Descargar la presentación
La descarga está en progreso. Por favor, espere

1
(OVERALL EQUIPMENT EFECTIVENESS)
O E E (OVERALL EQUIPMENT EFECTIVENESS) Efectividad global del equipo Efectividad global del equipo
 Efectividad global del equipo. Efectividad global del equipo.")
2
PROVIENE DEL PILAR DE MEJORAS ENFOCADAS DEL “TPM”
¿QUE ES TPM? (TOTAL PRODUCTIVE MAINTENANCE) MANTENIMIENTO PRODUCTIVO TOTAL
 MANTENIMIENTO PRODUCTIVO TOTAL.")
3
TPM ES UN SISTEMA DESARROLLADO EN JAPON, PARA ELIMINAR PERDIDAS, REDUCIR PARADAS, GARANTIZAR LA CALIDAD Y DISMINUIR LOS COSTOS EN LOS PROCESOS DE PRODUCCION ESTA FORMADO POR OCHO PILARES:

4
MANTENIMIENTO PREVENTIVO.
SEGURIDAD Y GESTION AMBIENTAL. MANTENIMIENTO DE LA CALIDAD. EDUCACION Y ENTRENAMIENTO. MEJORAS ENFOCADAS. MANTENIMIENTO AUTONOMO CONTROL INICIAL EFICIENCIA ADMINISTRATIVA

5
PARA HABLAR DE OEE DEBEMOS COMPRENDER QUE ES UN INDICADOR DEL TPM Y QUE NOS PERMITE CALCULAR O MEDIR TODOS LOS PARAMETROS FUNDAMENTALES EN LA PRODUCCION INDUSTRIAL: DISPONIBILIDAD, RENDIMIENTO, CALIDAD.

6
“Su objetivo principal es la eliminación de perdidas” Las perdidas son un resultado negativo proveniente de los procesos o ejercicio, cuando existen paradas o cambios y que afectan la rentabilidad Recursos para la actividad: Computador Diskette con la presentación Video beam Papelógrafo Marcador permanente Historia de las camisas de bebé

7
EXISTEN VARIOS TIPOS DE PERDIDA QUE, IMPIDEN QUE UNA PLANTA ALCANCE SU MAXIMA EFECTIVIDAD.
OBSERVEMOS UN EJEMPLO DE UNA PLANTA DE DESHUESE DE RES

8
Entre las perdidas que existen tenemos:
PERDIDAS POR PARADAS PROGRAMADAS: Son aquellas paradas que decide la parte administrativa en una planta y que utilizan este tiempo en actividades diferentes al proceso, puede ser el tiempo para la alimentacion de los empleados, reuniones y capacitaciones etc. Proceso de repele

9
PERDIDAS POR MAQUINARIAS:
Son aquellos paros en la produccion cuando se presentan fallos en los equipos y maquinas necesarias para el proceso. SIERRA SINFIN

10
PERDIDAS DE PRODUCCION:
Son normales cuando se presentan paradas por el arranque o por cambios de referencia de materiales. Son anormales cuando el rendimiento de la planta esta por debajo de su estandar de produccion que se presentan por condiciones que interfieren en su funcionamiento. Cuando una planta contiene una tasa de produccion estandar, y funciona a una tasa inferior la diferencia entre las dos es la perdida de produccion anormal. (velocidad reducida)
")
11
PÉRDIDAS POR DEFECTOS DE CALIDAD
Se presentan cuando re realizan reprocesos de los productos o cuando no se cumple con la especificación de la calidad y lo representamos en el % de MFE Hematoma en materia prima carnica

12
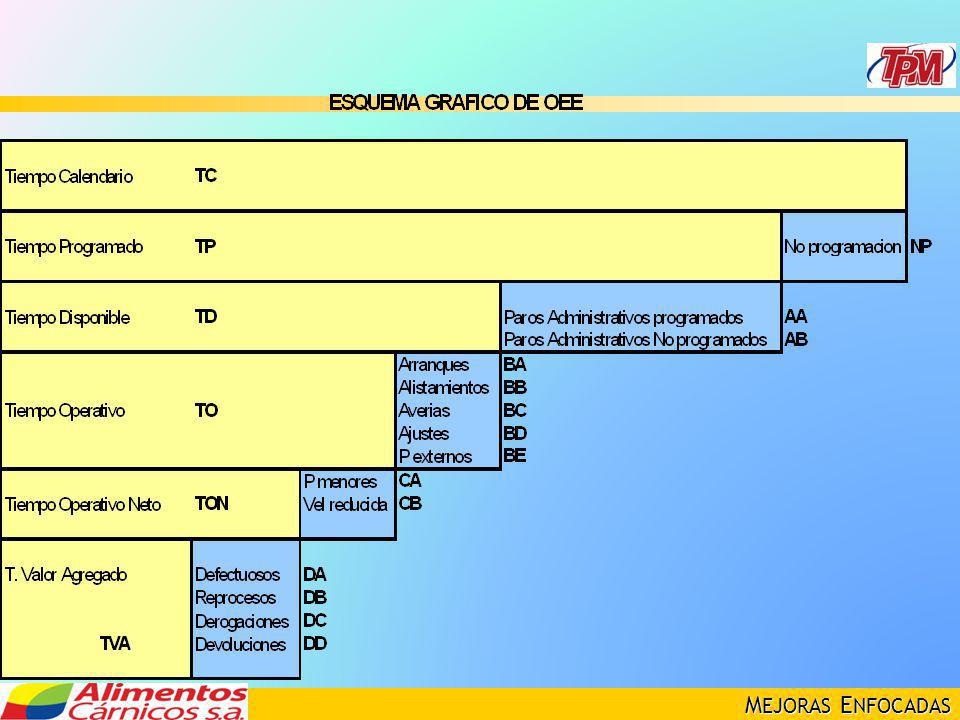
PARA TENER MAS CLARIDAD DEL OEE OBSERVEMOS DETALLADAMENTE EL ESQUEMA PARA HALLAR LA EFICIENCIA DE NUESTRA PLANTA

14
TIEMPO CALENDARIO ES EL TIEMPO TOTAL QUE POSEEMOS EN EL DIA, LA SEMANA O EL MES, Y EL CUAL SE PUEDE UTILIZAR A NUESTRA DISPOSICION, ES DECIR QUE EN NUESTRO CALENDARIO CONTAMOS CON 24 HORAS EN EL DIA PARA PRODUCIR. EL TIEMPO TOTAL EXISTENTE

15
TIEMPO PROGRAMADO EN EL DIA EN EL DIA, SEMANA O EL MES ES EL TIEMPO QUE SE DETERMINÓ EMPLEAR PARA REALIZAR ELPROCESO. POR EJEMPLO DE LAS 24 HORAS DEL DIA LA GERENCIA O ADMINISTRACION DECIDE QUE SE DEBEN TRABAJAR 16 HORAS EN LA PLANTA.

16
TIEMPO PROGRAMADO PARA HALLAR EL TIEMPO PROGRAMADO LE DESCONTAMOS LA NO PROGRAMACION AL TIEMPO CALENDARIO, COMO SE OBSERVA EN LA FIGURA. TP=TC – NP

17
TIEMPO DISPONIBLE ES EL TIEMPO EN EL HORARIO DE PROGRAMACION, COMO SU NOMBRE LO INDICA CON EL CUAL DISPONEMOS PARA PRODUCIR Y ES EL RESULTADO CUANDO LE DESCONTAMOS LAS PARADAS ADMINISTRATIVAS AL TIEMPO PROGRAMADO, POR EJEMPLO LAS PAUSAS ACTIVAS. VD 3

18
TIEMPO DISPONIBLE TD=TP – (AA+AB)
Durante el tiempo disponible se presentan varios paros en la producción por causas externas, cambios de referencia o reparaciones en las maquinas.

19
TIEMPO OPERATIVO ES EL TIEMPO EN QUE LA PRODUCCION SE REALIZÓ EN FORMA CONTINUA, ES DECIR EL TIEMPO QUE SE UTILIZO PARA DESARROLAR EL PROCESO, Y ES EL RESULTADO DE DESCONTAR LOS PAROS POR AVERIAS EN LAS MAQUINAS, POR CAMBIOS DE REFERENCIA DE MATERIAL O POR CAUSAS EXTERNAS.

20
TIEMPO OPERATIVO TO=TD-(BA+BB+BC+BD+BE)
")
21
TIEMPO OPERATIVO NETO PARA CALCULAR EL “TON” DEBEMOS DETERMINAR LA CAPACIDAD INSTALADA DE PRODUCION DE LA PLANTA O PROCESO. LA DIFERENCIA ENTRE LA CAPACIDAD INSTALADA PARA EL TIEMPO OPERATIVO Y LA PRODUCCION REALIZADA NOS PERMITE IDENTIFICAR LO QUE SE CONOCE CON EL NOMBRE DE VELOCIDAD REDUCIDA.

22
TIEMPO OPERATIVO NETO TON= TO-(CA+CB)
AL DESCONTAR LA VELOCIDAD REDUCIDA Y ALGUNOS PAROS MENORES AL TIEMPO OPERATIVO HALLAMOS EL TIEMPO OPERATIVO NETO

23
TIEMPO CON VALOR AGREGADO
LOS DEFECTOS DE CALIDAD, LAS DEVOLUCIONES,Y LOS REPROCESOS NOS REPRESENTAN UN TIEMPO QUE DEBEMOS DESCONTAR AL “TON” Y QUE TAMBIEN ES UNA PERDIDA PARA EL PROCESO. EL RESULTADO ES TIEMPO QUE LA PRODUCCION ALCANZO SU VALOR EFICIENTEMENTE. (TVA)
")
24
TIEMPO CON VALOR AGREGADO
TVA= TON-(DA+DB+DC+DD)
")
25
PARA OBTENER LOS DATOS QUE CONTIENE EL OEE DEBEMOS REGISTRAR UNA PLANILLA CON LAS DIFERENTES PARADAS DURANTE EL PROCESO REPORTE DE TIEMPOS OEE

26
RESULTADO DEL OEE EN EL RESULTADO INTERVIENEN LOS PARAMETROS PRINCIPALES DE UN PROCESO. LA DISPONIBILIDAD, EL RENDIMIENTO Y LA CALIDAD DE LOS PRODUCTOS. CUANDO JUNTAMOS ESTOS TRES FACTORES COMPROBAREMOS LA EFICIENCIA DE UNA MAQUINA, UN PROCESO O UNA PLANTA Y LO PODEMOS MEDIR DIARIAMENTE SEMANAL O MENSUAL

27
APLICAREMOS COMO EJEMPLO EL OEE PARA UN DIA EN EL PROCESO DE DESHUESE DE RES.
SE REALIZARON 220 RESES LA CAPACIDAD DE LA SECCION ES DE 1 RES CADA 3 MINUTOS LAS RESES SE DIVIDEN EN 4 CANALES PARA EL PROCESO EL MFE SEGUN LAS MUESTRAS SE PRESENTO EN UN 0.95% SE PROGRAMARON 16 HORAS PARA EL PROCESO Y 8 HORAS PARA EL ASEO DE LA SECCION. OEE SECCION RESES

28
RESULTADO OEE OEE RESES TIEMPO CALENDARIO TIEMPO PROGRAMADO
TIEMPO CALENDARIO 1.440 ASEO DE SECCION TIEMPO PROGRAMADO 645 PAROS PROGRAMADOS TIEMPO DISPONIBLE 782 PAROS POR SERVICIOS PAROS POR MATERIALES 13 PAROS POR PERSONAL ARRANQUE TIEMPO OPERATIVO 732 30 ALISTAMIENTO AVERIA 20 PAROS EXTERNOS TIEMPO OPERATIVO NETO PAROS MENORES 660 72 VELOCIDAD REDUCIDA TIEMPO CON VALOR AGREGADO 655 5,13 DEFECTUOSOS

29
RESULTADO OEE SECCION RESES
GERENCIAL DIRECTIVO OPERATIVO DISPONIBILIDAD 50,83% 93,61% RENDIMIENTO 90,16% CALIDAD 99,22% RESULTADO OEE 45,48% 83,74% Dependiendo de el porcentaje de MFE se obtiene la calidad para este día Del total de tiempo que se desarrollo en el proceso, me indica el porcentaje de eficiencia real Es el tiempo realmente con el que cuento en la planta para producir, es decir, del 100% el indicador me determina el porcentaje de disponibilidad

30
CONTABILIZACION TODAS LAS PARADAS QUE SE PRESENTAN EN EL PROCESO SE DEFINEN COMO PERDIDAS Y QUE CONTABLEMENTE SE REFLEJAN COMO COSTO DE MANO DE OBRA. DEBEMOS IDENTIFICAR EL VALOR POR MINUTO DE LA MOD (mano de obra directa). Y ES EL PROMEDIO DE LOS SALARIOS POR CATEGORIAS EN EL PROCESO (DATOS NOMINA). TAMBIEN SE DEBEN INCLUIR TODOS LOS FACTORES PRESTACIONALES, RECARGOS Y REAJUSTES. Y POSTERIORMENTE REPRESENTARLOS EN LOS ASIENTOS CONTABLES. COSTO DE MANO DE OBRA Y ASIENTOS CONTABLES
. Y ES EL PROMEDIO DE LOS SALARIOS POR CATEGORIAS EN EL PROCESO (DATOS NOMINA). TAMBIEN SE DEBEN INCLUIR TODOS LOS FACTORES PRESTACIONALES, RECARGOS Y REAJUSTES. Y POSTERIORMENTE REPRESENTARLOS EN LOS ASIENTOS CONTABLES. COSTO DE MANO DE OBRA Y ASIENTOS CONTABLES.")
Presentaciones similares