LA R A LA FATIGA Y A LA CORROSIÓN. AL,Cr,w,Mo,V: FORMADORES DE NITRUROS.")
38
CARBONITRURACIÓN AUMENTO DE DUREZA POR ABSORCIÓN DE C-N
ATMOSFERA CEMENTANTE MÁS NITRÓGENO TEMPERATURA ENTRE 750º-800ºC N AUMENTA LA TEMPLABILIDAD DEL ACERO ENDURECIMIENTO POR SOLUCIÓN SOLIDA DE C-N NO ES NECESARIO LOS FORMADORES DE NITRUROS DUREZA ALCANZADA INFERIOR A LA NITRURACIÓN REVENIDO POSTERIOR BAJA T <175ºC TRATAMIENTO PARA PIEZAS DE GRAN ESPESOR CIANURACIÓN: EN BAÑOS Y NO ATMOSFERA GASEOSA

39
SULFINIZACIÓN INCORPORA C, N, S EN BAÑO A 565ºC
DOS SALES: DE CIANURACIÓN Y AZUFRE AUMENTO RESISTENCIA AL DESGASTE DISMINUYE SU COEFICIENTE DE ROZAMIENTO SE FAVORECE LA LUBRICACIÓN

40
TRATAMIENTOS MECÁNICOS
MEJORAN LAS CARACTERÍSTICAS METÁLICAS POR DEFORMACIÓN EN CALIENTE O EN FRÍO CALIENTE: FORJA. AFINA EL GRANO, ELIMINA SOPLADURAS Y CAVIDADES FRÍO: DEFORMACIÓN POR TREFILADO, LAMINACIÓN O GOLPEO A T AMBIENTE AUMENTA LA DUREZA Y RESISTENCIA DISMINUYE LA PLASTICIDAD Y DUCTILIDAD

41
TRATAMIENTOS SUPERFICIALES
MODIFICA SUPERFICIE SIN VARIAR COMPOSICIÓN NO ES NECESARIA LA APORTACIÓN DE CALOR CROMADO: Cr SOBRE LA SUPERFICIE DISMINUYE EL ROZAMIENTO INCREMENTA DUREZA SUPERFICIAL Y R. DESGASTE METALIZADO: PULVERIZACIÓN DE METAL FUNDIDO SOBRE LA SUPERFICIE DE OTRO.

Presentaciones similares




.>")
















