Descargar la presentación
La descarga está en progreso. Por favor, espere

1
REDUCCION DEL TIEMPO DE MONTAJE
Tercer pilar del Mantenimiento Productivo Total

2
Sección 1 Principios de Reducción del Tiempo de Montaje

3
El Marco de las Mejores Prácticas
EXCELENCIA ADMINISTRATIVA FLUJO DEL PROCESO MANTENIMIENTO AUTÓNOMO MANTENIMIENTO CENTRADO EN EL NEGOCIO REDUCCIÓN DEL TIEMPO DE MONTAJE CALIDAD CADENA DE PROVISIÓN COMPETITIVIDAD CLASE MUNDIAL 5S MEJORA ENFOCADA TRABAJO EN EQUIPO MEDICIÓN VISUAL DEL DESEMPEÑO LIDERAZGO Y GESTIÓN DEL CAMBIO

4
Reducción del Tiempo de Montaje
Reducción del Tiempo de Montaje es la Mejor Práctica de reducir el tiempo de paro causado por el montaje o cambio entre diferentes modos de producción. Esto se logra: separando las actividades internas de las externas convirtiendo las actividades internas en actividades externas modernizando todas las actividades eliminando la necesidad de ajustes y permitiendo así que la producción sea estable y el comienzo inmediato. También se llama SMED – Intercambio de Moldes en un Solo Minuto. Teamwork is the best practice of empowering the people in the workplace to achieve a common goal of improved performance by developing them into a cohesive, flexible and autonomous team, which acts as a small business unit in the organisation.

5
Montajes y Cambios ¿Qué significa ‘montaje’?
Un montaje es la actividad de preparar el equipamiento y/o los procesos al comienzo de una tanda de producción. Un cambio de producto es la actividad de parar la producción y montar el equipamiento y/o procesos para producir un producto diferente. Los términos ‘montaje’ y ‘cambio de producto’ se usan indistintamente a través de esta presentación sin diferencia de significado dado que los principios son esencialmente los mismos. Ejercicio: Dar un ejemplo de montaje y de un cambio de producto en su planta

6
Los montajes normalmente siguen los siguientes pasos:
Preparar las partes, herramientas, material e información. Eliminar las partes, moldes, herramientas y material viejos. Montar las partes, moldes, herramientas y material nuevos. Establecer las posiciones, dimensiones, medidas y demás variables. Hacer tandas de prueba y ajustar adecuadamente.

7
Definición del Tiempo de Montaje
100% Salida 0% Rampa Abajo Pare Rampa Arriba Tiempo de Cambio / Montaje

8
La Necesidad de Montajes Rápidos
¿Por qué reducir el tiempo de montaje? ¿Por qué no aumentar simplemente el tamaño de las partidas?

9
Los Siete Mayores Desperdicios
Sobreproducción Espera Manejo de los materiales Procesamiento innecesario Inventario Movimientos Corrección ¿Cuáles de estos desperdicios son causados por los montajes largos?

10
Beneficios de la Reducción del Tiempo de Montaje
Flexibilidad para responder ante los clientes Niveles reducidos de existencias de bienes terminados Mayor eficiencia del equipamiento Reducción del desperdicio de material durante los montajes Requiere menor capacidad (operadores) Planificación más precisa de la producción Mayor rendimiento y rentabilidad ¡Es común lograr una reducción de hasta un 50% o más en el tiempo de montaje!
 Planificación más precisa de la producción. Mayor rendimiento y rentabilidad. ¡Es común lograr una reducción de hasta un 50% o más en el tiempo de montaje!")
11
Algunos Casos de Éxito

12
El Proceso SMED 1: Registren el proceso actual
Observen y documenten el proceso de montaje actual. Identifique todos los desperdicios – desperdicio de espera, desperdicio de caminar innecesariamente, desperdicio de correcciones, etc. 2: Separen las tareas Internas de las Externas Sólo pare la producción para las tareas que no pueden realizarse cuando se está produciendo– tareas ‘internas’ y ‘externas’. Las tareas internas son aquellas actividades de montaje que sólo se pueden hacer cuando se ha parado la producción, por ej. reemplazar repuestos. Las tareas externas son aquellas actividades de montaje que pueden hacerse antes de detener la producción o después de iniciarla, por ej. Ir a buscar los repuestos o herramientas y limpiar. Las tareas de desperdicio son aquellas que no deben hacerse – no agregan ningún valor, por ej. Andar buscando herramientas o repuestos. ¡Elimínenlas!

13
El Proceso SMED 3: Conviertan las Tareas Internas en Externas
Después de la separación, se pueden hacer más mejoras para cambiar las tareas internas a externas. Los ejemplos típicos giran alrededor de preparar las condiciones operativas, por ej. Pre-calentamiento, pre-ensamblaje o pre-carga de materia prima, o por medio de estandarización. 4: Racionalice todos los aspectos del montaje Para llegar a montajes de un solo minuto, será necesario racionalizar aún más todas las actividades de montaje (internas y externas). Las actividades internas pueden ser racionalizadas usando sujetadores de liberación rápida, actividades paralelas o mecanización. Un paso clave es eliminar los ajustes en todo lo posible. Las actividades externas se racionalizan principalmente por medio de mejores métodos de transporte y almacenamiento, como así también mejor identificación de los repuestos y herramientas.
. Las actividades internas pueden ser racionalizadas usando sujetadores de liberación rápida, actividades paralelas o mecanización. Un paso clave es eliminar los ajustes en todo lo posible. Las actividades externas se racionalizan principalmente por medio de mejores métodos de transporte y almacenamiento, como así también mejor identificación de los repuestos y herramientas.")
14
Pasos de la Reducción del Tiempo de Montaje
PASO CAMBIOS DE PRODUCTO 1. Punto de Partida 2. Separación de las tareas internas de las externas, eliminación de desperdicios 3. Conversión de las tareas internas a externas 4. Racionalice todas las acciones y elimine los ajustes

15
Reducción del Tiempo de Montaje
Tiempo de Montaje/Cambio Ideal 100% Ahora Meta Salida 0% Rampa Abajo Pare Rampa Arriba Tiempo de Cambio / Montaje

16
Comentarios Adicionales
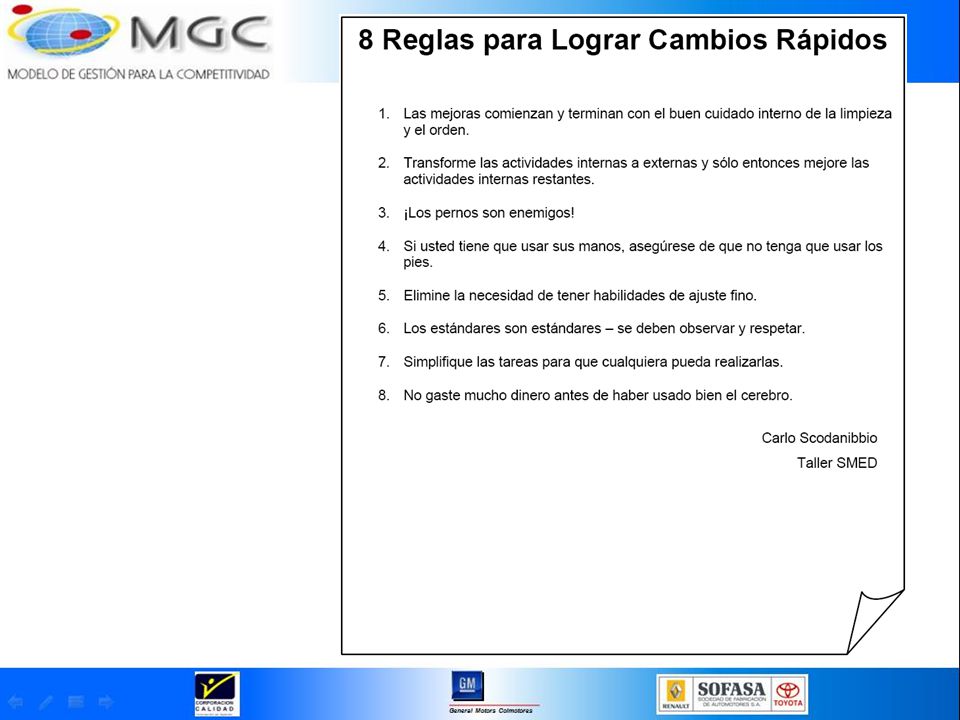
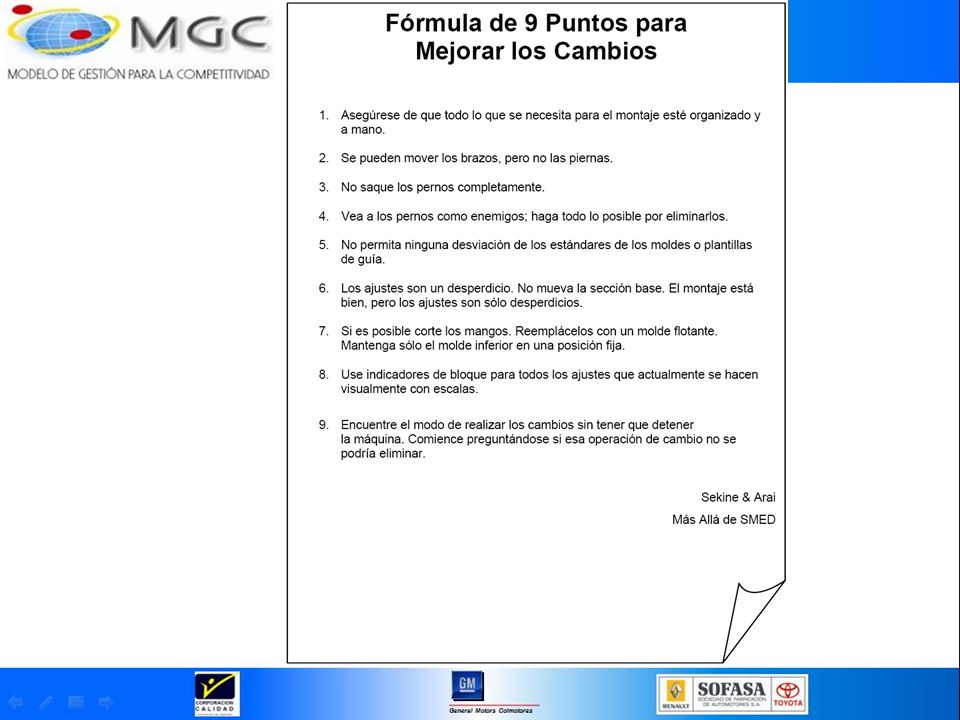
8 Reglas para lograr cambios rápidos. (Carlo Scodanibbio) Fórmula de 9 puntos para mejorar los cambios. (Sekine & Ara) DISCUTANLO
 Fórmula de 9 puntos para mejorar los cambios. (Sekine & Ara) DISCUTANLO.")
19
¡Concéntrese en los Atascaderos!
No tiene sentido aplicar SMED en donde no hay atascaderos :- Porque estos recursos, teniendo capacidad excesiva, ya deberían tener la posibilidad de cambiar herramientas o series sin afectar significantemente el flujo de producción ¡Porque el uso de recursos técnicos, financieros o humanos para aumentar la capacidad de estos recursos que no lo necesitan afectará los atascaderos en los que es urgente, si no vital, aumentar la capacidad! Graeme Walwyn Ansell

20
El Taller SMED Concentraremos nuestra energía en hacer SMED a través de un ejercicio Chispa y después usar el Proceso de cinco etapas para hacer que SMED sea sostenible y una manera de vida

21
Qué es un ejercicio Chispa?
Un proyecto estrechamente enfocado para producir mejoras rápidas e impresionantes, en vez de mejoras constantes y continuas. En japonés se los llama “kaikaku”. La Asociación para la Excelencia en Manufactura (AME) en Norteamérica ha combinado el concepto de kaizen (mejora continua) con el término blitz (chispa) para referirse a este tipo de ejercicio como 'kaizen blitz'.
 en Norteamérica ha combinado el concepto de kaizen (mejora continua) con el término blitz (chispa) para referirse a este tipo de ejercicio como kaizen blitz .")
22
Objetivos Lograr resultados rápidos, es decir 'mejoras de avanzada‘
Recoger la 'fruta que está a mano‘ Capacitar de manera práctica a los participantes para que realicen la solución estructurada de los problemas Motivar a todos en la organización para que sientan que '¡Podemos hacerlo!‘ Acelerar la vía de implementación de las mejores prácticas, tales como 5S

23
Participantes Un facilitador competente (interno o externo)
Los trabajadores/equipos y líder de equipo del área ‘Terceras personas’ (internas o externas) que puedan dar una opinión objetiva y mirar el proceso desde otro punto de vista Expertos en la materia, por ejemplo, proveedores de material, ingenieros de proceso, proveedores de equipo, etc.
 que puedan dar una opinión objetiva y mirar el proceso desde otro punto de vista. Expertos en la materia, por ejemplo, proveedores de material, ingenieros de proceso, proveedores de equipo, etc.")
24
Factores Clave de Éxito
Un sentido de urgencia para resolver un problema en particular o mejorar el desempeño en un área determinada Pleno compromiso de la gerencia con los esfuerzos Un buen facilitador que cumpla con las características mencionadas anteriormente Un equipo de apoyo que tenga una mezcla adecuada de aptitudes Un enfoque positivo a pesar del posible escepticismo de algunas personas Objetivos y metas realistas, aunque ambiciosos Herramientas y técnicas adecuadas Propiedad absoluta por parte del equipo de trabajo sobre el desafío y los resultados Seguimiento para asegurar que los resultados no disminuyen y que los equipos puedan aplicar lo aprendido en otros desafíos Deben existir otras Mejores Prácticas, como el trabajo en equipo y la medición visual del desempeño Uso de la metodología Blitz.

25
Posibles Obstáculos Un proceso poco confiable o inestable.
un proceso inválido, donde las mejoras son imposibles hasta que el proceso haya sido rediseñado. Un proceso en el que el apoyo externo que se necesita no existe o no está disponible. Las mejoras se hacen al equipo de trabajo en vez de ser realizadas por el mismo. El ejercicio Chispa se usa como una manera de reducir la mano de obra. Problemas del equipamiento que no se pueden resolver durante el ejercicio Chispa. El departamento o la organización tiene otras prioridades que pesan más que el tiempo y apoyo que necesita el equipo. La gerencia sólo habla del ejercicio, pero no está realmente implicada en el proceso. El ejercicio Chispa se ahoga o se convierte en un proceso pasivo y los esfuerzos no valen la pena

26
Modelo Kaizen Blitz • El Día 1 se usa para entrenar al equipo en los pasos de la solución estructurada de problemas (DMAIC) como así también en otras técnicas que pueden necesitar para alcanzar sus metas, por ej. reducción del tiempo de montaje, 5S y cartas de balance del operador. • El Día 2 se usa para observación, recoger datos y análisis y para comprender el problema y la situación que lo rodea. • El Día 3 se usa para identificar las causas raíz del problema y desarrollar soluciones. • El Día 4 se usa para implementar y comprobar la solución. Si algunas soluciones se implementaron el día anterior, ahora deben ser refinadas. • El Día 5 se dedica a consolidar el proceso documentando el enfoque, el análisis, las contramedidas seleccionadas, los resultados y las recomendaciones para el camino a seguir. ¡También se celebran los éxitos! • Como seguimiento, se debe hacer que las soluciones sean sostenibles y que se implementen las acciones adicionales que se hayan recomendado.
 como así también en otras técnicas que pueden necesitar para alcanzar sus metas, por ej. reducción del tiempo de montaje, 5S y cartas de balance del operador. • El Día 2 se usa para observación, recoger datos y análisis y para comprender el problema y la situación que lo rodea. • El Día 3 se usa para identificar las causas raíz del problema y desarrollar soluciones. • El Día 4 se usa para implementar y comprobar la solución. Si algunas soluciones se implementaron el día anterior, ahora deben ser refinadas. • El Día 5 se dedica a consolidar el proceso documentando el enfoque, el análisis, las contramedidas seleccionadas, los resultados y las recomendaciones para el camino a seguir. ¡También se celebran los éxitos! • Como seguimiento, se debe hacer que las soluciones sean sostenibles y que se. implementen las acciones adicionales que se hayan recomendado.")
30
Método de Implementación de la Reducción del Tiempo de Montaje
Sección 2 Método de Implementación de la Reducción del Tiempo de Montaje

31
Resumen del Método para la implementación del Reducción del Tiempo de Montaje
Etapa 1 : Paros Largos - El montaje no es eficiente, con períodos de producción largos y no hay miras de reducir el tiempo de montaje Etapa 2 : Conciencia - Comprensión de los desperdicios, del montaje y de las técnicas de mejora; se hace la preparación Etapa 3 : Separación - Se separan las tareas internas de las externas y se transfiere la responsabilidad por el montaje a los operadores. Etapa 4 : Conversión - Las tareas internas se convierten a externas y se modernizan todas las tareas (por ej. Se eliminan los sujetadores) Etapa 5 : Paros Cortos (Pit stops) - El montaje se limita a menos de 10 minutos eliminando los ajustes
 Etapa 5 : Paros Cortos (Pit stops) - El montaje se limita a menos de 10 minutos eliminando los ajustes.")
32
Reducción del Tiempo de Montaje
Etapa 1 – Paros Largos

33
Reducción del Tiempo de Montaje
Etapa 1 – Paros Largos No se comprende la importancia de la flexibilidad y de los montajes rápidos Se compensan los montajes largos con períodos largos de producción El montaje no es visto como un desperdicio Todo montaje es realizado por un técnico calificado El cambio de repuestos y herramientas es desorganizado y sucio El procedimiento de montaje no está documentado o estandarizado El tiempo de montaje es muy largo e inestable

34
Reducción del Tiempo de Montaje
Etapa 2 – Conciencia

35
Reducción del Tiempo de Montaje
Etapa 2 – Conciencia Flexibilidad y montaje rápido vistos como factores clave del éxito Conciencia de que los montajes largos son un desperdicio El equipo de trabajo se concentra en acortar el tiempo de montaje El equipo de trabajo comprende los principios de la Reducción del Tiempo de Montaje Se designan y entrenan facilitadores para conducir las mejoras Los repuestos están limpios y organizados en el área de depósito La lógica de planificación de la producción es transparente Los tiempos de montaje se monitorean y se muestran Los procedimientos de montaje se documentan y estandarizan Consistencia y leve reducción de los tiempos de montaje

36
Reducción del Tiempo de Montaje
TENER EN CUENTA… Etapa 2 – Conciencia Verificación de Alistamiento para la Reducción del Tiempo de Montaje Áreas de Enfoque Ganancias Rápidas

37
Reducción del Tiempo de Montaje
Etapa 2 – Conciencia ACCIONES Enfoque las Pérdidas y Prioridades Capacite a los Facilitadores Analice el Proceso de Planificación de la Producción Mida y Exhiba los Tiempos de Montaje Capacite a los Equipos en Reducción del Tiempo de Montaje Implemente 5S en los Objetos Necesarios para el Montaje Documente los Procedimientos de Montaje

38
Lista de verificación para iniciar el proceso.

39
1. Enfoque las pérdidas y prioridades
Los cambios por sí mismos no agregan valor a los productos; deben ser vistos como un desperdicio. Dado que el desperdicio es algo que siempre se debe tratar de eliminar, se debe encontrar el modo de reducir los cambios al mínimo. Sekine y Arai Kaizen para Cambios Rápidos TECNICAS PARA EL ENFOQUE Analizar el estilo y forma para el despliegue de las políticas. Análisis de Pérdidas y desperdicios. Pérdidas debidas al montaje. Analizar exigencias del mercado relacionadas con producción. Analizar áreas prioritarias. El primer paso en el proceso es determinar la importancia de la reducción del tiempo de montaje para la futura competitividad de la empresa. La pérdida total debida a los montajes se debe medir desde el momento en que se ha completado la tanda de producción anterior, hasta que la siguiente tanda se está produciendo adecuadamente – es decir, después de los ajustes. También se debe incluir el material que se pierde durante los ajustes. Si los registros de producción son correctos, el cuantificar las pérdidas en todo el equipo para encontrar las áreas prioritarias debería ser una tarea bastante simple. Nota: Tenga cuidado de no contar dos veces. Si a toda la línea se le hacen cambios simultáneamente, la pérdida total deberá calcularse sólo en la máquina que ha tenido el tiempo de preparación o montaje más largo.

40
Proceso para el Enfoque.
Comprender los principios, el proceso y los beneficios que proporciona la reducción de los tiempos de montaje. Revise el despliegue de la política para determinar la importancia de la reducción de los tiempos de preparación y la flexibilidad para la competitividad futura. Haga un análisis de pérdidas para determinar el alcance de las pérdidas debidas a las preparaciones en cada área. Identifique las áreas prioritarias para comenzar el proceso. Haga planes para la introducción de la reducción de los tiempos de montaje. Comunique estos planes a todos para crear conciencia sobre su prioridad. Proporcione apoyo gerencial continuo al proceso.

41
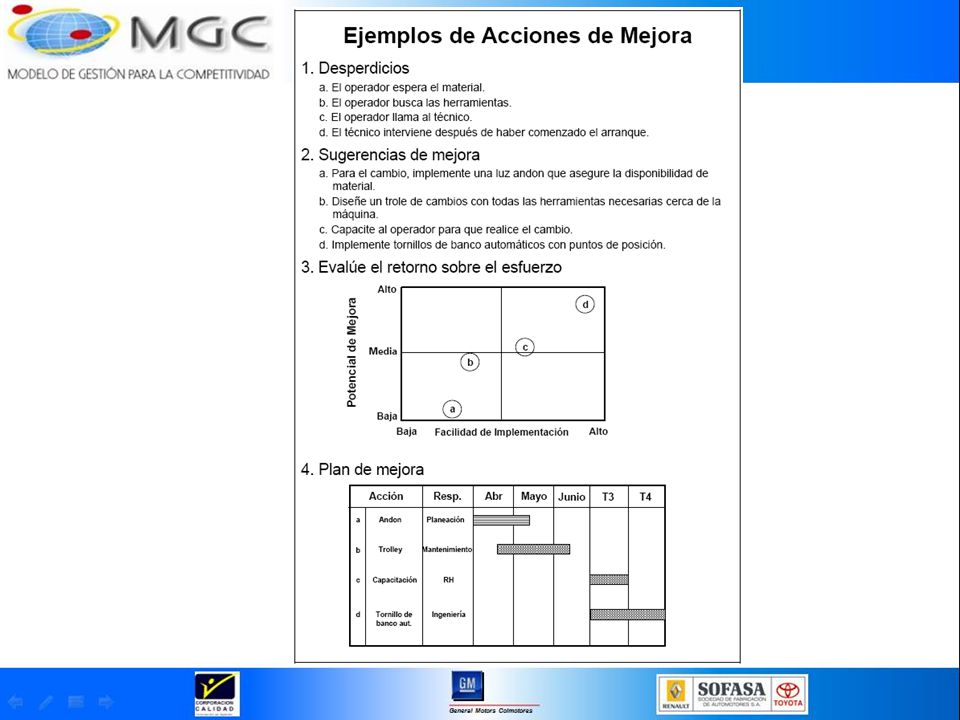
Ejemplo de un plan de mejora

42
Evaluación de paso… Use la siguiente lista de verificación para definir la importancia de la reducción del tiempo de montaje en la organización. Use el proceso que se ha descrito anteriormente para identificar las áreas de enfoque en donde se debe iniciar el proceso.

43
2. Capacite a los facilitadores
Asigne Roles y responsabilidades. Proporcione Capacitación. Haga acompañamiento.

44
Proceso para la Capacitación
Identifique a los facilitadores de mejora que serán responsables de la reducción de los tiempos de montaje. Infórmeles sobre cuáles serán sus roles. Realice con ellos el taller de especialistas en Reducción del Tiempo de Montaje. Planifique cómo ellos van a aplicar sus conocimientos en la introducción de la reducción de los tiempos de preparación en la organización. Organice reuniones periódicas (por ejemplo, mensuales) entre ellos para monitorear el progreso, documentar los estudios de casos exitosos y compartir el aprendizaje.
 entre ellos para monitorear el progreso, documentar los estudios de casos exitosos y compartir el aprendizaje.")
45
3. Analice el proceso de Planificación de la producción.
ENFOQUES: Lotes grandes Lotes Económicos Características de los montajes Tiempo Takt Programación PULL El objetivo de esta acción de implementación es eliminar la magia negra en la planificación de la producción y hacer que ésta sea transparente.

46
Proceso para analizar la planificación de la producción
Asegurar que se comprendan los principios de la reducción de los tiempos de preparación. Organice una reunión con el gerente de producción y el planificador de la producción. Discuta la lógica que yace detrás del proceso de producción. (Use el cuestionario como guía.) Discuta cómo habrán de impactar los tiempos reducidos de preparación o montaje sobre este Proceso. Haga que la lógica de la planificación sea transparente y formal por medio de la documentación de los principios en que se basa. • Comunique esto a todos y trate con los problemas y las mejoras sugeridas.
 Discuta cómo habrán de impactar los tiempos reducidos de preparación o montaje sobre este Proceso. Haga que la lógica de la planificación sea transparente y formal por medio de la documentación de los principios en que se basa. • Comunique esto a todos y trate con los problemas y las mejoras sugeridas.")
47
4. Exhiba los tiempos de montaje
Asegure que el tiempo de montaje haya sido identificado como un indicador clave del desempeño para el equipo. Desarrolle un mecanismo para recoger datos acerca de la duración de los tiempos de montaje y para procesarlos. Acuerde con el equipo acerca de los objetivos de los tiempos de montaje. Muestre los tiempos de montaje en el tablero de puntaje del equipo y asegure que la información sea actualizada periódicamente. Haga que el equipo discuta sobre los tiempos de montaje en sus reuniones de equipo y monitoree las mejoras comparándolas con los objetivos.

48
Ayude al instructor a adaptar el módulo.
5. Capacite al Equipo Organice con uno de los instructores autorizados para que presente el Taller de Capacitación de Reducción de los Tiempos de Montaje. Ayude al instructor a adaptar el módulo. Organice lo necesario para que el equipo de trabajo relevante asista la capacitación. Haga el seguimiento del ejercicio en el lugar de trabajo y de todo otro asunto que surja de la capacitaci

49
6. Implemente 5S en los “necesarios para el montaje”

50
7. Documente los procedimientos de Montaje

51
Reducción del Tiempo de Montaje
Etapa 3 – Separación

52
Reducción del Tiempo de Montaje
Etapa 3 – Separación Concéntrese en separar las actividades internas de las externas para lograr mejoras importantes Los facilitadores coordinan el ejercicio de mejoras El proceso de montaje se documenta como línea de tiempo para eliminar desperdicios y separar las actividades internas/externas Las tareas de montaje se transfieren a los operadores Los repuestos y herramientas se transportan en troles Se usan listas de verificación para las actividades externas Los planes visuales de producción consideran los nuevos tiempos de montaje El tiempo de montaje se reduce en un 30% - 50%

53
Reducción del Tiempo de Montaje
TENER EN CUENTA… Etapa 3 – Separación Responsabilidad y Capacidad de los Operadores La Carrera de los Técnicos Consideraciones de Seguridad Exceso de Capacidad

54
Reducción del Tiempo de Montaje
ACCIONES Etapa 3 – Separación Separe las Tareas Internas de las Externas Transfiera la Responsabilidad a los Operadores Prepare Listas de Verificación para las Tareas Externas Organice los Repuestos y Herramientas Trate con las Sugerencias de Mejora Introduzca Planes de Producción Visibles Mejore el Proceso de Planificación de la Producción

55
1. Separe las Tareas Internas de las Externas
Hay 3 tipos de actividades importantes que se realizan durante un montaje: Actividades que son desperdicio Actividades internas que requieren parar la producción Actividades externas que pueden realizarse antes o después del montaje. El analizar, medir y comprender cada uno de estos tres tipos de actividades es la clave de la reducción del tiempo de montaje.

56
Tipos de Desperdicios en SMED
Desperdicios en el montaje: El desperdicio en el montaje normalmente se encuentra en los movimientos que se realizan para buscar, encontrar, seleccionar, esperar y transportar. Desperdicios por reemplazos: Los tipos más comunes de desperdicio debido al reemplazo se dan cuando se quitan o se ponen tuercas y tornillos. Desperdicios por ajustes: El desperdicio de ajuste es el resultado de no cumplir bien con los estándares durante los cambios, lo que lleva a tener que realizar muchos ajustes después de reanudar la producción.

57
Internas Vs Externas TAREAS INTERNAS TAREAS EXTERNAS
Las tareas internas son aquellas actividades que sólo pueden realizarse cuando el equipo está parado, por ejemplo, reemplazo de repuestos. Ejemplos de actividades internas: parar la máquina retirar las cubiertas recolocar moldes reemplazar la herramienta de corte Las tareas externas son aquellas actividades que pueden realizarse antes de parar la producción o después de comenzar a producir un nuevo lote, por ejemplo, traer los repuestos o limpiar el área de trabajo. Ejemplos de actividades externas: preparar un nuevo molde transportar el material requerido buscar repuestos traer materia prima.

58
Lista de verificación de tareas

59
Proceso Observe el proceso de preparación o montaje actual.
Haga una lista de todas las actividades que se realizan durante la preparación. Complete la hoja de análisis del proceso de preparación (ver ejemplo) Mida el tiempo de cada paso individualmente. Identifique las actividades de desperdicio y sugiera mejoras. Clasifique las tareas restantes en internas o externas. Identifique oportunidades para mejorar aún más las preparaciones o montajes. Acuerde un cierto tiempo de preparación como meta, basado en el tiempo total que requieren las tareas internas. Realice nuevamente la preparación de acuerdo con el nuevo procedimiento, haciendo todas las tareas externas antes o después de la preparación. Haga que el equipo se ponga de acuerdo acerca del nuevo procedimiento y de la meta del tiempo de preparación. Monitoree y refine el procedimiento con el tiempo.
 Mida el tiempo de cada paso individualmente. Identifique las actividades de desperdicio y sugiera mejoras. Clasifique las tareas restantes en internas o externas. Identifique oportunidades para mejorar aún más las preparaciones o montajes. Acuerde un cierto tiempo de preparación como meta, basado en el tiempo total que requieren las tareas internas. Realice nuevamente la preparación de acuerdo con el nuevo procedimiento, haciendo todas las tareas externas antes o después de la preparación. Haga que el equipo se ponga de acuerdo acerca del nuevo procedimiento y de la meta del tiempo de preparación. Monitoree y refine el procedimiento con el tiempo.")
62
2. Transfiera la responsabilidad a los operadores
Para estabilizar los tiempos de montaje, se deben seguir los Procedimientos Operativos Estándar (POEs) para las preparaciones. El primer paso es arraigar la disciplina de seguir un procedimiento estandarizado para asegurarse de que todos lo hagan del mismo modo. El procedimiento de montaje estándar debe quedar documentado en un formato detallado con fines de capacitación y también en un formato visual para usarse a diario como referencia rápida. Se recomienda utilizar los formatos SOS y JES del módulo de estandarización
 para las preparaciones. El primer paso es arraigar la disciplina de seguir un procedimiento estandarizado para asegurarse de que todos lo hagan del mismo modo. El procedimiento de montaje estándar debe quedar documentado en un formato detallado con fines de. capacitación y también en un formato visual para usarse a diario como referencia rápida. Se recomienda utilizar los formatos SOS y JES del módulo de estandarización.")
63
3. Prepare Listas de Verificación
Haga una lista de todas las actividades previas al cambio (actividades externas). Liste todos los controles de puesta en marcha. Prepare una lista de control de todas las actividades externas. Lamine la lista de control y colóquela en el área de trabajo. Monitoree su uso y mejórela continuamente.
. Liste todos los controles de puesta en marcha. Prepare una lista de control de todas las actividades externas. Lamine la lista de control y colóquela en el área de trabajo. Monitoree su uso y mejórela continuamente.")
64
4. Organice Repuestos y Herramientas
Haga una lista de todos los repuestos que se requieren para el cambio. Haga una lista de todas las herramientas que se requieren para el cambio. Diseñe un trole o caja para facilitar el uso. Tenga en cuenta los aspectos relacionados con la seguridad. Tenga en cuenta todos los principios de las 5S. Realice la verificación de funcionamiento a los repuestos para mantenerlos en condiciones óptimas. (Esta verificación se debe hacer después de cada cambio,antes de guardar los repuestos.) Asegúrese de que los repuestos y herramientas se guarden en un lugar adecuado y seguro, bajo el control de una persona dedicada a ello.
 Asegúrese de que los repuestos y herramientas se guarden en un lugar adecuado y seguro, bajo el control de una persona dedicada a ello.")
65
5. Trate las sugerencias de Mejora
Haga una lista de todas las sugerencias de mejora que surjan del ejercicio de reducción del tiempo de montaje. Analice cada acción según su potencial de mejora y facilidad de implementación. Acuerde una meta de reducción del tiempo de preparación. Prepare un plan de proyecto con acciones, marco de tiempo y responsabilidades. Implemente el plan lo más pronto posible. Haga que el equipo participe en la implementación y manténgalo informado respecto a los avances. Agregue continuamente nuevas sugerencias a la lista.

67
6. Introduzca Planes de Producción visibles
Es muy importante hacer que los planes de producción estén visibles en el lugar de trabajo. Esto se puede lograr exhibiendo los planes de producción semanal y diarios en los tableros de puntaje de los equipos. Estos planes deberán contener como mínimo la siguiente información: Volumen de producción planeado por UAE (Unidad de Almacenamiento de Existencias) para cada día de la semana. Estado actual de la producción en comparación con el plan. Secuencias de las corridas de producción por UAE. Fecha y tiempos estimados para cada cambio.
 para cada día de la semana. Estado actual de la producción en comparación con el plan. Secuencias de las corridas de producción por UAE. Fecha y tiempos estimados para cada cambio.")
68
7. Mejore el proceso de Planeación de la producción.
Discuta estos conceptos y las mejoras hasta la fecha con el gerente de producción y el planificador. Incorpore los nuevos tiempos de preparación al sistema de planificación. Agrupe a los productos en ‘familias’ similares cuando sea posible para así simplificar el proceso de preparación. Investigue oportunidades para realizar ‘cambios en secuencia’. Impleméntelas en un área piloto, y si tienen éxito, extiéndalas a otras áreas. Incluya formalmente estas mejoras en el sistema de planificación de la producción. Explique cualquier cambio a todos los involucrados.

69
Reducción del Tiempo de Montaje
Etapa 4 – Conversión

70
Reducción del Tiempo de Montaje
Etapa 4 – Conversión Concéntrese en convertir las actividades internas en externas, sólo en las operaciones atascadas El grupo es responsable de las mejoras Preensamblajes y otros preparativos usados para convertir las tareas internas Modificaciones (por ej. Sujetadores fáciles) para modernizar el cambio de repuestos Operaciones paralelas en donde sea posible para eliminar el tener que caminar Apoyo logístico programado para ayudar al equipo de trabajo Introducción de lotes más pequeños y programas de modelos mixtos Tiempo de establecimiento se reduce en un 75%
 para modernizar el cambio de repuestos. Operaciones paralelas en donde sea posible para eliminar el tener que caminar. Apoyo logístico programado para ayudar al equipo de trabajo. Introducción de lotes más pequeños y programas de modelos mixtos. Tiempo de establecimiento se reduce en un 75%")
71
Reducción del Tiempo de Montaje
TENER EN CUENTA… Etapa 4 – Conversión Control del Cambio

72
Control del Cambio Apenas se introduzcan mejoras al proceso, comenzarán a proliferar las modificaciones a la maquinaria y al proceso. A menos que estos cambios sean debidamente controlados, reinará el caos y será común que se produzcan problemas como los siguientes: • Planos no actualizados • Repuestos obsoletos • Riesgos de seguridad inesperados • Desviaciones del proceso/calidad • Documentación no actualizada • Operadores que no han sido capacitados para usar los equipos modificados • Mano de obra de baja calidad • Modificaciones que no reflejan los requerimientos de quien las originó • Discrepancias en los procedimientos • Desviación de los estándares de ingeniería

73
Control del Cambio EVALUE EL IMPACTO HAGA EL PAPELEO

74
Reducción del Tiempo de Montaje
Etapa 4 – Conversión ACCIONES Identifique el Equipamiento Atascadero Convierta las Tareas Internas en Tareas externas Racionalice las Tareas Internas Racionalice las Tareas Externas Asegure el Apoyo Logístico Optimice la Planificación de la Producción

75
1. Identifique el equipo Atolladero.
“¿No lo ven?” Les pregunté. “Si tenemos un Herbie, probablemente también vamos a tener una pila enorme de trabajo en proceso enfrente de ella.” “Sí, pero de todas maneras tenemos pilas enormes por todas partes,” dijo Bob. “Entonces encontremos la más grande,” Dije yo. Eliyahu Goldratt La Meta Prepare un mapa del proceso de producción. Para cada paso del proceso, determine: la tasa de producción (por ejemplo, unidades /minuto), la duración de la preparación o montaje, los recursos que requieren los montajes. Mida la cantidad de trabajo en proceso antes de cada paso del proceso. Mida la cantidad de producto perdido debido a problemas de calidad en los arranques. Identifique los atolladeros en donde las mejoras adicionales habrán de tener mayor impacto.
, la duración de la preparación o montaje, los recursos que requieren los montajes. Mida la cantidad de trabajo en proceso antes de cada paso del proceso. Mida la cantidad de producto perdido debido a problemas de calidad en los arranques. Identifique los atolladeros en donde las mejoras adicionales habrán de tener mayor impacto.")
76
¿Donde hacer la mejora?

77
2. Convierta las tareas internas en tareas externas.
TECNICAS DE CONVERSION: Ensambles Previos Calentamiento previo. Estandarización. Planillas intermedias. Recipientes adicionales para materias primas.

78
Proceso Seleccione una máquina que sea atolladero.
Revise su procedimiento de operación y los estándares a los que debe producir. Junto con el líder de equipo, el técnico, el operador, el ingeniero de planta y otras personas relevantes, revise todas las actividades de preparación y haga una lista de las actividades internas. Vuelva a examinar las actividades internas para determinar si se supuso erróneamente que eran internas. Realice una lluvia de ideas respecto a los modos para convertir las actividades internas de preparación en actividades externas. Con frecuencia las actividades se pueden convertir al examinar su verdadera función. No se limite por ideas antiguas. Si se afecta a otras personas con las nuevas actividades externas, deberá involucrarlas en las discusiones. Haga las conversiones y monitoree la mejora de la situación hasta que sea estable. Actualice los procedimientos de operación y notifique al departamento de planificación de la producción acerca del nuevo tiempo de montaje.

79
3. Racionalice las tareas.
Reducir las Caminatas Operaciones Paralelas Sujetadores

80
Algunos modos de sujeción

81
Proceso Reducción de caminatas
Observe el procedimiento de preparación estudiando especialmente el movimiento del personal. Grábelo en un casette de video. Junto con el líder de equipo y las otras personas involucradas, analice los movimientos del técnico y/o operador cuando estén realizando la preparación y dibuje una tabla de análisis de ruta. Investigue los ahorros que podría proporcionar una preparación realizada por dos personas a la vez. Identifique especialmente si las caminatas se deben a que tienen que buscar, seleccionar, encontrar y transportar objetos. Puede ser que no todo lo necesario para la preparación o el cambio esté a la mano. Considerare el alterar la distribución o ‘lay out’ del lugar para reducir el desperdicio que representan las caminatas. Verifique si hay un panel de control central que aumenta ese desperdicio. Un trolley de cambios que transporte herramientas y repuestos podría eliminarmuchas de las caminatas sin sentido.

82
Proceso Reducción del desperdicio de reemplazos
Para que haya seguridad, esto deberá involucrar al operador, al líder de equipo y al técnico experto. Haga un análisis ABC del uso de los moldes. Las plantillas y los moldes deben estandarizarse, y se deberán apegar rigurosamente a estos estándares. Analice las operaciones de reemplazo y el tiempo de duración de cada una. Trate de eliminar operaciones. Preste atención especial a las operaciones que involucren a tuercas y tornillos. Aplique las técnicas que se discutieron anteriormente para reducir el tiempo que lleva ajustar y aflojar tuercas y tornillos. Documente las mejoras. Actualice el mantenimiento y los Procedimientos Operativos Estándar. Finalmente, informe al departamento de planificación de la producción acercade los nuevos tiempos de montaje.

83
4. Racionalice las tareas Externas

84
Proceso Involucre al líder de equipo y a los representantes de los diversos departamentos de servicio. Revise el almacenamiento de herramientas, materias primas y repuestos con miras a guardarlos cerca del área de producción. Revise el uso de los troles. Mejórelos de modo que haya un lugar, y sólo uno, para cada objeto. Identifique familias de moldes e introduzca códigos de colores para reducir el tiempo que se pierde buscándolos. Considere que otras preparaciones se pueden hacer para los cambios.

85
5. Asegure el apoyo logístico
Almacén de materias primas Transporte Apoyo de ingeniería Almacén de productos terminados Aseguramiento de Calidad Almacén de Herramientas Capacitación Servicios

86
6. Optimice la planificación de la producción
Los gerentes responsables de producción deben reconocer que la estrategia apropiada es fabricar lo que puede ser vendido… el SMED hace posible responder rápidamente a las fluctuaciones de la demanda, y crea las condiciones necesarias para reducir los tiempos de entrega. Esto le da la despedida los antiguos mitos de la producción anticipada y de la producción en grandes lotes. También debemos reconocer que la producción flexible sólo se consigue aplicando el SMED. Shigeo Shingo Una Revolución en la Manufactura: El Sistema SMED

87
Proceso Realice una reunión con el planificador de la producción para tratar con los asuntos antes mencionados. Estudie más detalladamente el concepto de “Manufactura Magra (o Lean)” para comprender mejor estas técnicas de planificación. Revise el proceso actual de planificación de la producción para aprovechar las oportunidades creadas por la reducción de los tiempos de preparación. Discuta estas mejoras con todos los involucrados para asegurarse de que comprendan los razonamientos principales. Refine continuamente el proceso.
 para comprender mejor estas técnicas de planificación. Revise el proceso actual de planificación de la producción para aprovechar las oportunidades creadas por la reducción de los tiempos de preparación. Discuta estas mejoras con todos los involucrados para asegurarse de que comprendan los razonamientos principales. Refine continuamente el proceso.")
88
Reducción del Tiempo de Montaje
Etapa 5 – Paros Cortos (Pit Stops)
")
89
Reducción del Tiempo de Montaje
Etapa 5 – Paros Cortos (Pit Stops) Concéntrese en eliminar ajustes Reducción del Tiempo de Montaje integrado con las mejoras en el flujo del proceso Se usan parámetros técnicos para identificar oportunidades Lugares y ubicaciones fijos para eliminar los ajustes Uso máximo de la estandarización y la automatización Equipo de prueba integrado para operaciones correctas Trabajo anterior al cambio se hace cerca de la máquina establecida Tiempos de montaje en atascaderos < 10 minutos Mejoras y modernización continuas
 Concéntrese en eliminar ajustes. Reducción del Tiempo de Montaje integrado con las mejoras en el flujo del proceso. Se usan parámetros técnicos para identificar oportunidades. Lugares y ubicaciones fijos para eliminar los ajustes. Uso máximo de la estandarización y la automatización. Equipo de prueba integrado para operaciones correctas. Trabajo anterior al cambio se hace cerca de la máquina establecida. Tiempos de montaje en atascaderos < 10 minutos. Mejoras y modernización continuas.")
90
Reducción del Tiempo de Montaje
TENER EN CUENTA… Etapa 5 – Paros Cortos (Pit Stops) Más allá de la Reducción del Tiempo de Montaje
 Más allá de la Reducción del Tiempo de Montaje.")
91
Reducción del Tiempo de Montaje
Etapa 5 – Paros Cortos (Pit Stops) ACCIONES Realice el Benchmarking Técnico Elimine la Necesidad de Realizar Ajustes Implemente Diagnósticos Integrados Integre las Líneas Previas a las Reposiciones Racionalice aún más las Tareas de Montaje
 ACCIONES. Realice el Benchmarking Técnico. Elimine la Necesidad de Realizar Ajustes. Implemente Diagnósticos Integrados. Integre las Líneas Previas a las Reposiciones. Racionalice aún más las Tareas de Montaje.")
92
Ejercicio Identifique un montaje para que sea el foco del Taller SMED.
Planifique este taller en términos de: Fechas Participantes Duración Resultados Esperados Planificación de la Producción

93
? Final del Día ¿Preguntas? CLASE MUNDIAL NO PUEDEN LLEGAR ALLI
CONTENDIENTES SE QUEDAN ATRAS REZAGADOS PROMETEDORES

Presentaciones similares