Descargar la presentación
La descarga está en progreso. Por favor, espere

2
PROYECTO APLICADO JORGE ELIECER TRUJILLO CODIGO: 83235688 GERMAN HIGUERA CÓDIGO: 80757242 MILTON FERNEY PARRA CÓDIGO: 83169330 Mantenimiento Industrial Grupo: 207101_38 Tutor: NIDIA STELLA RINCON PARRA Universidad Nacional Abierta y a Distancia (UNAD) Escuela de ciencias Básicas, Tecnología e INGENIERIA Programa de Ingeniería Industrial Diciembre del 2013
 Escuela de ciencias Básicas, Tecnología e INGENIERIA Programa de Ingeniería Industrial Diciembre del 2013")
3
Descripción del proceso: Los procesos metalmecánicos transforman los metales ferrosos en piezas mediante procesos mecánicos, con o sin el arranque de virutas, cambiando su forma geométrica, para posteriormente realizar un acabado de la superficie de las piezas. Los pasos del proceso incluyen: separar, cortar, tornear taladrar, fresar, cepillar, esmerilar, pulir, doblar, rolar, prensar, estampar, estirar, soldar, recocer, templar, cementar, desengrasar, lavar, fosfatar, pintar, empacar y almacenar.

4
DESCRIPCION DE EQUIPO CRITICO Es una máquina compuesta por un cilindro que gira alrededor de su eje por la acción de ruedas o palancas, y que actúa sobre la resistencia a través de una cuerda que se va enrollando en el cilindro. En la industria metalúrgica, el torno es la herramienta que permite mecanizar piezas de forma geométrica. Es una máquina herramienta que permite transformar un sólido cualquiera en una pieza ó cuerpo bien definido en cuanto a su forma y dimensiones contenido en aquel, haciendo girar dicho sólido alrededor del eje de simetría de la forma buscada y arrancando material en forma de viruta y periféricamente. El sólido a trabajarse fija en la parte rotante de la máquina por medio de un plato y la herramienta comúnmente de un sólo filo cortante, en la parte móvil desplazante (carro portaherramientas).Las superficies que se obtienen son cilindros, conos, planos, hiperboloides, etc. En las operaciones de torneado, la herramienta se desplaza sobre las líneas generatrices y se obtendrán cilindros, conos o planos según sea el ángulo formado por la dirección de desplazamiento de la herramienta cortante y el eje de rotación del cuerpo a conformar; si la herramienta posee dos movimientos de traslación en un mismo plano con el eje de rotación, se puede obtener cualquier figura de rotación conforme sea la ley que gobierna ambos movimientos.
.Las superficies que se obtienen son cilindros, conos, planos, hiperboloides, etc. En las operaciones de torneado, la herramienta se desplaza sobre las líneas generatrices y se obtendrán cilindros, conos o planos según sea el ángulo formado por la dirección de desplazamiento de la herramienta cortante y el eje de rotación del cuerpo a conformar; si la herramienta posee dos movimientos de traslación en un mismo plano con el eje de rotación, se puede obtener cualquier figura de rotación conforme sea la ley que gobierna ambos movimientos..")
6
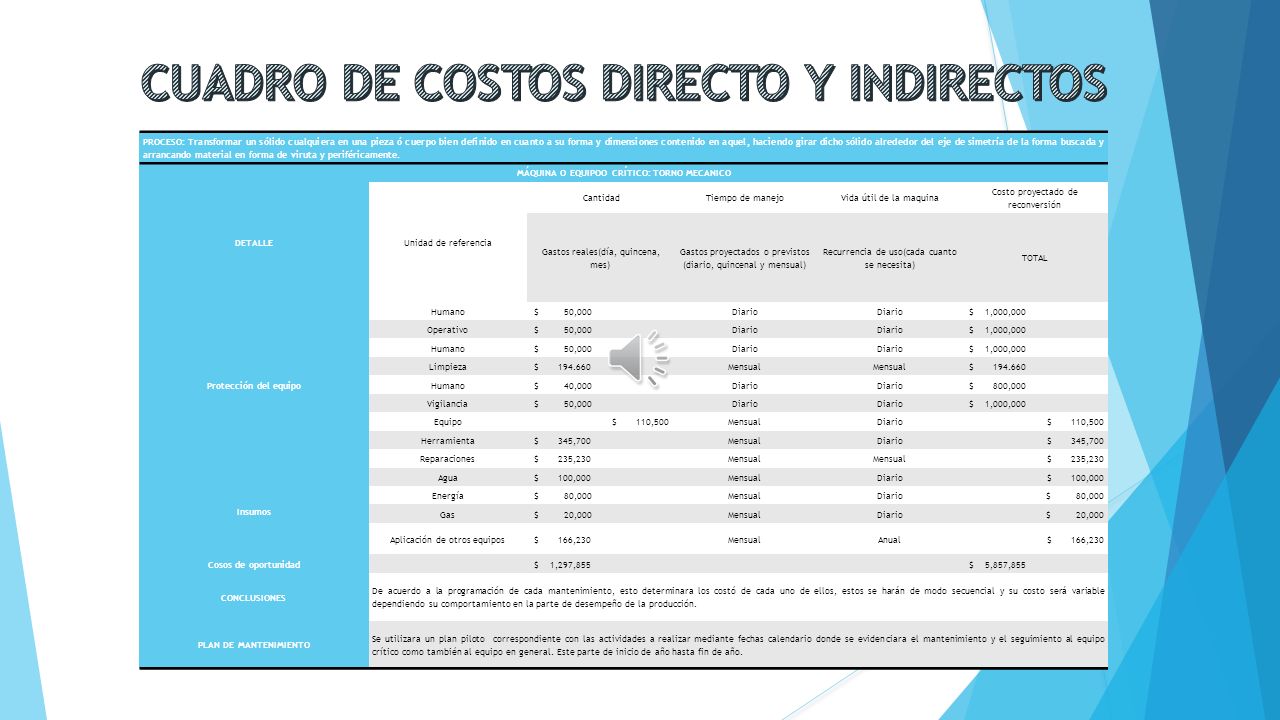
PROCESO: Transformar un sólido cualquiera en una pieza ó cuerpo bien definido en cuanto a su forma y dimensiones contenido en aquel, haciendo girar dicho sólido alrededor del eje de simetría de la forma buscada y arrancando material en forma de viruta y periféricamente. MÁQUINA O EQUIPOO CRÍTICO: TORNO MECANICO DETALLEUnidad de referencia CantidadTiempo de manejoVida útil de la maquina Costo proyectado de reconversión Gastos reales(día, quincena, mes) Gastos proyectados o previstos (diario, quincenal y mensual) Recurrencia de uso(cada cuanto se necesita) TOTAL Protección del equipo Humano $ 50,000Diario $ 1,000,000 Operativo $ 50,000Diario $ 1,000,000 Humano $ 50,000Diario $ 1,000,000 Limpieza $ 194.660Mensual $ 194.660 Humano $ 40,000Diario $ 800,000 Vigilancia $ 50,000Diario $ 1,000,000 Equipo $ 110,500MensualDiario $ 110,500 Herramienta $ 345,700MensualDiario $ 345,700 Reparaciones $ 235,230Mensual $ 235,230 Insumos Agua $ 100,000MensualDiario $ 100,000 Energía $ 80,000MensualDiario $ 80,000 Gas $ 20,000MensualDiario $ 20,000 Aplicación de otros equipos $ 166,230MensualAnual $ 166,230 Cosos de oportunidad $ 1,297,855 $ 5,857,855 CONCLUSIONES De acuerdo a la programación de cada mantenimiento, esto determinara los costó de cada uno de ellos, estos se harán de modo secuencial y su costo será variable dependiendo su comportamiento en la parte de desempeño de la producción. PLAN DE MANTENIMIENTO Se utilizara un plan piloto correspondiente con las actividades a realizar mediante fechas calendario donde se evidenciara el mantenimiento y el seguimiento al equipo crítico como también al equipo en general. Este parte de inicio de año hasta fin de año.
 Gastos proyectados o previstos (diario, quincenal y mensual) Recurrencia de uso(cada cuanto se necesita) TOTAL Protección del equipo Humano $ 50,000Diario $ 1,000,000 Operativo $ 50,000Diario $ 1,000,000 Humano $ 50,000Diario $ 1,000,000 Limpieza $ Mensual $ Humano $ 40,000Diario $ 800,000 Vigilancia $ 50,000Diario $ 1,000,000 Equipo $ 110,500MensualDiario $ 110,500 Herramienta $ 345,700MensualDiario $ 345,700 Reparaciones $ 235,230Mensual $ 235,230 Insumos Agua $ 100,000MensualDiario $ 100,000 Energía $ 80,000MensualDiario $ 80,000 Gas $ 20,000MensualDiario $ 20,000 Aplicación de otros equipos $ 166,230MensualAnual $ 166,230 Cosos de oportunidad $ 1,297,855 $ 5,857,855 CONCLUSIONES De acuerdo a la programación de cada mantenimiento, esto determinara los costó de cada uno de ellos, estos se harán de modo secuencial y su costo será variable dependiendo su comportamiento en la parte de desempeño de la producción. PLAN DE MANTENIMIENTO Se utilizara un plan piloto correspondiente con las actividades a realizar mediante fechas calendario donde se evidenciara el mantenimiento y el seguimiento al equipo crítico como también al equipo en general. Este parte de inicio de año hasta fin de año..")
7
PLAN PILOTOPLAN PILOTO

8
PLAN PILOTOPLAN PILOTO Este plan piloto se diseña para probar su efectividad en el equipo critico, por lo tanto se establece por fecha el mantenimiento según frecuencia utilizada

9
El diseño de los productos o servicios Los productos existentes Los sistemas administrativo Los métodos de trabajo La motivación del personal La inversión La reglamentación gubernamental La mano de obra El manejo de materiales El almacenamiento Planificación y control de la producción a) Pronóstico b) Planeamiento c) Programación d) Inventarios Indicador de aumento de productividad = producción obtenida / insumo gastado = desempeño alcanzado/ Recursos consumidos; lo que es igual a decir efectividad / eficiencia.
 Pronóstico b) Planeamiento c) Programación d) Inventarios Indicador de aumento de productividad = producción obtenida / insumo gastado = desempeño alcanzado/ Recursos consumidos; lo que es igual a decir efectividad / eficiencia.")
10
HERRAMIENTA ESTADISTICA UTILIZADA PARA CONTROL El diagrama causa-efecto es un vehículo para ordenar, de forma muy concentrada, todas las causas que supuestamente pueden contribuir a un determinado efecto. Nos permite, por tanto, lograr un conocimiento común de un problema complejo, sin ser nunca sustitutivo de los datos. Es importante ser conscientes de que los diagramas de causa-efecto presentan y organizan teorías. Sólo cuando estas teorías son contrastadas con datos podemos probar las causas de los fenómenos observables. Errores comunes son construir el diagrama antes de analizar globalmente los síntomas, limitar las teorías propuestas enmascarando involuntariamente la causa raíz, o cometer errores tanto en la relación causal como en el orden de las teorías, suponiendo un gasto de tiempo importante. La siguiente figura muestra un ejemplo de diagrama Causa - Efecto

11
INDICADORES DE GESTIÓN Podemos observar los diferentes diagramas donde se evidencia el porcentaje de funcionalidad o desmejora para el equipo crítico, de igual forma estos indicadores son la herramienta que tenemos para determinar que tipo de PLAN DE MANTENIMIENTO podemos implementar, tal y como se detalla a continuación:

Presentaciones similares