Descargar la presentación
La descarga está en progreso. Por favor, espere

1
UNIVERSIDAD NACIONAL DE LA RIOJA
DEPARTAMENTO DE CIENCIAS APLICADAS APUNTES DE CLASE DE ESTADISTICA PARA INGENIERIAS PROFESOR TITULAR: EST. PIERFEDERICI, Mauricio JTP: ING, DE PRIEGO, Ramiro AÑO 2013

2
PARA INGENIERIA INDUSTRIAL INGENIERIA AGROINDUSTRIAL INGENIERIA CIVIL INGENIERIA EN ALIMENTOS INGENIERIA DE MINAS

3
LA CATEDRA CUENTA CON UNA PAGINA WEB:
WWW. mauriciopier.com.ar CLAVE:

4
HORARIOS DE CLASE TEORIA MARTES DE 15 A 18 HS ANFITEATRO F PRACTICA
VIENES 18,30 21,30 ANF F

5
UNIDAD 1

6
LA ESTADISTICA DESCRIPTIVA

7
MAPA CONCEPTUAL DE LA UNIDAD

8
INFORMACION PARA TOMAR DECISIONES
POBLACION MUESTRA DATOS MEDIDA DESCRIPTIVAS TABLAS GRAFICOS INFORMACION PARA TOMAR DECISIONES

9
EL PAPEL DE LA ESTADISTICA EN LA INGENIERIA Y EN LA CIENCIA

10
El campo de la estadística tiene que ver con la recopilación, presentación, análisis y uso de los datos para tomar decisiones y resolver problemas.- Cualquier persona tanto en su carrera profesional como en la vida cotidiana recibe información en forma de datos a través de periódicos, de la televisión y de otros medios.- A menudo es necesario obtener alguna conclusión a partir de la información contenida en los datos, por eso será útil para cualquier persona tener cierta comprensión de la estadística.- Puesto que los ingenieros y los científicos obtienen y analizan datos de manera rutinaria, el conocimiento de la estadística y las probabilidades puede constituirse en una herramienta poderosa para ayudar a ellos a diseñar nuevos productos y sistemas, a perfeccionar los existentes y a diseñar, desarrollar y mejorar los procesos de producción.-

11
Esta materia busca dotar al ingeniero y científico con las herramientas estadísticas básicas que les permita practicar con éxito estos aspectos de sus profesiones.- La importancia de la estadística en la ingeniería, la ciencia y la administración ha sido subrayada por la participación de la industria en el aumento de la calidad.- Muchas compañías se han dado cuenta de que la baja calidad de un producto (ya sea en forma de defecto de fabricación, en una baja confiabilidad en sus rendimientos o en ambos), tiene un efecto muy pronunciado en la productividad global de la compañía, en el mercado y la posición competitiva y finalmente, en la rentabilidad de la empresa.- Mejorar estos aspectos de la calidad, pueden eliminar el desperdicio; disminuir la cantidad de material de desecho, la necesidad de volver a maquilar piezas, los
, tiene un efecto muy pronunciado en la productividad global de la compañía, en el mercado y la posición competitiva y finalmente, en la rentabilidad de la empresa.- Mejorar estos aspectos de la calidad, pueden eliminar el desperdicio; disminuir la cantidad de material de desecho, la necesidad de volver a maquilar piezas, los.")
12
requerimientos para inspección y prueba, y las perdidas por garantía, además de mejorar la satisfacción del consumidor y permitir que la empresa se convierta en un productor de alta calidad y bajo costo en el mercado.- La estadística es un elemento decisivo en el incremento de la calidad ya que las técnicas estadísticas pueden emplearse para describir y comprender la variabilidad.- Virtualmente todos los procesos y sistemas de la vida real exhiben variabilidad.-Por ejemplo, considere la situación donde, de un proceso de maquinado, se seleccionan varios componentes del motor de una aeronave y se mide la altura de la turbina del propulsor (una dimensión crítica) de cada parte.- Si el instrumento de medición tiene una resolución suficiente, la altura de cada turbina será diferente, esto es, habrá variabilidad en la dimensión.-
 de cada parte.- Si el instrumento de medición tiene una resolución suficiente, la altura de cada turbina será diferente, esto es, habrá variabilidad en la dimensión.-")
13
¿Por que se presenta la variabilidad?
Otro ejemplo; si se cuenta el número de defectos en los gabinetes para computadoras personales, se encontrará cierta variabilidad en los conteos, ya que algunos gabinetes tendrán pocos defectos, mientras que otros tendrán muchos.- Esta noción de variabilidad se extiende a todos los ambientes.- Existe variabilidad en el espesor del recubrimiento de óxido en las pastillas de silicio, en el rendimiento por hora de un proceso químico, en el número de errores en los dibujos de ingeniería y en el tiempo necesario para ensamblar el motor de un automóvil, etc.- Podemos preguntarnos: ¿Por que se presenta la variabilidad?

14
En general, la variabilidad es el resultado de cambios en las condiciones bajo las que se hacen las observaciones.- En el contexto de las manufactura, estos cambios pueden ser diferentes en las propiedades de los materiales utilizados, en la forma que trabajan los obreros, en las variables del proceso (tales como, la temperatura, la presión o el tiempo de ocupación) y en factores ambientales (como la humedad ambiental).- La variabilidad también se presenta debido al sistema de medición utilizado.- Por ejemplo, la medición obtenida a partir de una escala puede depender del lugar del panel en que se coloque el objeto que se ha de medir.-
 y en factores ambientales (como la humedad ambiental).- La variabilidad también se presenta debido al sistema de medición utilizado.- Por ejemplo, la medición obtenida a partir de una escala puede depender del lugar del panel en que se coloque el objeto que se ha de medir.-")
15
El muestreo también puede ser causa de variabilidad
El muestreo también puede ser causa de variabilidad.- Por ejemplo, supóngase que un lote de 5000 circuitos integrados contiene exactamente 50 circuitos defectuosos.- Si se inspeccionan los 5000 dispositivo y el proceso de inspección es perfecto (sin error en la medición o en la inspección), entonces se encontrará 50 circuitos defectuosos.- Ahora bien, supóngase que se selecciona una muestra de 100 dispositivos, es probable que algunos de los dispositivo en la muestra estén defectuosos.- De hecho, lo que se espera es que la muestra contenga alrededor de uno por ciento de los circuitos defectuosos.- (50 /5000 * 100) = 1 %, pero esta cantidad también puede ser cero, dos o cinco por ciento de circuitos defectuosos, dependiendo de los dispositivos específicos contenidos en la muestra.-
, entonces se encontrará 50 circuitos defectuosos.- Ahora bien, supóngase que se selecciona una muestra de 100 dispositivos, es probable que algunos de los dispositivo en la muestra estén defectuosos.- De hecho, lo que se espera es que la muestra contenga alrededor de uno por ciento de los circuitos defectuosos.- (50 /5000 * 100) = 1 %, pero esta cantidad también puede ser cero, dos o cinco por ciento de circuitos defectuosos, dependiendo de los dispositivos específicos contenidos en la muestra.-")
16
Es así como el proceso de muestreo introduce cierta variabilidad en los resultados observados en el sentido en que la proporción de unidades defectuosas puede cambiar de la proporción real de estas.- El campo de la estadística y la probabilidad consta de métodos tanto para describir y modelar la variabilidad, como para tomar decisiones en presencia de ésta.-

17
EL ROL DEL CIENTIFICO Y DEL INGENIERO EN EL MEJORAMIENTO DE LA CALIDAD.
En la última mitad del siglo pasado e inicio del presente, EEUU se encontró a si mismo en un mercado mundial cada vez más competitivo.- La competencia alentó una revolución internacional en el mejoramiento de la calidad.- Las enseñanzas e ideas de W. Edwards Deming ( ) fueron útiles en el rejuvenecimiento de la industria japonesa.- Él destacó que la industria estadounidense, con la finalidad de sobrevivir, debería movilizarse con un compromiso continuo por el mejoramiento de la calidad.- Desde el diseño hasta la producción, los procesos necesitan mejorarse en forma continua.-
 fueron útiles en el rejuvenecimiento de la industria japonesa.- Él destacó que la industria estadounidense, con la finalidad de sobrevivir, debería movilizarse con un compromiso continuo por el mejoramiento de la calidad.- Desde el diseño hasta la producción, los procesos necesitan mejorarse en forma continua.-")
18
El ingeniero y el científico, con sus conocimientos técnicos y armado de habilidades estadísticas básicas en recolección de datos y presentaciones gráficas podrían ser los principales actores en el logro de dicha metas.- El mejoramiento de la calidad se basa en la filosofía de “hacerlo bien la primera vez”.- Más aún no debería estar contento con cualquier proceso o producto, más bien tiene que seguir buscando forma de mejorarlo.- En la última Unidad se tratará de enfatizar los componentes estadísticos clave de todo programa de mejoramiento de la calidad y trataremos de desarrollar los gráficos de control del proceso de producción, como así también las técnicas estadísticas desarrolladas para satisfacer las necesidades de confiabilidad de los productos.-

19
DEFINICION DE ESTADISTICA
Es una palabra que encontramos frecuentemente en nuestro lenguaje diario.- Según el libro que tomemos, podemos encontraros con muchas definiciones de Estadística.- Algunos autores la definen como una ciencias, otros como un método y algunos como ambas.- Nosotros vamos a definirla como:

20
Es la ciencia que aporta las técnicas o métodos que se sigue para recoger, organizar, resumir, presentar, analizar, interpretar, generalizar y contrastar resultados de las observaciones de los fenómenos reales para ayudar a tomar decisiones más efectivas.-

21
TIPOS DE ESTADISTICAS.- Dependiente del propósito del estudio, la estadística puede ser Descriptiva o deductiva o Inferencial o inductiva.-

22
YA VEREMOS COMO ACTUA CADA UNA
La Estadística Descriptiva comprende aquellos métodos usados para recopilar, organizar y describir la información que se ha recogido con el fin de describir sus características.- La Estadística Inferencial comprende aquellos métodos y técnicas usadas para hacer generalizaciones, predicciones o estimaciones sobre una característica de la población o la toma de una decisión con respecto a una población, a partir de una muestra de esa población.- YA VEREMOS COMO ACTUA CADA UNA

23
La mayoría de los experimentos y las investigaciones realizadas por los ingenieros en el curso de la investigación, ya sea un fenómeno físico, un proceso de producción o una unidad manufacturada, comparten alguna características comunes.- Un primer paso en cualquier estudio consiste en desarrollar una propuesta clara y bien definida.- Por ejemplo, un ingeniero mecánico quiere determinar si un nuevo aditivo aumentará la resistencia a la tensión de piezas plásticas, elaboradas en una máquina de moldeo de inyección.- El aditivo no solo debería aumentar la resistencia a la tensión, sino que también necesita aumentarla lo suficiente como para tener importancia en ingeniería.- Por lo tanto hace la siguiente propuesta:

24
Propuesta: determinar si es posible encontrar una cantidad específica de un aditivo que aumente la resistencia a la tensión de las piezas plásticas en al menos 10 libras por pulgadas cuadradas.- En cualquier propuesta que haga trate de evitar palabras como duro, blando, suficientemente grande, etc, que son muy difícil de cuantificar.- La propuesta puede ayudar a decidir que datos recopilar.- El ingeniero mecánico, por ejemplo, probo dos cantidades diferentes de aditivo y produjo 25 especimenes de la pieza plástica con cada mezcla,. Para cada uno de los 50 especimenes se obtuvo la resistencia a la tensión.- Tienen que recopilarse datos pertinentes.-

25
Sin embargo, desde un punto de vista práctico, a menudo es físicamente imposible o poco factible obtener un conjunto de datos completo.- Cuando se obtienen datos de experimentación de laboratorio, sin importar cuanta experimentación se haya realizado, siempre podrían tenerse más.- Para recolectar un conjunto exhaustivo de datos, relacionados con el daño que soportan todos los automóviles de cierto modelo en colisión a una rapidez específica, (tendría que someter a colisiones a cada auto de dicho modelo que salga de la línea de producción).- En la mayoría de las situaciones, debe trabajar solo con información parcial.- La distinción entre los datos realmente adquiridos y la gran colección de todas las observaciones potenciales es clave para entender la Estadística.-

26
Es el conjunto de todas las mediciones (o registros de algún rasgo de calidad) correspondientes a cada unidad, acerca de la cual se busca información.- También podemos definir población, al conjunto de animales, personas o cosas que son objeto de nuestro estudio.- POBLACION SE SIMBOLIZA CON N Llamamos: Elementos o Unidades estadísticas: A las personas, animales, cosas u observaciones o mediciones que forman la población en estudio

27
TAMAÑO DE LA POBLACION Población finita: cuando el número de elementos que la forman es numerable, se puede contar, por ejemplo el número de alumnos de la universidad, cantidad de empleados de una fábrica, etc.- Población infinita: cuando el número de elementos que la forman es incontable o tan grande que puede considerarse infinito. Como por ejemplo, si se realizara un estudio estadístico sobre los productos que hay en el mercado, producción de un torno, etc.-

28
Los elementos de una población poseen una serie de cualidades, propiedades o rasgos comunes que se denominan en estadística CARACTERES. ELEMENTOS Por ejemplo: si tenemos un estudio sobre personal de una fábrica del parque industrial, todos los empleados poseen una serie de características: Edad. Estado civil. Número de hijos. Nivel de instrucción alcanzado.- Antigüedad en el trabajo. Tarea que realiza.- Remuneración que recibe.- Etc

29
CARACTERES CUALITATIVOS, ATRIBUTOS O VARIABLES CATEGÓRICAS:
Los caracteres de un elemento de la población pueden ser: CARACTERES CUALITATIVOS, ATRIBUTOS O VARIABLES CATEGÓRICAS: Son aquellas que por su propia naturaleza no se pueden medir y se describen mediante palabras. Son producto de conteo.- Por ejemplo: el sexo, nacionalidad, raza, color de pelo, estado de ánimo, tipo de trabajo, modelo de auto, cantidad de tornillos producidos, cantidad de televisores producidos, etc Estas tienen modalidades

30
CARACTERES CUANTITATIVOS O VARIABLES NUMÉRICAS:
Son aquellos que se pueden describir mediante número, es decir, que son susceptibles de cuantificación o de medición. Por ejemplo: puntajes de un examen, edad, el peso, la altura, ingreso de una empresa, salario de una persona, minutos de demora en recorrer una distancia, tiempo en elaborar una determinada pieza de producción, etc.-

31
Dentro de los caracteres cuantitativos o variables numéricas pueden encontrarse dos clases de variables; variables discretas y variables continuas. Una variable estadística es DISCRETA si toma un número finito o infinito numerable de valores, o dicho de otra forma, si entre dos valores consecutivos puede tomar a lo sumo un número finito de valores. Por ejemplo: cantidad de hijos de los empleados de una empresa, cantidad de obreros, cantidad de moléculas raras en una muestra de agua, cantidad de anillos para pistón, cantidad de plantas de olivos, etc.-

32
Una variable estadística es CONTINUA si toma un número infinito de valores en un intervalo, o dicho de otra manera si entre dos valores consecutivos puede tomar cualquier otro. Por ejemplo: peso de una persona, altura, producción de fábrica, salarios de obreros de una empresa, montos de ventas de un comercio, tiempo de armado de autoparte para autos, metros de tela producidos por un telar, tiempo de ensambles de piezas, longitud de barras de acero producidas, etc.-

33
Veamos un ejemplo de como actúa en parte la estadística descriptiva:
Producción diaria de una fabrica de cereales.- Un jefe de producción de cereales de Trigo formo un equipo de empleados para estudiar el proceso de producción de cereales.- Durante la primera fase del estudio se peso una selección aleatoria de cajas y se midió la densidad del producto.- A continuación, el jefe quería estudiar datos relacionados con las pautas de producción diaria.- Se hallaron los niveles de producción (en miles) de un periodo de 10 días.- Represente estos resultados gráficamente y comente sus observaciones: Día 1 2 3 4 5 6 7 8 9 10 Cajas (miles) 84 81 85 82 109 110 60 63
 de un periodo de 10 días.- Represente estos resultados gráficamente y comente sus observaciones: Día Cajas. (miles)")
34
Solución En la figura, el jefe de producción puede identificar los días de baja producción, así como los días de mayor producción.- No parecería que hubiera mucha diferencia en el numero de cajas producidas en los seis primeros días.-

35
Sin embargo, en los días 7 y 8 el nivel de producción parecería que era mas alto.- En cambio, en los días 9 y 10 parecería que era mas bajo.- Basándose en estas observaciones, el equipo intento identificar las causas por las que la productividad era mas alta y mas baja.- Por ejemplo, tal vez en los días 9 y 10 estuvieron ausentes trabajadores clave o hubieran cambiado las materias primas.- También se podrían identificar las causas por las que aumento la productividad en los días 7 y 8.-

36
Respecto a la Estadística Inferencial, diremos:
La estadística inferencial es un proceso, no un mero resultado numérico.- Este proceso puede consistir en una estimación, una prueba de hipótesis, un análisis de relaciones o una predicción.- En primer lugar, podemos querer estimar un parámetro.- Supongamos que Florería Sicar SRL, quiere desarrollar una nueva estrategia de comercialización.- Podría ser útil la información sobre los hábitos de gasto de los clientes de la florería.- Puede querer: Estimar la edad media de los clientes de la florería.- Estimar la diferencia entre la cantidad media que los clientes pagan con Tarjeta American Express y la cantidad media que pagan con Visa.-

37
Estimar la proporción de clientes que están insatisfecho con el sistema de reparto de la florería.- Etc……. En segundo lugar, podemos querer probar una hipótesis sobre un parámetro.- Por ejemplo, la Florería Sicar puede querer: Probar la hipótesis si los clientes tienen este año una preferencia por el color de las rosas distintas a la del año pasado.- Probar la hipótesis si menos del 25 por ciento de los clientes de la florería son turistas.- Probar la hipótesis si las ventas son mayores los fines de semana que el resto de los días de la semana.- Probar la hipótesis si la cantidad media que gastaron los clientes es su ultima compra supero los 50$.-

38
Las respuestas a estas preguntas pueden ayudar a la Florería Sicar SRL a lanzar una campaña publicitaria que le permita reducir costos, incrementar beneficios y aumentar la satisfacción de los clientes.- En tercer lugar, podemos querer analizar las relaciones entre dos o mas variables.- El director financiero de la General Motors, quiere tomar decisiones estratégicas que afectan a toda la compañía.- En esos casos, puede utilizar series de datos macroeconómicos de los que puede disponerse en diversas publicaciones, para analizar las relaciones entre variables como el producto bruto interno, tipo de interés, la renta per capita, la inversión total y oferta monetaria, etc., que indican la situación general de la economía nacional.- El director financiero puede hacerse las siguientes preguntas:

39
¿Influye la tasa de crecimiento de la oferta monetaria en la tasa de inflación?.-
Si General Motors sube un 5 por ciento el precio de los automóviles de tamaño intermedio, ¿Cómo afectara la subida a las ventas de estos automóviles?.- Afecta la legislación sobre el salario mínimo de desempleo?.- Etc.. ¿Cómo se comienza a responder a la pregunta sobre el efecto que puede producir una subida de los precios en la demanda de automóviles?.- La teoría económica básica nos dice que manteniéndose todo lo demás constante, una subida del precio va acompañada de una reducción de la cantidad demandada.- Sin embargo, esta teoría es puramente cualitativa.-

40
No nos dice cuanto disminuye la cantidad demandada
No nos dice cuanto disminuye la cantidad demandada.- Para avanzar mas, hay que recoger información sobre como ha respondido la demanda a las variaciones del precio en el pasado y evaluarla.- Estudiando estadística inferencial aprenderemos a recoger información y a analizar relaciones.- En cuarto lugar, podemos necesitar predecir, es decir, hacer predicciones confiables.- Las decisiones de inversión deben hacerse mucho antes de que pueda llevarse un nuevo producto al mercado y evidentemente, es deseable tener predicciones de la situación en la que se encontrara probablemente el mercado dentro de unos años.- Cuando los productos están consolidados, las predicciones sobre las ventas a corto plazo son importantes para decidir los niveles de existencias y los programas de producción.-

41
Las predicciones de los futuros tipos de interés son importantes para una empresa que tiene que decidir si emite o no nueva deuda.- Para formular una política económica coherente, el gobierno necesita predicciones de los resultados probables de variables como el producto bruto interno.- Las predicciones de los futuros valores dependen de las regularidades descubiertas en la conducta anterior de estas variables.- por lo tanto, se recogen datos sobre la conducta anterior de la variable que va a predecir y sobre la conducta de otra variable relacionadas con ella.- Utilizaremos la estadística inferencial para analizar esta información y sugerir entonces las tendencias futuras probables.-

42
Todas las variables deben tener una DEFINICION OPERACIONAL, es decir
un significado universalmente aceptado que sea claro para todos aquellos que estén relacionados con el análisis.- La falta de definiciones operacionales generan confusión.-

43
DE RAZON, COCIENTE O PROPORCION
ESCALAS DE MEDICION.- Para el análisis de datos se debe estar familiarizado con que existen cuatro escalas numéricas de medida de las variables que estamos estudiando.- Cuanto más alta sea la jerarquía o posición que ocupe el tipo de datos en estas medidas más información contendrán.- DE INTERVALOS ORDINAL NOMINAL DE RAZON, COCIENTE O PROPORCION

44
PARA VARIABLES CATEGORICAS PARA VARIABLES NUMERICAS
NOMINAL O DE CLASIFICACION ORDINAL O DE ORDEN JERARQUICO PARA VARIABLES NUMERICAS DE INTERVALOS O DE DISTANCIAS IGUALES DE RAZON, PROPORCION O DE COCIENTE

45
Estas escalas tienen ciertas propiedades básicas:
Nominal o de clasificación Estas escalas tienen ciertas propiedades básicas: Entre los objetos clasificados existe una relación de equivalencia o no equivalencia.- Si se utilizan números, estos solo distinguen orden de posiciones de determinada categoría o clase, pero en modo alguno establecen relación numérica entre los objetos numerados.- Los objetos están clasificados u ordenados en relación a una igualdad o equivalencia de un aspecto o característica.- La escalas nominales o de clasificación consisten en clasificar objetos reales según cierta características, tipologías o nombres, dándoles una denominación o símbolo, sin que implique ninguna relación de orden, distancia o proporción entre esos objetos.-

46
Escala ordinal o de orden jerárquico
Con esta escala se establecen posiciones relativas de objetos o individuos en relación a una característica, sin que se reflejen distancias entre ellos.- Hay un sentido de mayor(>) menor (<).- Las propiedades básicas de esta escala son: Entre los objetos ordenados existe la relación mayor, menor o igual y las relaciones lógicas de transitividad y asimetría.- La ordenación implica diferentes niveles de posición de un atributo: la utilización de números establece relaciones entre los objetos, pero no distancia entre los intervalos.-
 menor (<).- Las propiedades básicas de esta escala son: Entre los objetos ordenados existe la relación mayor, menor o igual y las relaciones lógicas de transitividad y asimetría.- La ordenación implica diferentes niveles de posición de un atributo: la utilización de números establece relaciones entre los objetos, pero no distancia entre los intervalos.-")
47
Escala de intervalos o de distancias iguales
Podemos señalar las siguientes características esenciales de este tipo de escala: Entre los objetos y ordenados existe una relación de mayor, igual o menor.- La escala se presenta bajo una forma cuantitativa.- La utilización de números indica relaciones entre los objetos y distancia entre los intervalos, que cuando son numéricamente iguales representan distancias también iguales en el atributo medido: así por ejemplo la distancia entre 10 y 20 es la misma que entre 82 y 92.- El punto cero de la escala es arbitrario y convencional, por ello no indica ausencia de lo que estamos midiendo.- Representan un nivel de medición más preciso que las anteriores; no solo se establece un orden en las posiciones relativas de los objetos o individuos sino que se mide también la distancia entre los intervalos o las diferentes categorías.-

48
Escala de razones o de cocientes
La caracterizaremos del siguiente modo: Entre los objetos ordenados existe un orden jerárquico, igualdad de intervalos y por último igualdad de razón, proporción.- Los número utilizados son números reales.- La serie de números reales tienen un origen llamado cero que por ser natural es inalterable.- Si una persona gana 200$ y otra gana 400$, decimos que la segunda gana el doble que la primera.- Esta es una escala que además de distinción, orden y distancia, permite establecer en que proporción es mayor una categoría de la escala que otra.- Tiene un cero absoluto o natural que representa la nulidad de lo que se estudia.-

49
Una muestra estadística es un subconjunto de la población
Muy frecuentemente es necesario seleccionar una muestra y en base a ésta extraer conclusiones respecto de la población.- Una muestra estadística es un subconjunto de la población La selección de una muestra representativa es un problema importante en la investigación estadística ya que ésta puede proporcionar una visión útil de la naturaleza de la población que se estudia, mientras que una muestra no representativa puede sugerir conclusiones totalmente erróneas sobre la población.- El punto esencial en el muestreo es estar seguro de que los elementos de la muestra representan a la población tan fielmente como sea posible.- Por lo general, esta tarea es más difícil de lo que parece.- Con frecuencia debe dedicarse mucho tiempo y atención al proceso de selección, ya que una ves medidos los elementos se supondrá que la muestra es representativa de la población.-

50
METODOS DE SELECCIÓN DE LA MUESTRA
Existen dos métodos básicos para seleccionar los elementos de una población: Si cada elemento de la población tiene la misma posibilidad de ser elegido, esto constituye una muestra aleatoria.- Si algunos elementos de la población tienen mayores posibilidades de selección que otros, esto constituye una muestra no aleatoria.-

51
MUESTRA ALEATORIA SIMPLE.-
Una muestra aleatoria simple, es aquella en la cual cada individuo o elemento de una población tiene la misma oportunidad de ser elegido.- Además, cada muestra de un tamaño fijo tiene la misma probabilidad de ser elegida, que cualquier otra muestra del mismo tamaño.- El muestreo aleatorio simple, es la técnica de muestreo aleatorio más elemental y constituye la base para otras técnicas.- En el muestreo aleatorio simple, se usa n para representar el tamaño de la muestra y N para representar el tamaño de la población.- Cada persona o elemento en el marco se enumera de 1 a N.-

52
Con reemplazo Sin reemplazo
Existen dos métodos básicos para seleccionar muestras: Con reemplazo Sin reemplazo

53
El muestreo con reemplazo, implica que una vez seleccionada una persona o elemento, se regresa al marco donde tiene la misma probabilidad de ser elegida de nuevo.- Imagine que tiene una urna con 500 tarjetas de presentación.- Suponga que en el primer sorteo sale la ficha de Juan Llanos.- La información pertinente se registra y se regresa la tarjeta a la urna.- Después se mezclan bien las tarjetas y se saca una segunda tarjeta,. En esta segunda extracción Juan Llanos, tiene la misma probabilidad de salir 1/N, de ser elegida de nuevo.- Se repite el procedimiento hasta alcanzar el tamaño muestra n deseado.- Sin embargo, suele considerarse más adecuado tener una muestra de personas o elementos diferentes en lugar de permitir la repetición de mediciones de la misma persona o elemento.-

54
En el muestreo sin reemplazo, no se regresa la persona o elemento al marco una vez seleccionado y por lo tanto, no puede elegirse otra vez.- Como antes, en el muestreo sin reemplazo la probabilidad de que algún miembro específico de la población, por ejemplo Juan Llanos, sea elegido en el primer intento es 1/N.- La probabilidad de que, cualquier individuo no seleccionado, salga elegido en el segundo intento será 1 / N-1.- Este proceso continua hasta alcanzar el tamaño de muestra n deseado.- Sin importar si el muestreo es con o sin reemplazo, los métodos de urna para elegir una muestra tienen un gran inconveniente: la habilidad para revolver perfectamente las tarjetas y elegir la muestra en forma aleatoria.- Como resultado, los métodos de urna no son muy útiles.- Son preferibles otros métodos de selección con menos problemas y mejor base científica.-

55
Uno de estos métodos utiliza una TABLA DE NUMEROS ALEATORIOS, para obtener la muestra.- Una tabla de números aleatorios esta formada por una serie de dígitos que se generan en forma aleatoria y se colocan en la secuencia en que se generaron.- Hay muchas tablas de números aleatorios, como la que veremos en práctica.- De hecho, lo normal es que los investigadores antes de usar una tabla de números aleatorio verifiquen la aleatoriedad de los dígitos generados antes de emplearlos.- Debido a que cada dígito o secuencia de dígitos de la tabla es aleatorio, se puede leer en sentido horizontal o vertical.-

56
Para usar una tabla como la que vemos en práctica en lugar de una urna para seleccionar una muestra, primero debemos asignar números de códigos a los miembros individuales de la población.- Entonces se obtiene la muestra aleatoria leyendo la tabla y seleccionando los elementos del marco de población cuyos números de código coinciden con los dígitos encontrados en la tabla.- Hoy gracias a los avances de los paquetes estadísticos de PC, las tablas se usan menos.- Los programas tienen una secuencia para generar los números aleatorios que se necesita.-

58
Ejemplo1: El Director de Recursos Humanos desea estudiar la cantidad de hijos que tienen cada uno de los 2500 empleados que tiene cierta empresa automotriz.- Desea tomar una muestra aleatoria de 200 de ellos para responder la encuesta.- Enumera a sus empleados del número 1 al Usa un generador de números aleatorios de la computadora que genera 200 enteros aleatorios entre el total de números y después invita a los 200 empleados a quienes corresponden dichos números a que participen en el estudio.- ¿Esta es una muestra aleatoria simple?.- Solución Si, esta es una muestra aleatoria simple.- A cada empleado se le dio la misma posibilidad de ser elegido.-

59
Ejemplo 2: Una ingeniera que supervisa la calidad quiere inspeccionar rollos de papel tapiz para obtener información acerca de la fallas que tiene la imprenta.- Decide tomar una muestra de 50 rollos de la producción de un día.- Cada hora durante cinco horas, toma los diez últimos rollos producidos y cuenta el número de fallas en cada uno.- ¿es esta una muestra aleatoria simple?.- Solución No.- No todo subconjunto de 50 rollos de papel tapiz tiene la misma probabilidad de pertenecer a la muestra.- Para tomar una muestra aleatoria simple, la ingeniera necesitaría asignar un número a cada rollo producido durante el día y después generar números aleatorios para después determinar con que rollos se forma la muestra.-

60
En algunos casos, es difícil o imposible extraer una muestra de una manera realmente aleatoria.- En esta situación lo mejor que se puede hacer es seleccionar los elementos de la muestra por algún método conveniente.- Por ejemplo, imagine que un ingeniero civil acaba de recibir un remesa de mil bloques de hormigón, que pesan aproximadamente 50 libras cada uno.- Los bloque se han entregado en una gran pila.- El ingeniero quiere investigar la fuerza de comprensión de los bloques midiendo las fuerzas en una muestra de diez bloques.- Para tomar una muestra aleatoria simple se requeriría sacar bloques del centro y de la parte inferior de la pila, lo que puede ser muy difícil.- Por esta razón, el ingeniero puede tomar una muestra simplemente tomando diez bloques de la parte superior de la pila.- Una muestra así se llama muestra por conveniencia.-

61
Una muestra de conveniencia extrae por un método aleatorio
es un muestra que no se extrae por un método aleatorio bien definido El problema con las muestras de conveniencia es que podrían diferir sistemáticamente de la población en alguna forma.- Por esta razón, tales muestras no se deben usar, excepto en situaciones donde no es viable tomar una muestra aleatoria.- Cuando se necesita tomar una muestra de conveniencia, es importante pensar en todas las formas en las que aquellas podría diferir sistemáticamente de la población.- Si es razonable pensar que no existe una diferencia importante, entonces puede ser aceptable tratar la muestra de conveniencia como si fuera una muestra aleatoria simple.-

62
Respecto de los bloques de hormigón, si el ingeniero está seguro de que los bloques superiores en la pila no difieren sistemáticamente de alguna forma importante del resto, entonces puede tratar la muestra de conveniencia como si fuera una muestra aleatoria simple.- Sin embargo, si es posible que los bloques hayan sido hecho con diferentes cantidades de mezclas o que puedan tener diferentes tiempos de cocido o diferentes temperaturas, entonces una muestra de conveniencia podría dar resultados falsos.- Algunas personas piensan que una muestra aleatoria simple es garantía de que refleja perfectamente a su población.- Esto no es cierto.- Las muestras aleatorias simples siempre son diferentes de sus poblaciones en algunos aspectos y en ocasiones podrían ser considerablemente diferentes.-

63
Dos muestras diferentes de la misma población también serán diferentes entre sí.- Este fenómeno se conoce como variación del muestreo.- Esta última constituye una de las razones por la que los experimentos científicos tienen resultados diferentes cuando se repiten, aún cuando las condiciones parecen ser idénticas.- Veamos un ejemplo.- Un inspector de calidad prueba 40 pernos de una gran remesa y mide la longitud de cada uno.- Descubre que 34 de ellos (85%) cubren las especificación de longitud.- Llega entonces a la conclusión de que exactamente 85% de los pernos de la remesa satisfacen la especificación.- Por otra parte, el supervisor del inspector concluye que la proporción de pernos buenos esta cerca de 85% con cierta probabilidad pero que no es exactamente igual.- ¿Cuál es la conclusión correcta?.-
 cubren las especificación de longitud.- Llega entonces a la conclusión de que exactamente 85% de los pernos de la remesa satisfacen la especificación.- Por otra parte, el supervisor del inspector concluye que la proporción de pernos buenos esta cerca de 85% con cierta probabilidad pero que no es exactamente igual.- ¿Cuál es la conclusión correcta .-")
64
Solución Debido a la variación del muestreo, las muestras aleatorias simples no reflejan a la población perfectamente.- Sin embargo, con frecuencia están bastante cerca.- Por tanto, resulta adecuado inferir que la proporción de pernos buenos en la remesa esté cerca de la proporción de muestra, que es de 85%, con cierta probabilidad.- Sin embargo, no es probable que la proporción de población sea igual a 85%.- Otra inspectora repite el estudio con una muestra aleatoria simple diferente de 40 pernos.- Descubre que 36 de ellos, 90% son buenos.- El primer inspector afirma que ella debió haber cometido algún error, ya que sus resultados mostraban que 85% y no 90% de los pernos son buenos.- ¿tiene razón?.-

65
Solución No, el no tiene razón.- Es la variación del muestreo en acción.- Dos muestras diferentes de la misma población serán diferentes entre sí y de la población.- Ya que las muestras aleatorias simples no reflejan a sus poblaciones perfectamente, ¿Por qué es importante que el muestreo sea aleatorio?.- La ventaja de una muestra aleatoria simple es que no hay ningún mecanismo sistémico que la haga poco representativa.- Las diferencias entre la muestra y su población son atribuibles completamente a la variación aleatoria.- Debido a que la teoría matemática sobre la variación aleatoria se comprende bien, se pueden usar modelos matemáticos para estudiar la relación entre muestras aleatorias simples y sus poblaciones.-

66
En general, para una muestra que no fue seleccionada de forma aleatoria, no existe una teoría disponible que describa los mecanismos que causaron que la muestra aleatoria simple difiera de su población.- Por tanto, con frecuencias las muestras que no fueron obtenidas aleatoriamente son difícil de analizar de manera confiable.- En los ejemplos que hemos venido viendo, las poblaciones constaban de elementos físicos reales; estudiantes, bloques de concreto de una pila, pernos de una remesa, etc.- Estas poblaciones se denominan poblaciones tangibles.- Este tipo de poblaciones son siempre finitas.- Después de que se muestrea un elemento el tamaño de la población disminuye en uno.- En principio, uno podría regresar el elemento a la población, cosa que no se hace en la práctica.-

67
En ingeniería, es frecuente que los datos sean productos de mediciones realizadas durante un experimento científico, más que por muestreo de poblaciones tangibles.- Tomando un ejemplo simple, imagine que un ingeniero mide la longitud de una varilla cinco veces, haciendo las mediciones en la forma más cuidadosa posible con condiciones idénticas.- No importa que tan cuidadosamente se hayan hecho las mediciones, diferirán un poco una de otra, debido a la variación en el proceso de medición que no se puede controlar o predecir.- Esto último da como resultado, que con frecuencia sea adecuado considerar estos datos como una muestra aleatoria simple de una población.- En estos casos, la población consta de todos los valores que posiblemente pueden haber sido observado.-

68
Esta población se denomina población conceptual ya que no consta de elementos reales.-
Veamos un ejemplo; un geólogo pesa una roca varias veces en una balanza analítica.- Cada vez, la balanza da una lectura ligeramente diferente.- ¿Bajo que condiciones se puede considerar estas lecturas como una muestra aleatoria simple?.- ¿Cuál es la población?.- Solución Si las características físicas de la balanza permanecen iguales cada vez que se pesa, se puede considerar que las mediciones se hacen bajo consideración idénticas, entonces las lecturas se pueden considerar como una muestra aleatoria simple.- La población es conceptual.- Consta de todas las lecturas que la balanza en principio podría producir.-

69
En el ejemplo anterior, son las características físicas del proceso de medición las que determinan si los datos constituyen una muestra aleatoria simple.- En general, cuando se decide si un conjunto de datos se puede considerar una muestra aleatoria simple, es muy útil tener una comprensión del proceso que generó los datos.- Algunas veces los métodos estadístico pueden ayudar, especialmente cuando la muestra es grande, pero el conocimiento del mecanismo que produjo los datos es más importante.- Veamos un ejemplo: Se ha diseñado un nuevo proceso químico que se supone tendrá una producción más alta de cierta sustancia química que durante el proceso anterior.- Para investigar los resultados de este proceso, lo realizamos 50 veces y registramos los 50 resultados.-

70
¿Bajo que condiciones sería razonable considerar lo anterior como una muestra aleatoria simple?.- Describa algunas condiciones bajo las cuales puede no resultar adecuado considerar esto último como una muestra aleatoria simple.- Solución Para responder a esto, primero debemos especificar la población.- La población es conceptual y consta del conjunto de todos los resultados que se obtienen de este proceso, así como de las veces que se realizó.- Lo que hemos llevado a cabo es un muestreo de los 50 primeros resultados del proceso.- Si y solo si estamos seguros de que los primeros 50 resultados se han generado en condiciones idénticas y que no difieren en ninguna forma sistémica de los resultados de futuras realizaciones, podemos tratarlos como una muestra aleatoria simple.-

71
Sin embargo sea cauteloso
Sin embargo sea cauteloso.- Hay muchas condiciones por la que 50 resultados podrían dejar de ser una muestra aleatoria simple.- Por ejemplo, con procesos químicos, algunas se da el caso de que realizaciones con resultados altos son seguidas de realizaciones con resultados bajos y viceversa.- A veces los resultados tienden a aumentar con el tiempo, conforme los ingenieros de proceso aprendan por la experiencia como hacer funcionar el proceso de manera más eficiente.- En estos casos, los resultados no se han generado bajo las mismas condiciones y no constituyen una muestra aleatoria simple.-

72
En el ejemplo anterior, se muestra que un buen conocimiento de la naturaleza del proceso en estudio es importante para determinar si los datos se pueden considerar como muestra aleatoria simple.- Los métodos estadísticos, algunas veces se usan para mostrar que un conjunto de datos no representa necesariamente una muestra aleatoria simple.- Por ejemplo, a veces las condiciones experimentales cambian gradualmente con el tiempo.- Un método simple, pero efectivo para detectar esta condición, es realizar una gráfica con las observaciones en el orden en que se tomaron.- Una muestra aleatoria simple, no debe mostrar ningún patrón o tendencia obvia.- La placa siguiente nos muestra las gráficas de tres muestras en el orden en que se tomaron:

73
a) b) c)
 b) c)")
74
La figura a) muestra un patrón oscilatorio
La figura a) muestra un patrón oscilatorio.- La figura b) muestra una tendencia creciente.- Ninguna de estas muestras se debe tratar como muestra aleatoria simple.- La gráfica c) no parece mostrar ningún patrón o tendencia obvia.-Podría ser apropiado tratar estos datos como una muestra aleatoria simple.- Sin embargo, antes de tomar esa decisión, es aún importante pensar acerca del proceso que produjo estos datos, ya que puede haber cuestiones que no son evidentes en la gráfica.-
 muestra un patrón oscilatorio.- La figura b) muestra una tendencia creciente.- Ninguna de estas muestras se debe tratar como muestra aleatoria simple.- La gráfica c) no parece mostrar ningún patrón o tendencia obvia.-Podría ser apropiado tratar estos datos como una muestra aleatoria simple.- Sin embargo, antes de tomar esa decisión, es aún importante pensar acerca del proceso que produjo estos datos, ya que puede haber cuestiones que no son evidentes en la gráfica.-")
75
A veces la pregunta respecto de si un conjunto de datos es una muestra aleatoria simple, depende de la población en estudio.- Se puede dar el caso para el cual una gráfica pueda parecer buena, aún cuando los datos no sean una muestra aleatoria simple.- En el ejemplo siguiente mostramos este caso.- Un nuevo proceso químico se realiza diez veces cada mañana durante cinco días consecutivos.- Una gráfica de los resultados en el orden en que aparecieron no presenta ningún patrón o tendencia obvia.- Si el nuevo proceso se pone en producción, haciéndolo funcionar diez horas todos los días desde las 7,0 horas hasta la 17,0 horas.- ¿es razonable considerar que los 50 resultados sea una muestra aleatoria simple?.- ¿Qué ocurre si el proceso esta siempre funcionando por la mañana?.- Solución

76
Debido a que se intenta poner en funcionamiento el nuevo proceso tanto durante la mañana como en la tarde, la población consta de todos los resultados que alguna vez se observarán, incluyendo tanto las realizaciones por la mañana como por la tarde.- La muestra se toma solo de la parte de la población de los resultados matutinos; por tanto, no es una muestra aleatoria simple.- Hay muchas cosas que podrían estar equivocadas si esto se usa como una muestra aleatoria simple.- Por ejemplo, las temperaturas ambientales pueden ser diferentes entre la mañana y la tarde, ello podría afectar los resultados.- Si el proceso funciona solo por la mañana, entonces la población constaría solo de resultados matutinos.- Debido a que la muestra no presenta ningún patrón o tendencia obvia, bien podría ser apropiado considerarla como una muestra aleatoria simple.-

77
EJERCICIOS PARA HACER EN CLASE
Cada uno de los siguientes procesos implica el muestreo de una población .- Defina la población y diga si es tangible o conceptual: Se recibe una remesa de pernos de un distribuidor.- Para verificar si la remesa es aceptable respecto de la fuerza de corte, un ingeniero selecciona diez pernos , uno tras el otro, del recipiente para probarlo.- La resistencia de ciertos resistores se mide cinco veces con el mismo óhmetro.- Un estudiante de postgrado que se especializa en ciencias ambiental forma parte de un equipo de estudio que esta evaluando el riesgo para la salud humana de cierto contaminante presente en el agua de la llave en su pueblo.-

78
Una parte del proceso de evaluación implica calcular la cantidad de tiempo que las personas que viven en el pueblo esta en contacto con el agua de la llave.- El estudiante convence a los residentes del pueblo para que lleven un registro mensual, detallando la cantidad de tiempo que están en contacto con el agua de la llave día por día.- d) Se hacen ocho soldaduras con el mismo proceso y se mide la fuerza en cada una.- e) Un ingeniero responsable del control de calidad tiene que calcular el porcentaje de piezas fabricadas defectuosas en determinado día.- A las 14,30 horas de la tarde muestrea las últimas 100 piezas fabricadas.-
 Se hacen ocho soldaduras con el mismo proceso y se mide la fuerza en cada una.- e) Un ingeniero responsable del control de calidad tiene que calcular el porcentaje de piezas fabricadas defectuosas en determinado día.- A las 14,30 horas de la tarde muestrea las últimas 100 piezas fabricadas.-")
79
2.- Si usted quisiera calcular la altura de todos los alumnos de una universidad, ¿Cuál de las siguientes estrategias de muestreo sería el mejor?.- ¿ Por qué? Observe que ninguno de los métodos son realmente muestras aleatorias simples.- a) Mide la estatura de 50 estudiantes que se encuentran en el gimnasio durante un partido de básquetbol en la universidad.- Medir la estatura de todos los especialistas en ingeniería.- Medir la estatura de los estudiantes, eligiendo el primer nombre de cada página de la guía telefónica de la universidad si hubiese.-
 Mide la estatura de 50 estudiantes que se encuentran en el gimnasio durante un partido de básquetbol en la universidad.- Medir la estatura de todos los especialistas en ingeniería.- Medir la estatura de los estudiantes, eligiendo el primer nombre de cada página de la guía telefónica de la universidad si hubiese.-")
80
3.- Verdadero – Falso Una muestra aleatoria simple garantiza que refleja exactamente a la población de la que se extrajo.- Una muestra aleatoria simple esta libre de cualquier tendencia sistémica en diferir de la población de la que se extrajo.- 4.- Una ingeniera de control de calidad, extrae una muestra aleatoria simple de 50 anillos -0 de un lote de varios miles.- Mide el espesor de cada uno y descubre que 45 de ellos, 90% cumple con ciertas especificaciones.- ¿Cuál de los siguientes enunciados es correcto?.- La proporción de anillos-0 en el lote completo que cumple con la especificación es igual a 90%.- La proporción de anillo-0 en el lote completo que cumple con la especificación probablemente esta cerca de representar 90%, pero probablemente no es igual al total.-

81
5.- Se ha usado durante mucho tiempo un proceso para la fabricación de botellas de plástico y se sabe que 10% de estas están defectuosas.- Se esta usando un nuevo proceso que se supone, reduce la proporción de defectos.- En una muestra aleatoria simple de 100 botellas producidas con el nuevo proceso, 10 estaban defectuosas.- Uno de los ingenieros sugiere que la prueba demuestra que el nuevo proceso no es mejor que el proceso anterior, ya que la proporción de defectos es la misma.- ¿Es esta una conclusión justificada?.- Explique.- Suponga que hubiese sido solamente nueve las botellas defectuosas de la muestra de 100, ¿Esto habría probado que el nuevo proceso es mejor?.- Explique.- ¿Qué resultado presenta pruebas más evidentes de que el nuevo proceso es mejor; encontrar nueve botellas defectuosas en la muestra o encontrar dos botellas defectuosas en la muestra.-

82
6.- Con respecto al ejercicio anterior 5).- Verdadero Falso.-
Si la proporción de defectos en la muestra es menor a 10%, es confiable concluir que el nuevo proceso es mejor.- Si la proporción de defectos en la muestra es mucho menor a 10%, la diferencia bien podría ser completamente atribuible a la variación del muestreo y no es confiable concluir que el nuevo proceso es mejor.- Si la proporción de defectos en la muestra es mucho menor al 10%, es muy poco probable que la diferencia sea atribuible completamente a la variación del muestreo, por lo que es confiable llegar a la conclusión de que el nuevo proceso es mejor.-

83
d) No importa que tan pocos defectos aparezcan en la muestra, el resultado bien podría ser completamente atribuible a la variación del muestreo, por lo que no es confiable concluir que el nuevo proceso es mejor.- 7.- Para determinar si una muestra se debe tratar como una muestra aleatoria simple, ¿Qué es más importante; un buen conocimiento de la estadística o un buen conocimiento del proceso que produce los datos?.-

84
RESPUESTAS: 1.- a) La población consta de todos los tornillos de la remesa.- Es tangible b) La población consta de todas las mediciones que se hicieron en el resistor con el óhmetro.- Es conceptual.- c) La población consta de todos los habitantes del pueblo.- Es tangible d) La población consta de toas las soldaduras que pudieron haberse hecho con el proceso.- Es conceptual.- e) La población consta de todas las partes fabricadas ese día.- Es tangible.- 3.- a) Falso b) verdadero 5.- a) No.- Lo importante es la proporción poblacional de defectos: el porcentaje de la muestra es solo una aproximación.- La proporción poblacional para el nuevo proceso puede, en efecto, ser mayor o menor que la del proceso anterior.- b) No.- La proporción poblacional para el nuevo proceso puede ser 10% o mayor, aún cuando la proporción muestral fue de solo 9%.- c) Encontrando dos botellas defectuosas en la muestra.- 7.- Un buen conocimiento del proceso que produce los datos.-
 La población consta de todas las mediciones que se hicieron en el resistor con el óhmetro.- Es conceptual.- c) La población consta de todos los habitantes del pueblo.- Es tangible. d) La población consta de toas las soldaduras que pudieron haberse hecho con el proceso.- Es conceptual.- e) La población consta de todas las partes fabricadas ese día.- Es tangible a) Falso b) verdadero. 5.- a) No.- Lo importante es la proporción poblacional de defectos: el porcentaje de la muestra es solo una aproximación.- La proporción poblacional para el nuevo proceso puede, en efecto, ser mayor o menor que la del proceso anterior.- b) No.- La proporción poblacional para el nuevo proceso puede ser 10% o mayor, aún cuando la proporción muestral fue de solo 9%.- c) Encontrando dos botellas defectuosas en la muestra Un buen conocimiento del proceso que produce los datos.-")
85
ESTADISTICO Y PARAMETRO.-
Un estadístico es cualquier característica numérica de una muestra.- Se simbolizan con letras del abecedario español.- Un parámetro es cualquier característica numérica de una población.- Se los simboliza con letras del abecedario griego.- Por ejemplo, si digo que el 50% de los empleados del Parque Industrial ganan en promedio 700$, calculé un estadístico.- En cambio si digo que el sueldo promedio de todos los empleados del parque industrial es de 700$, calculé un parámetro-

86
NECESIDAD DE DATOS Los datos pueden concebirse como información numérica o no, necesaria para ayudarnos a tomar decisiones con fundamentos, en una situación particular.- Un DATO, es el registro (numérico o no) que se obtiene como resultado de observar cierta característica de interés en un individuo (persona, animal, cosa o entidad de naturaleza abstracta) que constituye el objeto de estudio.-
 que se obtiene como resultado de observar cierta característica de interés en un individuo (persona, animal, cosa o entidad de naturaleza abstracta) que constituye el objeto de estudio.-")
87
Para ser útiles, los datos se deben recopilar y poner a nuestra disposición.- La simple decisión de medir y recopilar los datos relevantes es el comienzo indispensable para usarlos en la solución de problemas.- Si un fabricante de hornos microondas registra los casos de reparación dentro de la garantía, pero no los defectos específicos que se tuvo que corregir, entonces los datos no son de ninguna utilidad para mejorar el proceso de fabricación de los hornos.- La primera decisión consiste entonces en determinar lo que se quiere medir.- A menudo, las variables más fácil de medir no son las más relevantes para resolver un problema.- Por ejemplo, un fabricante de golosinas que tiene que programar su producción de tabletas de chocolates le gustaría saber cual es la demanda mensual que tiene la tableta.-

88
Sería relativamente fácil registrar cada mes las ordenes de compra de los mayoristas y las cadenas de negocios minoristas que las venden, pero no es lo mismo que la demanda de los consumidores: puede suceder que algunos clientes quieran comprar la tableta pero no la encuentran en existencia cuando van al negocio.- Sería mejor obtener información no solo de las ordenes de compra sino sobre la existencias en los negocios.- Precisar un poco el problema ayuda a determinar los datos que se van a reunir y cuales son las variables importantes, no las más fáciles de medir.-

89
Es en extremo importante empezar el análisis estadístico con la identificación de las fuentes de datos más adecuadas.- Si los datos presentan sesgos, ambigüedades u otro tipo de errores por más que apliquemos las más sofisticadas metodologías del análisis estadístico, las conclusiones a que lleguemos estarán mal o serán muy deficientes.-

90
Dentro del campo de la Ingeniería, los datos los obtenemos mediante estudios observacionales.-
Los estudios observacionales hoy se presentan en formas muy variadas en las empresas, principalmente en todo lo referente a estudios grupales o la importancia de los trabajos en equipo.- Se hace hincapié en la Administración de la Calidad Total.-

91
TIPOS DE EXPERIMENTOS PARA LA OBTENCION DE DATOS.-
Hay mucha clase de experimentos que se pueden usar para generar datos.- Describiremos brevemente algunos de ellos.- En un experimento de una sola muestra, hay solo una población de interés y se extrae una sola muestra de esta.- Por ejemplo, imagine que se ha diseñado un proceso par producir polietileno que se usará para hacer tubos.- En este contexto, un experimento mediante el cual se producen algunas muestras de polietileno y se mide la fuerza de tensión de cada una constituye un experimento de una muestra.- Se considera que las fuerzas medidas representan una muestra aleatoria simple de una población conceptual de todas las fuerzas posibles que se pueden observar en las muestras fabricadas por este proceso.-

92
Los experimentos del tipo una muestra se pueden usar para determinar si un proceso satisface cierta norma; por ejemplo, si tienen la fuerza suficiente para una aplicación dada.- En un experimento de muestras múltiples, hay dos o más poblaciones de interés y se toma una muestra de cada población.- Por ejemplo, si están compitiendo algunos procesos para ser considerados en la fabricación de polietileno y se miden las fuerzas de tensión en una muestra de elementos de cada proceso, se entiende que este es un experimentos de muestras múltiples.- A cada proceso le corresponde una población distinta y a las mediciones hechas sobre los elementos de un proceso dado se les considera una muestra aleatoria simple de esa población.- El propósito habitual de los experimentos de muestras múltiples es hacer comparaciones entre las poblaciones.-

93
En este ejemplo, el propósito podría ser que se determine el proceso que produzca la mayor fuerza o que se determine si hay diferencias en las fuerza en el polietileno que se produjo mediante los diferentes procesos.- En muchos experimentos de muestras múltiple, las poblaciones se distinguen entre sí al cambiar uno o más factores que pueden afectar el resultado.- A estos experimentos se los conoce como experimentos factoriales.- No veremos este tipos de experimentos por estar fuera del alcance de esta cátedra, pero si compararemos dos poblaciones.-

94
Para fines del análisis estadístico, es importante distinguir entre datos transversales y datos longitudinales.- Datos transversales: son datos que se recolectan en un solo momento, en un tiempo único.- Es como tomar una fotografía de algo que sucede.- Datos longitudinales: en ocasiones el interés del investigador es analizar cambios a través del tiempo en determinadas variables o en las relaciones entre estas.- Entonces se dispone de datos longitudinales, los que se recolectan a través del tiempo en puntos o períodos especificados, para hacer inferencias respecto al cambio, su determinantes y consecuencias.-

95
LA RECOPILACION DE DATOS
Y LA MATRIZ DE DATOS

96
Vista las definiciones básica necesaria, supongamos que ya tenemos los datos relevados, que sabemos que pueden ser solo una serie de datos que queremos analizar estadísticamente, o puede ser que surjan de una matriz de datos de algún cuestionario que hayamos relevado, o de la base de datos de cierto servicio, dependiendo esto de la investigación que nos hayamos planteado.-

97
Tomemos un ejemplo de una matriz de dato y supongamos que ella se origina en un relevamiento dirigido a una clase de 92 alumnos.- Cada alumno anoto su altura, peso, sexo, si fuma o no, nivel de actividad física y pulso en reposo.- Después todos tiraron una moneda al aire y aquellos a los que le salio cara corrieron durante un minuto.- A continuación todos se volvieron a tomar la pulsación.-

98
El contenido de la matriz de datos fue:
Pulso 1: pulso inicial de los 92 alumnos Pulso 2: pulso final Corrió: 1= Corrió = No corrió Fuma: 1 = Fuma 2= No fuma Sexo: = Hombre 2= Mujer Altura de los estudiantes (en centímetros) Peso de los estudiantes (en gramos) Actividad: Nivel de actividad física habitual: 1= Baja = Media Alta
 Peso de los estudiantes (en gramos) Actividad: Nivel de actividad física habitual: 1= Baja 2= Media 3 Alta.")
99
Nº Pulso1 Pulso2 Corrió Fuma Sexo Alto Peso Actividad 1 64 88 2 168 58 70 183 66 3 62 76 187 73 4 78 185 86 5 80 175 6 74 84 75 7 68 8 72 188 9 10 118 180 63 11 90 94 12 96 13 92 178 69 14 170 15 60 77 16 79 17 82 18 19

100
20 72 80 1 2 168 61 3 21 70 106 180 77 22 74 76 178 71 23 66 102 59 24 94 191 84 25 96 140 155 64 26 62 100 54 27 78 104 173 28 82 63 29 115 160 55 30 68 112 57 31 116 53 32 118 175 33 88 110 34 98 159 51 35 128 36 188 86 37 60 38 39 40 183

101
41 68 66 2 1 170 42 54 56 175 43 74 70 185 3 44 45 180 46 72 173 47 64 177 48 82 84 49 62 191 73 50 58 168 61 51 52 59 53 55 76 188 67 88 187 57 178 90 78 183 60 86

102
62 92 94 2 1 175 68 63 60 70 182 74 64 72 180 65 183 3 66 84 67 76 170 56 173 69 168 59 61 166 54 71 157 73 160 75 58 57 88 165 77 78 80 79 55

103
80 66 76 2 165 52 81 74 163 46 82 78 170 83 68 175 84 72 173 50 85 160 53 1 86 157 49 3 87 43 88 90 92 57 89 60 91

104
EL ANALISIS DE LA MATRIZ DE DATOS

105
Aún cuando la matriz de datos constituye una organización que facilita el acceso a los registros, es indudable que nuestra capacidad cognitiva no nos permite entender el comportamiento de los datos y obtener información a partir de ellos.- Por ejemplo, en la matriz de datos de la encuesta realizada a 92 estudiantes, quizás con una mirada rápida a la matriz podríamos saber el sexo predominante entre los estudiantes, pero difícilmente podríamos dar alguna conclusión sobre las pulsaciones después de correr, o cual es la altura promedio de ellos, etc, y además sería imposible establecer si hay alguna relación entre el peso y la altura de los estudiantes.-

106
Esta limitación de procesar mentalmente tal cantidad de información, nos obliga a recurrir a nuevas herramientas que permitan resumir los datos haciendo visibles aspectos que de otra forma permanecerían ocultos.- Ahora bien, decidir cuales son las herramientas más apropiadas depende en primer lugar de las preguntas que intentemos responder y que, como ya dijimos, son las que guían todo el proceso de análisis.-

107
1.- ¿Es heterogéneo el grupo en cuanto a su edad?.-
2.- ¿Hay predominio de mujeres?.- 3.- ¿La composición por sexo varía según sea si fuman o no? 4.- ¿Hay alguna relación entre el peso y la altura de los alumnos? 5.- ¿El pulso depende de si el alumno corrió o no? 6.- ¿Las diferencia entre el pulso antes de correr y después son valores más o menos homogéneos?.- 7.- ¿Habrá alguna relación entre el sexo, si corrió o no y el peso de los alumnos?.- 8.- Se trata de estudiantes que dicen tener que tipo de actividad física, alta, baja o media?

108
En este sintético listado de preguntas podemos distinguir aquellas que involucran a una sola variable, a dos variables, y a tres o más variables.- Para la búsqueda de respuesta a esas preguntas será necesario utilizar herramientas estadística diferentes según sea el número de variables consideradas.-

109
Como se menciono oportunamente:
Cuando el análisis de los individuos se realiza a partir de una única variable sin tomar en cuenta el resto de la matriz, hablamos de un Análisis Univariado.- Si el tratamiento de los datos involucra dos variables simultáneamente se trata de un Análisis Bivariado.- Cuando trabajamos con tres o más variables simultáneamente recurrimos al Análisis Multivariado.-

110
Recordemos que, otro aspecto a tener en cuenta al considerar la herramienta apropiada para el análisis es el tipo de variable con el que se está trabajando: cualitativa o cuantitativa.- Además, las herramientas estadísticas para el análisis de los datos se pueden clasificar en dos grandes familias: numéricas y gráficas, ambas concurrentes para hacer visible el comportamiento de los datos y complementarias en la intención de producir información.- Priorizar las herramientas numéricas o las gráficas o ambas en el trabajo de exploración, es una decisión del investigador.-

111
Independientemente de la necesidad de responder a las preguntas que suponen el tratamiento de una variable, análisis bivariado o multivariado, requiere que se haga una exploración de cada una de las variable de la matriz de datos.- Si tenemos variables que están representadas por códigos, debemos transformar las mismas en nominales a fin de que cuando empecemos con la organización y análisis de los datos, no nos aparezcan los números, sino que representan; por ejemplo, si en la columna de Sexo, observamos 1 y 2, esto será Hombre y Mujer y así sucesivamente con otras.-

112
Veamos a nuestra Matriz de Referencia
Veamos a nuestra Matriz de Referencia.- Observamos que algunas variables vienen definidas por códigos y por lo tanto debemos pensar como hacemos estos cambios usando un programa por ejemplo, como Minitab.- Es importante que el alumno vaya tomando notas de los distintos procedimiento que realizamos en PC.-

116
Pulso1 Pulso2 Corrió Fuma Sexo Alto Peso Actividad 64 88 CORRIO NO FUMA HOMBRE 168 MEDIA 58 70 183 66 62 76 FUMA 187 73 ALTA 78 185 86 BAJA 80 175 74 84 75 68 72 188 118 180 63 90 94 96 92 178 69 170 60 77 79 82

117
72 80 CORRIO NO FUMA HOMBRE 168 61 ALTA 70 106 180 77 MEDIA 74 76 178 71 66 102 59 94 FUMA 191 84 96 140 MUJER 155 64 62 100 54 78 104 173 82 63 115 160 55 68 112 57 116 53 118 175 88 110 98 159 51 128 NO CORRIO 188 86 BAJA 60 183

118
68 66 NO CORRIO FUMA HOMBRE 170 MEDIA 54 56 175 74 70 NO FUMA 185 ALTA 180 72 173 64 177 82 84 62 191 73 58 168 61 50 59 48 ALTA 76 188 67 88 187 178 90 78 183 86 BAJA

119
92 94 NO CORRIO FUMA HOMBRE 175 68 MEDIA 60 70 182 74 72 NO FUMA 180 64 183 ALTA 84 62 76 170 56 66 173 MUJER 168 59 61 166 54 157 160 58 57 88 165 80 BAJA 55

120
66 76 NO CORRIO NO FUMA MUJER 165 52 MEDIA 80 74 163 46 78 170 68 175 72 173 50 82 160 53 BAJA FUMA 157 49 ALTA 87 84 43 90 92 57 60 86

121
Nuestra nueva matriz será:
Ahora debemos tomar la decisión si trabajos con la población o con una muestra.- Tomamos la decisión de seleccionar una muestra aleatoria por ejemplo, de 40 alumnos y trabajar estadísticamente nuestra nueva matriz, veamos como seleccionamos la misma usando el programa Minitab.- Nuestra nueva matriz será:

122
Esta es la matriz muestral para empezar a trabajar los métodos estadísticos.-
Nª Pulso1 Pulso2 Corrió Fuma Sexo Alto Peso Actividad 1 78 80 NO CORRIO NO FUMA MUJER 173 60 BAJA 2 170 52 MEDIA 3 90 88 FUMA HOMBRE 64 4 74 163 46 5 62 58 CORRIO 183 79 ALTA 6 87 84 160 43 7 70 66 8 191 86 9 102 178 59 10 72 68 50 11 185 77 12 165 61 13 180 14 82 53

123
15 70 NO CORRIO NO FUMA HOMBRE 178 68 MEDIA 16 66 76 MUJER 165 52 17 183 98 18 175 19 94 CORRIO FUMA 191 84 20 64 177 ALTA 21 74 71 22 92 23 90 188 73 BAJA 24 80 54 25 118 180 63 26 100 115 160 55 27 28 82 79 29 61 166

124
30 78 76 NO CORRIO NO FUMA HOMBRE 183 82 ALTA 31 68 72 CORRIO 188 86 MEDIA 32 70 106 180 77 33 64 62 191 73 34 FUMA 185 35 54 50 175 36 66 MUJER 165 55 37 60 182 74 38 84 39 173 40 75 BAJA

127
PRESENTACION DE DATOS ESTADISTICOS
COMO HEMOS DICHO, AL PLANTEARNOS UN ESTUDIO ESTADISTICO Y OBTENER LOS DATOS NECESARIOS, NOS ENCONTRAMOS QUE PODEMOS ESTUDIAR VARIABLES CATEGÓRICAS Y/O NUMÉRICAS

128
PRESENTACION DE VARIABLE CATEGORICA EN TABLAS Y GRAFICOS.-

129
NOS PREGUNTAMOS CUANTAS
VARIABLES MOSTRAMOS 1 variable Varias variable 2 variable TABLA RESUMEN SUPERTABLA TABLA DE CONTINGENCIA CUADRO ESTADISTICO PORCENTAJES DEL TOTAL, DE FILAS Y DE COLUMNAS GRAFICOS

130
PARTES DE UN CUADRO ESTADISTICO
TITULO NOTA DE CALCE Encabezado y sub.-encabezado CUERPO Columna Matriz o concepto FUENTE Nota al pie

131
1.-TITULO.- Se coloca siempre sobre el cuadro, ya que leemos de arriba hacia abajo.- Si el titulo es muy largo, se coloca en forma de pirámide truncada.- Un titulo debe responder a cuatro preguntas básicas: QUE?, que es lo que queremos mostrar.- DONDE?, se refiere al lugar donde fueron obtenidos.- COMO?, se refiere a como queremos mostrar los datos.- CUANDO?, hace referencia cuando fueron obtenidos los datos.- 2.-ENCABEZADO Y SUBENCABEZADOS.- Son las denominaciones de las columnas y responde al Como del titulo.- Una columna puede tener subencabezados.-

132
3. -COLUMNA MATRIZ O CONCEPTO. - Son las denominaciones de la filas
3.-COLUMNA MATRIZ O CONCEPTO.- Son las denominaciones de la filas.- Responde también al Como del titulo.- 4.-CUERPO.- Son las diversas casillas donde se colocan los datos.- 5.-FUENTE.- Nos indica la institución, investigación o el texto de donde provienen los datos.- Nos sirve para saber donde consultar, si queremos más información o si deseamos presentar alguna disconformidad o aclaración.-

133
Las cinco partes mencionadas nunca deben faltar al elaborarse un cuadro estadístico.- Hay dos partes restantes que pueden ir o no según el cuadro estadístico que elaboremos.- NOTA DE CALCE.- Se coloca entre el titulo y el cuadro estadístico, hace referencia a como debemos leer los datos del cuerpo del cuadro.- Por ejemplo, (en %), (en miles), etc.- NOTA AL PIE.- Hace referencia a como leer algunos símbolos que pueden aparecer en el cuerpo del cuadro, por ejemplo, (-) dato no relevado, (*) dato estimado, etc.-
, (en miles), etc.- NOTA AL PIE.- Hace referencia a como leer algunos símbolos que pueden aparecer en el cuerpo del cuadro, por ejemplo, (-) dato no relevado, (*) dato estimado, etc.-")
134
CUADRO RESUMEN. Ejemplo Personal del Parque Industrial,
Supongamos que se selecciono en el Parque Industrial de cierta ciudad una muestra de 120 personas, Marzo 2005 y se les pregunto en que área trabajaban.- Resulto la siguiente tabla: Personal del Parque Industrial, según área de trabajo. Marzo 2005 Frecuencia absoluta TAREA TOTAL Montaje 28 Calidad 11 Mantenimiento 23 Armado 19 Diseño 15 Otras tareas 24 120 Fuente: Elaboración propia

135
Personal del Parque Industrial, según área de trabajo. Marzo 2005
Explicamos un Cuadro Resumen agregado una columna con los porcentajes del total.- Personal del Parque Industrial, según área de trabajo. Marzo 2005 Frec. Relativa % TAREA TOTAL % del total Montaje 28 23,3 Calidad 11 9,2 Mantenimiento 23 19,2 Armado 19 15,8 Diseño 15 12,5 Otras tareas 24 20,0 120 100,0 19/120 *100 Fuente: Elaboración propia

136
Si queremos presentar un cuadro resumen en gráficos, recurrimos al gráfico de sectores o un gráfico de barras simples.- Personal del Parque Industrial, según área de trabajo. Marzo 2005 Otras tareas Diseño Armado Mantenimiento Calidad Montaje 5 10 15 20 25 30 TAREA

137
GRAFICO DE SECTORES.- Personal del Parque Industrial, según área de trabajo. Marzo 2005 23% 9% 19% 16% 13% 20% Montaje Calidad Mantenimiento Armado Diseño Otras tareas

138
EJERCICIO PARA HACER EN CLASE.-
Se pidió a los alumnos de un curso sobre Los Fundamentos de la INGENIERIA, de la UNLAR, llenar un cuestionario de evaluación del curso al final del mismo.- Consiste en una diversidad de preguntas cuyas respuestas se clasifican en cinco categoría.- Una de las preguntas es, “ En comparación con otros cursos que ha estudiado”, ¿ cual es la calidad general de éste?- Mala Regular Buena Muy Buena Excelente En una muestra de 60 alumnos que terminaron el curso mencionado se obtuvieron las siguientes respuestas.- Para facilitar el procesamiento del cuestionario en computadora se usó una escala numérica en la que: 1 = Mala 2 = Regular = Buena = Muy Buena = Excelente Los datos fueron:

139
3 4 5 1 2 Comente de que tipo son estos datos.-
Cual es el nivel de medición.- Agrupe la información.- Explique la información.- Comente y realice un gráfico para esta información.-

140
TABLA DE CONTINGENCIA.-
Supongamos que ahora a la muestra de empleados se observo el sexo y se registro la información: TAREA Sexo TOTAL Varón Mujer Montaje 16 12 28 Calidad 3 8 11 Mantenimiento 13 10 23 Armado 15 4 19 Diseño 5 Otras tareas 17 7 24 69 51 120 Frecuencias Conjuntas absolutas Frecuencias Marginales absolutas

141
Personal del Parque Industrial, según
área de trabajo y sexo. Marzo 2005 Otras Diseño Armado Mujeres Mantenimiento Varones Calidad Montaje 5 10 15 20

142
Porcentajes según las tareas que realizan.-
Analizamos una tabla de contingencia, según lo que queremos explicar.- Porcentajes según las tareas que realizan.- TAREA SEXO TOTAL Varón Mujer Montaje 57,0 43,0 100,0 Calidad 27,3 72,7 Mantenimiento 56,5 43,5 Armado 78,9 21,1 Diseño 33,3 66,7 Otras tareas 70,8 29,2 57,5 42,5 Fuente: Elaboración propia

143
Porcentajes según el sexo de los empleados.-
TAREAS SEXO TOTAL Varón Mujer Montaje 23,4 23,5 23,3 Calidad 4,3 15,7 9,2 Mantenimiento 18,8 19,6 19,2 Armado 21,7 7,8 15,8 Diseño 7,2 12,5 Otras tareas 24,6 13,7 20,0 100,0 Fuente: Elaboración propia.-

144
Porcentajes según el total general
TAREAS SEXO Varón Mujer Montaje 13,3 10,0 Calidad 25,0 6,7 Mantenimiento 10,8 8,3 Armado 12,5 3,3 Diseño 4,2 Otras tareas 14,2 5,8 Fuente: Elaboración propia.-

145
EJERCICIO PARA HACER EN CLASE.-
Se tomo una muestra al azar de 100 alumnos de la UNLAR.- Se registro el sexo y lugar de nacimiento: Lugar Sexo Capital V Chamical Chilecito M Villa Unión Chepes Otra Tama Aimogasta

146
Lugar Sexo Chilecito V Capital M Chepes Aimogasta Villa Unión Otra Chamical

147
Lugar Sexo Chilecito V Capital Villa Unión M Aimogasta Otra Tama Chamical Chepes

148
VEAMOS LO QUE HEMOS VISTO HASTA AHORA USANDO UN PAQUETE ESTADISTICO COMO, MINITAB Y EXCEL PARA LOS GRAFICOS.-

149
MUESTRAL DE LOS 40 ALUMNOS
PARA VER APLICACIÓN USAREMOS LA MATRIZ MUESTRAL DE LOS 40 ALUMNOS QUE HEMOS OBTENIDO ANTERIORMENTE.- RECORDEMOS LA MATRIZ DE MUESTRA ALEATORIA DE 40 ALUMNOS DE UNA POBLACIÓN DE 92 ALUMNOS:

150
Esta es la matriz muestral para empezar a trabajar los métodos estadísticos.-
Pulso1 Pulso2 Corrió Fuma Sexo Alto Peso Actividad 78 80 NO CORRIO NO FUMA MUJER 173 60 BAJA 170 52 MEDIA 90 88 FUMA HOMBRE 64 74 163 46 62 58 CORRIO 183 79 ALTA 87 84 160 43 70 66 191 86 102 178 59 72 68 50 185 77 165 61 180 82 53

151
70 NO CORRIO NO FUMA HOMBRE 178 68 MEDIA 66 76 MUJER 165 52 183 98 175 94 CORRIO FUMA 191 84 64 177 ALTA 74 71 92 90 188 73 BAJA 80 54 118 180 63 100 115 160 55 82 79 61 166

152
78 76 NO CORRIO NO FUMA HOMBRE 183 82 ALTA 68 72 CORRIO 188 86 MEDIA 70 106 180 77 64 62 191 73 FUMA 185 54 50 175 66 MUJER 165 55 60 182 74 84 173 75 BAJA

157
Situación Total Alumnos % del Total Corrió 15 37,5 No Corrió 25 62,5
Total de alumnos según si corrió o no Situación Total Alumnos % del Total Corrió 15 37,5 No Corrió 25 62,5 TOTAL 40 100.0 Fuente: Elaboración propia Total de alumnos según si corrió o no Fuente: Elaboración propia

158
Total de alumnos según fuman
Situación Total Alumnos % del Total Fuma 12 30 No Fuma 28 70 TOTAL 40 100.0 Fuente: Elaboración propia

159
Total de alumnos según sexo
Total alumnos % del Total Hombre 27 67,5 Mujer 13 32,5 Total 40 100.0 Fuente: elaboración propia

160
Total de alumnos según actividad
TOTAL ALUMNOS % DEL TOTAL ALTA 9 22,5 MEDIA 26 65,0 BAJA 5 12,5 TOTAL 40 100.0 Fuente: elaboración propia.-

163
TOTAL ALUMNOS SEGÚN SI CORRIO Y SEXO
Hombre Mujer Total Corrió 14 1 15 No Corrió 13 12 25 27 40 FUENTE: ELABORACIÓN PROPIA

164
TOTAL ALUMNOS SEGÚN SI CORRIO O NO Y SEXO Hombre Mujer Total Corrió
Hombre Mujer Total Corrió 93,33 6,67 100,00 No corrió 52,00 48,00 67,50 32,50 FUENTE: ELABORACIÓN PROPIA DEL TOTAL QUE CORRIO EL 93% FUERON HOMBRES DEL TOTAL QUE NO CORRIO EL 48% FUERON MUJERES

165
TOTAL ALUMNOS SEGÚN SI CORRIO O NO Y SEXO
FUENTE: ELABORACIÓN PROPIA

166
TOTAL ALUMNOS SEGÚN SEXO Y SI CORRIO
(en %) Hombre Mujer Corrió 51,85 7,69 No Corrió 48,15 92,31 Total 100,00 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE HOMBRES EL 48% NO CORRIO DEL TOTAL DE MUJERES EL 8% CORRIO
 Hombre. Mujer. Corrió. 51,85. 7,69. No Corrió. 48,15. 92,31. Total. 100,00. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE HOMBRES EL 48% NO CORRIO. DEL TOTAL DE MUJERES EL 8% CORRIO.")
167
TOTAL ALUMNOS SEGÚN SEXO Y SI CORRIO
FUENTE: ELABORACIÓN PROPIA

168
TOTAL ALUMNOS SEGÚN SI CORRIO Y SEXO
(en %) Hombre Mujer Total Corrió 35,00 2,50 37,50 No Corrió 32,50 30,00 62,50 67,50 100,00 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS EL 35% CORRIO Y SON HOMBRES DEL TOTAL DE ALUMNOS EL 30% SON MUJERES QUE NO CORRIO
 Hombre. Mujer. Total. Corrió. 35,00. 2,50. 37,50. No Corrió. 32,50. 30,00. 62,50. 67, ,00. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE ALUMNOS EL 35% CORRIO Y SON HOMBRES. DEL TOTAL DE ALUMNOS EL 30% SON MUJERES QUE NO CORRIO.")
169
TOTAL ALUMNOS SEGÚN SI FUMAY SEXO HOMBRE MUJER TOTAL FUMA 10 2 12
HOMBRE MUJER TOTAL FUMA 10 2 12 NO FUMA 17 11 28 27 13 40 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS 10 SON HOMBRE Y FUMAN DEL TOTAL DE ALUMNOS 28 NO FUMAN

170
TOTAL ALUMNOS FUMAN O NO Y SEXO
(en %) HOMBRE MUJER TOTAL FUMA 83,33 16,67 100,00 NO FUMA 60,71 39,29 67,50 32,50 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS QUE FUMAN EL 83% SON HOMBRES DEL TOTAL DE ALUMNOS QUE NO FUMAN EL 39% SON MUJERES
 HOMBRE. MUJER. TOTAL. FUMA. 83,33. 16, ,00. NO FUMA. 60,71. 39,29. 67,50. 32,50. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE ALUMNOS QUE FUMAN EL 83% SON HOMBRES. DEL TOTAL DE ALUMNOS QUE NO FUMAN EL 39% SON MUJERES.")
171
TOTAL ALUMNOS FUMAN O NO Y SEXO
FUENTE: ELABORACIÓN PROPIA

172
TOTAL ALUMNOS POR SEXO SEGÚN FUMAN O NO
(en %) HOMBRE MUJER TOTAL FUMA 37,04 15,38 30,00 NO FUMA 62,96 84,62 70,00 100,00 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS HOMBRES EL 37% FUMAN DEL TOTAL DE ALUMNOS MUJER EL 85% NO FUMAN
 HOMBRE. MUJER. TOTAL. FUMA. 37,04. 15,38. 30,00. NO FUMA. 62,96. 84,62. 70, ,00. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE ALUMNOS HOMBRES EL 37% FUMAN. DEL TOTAL DE ALUMNOS MUJER EL 85% NO FUMAN.")
173
TOTAL ALUMNOS POR SEXO SEGÚN FUMAN O NO
FUENTE: ELABORACIÓN PROPIA

174
TOTAL ALUMNOS SEGÚN SI FUMAN Y SEXO HOMBRE MUJER TOTAL FUMA 25,00 5,00
(EN %) HOMBRE MUJER TOTAL FUMA 25,00 5,00 30,00 NO FUMA 42,50 27,50 70,00 67,50 32,50 100,00 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS EL 28% SON MUJERES QUE NO FUMAN DEL TOTAL DE ALUMNOS EL 25% SON HOMBRES QUE FUMAN
 HOMBRE. MUJER. TOTAL. FUMA. 25,00. 5,00. 30,00. NO FUMA. 42,50. 27,50. 70,00. 67,50. 32, ,00. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE ALUMNOS EL 28% SON MUJERES QUE NO FUMAN. DEL TOTAL DE ALUMNOS EL 25% SON HOMBRES QUE FUMAN.")
175
TOTAL DE ALUMNOS SEGÚN SEXO Y TIPO DE ACTIVIDAD
ACTIVIDAD TOTAL ALTA MEDIA BAJA HOMBRE 7 2 18 27 MUJER 3 8 13 9 5 26 40 FUENTE: ELABORACIÓN PROPIA TENEMOS 18 ALUMNOS QUE SON HOMBRE Y TIENEN BAJA ACTIVIDAD CINCO ALUMNOS TIENEN ACTIVIDAD MEDIA 13 ALUMNOS SON MUJERES

176
TOTAL DE ALUMNOS SEGÚN SEXO Y TIPO DE ACTIVIDAD
(EN %) ACTIVIDAD TOTAL ALTA MEDIA BAJA HOMBRE 25,93 7,41 66,67 100,00 MUJER 15,38 23,08 61,54 22,50 12,50 65,00 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE HOMBRES EL 26% TIENEN ACTIVIDAD ALTA DEL TOTAL DE MUJERES EL 23% TIENE ACTIVIDAD MEDIA DEL TOTAL DE ALUMNOS EL 65% TIENEN ACTIVIDAD BAJA
 ACTIVIDAD. TOTAL. ALTA. MEDIA. BAJA. HOMBRE. 25,93. 7,41. 66, ,00. MUJER. 15,38. 23,08. 61,54. 22,50. 12,50. 65,00. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE HOMBRES EL 26% TIENEN ACTIVIDAD ALTA. DEL TOTAL DE MUJERES EL 23% TIENE ACTIVIDAD MEDIA. DEL TOTAL DE ALUMNOS EL 65% TIENEN ACTIVIDAD BAJA.")
177
TOTAL DE ALUMNOS SEGÚN SEXO Y TIPO DE ACTIVIDAD
FUENTE: ELABORACIÓN PROPIA

178
TOTAL DE ALUMNOS SEGÚN TIPO DE ACTIVIDAD Y SEXO
(EN %) ACTIVIDAD TOTAL ALTA MEDIA BAJA HOMBRE 77,78 40 69,23 67,5 MUJER 22,22 60 30,77 32,5 100 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS CON ACTIVIDAD ALTA EL 22% SON MUJERES DEL TOTAL DE ALUMNOS CON BAJA ACTIVIDAD EL 69% SON HOMBRES
 ACTIVIDAD. TOTAL. ALTA. MEDIA. BAJA. HOMBRE. 77, ,23. 67,5. MUJER. 22, ,77. 32, FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE ALUMNOS CON ACTIVIDAD ALTA EL 22% SON MUJERES. DEL TOTAL DE ALUMNOS CON BAJA ACTIVIDAD EL 69% SON HOMBRES.")
179
TOTAL DE ALUMNOS SEGÚN TIPO DE ACTIVIDAD Y SEXO
FUENTE: ELABORACIÓN PROPIA

180
TOTAL DE ALUMNOS SEGÚN SEXO Y TIPO DE ACTIVIDAD
(EN %) ACTIVIDAD TOTAL ALTA MEDIA BAJA HOMBRE 17,50 5,00 45,00 67,50 MUJER 7,50 20,00 32,50 22,50 12,50 65,00 100,00 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS EL 18% SON HOMBRES CON ACTIVIDAD ALTA DEL TOTAL DE ALUMNOS EL 8% SON MUJERES CON ACTIVIDAD MEDIA
 ACTIVIDAD. TOTAL. ALTA. MEDIA. BAJA. HOMBRE. 17,50. 5,00. 45,00. 67,50. MUJER. 7,50. 20,00. 32,50. 22,50. 12,50. 65, ,00. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE ALUMNOS EL 18% SON HOMBRES CON ACTIVIDAD ALTA. DEL TOTAL DE ALUMNOS EL 8% SON MUJERES CON ACTIVIDAD MEDIA.")
181
TOTAL DE ALUMNOS SEGÚN FUMAN Y TIPO DE ACTIVIDAD
ACTIVIDAD TOTAL ALTA BAJA MEDIA FUMA 2 1 9 12 NO FUMA 7 4 17 28 5 26 40 FUENTE: ELABORACIÓN PROPIA TENEMOS 12 ALUMNOS QUE FUMAN TENEMOS 7 ALUMNOS QUE NO FUMAN Y TIENEN ALTA ACTIVIDAD

182
TOTAL DE ALUMNOS SEGÚN FUMAN Y TIPO DE ACTIVIDAD ACTIVIDAD TOTAL ALTA
(EN %) ACTIVIDAD TOTAL ALTA BAJA MEDIA FUMA 16,67 8,33 75,00 100,00 NO FUMA 25,00 14,29 60,71 22,50 12,50 65,00 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS QUE FUMAN EL 17% TIENE ACTIVIDAD ALTA DEL TOTAL DE ALUMNOS QUE NO FUMAN EL 61% TIENEN ACTIVIDAD MEDIA
 ACTIVIDAD. TOTAL. ALTA. BAJA. MEDIA. FUMA. 16,67. 8,33. 75, ,00. NO FUMA. 25,00. 14,29. 60,71. 22,50. 12,50. 65,00. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE ALUMNOS QUE FUMAN EL 17% TIENE ACTIVIDAD ALTA. DEL TOTAL DE ALUMNOS QUE NO FUMAN EL 61% TIENEN ACTIVIDAD MEDIA.")
183
TOTAL DE ALUMNOS SEGÚN FUMAN Y TIPO DE ACTIVIDAD
FUENTE: ELABORACIÓN PROPIA

184
TOTAL DE ALUMNOS SEGÚN TIPO DE ACTIVIDAD Y SI FUMAN ACTIVIDAD TOTAL
(EN %) ACTIVIDAD TOTAL ALTA BAJA MEDIA FUMA 22,22 20,00 34,62 30,00 NO FUMA 77,78 80,00 65,38 70,00 100,00 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS CON BAJA ACTIVIDAD EL 20% FUMAN DEL TOTAL DE ALUMNOS CON ACTIVIDAD MEDIA EL 65% NO FUMAN
 ACTIVIDAD. TOTAL. ALTA. BAJA. MEDIA. FUMA. 22,22. 20,00. 34,62. 30,00. NO FUMA. 77,78. 80,00. 65,38. 70, ,00. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE ALUMNOS CON BAJA ACTIVIDAD EL 20% FUMAN. DEL TOTAL DE ALUMNOS CON ACTIVIDAD MEDIA EL 65% NO FUMAN.")
185
TOTAL DE ALUMNOS SEGÚN FUMAN Y TIPO DE ACTIVIDAD
FUENTE: ELABORACIÓN PROPIA

186
TOTAL DE ALUMNOS SEGÚN FUMAN Y TIPO DE ACTIVIDAD ACTIVIDAD TOTAL ALTA
(EN %) ACTIVIDAD TOTAL ALTA BAJA MEDIA FUMA 5,00 2,50 22,50 30,00 NO FUMA 17,50 10,00 42,50 70,00 12,50 65,00 100,00 FUENTE: ELABORACIÓN PROPIA DEL TOTAL DE ALUMNOS EL 5% FUMAN Y TIENEN ALTA ACTIVIDAD DEL TOTAL DE ALUMNOS EL 43% NO FUMAN Y TIENEN ACTIVIDAD MEDIA
 ACTIVIDAD. TOTAL. ALTA. BAJA. MEDIA. FUMA. 5,00. 2,50. 22,50. 30,00. NO FUMA. 17,50. 10,00. 42,50. 70,00. 12,50. 65, ,00. FUENTE: ELABORACIÓN PROPIA. DEL TOTAL DE ALUMNOS EL 5% FUMAN Y TIENEN ALTA ACTIVIDAD. DEL TOTAL DE ALUMNOS EL 43% NO FUMAN Y TIENEN ACTIVIDAD MEDIA.")
187
DIAGRAMA DE PARETO

188
El diagrama de Pareto es una gráfica en donde se organizan diversas clasificaciones de datos por orden descendente, de izquierda a derecha por medio de barras sencillas después de haber reunido los datos para calificar las causas.- De modo que se pueda asignar un orden de prioridades.- El nombre de Pareto fue dado por el Dr. Joseph Jurán en honor al economista Wilfredo Pareto ( ) quien realizó un estudio sobre la distribución de la riqueza, en el cual descubrió que la minoría de la población poseía la mayor parte de la riqueza y la mayoría de la población poseía la menor parte de la riqueza.- Con esto estableció la llamada “Ley de Pareto” según la cual la desigualdad económica es inevitable en cualquier sociedad.-
 quien realizó un estudio sobre la distribución de la riqueza, en el cual descubrió que la minoría de la población poseía la mayor parte de la riqueza y la mayoría de la población poseía la menor parte de la riqueza.- Con esto estableció la llamada Ley de Pareto según la cual la desigualdad económica es inevitable en cualquier sociedad.-")
189
El Dr. Juran aplicó este concepto a la calidad, obteniéndose lo que hoy se conoce como la regla 80/20.- De este concepto, si se tiene un problema con muchas causas, podemos decir que el 20 % de las causas resuelven el 80% del problema y el 80% de las causas solo resuelven el 20% del problema.- Una gráfica de Pareto es utilizada para separar gráficamente los aspectos significativos de un problema desde los triviales de manera que un equipo sepa donde dirigir sus esfuerzos para mejorar.- Reducir los problemas más significativos (las barras más largas en una gráfica de Pareto) servirá más para una mejora general que reducir los más pequeños.- Con frecuencia un aspecto tendrá el 80% de los problemas.- En el resto de los casos, entre 2 y 3 aspectos serán responsables por el 80% de los problemas.-
 servirá más para una mejora general que reducir los más pequeños.- Con frecuencia un aspecto tendrá el 80% de los problemas.- En el resto de los casos, entre 2 y 3 aspectos serán responsables por el 80% de los problemas.-")
190
¿Cuando se utiliza? Al identificar un producto o servicio para el análisis para mejorar la calidad.- Cuando existe la necesidad de llamar la atención a los problemas o causas de una forma sistemática.- Al identificar oportunidades para mejorar.- Al analizar las diferentes agrupaciones de datos, (ej: por productos, por segmento, del mercado, área geográfica, etc).- Al buscar las causas principales de los problemas y establecer la prioridad de las soluciones.- Al evaluar los resultados de los cambios efectuados a un proceso (antes y después).- Cuando los datos pueden clasificarse en categorías.- Cuando el rango de cada categoría es importante.-
.- Al buscar las causas principales de los problemas y establecer la prioridad de las soluciones.- Al evaluar los resultados de los cambios efectuados a un proceso (antes y después).- Cuando los datos pueden clasificarse en categorías.- Cuando el rango de cada categoría es importante.-")
191
Pareto es una herramienta de análisis de datos ampliamente utilizada y es por lo tanto útil en la determinación de la causa principal durante un esfuerzo de resolución de problemas.- Este permite ver cuales son los problemas más grandes, permitiéndoles a los grupos establecer prioridades.- En casos típicos, los pocos (pasos, servicios, ítems, problemas, causas) son responsables por la mayor parte el impacto negativo sobre la calidad.- Un equipo puede utilizar la Gráfica de Pareto para varios propósitos durante un proyecto para lograr mejoras: Para analizar las causas.- Para estudiar los resultados.- Para planear una mejora continua.- Los gráficos de Pareto son especialmente valiosas como fotos de “antes y después” para demostrar que progreso se ha logrado.- Como tal, la Gráfica de Pareto es una herramienta sencilla pero poderosa.-

192
¿Cómo se utiliza? Seleccionar categorías lógicas para el tópico de análisis identificado (incluir el período de tiempo).- Reunir datos.- La utilización de un Check List puede ser de mucha ayuda en este paso.- Ordenar los datos de la mayor categoría a la menor.- Totalizar los datos para todas las categorías.- Calcular porcentaje del total que cada categoría representa.- Trazar los ejes horizontales (X) y verticales (Y primario; Y secundario).- Trazar la escala vertical izquierdo para frecuencia (de 0 al total, según se calculo anteriormente).-
 y verticales (Y primario; Y secundario).- Trazar la escala vertical izquierdo para frecuencia (de 0 al total, según se calculo anteriormente).-")
193
De izquierda a derecha trazar las barras para cada categoría en orden descendente.- Si existe una categoría “otros”, debe ser colocada al final, sin importar su valor.- Es decir, que no debe tenerse en cuenta al momento de ordenar de mayor a menor la frecuencia de las categorías.- Trazar la escala del eje vertical derecho para el porcentaje acumulativo, comenzando por el 0 y a el 100%.- Trazar el gráfico lineal para el porcentaje acumulado, comenzando en la parte superior de la barra de la primera categoría (la más alta).- Dar un titulo al gráfico, agregar las fechas de cuando los datos fueron reunidos y citar la fuente de los datos.- Analizar la gráfica para determinar los pocos importantes.-
.- Dar un titulo al gráfico, agregar las fechas de cuando los datos fueron reunidos y citar la fuente de los datos.- Analizar la gráfica para determinar los pocos importantes.-")
194
Consejos para la construcción.- Interpretación.-
Como hemos visto, un Diagrama de Pareto es un gráfico de barras que enumera las categorías en orden descendente de izquierda a derecha, el cual puede ser utilizado por un equipo para analizar causas, estudiar resultados y planear una mejora continua.- Dentro de las dificultades que se pueden presentar al tratar de interpretar el Diagrama de Pareto es que algunas veces los datos no indican una clara distinción entre las categorías.- Esto puede verse en el gráfico cuando todas las barras son más o menos de la misma altura.- Otra dificultad es que se necesita más de la mitad de las categorías para sumar más del 60% del efecto de calidad, por lo que un buen análisis e interpretación depende en su gran mayoría de un buen análisis previo de las causas y posterior recogida de los datos.-

195
Veamos un ejemplo de aplicación.-
Un fabricante de heladeras desea analizar cuales son los defectos más frecuentes que aparecen en las unidades al salir de la línea de producción.- Para esto, empezó por clasificar todos los defectos posibles en sus diversos tipos: TIPOS DE DEFECTOS DETALLE DEL PROBLEMA Motor no detiene No para el motor cuando alcanza temperatura No enfría El motor arranca pero la heladera no enfria Burlete defectuoso Burlete roto o deforme que no ajusta Pintura defectuosa Defectos de pintura en superficie externa Rayas Rayas en las superficies externas No funciona Al enchufar no arranca el motor Puerta no cierra La puerta no cierra correctamente Gavetas defectuosa Gavetas interiores con rajaduras Motor no arranca El motor no arranca después de ciclo de parada Mala nivelación La heladera se balancea y no se puede nivelar Puerta defectuosa Puerta del refrigerador no cierra herméticamente Otros Otros defectos no incluidos en los anteriores

196
Posteriormente un inspector revisa cada heladera que sale de producción registrando sus defectos de acuerdo con dichos tipos, .- Después de inspeccionar 88 heladeras se obtuvo una tabla como esta: TIPO DE DEFECTO DETALLE DEL PROBLEMA Frec. Burlete defectuoso Burlete roto o deforme que no ajusta 9 Pintura defectuosa Defectos de pintura en superficie exterior 5 Gavetas defectuosas Gavetas interiores con rajaduras 1 Mal Nivelación La heladera se balancea y no se puede cerrar Motor no arranca El motor no arranca después de ciclos de paradas Motor no se detiene No para el motor cuando alcanza temperatura 36 No enfría El motor arranca pero la heladera no enfría 27 No funciona Al enchufar no arranca el motor 2 Otros Otros defectos no incluidos en los anteriores Puerta defectuosa Puerta del refrigerador no cierra herméticamente Puerta no cierra La puerta no cierra correctamente Rayas Rayas en la superficie externas 4 TOTAL 88

197
La última columna muestra el número de heladeras que presentaban cada tipo de defectos, es decir, la frecuencia con que se presenta cada defectos.- En lugar de la frecuencia numérica utilizar la frecuencia porcentual, es decir, el % de heladeras en cada tipo de defectos: TIPO DE DEFECTO DETALLE DEL PROBLEMA Frec. Frec.% Burlete defectuoso Burlete roto o deforme que no ajusta 9 10,2 Pintura defectuosa Defectos de pintura en superficie exterior 5 5,7 Gavetas defectuosas Gavetas interiores con rajaduras 1 1,1 Mal Nivelación La heladera se balancea y no se puede cerrar Motor no arranca El motor no arranca después de ciclos de paradas Motor no se detiene No para el motor cuando alcanza temperatura 36 40,9 No enfría El motor arranca pero la heladera no enfría 27 30,7 No funciona Al enchufar no arranca el motor 2 2,3 Otros Otros defectos no incluidos en los anteriores 0,0 Puerta defectuosa Puerta del refrigerador no cierra herméticamente Puerta no cierra La puerta no cierra correctamente Rayas Rayas en la superficie externas 4 4,5 TOTAL 88 100,0

198
Para que quede más prolijo podemos usar barras horizontales.-
Podemos ahora presentar los datos en un gráfico como el siguiente: Para que quede más prolijo podemos usar barras horizontales.-

199
Pero, ¿Cuáles son los defectos que aparecen con mayor frecuencia
Pero, ¿Cuáles son los defectos que aparecen con mayor frecuencia?.- Para hacerlo más evidente, antes de graficar podemos ordenar los datos de la tabla en orden decreciente de frecuencia: TIPO DE DEFECTO DETALLE DEL PROBLEMA Frec. Frec.% Motor no se detiene No para el motor cuando alcanza temperatura 36 40,9 No enfría El motor arranca pero la heladera no enfría 27 30,7 Burlete defectuoso Burlete roto o deforme que no ajusta 9 10,2 Pintura defectuosa Defectos de pintura en superficie exterior 5 5,7 Rayas Rayas en la superficie externas 4 4,5 No funciona Al enchufar no arranca el motor 2 2,3 Puerta no cierra La puerta no cierra correctamente Gavetas defectuosas Gavetas interiores con rajaduras 1 1,1 Mal Nivelación La heladera se balancea y no se puede cerrar Motor no arranca El motor no arranca después de ciclos de paradas Otros Otros defectos no incluidos en los anteriores 0,0 Puerta defectuosa Puerta del refrigerador no cierra herméticamente TOTAL 88 100,0

201
Vemos que la categoría “otros” siempre debe ir al final, sin importar su valor.- De esta manera, si hubiese tenido un valor más alto, igual debería haberse ubicado en la última fila.- Ahora resulta evidente cuales son los tipos de defectos más frecuentes.- Podemos observar que los tres primeros tipos de defectos se presentan en el 82% de las heladeras, aproximadamente.- Por el principio de Pareto, concluimos que: La mayor parte de los defectos encontrados en el lote pertenece a solo tres tipos de defectos, de manera que si se eliminan las causas que los provocan desaparecería la mayor parte de los defectos.-

202
VER EJERCICIO DE “CARCASA” Minitab
A partir del contenido de una plantilla de recogida de datos, se ha construido el archivo de Carcasa, con el siguiente contenido: Columna Nombre Contenido C1 Defectos Relación de todos los defectos que se han detectado C2 Días Día de la semana en que se ha producido el defecto C3 Turnos Turno en que se ha producido el defecto C4 Operario Operario en que se ha producido el defecto C5 Máquina Máquina en la que se ha producido el defecto

203
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 1 RAYAS LUNES MAÑANA A 2 3 SOPLADURA 4 FORMA 5 B 6 7 8 9 C 10 11 12 D 13 14 15 TARDE 16

204
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 17 RAYAS LUNES TARDE B 1 18 19 20 SOPLADURA 21 22 23 C 2 24 25 D 26 27 MARTES MAÑANA A 28 29 30 31 32

205
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 33 RAYAS MARTES MAÑANA B 1 34 35 36 SOPLADURA 37 38 C 2 39 40 D 41 42 TARDE A 43 44 45 46 47 48

206
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 49 SOPLADURA MARTES TARDE B 1 50 FORMA C 2 51 RAYAS D 52 53 54 55 MIERCOLES MAÑANA A 56 57 58 59 60 61 62 63 64

207
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 65 RAYAS MIERCOLES MAÑANA B 1 66 67 68 SOPLADURA 69 70 FORMA 71 C 2 72 73 74 75 76 D 77 78 79 80 TERMINACIO

208
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 81 RAYAS MIERCOLES TARDE A 1 82 MIERDOLES 83 84 85 SOPLADURA 86 87 88 B 89 90 91 92 93 94 95 FORMA 96 C 2

209
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 97 RAYAS MIERCOLES TARDE C 2 98 99 100 101 102 SOPLADURA 103 D 104 105 106 107 108 109 JUEVES MAÑANA A 1 110 111 112

210
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 113 SOPLADURA JUEVES MAÑANA A 1 114 FORMA 115 116 RAYAS B 117 118 119 120 121 122 C 2 123 124 D 125 126 127 TARDE 128

211
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 129 SOPLADURA JUEVES TARDE A 1 130 RAYAS B 131 132 133 134 FORMA 135 136 C 2 137 138 D 139 140 TERMINACIO 141 VIERNES MAÑANA 142 143 144

212
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 145 RAYAS VIERNES MAÑANA B 1 146 147 SOPLADURA 148 149 FORMA 150 C 2 151 152 TERMINAC 153 D 154 155 156 157 OTROS 158 TARDE A 159 160

213
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 161 RAYAS VIERNES TARDE B 1 162 163 164 165 C 2 166 167 OTROS 168 D 169 FORMA 170 171 SABADO MAÑANA A 172 173 174 SOPLADURA 175 TERMINAC 176

214
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 177 OTROS SABADO MAÑANA D 2 178 RAYAS 179 180 SOPLADURA 181 TARDE A 1 182 183 FORMA 184 B 185 186 187 188 189 190 191 C 192

215
Nº DEFECTO DIAS TURNO OPERARIO MAQUINA 193 SOPLADURA SABADO TARDE D 2 194 195 RAYAS AQUÍ TIENE LOS DATOS PARA QUE USTED LOS PONGA EN MINITAB Y REALIZAR LA PRACTICA VISTA EN CLASE.- COMBINE DISTINTAS SITUACIONES

216
PRESENTACION DE VARIABLE NUMERICA EN TABLAS Y GRAFICOS

217
Hemos dicho que cuando la variable en estudio es numérica debemos distinguir entre variable discreta y continua.- Además debemos tener en cuenta que en este caso vamos a estudiar una sola variable numérica por vez, es decir distribuciones unidimensionales.- Otra cosa que debemos tener en claro es que según la cantidad de datos que forman nuestra muestra o población según con lo que hayamos decidido trabajar, a estos los podemos tratar como: a) Datos sin agrupar b1) Sin intervalos b) Datos agrupados b2) Con intervalos
 Datos sin agrupar. b1) Sin intervalos. b) Datos agrupados. b2) Con intervalos.")
218
a) Datos sin agrupar.- Veamos un ejemplo.- Un experimento en el que un ingeniero agrega un polímetro de látex a un mortero de cemento Pórtland para determinar los efectos del polímetro sobre la resistencia a la tensión en kgf/ cm².- Los datos obtenidos fueron; 16, ,40 17, , , , , , , ,57 .- Estos datos se presentan en un “diagrama de puntos” .-

219
El diagrama de puntos es una gráfica muy útil para visualizar un conjunto pequeño de datos, por ejemplo 20 observaciones.- La gráfica permite ver con rapidez y facilidad la ubicación o tendencia central de los datos, así como su dispersión o variabilidad.- Por ejemplo, nótese que la parte media de los datos está muy próxima a 16,8 y que los valores de resistencia a la tensión caen dentro del intervalo definido por los valores 16,3 y 17,2 kgf/cm².- A menudo, los diagramas de puntos son útiles al comparar dos o más conjunto de datos.- Por ejemplo, los siguientes son diez de resistencia a la tensión de un mortero portland sin modificar: 17, , , , , , , , ,96 18,15.- El diagrama de punto de la siguiente diapositiva muestra los dos conjuntos de mediciones de resistencia a la tensión, donde los puntos sólidos corresponden al mortero modificado, y los círculos rojo, al mortero no modificado.- Nótese que el diagrama de puntos revela de inmediato que el mortero modificado parece tener una menor resistencia a la tensión, pero que la variabilidad inherente a ambos grupos de mediciones es casi la misma.-

220
Si el número de observaciones es pequeño, a menudo es difícil identificar algún patrón de variación específico; sin embargo, con frecuencia el diagrama de puntos es útil y puede proporcionar información sobre características pocos usuales de los datos.- Cuando el número de observaciones es muy grande es conveniente pensar en otra forma y gráficos para tratar los datos.-

221
VEAMOS OTRO EJEMPLO: El porcentaje de algodón de una tela que se usa para fabricar camisas para hombre se dan a continuación.- Realice un diagrama de puntos y comente sobre la distribución.- 34.2 33.6 33.8 34.7 37.8 32.6 35.8 34.6 33.1 36.6 37.6 34.5 35.0 33.4 32.5 35.4 37.3 34.1 35.6 35.9 34.3 36.2 35.1 35.5 35.7 36.8 35.2 37.1 32.8 37.9 34.0 32.9 32.1 35.3 34.9 36.4 32.7

223
b1) Datos agrupados sin intervalos.- Variable discreta.-
Vamos a verlo mediante un ejemplo.- Supongamos que una gran empresa esta pensando crear un incentivo especial por hijo para sus empleados y para ello pide el siguiente trabajo que consiste en seleccionar una muestra aleatoria simple de empleados y observar la cantidad de hijos adolescentes que tienen.- Los resultados fueron: 4 5 2 6 7 3 8

224
Xi = cantidad de hijos por empleados.-
Xi variable discreta.- Agrupamos en una tabla que llamamos DISTRIBUCIÓN DE FRECUENCIA.- Xi Conteo fi hi Fi Fi% 2 III 3 0,0375 3,75 IIIIIIII 8 0,1000 11 13.75 4 IIIIIIIIIIIIIII 15 0,1875 26 32,50 5 IIIIIIIIIIIIIIIIII 18 0,2250 44 55,00 6 IIIIIIIIIIIIIIIIIIIIII 22 0,2750 66 82,50 7 IIIIIIIII 9 0,1125 75 93,75 IIIII 0,0625 80 100,0 TOTAL 1,0000 En el analizamos toda la cuarta fila.-

225
Xi = es la variable en estudio, me indica cantidad de hijos, 5.-
fi = hay 18 empleados con 5 hijos.- hi = el 22,5 % de los empleados tienen 5 hijos.- Fi = hay 44 empleados que tienen entre 2 y 5 hijos.- Fi %= el 55,0% de los empleados tienen entre 2 y 5 hijos.- Si decidimos mostrar gráficamente esta distribución será por medio de un GRAFICO DE BASTONES.- 25 20 15 10 5 Cantidad de hijos fi

226
b2) Datos agrupados con intervalos.- Variable continua.-
Para agrupar los datos en una distribución de frecuencia con intervalos, debemos pensar varias cosas, como cuantos intervalos vamos a hacer, que amplitud usamos, etc.- Se recomienda no usar menos de 5 ni más de 15 intervalos.- Cuando agrupamos los datos en intervalos, perdemos la individualidad del dato.- a) Sacamos la cantidad de Intervalos ( I ) haciendo: ≥ n Donde k nos indica la cantidad de intervalos a realizar.- k b) Amplitud a utilizar: Rx = rango o recorrido de la variable. Rx =Xi máximo Xi mínimo Ci = amplitud Ci = Rx / I
 Sacamos la cantidad de Intervalos ( I ) haciendo: 2 ≥ n. Donde k nos indica la cantidad de intervalos a realizar.- k. b) Amplitud a utilizar: Rx = rango o recorrido de la variable. Rx =Xi máximo --- Xi mínimo. Ci = amplitud Ci = Rx / I.")
227
Debemos ahora determinar con que valor de variable empezamos los intervalos, para ello definimos el siguiente criterio: Li ≤ Xi < Ls Tomamos el dato donde es límite inferior y desechamos el superior.- Veamos un ejemplo.- La tabla siguiente representa la resistencia a la tensión, en libras por pulgadas cuadrada (psi) de 80 muestras de una aleación de aluminio y litio que esta siendo evaluada como posible material para la fabricación de elementos estructurales de aeronaves.-
 de 80 muestras de una aleación de aluminio y litio que esta siendo evaluada como posible material para la fabricación de elementos estructurales de aeronaves.-")
228
105 221 183 186 121 181 180 143 97 154 153 174 120 168 167 141 245 228 199 158 176 110 163 131 115 160 208 133 207 190 193 194 156 123 134 178 76 184 135 229 146 218 157 101 171 165 172 169 151 142 145 148 175 149 87 237 150 196 201 200 170 118 I = 7 Rx = = 169 Ci = / 7 = 24,14 ≈ 25

229
La distribución de frecuencia será:
Li Ls Conteo fi hi Fi Fi % 101 lll 3 0,0375 3,75 126 llllllll 8 0,1000 11 13,75 llllllllllllllll 16 0,2000 27 33,75 176 lllllllllllllllllllllllllll 0,3375 54 67,50 201 lllllllllllllllll 17 0,2125 71 88,75 lllll 5 0,0625 76 95,00 llll 4 0,0500 80 100,00 TOTAL 1,0000

230
fi = Significa que 27 muestras de aleación de aluminio litio tienen un valor de resistencia a la tensión entre 151 y 176 psi.- hi = 0, El 34% de las muestras de aleación de aluminio litio tienen valores de resistencia a la tensión entre 151 y 176 psi.- Fi = 54 muestra de aleación de aluminio litio tienen un valor de resistencia a la tensión entre 76 y 176 psi.- Fi % = 67,50 %.- El 68% de las muestras de aleación de aluminio litio tienen un valor de resistencia a la tensión entre 76 y 176 psi.-

231
Representación gráfica de una distribución de frecuencia con intervalos
HISTOGRAMA POLIGONO DE FRECUENCIA OJIVA O GRAFICO DE Fi %

232
Comentarios sobre los gráficos de una distribución de frecuencia con intervalos.-
HISTOGRAMA: es un gráfico de barras verticales adyacentes y me muestra la forma en que se distribuyen los datos que estamos estudiando.- Todas las barras tienen el mismo ancho y se diferencia en la altura que corresponde a cada frecuencia absoluta o frecuencia relativa del intervalo.- POLIGONO DE FRECUENCIA: es un gráfico lineal.- Los puntos medios de los intervalos representa los datos de ese intervalo.- Me cuenta lo mismo que el histograma, como se distribuyen mis datos.- Es apropiado cuando se quieren comparar distribuciones.- OJIVA O GRÁFICO DE FRECUENCIA ACUMULADA PORCENTUAL: con este gráfico podemos calcular alguna medidas descriptivas, además, podemos decir que porcentaje de observaciones son menores a cierto valor de variable.- Veamos estos gráficos en el ejemplo que venimos viendo sobre las muestras de aleación de aluminio litio en lo que respecta a la resistencia a la tensión en psi.-

233
HISTOGRAMA

234
POLIGONO DE FRECUENCIA CON HISTOGRAMA

235
POLIGONO DE FRECUENCIA
0,37 0,28 frecuencia relativa 0,18 0,09 0,00 64 88 112 136 161 185 209 233 257 Resistencia a la tensión en psi.-

236
OJIVA O GRAFICO DE FRECUENCIA ACUMULADA

237
Comentarios sobre los histogramas

241
UN ANALISIS CON EL HISTOGRAMA.-
Que pasa cuando estamos estudiando,, por ejemplo la capacidad de proceso de inyección de plástico una característica de calidad del producto (disco) en su grosor, que debe ser de 120 mm con una tolerancia de ±0.10 mm , respecto al histograma.- Veamos lo siguiente:
 en su grosor, que debe ser de 120 mm con una tolerancia de ±0.10 mm , respecto al histograma.- Veamos lo siguiente:")
242
Centrado con mucha variabilidad
Centrado con poca variabilidad Descentrado con mucha variabilidad Descentrado con poca variabilidad

243
Cuando tenemos un histograma en el que se aprecia claramente dos picos o modas, que muestra dos tendencias centrales diferentes.- Este tipo de distribuciones con dos o más moda reflejan la presencia de dos o más realidades o condiciones diferentes.- Algunas situaciones que pueden causar una distribución bimodal o multinomial son: Bimodal, dos realidades Diferencias importantes de lote a lote en la materia prima que utiliza el proceso, debido a que proceden de diferentes proveedores o a exceso de variación de un mismo proveedor.- En el proceso han intervenido varios operadores, con criterios o métodos de trabajo diferentes.- Las mediciones de la variable de salida que están representadas en el histograma, fueron realizadas por personas o instrumentos deferentes; utilizando distintos criterios o con instrumentos mal calibrados.-

244
d) El proceso, cuando generó los resultados de la distribución bimodal, estuvo operando en condiciones diferentes (una para cada moda) e) En general, una distribución bimodal se debe a presencia de fuentes de variación bien definidas que deben ser identificadas y corregidas para así mejorar la capacidad del proceso correspondiente.- Una forma de identificarla, es analizar por separado los datos en función de diferentes lotes de materia prima, operadores, instrumentos de medición, turnos o días de producción, etc, para así comparar los resultados y ver si hay diferencias significativas.-
 En general, una distribución bimodal se debe a presencia de fuentes de variación bien definidas que deben ser identificadas y corregidas para así mejorar la capacidad del proceso correspondiente.- Una forma de identificarla, es analizar por separado los datos en función de diferentes lotes de materia prima, operadores, instrumentos de medición, turnos o días de producción, etc, para así comparar los resultados y ver si hay diferencias significativas.-")
245
Acantilado derecho En este histograma observamos un acantilado derecho, que es un suspensión brusca en la caída de la distribución.- Algunas de las posibles causas que motivan la presencia de acantilado es: lote de artículos previamente inspeccionados al 100% donde se excluyo a los artículos que no cumplen con alguna medida mínima o que exceden una medida máxima, errores en la medición o inspección (cuando el inspector está predispuesto a no rechazar un articulo u observa que éste casi cumplía con los requisitos, registra la medida mínima aceptable).- En general un acantilado es anormal y se debe buscar las causas del mismo.-
.- En general un acantilado es anormal y se debe buscar las causas del mismo.-")
246
LA ESTRATIFICACION EN EL HISTOGRAMA
En ocasiones en el histograma no se observa ninguna forma particular, pero hay mucha variación y en consecuencia la capacidad del proceso es baja, en estos casos se recomienda analizar por estratos, ya que cuando se obtienen datos que proceden de distintas máquinas, proveedores, lotes, turnos u operadores, puede encontrarse información valiosa si se hace un histograma por cada fuente, con lo que se podría encontrar la máquina o el proveedor más problemático.- El caso del histograma polimodal ocurre cuando se manifiestan de forma evidente varios estratos en los datos.-Con base a los puntos anteriores, es recomendable que siempre que se realice un estudio de la capacidad de proceso, se utilice el histograma u este se interprete con detalle.-

247
De esta manera se podrá detectar situaciones problemáticas y posibles soluciones para las mismas.- Además será una forma concreta de que los datos y mediciones sobre los procesos, que en ocasiones abundan, se convierta en información útil para la toma de decisiones y acciones.-Se debe tener la preocupación de que el histograma se haya obtenido de manera correcta, sobre todo en lo referente a la cantidad de intervalos y a la cantidad de datos.-

248
LIMITACIONES DEL HISTOGRAMA

249
Aunque el histograma es una herramienta fundamental para analizar el desempeño de un proceso, tiene algunas limitaciones: No considera el tiempo, por lo que con el histograma es difícil detectar tendencias que ocurren a través del tiempo.- Por lo mismo, no ayuda a estudiar la estabilidad del proceso en el tiempo.- En estos casos es necesario recurrir a las cartas de control que veremos más adelante.- No es la técnica más apropiada para comparar de manera práctica varios procesos o grupos de datos, aquí el diagrama de caja y bigotes son los más apropiados.-

250
La cantidad de clases o barras influyen en la forma del histograma, por lo que una buena práctica es que a partir de la cantidad de clases inicialmente sugiere un software, se analice el histograma con menos clases y con más clases, para ver si se observa diferencias.-

251
ANALISIS EXPLORATORIO DE DATOS.-
Una técnica de explorar los datos que son objeto de nuestro estudio y que hoy trae casi todos los paquetes estadísticos de computación es el llamado DIAGRAMA DE TALLO Y HOJA.- La importancia de este diagrama es que no perdemos el dato original, cosa que sucede con las distribución de frecuencia con intervalos.- El diagrama es una herramienta valiosa y versátil para organizar un conjunto de datos y entender la distribución y agrupación de los valores dentro del intervalo de observaciones en el conjunto.- Generalmente el primer dígito forma el tallo y el resto las hojas.- Veamos un ejemplo sencillo.-

252
Suponga que las calificaciones en un parcial de ESTADÍSTICA de 40 alumnos de Ingeniería fueron las siguientes: 42 46 87 34 81 64 69 75 73 91 70 86 67 49 55 74 37 21 29 59 97 60 77 47 68 65 57 66 90 82 94

254
EJERCICIOS PARA HACER EN CLASE
Realice un diagrama de tallo y hoja en los dos ejemplos siguientes y comente sobre la forma de la distribución.- De conclusiones.- 1.- Se han tomado datos sobre el tiempo que demoraron alumnos de un trabajo práctico de Ingeniería en realizar una tarea (en minutos).- La cantidad de alumnos fueron 9.0 5.7 8.3 5.3 6.2 8.0 8.9 4.9 8.4 5.9 5.0 5.2 9.4 4.7 7.1 8.8 7.0 6.8 3.5 7.8 7.4 8.7 7.6 10.4 4.8 6.4 6.3
.- La cantidad de alumnos fueron")
255
2.-La corrosión del acero de refuerzo es un problema serio en estructuras de concreto localizadas en ambientes afectado por condiciones climáticas severas.- Por esta razón, los investigadores han estado estudiando el uso de barras de refuerzo hechas de un material compuesto.- Se realizó un estudio para desarrollar directrices para adherir barras de refuerzos reforzadas con fibra de vidrio a concreto.- Considérese las siguientes 48 observaciones de fuerza adhesiva medida; 11.5 5.7 3.6 5.2 12.1 5.4 3.4 5.5 9.9 20.6 5.1 9.3 25.5 5.0 7.8 4.9 13.8 6.2 10.7 12.6 4.8 6.6 15.2 13.1 4.1 7.0 8.5 8.9 3.8 13.4 4.2 8.2 3.7 17.1 4.0 3.9 14.2 5.6 7.6

256
MEDIDAS DESCRIPTIVAS

257
MEDIDAS DE TENDENCIA CENTRAL MEDIDAS DE DISPERSION O DE VARIABILIDAD
LAS MEDIDAS DESCRIPTIVAS ESTADISTICAS QUE CARACTERIZAN A UNA MUESTRA O A UNA POBLACION SON: MEDIDAS DE TENDENCIA CENTRAL MEDIDAS DE ORDEN MEDIDAS DE DISPERSION O DE VARIABILIDAD MEDIDAS DE FORMA

258
MEDIDAS DE TENDENCIA CENTRAL

259
MEDIA ARITMETICA, también llamada Media
Es el promedio o medida de tendencia central que se utiliza con mayor frecuencia.- Se calcula con la suma de todas las observaciones en un conjunto de datos, dividida entre el número de elementos involucrados.- x = (en la muestra) µ = (en la población) n N Σ xi Σ xi a) Media aritmética para datos sin agrupar. Cuando es muy pequeño el número de elementos de la serie u observaciones recogidas, puede hacerse innecesario la agrupación de los datos por frecuencia e intervalos. Por ejemplo: Un artículo publicó los siguientes datos sobre el tiempo de oxidación inducción (en minutos) de varios aceites comerciales:- Los datos resultantes fueron: 87 – 99 – 160 – 180 – 135 – 145 – 105 – 138 – 153 – 129 – 119 –
 µ = (en la población) n N. Σ xi. Σ xi. a) Media aritmética para datos sin agrupar. Cuando es muy pequeño el número de elementos de la serie u observaciones recogidas, puede hacerse innecesario la agrupación de los datos por frecuencia e intervalos. Por ejemplo: Un artículo publicó los siguientes datos sobre el tiempo de oxidación inducción (en minutos) de varios aceites comerciales:- Los datos resultantes fueron: 87 – 99 – 160 – 180 – 135 – 145 – 105 – 138 – 153 – 129 – 119 –")
260
PUNTOS MEDIO DE LOS INTRVALOS
Observamos que, la media aritmética será: ∑ xi x = = = 134,71 135 minutos n Significa que el promedio de oxidación inducción de los aceites comerciales fue de 135 minutos.- b) Media aritmética para datos agrupados sin y con intervalos.- La fórmula es la misma.- La diferencia va estar dada en el valor de la variable xi.- En la distribución sin intervalos esta será los valores originales de la variable, en cambio en datos agrupados con intervalos, los valores de la variable serán los puntos medios de los intervalos.- ∑ xi * fi x = n PUNTOS MEDIO DE LOS INTRVALOS DATOS ORIGINALES
 Media aritmética para datos agrupados sin y con intervalos.- La fórmula es la misma.- La diferencia va estar dada en el valor de la variable xi.- En la distribución sin intervalos esta será los valores originales de la variable, en cambio en datos agrupados con intervalos, los valores de la variable serán los puntos medios de los intervalos.- ∑ xi * fi. x = n. PUNTOS MEDIO DE LOS INTRVALOS. DATOS. ORIGINALES.")
261
Veamos un ejemplo.- Supongamos que tenemos los tiempos en minutos que demoran una muestra de 50 empleados en realizar el ensamble de un mueble.- Presentamos los datos ordenados en una distribución de frecuencia, Li Ls fi xi xi * fi TOTAL El promedio que demoran los empleados en ensamblar el mueble es de 26 minutos.- ∑ XI * fi X = = n 1324 = = 26,48 50 26 minutos

262
PRINCIPALES PROPIEDADES DE LA MEDIA
La media aritmética tiene ciertas propiedades que es importante conocer para utilizarla correctamente como resumen de un conjunto de datos, o bien para resolver algunos problemas que pueden surgir en su aplicación práctica.- Primera propiedad: Esta definida en la misma unidad de medida que la variable en estudio.- Si estamos estudiando sueldos en $, la media me dara un valor también en pesos.- Por ejemplo, el sueldo promedio es 1800$.-

263
Segunda propiedad: Siguiendo con la variable en estudio sueldos en pesos, la media me dará un valor promedio que estará incluida dentro del recorrido de la variable, por ejemplo: si los sueldos en estudio varían entre un monto de 800 a 2500$, la media me deberá dar un valor comprendido dentro de ese recorrido de la variable.- No me puede dar un valor menor a 800$ ni tampoco un valor superior a 2500$.- Tercera propiedad: Si dos términos de la expresión x = son conocidos, se puede determinar el tercero de ellos mediante un simple pasaje de términos.- xi n

264
Cuando se conoce x y n, la suma de la variable se podrá determinar haciendo el producto de n * x.-
Esta propiedad matemática nos permitiría saber, por ejemplo, que si estamos estudiando viviendas de 30 barrios, el total de viviendas de los 30 barrios es de viviendas, ya que cada uno de ellos tiene una media de 550 viviendas.- Esto es así porque: xi = 30 * = Cuarta propiedad: El promedio es una medida calculada a partir de todos y cada uno de los datos de una serie, en consecuencia resume apropiadamente la información del conjunto.- Sin embargo, por esta propiedad, en ciertas situaciones de trabajo puede perder eficacia como “representativa” del conjunto de datos.-

265
Cuando en la serie de observaciones existen valores extremos o “atípicos”, estos influirán en el valor de la x, pudiendo llegar a distorsionarlo de tal modo que no represente al común de los datos del conjunto.- Veamos el siguiente ejemplo: Si tenemos las siguientes edades su media es igual a 24,4 años.- En cambio, si el conjunto de datos fuera su media sería igual a 37,5 años.- El valor atípico de 75 afecta a la media alejándola de la tendencia central del conjunto resultando esta en un valor muy diferente al de los datos normales de la serie.- Evidentemente la media x = 38 años no es muy representativa de nuestros datos y el valor atípico desplaza a la media a un valor cercano a el.-

266
Resumiendo; en un conjunto de datos en el cual los valores atípicos tienen un peso significativo (difieren mucho de los valores regulares), el promedio aritmético por ser una medida que intervienen todos los datos, debe ser analizada con cuidado.- Esto es así porque, (como en el ejemplo anterior) puede resultar fuertemente desplazado de la tendencia central e inducir a interpretaciones erróneas acerca del conjunto de datos que resume.- Importante: La presencia de valores extremos en una distribución se manifiesta por formas (histogramas y polígono de frecuencias) marcadamente asimétricas.- De ahí la importancia de realizar una cuidadosa exploración previa (gráfica y numérica) de los datos.-
 marcadamente asimétricas.- De ahí la importancia de realizar una cuidadosa exploración previa (gráfica y numérica) de los datos.-")
267
Quinta propiedad: Se denomina desvío o residual de un dato cualquiera de la serie con respecto a la media aritmética de todo el conjunto, a la diferencia entre el valor de ese dato y el valor de la media.- Por ejemplo, supongamos que tenemos las edades de 9 individuos; calculamos su edad promedio y nos da x = 32 años: Datos di = xi - 32 18 14 20 12 25 7 30 2 32 36 4 40 8 47 15

268
Los residuos de un conjunto de datos, con respecto a su media, tienen la propiedad de que la suma de todos los desvíos o residuales es siempre igual a cero.- Es decir: (xi - x) = di = 0 Sexta propiedad: En ciertas ocasiones de trabajo disponemos de dos o más promedios aritméticos, que resumen a diferentes conjuntos de datos de una misma variable.- Por ejemplo; por datos recogidos se sabe que el salario mensual promedio de n1 = 200 agentes de la administración pública varones es x1 = $1560,30, mientras que el salario promedio de n2 = 120 empleadas mujeres es de x2 = $1480,25.-
 = di = 0. Sexta propiedad: En ciertas ocasiones de trabajo disponemos de dos o más promedios aritméticos, que resumen a diferentes conjuntos de datos de una misma variable.- Por ejemplo; por datos recogidos se sabe que el salario mensual promedio de n1 = 200 agentes de la administración pública varones es x1 = $1560,30, mientras que el salario promedio de n2 = 120 empleadas mujeres es de x2 = $1480,25.-")
269
En estas condiciones podría resultar útil conocer el promedio que resume a los salarios de todos los agentes públicos, considerados como un solo conjunto de observaciones ( n = = 320).- La media de medias o media ponderada es la medida que resuelve situaciones como la planteada: En consecuencia, el salario promedio de todos los empleados de la administración pública es de: xp = n1 x n2 x2 n n2 200 * 1560, * 1480,25 = $

270
Utilidad por pote (X) en Volumen de ventas en potes (W)
Ejemplo de media ponderada.- Supongamos que el Supermercado Alfa vende cinco tipos de detergentes.- En la tabla siguiente se muestra cada tipo junto con la utilidad por pote y el número de potes vendidos.- Detergente Utilidad por pote (X) en $ Volumen de ventas en potes (W) Xi * Wi A 2,00 3 6,00 B 3,50 7 24,50 C 5,00 15 75,00 D 7,50 12 90,00 E TOTAL 24,00 52 285,50
 en. $ Volumen de ventas en potes (W) Xi * Wi. A. 2, ,00. B. 3, ,50. C. 5, ,00. D. 7, ,00. E. TOTAL. 24, ,50.")
271
Se puede calcular la media simple de la utilidad del Supermercado como 24,00/ 5 = 4,80 $ por pote.-
Sin embargo, probablemente este no sea un buen estimado de la utilidad promedio del Supermercado respecto a detergentes, debido a que vende más de algunos tipos de detergentes que de otros.- Para obtener un estado financiero más representativo del desempeño real de su negocio, el Gerente del Supermercado debe dar más peso a los tipos más populares de detergentes.- Por lo tanto el calculo más apropiado sea el de la media ponderada: ∑ xi Wi ,50 Xp = = = $ 5,49 ∑ Wi La media ponderada es mayor que la media simple porque el Supermercado vende más detergentes de los tipos que tienen un margen de utilidad mayor.-

272
EJERCICIOS PARA HACER EN CLASE Renta personal per capita
1.- La tabla siguiente, contiene el tamaño de la población y la renta personal per capita de una muestra aleatoria de cinco ciudades importantes de una provincia de cierto país.- Calcule la renta personal per capita media del Ciudad Población Renta personal per capita A 125867 32989 B 122674 29758 C 120745 33322 D 127342 26852 E 128456 29764 TOTAL 625084 152685

273
2.- Un empresario Luís Varesi SA es dueño de tres fabricas que están localizadas en La Rioja, Córdoba y San Juan.- En La Rioja tiene 270 empleados cuya edad promedio es 42 años, 320 empleados con edad promedio 47 años y 200 empleados con edad promedio 38 años, respectivamente.- Se pregunta cual es la edad promedio de los empleados que ocupa el empresario Varesi.- Empresa Edad promedio Cantidad de empleados A.- La Rioja 42 270 B.- Córdoba 47 320 C.- San Juan 38 200 TOTAL 127 790

274
MEDIANA.- Se la simboliza con Me .- La mediana me divide mis observaciones en dos partes iguales.- La mediana es aquel valor de la variable que un 50% de los datos es menor a ella.- Nº IMPAR DE DATOS a) PARA DATOS SIN AGRUPAR Nº PAR DE DATOS Lo primero que debemos hacer es ordenar los datos en forma crecientes.-
 PARA DATOS. SIN AGRUPAR. Nº PAR DE DATOS. Lo primero que debemos hacer es ordenar los datos en forma crecientes.-")
275
Mºe = (n + 1) / 2 = 12 / 2 = 6ª posición
a1) Nº IMPAR DE DATOS.- Supongamos tener los tiempos que un empleado durante 11 días tiene que esperar el ómnibus para llegar al trabajo.- Estos son: Mºe = (n + 1) / 2 = 12 / 2 = 6ª posición Me = 10 minutos a2) Nº PAR DE DATOS.- En el ejemplo anterior supongamos tener datos durante 12 días.- Mºe = (n + 1) / 2 = 13 / 2 = 6,5 ª posición Me = = 12 minutos 2
 Nº IMPAR DE DATOS.- Supongamos tener los tiempos que un empleado durante 11 días tiene que esperar el ómnibus para llegar al trabajo.- Estos son: Mºe = (n + 1) / 2 = 12 / 2 = 6ª posición. Me = 10 minutos. a2) Nº PAR DE DATOS.- En el ejemplo anterior supongamos tener datos durante 12 días Mºe = (n + 1) / 2 = 13 / 2 = 6,5 ª posición Me = = 12 minutos. 2.")
276
b1) MEDIANA PARA DATOS AGRUPADOS SIN INTERVALOS
Supongamos tener la cantidad de veces que una máquina se descompuso en cierta empresa textil.- Se registraron datos correspondientes a 60 meses.- xi fi F i F i % ,7 ,7 ,3 ,7 ,3 ,7 ,0 Total Buscamos la menor Fi % que me contiene al 50 %.- Observamos ahora que valor de variable le corresponde: Me = 2 veces

277
b2) MEDIANA PARA DATOS AGRUPADOS EN INTERVALOS.-
Supongamos tener las notas de un parcial de Estadística en Ingeniería para una muestra de 50 alumnos.- Los datos agrupados en una tabla de frecuencia con intervalo fueron: Li Ls fi Fi Fi % 44 2 4,0 12 14 28,0 60 15 29 58,0 68 18 47 94,0 76 3 50 100,0 Total ----- ------ Me = * 8 = 15 Me = 57,87 ≈ 58 puntos.-

278
MODO.- Se lo simboliza con Mo.- Es el valor de la variable que más veces se repite.- Es la única medida descriptiva que podemos calcular en una variable cuya medición esta en escala nominal.- MODO PARA DATOS SIN AGRUPAR Por ejemplo si tenemos los montos de ingresos quincenales de un grupo de empleados de una empresa, 250 – 275 – 256 – 282 – 275 – 280 – 296 – 310 – 275 – Observamos el valor de variable que más veces se da: M o = 275 $

279
MODO PARA DATOS AGRUPADOS SIN INTERVALOS.-
Supongamos que cierto día se les pregunto a 50 empresas la cantidad de empleados ausentes en la misma.- Resulto la siguiente tabla: xi fi 2 5 3 12 4 18 9 6 TOTAL 50 Observamos la mayor frecuencia absoluta.- El valor de variable que le corresponde es el modo.- Mo = 4 empleados ausentes.-

280
MODO PARA DATOS AGRUPADOS CON INTERVALOS.-
Supongamos que tenemos una muestra de 72 notas de un Examen de capacitación que se les tomo a 200 personas que se presentaron en cierta empresa para un trabajo de Diseño.- Estas fueron las siguientes: Li Ls fi 46 4 56 9 66 18 76 23 86 11 96 7 TOTAL 72 d1 = fi - fi-1 = = 5 d2 = fi - fi+1 = = 12 5 Mo = * 10 = = 68,94 ≈ 69 puntos.-

281
USO DE LAS DISTINTAS MEDIDAS DE TENDENCIA CENTRAL
Cuando se tiene datos de escalas intervalares o proporcionales, en general se utiliza la media porque, es una medida que atiende en forma exhaustiva toda la información disponible: los valores, las distancias y proporcionalidad entre ellos y la frecuencia de cada uno. Hemos visto que el modo solo atiende a las frecuencias y la mediana solo utiliza el orden expresado por los valores numéricos y no atiende el valor de las observaciones extremas. La media tiene importantes propiedades matemáticas, lo que no la mediana y el modo, y esto se irá observando a medida que avancemos en el estudio de la estadística. El modo en escala intervalar, se utiliza para una primera estimación rápida de la tendencia central, puesto que se determina fácilmente, sin necesidad de cálculo alguno, con solo observar la tabla de distribución de frecuencia.

282
El modo interviene en él cálculo de algunas medidas de asimetría.-
La mediana en escalas intervalares es recomendada cuando en un conjunto de dato, existen uno o unos pocos datos extremos que son incomparables con el resto de los datos. La mediana no se ve afectada por los valores extremos, mientras que la media es muy sensible a estos valores y por lo tanto en estos casos la mediana es el valor que mejor me representa los datos.- Las medidas de tendencia central como ya hemos dicho, son índices que permiten resumir un conjunto de datos en una sola expresión, de modo que se pueda apreciar mejor el significado de los datos. Las medidas de tendencia central como cualquier estadística, cobran sentido cuando las empleamos para hacer comparaciones u otras operaciones.

283
Cuando se tiene una distribución de frecuencias con intervalos abiertos, no puede calcularse la media y en estos casos se elige como mejor medida la mediana ya que en su cálculo solo participa el intervalo mediano. Cuando la forma de la distribución de frecuencia es asimétrica ya sea a izquierda o derecha, la mejor medida de tendencia central es la mediana ya que se encuentra entre las otras dos, media y modo.- Si es simétrica, como las tres medidas son iguales, se puede elegir cualquiera y en esos casos se prefiere la media, dependiendo esto del tipo de investigación que se haya planificado.- Mucho se podría seguir profundizando sobre estas medidas y los procedimientos para su cálculo, pero se considera que hoy en día no tiene mucho sentido. Hoy hay sistemas de computación estándar preparados para el análisis estadístico de datos y es muy importante que el alumno vaya tratando de conocerlas y usarlas.-

284
MEDIDAS DE ORDEN

285
Cuartiles Se lo simboliza con Qr., donde con “r” indicamos el orden del cuartil que queremos calcular. Los cuartiles dividen mi distribución de datos u observaciones en cuatro partes iguales o sea que tenemos tres cuartiles el cuartil de orden 1, de orden 2 y el de orden 3, y en cada uno se encuentra el 25 % del total de casos observados. El cuartil de orden 1 es aquel que me deja un 25 % de datos a izquierda y un 75 % a derecha, de su valor. El cuartil de orden 2 es aquel que me deja un 50 % de datos a izquierda y un 50 % a la derecha, de su valor. Coincide con la mediana. El cuartil de orden 3 es aquel que me deja un 75 % de datos a izquierda y un 25 % a derecha, de su valor.

286
Q1 Q2 Q3 25% de los datos son ≤ al valor del Q1 y el 75% restantes mayores a el 50% de los datos son ≤ al valor del Q2 y el 50% restantes mayores a el 75% de los datos son ≤ al valor del Q3 y el 25% restantes mayores a el

287
CUARTILES PARA DATOS SIN AGRUPAR.-
Lo primero que debemos hacer es agrupar los datos en forma creciente.- Realizado esto, calculamos el orden del valor de variable que será el Cuartil buscado.- Puede darse: (n + 1) r Qºr = = 4 Si me da un valor entero, el cuartil buscado será el valor de variable que ocupe ese lugar.- Si me da un valor decimal en 5, el cuartil buscado será el promedio entre el dato posición del entero y el siguiente.- Si me da un valor ni entero, ni decimal en 5, el cuartil buscado será el dato que ocupe la posición siguiente al valor entero.-
 r. Qºr = = 4. Si me da un valor entero, el cuartil buscado será el valor de variable que ocupe ese lugar.- Si me da un valor decimal en 5, el cuartil buscado será el promedio entre el dato posición del entero y el siguiente.- Si me da un valor ni entero, ni decimal en 5, el cuartil buscado será el dato que ocupe la posición siguiente al valor entero.-")
288
Qº3 = 15,75 posición Q3 = 49 años Veamos un ejemplo.-
Supongamos tener las edades de una muestra de empleados de cierta empresa textil.- Estos resultaron ser: Ordenamos en forma creciente los datos: Qº1 = 5,25 posición Q1 = 30 años El 25 % de los empleados tienen menos de 30 años.- Qº3 = 15,75 posición Q3 = 49 años El 75 % de los empleados tienen menos de 49 años.-

289
CUARTILES PARA DATOS AGRUPADOS SIN INTERVALOS.-
Supongamos que a una muestra de empleados de cierta empresa se les pregunto la cantidad de hijos que tienen.- Resulto la siguiente distribución: xi fi Fi Fi% 4 6,7 I 9 13 21,7 2 12 25 41,7 3 18 43 71,7 10 53 88,3 5 7 60 100,0 Total ------ El cuartil 3 nos implica el 75%, por lo tanto buscamos el menor porcentaje que lo cubre, y observamos el valor de variable que le corresponde, entonces: Q3 = 4 hijos.- El 75% de los empleados tienen 4 hijos o menos.-

290
CUARTILES PARA DATOS AGRUPADOS EN INTERVALOS.-
Supongamos tener los tiempos en minutos que demoran los empleados de una empresa en realizar una tarea.- Los valores fueron: Li Ls fi Fi Fi% 16 3 5,8 20 7 10 19,2 24 12 22 42,3 28 15 37 71,2 32 47 90,4 36 5 52 100,0 TOTAL ------ ----- Q1 = = 12 = 21 minutos El 25% de los empleados demoran 21 minutos o menos en realizar la tarea.-

291
PERCENTILES.- Se simbolizan P r %
Los percentiles me dividen las observaciones en cien partes iguales.- Para los tres casos que vimos cuartiles, los percentiles se aplica el mismo criterio solo que recordemos que dividen las observaciones en 100 partes iguales.- Es decir que en todos los casos que usamos 4 debemos usar Vamos a ver esto mediante ejemplos.- PERCENTILES PARA DATOS SIN AGRUPAR.- Supongamos tener una muestra de 15 alumnos a los cuales se les pregunto la cantidad de materias aprobadas.- Los datos fueron ya ordenados: Pº62% = 9, P62% = 8 materias El 62% de los alumnos tienen 8 o menos materias aprobadas.-

292
PERCENTILES PARA DATOS AGRUPADOS SIN INTERVALOS.-
Supongamos que a una muestra de empleados de cierta empresa se les pregunto la cantidad de hijos que tienen.- Resulto la siguiente distribución: xi fi Fi Fi% 4 6,7 I 9 13 21,7 2 12 25 41,7 3 18 43 71,7 10 53 88,3 5 7 60 100,0 Total ------ El PERCENTIL 82%, nos implica el 82%, por lo tanto buscamos el menor porcentaje que lo cubre, y observamos el valor de variable que le corresponde, entonces: P82% = 4 hijos.- El 82% de los empleados tienen 4 o menos hijos .-

293
PERCENTILES PARA DATOS AGRUPADOS CON INTERVALOS
Supongamos tener los tiempos en minutos que demoran los empleados de una empresa en realizar una tarea.- Los valores fueron: Li Ls fi Fi Fi% 16 3 5,8 20 7 10 19,2 24 12 22 42,3 28 15 37 71,2 32 47 90,4 36 5 52 100,0 TOTAL ------ ----- 36, P70% = = 15 = 27,84 ≈ 28 minutos El 70% de los empleados demoran 28 o menos minutos en realizar la tarea.-

294
Rp(xi) = -------------------------------------- x 100
RANGO DEL PERCENTIL.- Nos encontramos con muchas situaciones en las que tenemos una serie de datos ordenados en un tabla de frecuencia y nos preguntan que porcentaje de datos están por debajo de un determinado valor de variable, y esto es lo que nos dice el Rango del Percentil.- Veamos esto en el ejemplo anterior.- Calculamos el Rango mediante la siguiente formula: Fi ( xi - Li) fi/ci Rp(xi) = x 100 n
 fi/ci. Rp(xi) = x 100. n.")
295
Rp(22) = ------------------------------ 100
Supongamos tener los tiempos en minutos que demoran los empleados de una empresa en realizar una tarea.- Los valores fueron: Li Ls fi Fi Fi% 16 3 5,8 20 7 10 19,2 24 12 22 42,3 28 15 37 71,2 32 47 90,4 36 5 52 100,0 TOTAL ------ ----- Calculamos el Rango mediante la siguiente formula: Fi ( xi - Li) fi /ci Rp(22) = n = = 30,77 52 ≈ 31 % El 31% de los empleados demoran en realizar la tarea menos de 22 minutos.-
 fi /ci. Rp(22) = n = = 30, ≈ 31 % El 31% de los empleados demoran en realizar la tarea menos de 22 minutos.-")
296
MEDIDAS DE DISPERSION

297
LAS MEDIDAS DE TENDENCIA CENTRAL SON INSUFICIENTES COMO CRITERIOS DE CALIDAD
Suponga que las especificaciones para una característica de calidad son que estas debe tener dimensiones de 800± 5.- Para ver si se cumple con las especificaciones se toma una muestra aleatoria grande y se obtiene que la media es de 801, el modo de 800 y la mediana de Al estar estos valores dentro de las especificaciones, se podría cree que el proceso esta cumpliendo con especificaciones.- Sin embargo, esto no necesariamente es cierto, ya que en la muestra podría haber dado datos desde 750 hasta 850 y la media de todos ellos ser Pero también podría ocurrir que el rango de variación de los datos vaya de 797 a 803, con lo que sí se cumpliría con especificaciones.- En otras palabras, las medidas de tendencia central son insuficiente como criterio de calidad, ya que no toman en cuenta que tan dispersos están los datos, un hecho vital para la calidad.-

298
Podemos preguntarnos ¿Por qué estudiar la dispersión
Podemos preguntarnos ¿Por qué estudiar la dispersión?.- Un promedio como la media o la mediana solamente localiza el centro de los datos y esto es importante desde ese punto de vista, pero un promedio no dice nada acerca de la diseminación de los datos.- Por ejemplo si usted es un Comerciante de artículos para el hogar, y decide hacer una compra grande de televisores que fabrica una empresa determinada.- ¿le compraría sin información adicional? Probablemente no.- Desearía saber algo más sobre calidad de los mismos, duración de uso, calidad de imagen, etc, y luego tomar una decisión de comprar o no.- Es decir, que antes de decidir respecto a comprar o no, se requiere información adicional acerca de la calidad del producto que usted va a ofrecer.-

299
Un valor pequeño para una medida de dispersión indica que los datos se encuentran acumulados cercanamente, por ejemplo alrededor de la media.- Por lo tanto la media se considera bastante representativa de los datos.- Por lo contrario, , una medida de dispersión grande indica que la media no es confiable, es decir, que no es representativa de los datos.- Una segunda razón para estudiar la dispersión en un conjunto de datos es poder comparar cuán dispersa están dos o más distribuciones.- Dos distribuciones pueden tener iguales medidas de tendencia central y sin embargo mostrar grados de dispersión diferentes.

300
Media

301
RANGO O RECORRIDO DE LA VARIABLE.-
Se simboliza Rx .- Se la calcula haciendo la diferencia entre el máximo valor de la variable y el mínimo que toma.- Es adecuado para un conjunto pequeño de datos.- Pero cuando el conjunto de datos es grande, no es una medida adecuada de variabilidad.- Como medida de dispersión se la toma poco en cuenta ya que nada me dice de los valores intermedio de la variable.- Un uso importante del Rango lo encontramos cuando vemos Métodos de la Estadística Descriptiva y en el Control de Calidad de Procesos.- RANGO INTERCUARTÍLICO.- Se simboliza con RIC.- RIC = Q Q1 Esta medida considera la dispersión de la mitad (parte central) de los datos; por lo tanto, los valores extremos no influyen en ella,.
 de los datos; por lo tanto, los valores extremos no influyen en ella,.")
302
S²x si trabajamos con la muestra
VARIANCIA O VARIANZA.- Aunque el rango es una medida de la dispersión total y el rango intercuartílico es una medida de la dispersión media, ninguna de estas medidas de variación toman en cuenta como se distribuyen o agrupan las observaciones.- Por lo tanto se pensó en una medida estadística que me tuviera en cuenta todos los datos y esa medida es la VARIANCIA.- Simbolizamos a la variancia: S²x si trabajamos con la muestra σ² si trabajamos con la población Como no conocemos la población vamos a calcular la variancia de la muestra.- A igual que las otras medidas descriptivas las podemos calcular para datos sin agrupar, par datos agrupados sin y con intervalos.-

303
VARIANCIA DE LA MUESTRA.-
La variancia de la muestra es la suma de los cuadrados de las diferencias con relación a la media aritmética dividida entre el tamaño de la muestra menos uno.- ∑ ( xi - x)² S²x = n Si el denominador fuera n en lugar de (n – 1), se obtendría el promedio de los cuadrados de las diferencias con respecto a la media.- Si embargo, se utiliza (n – 1) debido a ciertas propiedades matemáticas deseadas que tiene el estadístico S², lo cual lo hacen muy apropiadas para hacer inferencias estadísticas.- A medida que se aumenta el tamaño de la muestra, la diferencia entre n y (n – 1) disminuye cada vez más.-
². S²x = n - 1. Si el denominador fuera n en lugar de (n – 1), se obtendría el promedio de los cuadrados de las diferencias con respecto a la media.- Si embargo, se utiliza (n – 1) debido a ciertas propiedades matemáticas deseadas que tiene el estadístico S², lo cual lo hacen muy apropiadas para hacer inferencias estadísticas.- A medida que se aumenta el tamaño de la muestra, la diferencia entre n y (n – 1) disminuye cada vez más.-")
304
La variancia como esta definida como un valor cuadrado nunca puede ser negativa.-
No tiene explicación por estar definida como un valor cuadrado y nos da un resultado con unidad de medida al cuadrado.- Por ejemplo, si estamos trabajando dato en $, la variancia nos va dar un resultado en $², si trabajamos empleados nos dará empleados al cuadrado, etc.- Será igual a cero cuando no exista diferencia entre ella y los datos.-

305
Como su calculo es bastante complicado, surge la llamada Formula de Calculo de la Variancia, que abrevia mucho el calculo de la misma.- ∑ x² - n x² S²x = para datos sin agrupar n

306
S²x = ----------------------- para datos agrupados n - 1
∑ x² fi - n x² S²x = para datos agrupados n Esta fórmula será para datos agrupados sin y con intervalos.- La diferencia se da en el valor de las observaciones xi, ya que en datos agrupados sin intervalo serán los datos originales, y en datos agrupados con intervalos serán los puntos medios de los intervalos.- Como dijimos, la variancia me da un resultado en unidades de medida de la variable al cuadrado, entonces aparece otra medida que llamamos Desvío Estándar.-

307
DESVIACIÓN ESTÁNDAR.- La simbolizamos con sx en la muestra y con σx en la población.- La desviación estándar mide la dispersión promedio alrededor de la media: como fluctúan las observaciones mayores arriba de ella y las observaciones menores debajo de ella.- El desvío estándar es la verdadera medida de dispersión ya que se expresa en las mismas unidades de medida que los datos originales.- Calculamos la desviación estándar como: sx = variancia Observamos que la media y el desvío estándar ayudan a definir en donde se agrupan la mayor parte de los datos.-

308
Veamos un ejemplo de calculo del Desvío Estándar.-
Supongamos que se ha tomado un Parcial de la cátedra de Estadística en Ingeniería y se calificó al mismo de 0 a 10.- Las notas fueron resumidas en una tabla de frecuencia y son: Notas fi xi Xi * fi x²i X²i * fi 5 1 4 9 3 27 81 6 14 70 25 350 20 7 140 49 980 10 2 18 162 TOTAL 50 260 ----- 1578

309
∑ XI * fi X = = n 260 = = 5,2 50 5 puntos ∑ x² fi - n x² S²x = = n = = 49 226 = = 4,61 ptos² sx = variancia = 4,61 ptos.² = 2,15 puntos En promedio cada nota se diferencia de la media en 2 puntos.-

310
USOS DEL DESVIO ESTANDAR.-
Un Desvío Estándar pequeño nos indica que los datos están o se encuentran localizados muy cerca de la media, caso inverso significa que los datos están muy lejos de su media.- Por supuesto más chico sea el DESVIO ESTANDAR mejor serán nuestros datos.- El matemático ruso Chebycheff (1821 – 1894) desarrollo un teorema que permite determinar la proporción mínima de valores que se encuentran dentro de un número específico de desviaciones estándar con respecto a su media.- Para este matemático no importa la forma de la distribución y dice: Para un conjunto cualquiera de observaciones (muestra o población) la proporción mínima de valores que se encuentran dentro de k observaciones estándares desde la media es al menos (1 - 1/ k²) * 100, donde k es una constante mayor que uno.-
 desarrollo un teorema que permite determinar la proporción mínima de valores que se encuentran dentro de un número específico de desviaciones estándar con respecto a su media.- Para este matemático no importa la forma de la distribución y dice: Para un conjunto cualquiera de observaciones (muestra o población) la proporción mínima de valores que se encuentran dentro de k observaciones estándares desde la media es al menos (1 - 1/ k²) * 100, donde k es una constante mayor que uno.-")
311
Por ejemplo si suponemos K = 3, será:
/ 3² = / 9 = 8 /9 = 88,89 % Esto me está diciendo que entre la media ± 3 desvío estándar se encuentra el 89 % de los datos.- Si estoy estudiando sueldos, y se que su X = 580$ y el s = 24,10$, será: 507,70$ X ± 3 * s = ± 3 * 24,10 = 580 ± 72,3 652,30$ Podemos decir, que del total de empleados a los cuales estudiamos el sueldo, el 89 % de ellos cobran entre 508$ y 652$.- Ahora puedo tomar alguna decisión.-

312
REGLA EMPIRICA.- Esta regla se aplica solo a distribuciones que son simétricas, es decir aquellas que las medidas de tendencia central son iguales, o sea, la media, la mediana y el modo.- Esta regla sostiene: Que el 68,0% de los datos se encuentran entre la media más menos un desvío estándar.- Que el 95,0% de los datos se encuentran entre la media más menos dos desvío estándar.- Que el 99,0% de los datos se encuentran entre la media más menos 3 desvío estándar.- En una clase práctica veremos aplicación del uso del Desvío Estándar.-

313
EJERCICIO PARA HACER EN CLASE
Los siguientes son datos que representan las mediciones de viscosidad de los últimos tres meses de un producto lácteo.- 84 81 77 80 82 78 83 85 86 79 87 76 88 90 Calcule y explique según corresponda la regla de Chebycheff o regla empírica.-

314
x COEFICIENTE DE VARIACIÓN.-
A diferencia de las medidas que hemos estudiado hasta ahora, el Coeficiente de Variación es una indicación relativa de la variación.- Siempre se expresa como porcentaje, y lo simbolizamos con CVx.- El hecho de no tener unidad de medida hace que pueda usarse para comparar distribuciones en diferentes unidades de medidas, y poder decir de ellas cual es más homogénea en sus datos respecto a la media.- Se calcula como: El coeficiente de variación es igual a la desviación estándar dividida entre la media, multiplicada por 100 por ciento.- S CVx = * 100 x

315
Cuando comparamos dos distribuciones de datos en diferentes unidades de medida, y queremos saber cual es más homogénea en sus datos referentes a su media, no tenemos más opción que comparar los CV, a menor CV más homogéneos son los datos.- Por ejemplo, si tenemos una distribución donde estudiamos sueldos de la empresa y en la otra la antigüedad en la empresa de esos mismos empleados, y nos preguntamos en que son más homogéneos esos empleados, en sueldos o en antigüedad.- Cuando comparamos dos distribuciones de datos en igual unidad de medida podemos preguntarnos en cual distribución son más homogéneos los datos respecto a su media.- En este caso podemos comparar los desvíos estándar solo si las medias son iguales, y el menor desvío estándar más homogéneos son los datos.- Cuando las medias son diferentes no es objetivo comparar las desviaciones, y en esos casos recurrimos a comparar los Coeficientes de Variación.- A menor CV más homogéneos son los datos respecto a su media.-

316
EJERCICIO PARA HACER EN CLASE ¿Con cual proveedor se quedaría usted?.-
Se tienen dos proveedores de una pieza metálica cuyo diámetro ideal o valor objetivo es igual a 20,25 cm.- Se toman dos muestras aleatorias de 14 piezas a cada proveedor y los datos obtenidos se muestran a continuación: Diámetros de las piezas de cada proveedor 1 21.38 20.13 19.12 19.85 20.54 8.00 22.24 21.94 19.07 18.60 21.89 22.60 18.10 19.25 2 21.25 22.22 21.49 21.91 21.52 22.06 21.51 21.29 22.71 21.65 21.53 21.92 20.82 ¿Con cual proveedor se quedaría usted?.-

317
Media > Mediana : sesgo positivo a la derecha
MEDIDAS DE FORMA.- Las medidas de forma hacen referencia a la forma de la distribución de datos.- Ya hemos comentado que pueden ser simétricas y asimétrica o segadas.- Para describir la forma, solamente se deben comparar la media y la mediana.- Si ambas medidas son iguales, por lo general se considera que los datos son simétricos o con sesgo cero.- Por el contrario, si la media excede a la mediana, los datos se describen como sesgados a derecha o con sesgo positivo.- Si la mediana excede a la media, los datos suelen llamarse sesgados a izquierda o con sesgo negativo.- Media > Mediana : sesgo positivo a la derecha Media = Mediana; simetría o sesgo cero Media < Mediana: sesgo negativo o a la izquierda.-

318
El sesgo positivo surge cuando la media aumenta debido a algunos valores grandes y poco usuales; el sesgo negativo ocurre cuando la media se reduce debido a algunos valores muy pequeños.- Los datos son simétricos cuando en realidad no hay valores extremos en ninguna dirección, de tal manera que los valores grandes y pequeños se equilibra.-

319
COMO MEDIR LA ASIMETRIA

320
Como señaláramos oportunamente la silueta de la forma de la distribución (polígono de frecuencias) nos da una idea acerca de la simetría del conjunto de datos.- Así teníamos que, en la situación de simetría, cada mitad de la curva es una imagen espejada de la otra mitad y la recta que hace de espejo (eje de simetría) es la que pasa por las medidas de tendencia central media, mediana y modo, que coinciden en el mismo valor.- Eje de simetría X = Me = Mo

321
A medida que la distribución se hace más asimétrica hacia uno u otro lado (derecha e izquierda), las medidas de tendencia central tienden a alejarse una de otra, siendo la media por estar afectada por los valores extremos la que más se desplaza hacia la cola de la distribución.- X Me Mo Mo Me X X < Me < Mo X > Me > Mo

322
Vemos en los Gráficos que, en el caso de una asimetría a la izquierda, la media es menor que la mediana y esta a su vez menor que el modo.- Inversamente en la asimetría hacia la derecha, la media es mayor que la mediana y a su vez esta mayor que el modo.- Se puede ver además que la mediana toma un valor intermedio entre las otras dos medidas, ubicándose más próxima a la media.- A medida que la asimetría crece en una u otra dirección, también las distancias entre la media, mediana y modo crecen.- En consecuencia, podemos usar estas diferencias (X – Mo) o (X - Me) como medidas de la asimetría de una distribución.- Además, se puede ver que si la asimetría es a la izquierda, (X – Mo) dará un valor negativo, en tanto que si la asimetría es a la derecha dará un valor positivo.-
 o (X - Me) como medidas de la asimetría de una distribución.- Además, se puede ver que si la asimetría es a la izquierda, (X – Mo) dará un valor negativo, en tanto que si la asimetría es a la derecha dará un valor positivo.-")
323
COEFICIENTE DE ASIMETRIA DE PEARSON.- (CAP)
Para poder comparar asimetría de distribuciones de variables medidas en distintas escalas o para valores de distintas magnitudes, la solución es construir medidas relativas de asimetría.- COEFICIENTE DE ASIMETRIA DE PEARSON.- (CAP) Una de las medidas de asimetría más difundida es este Coeficiente, que se calcula esa diferencia en términos del desvío estándar.- CAP = o CAP = 3 . (X - Me) X - Mo s s
 Una de las medidas de asimetría más difundida es este Coeficiente, que se calcula esa diferencia en términos del desvío estándar.- CAP = o CAP = 3 . (X - Me) X - Mo. s. s.")
324
Comentarios La magnitud absoluta del coeficiente indica la “cantidad de desvío estándar” a los que se encuentra la media del modo.- Se lo puede expresar en porcentaje, multiplicando por cien el resultado de la expresión anterior.- Si el coeficiente es igual a cero, estamos en una situación de simetría perfecta.- En situaciones de asimetría el coeficiente puede tomar una asimetría a derecha o a izquierda.- Recordemos que una es positiva y la otra negativa.- En términos teóricos, este Coeficiente puede tomar valores que varían entre - 3 y +3.-

325
CURTOSIS.- Una medida de que tan elevada o plana es la curva de la distribución de unos datos, se obtiene a través del estadístico llamado curtosis.- Si el signo de la curtosis es positivo indicará que la curva de la distribución de los datos es más empinada o alta en el centro y con colas relativamente largas; ambos aspectos respecto a la distribución normal, que veremos más adelante en la Unidad 4.- Si el signo es negativo, se tendrá una curva más aplanada y con colas más corta respecto a la distribución normal. Los límites de aceptación de la curtosis están entre 0,263 y 0,363.-

326
Entre las muchas formulas que hay para calcular la curtosis, tomaremos la siguiente:
Q Q1 Cu = 2 ( P P10 ) platicurtica mesocurtica leptocurtica
 platicurtica. mesocurtica. leptocurtica.")
327
DIAGRAMA DE CAJA Y BIGOTES.- (Boxplot)
Cuando hemos desarrollado el Análisis Exploratorio de datos, se dijo que ordenábamos los datos mediante un diagrama de tallo y hoja.- Una vez calculada las medidas descriptivas, se desarrolla un resumen de cinco números y se construye un diagrama de caja y bigotes.- En un resumen de cinco números se emplean cinco cantidades para resumir los datos: 1.- Valor mínimo.- 2.- Primer cuartil.- 3.- Mediana.- 4.- Tercer cuartil.- 5.- Valor máximo.-

328
La forma más fácil de elaborar un resumen de cinco números es poner los datos en orden ascendente, así es fácil identificar los cincos datos.- Veamos un ejemplo: Supongamos tener los salarios de 12 gerentes de empresas medianas, ordenados son: La mediana es Me = y los cuartiles Q1 = 2880 y Q3 = 3050 los otros dos datos es fácil verlos.- Un diagrama de caja es un resumen gráfico de los datos basado en un resumen de cinco datos y nos da una idea de forma de la distribución de los datos, además de poder determinar si tenemos valores atípicos.-

329
Los pasos para trazar un diagrama de caja y bigote son:
1.- Se traza un rectángulo con los extremos en el primer cuartil y tercer cuartil.- Este rectángulo contiene el 50% de los datos.- 2.- En la caja se traza una recta vertical en el lugar de la mediana, así, la línea de la mediana divide los datos en dos partes iguales.- 3.- Se ubican los límites mediante el rango intercuartil RIC = Q3 – Q1 Los límites en el diagrama estarán dados según la Regla de Tuckey en Q1 - 1,5 * RIC y Q ,5 * RIC.- Todos los valores que nos queden fuera de esos límites son considerados valores atípicos.- 4.- Las líneas punteadas a los costados de la caja se llaman bigotes de la caja y se trazan del valor mínimo al cuartil 1 y del cuartil 3 al valor máximo.- 5.- Por último se marca con asterisco si hay algún valor atípico.-

331
1obs 2obs 3obs Suponga que tiene las tres observaciones correspondientes a tres meses diferentes de su empresa.- Decide comparar la situación de su empresa en los tres meses mediante diagramas de caja y bigote.- Resulta el diagrama siguiente:

333
VEAMOS OTRO EJEMPLO.- La tabla siguiente muestra las puntuaciones obtenidas en el examen final de Estadística para quince estudiantes de CIVIL, quince de AGROINDUSTRIAL y quince de INDUSTRAL.- CIVIL AGROINDUSTRIAL INDUSTRIAL 47 72 56 76 43 80 52 59 48 78 83 50 57 81 61 55 85 63 67 84 89 64 86 69 90 91 73 94 97 71

335
La figura anterior contiene los diagramas de caja de las puntuaciones de cada uno de estos tres grupos.- En este ejemplo concreto, puede apreciarse que no hay observaciones excesivamente atípicas en ninguno de los tres grupos.- Por eso, los bigotes de las cajas corresponden a la menor y mayor puntuación de cada grupo.- En el diagrama se observa que los estudiantes de Industrial consiguieron la mejor mediana, pero sus puntuaciones tienen una variabilidad considerablemente mayor que la de los otros grupos.- Otro hecho que llama la atención es la gran cantidad de puntuaciones bajas obtenidas por los estudiantes de Civil.-

336
EJERCICIO PARA COMENTAR EN CLASE
Los siguientes datos representan las horas caídas de equipos por semana de tres líneas de producción.- Analice los datos para cada línea de producción y anote las principales características de la distribución de datos.- Compare las tres líneas de producción, ¿nota alguna diferencia importante?.-

337
Semana LINEA 1 LINEA 2 LINEA 3 1 7.7 6.6 7.5 14 6.3 6.5 8.5 2 6.8 5.2 8.1 15 7.8 8.0 3 7.2 6.2 16 6.7 7.4 4 8.6 9.2 17 7.3 6.1 5 5.7 8.2 18 6 7.9 6.0 19 7 7.1 20 6.9 7.0 8 7.6 21 5.0 9 6.4 22 10 23 5.4 8.4 11 24 12 25 5.8 13

339
POR MINITAB OBTENEMOS:
Medida LNEA 1 LINEA 2 LINEA 3 MEDIA 6.872 6.996 7.312 DESVIO ESTAND 1.050 1.001 0.878 VARIANCIA 1.102 0.770 COEF. VARIA 15.28 14.30 12.00 MINIMO 5.000 CUARTIL 1 6.050 6.250 6.350 MEDIANA 7.100 6.900 7.500 CUARTIL 3 7.750 7.550 8.100 MAXIMO 8.600 9.200 8.500 RANGO 3600 4.200 2.700 SESGO - 0.23 0.13 - 0.46 MODO 7.3 7.4 8.1 KURTOSIS - 0.94 0.01 - 1.35

340
GRAFICAS DE SERIES DE TIEMPO

341
Las gráficas consideradas hasta el momento (histogramas, diagramas de tallo y hoja, diagramas de caja, etc) son métodos visuales muy útiles para mostrar la variabilidad presente en los datos.- Sin embargo, con frecuencia el tiempo es un factor importante que contribuye a la variabilidad observada en los datos y los métodos anteriores no lo toman en cuenta.- Una serie de tiempo o secuencia de tiempo, es un conjunto de datos en los que las observaciones se registran en el orden en que ocurren.- La gráfica de una serie de tiempo es un diagrama en el que en el eje vertical denota el valor observado (por ejemplo, x), mientras que el eje horizontal denota el tiempo (que pueden ser, minutos, horas, días, meses, años, etc).- Cuando se grafiquen las mediciones como una serie de tiempo, a menudo se observan tendencias, ciclos u otras características importantes de los datos que de otra manera pasarían inadvertidas.-
 son métodos visuales muy útiles para mostrar la variabilidad presente en los datos.- Sin embargo, con frecuencia el tiempo es un factor importante que contribuye a la variabilidad observada en los datos y los métodos anteriores no lo toman en cuenta.- Una serie de tiempo o secuencia de tiempo, es un conjunto de datos en los que las observaciones se registran en el orden en que ocurren.- La gráfica de una serie de tiempo es un diagrama en el que en el eje vertical denota el valor observado (por ejemplo, x), mientras que el eje horizontal denota el tiempo (que pueden ser, minutos, horas, días, meses, años, etc).- Cuando se grafiquen las mediciones como una serie de tiempo, a menudo se observan tendencias, ciclos u otras características importantes de los datos que de otra manera pasarían inadvertidas.-")
342
AÑOS MONTOS 2000 10840 2001 10436 2002 13589 2003 13402 2004 13103 2005 14933 2006 14147 2007 14027 2008 16234 2009 15890 2010 18450 2011 16560

343
Por ejemplo, la gráfica anterior presenta una serie de tiempo de las ventas anuales (en millones de $) de una compañía donde tomamos los últimos 12 años.- La impresión general que ofrece esta gráfica es que las ventas tienen una tendencia a crecer.- Existe cierta variabilidad en esta tendencia donde las ventas en algunos años aumentaron con respecto al anterior y en otros años bajaron.-
 de una compañía donde tomamos los últimos 12 años.- La impresión general que ofrece esta gráfica es que las ventas tienen una tendencia a crecer.- Existe cierta variabilidad en esta tendencia donde las ventas en algunos años aumentaron con respecto al anterior y en otros años bajaron.-")
344
La tabla siguiente muestra las ventas trimestrales realizadas por una empresa durante un periodo de 6 años, desde el 2001 al Describa gráficamente los datos: AÑOS TRIMESTRE 1 2 3 4 2001 271 199 240 255 2002 341 246 245 275 2003 351 283 353 292 2004 401 282 306 291 2005 370 242 281 274 2006 356 304 279

347
La figura anterior es un grafico de serie temporales de los 24 intervalos de tiempo.- Observamos que las ventas del primer trimestre van seguidas sistemáticamente de una disminución de las ventas en el segundo.- Tal vez la estación del año sea una explicación.- En el estudio de Series de Tiempo se ven modelos para ajustar los datos de las series temporales con el fin de tener en cuenta la estacionalidad, las tendencias, la conducta cíclica o algún otro componente irregular.-

348
EJERCICIO PARA DISCUTIR EN CLASE
La tabla siguiente representa la resistencia a la tensión, en libras por pulgadas cuadrada (psi) de 80 muestras de una aleación de aluminio y litio que esta siendo evaluada como posible material para la fabricación de elementos estructurales de aeronaves.-
 de 80 muestras de una aleación de aluminio y litio que esta siendo evaluada como posible material para la fabricación de elementos estructurales de aeronaves.-")
349
105 221 183 186 121 181 180 143 97 154 153 174 120 168 167 141 245 228 199 158 176 110 163 131 115 160 208 133 207 190 193 194 156 123 134 178 76 184 135 229 146 218 157 101 171 165 172 169 151 142 145 148 175 149 87 237 150 196 201 200 170 118

351
La figura siguiente muestra las observaciones de resistencia a la tensión, con la hipótesis que estas se registraron en el orden en que ocurrieron.- Esta gráfica indica de manera eficaz la variabilidad total de los datos de resistencia a la tensión y de manera simultanea, presenta la variabilidad en las mediciones con el paso del tiempo.- La impresión general es que la resistencia cambia alrededor del valor medio de 162,67 y no hay ningún padrón obvio sobre la variabilidad con respecto al tiempo.-

352
LA ESTADISTICA DESCRIPTIVA EN EL CONTROL ESTADISTICO DE CALIDAD.-

353
El pensamiento estadístico se concentra principalmente en los valores promedios típicos.- En muchas situaciones, las inferencias relacionadas con los valores promedios serán suficientes, aunque hay un límite a este tipo de razonamiento.- Hay ocasiones en donde el valor promedio es irrelevante.- Un solo fármaco de gran efectividad puede modificar el balance de una empresa farmacéutica y pasar de los números rojos a los números negros con mucha rapidez; un único desastre puede empujar a una compañía de seguro a la bancarrota.- Entonces, sería tonto ignorar el pensamiento estadístico por estos motivos.- La mayoría de los productos no tendrán mucho éxitos, ni la mayoría de los accidentes serán desastre que ocasionen quiebras y bancarrotas.- Los gerentes que suponen que sus resultados siempre serán mejores que el promedio corren el grave peligro de convertirse en ex gerentes.- Ya vimos que las medidas de variabilidad dan otra dimensión a nuestro pensamiento.-

354
En el control estadístico de la calidad, una herramienta extremadamente simple y útil es el diagrama de medias, llamado con frecuencia diagrama de X-barras.- Un diagrama de medias simplificado es simplemente una gráfica de los tiempos ( horas, días, semanas o meses) contra las medias de las observaciones hechas durante dichos tiempos.- La observación atenta nos mostrará aquellos patrones que indican problemas: una tendencia lenta y creciente o decreciente en la media, un salto o una caída súbita, un patrón cíclico.-
 contra las medias de las observaciones hechas durante dichos tiempos.- La observación atenta nos mostrará aquellos patrones que indican problemas: una tendencia lenta y creciente o decreciente en la media, un salto o una caída súbita, un patrón cíclico.-")
355
Ejemplo 1.- Un aspecto crítico de las transmisiones automáticas para automóviles es la presión del fluido de la transmisión.- En las unidades apropiadas, el valor ideal es 35.- Una presión muy baja se traduce en una operación deficiente; los valores inferiores a 32 pueden detectarse y cualquier presión por debajo de 30 provocan mal funcionamiento.- Una presión demasiado alta es causa de vibraciones; 38 es detectable y 40 es malo.- Un fabricante de transmisiones toma de la producción diaria una muestra aleatoria de 5 unidades y mide la presión interna de cada una de ellas.- A continuación, mostramos una lista de las presiones durante 40 días y un diagrama de medias comparadas con los días.-

356
Día Item 1 2 3 4 5 Media 36,01 34,46 34,90 33,83 34,61 34,762 36,06 36,26 35,44 33,86 35,88 35,500 36,17 34,07 34,29 34,656 35,08 34,68 34,37 34,50 34,40 34,606 34,11 35,84 35,67 34,55 35,62 35,158 6 34,58 35,90 34,35 35,25 34,18 34,852 7 36,04 34,45 34,22 35,09 34,896 8 34,98 35,19 35,70 34,91 32,97 34,750 9 36,48 35,95 34,53 36,25 36,08 35,858 10 35,30 35,98 35,36 34,56 35,006 11 33,56 36,38 34,86 34,730 12 34,96 36,78 36,56 34,32 35,574 13 34,39 33,16 34,31 34,43 36,33 34,524 14 32,88 34,62 35,77 34,560

357
Día Item 1 2 3 4 5 Media 15 32,81 34,27 33,19 36,02 35,94 34,446 16 32,77 33,20 33,60 35,75 34,57 33,978 17 34,88 33,37 34,69 34,02 33,30 34,052 18 36,06 34,49 33,40 35,03 36,63 35,122 19 36,17 32,64 35,90 34,75 35,22 34,936 20 35,85 35,00 33,31 34,58 37,37 35,222 21 35,10 35,39 35,37 34,33 37,28 35,494 22 37,29 33,54 37,45 35,14 35,238 23 34,44 35,87 35,52 34,13 34,998 24 34,94 35,97 36,30 38,22 34,72 36,030 25 35,56 35,59 34,63 33,56 36,84 35,236 26 35,48 34,74 36,51 36,76 35,524 27 35,31 36,87 32,82 33,55 33,47 34,404 28 33,69 34,01 35,16 33,87 34,93 34,332

358
Día Item 1 2 3 4 5 Media 29 33,32 36,22 32,12 36,01 35,60 34,654 30 35,14 36,57 36,37 36,98 36,66 36,344 31 34,93 36,02 35,10 35,58 36,62 35,650 32 35,45 32,16 36,25 35,05 34,768 33 36,64 37,00 35,39 34,87 36,76 36,132 34 37,85 34,97 34,68 35,48 34,07 35,410 35 34,02 37,62 35,91 34,15 35,668 36 34,51 35,42 34,81 35,00 33,74 34,696 37 33,62 35,41 34,78 31,78 33,88 33,894 38 33,06 35,90 36,96 34,96 32,72 34,720 39 32,04 33,22 33,76 33,44 33,844 40 34,99 36,20 34,73 33,87 33,79 34,716

359
EL DIAGRAMA DE MEDIA

361
No hay tendencias evidentes, ascendente ni descendentes, ni saltos a nuevos niveles de estabilidad.- En la mayor parte, las medias se mantienen en el rango de presiones medias de 34 a 36.- Tal vez haya algunos ciclos que abarcan varios días, pero nada exagerado.- Un rasgo inquietante es que las medias entre los días 31 a 40 parecen saltar de aquí para allá con exageración.- Consideraremos esto con más detalle cuando midamos la variabilidad.-

362
La variabilidad es una idea de capital importancia en el control de la calidad.- En muchas situaciones, tales como los medicamentos que varían en su potencia, el cambio es un gran enemigo de la calidad.- Uno de los temas principales del control estadístico de la calidad es el de dar cuenta de las causas de la variabilidad.- La primera tarea al tratar con la variabilidad es resumirla.- La medida más simple de la variabilidad es el Rango, la diferencia entre el mayor y menor valor de la variable.- Esta medida es muy fácil de calcular de modo que en el control de la calidad se utiliza ampliamente para determinar la extensión de las variaciones.- Cuando los datos se toman a lo largo de cierto período de tiempo y el rango se relaciona con el tiempo, el resultado es un diagrama R.- Por ejemplo, en el caso de las transmisiones automáticas que venimos viendo, el calculo de los rangos será:

363
Día Rango Día Rango Día Rango Día Rango
2, , , ,69 2, , , ,09 2, , , ,13 0, , , ,78 1, , , ,60 1, , , ,68 1, , , ,63 2, , , ,24 1, , , ,72 , , , ,41

364
EL DIAGRAMA EN R

366
El diagrama nos muestra que al pasar el tiempo se desarrolla un problema.- En general, a medida que el tiempo transcurre, los rangos se están incrementando, de modo que la variabilidad va en aumento.- Una variación más grande significa que habrá más transmisiones con una presión o muy alta o muy baja.- Al buscar la causa, deberíamos observar que no hay un salto súbito, sino un incremento paulatino, habría que buscar un factor gradual como el desgaste de las máquinas o el estado de ánimo de los trabajadores.-

367
Dado que las desviaciones estándar se basa en desviaciones de la media elevada al cuadrado, esta medida es, por ejemplo, más sensible a los valores atípicos que la media, aunque lo es menos que el rango.- De este modo, en el control de la calidad, un diagrama S o una gráfica de las desviaciones estándar contra el tiempo es también una herramienta muy útil para conocer si ha habido un cambio en la variabilidad.- En la diapositiva próxima se muestra un diagrama S de las desviaciones estándar de los datos relativos a las transmisiones automáticas contra el número del día, que venimos viendo.- ¿Hay evidencia de alguna tendencia?.- Observando el diagrama, hay claramente una tendencia creciente en las desviaciones estándar que indican un incremento de la variabilidad con el tiempo.-

368
DIAGRAMA Sx

370
Cálculos de las desviaciones estándar.-
sx 1 0,80 11 1,10 21 1,09 31 0,69 2 0,97 12 1,06 22 2,13 32 1,55 3 0,86 13 1,14 23 0,72 33 0,94 4 0,29 14 1,24 24 1,39 34 1,46 5 0,78 15 1,50 25 1,22 35 1,57 6 0,71 16 1,19 26 1,12 36 0,63 7 17 0,73 27 1,66 37 1,38 8 1,04 18 1,28 28 0,67 38 1,82 9 0,77 19 1,40 29 1,83 39 1,75 10 0,83 20 1,51 30 40 0,98

371
Límites de control La desviación estándar también es útil en los diagramas de X-barras para el control de la calidad.- Cuando un proceso está “bajo control”, se puede calcular la desviación estándar de las medias a partir de los dato.- En un diagrama de X-barras completo, se elige la media que se desee y se trazan límites de control por arriba y por debajo de ella, a una distancia de 3 desviaciones estándar.- Cualquier media que caiga fuera de estos límites se toma como una evidencia de que el proceso esta fuera de control.- De acuerdo con la regla empírica , si el proceso esta bajo control, muy pocas medias deberían salir de los límites de control, de modo que las “falsas alarmas” deberían ser raras.- Cuando el proceso esta fuera de control (y solo entonces) las medias deberían rebasar algunos de los límites de control.- Estos límites son muy útiles para reducir la tendencia de los gerentes a perseguir cualquier variación por pequeña que esta sea, solo las desviaciones que probablemente no son aleatorias caerán fuera de los límites de control.-
 las medias deberían rebasar algunos de los límites de control.- Estos límites son muy útiles para reducir la tendencia de los gerentes a perseguir cualquier variación por pequeña que esta sea, solo las desviaciones que probablemente no son aleatorias caerán fuera de los límites de control.-")
372
Diagrama X-barras

373
En la diapositiva anterior se muestra un diagrama de control para todos los datos de las transmisiones, que veníamos viendo.- ¿Cómo indica éste que se gesta un problema?.- Cerca del extremo derecho del diagrama, el signo + indica que la media esta fuera de los límites de control.- Dado que no hay un patrón de lecturas consistentemente altas o consistentemente bajas, es razonable pensar que el problema se debe a una excesiva variabilidad.- Los resultados obtenidos en los ejemplos anteriores confirman esta idea.- La tarea de los gerentes consiste al parecer en encontrar por que hay tal variación en los datos de las transmisiones.-

374
METODOS ESTADISTICOS Y MEJORA DE LA CALIDAD.-
Las herramientas estadísticas son una gran contribución al control de la calidad y a la mejora de procesos.- Hemos hecho una pequeña introducción a los gráficos de control, ya que este tema se dejará para un postgrado.- Los métodos estadístico no son suficiente por si mismo.- Los diagramas de control se conocen en la industria norteamericana desde hace 60 años.- Si con ellos se resolvieran todos los problemas, los productos norteamericanos tendrían la mejor calidad del mundo.- Sin embargo, hay quienes afirman que la calidad norteamericana no es en absoluto la mejor.- Casi todas las personas que han estudiado las operaciones de buena y mala calidad están de acuerdo en que la mejora de la calidad requiere esfuerzo y paciente y sostenido a lo largo del tiempo por parte de gerentes, ingenieros y trabajadores en todos los niveles.-

375
Probablemente el experto mejor conocido en problemas de calidad es W
Probablemente el experto mejor conocido en problemas de calidad es W. Edwards Deming, un estadístico profesional que introdujo el control de la calidad y algunos métodos de mejora en el Japón durante la posguerra.- Deming (1986) ha precisado un programa de 14 puntos para la mejora de la calidad.- Deming insiste en la necesidad absoluta de un compromiso gerencial sostenido; repudia los temas publicitarios efímeros como sustituto del esfuerzo verdadero.- Casi todos los expertos en control de calidad se concentran en la mejora de los procesos, como algo opuesto a la exhortación de la gente.- En el fondo, la mayoría de las tareas fundamentales de las organizaciones son procesos repetitivos que se realizan bajo condiciones similares.- La mayoría de la gente tiende a pensar en el proceso de control de la calidad en el contexto de las industrias manufactureras, pero las mismas ideas se aplican en casi todas las ciencias y a actividades del sector servicios.-
 ha precisado un programa de 14 puntos para la mejora de la calidad.- Deming insiste en la necesidad absoluta de un compromiso gerencial sostenido; repudia los temas publicitarios efímeros como sustituto del esfuerzo verdadero.- Casi todos los expertos en control de calidad se concentran en la mejora de los procesos, como algo opuesto a la exhortación de la gente.- En el fondo, la mayoría de las tareas fundamentales de las organizaciones son procesos repetitivos que se realizan bajo condiciones similares.- La mayoría de la gente tiende a pensar en el proceso de control de la calidad en el contexto de las industrias manufactureras, pero las mismas ideas se aplican en casi todas las ciencias y a actividades del sector servicios.-")
376
Uno de los mensajes claves de los nuevos expertos en la mejora de la calidad es que hay que pensar más en la mejora de los procesos a largo plazo y menos en tratar de “apagar el fuego” con medidas a corto plazo.- Los gerentes deberían de identificar las metas del proceso, considerar que aspectos del proceso se pueden variar, y llevar a cabo experimentos bien pensados para encontrar el mejor diseño posible del mismo.- La calidad rara vez da un gran salto hacia arriba; más bien, cuando se mueve en esa dirección lo hace con pequeños incrementos.- Una mejora en el diseño del producto aquí, una modificación a un proceso de servicio allá, una mejora en la cooperación con un proveedor, un producto hecho a medida para satisfacer las necesidades de los clientes, todos estos son pequeños `pasos que se tienen que dar rápidamente para mejorar la calidad.- Los descubrimientos de nuevos productos o servicios , que son pocos comunes, son los que llaman la atención, las pequeñas mejoras producen un gran efecto cuando se acumulan.- Se necesita que los gerencia sea paciente y perseverante para insistir en la mejora de la calidad sin recibir una recompensa inmediata.-

377
Una idea que hace posible la mejora de la calidad es la experimentación inteligente.- Casi toda tarea se puede realizar de distintas maneras, algunas buenas y otra malas.- Una forma de evitar la mejora de la calidad es insistir en no variar el modo de hacer una cosa porque “siempre la hemos hecho así”. – Otra forma que no supera con mucho a lo anterior es el enfoque casual, la experimentación fortuita; modificar un aspecto de un proceso y después otro, sin ningún plan ni orden.- Un enfoque mucho más productivo es la experimentación planificada, el pensamiento sistemático acerca de todos los aspectos de un procesos y la búsqueda deliberada de mejoras en todas sus partes.- Este es el lugar donde el pensamiento estadístico es vital.- En los años recientes, el uso de experimentos estadísticos controlados ha sido una de las causas de la mejora efectiva de la calidad.- En particular, el pensamiento estadístico es crucial cuando hay que tratar con las variaciones dentro de un proceso.- El pensamiento estadístico añade la idea clave de variabilidad.- Todo proceso de fabricación o de servicio tendrá algún grado de variación en sus resultados.-

378
Los accesorios y dispositivos mecánicos variarán entre si a causas de las diferencias en la materia prima, el deterioro de partes de la máquina, los cambios en la temperatura y humedad y muchas otras razones.- Un aspecto importante es saber si las variaciones recientes en los resultados de un proceso caen dentro de un rango normal (es decir, no hay que preocuparse demasiado por ello) o si están fuera de control ( y son, por consiguiente motivo de preocupación).- Una de las funciones importantes de los diagramas de control es indicar que factores no requieren de mucha atención.- Las ideas estadísticas de variación y experimentación vienen frecuentemente juntas.- En muchos problemas de mejora de la calidad, reducir la variabilidad es al menos tan importante como mejorar el promedio de la calidad.- Un gerente que se vale de los experimentos estadísticos y piensa tanto en los promedios como en la variabilidad, debería de ser capaz de mejorar considerablemente la calidad, siempre y cuando sea paciente y realice un esfuerzo sostenido.-
 o si están fuera de control ( y son, por consiguiente motivo de preocupación).- Una de las funciones importantes de los diagramas de control es indicar que factores no requieren de mucha atención.- Las ideas estadísticas de variación y experimentación vienen frecuentemente juntas.- En muchos problemas de mejora de la calidad, reducir la variabilidad es al menos tan importante como mejorar el promedio de la calidad.- Un gerente que se vale de los experimentos estadísticos y piensa tanto en los promedios como en la variabilidad, debería de ser capaz de mejorar considerablemente la calidad, siempre y cuando sea paciente y realice un esfuerzo sostenido.-")
379
EJERCICIO PARA HACER EN CLASE Y DISCUTIR
El Ingeniero de control de calidad a cargo de un proceso de empaquetado de sal esta preocupado por el contenido de humedad en los paquetes de sal.- Para determinar si el proceso esta en control estadístico, primero se necesitan definir los subgrupos racionales, y después recolectar ciertos datos.- Suponga que para el proceso de empaquetado de sal la preocupación principal es que la variación en la humedad del ambiente de la planta pueda variar el contenido de humedad promedio de los paquetes a lo largo del tiempo.- Recuerde que los subgrupos racionales deben elegirse de tal forma que la variación dentro de cada muestra se deba solo a causas comunes , no a causas especiales.- Por consiguiente, en este caso una buena opción para los subgrupos racionales es extraer muestras de diversos paquetes, cada una en intervalos regulares.-

380
Los paquetes de cada muestra serán producidos lo más próximo en tiempo entre si.- De este modo, la humedad del ambiente será casi la misma para cada paquete de la muestra, de forma que la variación dentro del grupo no se verá afectada por esta causa especial.- Suponga que se extrae cinco paquetes de sal cada 15 minutos durante ocho horas y que el contenido de humedad en cada paquete se mide como un porcentaje del peso total.- A continuación mostramos los valores obtenidos:

381
1 2,53 2,66 1,88 2,21 2,26 2 2,69 2,38 2,34 2,47 2,61 3 2,67 2,23 2,10 2,43 2,54 4 2,10 2,26 2,51 2,58 2,28 5 2,64 2,42 2,56 2,51 2,36 6 2,64 1,63 2,95 2,12 2,67 7 2,58 2,69 3,01 3,01 2,23 8 2,31 2,39 2,60 2,40 2,46 9 3,03 2,68 2,27 2,54 2,63 10 2,86 3,22 2,72 3,09 2,48 11 2,71 2,80 3,09 2,60 3,39 12 2,95 3,54 2,59 3,31 2,87 13 3,14 2,84 3,77 2,80 3,22 14 2,85 3,29 3,25 3,35 3,59 15 2,82 3,71 3,36 2,95 3,37 16 3,17 3,07 3,14 3,63 3,70

382
17 2,81 3,21 2,95 3,04 2,85 18 2,99 2,65 2,79 2,80 2,95 19 3,11 2,74 2,59 3,01 3,03 20 2,83 2,74 3,03 2,68 2,49 21 2,76 2,85 2,59 2,23 2,87 22 2,54 2,63 2,32 2,48 2,93 23 2,27 2,54 2,82 2,11 2,69 24 2,40 2,62 2,84 2,50 2,51 25 2,41 2,72 2,29 2,35 2,63 26 2,40 2,33 2,40 2,02 2,43 27 2,56 2,47 2,11 2,43 2,85 28 2,21 2,61 2,59 2,24 2,34 29 2,56 2,26 1,95 2,26 2,40 30 2,42 2,37 2,13 2,09 2,41 31 2,62 2,11 2,47 2,27 2,49 32 2,21 2,15 2,18 2,59 2,61

383
“LA ESTADISTICA DESCRIPTIVA EN EL CONTROL DE CALIDAD”
ACTIVIDAD Nº 1 HACER EJERCICIO PARA ENTREGAR QUE ESTA EN LA PLACA, SOBRE “LA ESTADISTICA DESCRIPTIVA EN EL CONTROL DE CALIDAD”

384
Síntesis de datos Una carnicería vende cortes de lomo porcionados a una cadena de restaurantes. La carne se corta, congela y empaqueta en dos líneas de producción llamadas (con no mucha imaginación) línea derecha y línea izquierda. Se procura que cada porción pese 12 onzas, aunque hay variaciones debido a las diferencias en la densidad de la carne, el corte, el contenido de grasa y otros factores. Cada porción se inspecciona visualmente y se pesa con una balanza en la línea misma de producción; se supone que ésta rechaza cualquier corte que pese menos de 11.5 onzas y separa cualquier corte que pese más de 12.6 onzas
 línea derecha y línea izquierda. Se procura que cada porción pese 12 onzas, aunque hay variaciones debido a las diferencias en la densidad de la carne, el corte, el contenido de grasa y otros factores. Cada porción se inspecciona visualmente y se pesa con una balanza en la línea misma de producción; se supone que ésta rechaza cualquier corte que pese menos de 11.5 onzas y separa cualquier corte que pese más de 12.6 onzas.")
385
ALA IZQUIERDA SEMANA 1 2 3 4 5 6 7 8 9 10 12.32 12.16 12.34 12.03 11.95 12.05 11.78 12.01 11.85 12.39 12.04 11.98 12.06 12.12 11.84 12.29 12.10 11.92 12.07 12.11 11.71 11.87 11.88 11.61 11.93 12.08 12.37 11.94 12.24 11.82 11.86 12.51 12.25 12.28 11.62 11.80 12.17 12.20 12.49 11.76 11.97 11.69 12.52 12.23 12.14 11.64 12.00 12.15 11.89 12.27 12.22 11.81 11.99 11.74 12.50 11.77 11 12.13 12.55 12.09 12.43 11.96 12.19 12 11.75 12.21 13 12.36 12.30 11.90 14 15 12.18 16 11.91 17 18 12.02 19 11.65 12.45 20 12.42 11.63 21 11.60 11.68 22 23 12.54 12.35 24 25

386
ALA DERECHA SEMANA 1 2 3 4 5 6 7 8 9 10 12.07 11.88 11.89 12.21 11.93 11.94 11.99 11.90 12.20 11.82 11.83 12.22 12.06 11.96 12.11 11.52 12.34 12.02 12.08 12.33 12.38 11.97 11.81 11.87 12.17 12.01 11.98 12.04 11.80 11.60 11.70 12.12 12.13 12.00 12.05 11.91 12.24 12.15 11.73 12.40 11.72 12.57 12.31 12.25 11.95 12.19 12.27 12.43 12.14 11.40 11.69 11.85 12.10 11.67 11.86 11 12.35 12.28 12.23 12 11.71 12.03 12.51 12.09 13 11.50 12.18 14 12.78 11.34 11.58 12.82 13.10 11.55 12.70 12.44 15 11.59 12.45 12.55 11.23 12.48 12.74 11.07 16 12.36 12.30 11.08 12.16 12.50 11.65 17 12.71 11.64 11.57 18 11.37 12.54 12.32 12.67 12.64 19 12.37 11.74 11.56 20 12.46 21 11.47 12.26 11.33 11.49 11.63 22 11.41 11.66 23 12.62 11.43 12.41 24 12.29 12.47 11.28 25 11.62 10.98

387
Los gerentes de producción observaron que hay un incremento en el número de paquetes con 24 cortes que fueron devueltos por los clientes por tener un peso inadecuado. Al investigar el origen de cada uno de los paquetes rechazados encontraron que todos ellos venían de la línea derecha. Le han escrito a usted pidiéndole su ayuda. "Como usted sabe, el control de la calidad cada semana toma 10 cortes de cada línea para hacerles una prueba minuciosa. Antes de ser cocinados, se les pesa cuidadosamente. Hemos tomado los pesos de cada línea, durante las últimas 25 semanas. Durante las primeras 10 semanas, estuvimos trabajando a un ritmo lento para estar seguros de que los cortes se estaban haciendo correctamente. Las últimas 15 semanas, hemos trabajado casi al límite de nuestra capacidad. El peso promedio de las dos líneas es prácticamente el mismo; en todo caso, el promedio de la línea derecha es un poco mayor.

388
Entonces, ¿por qué tantos paquetes de la línea derecha tienen menor peso que el especificado?" Con la carta se incluyen los pesos de las muestras semanales de los cortes. ¿Puede usted identificar alguna diferencia entre los datos de las líneas derecha e izquierda que explique el problema? ¿Se presenta la diferencia después de las 10 primeras semanas o durante ese periodo? Usted querrá utilizar un programa de computadora para realizar los cálculos aritméticos. Escriba un memorándum a los gerentes; ellos no conocen los términos técnicos, de modo que trate usted de utilizar un lenguaje coloquial, tanto como sea posible.

389
ACTIVIDAD Nº 2 DURANTE UNA SEMANA SE MIDIO EL CONTENIDO DE HUMEDAD CORRESPONDIENTE A 20 PAQUETES DE UN DETERMINADO PRODUCTO, TOMÁNDOLOS AL AZAR A LA SALIDA DE LA LÍNEA DE ENVASADO.- Los datos En la placa siguiente.- Indique que conclusiones se pueden obtener a partir del análisis grafico de estos datos.- COORDINAR CON EL JEFE DE PRACTICA LA FECHA DE ENTREGA DE ESTE TRABAJO EN GRUPOS DE DOS ALUMNOS.

390
lunes martes mierc jueves viernes
8,20 8,61 9,43 8,97 8,46 8,36 9,14 8,85 9,02 8,00 8,37 8,52 8,66 9,61 8,32 8,52 9,20 8,89 9,15 8,91 8,05 9,30 9,28 9,21 8,17 8,76 9,58 9,14 9,53 8,60 8,51 8,81 9,41 9,28 8,48 8,18 8,68 9,34 9,28 8,65 8,52 8,59 9,59 8,86 8,97 8,64 8,66 9,15 8,75 8,20 8,83 8,70 9,75 9,64 8,33 8,35 9,08 9,18 9,05 8,26 8,48 8,32 8,86 8,76 8,64 8,34 8,33 9,28 9,21 8,81 8,51 8,41 8,50 8,76 8,73 8,08 9,07 9,19 9,40 8,73 8,15 9,08 9,19 9,55 8,40 8,15 9,13 9,12 9,50 8,60 8,68 8,69 9,20 9,48 8,47 8,79 8,46 8,80 9,58 8,10

391
COORDINAR CON JEFE DE TRABAJOS PRACTICO FECHA DE ENTREGA.-
ACTIVIDAD Nº 3 EN LOS EJERCICIOS SIGUIENTES REALICE UN ANALISIS ESTADISTICO COMPLETO (ESTADISTICA DESCRIPTIVA) EN FUNCION DE LO QUE HA VISTO.- CUANDO CORRESPONDA COMPARE.- COMENTE.- COORDINAR CON JEFE DE TRABAJOS PRACTICO FECHA DE ENTREGA.-
 EN FUNCION DE LO QUE HA VISTO.- CUANDO CORRESPONDA COMPARE.- COMENTE.- COORDINAR CON JEFE DE TRABAJOS PRACTICO FECHA DE ENTREGA.-")
392
1.- Se desea comparar el rendimiento alcanzado en un curso de capacitación por los operarios de los Turnos Tarde y Mañana de una cierta fabrica.- Para ello dispone de los puntajes (de 0 a 100) obtenidos en la evaluación final: TURNO MAÑANA 63 54 68 59 79 72 36 55 69 82 49 73 66 48 89 83 75 34 46 67 81 76 43 57 71 65 61 64 62 56 47 92

393
REALICE UN ANALISIS ESTADISTICO COMPLETO.-
TURNO TARDE 76 53 54 51 38 64 81 45 79 48 52 59 69 67 58 60 91 56 62 83 71 57 95 47 49 73 66 72 REALICE UN ANALISIS ESTADISTICO COMPLETO.-

394
2.- Un empresario del ramo metalúrgico, pidió que se hiciera un análisis de la cantidad de piezas producidas por dos tornos, el I y II.- El torno I funcionó durante 62 días y el torno II durante 80 días.- Los valores que se obtuvieron se registra a continuación: TORNO 1 111 160 148 140 136 147 144 143 146 141 156 138 154 121 120 135 158 153 151 134 145 128 130 159 149 131 137 161 150 132 162 127 133 170 113

395
REALICE UN ANALISIS ESTADISTICO COMPLETO.-
TORNO 2 111 138 131 134 142 128 162 126 144 158 143 150 170 145 140 160 136 118 132 120 146 130 159 156 161 149 122 151 114 166 116 141 121 148 112 163 152 REALICE UN ANALISIS ESTADISTICO COMPLETO.-

396
3.- Una empresa de fabricación de calzado dispone de dos máquinas iguales, máquina 1 y máquina 2, para el pegado de la suela de los zapatos.- Recientemente se produjeron ciertos desajustes en una de las máquinas que solo afecto a su tiempo medio de pegado (en unidades de tiempo u. t.), pero que ya han sido reparados.- Se le pide que realice un análisis estadístico de cada una de las máquinas.- Realice comparaciones y de conclusiones.- Los datos recogidos de cada máquinas fueron;
, pero que ya han sido reparados.- Se le pide que realice un análisis estadístico de cada una de las máquinas.- Realice comparaciones y de conclusiones.- Los datos recogidos de cada máquinas fueron;.")
397
MAQUINA 1 3.49 5.08 4.57 5.44 5.11 4.97 4.81 5.63 5.46 3.91 4.33 4.83 4.48 4.51 6.14 4.93 4.41 3.70 4.52 5.21 4.94 4.21 5.14 5.39 5.43 5.02 4.47 4.95 4.64 5.55 4.60 5.50 6.36 6.71 4.84 4.34 5.23 3.81 5.70 4.70 5.33 3.82 4.74 4.53 5.58 4.86 5.54 5.04 5.30 4.69 5.28 5.09 5.85 4.73 5.05 4.01

398
REALICE UN ANALISIS ESTADISTICO COMPLETO.-
MAQUINA 2 4.89 6.12 5.26 5.57 5.14 6.32 6.20 5.69 6.40 7.03 5.98 5.70 6.41 5.93 6.21 6.19 5.97 5.24 5.90 6.34 6.42 5.66 5.48 5.78 5.36 5.67 6.79 5.53 6.52 5.94 4.98 6.68 6.38 5.96 6.33 6.31 6.30 6.11 5.61 5.13 5.31 6.44 7.00 6.18 6.05 6.55 4.96 5.59 5.39 5.88 5.60 6.15 6.13 6.62 5.43 5.81 6.63 6.97 6.61 REALICE UN ANALISIS ESTADISTICO COMPLETO.-

399
4.- Una empresa de fabricación dispone de un proceso de envasado en botellas de cristal.- Un proveedor de maquinarias le oferta una máquina que le permitiría envasar en Tetra Brik, que tiene un menor costo.- Este proveedor además afirma que el tiempo medio de envasado es menor.- El proveedor reúne los siguientes datos de tiempos de envasados.- Realice un estudio estadístico, haga comparaciones y de conclusiones.-

400
BOTELLAS DE CRISTAL 1.24 2.04 1.78 2.22 2.05 1.99 1.90 2.31 2.23 2.14 2.01 1.87 1.46 1.67 1.91 1.74 1.76 2.57 1.41 1.92 2.02 2.06 2.07 2.11 1.97 2.20 2.21 2.29 2.15 2.43 2.38 2.27 1.80 2.19 2.25 2.68 2.86 1.93 1.84 1.60 2.35 1.85 1.79 2.16 1.98 2.41 1.69 2.17 1.73 2.12 1.77 1.71 1.35 1.82 1.50

401
REALICE UN ANALISIS ESTADISTICO COMPLETO.-
TETRA BRIK 0.90 1.53 1.33 1.67 1.54 1.49 1.42 1.75 1.69 1.61 1.51 1.40 1.07 1.23 1.43 1.29 1.31 1.95 1.03 1.44 1.52 1.56 1.55 1.58 1.48 1.66 1.73 1.62 1.84 1.79 1.72 1.34 1.65 1.70 2.05 2.19 1.45 1.38 1.24 1.59 1.18 1.63 1.47 1.39 1.26 0.98 1.36 1.10 REALICE UN ANALISIS ESTADISTICO COMPLETO.-

402
REALICE UN ANALISIS ESTADISTICO COMPLETO.-
5.- Un exportador de limones empaqueta mallas que en término medio deben pesar 2kg, con una desviación estándar de 0,15 kg.-.- El sostiene que se han producido ciertos desajustes en la máquina que rellena las mallas que hace pensar que el peso medio ha cambiado.- Para verificar extrae la siguiente muestra aleatoria simple de pesos: 1,647 2,124 1,970 2.231 2,132 2,092 2,042 2,289 2,239 2,261 2,183 2,105 2,023 1,774 1,900 2,048 1,943 1,954 1,923 1,710 1,745 2,053 2,112 2,127 2,139 2,141 1,955 2,043 1,863 2,218 2,228 2,107 2,022 2.273 2,190 2,115 2.200 2.441 2.163 2.356 1.959 2.080 2.081 2.317 REALICE UN ANALISIS ESTADISTICO COMPLETO.-

403
6. - La empresa de lacado de puertas S
6.- La empresa de lacado de puertas S.L, utiliza el método de lacado M1.- Sin embargo, los últimos desarrollos tecnológicos han dado como resultado una pintura que seca más rápido pero que necesita mayor tiempo en su aplicación sobre la madera, método M2.- Los expertos aseguran que con el M2 la empresa reduciría el tiempo medio total invertido en el lacado de una puerta, con respecto al M1.- Lacado S.L, antes de abandonar el método tradicional y adoptar el nuevo método decide ponerlo a prueba durante un tiempo y comparar resultados.- Los tiempos de lacado (en unidades de tiempo, u.t) que obtuvo en ambos métodos son los siguientes:
 que obtuvo en ambos métodos son los siguientes:")
404
METODO M1 TRADICIONAL 9,10 6,17 10,73 13,83 13,60 15,20 3,45 9,30 3,65 8,30 8,79 10,40 8,90 9,02 8,89 14,03 14,98 5,16 11,62 12,71 15,76 9,75 8,43 12,03 6,74 7,93 4,93 4,46 7,07 7,68 13,29 8,86 9,44 8,46 15,92 12,60 17,13 8,04 9,74 8,91 12,27 5,67 7,46 5,44

405
REALICE UN ANALISIS ESTADISTICO COMPLETO.-
METODO M2 NUEVO 11,84 12,57 10,29 10,41 16,11 10,86 15,76 7,12 12,56 11,55 17,03 14,85 9,45 15,85 11,77 16,18 13,63 10,94 10,49 13,27 13,97 11,07 11,02 13,16 13,22 12,64 15,00 13,61 11,88 8,81 7,77 8,59 13,30 13,78 15,36 16,42 11,62 13,70 9,57 13,89 6,95 16,03 7,67 10,44 20,67 13,43 18,06 10,79 13,51 11,73 REALICE UN ANALISIS ESTADISTICO COMPLETO.-

406
EJERCICIOS PLANTEADOS
ACTIVIDAD Nº 4 EJERCICIOS PLANTEADOS

407
1.- Se realizan investigaciones para producir fibras textiles a partir de fibras de turba.- Ello permitiría tener una fuente de materia prima barata para las industrias textiles y papeleras.- Una variable que se estudia es X, el porcentaje de contenido de ceniza de una variedad particular de musgo de turba.- Suponga que se obtienen las observaciones siguientes con una muestra de 50 musgos.- 0,5 1,8 4,0 1,0 2,0 1,1 1,6 2,3 3,5 2,2 3,8 3,0 3,6 2,4 0,8 3,4 1,4 1,9 2,5 1,2 2,6 3,1 1,7 5,0 1,3 2,7 1,5 3,2 2,8 4,5 2,1 0,7 3,7

408
2.- Se consideró los tiempos de ignición que fueron registrados para una tela sintética producida por la empresa Ritex.- 30,1 31,6 34,5 38,0 31,1 36,0 33,0 31,5 37,6 31,0 32,5 31,3 36,9 34,0 37,5 30,5 32,4 35,6 31,4 30,2 32,0 35,0 31,2 36,5 33,5 39,5 37,0

409
3.- Se contó el número de pasas en cada una de 14 minicajas para ventas a turistas de una marca genérica A y otra de marca B.- Los datos conjuntos se muestran en la siguiente tabla.- Marca A 25 26 28 27 24 Marca B 29 22 30

410
4.- En los últimos años, ha habido numerosas mejoras en la iluminación.- Una nueva bombilla (foco), Herat Light, de Philips, usa un bulbo fluorescente atornillable con una balastra electrónica en su base.- Se calcula que dura veces más que las bombillas domesticas usadas en el pasado.- Los datos siguientes se obtuvieron respecto de la vida útil de una muestra de estas nuevas bombillas (tiempo en miles de horas).- 9,1 10,1 9,0 11,4 10,5 9,5 12,0 12,2 13,1 10,0 9,3 9,6 11,1 13,3 10,7 11,0 9,2 11,6

411
5.- Los conductores metálicos o tubos huecos se usan en el cableado eléctrico.- En la prueba de tubos de 1 pulgadas, se obtienen los datos siguientes respecto del diámetro exterior (en pulgadas) del tubo: 1,281 1,293 1,287 1,286 1,288 1,291 1,295 1,292 1,290 1,296 1,289 1.291

412
6.- El acabado superficial de protección anticorrosiva suele ser el último proceso de manufactura que tiene lugar antes de la venta o ensamblaje de partes metálicas usadas en producto como los artefactos domésticos.- Una técnica para la aplicación de plateado de zinc brillante al acero es sometida a prueba.- La variable en estudio es el grosor del recubrimiento obtenido en micras en 25 franjas de pruebas.- 6,4 8,3 7,9 7,5 6,9 8,5 7,0 7,4 7,2 6,8 7,1 8,1 7,7 7,8 7,3 8,4 8,0 7,6 9,9

413
7.- En cierto artículo de una revista de Ingeniería, se analiza la resistencia de la cerámica antigua.- Se evaluaron algunas muestra de cada uno de tres tipos de cerámica.- Las cargas (en kg.) requeridas para romper las muestras son las que aparecen en la tabla siguiente: a) Construya un diagrama de caja comparativo para las tres muestras.- b) ¿Cuántos datos atípicos contiene cada muestra?.- c) Comente acerca de las características de las tres muestras.-
 Construya un diagrama de caja comparativo para las tres muestras.- b) ¿Cuántos datos atípicos contiene cada muestra .- c) Comente acerca de las características de las tres muestras.-")
414
Tipo de cerámica: Sacaton
Tipo de cerámica: Planicie del rió Gila Tipo de cerámica: Casa Grande

415
8.- Los siguientes datos son mediciones de viscosidad de un producto químico tomada cada hora.-
47.9 48.8 48.6 43.2 43.0 48.1 48.0 42.8 48.3 43.5 43.1 47.2 48.4 48.9 48.5 43.6 42.9 47.5 43.3

Presentaciones similares










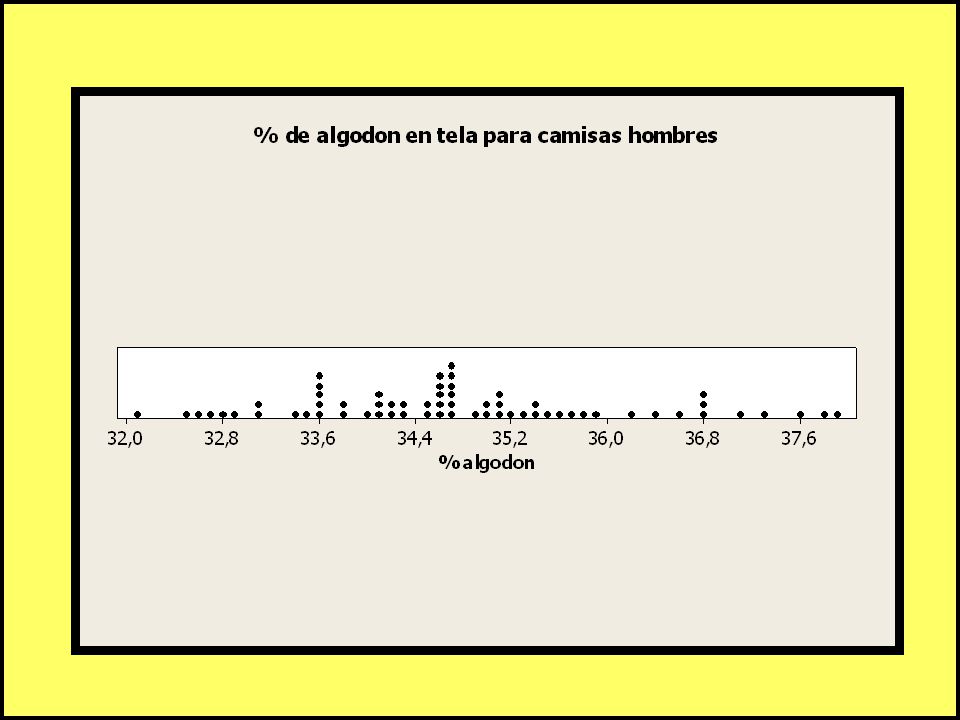



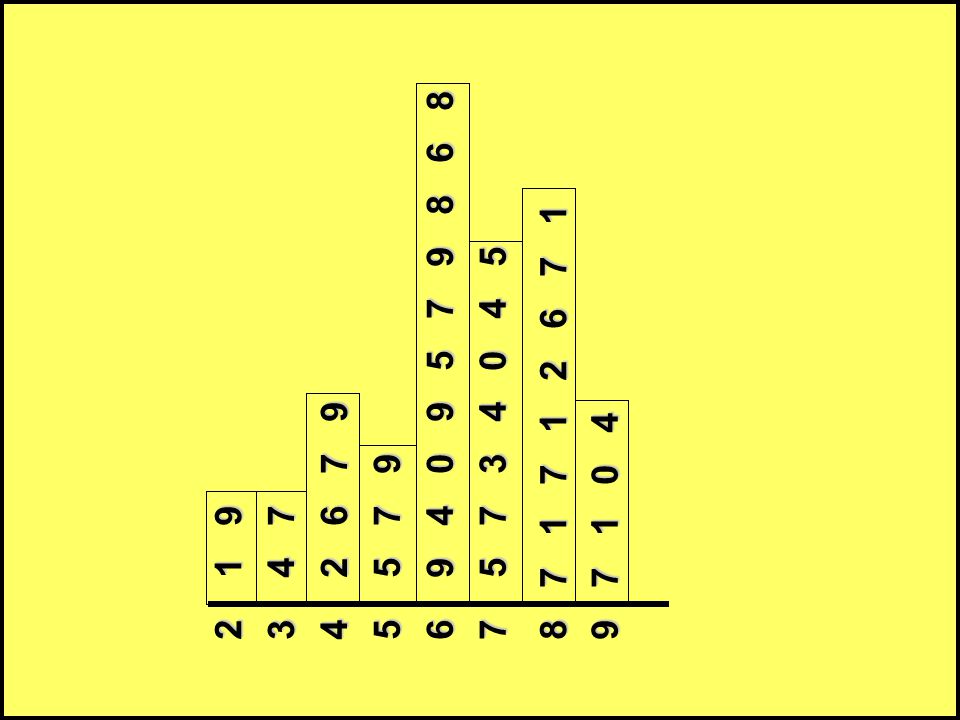
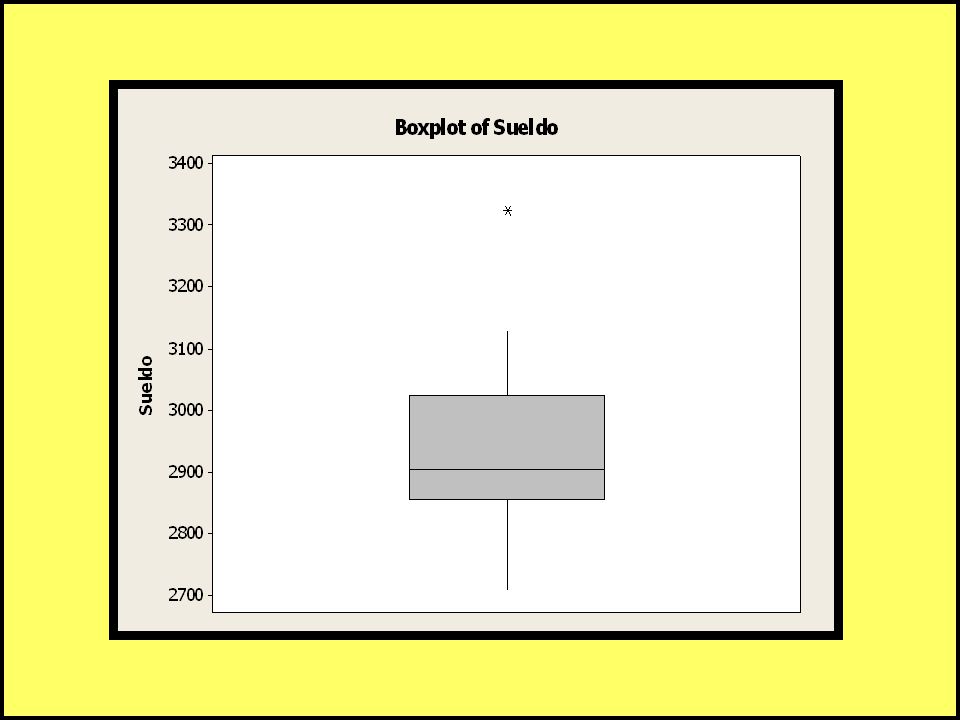

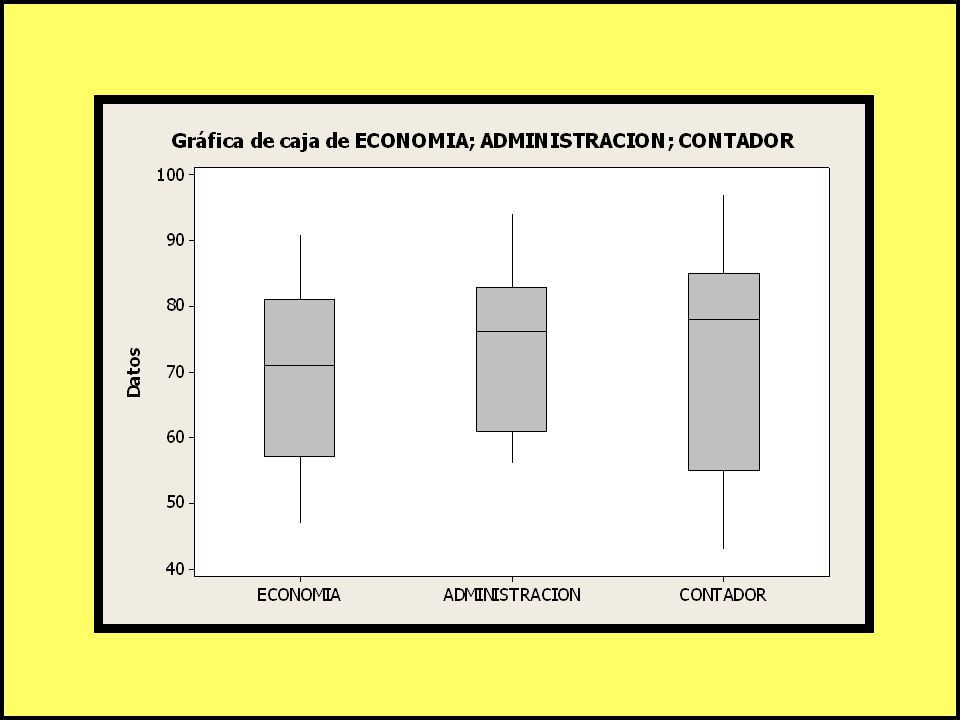


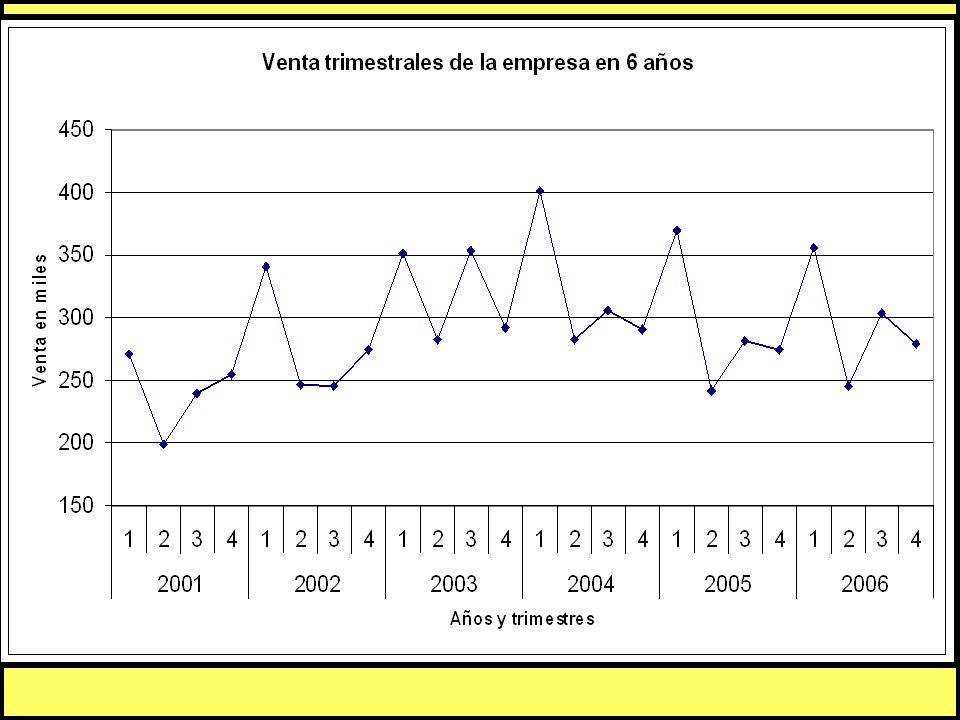
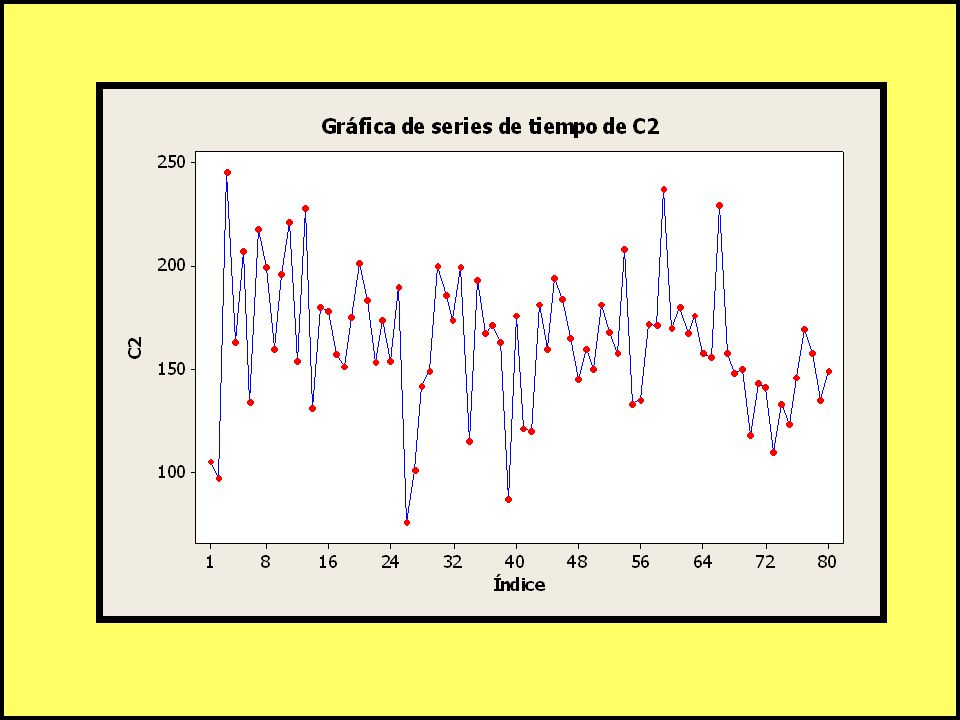
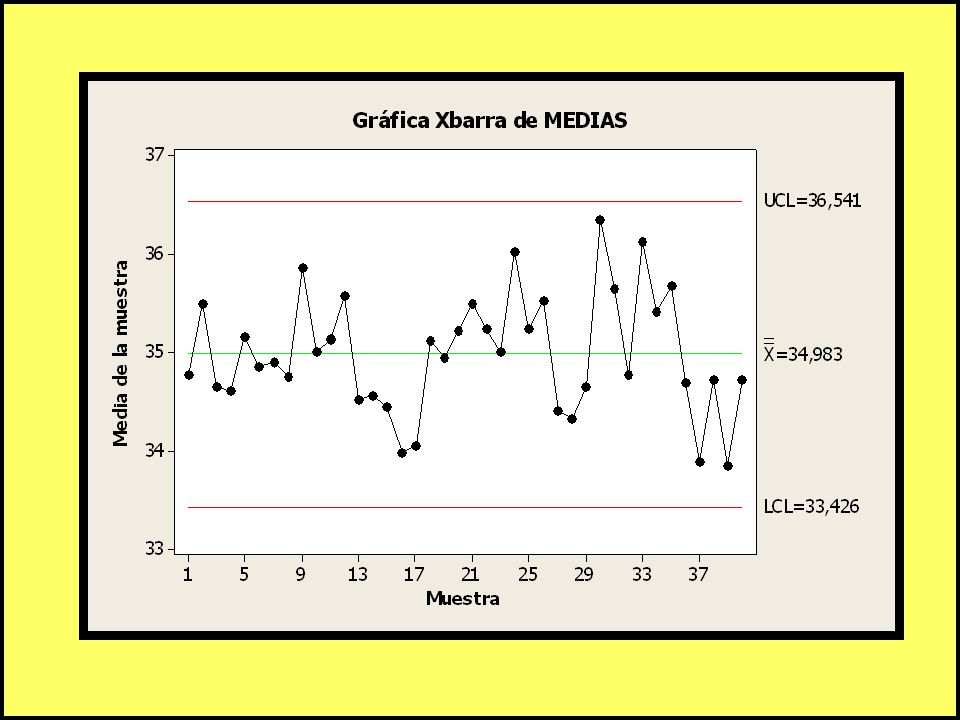






>")














