Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Programa de certificación de Black Belts ASQ
Seis Sigma Programa de certificación de Black Belts ASQ VI. Seis Sigma - Medición P. Reyes / Noviembre 2007

2
Fase de medición Propósitos: Salidas
Determinar req. de información para el proyecto Definir las Métricas de los indicadores del Proceso Identificar los tipos, fuentes y causas de la variación en el proceso Desarrollar un Plan de Recolección de Datos Realizar un Análisis del Sistema de Medición (MSA) Llevar a cabo la recolección de datos Salidas Diagnóstico de la situación actual del problema
 Llevar a cabo la recolección de datos. Salidas. Diagnóstico de la situación actual del problema.")
3
VI. Seis Sigma - Medición
A. Características del proceso B. Colección de datos C. Sistemas de medición D. Estadística básica E. Probabilidad F. Capacidad de procesos

4
VI.A Características del proceso

5
VI.A Características del proceso
1. Variables de entrada y de salida 2. Métricas de flujo de proceso 3. Herramientas de análisis de proceso

6
VI.A.1 Variables de entrada y salida

7
Mapa de procesos SIPOC

8
Elementos de procesos - SIPOC
Un cambio en la Salida debe estar relacionado con algún cambio en los pasos anteriores SIPs. Esto forma un ciclo cerrado entre SIPs y Os.

9
Matriz de causa efecto Relación entre entradas y salidas de procesos
La matriz lista variables clave de salida del proceso en forma horizontal y las de entrada en forma vertical Para cada variable de salida se le asigna una prioridad Dentro de la matriz se asignan números que indican el efecto que tiene cada variable de entrada en las variables de salida Se obtiene la suma producto de estos números internos por la prioridad de salida como resultados y se saca el porcentaje relativo

10
Matriz de causa efecto Entradas y salidas del proceso – Matriz de causa efecto Antes de mejorar un proceso, primero debe medirse, identificando sus variables de entrada y de salida, y documentando su relación en diagramas de causa efecto, matrices de relación, diagramas de flujo, etc.

11
VI.A.2 Métricas de flujo de proceso

12
Métricas de flujo Términos Lean
Panel Andon – dispositivo de control visual en un área productiva Flujo de manufactura continua (CFM) – proceso donde hay un flujo de una pieza, sin WIP de acuerdo a la demanda del cliente Tiempo de ciclo – tiempo para completar un ciclo de una operación
 – proceso donde hay un flujo de una pieza, sin WIP de acuerdo a la demanda del cliente. Tiempo de ciclo – tiempo para completar un ciclo de una operación.")
13
Métricas de flujo Términos Lean
Vueltas de inventario – número de veces que se consume el inventario en un periodo de tiempo JIT – sistema para producir los artículos correctos en el momento y en la cantidad requerida Nivelación de carga – balanceo de las cargas de trabajo en todos los pasos del proceso

14
Métricas de flujo Términos Lean
Muda – cualquier actividad que consuma recursos pero no cree valor al cliente Sin valor agregado – cualquier actividad que no agregue valor al producto o al servicio Perfección – eliminación completa de muda Punto de uso del inventario – inventario surtido directamente donde será consumido

15
Métricas de flujo Términos Lean
Poka Yoke – dispositivo o procedimiento a prueba de error para prevenir o detectar un error Diagrama de flujo del proceso – Diagrama del flujo o la secuencia de eventos en un proceso Jalar (Pull) – sistema en que el proveedor anterior no produce nada hasta que el siguiente cliente indica la necesidad
 – sistema en que el proveedor anterior no produce nada hasta que el siguiente cliente indica la necesidad.")
16
Métricas de flujo Términos Lean
Tiempo en cola – el tiempo de espera de un producto antes de su siguiente proceso SMED (Single Minute Exchange of Die) – técnicas para cambios rápidos en las máquinas de producción. SU objetivo es cero tiempo de ajuste y preparación Flujo de una sola pieza – una situación donde un producto pasa por las diferentes operaciones sin interrupciones o desperdicios
 – técnicas para cambios rápidos en las máquinas de producción. SU objetivo es cero tiempo de ajuste y preparación. Flujo de una sola pieza – una situación donde un producto pasa por las diferentes operaciones sin interrupciones o desperdicios.")
17
Métricas de flujo Términos Lean
Matriz de habilidades – control visual de celda de trabajo describiendo todas las actividades, para visualizar el estatus del entrenamiento de miembros del equipo Principio de lotes pequeños – reducción efectiva de tamaño de lote hasta que se llega al flujo de una sola pieza Trabajo estandarizado – descripción de cada actividad de trabajo, indicando tiempo de ciclo, takt time, secuencia de trabajos, e inventario mínimo

18
Métricas de flujo Términos Lean
Takt Time – tiempo disponible de producción dividido por la tasa de demanda del cliente Cadena de valor – actividades específicas requeridas para proporcionar un producto desde su pedido hasta su entrega Control visual – colocación a la vista de todas las herramientas, partes, actividades de producción, e indicadores del desempeño del sistema de producción

19
Métricas de flujo Términos Lean
Muda – toda la sobreproducción, esperas, transportes innecesarios, inventarios excesivos, movimientos innecesarios, y partes defectivas de producción Celda de trabajo o manufactura – acomodo de diferentes máquinas o procesos de negocio, realizadno diferentes operaciones en una secuencia estricta, con forma típica en U o L Centro de trabajo – estación de trabajo en una celda de manufactura

20
Pensamiento Lean Womack sugiere convertir la planta de producción masiva a una organziación esbelta, con los siguientes principios guía: Especificar valor por producto Identificar la cadena de valor para cada producto Hacer el flujo de valor Permitir que el cliente jale valor del proveedor Perseguir la perfección

21
Valor El valor es definido por el cliente
En EUA los gerentes no tienen contacto con clientes En Alemania se hace énfasis en el producto y proceso En Japón se enfocan a crear valor desde la manufactura

22
Valor El valor es definido por el cliente
El cliente quiere productos específicos, con capacidades específicas a precios específicos, su definicón es el primer paso para el pensamiento Lean El costo objetivo es una mezcla de de los precios de venta de la competencia y de la eliminación de muda por métodos Lean

23
Cadena de Valor Se pueden maximizar los beneficios de reducir Muda al concentrarse en las actividades que ligan los procesos, deben considerarse: La solución de problemas (nuevos productos) La gestión de información (pedidos a entregas) La transformación física (materias primas a productos) En Lean se analiza un solo producto, para reducción de Muda, tiempo de ciclo y mejora de calidad
 La gestión de información (pedidos a entregas) La transformación física (materias primas a productos) En Lean se analiza un solo producto, para reducción de Muda, tiempo de ciclo y mejora de calidad.")
24
Cadena de Valor El mapa de cadena de valor se crea para identificar las actividades involucradas en el producto. Incluye proveedores, actividades preoductivas y clientes. Se consideran los criterios siguientes: Agrega valor de acuerdo a la percepción del cliente No agrega valor, pero es encesaria por el proceso No agrega valor y puede eliminarse

25
Cadena de Valor Lean sugiere cambiar de proceso en lotes a flujo continuo, algunos obstáculos son: Siempre se ha trabajado en lotes La planta tiene una multitud de funciones La planta no puede soportar cambios de herramental rápidos La planta tiene maquinaria con gran inercia e inflexible Mover la maquinaria tiene un alto costo

26
Cadena de Valor Para un flujo continuo o flujo de una pieza se requiere lo siguiente: Usar celdas de manufactura en U, el operador debe ser confiable en su operación Con el TPM se esperan cero fallas en máquinas El nivel de calidad es muy alto con Poka Yokes La programación de la producción es suave, de flujo continuo, sin movimientos innecesarios ni WIP

27
Valor de jalar El producto se fabrica solo cuando el cliente lo demanda, resultando en: Tiempo de ciclo reducido Inventario terminado reducido WIP reducido Cliente con pedidos estables El precio se estabiliza En una planta de producción masiva, cada operación trata de tener la máxima eficiencia creando inventarios

28
Perfección Se logra con:
Equipos que trabajan con el cliente para especificar valor, mejorar el flujo y lograr Jalar Colaboración entre socios de la cadena de valor para descubrir un mayor valor Usar tecnología para eliminar Muda Desarrollar nuevos productos

29
Takt time Es el tiempo neto disponible de producción dividido entre la tasa de demanda del cliente en un cierto periodo Se sugiere revisar la distribución de la celda para: Mejorar los tiempos de ciclo Reducir los defectos Reducir los tiempos de cambio Atender problemas de confiabilidad de los equipos

30
Métricas de Lean Las métricas de TPM incluyen:
Disponibilidad, tasa de velocidad de operación (OSR), tasa neta de operación (NOR), eficiencia de desempeño (PE), y efectividad total del equipo (OEE) Tasa de thoughput = 1 / Tiempo de ciclo La ley de Little estable que: Inventario WIP = Throughput * Tiempo de flujo Tiempo de flujo = WIP * Tiempo de ciclo
, tasa neta de operación (NOR), eficiencia de desempeño (PE), y efectividad total del equipo (OEE) Tasa de thoughput = 1 / Tiempo de ciclo. La ley de Little estable que: Inventario WIP = Throughput * Tiempo de flujo. Tiempo de flujo = WIP * Tiempo de ciclo.")
31
Métricas de Lean Tiempo total de espera (Lead) = No. Artículos en proceso / Tasa promedio de terminación Eficiencia del ciclo de proceso = Tiempo de valor agregado / Tiempo total de espera Si hay 30,000 unidades planeadas, y se pueden producir 3,000 por día, ¿Cuál es el tiempo de espera total? TLT = 30,000 / 3,000 = 10 días

32
Métricas de Lean Se tienen 21 cotizaciones pendientes, ofrecen tres días de tiempo de respuesta a sus clientes. ¿Cuál es la tasa de terminación para cumplir con la meta? Tasa de terminación = WIP / TLT = 21 / 3 = 7 cotiz./día

33
VI.A.3 Herramientas de análisis de procesos

34
Análisis y documentación del proceso
Un proceso es un conjunto de recursos y actividades que transforman entradas en salidas agregando valor. Las actividades deben ser documentadas y controladas. Se analizan los tópicos siguientes: 1. Herramientas 2. Entradas y salidas del proceso

35
Análisis y documentación del proceso - Herramientas
Diagramas de flujo Mapas de proceso Procedimientos escritos Instrucciones de trabajo Análisis de proceso Documentación del proceso

36
Diagrama de flujo Un diagrama de flujo o mapa de proceso es útil para comprender el proceso. Puede describir la secuencia del producto, contenedores, papeleo, acciones del operador o procedimientos administrativos. Es el paso inicial para la mejora de procesos, ya que facilita la generación de ideas.

37
Diagrama de flujo Organizar un equipo para examinar el proceso
Construir un mapa de proceso para representar los pasos del proceso Discutir y analizar cada paso en detalle Preguntarse ¿Por qué lo hacemos de esta manera? Comparar el proceso actual a un proceso imaginario “perfecto”

38
Diagrama de flujo ¿Hay complejidad innecesaria?
¿Existe duplicación o redundancia? ¿Hay puntos de control para evitar errores y rechazos? ¿Se realiza el proceso de acuerdo a como está planeado? ¿Puede realizarse el proceso de manera diferente? ¿las ideas de mejora pueden venir de procesos muy diferentes?

39
Diagrama de flujo Símbolos de Diagramas de flujo

40
Diagrama de flujo Diagramas de flujo - Ejemplo

41
Diagrama de flujo Beneficios
Permiten visualizar el proceso que se está describiendo Describen el proceso con símbolos, flechas y palabras sin necesidad de oraciones La mayoría usa simbología estandarizada (ANSI Y15.3) Si se usa software el número de símbolos puede llegar a 500
 Si se usa software el número de símbolos puede llegar a 500.")
42
Diagrama de flujo Diagramas de flujo o mapas de proceso
Permiten comprender la operación del proceso Normalmente representan el punto de inicio para la mejora Pasos para elaborarlo (Símbolos ANSI Y15.3) Organizar un equipo para examinarlo Construir un diagrama de flujo representando cada paso Discutir y analizar detalladamente cada paso Preguntarse ¿Porqué lo hacemos de esta forma? Comparar esta forma con la del proceso “perfecto” Existe demasiada complejidad, duplicidad o redundancia ¿Se opera el proceso como está planeado y puede mejorarse?
 Organizar un equipo para examinarlo. Construir un diagrama de flujo representando cada paso. Discutir y analizar detalladamente cada paso. Preguntarse ¿Porqué lo hacemos de esta forma Comparar esta forma con la del proceso perfecto Existe demasiada complejidad, duplicidad o redundancia. ¿Se opera el proceso como está planeado y puede mejorarse")
43
Símbolos de diagrama de flujo

44
Símbolos para Diagramas de Flujo
Iniciar/Detener Transmisión Operaciones (Valor agregado) Almacenar Decisión Entrada/Salida Inspección /Medición Retraso Transportación Líneas de Flujo
 Almacenar. Decisión. Entrada/Salida. Inspección /Medición. Retraso. Transportación. Líneas de Flujo.")
45
Diagrama de flujo del Proceso:
Es el diagrama de flujo de un proceso que muestra cómo se realiza un trabajo. Inicio Paso 1 Paso 2A Paso 2B Paso 2C Paso 3 ¿Bueno? No Sí Retrabajo Fin

46
Diagrama de flujo / Análisis del valor
Actividades con valor agregado Actividades sin valor agregado

47
¿Cómo Ayuda un Mapa de Proceso?
Una vez que podemos ver las cosas -podemos hablar de ellas. Los pasos que no agregan valor se hacen más evidentes. El retrabajo y las reparaciones son obvias. Se puede llegar a acuerdos.

48
Diagramas de Flujo Existentes
Creados para un propósito diferente. Con frecuencia no reflejan los puntos de inicio y Fin adecuados. No son “cómo es”. “Quieren ser” No señalan el desperdicio.

49
Aprovecha al Equipo Haz recorridos, entrevistas y revisiones de los diagramas de flujo y los estándares existentes.

50
¡Haz el Mapa del Proceso lo más Pronto Posible!
señala con claridad la región en la que el equipo se debe enfocar. evita que el equipo salga de los límites del proyecto. El mapa de un proceso...

51
El Inicio y el Fin Se Deben Poder Medir
Selecciona los puntos de Inicio y Fin donde se llevan a cabo acciones que se pueden medir.

52
Ejercicio Rápido - Inicio y Fin

53
Ejemplos - Inicio y Fin Proceso Inicio Fin Ensamble de Marco de metal
Inspección Final Asiento puesto en línea Dibujos de Requerimientos Cliente Recibe Ingeniería del Cliente el Archivo CAD Manufactura en Operación de Inspección Final Riel de Asiento Pérfiles Estampados Cuentas por Recepción de la Depósito Pagar Factura del Electrónico Proveedor

54
Permite que la Gente vea el Mapa del Proceso
De ser posible, la gente que trabaja en el proceso debe poder ver una copia grande a escala del mapa del proceso. ¡Las revisiones, sugerencias y correcciones son bienvenidas!

55
Herramientas de un Mapa de Proceso
Rotafolios y Marcadores. Hojas para Rotafolio y Notas Autoadheribles.

56
Pasos para Elaborar un Mapa de Proceso
Como equipo... 1. Establezcan los puntos de Inicio y Fin del proceso. 2. Hagan una lista de los pasos del proceso mediante una tormenta de ideas. 3. Realicen el primer recorrido y entrevistas. 4. Elaboren una lista de los proceso clave en las notas autoadheribles. 5. Discutan, revisen y modifiquen. 6. Hagan un segundo recorrido y entrevistas. 7. Añadan pasos de inspección, retrabajo, reparación y desperdicio en las notas autoadheribles. 8. Elaboren un mapa de proceso “cómo es”.

57
¡Hazlo fácil! En este momento, el mapa de proceso “cómo es” debe ser de “alto nivel”, pero debe incluir todos los pasos primarios necesarios para obtener la mejora deseada (es decir, los pasos con valor agregado relativos a los CTQ, CTC, CTD). Idealmente, muestra de cinco a diez pasos. Agrega más detalles posteriormente.
. Idealmente, muestra de cinco a diez pasos. Agrega más detalles posteriormente.")
58
Paso 1: Puntos de Inicio y Fin
Declaración del Problema: El cliente espera los dibujos modificados demasiado tiempo. Proceso: Proceso de revisión de dibujos. Pregunta: ¿Cuál podría ser el punto de Inicio? ¿Cuál podría ser punto de Fin? Revisen la declaración del problema. Describan los procesos que causan el problema. Comenten los puntos de Inicio y Fin que se pueden medir. Pónganse de acuerdo y regístrenlos.

59
Puntos de Inicio y Fin Declaración del Problema:
“El Cliente espera demasiado tiempo los dibujos modificados.” Proceso: Proceso de revisión de dibujos. Inicio: El Cliente solicita un formato de cambio de dibujos. Fin: Se entrega el archivo de dibujos (CAD) al Cliente.
 al Cliente.")
60
Paso 2: Tormenta de Ideas sobre los Pasos del Proceso
Inicio: El Cliente solicita un formato de cambio de dibujos. Pregunta: ¿Cuáles son algunos de los probables pasos del proceso entre los puntos de inicio y fin? Fin: El archivo CAD se entrega al Cliente. Escriban Inicio y Fin donde todos lo puedan ver. El equipo aporta ideas sobre los pasos del proceso que existen entre el inicio y el fin.

61
Pasos del Proceso Inicio:
El Cliente solicita un formato de cambio de dibujos. Pasos a seguir: Bosquejar el cambio requerido. Calcular el impacto del cambio. Determinar cuáles dibujos necesitan cambiarse. Cambiar los dibujos apropiados. Fin: El archivo CAD se entrega al Cliente.

62
Paso 3: Primer Recorrido y Entrevistas
El equipo recorre el proceso existente. Observen cómo se hace el trabajo. Platiquen con la gente (entrevisten). Tomen notas. Enfóquense en los pasos del proceso.
. Tomen notas. Enfóquense en los pasos del proceso.")
63
Paso 4: Notas Autoadheribles
Escriban los pasos del proceso en notas autoadheribles. Coloquen las notas sobre la pared. Por ahora sólo dejen las notas. Crear Boceto Reunión con el grupo Encontrar Especif. Localizar Archivos CAD Cambiar Dibujos Hacer Café Calcular Impacto Enviar al Cliente Crear Paquete de Archivos

64
Paso 5:Comentar, Revisar, Modificar
Comenten, repasen y modifiquen el mapa del proceso en las notas autoadheribles. Pónganse de acuerdo en los pasos que se deben conservar. Pónganse de acuerdo en los pasos que se deben eliminar. Retengan solo los pasos importantes del proceso.

65
Pasos “Importantes” del Proceso
Información suficiente para facilitar la mejora. Resultados que se puedan medir. Podrían producirse defectos (CTQ, CTC, CTD). Un inicio y un fin definidos.
. Un inicio y un fin definidos.")
66
Localizar Archivos CAD Crear Paquete de Archivos
Pasos Importantes Crear Bósquejo Reunión con el grupo ¿Qué pasos podrían ser importantes en el mapa del proceso que aparece a la derecha? Encontrar Especif. Localizar Archivos CAD Cambiar Dibujos Hacer Café Calcular Impacto Enviar al Cliente Crear Paquete de Archivos

67
Paso 6: Segundo Recorrido y Entrevistas
Vuelvan a recorrer el proceso. Busquen pasos que hayan pasado por alto. Revisen pasos de inspección, retrabajo, reparación y desperdicio. Tomen notas.

68
Paso 7: Añadir Cambios Agreguen notas autoadheribles.
Solicitud de Cambio del Cliente Reunión con Ventas Agreguen notas autoadheribles. Añadan inspecciones. Añadan retrabajo y reparaciones. Añadan desperdicio. Por ahora dejen todas las notas. No Impacto ¿OK? Crear Bósquejo Calcular Impacto Sí Dibujo ¿OK? Cambiar Dibujo Sí No Crear paquete de archivos Enviar a Cliente Cliente recibe archivos CAD

69
Paso 8: Mapa del Proceso “Cómo Es”
Solicitud de cambio del Cliente Reunión con Ventas El equipo establece un mapa del proceso “tal cual”. Tiene el detalle suficiente para incluir los pasos importantes. Sin demasiado detalle para que se entienda rápidamente. No Impacto ¿OK? Crear Bósquejo Calcular Impacto Sí Dibujo ¿OK? Cambiar Dibujo Sí No Crear paquete de archivos Enviar a Cliente Cliente recibe archivos CAD

70
Cuándo Recolectar Datos
Durante la elaboración del mapa de proceso…. Identifica los puntos para la recolección de datos, pero ¡no recopiles los datos! Después de haber creado el Mapa “Cómo Es” … planea la recolección de datos sobre los pocas salidas vitales. Precaución Generalmente, cuando se recolectan datos durante la elaboración del mapa, se toman datos sobre puntos equivocados. ¡La recolección de datos se debe planear y enfocar sobre los factores de alta prioridad que son críticos para el cliente! (consulta el módulo “Planeación de la Recolección de Datos”)
")
71
Mapa del Proceso “Cómo Es”
Solicitud de cambio del Cliente Reunión con Ventas No Impacto ¿OK? Es la condición base del proceso. Es el inicio de tu viaje hacia la mejora. Es la oportunidad para la estrategia de impacto de Six Sigma. Crear Bósquejo Calcular Impacto Si Dibujo ¿OK? Cambiar Dibujo Sí No Crear paquete de archivos Enviar al Cliente Cliente recibe archivos CAD

72
El Mapa de Proceso “Cómo Debe Ser”
Una vez que se identifiquen las soluciones durante la fase de MEJORA… Crea el nuevo mapa de proceso. El nuevo mapa muestra el flujo de trabajo mejorado que ahora tiene - menos pasos - menos actividades sin valor agregado NOTA Este nuevo mapa muestra el proceso “cómo debe ser” que “será” una vez que se implementen todas las soluciones.

73
Mapeo de la cadena de valor

74
La cadena de valor Son todas las actividades que la empresa debe realizar para diseñar, ordenar, producir, y entregar los productos o servicios a los clientes. La cadena de valor tiene tres partes principales: El flujo de materiales, desde la recepción de proveedores hasta la entrega a los clientes. La transformación de materia prima a producto terminado. El flujo de información que soporta y dirige tanto al flujo de materiales como a la transformación de la materia prima en producto terminado.

75
La cadena de valor Beneficios del Mapeo de la cadena de valor
Ayuda a visualizar el flujo de producción; las fuentes del desperdicio o Muda Suministra un lenguaje común sobre los procesos de manufactura y Vincula los conceptos ytécnicas Lean Forma la base del plan de ejecución, permitiendo optimizar el diseño del flujo de puerta a puerta Muestra el enlace entre el flujo de información y el flujo de material Permite enfocarse en el flujo con una visión de un estado ideal o al menos mejorado

76
Flujo de información Además del flujo de materiales en el proceso de producción, se tiene otro flujo que es el de información que indica a cada proceso lo que debe producir o hacer en el paso siguiente. Son dos caras de la misma moneda y se deben trazar ambos.

78
Simbología utilizada

79
Simbología utilizada

80
Simbología utilizada

81
Simbología utilizada

82
Identificando mapa actual

83
Tips para la cadena de valor
Recolecte siempre información del estado actual mientras se realizan las operaciones normales tanto en flujos de información como de materiales. Inicie con una caminata rápida a través de la cadena de valor completa puerta a puerta, para obtener un sentido del flujo y secuencia de procesos. Después regrese y colecte información en cada proceso. Inicie desde el final de embarque y de ahí para atrás. Así se iniciará el mapeo con los procesos que están más ligados directamente al cliente, el cual debe establecer los pasos para otros procesos.

84
Tips para la cadena de valor
Utilice el cronómetro y no dependa de tiempos estándar o información que no obtenga personalmente. Trazar uno mismo la cadena de valor completa. Entendiendo que el flujo completo lo encierra el mapeo de la cadena de valor. Siempre trace a mano y a lápiz. Ir al piso de producción al realizar el análisis de estado actual, y afinarlo más tarde. Se debe resistir la tentación de usar la computadora.

85
Tips para la cadena de valor

86
Información para la cadena de valor
Tiempo del ciclo (C/T – tiempo que transcurre entre la salida de dos partes consecutivas) Tiempo de cambio o de preparación (C/O – para cambiar de un producto a otro) Tiempo disponible de máquina (De acuerdo a la demanda) Tamaño de lote de producción (EPE – every part every…..) Número de operadores
 Tiempo de cambio o de preparación (C/O – para cambiar de un producto a otro) Tiempo disponible de máquina (De acuerdo a la demanda) Tamaño de lote de producción (EPE – every part every…..) Número de operadores.")
87
Información para la cadena de valor
Número de productos diferentes Contenido de la unidad de empaque o contenedor Tiempo de trabajo (sin los descansos obligatorios) Tasa de desperdicio Capacidad del proceso (tiempo disponible/ tiempo de ciclo * porcentaje de disponibilidad del equipo), sin tiempos de cambio de tipo. Takt time (tiempo disponible para cubrir la demanda de productos).
 Tasa de desperdicio. Capacidad del proceso (tiempo disponible/ tiempo de ciclo * porcentaje de disponibilidad del equipo), sin tiempos de cambio de tipo. Takt time (tiempo disponible para cubrir la demanda de productos).")
88
Ejemplo de aplicación: Empresa Guden

89
Mapa del estado actual Proceso de manufactura

90
Mapa incluyendo información

91
Mapa incluyendo tiempos de ciclo y tiempo de entrega

92
Mapa futuro reduciendo tiempos de entrega

93
Mapa futuro reduciendo tiempos de entrega

94
Beneficios

95
Beneficios

96
Mapa de proceso de la Empresa ABC - final

97
Documentación

98
Procedimientos escritos
Los procedimientos deben ser desarrollados por los que tienen la responsabilidad del proceso de interés La documentación del proceso en un procedimiento facilita la consistencia en el proceso. Los procedimientos críticos deben tener su diagrama de flujo correspondiente

99
Instrucciones de trabajo
Las instrucciones de trabajo proporcionan los pasos detallados de la secuencia de actividades Los diagramas de flujo pueden usarse con las instrucciones de trabajo para mostrar las relaciones de los pasos del proceso. Las copias controladas de estas instrucciones se guardan en el área de trabajo

100
Diagrama de espaguetti
Se pueden usar para describir el flujo de personas, información, o material en casi cualquier tipo de proceso. La mayoría de las acpliaciones considera flujos de personas, información y materiales.

101
Diagramas de Venn Se pueden utilizar para analizar las cargas de trabajo, por ejemplo: El tiempo de ocupación es = 0.75, es decir de cada turno de 8 horas tiene 2 horas disp.

102
V.C Capacidad de los sistemas de medición
1

103
Contenido V.C.1 Métodos de medición
V.C.2 Análisis de sistemas de medición V.C.3 Sistemas de medición en la empresa V.C.4 Metrología

104
V.C.1 Métodos de medición

105
Métodos de medición Cuidado de instrumentos de medición
Los instrumentos de medición son costosos y deben tratarse con cuidado, deben calibrarse en base a un programa así como después de sospecha de daño Superficies de Medición / Referencia Es la superficie de referencia para realizar las mediciones. Herramientas de transferencia No tienen escala de lectura, por ejemplo, los calibradores de resorte. La medición es transferida a otra escala de medición para lectura directa.

106
Métodos de medición Gages o escantillones por atributos
Son gages fijos para inspección pasa no – pasa. Por ejemplo gages maestros, plug gages, gages de contorno, thread gages, gages de límite de longitud, gages de ensamble. Sólo indican si el producto es bueno o malo. Gages o escantillones por variables Proporcionan una dimensión física. Por ejemplo reglas lineales, calibradores verniers, micrómetros, indicadores de profundidad, indicadores de excentricidad, etc. Indican si el producto es bueno o malo respecto a las especificaciones para capacidad.

107
Métodos de medición Selección por atributos
Son pruebas de selección realizadas en una muestra con dos resultados posibles, aceptable o no aceptable. Como se realiza a toda la población o a una proporción grande de la misma, debe ser de naturaleza no destructiva.

108
Métodos de medición Selección por atributos, características principales: Un propósito claramente definido Alta sensibilidad al atributo evaluado. Equivale a una tasa baja de negativos falsos. Alta especificidad al atributo que está siendo medido. Esto equivale a una baja tasa de positivos falsos. Los beneficios del programa sobrepasan los costos Los atributos medidas identifican problemas importantes (series y comunes) Los resultados guían a acciones útiles
 Los resultados guían a acciones útiles.")
109
Métodos de medición Gages (gauges) bloques patrón:
Carl Johansson desarrolló bloques de acero como estándares de medición con exactitud de unas pocas millonésimas de pulgada Los bloques patrón o “Jo” se hacen de acero con aleación al alto carbón y cromo, carburo de tungsteno, carburo de cromo o cuarzo fundido Se usan para establecer una dimensión de longitud de referencia para una medición de transferencia, y para calibración de varios instrumentos de medición

110
Métodos de medición Gages (gauges) bloques patrón:
 bloques patrón:")
111
Métodos de medición Gages (gauges) bloques patrón:
Se pueden apilar con la ayuda de una capa delgada de aceite que expulsa el aire. Usar poca presión en el proceso

112
Métodos de medición Juegos de Gages (gauges) de bloques patrón:
El contenido de un juego de 81 piezas son: Bloques de diezmilésimas (9): , 1002,..,0.1009 Bloques de una milésima (49): 0.101, 0.102…0.149 Bloques de 50 milésimas (19): 0.050, 0.100…0.950 Bloques de una pulgada (4): 1.000, 2.000,…, 4.000
: , 1002,.., Bloques de una milésima (49): 0.101, 0.102… Bloques de 50 milésimas (19): 0.050, 0.100… Bloques de una pulgada (4): 1.000, 2.000,…,")
113
Métodos de medición Calibradores:
Los calibradores se utilizan para medir dimensiones de longitud, internas, externas, de altura, o profundidad. Son de los siguientes tipos: Calibradores de resorte, calibradores de reloj, verniers y calibradores, calibradores digitales

114
Métodos de medición Calibradores de resorte:
Los calibradores proporcionan una exactitud de aproximadamente 1/16” al transferir a una regla de acero

115
Métodos de medición Calibradores verniers:
Usan una escala para indicar la medición de longitud. Ahora se han reemplazados con reloj o indicador digital. Para el caso de una longitud de 1.069” se leería como sigue:

116
Métodos de medición Calibradores de reloj: Calibradores digitales
La lectura se hace en la escala con resolución cercana a 0.1” y un reloj con resolución de 0.001”. Calibradores digitales Usan un display digital con lectura en pulgadas o en milímetros y un cero que puede ser puesto en cualquier punto del viaje. La resolución es del orden de

117
Métodos de medición Comparadores ópticos
Usan un haz de luz dirigido hacia la parte a ser inspeccionada, y la sombra resultante es amplificada y proyectada en una pantalla. La imagen puede medirse al comparar con una plantilla maestra o medir la silueta en la pantalla o tomando las lecturas. Para pasar la inspección, la silueta de la sombra debe encontrarse entre los límites de tolerancia predeterminados.

118
Métodos de medición Micrómetros
Los “mics” se pueden adquirir con tamaños de cuerpo para 0.5” a 48”. La mayoría tiene una exactitud de 0.001” y con un vernier o indicador puede llegar a ”. En cuartos con temperatura y humedad controlada se pueden hacer medidas lineales de hasta millonésimas de pulgada Pueden hacer mediciones de interiores, exteriores, porfundidad, cuerdas, etc. Las dos escalas utilizadas son la del cuerpo y la del tambor, a continuación se muestra un ejemplo:

119
Métodos de medición Micrómetros

120
Métodos de medición Mediciones de resistencia a la tensión
La resistencia a la tensión es la habilidad de un metal a resistir su rotura. Se aplica una carga a una barra de prueba y se incrementa gradualmente hasta que la barra se rompa. Se pueden analizar los datos de tensión usando curvas de esfuerzo – deformación, que muestra la carga vs la elongación. Prueba de corte Es la habilidad para resistir un esfuerzo de “cuchilla cortante” cuando se aplican fuerzas paralelas ligeramente fuera de eje.

121
Métodos de medición Prueba de compresión Prueba de fatiga
La comprensión es el resultado de fuerzas actuando unas contra otras. Se aplica una carga y se registra la deformación. Se puede obtener una curva de esfuerzo – deformación con los datos Prueba de fatiga La fatiga es la habilidad del material a resistir cargas repetitivas. En varios niveles de esfuerzo, se cuenta el número de ciclos hasta que ocurre la falla

122
Métodos de medición Titulación
Es un método de análisis que permite la determinación de cantidades precisas de reactivos en el matraz. La solución a ser analizada se prepara en el matraz Erlenmeyer. Un indicador como el azul de metileno es adicionado a la solución. Se usa una bureta para liberar el segundo reactivo al matraz y un indicador o medidor de pH se utiliza para determinar el punto final de la reacción. El indicador cambia de color cuando se llega al punto final.

123
Métodos de medición Medición de dureza
La medición de dureza se realiza al crear una marca en la superficie del material con un balín duro o una pirámide de diamante y después se mide la profundidad de penetración

124
Métodos de medición Medición de dureza

125
Métodos de medición Medición de torque Prueba de impacto
Esta medición se requiere cuando el producto se sujeta con tornillos y tuercas. El torque es una fuerza que produce rotación alrededor de un eje (Torque = fuerza x Distancia) Prueba de impacto La resistencia al impacto es la habilidad del material para resistir el impacto. Las pruebas de Charpy e Izod usan muestras que son golpeadas por un péndulo calibrado
 Prueba de impacto. La resistencia al impacto es la habilidad del material para resistir el impacto. Las pruebas de Charpy e Izod usan muestras que son golpeadas por un péndulo calibrado.")
126
Métodos de medición La regla de acero Placas de medición (mármol)
La regla de acero se utiliza para lecturas directas. Sus divisiones están en fracciones de pulgada milímetros Placas de medición (mármol) Son planos de referencia para mediciones dimensionales. Usualmente son utilizados con accesorios planos, angulares, paralelos, bloques en V y bloques cilíndricos apilados
 Son planos de referencia para mediciones dimensionales. Usualmente son utilizados con accesorios planos, angulares, paralelos, bloques en V y bloques cilíndricos apilados.")
127
Métodos de medición Indicadores de reloj
Son instrumentos mecánicos para medir variaciones de distancia. Muchos indicadores de reloj amplifican la lectura de un punto de contacto por medio de un mecanismo interno de engranes. Tienen resoluciones de ” a 0.001” con un rango amplio de mediciones.

128
Métodos de medición Ring gages o gages de cuerdas
Se usan para inspeccionar dimensiones cilíndricas externas y frecuentemente se denominan “gages go no go”. Un ring gage de cuerdas se usa para checar cuerdas macho

129
Métodos de medición Plug gages o gages de diámetros
Se usan para inspeccionar dimensiones cilíndricas internas y frecuentemente se denominan “gages go no go” o “gages pasa no pasa”. Un plug gage de cuerdas se usa para checar cuerdas hembra. En lado se indica en verde la sección de Pasa y en el otro lado se indica en roja la No Pasa. Go No go

130
Métodos de medición Gages neumáticos Interferometría
Los tipos de gages de amplificación neumática incluyen unos accionados variando la presión de aire y otros al variar la velocidad del aire con presión constante. Las mediciones pueden ser leídas en millonésimas de pulgada. Interferometría Se forma interferencia cuando dos o más haces de luz monocromática de la misma longitud de onda se defasan 180º viajando en diferentes distancias. Las irregularidades se evidencian alternando las bandas obscura y de luz

131
Métodos de medición Gages diseñados con Laser
El haz de luz Laser se transmite a un receptor del lado puesto del gage. Las mediciones se realizan cuando el haz es obstaculizado por un objeto y el receptor registra esta dimensión. Máquina de Medición por Coordenadas (CMM) Las partes a medir se colocan en la placa de mármol y un sensor se manipula para tener varios puntos de contacto usando el sistema de mediciones controlado por computadora tomados en tres ejes perpendiculares entre sí.
 Las partes a medir se colocan en la placa de mármol y un sensor se manipula para tener varios puntos de contacto usando el sistema de mediciones controlado por computadora tomados en tres ejes perpendiculares entre sí.")
132
Métodos de medición Pruebas no destructivas (NDT) y evaluaciones no destructivas (NDE) Son técnicas para evaluar las propiedades de los materiales sin afectar la utilidad futura de los artículos probados. Incluyen el uso de automatización, prueba al 100% del producto y la garantía de adecuación interna. Algunos resultados requieren considerable habilidad para su interpretación. Inspección visual La inspección visual de color, textura y apariencia proporciona información valiosa. EL ojo humano es apoyado por lentes de aumento u otros instrumentos. Esta inspección también se denomina inspección de exploración (scanning)
")
133
Métodos de medición Pruebas ultrasónicas
Las ondas ultrasónicas se generan en un transductor y se transmiten a través de un material que puede tener defectos. Parte de las ondas chocan en el defecto y se reflejan como ecos a la unidad receptora, que las convierte en picos en la pantalla. Para pruebas no destructivas se utiliza un rango de frecuencias de 200 a 250,000 Khz.

134
Métodos de medición Pruebas con partículas magnéticas
La inspección con partículas magnéticas es un método no destructivo de detectar la presencia de defectos o poros ya sean superficiales o internos en metales o aleaciones ferromagnéticos. Se magnetiza la parte y después se aplican partículas de acero en la superficie de la parte bajo prueba. Las partículas se alinean con el campo magnético y se concentran en lugares donde las líneas entran o salen de la parte.

135
Métodos de medición Pruebas con partículas magnéticas
La parte bajo prueba se examina en las áreas de concentración de partículas magnéticas que indicarían presencia de discontinuidades Se usa corriente alterna para descubrir la presencia de defectos superficiales, mientras que con corriente directa proporciona mayor sensibilidad para la localización de defectos internos. Se cuenta con métodos secos y húmedos

136
Métodos de medición Pruebas con líquidos penetrantes
La inspección con líquidos penetrantes es un método rápido para detectar defectos en la superficie en todo tipo de materiales. El líquido aplicado contiene una tinta que penetra en el defecto por capilaridad contrastado por una limpieza. Requiere observación cuidadosa. Pruebas con corrientes parásitas de Eddy Las corrientes parásitas son inducidas en un objeto bajo prueba al pasar una corriente alterna en una bobina colocada cerca de la superficie del objeto bajo prueba.

137
Métodos de medición Pruebas con corrientes parásitas de Eddy Defecto
Un campo electromagnético es producido en el objeto bajo prueba que puede ser comparado con un estándar. Defecto

138
Métodos de medición Pruebas con Radiografía
Se pueden dirigir Rayos X o Rayos Gama a través de un objeto bajo prueba sobre una placa fotográfica y las características internas de la parte pueden ser reproducidas y analizadas. Para un análisis adecuado, se deben establecer estándares de referencia para evaluar los resultados. Una radiografía puede mostrar poros, inclusiones, y fracturas si se encuentran en el plano adecuado y son suficientemente grandes.

139
Métodos de medición Pruebas con Radiografía de neutrones
Los neutrones son partículas atómicas sin carga que se mueven por los materiales sin afectar su densidad. Son dispersados o absorbidos por partículas en el nucle atómico en vez de los electrones. El objeto se coloca en un haz de neutrones en frente de un detector de imagen. Otras técnicas relacionadas Aplicaciones recientes incluyen fluoroscopia, radiografía gama, rayos X televisados, pruebas con microondas e inspección holográfica

140
V.C.2 Análisis de Sistemas de Medición

141
Contenido 1. Errores en la medición
2. Carta de tendencias de gage – Minitab 3. Estudios de R&R – metodo corto del rango 4. Estudios de R&R – método largo (cruzado) 5. Estudios de R&R – método largo (anidado) 6. Estudios de linealidad y sesgo 7. Estudios de R&R por atributos – método analítico 8. Estudios de R&R por atributos – acuerdo entre evaluadores
 5. Estudios de R&R – método largo (anidado) 6. Estudios de linealidad y sesgo. 7. Estudios de R&R por atributos – método analítico. 8. Estudios de R&R por atributos – acuerdo entre evaluadores.")
142
Análisis de Sistemas de Medición
1. Errores en la medición

143
Metrología Metrología es la ciencia de las mediciones
Apoya a la organización en la evaluación cuantitativa de las variables del proceso (longitudes, dimensiones, pesos, presiones, etc.) Factores considerados para determinar el periodo de calibración de los equipos de medición Intensidad de uso del equipo Posibles desgastes por el uso o degradación Errores identificados durante las calibraciones periódicas
 Factores considerados para determinar el periodo de calibración de los equipos de medición. Intensidad de uso del equipo. Posibles desgastes por el uso o degradación. Errores identificados durante las calibraciones periódicas.")
144
Correlación de mediciones
Es la comparación o correlación de las mediciones de un sistema de medición con los valores reportados por uno o más sistemas de medición diferentes Un sistema o dispositivo de medición puede usarse para comparar valores contra un estándar conocido, a su vez puede compararse a la media y desviación estándar de otros dispositivos similares Todas las mediciones reportadas de artefactos iguales o similares, son referidos como prueba de proficiencia o prueba de Round Robin.

145
Correlación de mediciones
También se pueden comparar valores obtenidos de diferentes métodos de medición usados para medir diferentes propiedades. Por ejemplo la medición de dureza y resistencia de un metal, temperatura y expansión lineal de un artículo al ser calentado, y peso y número de pequeñas partes El manual MSE de la AIAG clasifica los errores del sistema de medición en cinco categorías: Sesgo o exactitud Repetibilidad Reproducibilidad Estabilidad Linealidad

146
Porcentaje de acuerdo El porcentaje de acuerdo ya sea entre el sistema de medición y los valores de referencia o el valor verdadero de la variable medida Puede estimarse con el coeficiente de correlación, r, con valores r=1 100% de acuerdo y r= 0 sin acuerdo.

147
Precisión a Tolerancia P/T
Es la razón (P/T) entre el error estimado de la medición (precisión) y la tolerancia de la característica medida. Donde 6 sigma es la variabilidad de las mediciones. Los supuestos son: Las mediciones son independientes Los errores de medición se distribuyen normalmente Los errores de medición son independientes de la magnitud de las mediciones
 entre el error estimado de la medición (precisión) y la tolerancia de la característica medida. Donde 6 sigma es la variabilidad de las mediciones. Los supuestos son: Las mediciones son independientes. Los errores de medición se distribuyen normalmente. Los errores de medición son independientes de la magnitud de las mediciones.")
148
Precisión a Variación Total P/TV
Es la razón (P/TV) entre el error estimado de la medición (precisión) y la variación total de la característica medida. Se debe minimizar P/TV para reducir el efecto de la variación de las mediciones en la evaluación de la variación del proceso Conforme P/T y P/TV se incrementan, la habilidad de discriminar un cambio en el proceso disminuye, en todo caso utilizar un sistema de medición con variación más pequeña
 entre el error estimado de la medición (precisión) y la variación total de la característica medida. Se debe minimizar P/TV para reducir el efecto de la variación de las mediciones en la evaluación de la variación del proceso. Conforme P/T y P/TV se incrementan, la habilidad de discriminar un cambio en el proceso disminuye, en todo caso utilizar un sistema de medición con variación más pequeña.")
149
Definiciones Exactitud
Desviación respecto del valor verdadero del promedio de las mediciones Valor verdadero: Valor correcto teórico / estándares NIST Sesgo Distancia entre el valor promedio de todas las mediciones y el valor verdadero. Error sistemático o desviación 3

150
Definiciones Estabilidad
La variación total en las mediciones obtenidas durante un período de tiempo prolongado Linealidad Diferencia en los valores de la escala, a través del rango de operación esperado del instrumento de medición. Precisión Medición de la variación natural en mediciones repetidas 3

151
+ = Definiciones e m + = s + = Datos, información, observaciones
Proceso de Transformación Proceso de Medición + = Variabilidad del producto Variabilidad del Sist. De Medición Variabilidad total (Observada) 2 Sistema de medición producto total s + = Sistema de medición producto total e m + = 3
 2. Sistema de medición. producto. total. s. + = Sistema de medición. producto. total. e. m. + = 3.")
152
Errores en la medición Todo proceso tiene variabilidad y los procesos de medición no son la excepción; Los valores observados son el resultado del comportamiento verdadero más el “ruido” de la medición, por lo que es necesario evaluar el sistema de medición de la variable de respuesta para determinar si este es aceptable para la necesidad.

153
estudio de calibración
Errores en la medición Promedios mObservada = mproceso + mmedición Variabilidad sObservada = sproceso + smedición Determinada por un estudio de calibración Determinada por un estudio R&R 2 2 2

154
Posibles Fuentes de la Variación del Proceso
Variación del proceso, observado (Zlp/Zlt y/ó DPMO) Variación del proceso, real Variación de la medición Variación dentro de la muestra Variación originada por el calibrador Reproducibilidad Repetibilidad Estabilidad Linealidad Sesgo Calibración La “Repetibilidad” y “reproducibilidad” (R&R), son los errores más relevantes en la medición. 5
 Variación del proceso, real. Variación de la medición. Variación dentro de la muestra. Variación originada. por el calibrador. Reproducibilidad. Repetibilidad. Estabilidad. Linealidad. Sesgo. Calibración. La Repetibilidad y reproducibilidad (R&R), son los errores más relevantes en la medición. 5.")
155
Análisis de Sistemas de Medición
Sensibilidad El gage debe ser suficientemente sensible para detectar diferencias en las mediciones en al menos un décimo de la tolerancia especificada o de la dispersión del proceso

156
Definición del Sesgo o exactitud
Valor Verdadero Sesgo es la diferencia entre el promedio observado de las mediciones y el valor verdadero (patrón). si Exactitud > 10% : Ajustar el equipo de medición Utilizar factores de corrección Sesgo | Exactitud |* Tolerancia % Exactitud = 100
. si Exactitud > 10% : Ajustar el equipo de medición. Utilizar factores de corrección. Sesgo. | Exactitud |* Tolerancia. % Exactitud = 100.")
157
Definición de la Repetibilidad o precisión
Repetibilidad: Es la variación de las mediciones obtenidas con un instrumento de medición, cuando es utilizado varias veces por un operador, al mismo tiempo que mide las mismas características en una misma parte REPETIBILIDAD 6

158
Definición de la Reproducibilidad
Reproducibilidad: Es la variación, entre promedios de las mediciones hechas por diferentes operadores que utilizan un mismo instrumento de medición cuando miden las mismas características en una misma parte en diferentes tiempos Operador-B Operador-C Operador-A Reproducibilidad 7

159
Errores en la medición Preciso pero Exacto pero Exacto y
No exacto no preciso preciso 7

160
Definición de la Estabilidad
Estabilidad (o desviación) es la variación total de las mediciones obtenidas con un sistema de medición, hechas sobre el mismo patrón o sobre las mismas partes, cuando se mide una sola de sus características, durante un período de tiempo prolongado. Estabilidad= x1-x2=Exactitud1 - Exactitud2 Patrón Tiempo 1 Tiempo 2 | Estabilidad |* Tolerancia % Estabilidad = 100 5% > Recomendación si Estabilidad > 10% Modificar frecuencias de calibración (Programa) < 5% espaciar periodos de uso entre calibración >10% acortar periodos entre calibraciones 9
 es la variación. total de las mediciones obtenidas con un. sistema de medición, hechas sobre el mismo. patrón o sobre las mismas partes, cuando se. mide una sola de sus características, durante. un período de tiempo prolongado. Estabilidad= x1-x2=Exactitud1 - Exactitud2. Patrón. Tiempo 1. Tiempo 2. | Estabilidad |* Tolerancia. % Estabilidad = % > Recomendación si Estabilidad > 10% Modificar frecuencias de calibración (Programa) < 5% espaciar periodos de uso entre calibración. >10% acortar periodos entre calibraciones. 9.")
161
Definición de la Linealidad
Graficar el sesgo versus los valores de exactitud de la parte en todo el rango de operación del instrumento. El porcentaje de Linealidad es igual a la pendiente, b, de la línea de regresión Multiplicada por la variación del proceso. L = b Vp El sesgo en cualquier punto se puede estimar de la pendiente y La intersección con eleje Y (Yo) de la mejor línea de ajuste B = Yo + b X Valor verdadero Valor verdadero Linealidad es la diferencia en los valores real y observado, mayor menos menor a través del rango de operación esperado del equipo. Sesgo Menor Sesgo mayor (rango inferior) (rango superior) Rango de Operación del equipo | Linealidad | * Tolerancia Recomendación si Linealidad > 10% : Restringir su uso Aplicar factores de corrección % Linealidad = 100 9
 de la mejor línea de ajuste. B = Yo + b X. Valor. verdadero. Valor. verdadero. Linealidad es la diferencia. en los valores real y observado, mayor menos menor a través del rango de operación esperado del equipo. Sesgo. Menor. Sesgo. mayor. (rango inferior) (rango superior) Rango de Operación del equipo. | Linealidad | * Tolerancia. Recomendación si Linealidad > 10% : Restringir su uso. Aplicar factores de corrección. % Linealidad =")
162
Estabilidad del Calibrador
Cómo Calcularla… Para calibradores que normalmente se utilizan sin ajuste, durante periodos de tiempo relativamente largos. Realizar un segundo estudio R&R del Calibrador justo antes de que venza el tiempo de re calibración. La estabilidad del calibrador es la diferencia entre los promedios sobresalientes de las mediciones resultantes de los dos estudios. Causas posibles de poca estabilidad… El calibrador no se ajusta tan frecuentemente como se requiere Si es un calibrador de aire, puede necesitar un filtro o un regulador Si es un calibrador electrónico, puede necesitar calentamiento previo. 10

163
Estudios de incertidumbre
Para evaluar la desviación estándar poblacional del sistema de medición de los pocos vitales, haremos un ajuste a la desviación estándar muestral con la t-student, por lo que se requiere : No out-liers : De tener presentes, proceder a investigarlos y eliminarlos o sustituirlos. Normalidad de los datos : de no haber normalidad se puede aplicar el teorema de límite central utilizando da desviación estándar de las medias grupos de tamaño m

164
Estudios de incertidumbre
Incertidumbre = Desv.Std.Sist.medic. Incertidumbre 5.15 smed 99.02% Incertidumbre estandar : u = ssistema de medicion = s*(t0.005,n-1) Öm /(2.575) Incertidumbre expandida : U = 5.15*u= k*s*(t0.005,n-1)Öm Donde : k= factor de cobertura (Generalmente k=2) %U = U*100/Tolerancia
 Öm /(2.575) Incertidumbre expandida : U = 5.15*u= k*s*(t0.005,n-1)Öm. Donde : k= factor de cobertura (Generalmente k=2) %U = U*100/Tolerancia.")
165
Estudios de R&R Los métodos para estudios de Repetibilidad y Reproducibilidad pueden clasificarse por la naturaleza de las mediciones en : Métodos para mediciones de datos continuos Para pruebas no destructivas Método Corto ó Rangos (Mediciones cruzadas) Método Largo ó Medias y Rangos (Cálculos manuales) Método ANOVA (Exacto, pero recomendable software) Para pruebas destructivas ANOVA modificado (Diseños anidados) Métodos para mediciones de atributos o datos discretos. Indice Kappa (Pruebas binarias) Índice Kendall (Multiples caracteristicas)
 Método Largo ó Medias y Rangos (Cálculos manuales) Método ANOVA (Exacto, pero recomendable software) Para pruebas destructivas. ANOVA modificado (Diseños anidados) Métodos para mediciones de atributos o datos discretos. Indice Kappa (Pruebas binarias) Índice Kendall (Multiples caracteristicas)")
166
Estudios de R&R Todos ellos generalmente consideran un nivel de confianza del 99.02%, esto es : GR&R = 5.15 sigma de la medición

167
Estudios R&R – Datos continuos
Estudios de GR&R datos continuos Estudios sobre la varianza Ho: El sistema de medición es aceptable para la necesidad. GR&R Método de Rangos (Corto) %GR&R aceptable Se cuenta con software estadístico Método Medias y Rangos (Largo) Método Análisis de Varianzas (ANOVA) % GR&R Reproducibilidad Repetibilidad Estudios de Incertidumbre y/o caracterización. Estandarizar métodos, operaciones, equipos y/o procedimientos utilizados. Documentar estudio y definir siguiente fecha de evaluación. NO SI
 %GR&R. aceptable. Se cuenta. con software. estadístico. Método Medias. y Rangos (Largo) Método Análisis de. Varianzas (ANOVA) % GR&R. Reproducibilidad. Repetibilidad. Estudios de Incertidumbre. y/o caracterización. Estandarizar métodos, operaciones, equipos y/o. procedimientos utilizados. Documentar estudio. y definir siguiente. fecha de evaluación. NO. SI.")
168
Error R&R = RPT2 + REPR2 R&R %R&R = Var Total *100
Precisión en relación a la variación total Identificar qué porcentaje de la variación total debe absorberse como error de medición. <10% Aceptable 10-30%. Puede ser aceptable, dependiendo qué tan crítico es el grado de la medición. >30%. ¡Inaceptable! Para la fase de control del proyecto, sólo substituya la Tolerancia por Variación Total . TV= R&R + PV PV= variación de parte = Rp x K3 %R&R Var Total = R&R *100 11

169
VARIACIÓN DE PARTE A PARTE
EL VALOR DEL R&R ES UN PORCENTAJE DE LA VARIACION TOTAL DEL PROCESO: VARIACIÓN DE PARTE A PARTE La dimensión verdadera de las partes se encuentra en algún lugar de la la región sombreada… Lo que fue medido LSL OBJETIVO USL Mientras más mayor sea el % del R&R, mayor será el área de incertidumbre para conocer la dimensión verdadera de las partes. ERROR TIPO 1: Pueden estarse aceptando partes que están fuera de especificaciones ERROR TIPO 2: Pueden estarse rechazando partes que están dentro de especificaciones 12

170
Estudios de Repetibilidad y Reproducibilidad
Carta de Tendencias Método del Rango (corto) Método de Medias Rangos Método de ANOVA
 Método de Medias Rangos. Método de ANOVA.")
171
Método de Medias Rangos
I. Método de Medias - Rango Permite separar en el sistema de medición lo referente a la reproducibilidad y a la Repetibilidad. Los cálculos son más fáciles de realizar.

172
Método de Medias Rangos
I. Método de Medias - Rango Un modelo matemático de este método con r réplicas, con K evaluadores en n partes, el rango medio encontrado es:

173
El Método ANOVA es Más Preciso
Método de ANOVA II. Método ANOVA Permite separar en el sistema de medición lo referente a la reproducibilidad y a la Repetibilidad. También proporciona información acerca de las interacciones de un operador y otro en cuanto a la parte. Calcula las varianzas en forma más precisa. Los cálculos numéricos requieren de una computadora. El Método ANOVA es Más Preciso

174
Método de ANOVA II. Método ANOVA
El valor observado usando el método ANOVA es: Valor observado = Promedio + sesgo + Efecto de la parte + Efecto del evaluador + Error de réplica o Valor observado = Valor de referencia + Desviación

175
Método de ANOVA II. Método ANOVA
Con Yijm como la m-ésima medición tomada por el evaluador J en la parte j-ésima. Si las Xi son independientes y normalmente distribuidas con media y varianza 2, la varianza total está dada por: Donde son las varianzas debidas al efecto de la parte, el efecto del evaluador, y el error de réplica

176
Método de ANOVA Ejemplo de Corrida: 5 partes, 3 técnicos y 2 réplicas
La repetibilidad es la varianza del error contribuye con 50.85% del total de variación de los datos.

177
Método de ANOVA Ejemplo de Corrida:
La reproducibilidad es la variación entre técnicos que contribuye con el 2.34% de la variación La variación del proceso contribuye con un 46.81% de la variación total de los datos Se usa la prueba F para determinar las diferencias significativas

178
Análisis de Sistemas de Medición
2. Carta de tendencia de gages

179
Carta de tendencias de gages
Una carta de tendencias es una gráfica de todas las observaciones por operador y partes. La línea horizontal de referencia es la media, calculada de los datos o proporcionada en base al historial. Esta carta muestra las diferencias entre los diferentes operadores y las partes. Un proceso estable mostrará una dispersión aleatoria horizontal; el efecto de un operador o parte mostrará un patrón definido no aleatorio.

180
Carta de tendencias de gages
1 File > Open worksheet > GAGEAIAG.MTW. 2 Stat > Quality Tools > Gage Study > Gage Run Chart. 3 En Part numbers, seleccionar Part. 4 En Operators, seleccionar Operator. 5 En Measurement data, seleccionar Response. Click OK.

181
Carta de tendencias de gages
Interpretando los resultados Para cada parte, se puede comparar la variación entre mediciones hechas los operadores y sus diferencias Se puede comparar la media de referencia con las mediciones específicas. La mayor parte de la variación se debe a diferencias entre las partes, algunos patrones menores aparecen también. Por ejemplo el operador 2 en su segunda medición es consistentemente (7/10) más pequeña que la primera, y sus mediciones son consistentemente (8/10) más pequeñas que las del operador 1.
 más pequeña que la primera, y sus mediciones son consistentemente (8/10) más pequeñas que las del operador 1.")
182
Análisis de Sistemas de Medición
3. Estudios R&R Método del rango

183
Método del rango Requiere pocas muestras pero no proporciona información detallada de las fuentes de variación, se usa cuando: Diagnostico para identificar los sistemas de medición con mayor variabilidad. Monitoreo/control periódico de sistemas de medición aceptables para asegurar que se mantiene su confiabilidad Cuando solo participa una persona (Operador, auditor, inspector, analista) en el sistema de medición, entonces se busca otra fuente de información o auditoria a la medición para realizar una medición cruzada.
 en el sistema de medición, entonces se busca otra fuente de información o auditoria a la medición para realizar una medición cruzada.")
184
Método del rango Es un método que proporciona un valor aproximado del error R&R sin que muestre las diferencias entre errores por el equipo y por los operadores. Se usan dos evaluadores y cinco partes. Cada evaluador mide cada parte una sola vez. Se calcula el rango de la medición de cada parte y al final el rango promedio. La desviación estándar de R&R se aproxima con la formula de rango medio entre d2* El % de R&R se calcula comparando la desv. Estándar de R&R con la del proceso

185
Método del rango Error máximo 10%

186
Método del rango Contra tolerancia:
Determine la Tolerancia total de variación permitida para la variable : Para Especificaciones bi-laterales : Tolerancia = LSE - LIE Para Especificaciones uni-laterales : Tolerancia = 2* |y – LIE| ó Tolerancia = 2* |LSE – y| Donde : LSE = Límite Superior de Especificación LIE = Límite Inferior de Especificación y = Media histórica de la variable bajo estudio ó valor promedio objetivo

187
Método del rango Calcular los rangos de cada par de lecturas por parte/muestra. Calcular el rango promedio de dichos rangos. Calcular el GR&R mediante: GR&R = (5.15) x (rango promedio) Cálculo del %GR&R: %GR&R = GR&R*100/Tolerancia Determinar si el sistema de medición es confiable para la necesidad: %R&R <10% es aceptable %R&R >30% es inaceptable 10%<%R&R<30% dependiendo la variación de proceso
 x (rango promedio) Cálculo del %GR&R: %GR&R = GR&R*100/Tolerancia. Determinar si el sistema de medición es confiable para la necesidad: %R&R <10% es aceptable. %R&R >30% es inaceptable. 10%<%R&R<30% dependiendo la variación de proceso.")
188
Método del rango Formato 5.1 GR&R = 5.15*R/d2* = 5.15 * ( )/( ) =
Pieza Inspector 1 Inspector 2 Rango 1 2 3 4 5 Rango promedio ( R ) = GR&R = 5.15*R/d2* = 5.15 * ( )/( ) = GR&R* ( )*100 Tolerancia ( ) %GR&R = = Formato 5.1
 = GR&R = 5.15*R/d2* = 5.15 * ( )/( ) = GR&R*100 ( )*100. Tolerancia ( ) %GR&R = = Formato 5.1.")
189
Análisis de Sistemas de Medición
4. Estudios R&R (cruzado) Método de Medias Rangos – Método largo
 Método de Medias Rangos. – Método largo.")
190
Determinación sólo de la repetibilidad
Se tienen veinte unidades de producto, el operador que toma las mediciones para el diagrama de control usa un instrumento para medir cada unidad dos veces. Los datos son mostrados en la tabla siguiente

191
Determinación sólo de la repetibilidad

192
Determinación sólo de la repetibilidad
La desviación estándar del error de medición,, es calculada mediante la siguiente fórmula: Para obtener una buena estimación de la capacidad del error de medición utilizamos: y vs Tolerancia = R= Rango promedio d2 = Valor de tablas.

193
Determinación sólo de la repetibilidad
En este ejemplo USL = 60, LSL = 5 Los valores P/T de 0.1 o menores generalmente implican una capacidad de error de medición adecuada. La varianza total observada es: Y la sigma del proceso es: Por lo tanto la desviación estándar del proceso = 2.93 = = = = 8.63

194
Determinación sólo de la repetibilidad
El error de medición es expresado como un porcentaje de la variabilidad del proceso: Al ser el error de medición mayor al 10%, concluimos que no tenemos un sistema de medición confiable, por lo cual tenemos que realizar las acciones correctivas correspondientes. =

195
R&R - Método de medias rangos
Los estudios de repetibilidad y reproducibilidad determinan cuanto de la variación observada como variación de proceso es debida a variación del sistema de medición. Se proporcionan dos métodos para evaluar la repetibilidad y la reproducibilidad: Método de cartas X-R y Método de ANOVA. El Método X-R divide la variación total dentro de tres categorías: parte a parte, repetibilidad y reproducibilidad. El método ANOVA presenta un componente adicional, la interacción operador – parte.

196
Método de medias rangos

197
Estudio de R&R – Medias Rangos
Generalmente intervienen de dos a tres operadores Generalmente se toman 10 unidades Cada unidad es medida por cada operador, 2 ó 3 veces. 13

198
Estudio R&R – Medias rangos
La resolución del equipo de medición debe ser de al menos el 10% del rango de tolerancia o del rango de variación del proceso. Las partes deben seleccionarse al azar, cubriendo el RANGO TOTAL DEL PROCESO . Es importante que dichas partes sean representativas del proceso total (80% DE LA VARIACION) 10 partes NO son un tamaño de muestra significativo para una opinión sólida sobre el EQUIPO DE MEDICIÓN a menos que 14
 10 partes NO son un tamaño de muestra significativo para una opinión sólida sobre el EQUIPO DE MEDICIÓN a menos que. 14.")
199
Procedimiento para realizar un estudio de R&R
1. Ajuste el calibrador, o asegúrese de que éste haya sido calibrado. 2. Marque cada pieza con un número de identificación que no pueda ver la persona que realiza la medición. 3. Haga que el primer operador mida todas las muestras una sola vez, siguiendo un orden al azar. 15

200
Procedimiento para realizar un estudio de R&R
4. Haga que el segundo operador mida todas las muestras una sola vez, siguiendo un orden al azar. 5. Continúe hasta que todos los operadores hayan medido las muestras una sola vez (Este es el ensayo 1). 6. Repita los pasos 3-4 hasta completar el número requerido de ensayos 15
. 6. Repita los pasos 3-4 hasta completar el número requerido de ensayos. 15.")
201
Procedimiento para realizar un estudio de R&R
7. Utilice el formato proporcionado para determinar las estadísticas del estudio R&R Repetibilidad Reproducibilidad %R&R Desviaciones estándar de cada uno de los conceptos mencionados Análisis del % de tolerancia 8. Analice los resultados y determine los pasos a seguir, si los hay. 15

202
Ejemplo: Planteamiento del problema:
Las partes producidas en el área de producción, fallaron por errores dimensionales 3% del tiempo. CTQ: Mantener una tolerancia ± pulgadas Sistema de Medición: Se miden las partes con calibradores de 2”. Estudio R&R del La dimensión A es medida por dos Calibrador: operadores, dos veces en 10 piezas. 17

203
Método X-media y Rango:
Repetibilidad y Reproducibilidad de calibrador 18

204
Cálculo de las X-medias
Repetibilidad y Reproducibilidad de calibrador 19

205
Cálculo de los Rangos Repetibilidad y Reproducibilidad de calibrador
20

206
Identificación de Parámetros del Estudio
y Cálculos X-media máx.=> 9.3689 Ancho de tolerancia====> 0.25 9.3584 Número de intentos (m)=> 2 X-media mín. => Diferencia X-dif 0.0105 Número de partes (n)==> 10 Número de operadores 2 K1 4.56 R-media doble 0.0113 ========> (=4.56 para 2 ensayos, 3.05 para 3 ensayos) K2 3.65 K3 ======> 1.62 =========> (=3.65 para 2 operadores; 2.7 para 3 operadores) 21
=> 2. X-media mín. => Diferencia X-dif Número de partes (n)==> 10. Número de operadores. 2. K1 R-media doble ========> (=4.56 para 2 ensayos, 3.05 para 3 ensayos) K K3 ======> =========> (=3.65 para 2 operadores; 2.7 para 3 operadores) 21.")
207
Cálculo de R&R Repetibilidad: La variación del dispositivo de medición (VD) se calcula sobre cada grupo de mediciones tomadas por un operador, en una sola parte. DV = R x K1 = 0.0515 Reproducibilidad: La variación en el promedio de las mediciones (AV) se calcula sobre el rango de los promedios de todas las mediciones, para cada operador, menos el error del calibrador (vale si la raíz es negativa) AV = (Xdif * K2)2 - (DV2/(r*n)) = 22
 se calcula sobre cada grupo de mediciones tomadas por un operador, en una sola parte. DV = R x K1 = Reproducibilidad: La variación en el promedio de las mediciones (AV) se calcula sobre el rango de los promedios de todas las mediciones, para cada operador, menos el error del calibrador (vale si la raíz es negativa) AV = (Xdif * K2)2 - (DV2/(r*n)) =")
208
Cálculo de R&R El componente de varianza para repetibilidad y reproducibilidad (R&R) se calcula combinando la varianza de cada componente. R&R = DV2 + AV = El componente de varianza para las partes (PV), se calcula sobre el rango de los promedios de todas las mediciones, para cada parte. PV = Rpart x K = 0.1021 La variación total (TV) se calcula combinando la varianza de repetibilidad y reproducibilidad y la variación de la parte. TV = R&R2 + PV2 = 0.1142 22
, se calcula sobre el rango de los promedios de todas las mediciones, para cada parte. PV = Rpart x K3 = La variación total (TV) se calcula combinando la varianza de repetibilidad y. reproducibilidad y la variación de la parte. TV = R&R2 + PV2 =")
209
Cálculo de R&R Basado en la tolerancia:
%DV = 100*DV/Ancho de tolerancia= %AV = 100*AV/Ancho de tolerancia= %R&R = 100*R&R/Ancho de tolerancia = Basado en la variación Total de las Partes: %DV = 100*DV/Variación total= %AV = 100*AV/ Variación total = %R&R = 100*R&R/ Variación total = %PV = 100*PV /Variación total = 20.61 14.62 21.108 45.09 32.00 46.20 89.40 23

210
Ejercicios Para un estudio de R&R 2 operadores midieron con el mismo equipo de medición 10 partes en 3 intentos cada uno,obteniendo: Mediciones Mediciones Número de operador A de operador B de parte

211
Calculo con Excel (usar la hoja de trabajo R&R.xls)
R&R por Medias Rangos Calculo con Excel (usar la hoja de trabajo R&R.xls)
")
212
Datos del operador 1

213
Datos del operador 2

214
Carta de Rangos en control
Los rangos deben estar en control indicando que Las mediciones se hicieron adecuadamente, de otra Forma se debe repetir la medición en la parte

215
Carta de Medias fuera de control
Al menos el 50% de los puntos debe salir De control para validar la discriminación de Las partes

216
Resultados (AIAG)
")
217
Resultados AIAG Para los cálculos e utilizan 5.15 sigmas para un 99% de nivel de confianza El porcentaje de error R&R no debe exceder del 10%, si el equipo se usa para liberar producto terminado la referencia es la tolerancia del cliente; Si el equipo se usa para control del proceso, la referencia es la variación total del proceso. El número de categorías debe ser de al menos 4 indicando que el equipo distingue las partes que son diferentes.

218
Calculo con Minitab (se puede usar la hoja de trabajo Gageaiag.mtw)
R&R por Medias Rangos Calculo con Minitab (se puede usar la hoja de trabajo Gageaiag.mtw)
")
219
R&R – Medias Rangos Minitab :Datos originales

220
R&R – Medias Rangos Minitab :Datos cargados (3 cols.)
")
221
R&R – Medias Rangos Minitab : Instrucciones
Seleccione en el menú de la barra de herramientas STAT>QUALITY TOOLS>GAGE STUDY > Gage R&R (Crossed) Seleccione C1 (parte), C2 (operador), C3 (Medición) Método de Análisis X Bar and R En Options Seleccionar: Staudy variation Process tolerante 0.006
 Seleccione C1 (parte), C2 (operador), C3 (Medición) Método de Análisis X Bar and R. En Options Seleccionar: Staudy variation 5.15 Process tolerante")
222
R&R – Medias Rangos Minitab : Resultados
% Error R&R debe ser menor Al 10% ya sea para control del Proceso o para producto final. Repetibilidad – Instrumento Reproducibilidad - Operador Número mínimo 4

223
R&R – Medias Rangos Minitab : Interpretación de Resultados
Interpretación de los resultados: El error de R&R vs tolerancia es 64.03% y vs variación total del proceso es 21.25% lo que hace que el equipo de medición no sea adecuado para la medición. Por otro lado el número de categorías es sólo de 1 cuando debe ser al menos 4 indicando que el instrumento discrimina las diversas partes diferentes.

224
R&R – Medias Rangos Gráficas
La gráfica R se mantiene en control indicando que las mediciones se realizaron en forma adecuada. La gráfica X barra sólo presenta 5 de 30 puntos fuera de control, debería ser al menos el 50%, indicando que el equipo no discrimina las diferentes partes.

225
Calculo con Minitab (con los datos del ejemplo anterior)
R&R por ANOVA Calculo con Minitab (con los datos del ejemplo anterior)
")
226
R&R por ANOVA Instrucciones de Minitab
Seleccione en el menú de la barra de herramientas STAT>QUALITY TOOLS>GAGE STUDY > Gage R&R (Crossed) Seleccione C1 (parte), C2 (operador), C3 (Medición) Método de Análisis ANOVA En Options Seleccionar: Study variation Process tolerance Alfa to remove interaction 0.25
 Seleccione C1 (parte), C2 (operador), C3 (Medición) Método de Análisis ANOVA. En Options Seleccionar: Study variation 5.15 Process tolerance Alfa to remove interaction")
227
R&R por ANOVA Resultados de Minitab
La interacción no es significativa, y los errores de R&R indican que equipo de medición no es adecuado ni el número de categorías.

228
R&R por ANOVA Resultados de Minitab
Las conclusiones son similares que con el método de X barra – R. No hay interacción parte - operador

229
Análisis de Sistemas de Medición
4. Estudios R&R (anidado) Método de Medias Rangos – Método largo
 Método de Medias Rangos. – Método largo.")
230
R&R Anidado Los estudios de repetibilidad y reproducibilidad determinan cuanto de la variación observada del proceso es debida a la variación del sistema de medición. Usar la opción Gage R&R (Nested) cuando cada parte sea medida por un solo operador, tal como en pruebas destructivas. El estudio de R&R (anidado) utiliza el método ANOVA para evaluar la repetibilidad y reproducibilidad, para analizar la reproduciblidad dentro de sus componentes operador y operador
 cuando cada parte sea medida por un solo operador, tal como en pruebas destructivas. El estudio de R&R (anidado) utiliza el método ANOVA para evaluar la repetibilidad y reproducibilidad, para analizar la reproduciblidad dentro de sus componentes operador y operador.")
231
R&R Anidado

232
R&R Anidado De ser necesario hacer pruebas destructivas, se debe procurar que todas las partes dentro de un mismo lote sean lo suficientemente idénticas para considerarlas similares. Si no se puede hacer ésta consideración entonces la variación entre parte y parte dentro de un lote enmascarará la variación del sistema. Para el caso de pruebas destructivas si cada lote es medido por cada operador entonces realizar el estudio R&R (Nested); si todos los operadores miden partes de cada uno de los lotes, entonces utilizar el estudio R&R (Crossed). En resumen siempre que cada operador mida partes diferentes se tiene un estudio R&R anidado.
; si todos los operadores miden partes de cada uno de los lotes, entonces utilizar el estudio R&R (Crossed). En resumen siempre que cada operador mida partes diferentes se tiene un estudio R&R anidado.")
233
R&R Anidado - datos Ejemplo: Archivo gagenest.mtw de Minitab
En este ejemplo, 3 operadores mide cada uno 5 partes diferentes dos veces, para un total de 30 mediciones. Cada una de las partes es única al operador; no se presenta el caso de que dos operadores midan la misma parte.

234
R&R Anidado – Instrucciones de Minitab
1 File > Open worksheet > GAGENEST.MTW. 2 Seleccionar Stat > Quality Tools > Gage Study > Gage R&R Study (Nested). 3 En Part or batch numbers, poner Part. 4 En Operators, seleccionar Operator. 5 En Measurement data, seleccionar Response. 6 Dar OK.
. 3 En Part or batch numbers, poner Part. 4 En Operators, seleccionar Operator. 5 En Measurement data, seleccionar Response. 6 Dar OK.")
235
R&R Anidado – Resultados de Minitab
La contribución de diferencia entre partes del 17.54% es << que la variación del sistema de medición (total Gage R&R ) de 82.46%. Indica un alto error del sistema de medición. Con categorías de 1 el sistema de medición no distingue las partes.
 de 82.46%. Indica un alto error del sistema de medición. Con categorías de 1 el sistema de medición no distingue las partes.")
236
R&R Anidado – Resultados gráficos de Minitab
Sistema de medición inadecuado

237
Análisis de Sistemas de Medición
6. Estudios de Linealidad y sesgo

238
Estudios de linealidad y sesgo
La Linealidad del Gage indica que tan exacto son las mediciones a través del rango esperado de las mediciones. Contesta a la pregunta ¿Mi gage tiene la misma exactitud para todos los tamaños de objetos a medir?. El bias o exactitud del gage examina la diferencia entre la media de los datos observados y un valor de referencia o patrón. Contesta a la pregunta, ¿Qué tan exacto es mi gage comparado con un patrón?.

239
Estudios de linealidad y sesgo Datos y ejemplo
Los datos se estructuran de manera que cada fila contiene una parte, el valor de referencia, y la medición observada en esa parte (la respuesta). Las partes pueden ser textos o números Ejemplo: Un supervisor selecciona 5 partes que representan el rango esperado de las mediciones. Cada parte fue medida por inspección de Layout para determinar su valor de referencia (patrón). Un operador mide aleatoriamente cada parte 12 veces. Se obtiene la variación del proceso ( ) del estudio Gage R&R usando el método ANOVA (renglón Total variation de la columna Study Var (6*SD)).
. Las partes pueden ser textos o números. Ejemplo: Un supervisor selecciona 5 partes que representan el rango esperado de las mediciones. Cada parte fue medida por inspección de Layout para determinar su valor de referencia (patrón). Un operador mide aleatoriamente cada parte 12 veces. Se obtiene la variación del proceso ( ) del estudio Gage R&R usando el método ANOVA (renglón Total variation de la columna Study Var (6*SD)).")
240
Estudios de linealidad y sesgo Datos y ejemplo

241
Estudios de linealidad y sesgo Instrucciones de Minitab
1 File > Open worksheet > GAGELIN.MTW. 2 Seleccionar Stat > Quality Tools > Gage Study > Gage Linearity and Bias Study. 3 En Part numbers, seleccionar Part. 4 En Reference values, seleccionar Master. 5 En Measurement data, seleccionar Response. 6 En Process Variation, teclear Click OK.

242
Estudios de linealidad y sesgo Instrucciones de Minitab

243
Estudios de linealidad y sesgo Interpretando los resultados
El porcentaje de linealidad (valor absoluto de la pendiente * 100) es 13.2, que significa que la Linealidad del gage es del 13% de la variación total. El porcentaje de sesgo para el promedio de referencia es 0.4, lo que significa que el sesgo del gage es menor que 0.4% de la variación total observada.
 es 13.2, que significa que la Linealidad del gage es del 13% de la variación total. El porcentaje de sesgo para el promedio de referencia es 0.4, lo que significa que el sesgo del gage es menor que 0.4% de la variación total observada.")
244
Análisis de Sistemas de Medición
7. Estudios R&R por atributos- Método analítico

245
R&R por Atributos - Método analítico
Se deben tomar al menos 8 partes para realizar un estudio del gage por atributos. La parte más pequeña debe tener cero aceptaciones, y la parte más grande debe tener el número máximo de posibles aceptaciones. Para la AIAG, exactamente 6 partes deben tener un número mayor que cero aceptaciones y menos que 20 (máximo número de aceptaciones permitidas). Por el método de regresión, se pueden tener más de seis partes entre los extremos de valores de referencia.
. Por el método de regresión, se pueden tener más de seis partes entre los extremos de valores de referencia.")
246
R&R por Atributos - Método analítico: Datos

247
R&R por Atributos - Método analítico: Datos
Ejemplo: Un fabricante de automóviles quiere medir el sesgo y repetibilidad de un sistema automatizado de medición. El sistema tiene una tolerancia inferior de y una tolerancia superior de El fabricante corre 10 partes, a través del gage 20 veces, las partes tienen valores de referencia en intervalos de desde hasta

248
R&R por Atributos - Método analítico: Datos
Ejemplo: Cada parte se prueba 20 veces con el Gage (Dimensión a 0.020)
")
249
R&R por Atributos - Método analítico: Instr. Minitab
1. File > Open worksheet > AUTOGAGE.MTW. 2. Seleccionar Stat > Quality Tools > Gage Study > Attribute Gage Study (Analytic Method). 3. En Part numbers, seleccionar Part number. 4. En Reference values, seleccionar Reference. 5. Seleccionar Summarized counts y teclear Acceptances. En Number of trials, teclear 20. 6. Seleccionar Lower limit y teclear OK.
. 3. En Part numbers, seleccionar Part number. 4. En Reference values, seleccionar Reference. 5. Seleccionar Summarized counts y teclear Acceptances. En Number of trials, teclear Seleccionar Lower limit y teclear OK.")
250
R&R por Atributos - Método analítico: Resultados

251
R&R por Atributos - Método analítico: Resultados
Interpretación El Sesgo en el sistema de gage por atributos es de La repetibilidad ajustada es de La prueba de sesgo indica que es significativamente diferente de cero (t = , df = 19, p = 0.00), sugiriendo que el sesgo está presente en el sistema de medición por atributos.
, sugiriendo que el sesgo está presente en el sistema de medición por atributos.")
252
Análisis de Sistemas de Medición
8. Estudios R&R por atributos- Método de acuerdo por atributos

253
Método GR&R por atributos
Estudios sobre la varianza Estudios de GR&R datos discretos ¿ Cuántos atributos Se evalúan ? Uno Varios Técnica Kappa (Clasificación Nominal) Técnica Kendall Multi-nominal) Documentar estudio y definir siguiente fecha de evaluación. Índice Kappa > 0.7 SI Estandarizar criterios de evaluación, ayudas (visuales, estandares, etc.), tips, Capacitación, Práctica, entrenamiento, etc. NO
 Técnica Kendall. Multi-nominal) Documentar estudio. y definir siguiente. fecha de evaluación. Índice. Kappa > 0.7. SI. Estandarizar criterios de evaluación, ayudas. (visuales, estandares, etc.), tips, Capacitación, Práctica, entrenamiento, etc. NO.")
254
Estudios R&R por atributos Método de acuerdo por atributos
Usar el análisis de acuerdo por atributos para evaluar las calificaciones nominales u ordinales proporcionadas por varios evaluadores. Las mediciones son calificaciones subjetivas de la gente en vez de mediciones físicas. Algunos ejemplos incluyen: Calificaciones de desempeño de los automóviles Clasificación de calidad de las fibras como “buena” o “mala”. Calificaciones de color, aroma y gusto del vino en una escala de 1 a 10.

255
Estudios R&R por atributos Método de acuerdo por atributos
En estos casos la característica de calidad es difícil de definir y evaluar. Para obtener clasificaciones significativas, más de un evaluador debe calificar la medición de respuesta. Si los evaluadores están de acuerdo, existe la posibilidad de que las apreciaciones sean exactas. Si hay discrepancias, la utilidad de la evaluación es limitada.

256
Estudios R&R por atributos Acuerdo por atributos - Datos
Los datos pueden ser texto o numéricos. Las calificaciones asignadas pueden ser Nominales u ordinales. Los datos nominales son variables categóricas que tienen dos o más niveles sin orden natural. Por ejemplo, los niveles en un estudio de gustación de comida que puede incluir dulce, salado o picoso. Los datos ordinales son variables categóricas que tienen tres o más niveles con ordenamiento natural, tales como: en desacuerdo total, en desacuerdo, neutral, de acuerdo, y completamente de acuerdo.

257
Estudios R&R por atributos Acuerdo por atributos - Datos
Los datos pueden estar apilados o en diferentes columnas

258
Estudios R&R por atributos Método Kappa
Una técnica utilizada para evaluar la confiabilidad de mediciones de datos discretos es el índice Kappa, el cual está dado por la siguiente formula : Suponga que se evalúan 12 muestras por 2 inspectores obteniendo los siguientes resultados : K= P observada - chance 1

259
Estudios R&R por atributos Método Kappa
Parte Inspector A Inspector B Buena Mala 1 2 3 4 5 6 7 8 9 10 11 12 Tabla de Contingencia Inspector A Inspector B Buena Mala Buena Mala - 0.917 K = 0.5835 = 0.8 Pobservada = S xii = xbb + xmm = = 0.917 Pchance = SS Pcci*Pccj = PbbA*PbbB + PmmA*PmmB Pchance = (0.75)(0.667) + (0.25)(0.33) =
(0.667) + (0.25)(0.33) =")
260
Método Kappa Determine si el sistema de medición es confiable:
El valor máximo posible de Kappa es 1.0, cuanto más cercano esté a este valor el sistema de medición es confiable. En términos generales se puede decir que si K es menor a 0.7, el sistema de medición no es aceptable.

261
Método Kendall Cuando se tienen varios inspectores y la clasificación de la muestra puede ser multi-nominal, se puede utilizar el índice de Kendall Para explicarlo consideraremos el siguiente ejemplo, en el cual participan 5 inspectores y analizan 10 muestras las cuales clasifican en 5 categorías distintas.

262
Método Kendall S Muestra 123456789 10 0230040003 00002040028
Costura ancha Costura angosta Costura incompleta Costura dispareja Costura perfecta S 5 x 2 ij i=1 Muestra 10 12 17 174 0.24 0.76 0.16 0. 84 0.12 0.88 0. 14 0. 86 0. 34 0. 66 pq F p = 50

263
Método Kendall El indice Kappa para cada categoría está dado por: Donde : Kcategoria j = Índice Kappa de la Categoría j n = Número de unidades m = Número de inspectores k = Número de categorías pi = evaluación dentro de la categoría i/(n x m) qi = 1 - pi K Categoría j = 1- S n i=1 x 2 ij ij (m ) nm(m-1) p q j j
 qi = 1 - pi. K. Categoría j. = 1- S. n. i=1. x. 2 ij. ij. (m- ) nm(m-1) p q. j j.")
264
[0 x (5-0)] + [2 x (5-2)] + [3 x (5-3)] + [0 x (5-0)] + [0 x (5-0)]
Método Kendall El numerador del índice Kappa para la categoría “Costura ancha” sería entonces : El denominador del índice Kappa para la categoría “Costura ancha” sería entonces : 10 x 5 x (5-1) x 0.24 x 0.76 = 36.48 Por lo tanto, el índice Kappa para la categoría “Costura ancha” sería : [0 x (5-0)] + [2 x (5-2)] + [3 x (5-3)] + [0 x (5-0)] + [0 x (5-0)] + [4 x (5-4)] + [0 x (5-0)] + [0 x (5-0)] + [0 x (5-0)] + [3 x (5-3)] =22 K Costura ancha = 1- 22 36.48 = 0.4
![[0 x (5-0)] + [2 x (5-2)] + [3 x (5-3)] + [0 x (5-0)] + [0 x (5-0)]](http://slideplayer.es/slide/4183970/13/images/264/%5B0+x+%285-0%29%5D+%2B+%5B2+x+%285-2%29%5D+%2B+%5B3+x+%285-3%29%5D+%2B+%5B0+x+%285-0%29%5D+%2B+%5B0+x+%285-0%29%5D.jpg "Método Kendall. El numerador del índice Kappa para la categoría Costura ancha sería entonces : El denominador del índice Kappa para la categoría Costura ancha sería entonces : 10 x 5 x (5-1) x 0.24 x 0.76 = Por lo tanto, el índice Kappa para la categoría Costura ancha sería : [0 x (5-0)] + [2 x (5-2)] + [3 x (5-3)] + [0 x (5-0)] + [0 x (5-0)] + [4 x (5-4)] + [0 x (5-0)] + [0 x (5-0)] + [0 x (5-0)] + [3 x (5-3)] =22. K. Costura ancha. = = 0.4.")
265
Método Kendall El índice Kendall de todo el estudio está dado por la siguiente fórmula:: Donde : Ktotal = Índice Kendall n = Número de unidades m = Número de inspectores k = Número de categorías pi = evaluación dentro de la categoría i/(n x m) qi = 1 - pi K total = 1 - nm2 - S n k x 2 ij i=1 j=1 nm(m-1) p q j j
 qi = 1 - pi. K. total. = 1 - nm2 - S. n. k. x. 2 ij. i=1. j=1. nm(m-1) p q. j j.")
266
[ ] ( ) Método Kendall El índice Kendall para el ejemplo dado es:
El valor máximo posible de Kendall es 1.0, cuanto más cercano esté a este valor el sistema de medición es confiable. En términos generales se puede decir que si K es menor a 0.7, el sistema de medición no es aceptable. K total = 1- 10 x (5)2 -174 10 x 5 x 4 [ ( (0.24 X 0.76) + (0.16 X 0.84) + (0.12 X 0.88) + (0.14 X 0.86) + (0.34 X 0.66) ) ] =1- (76/153.44) = 0.5
![[ ] ( ) Método Kendall El índice Kendall para el ejemplo dado es:](http://slideplayer.es/slide/4183970/13/images/266/%5B+%5D+%28+%29+M%C3%A9todo+Kendall+El+%C3%ADndice+Kendall+para+el+ejemplo+dado+es%3A.jpg "El valor máximo posible de Kendall es 1.0, cuanto más cercano esté a este valor el sistema de medición es confiable. En términos generales se puede decir que si K es menor a 0.7, el sistema de medición no es aceptable. K. total. = x (5) x 5 x 4. [ ( (0.24 X 0.76) + (0.16 X 0.84) + (0.12 X 0.88) + (0.14 X 0.86) + (0.34 X 0.66) ) ] =1- (76/153.44) = 0.5.")
267
Estudios R&R por atributos Acuerdo por atributos - Datos
Ejemplo: Una empresa está entrenando a cinco evaluadores para la porción escrita de un examen estándar de doceavo grado. Se requiere determinar la habilidad de los evaluadores para calificar el examen de forma que sea consistente con los estándares. Cada uno de los evaluadores califica 15 exámenes en una escala de cinco puntos (-2, -1, 0, 1, 2):
:")
268
Estudios R&R por atributos Acuerdo por atributos - Datos

269
Estudios R&R por atributos Acuerdo por atributos – Instr. Minitab
1 Abrir el archive ESSAY.MTW. 2 Seleccionar Stat > Quality Tools > Attribute Agreement Analysis. 3 En Attribute column, poner Rating. 4 En Samples, poner Sample. 5 En Appraisers, poner Appraiser. 6 En Known standard/attribute, poner Attribute. 7 Checar Categories of the attribute data are ordered y poner OK 8 In Addition seleccionar coeficientes Kappa y Kendall

270
Resultados

271
Resultados

272
Resultados

273
Resultados Índice Kappa de Cohen
Un estadístico popular para medir el nivel de acuerdo entre dos personas calificadoras con un intento o dentro de un calificador con dos intentos. El índice Kappa de Cohen Kappa es calculado de manera diferente que el índice de Kappa de Fleiss. Los rangos de Kappa van de -1 a +1. Entre mayor sea el valor de Kappa, es más fuerte el acuerdo. Si Kappa = 1, existe un acuerdo perfecto. Si Kappa = 0, el acuerdo es similar a lo que pudiera ser esperado por el azar.

274
Resultados Minitab muestra tres tablas de acuerdo: Cada evaluador vs el estándar, Entre evaluadores y Todos los evaluadores vs estándar. Los estadísticos de Kappa y Kendall también se incluyen en cada una de las tablas. En general estos estadísticos sugieren buen acuerdo. El coeficiente de Kendall entre evaluadores es (p = 0.0); para todos los evaluadores vs estándar es (p = 0.0). Sin embargo la observación del desempeño de Duncan y Haues indica que no se apegan al estándar.
; para todos los evaluadores vs estándar es (p = 0.0). Sin embargo la observación del desempeño de Duncan y Haues indica que no se apegan al estándar.")
275
Resultados La gráfica de Evaluadores vs. Estándar proporciona una vista gráfica de cada uno de los evaluadores vs el estándar, pudiendo comparar fácilmente la determinación de acuerdos para los cinco evaluadores. Se puede concluir que Duncan, Hayes y Simpson requieren entrenamiento adicional.

276
Sistema de Medición de Atributos Ejemplo comparación pasa no pasa
Un sistema de medición de atributos compara cada parte con un estándar y acepta la parte si el estándar se cumple. La efectividad de la discriminación es la habilidad del sistema de medición de atributos para discriminar a los buenos de los malos.

277
Sistema de Medición de Atributos Ejemplo comparación pasa no pasa
1. Selecciona un mínimo de 20 unidades del proceso. Estas unidades deben representar el espectro completo de la variación del proceso (buenas, erroneas y en límites). 2. Un inspector “experto” realiza una evaluación de cada parte, clasificándola como “Buena” o “No Buena”. 3. Cada persona evaluará las unidades, independientemente y en orden aleatorio, y las definirá como “Buenas” o “No Buenas”. 4. Ingresa los datos en el archivo Attribute Gage R&R.xls para cuantificar la efectividad del sistema de medición.
. 2. Un inspector experto realiza una evaluación de cada parte, clasificándola como Buena o No Buena . 3. Cada persona evaluará las unidades, independientemente y en orden aleatorio, y las definirá como Buenas o No Buenas . 4. Ingresa los datos en el archivo Attribute Gage R&R.xls para cuantificar la efectividad del sistema de medición.")
278
GR&R de Atributos - Ejemplo
Legenda de Atributos REPORTE Esta es la medida general de consistencia entre los operadores y el “experto”. ¡90% es lo mínimo! G = Bueno 1 FECHA: NG = No Bueno 2 NOMBRE: PRODUCTO: SBU: COND. DE PRUEBA: Población Conocida Persona #1 Persona #2 Acuerdo Y=Sí N=No Acuerdo Y=Sí N=No Muestra # Atributo #1 #2 #1 #2 1 G Y 2 G Y 3 G Y 4 G Y 5 G Y 6 G NG N 7 G Y 8 G Y 9 NG G N 10 NG G N 11 G Y 12 G Y 13 NG Y 14 G Y 15 G Y 16 G Y 17 NG Y 18 G Y 19 G Y 20 G Y % DEL EVALUADOR (1) -> 95.00% 100.00% % VS. EL ATRIBUTO (2) -> 90.00% 95.00% % DE EFECTIVIDAD DE DISCRIMINACION (3) -> 85.00% % DE EFECTIVIDAD DE DISCRIMINACION VS. EL ATRIBUTO (4) -> 85.00%
 -> 95.00% % % VS. EL ATRIBUTO. (2) -> 90.00% 95.00% % DE EFECTIVIDAD DE DISCRIMINACION. (3) -> 85.00% % DE EFECTIVIDAD DE DISCRIMINACION VS. EL ATRIBUTO. (4) -> 85.00%")
279
Sistema de Medición de Atributos Pasa no pasa – Datos en Minitab

280
Sistema de Medición de Atributos Pasa no pasa –Instrucciones en Minitab
1 Usar los datos anteriores. 2 Seleccionar Stat > Quality Tools > Attribute Agreement Analysis. 3 En Multiple columns, con Persona 1ª - Persona – 2B. 4 En Number of appraisers, 2. 5 En Number of trials, 2. 6 En Known standard/attribute, poner Atributo 7 no Checar Categories of the attribute data are ordered y poner OK

281
Sistema de Medición de Atributos Pasa no pasa – Resultados de Minitab

282
Sistema de Medición de Atributos Pasa no pasa – Resultados de Minitab

283
Interpretación de Resultados
1. % del Evaluador es la consistencia de una persona. 2. % Evaluador vs Atributo es la medida de el acuerdo que hay entre la evaluación del operador y la del “experto”. 3. % de Efectividad de Selección es la medida de el acuerdo que existe entre los operadores. 4. % de Efectividad de Selección vs. el Atributo es una medida general de la consistencia entre los operadores y el acuerdo con el “experto”.

284
Estudio de Repetibilidad y Reproducibilidad de Atributos - Guías de Aceptabilidad
Aunque el 100% es el resultado que deseamos obtener, en un estudio de repetibilidad y reproducibilidad de atributos, la siguiente guía se usa frecuentemente:

285
Método sencillo Tomar 50 piezas, 40 de las cuales dentro de especificaciones y 10 fuera de especificaciones Probarlas con dispositivos “pasa” y “no pasa” por medio de 3 operadores Si no coinciden todos los operadores en al menos el 90%, los dispositivos o gages “pasa, no pasa” no son confiables

286
V.C.3 Sistemas de medición en la empresa

287
Medición de desempeño en la empresa
Contadores automáticos Reportes generados por computadora Auditorías internas y externas Evaluación de proveedores Reportes gerenciales Encuestas internas y externas Reportes diversos

288
Medición de desempeño en la empresa - Aspectos
Proveedores No. De desviaciones Porcentaje de entregas a tiempo Porcentaje de entregas anticipadas Costo de embarque por unidad Porcentaje de cumplimiento en especificaciones Costo unitario actual vs costo unitario histórico Monto de lo rechazado vs monto de las compras Oportunidad de la asistencia técnica

289
Medición de desempeño en la empresa - Aspectos
Ventas y mercadotecnia Crecimiento en ventas por periodo de tiempo Porcentaje de participación de mercado Monto de ventas / mes Monto promedio de ventas por transacción Tiempo promedio de clientes en visita al sitio Web Efectividad de eventos de ventas Monto vendido vs monto gastado en publicidad

290
Medición de desempeño en la empresa - Aspectos
Satisfacción de cliente externo Comparación ponderada vs competencia Valor percibido medido por el cliente Rango de satisfacción del producto / servicio Evaluación de la competencia técnica Porcentaje de clientes retenidos

291
Medición de desempeño en la empresa - Aspectos
Satisfacción de cliente interno Tasa de satisfacción del empleado Tasa de satisfacción en el puesto Indicador de efectividad de la capacitación Evaluación de avance en imparcialidad Retroalimentación sobre principales políticas y procedimientos Conocimiento de metas y avances de la empresa

292
Medición de desempeño en la empresa - Aspectos
Investigación y desarrollo No. De proyectos en desarrollo Porcentaje de proyectos dentro del presupuesto No. De proyectos fuera de programa Gastos de desarrollo vs ingresos por ventas Confiabilidad de solicitudes de cambios al diseño

293
Medición de desempeño en la empresa - Aspectos
Ingeniería Evaluación del desempeño del producto No. De requerimientos de acción correctiva Porcentaje de acciones correctivas cerradas Evaluación de control de mediciones Disponibilidad de asistencia técnica

294
Medición de desempeño en la empresa - Aspectos
Manufactura Capacidad de proceso de máquinas y procesos clave Porcentaje de tiempos muertos de máquina Tiempos de ciclo promedio (líneas clave) Medición del control de orden y limpieza Adecuación de la capacitación a operadores
 Medición del control de orden y limpieza. Adecuación de la capacitación a operadores.")
295
V.C.4 Metrología

296
Metrología Metrología. Es la ciencia de las mediciones. Deriva del griego “metrón” medida y “logos” lógica. Sus elementos clave son: El establecimiento de estándares de medición que sean internacionalmente aceptados y definidos El uso de equipo de medición para correlacionar la extensión que los datos del producto y proceso están conforme a especificaciones La calibración regular de equipos de medición, rastreables a estándares internacionales establecidos

297
Metrología Unidades de medición
El sistema internacional de unidades SI clasifica las mediciones en 7 categorías: Longitud (metro) Tiempo (segundo) Masa (kilogramo) Corriente eléctrica (ampere) Temperatura (Kelvin) Iluminación (candela) Cantidad de sustancia (mole)
 Tiempo (segundo) Masa (kilogramo) Corriente eléctrica (ampere) Temperatura (Kelvin) Iluminación (candela) Cantidad de sustancia (mole)")
299
Metrología Temperatura Temperatura en ºF = 1.8 (Temp ºC) +32
Temperatura en ºC = (Temp ºF – 32) / 1.8 Temperatura en ºK = Temp ºC
 / 1.8. Temperatura en ºK = Temp ºC")
300
Metrología Calibración
Es la comparación de un estándar de medición o instrumento de exactitud conocida con otro instrumento para detectar, correlacionar, reportar o eliminar por ajuste, cualquier variación en la exactitud del instrumento que se está comparando. La eliminación del error es la meta primaria del sistema de calibración

301
Metrología Variabilidad total del producto Errores de medición
La variabilidad total en el producto incluye la variabilidad del proceso de medición. Errores de medición El error del instrumento de medición es el valor del instrumento de medición menos el valor verdadero.

302
Metrología Errores de medición
El intervalo de confianza para la media de las mediciones se reduce tomando mediciones múltiples de acuerdo al teorema del límite central con la siguiente relación:

303
Metrología Errores de medición Variación por el operador
Hay muchas razones para que un equipo de medición genere variaciones por error, incluyendo las categorías siguientes: Variación por el operador Variación de operador a operador Variación del equipo Variación de los materiales Variación en procedimientos Variación en el software Variación de laboratorio a laboratorio

304
Metrología Intervalo de calibración
Es aceptado generalmente que el intervalo de calibración del equipo de medición se base en la estabilidad, propósito y grado de uso. La estabilidad se refiere a la habilidad de un instrumento de medición para manejar de manera consistente sus características metrológicas durante el tiempo.

305
Metrología Intervalo de calibración
El propósito es importante, en general las aplicaciones críticas incrementan la frecuencia y las aplicaciones menores disminuyen la frecuencia. El grado de utilización o uso se refiere a que tan frecuentemente se utiliza el instrumento y a que condiciones ambientales se expone. El equipo de medición y prueba debe ser trazable a registros que indiquen la fecha de la última calibración, por quién fue calibrado y cuando está planeada su próxima calibración. Algunas veces se usa la codificación.

306
Metrología Estándares de calibración
El valor verdadero reconocido de acuerdo al SI se denomina Estándar Los estándares primarios de referencia son copias del kilogramo internacional y los sistemas de medición que responden a definiciones de las unidades fundamentales a las unidades derivadas de la tabla SI. Los estándares nacionales se toman como la autoridad central para evaluar la exactitud, y todos los niveles de estándares de trabajo son trazables a este “ gran” estándar

307
Estándares internacionales
En México se tiene el CENEAM o el Centro Nacional de Metrológia En EUA se tiene el NIST (National Institute of Standards and Technologý) Un Estándar primario es certificado por NIST o por una organización alterna que use procedimientos de calibración actualizados Los Estándares secundarios son calibrados por el depto. de Metrología de las empresas en base a los estándares primarios, para efectos de calibración.
 Un Estándar primario es certificado por NIST o por una organización alterna que use procedimientos de calibración actualizados. Los Estándares secundarios son calibrados por el depto. de Metrología de las empresas en base a los estándares primarios, para efectos de calibración.")
308
Estándares internacionales
Los Estándares secundarios se transfieren a Estándares de trabajo en producción. Para determinar la exactitud de los sistemas de medición se debe conocer su rastreabilidad a Estándares nacionales e internacionales. Resolución: Para que el equipo de medición tenga una discriminación adecuada en la evaluación de las partes, su resolución debe ser al menos 1/10 de la variabilidad del proceso ( LTNS - LTNI = 6 )
")
309
Metrología Estándares de calibración
La trazabilidad hacia debajo de la trazabilidad se muestra a continuación National Institute Standards and Technology Laboratorios de Estándares Laboratorios de Metrología Laboratorios de Sistema de Control de Calidad Centros de Trabajo

310
Metrología Resumen del ISO 10012
“Quality assurance requirement for measuring euipment – Part 1: Metrological confirmation system for measuring equipment”. Contiene requerimientos de aseguramiento de calidad para asegurar que las mediciones sean hechas con la exactitud intencionada.

311
Metrología Resumen del ISO 10012 – Elementos clave
Todos los equipos de medición deben ser identificados, controlados, y calibrados. Deben mantenerse los registros de la calibración y trazabilidad a estándares nacionales Debe determinarse la incertidumbre de la medición Se deben tener disponibles los procedimientos para asegurar que el equipo de medición no conforme no sea utilizado

312
Metrología Resumen del ISO 10012 – Elementos clave
Debe establecerse un sistema de etiquetado que muestre la identificación única y su estado Se debe establecer la frecuencia de recalibración Las calibraciones deben ser trazables a estándares nacionales Se requieren procedimientos documentados para la calificación y entrenamiento del personal

313
V.D Estadística básica

314
V.D Estadística básica 1. Términos básicos
2. Teorema del límite central 3. Estadística descriptiva 4. Métodos gráficos 5. Conclusiones estadísticas válidas

315
V.D.1 Términos básicos

316
Estadística “La estadística descriptiva nos proporciona métodos para organizar y resumir información, la estadística inferencial se usa para obtener conclusiones a partir de una muestra” Por ejemplo, sí deseamos saber el promedio de peso de las personas en una población tenemos dos opciones: Pesar a todas y cada una de las personas, anotar y organizar los datos, y calcular la media. Pesar solo una porción o subconjunto de la población (muestra). Registrar y organizar los datos y calcular la media de la muestra, tomándola para pronosticar o Inferir la media de toda la población.
. Registrar y organizar los datos y calcular la media de la muestra, tomándola para pronosticar o Inferir la media de toda la población.")
317
Población y muestra Población: Es la colección de todos los elementos (piezas, personas, etc.). En nuestro caso sería un número infinito de mediciones de la característica del proceso bajo estudio. Muestra: Es una parte o subconjunto representativo de la población, o sea un grupo de mediciones de las características.
. En nuestro caso sería un número infinito de mediciones de la característica del proceso bajo estudio. Muestra: Es una parte o subconjunto representativo de la población, o sea un grupo de mediciones de las características.")
318
Estadísticos y parámetros
Estadístico: Es una medición tomada en una muestra que sirve para hacer inferencias en relación con una población (media de la muestra, desviación estándar de la muestra se indican con letras latinas X, s, p). Normalmente es una variable aleatoria y tiene asociada una distribución. Parámetro: Es el valor verdadero en una población (media, desviación estándar, se indican con letras griegas , , )
. Normalmente es una variable aleatoria y tiene asociada una distribución. Parámetro: Es el valor verdadero en una población (media, desviación estándar, se indican con letras griegas , , )")
319
Tipos de datos Datos continuos Los datos que tienen un valor real (temperatura, presión, tiempo, diámetro, altura ) Datos discretos: Datos que toman valores enteros (0, 1, 2, 3, etc.) Datos por atributos: Bueno - malo, pasa - no pasa, etc.
 Datos por atributos: Bueno - malo, pasa - no pasa, etc.")
320
V.D.2 Teorema del límite central

321
Teorema del límite central
La distribución de las medias de las muestras tiende a la normalidad independientemente de la forma de la distribución poblacional de la que sean obtenidas. Es la base de las cartas de control X-R.

322
Teorema del límite central
Por lo anterior la dispersión de las medias es menor que para los datos individuales Para las medias muestrales, el error estándar de la media se relaciona con la desviación estándar de la población como sigue:

323
Teorema del Límite Central
La distribución de las medias de las muestras tienden a distribuirse en forma normal Por ejemplo los 300 datos (cuyo valor se encuentra entre 1 a 9) pueden estar distribuidos como sigue:
 pueden estar distribuidos como sigue:")
324
Teorema del Límite Central
Población con media y desviación estándar y cualquier distribución. Seleccionando muestras de tamaño n y calculando la X-media o promedio en cada una X-media X-media X-media 3 Conforme el tamaño de muestra se incrementa las muestras se distribuyen normalmente con media de medias y desviación estándar de las medias de las muestras / n. También se denomina Error estándar de la media.

325
Teorema del Límite Central
La distribución de las medias de las muestras tienden a distribuirse en forma normal Tomando de muestras de 10 datos, calculando su promedio y graficando estos promedios se tiene:

326
TIPS PARA EL INSTRUCTOR
Cartas de Control NOTAS DEL INSTRUCTOR Causa especial Causas normales o comunes TIPS PARA EL INSTRUCTOR El instructor explicará cuales son los usos y la definición de las cartas de control, tomando como base las paginas 43 y 49 /130 del manual. Utilizar el ejemplo de ventas. DEFINICION Es una ayuda gráfica para el control de las variaciones de los procesos administrativos y de manufactura. C-14

327
Variación observada en una Carta de Control
Una Carta de control es simplemente un registro de datos en el tiempo con límites de control superior e inferior, diferentes a los límites de especificación. El patrón normal de un proceso se llama causas de variación comunes. El patrón anormal debido a eventos especiales se llama causa especial de variación.

328
Variación – Causas comunes
Límite inf. de especs. Límite sup. de especs. Objetivo

329
Variación – Causas especiales
Límite inf. de especs. Límite sup. de especs. Objetivo

330
Aplicación en la carta de control
“Escuche la Voz del Proceso” Región de control, captura la variación natural del proceso original M E D I A S C L LSC LIC Tendencia del proceso El proceso ha cambiado Causa Especial identifcada TIEMPO

331
Patrones Fuera de Control
Corridas 7 puntos consecutivos de un lado de X-media. Puntos fuera de control 1 punto fuera de los límites de control a 3 sigmas en cualquier dirección (arriba o abajo). Tendencia ascendente o descendente 7 puntos consecutivos aumentando o disminuyendo. Adhesión a la media 15 puntos consecutivos dentro de la banda de 1 sigma del centro. Otros 2 de 3 puntos fuera de los límites a dos sigma
. Tendencia ascendente o descendente. 7 puntos consecutivos aumentando o disminuyendo. Adhesión a la media. 15 puntos consecutivos dentro de la banda de 1 sigma del centro. Otros. 2 de 3 puntos fuera de los límites a dos sigma.")
332
en Control Estadístico
Patrón de Carta en Control Estadístico Proceso en Control estadístico Sucede cuando no se tienen situaciones anormales y aproximadamente el 68% (dos tercios) de los puntos de la carta se encuentran dentro del 1 de las medias en la carta de control. Lo anterior equivale a tener el 68% de los puntos dentro del tercio medio de la carta de control.
 de los puntos de la carta se encuentran dentro del 1 de las medias en la carta de control. Lo anterior equivale a tener el 68% de los puntos dentro del tercio medio de la carta de control.")
333
Aplicación en Intervalos de confianza
Intervalo de confianza para la media: A) Sigma conocida y n>30 (n es tamaño de muestra) B) Sigma desconocida y n<30, los grados de libertad son gl = n-1.
 Sigma conocida y n>30 (n es tamaño de muestra) B) Sigma desconocida y n<30, los grados de libertad son gl = n-1.")
334
Aplicación en Intervalos de confianza
Intervalo de confianza para proporciones y varianza: Para proporciones, p es la proporción y n>30 Para la varianza

335
V.D.3 Estadística descriptiva

336
Estadística Descriptiva
No existen en la naturaleza dos cosas exactamente iguales, ni siquiera los gemelos, por tanto la variación es inevitable y es analizada por la Estadística

337
Estadística descriptiva
La estadística descriptiva incluye: Medidas de tendencia central Medidas de dispersión Funciones de densidad de probabilidad Distribuciones de frecuencia y Funciones acumulativas de distribución

338
Estadística descriptiva
Medidas de tendencia central Representan las diferentes formas de caracterizar el valor central de un conjunto de datos Media muestral poblacional

339
Estadística descriptiva
Medidas de tendencia central Mediana: es el valor medio cuando los datos se arreglan en orden ascendente o descendente, en el caso de n par, la mediana es la media entre los valores intermedios

340
Estadística descriptiva
Medidas de tendencia central Moda: Valor que más se repite, puede haber más de una Media acotada (Truncated Mean): Se elimina cierto porcentaje de los valores más altos y bajos de un conjunto dado de datos (tomando números enteros), para los valores restantes se calcula la media.
: Se elimina cierto porcentaje de los valores más altos y bajos de un conjunto dado de datos (tomando números enteros), para los valores restantes se calcula la media.")
341
Estadística descriptiva
Medidas de tendencia central

342
Estadística descriptiva

343
Estadística descriptiva
Medidas de dispersión: Rango: Es el valor mayor menos el valor menor de un conjunto de datos

344
Estadística descriptiva
Medidas de dispersión: Varianza: es el promedio de las desviaciones al cuadrado respecto a la media (n para población y n-1 para muestra para eliminar el sesgo)
")
345
Estadística descriptiva
Medidas de dispersión: Desviación estándar: es la raíz cuadrada de la varianza ya sea poblacional o muestral S

346
Estadística descriptiva
Medidas de dispersión: Coeficiente de variación: es igual a la desviación estándar dividida por la media y se expresa en porcentaje

347
Estadística descriptiva
Función de densidad de probabilidad El área bajo la curva de densidad de probabilidad a la izquierda de un valor dado x, es igual a la probabilidad de la variable aleatoria en el eje x para X<= x Para distribuciones continuas Para distribuciones discretas

348
Estadística descriptiva
Función de distribución acumulada Función de densidad Función de distribución acumulada

349
Métodos gráficos Se incluyen los métodos siguientes: Diagramas de caja
Diagramas de tallo y hojas Diagramas de dispersión Análisis de patrones y tendencias Histogramas Distribuciones de probabilidad normales Distribuciones de Weibull

350
V.D.4 Métodos gráficos

351
Diagrama de caja PERCENTILES, DECILES Y QUARTILES
Cada conjunto de datos ordenado tiene tres cuartiles que lo dividen en cuatro partes iguales. El primer cuartil es ese valor debajo del cual clasifica el 25% de las observaciones y sobre el cual se encuentra el 75% restante. El segundo cuartil divide a los datos a la mitad similar a la mediana. El tercer cuartil es el valor debajo del cual se encuentra el 75% de las observaciones. Los deciles separan un conjunto de datos ordenado en 10 subconjuntos iguales y los percentiles en 100 partes

352
Diagrama de caja PERCENTILES, DECILES Y QUARTILES
La ubicación de un percentil se encuentra en: Donde: Lp es el sitio del percentil deseado en una serie ordenada n es el número de observaciones P es el percentil deseado

353
Diagrama de caja Por ejemplo para los datos siguientes: 3 10 19 27 34
38 48 56 67 74 4 12 20 29 39 59 7 14 21 31 36 43 52 62 69 76 9 15 25 37 45 53 63 72 79 17 47 64 73 80
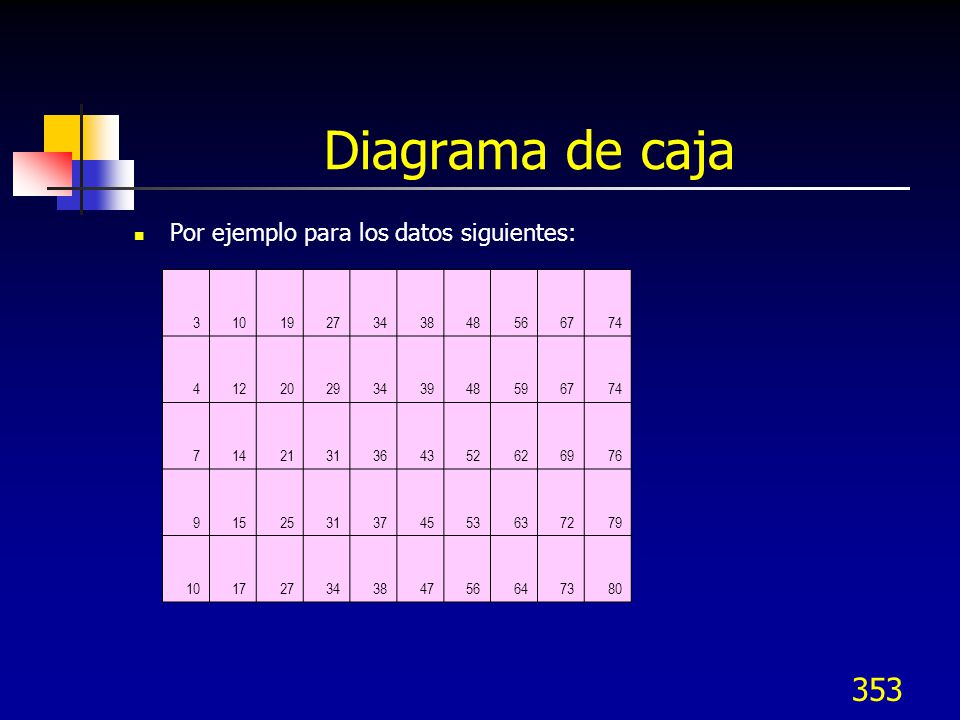
354
Diagrama de caja La localización del percentil 35 se halla en:
O sea que el percentil 35 está al 85% del trayecto comprendido entre la observación 17 que es 29 y la observación 18 que es 31 o sea L35 = 29 + (0.85)(31-29) = Por tanto el 35% de las observaciones están por debajo de 30.7 y el 65% restante por encima de 30.7. De la misma forma los percentiles 25, 50 y 75 proporcionan la localización de los cuartiles Q1, Q2 y Q3 respectivamente. Q1: es el número que representa al percentil 25 Q2 o Mediana: es el número que representa al percentil 50 Q3: es el número que representa al percentil 75 (hay 75% de los datos por debajo de este). Rango o Recorrido intercuartílico: es la diferencia entre Q1 y Q3.
(31-29) = Por tanto el 35% de las observaciones están por debajo de 30.7 y el 65% restante por encima de De la misma forma los percentiles 25, 50 y 75 proporcionan la localización de los cuartiles Q1, Q2 y Q3 respectivamente. Q1: es el número que representa al percentil 25. Q2 o Mediana: es el número que representa al percentil 50. Q3: es el número que representa al percentil 75 (hay 75% de los datos por debajo de este). Rango o Recorrido intercuartílico: es la diferencia entre Q1 y Q3.")
355
Gráficas de caja Permite identificar la distribución de los datos, muestra la mediana, bases y extremos. Mediana = dato intermedio entre un grupo de datos ordenados en forma ascendente Primer cuartil Tercer cuartil Mediana Valor mínimo Valor máximo DEFINICION: Es una ayuda gráfica para ver la variabilidad de los datos.

356
Métodos gráficos Diagramas de caja
Representan un resumen de los datos. La línea media es la mediana, los lados son el primer y tercer cuartil. El máximo y el mínimo se dibuja como puntos al final de las líneas (bigotes)
")
357
Métodos gráficos Diagramas de tallo y hojas
El diagrama consiste del agrupamiento de los datos por intervalos de clase, como tallos y los incrementos de datos más pequeños como hojas. Hojas Tallos

358
Métodos gráficos Diagramas de dispersión
Es una gráfica de muchos puntos coordenados X-Y que representan la relación entre dos variables. También se denomina carta de correlación. Se puede tomar la variable dependiente para el eje Y y la dependiente en el eje X. La correlación tiene las siguientes fuentes: Una relación de causa efecto Una relación entre dos causas Una relación entre una causa y dos o más causas

359
Relaciones no lineales
Métodos gráficos Diagramas de dispersión Positiva débil Positiva fuerte Sin correlación Negativa fuerte Relaciones no lineales

360
Métodos gráficos Coeficiente de correlación
El coeficiente de correlación “r” determina el grado de asociación entre dos variables X y Y

361
Métodos gráficos Análisis de correlación
Busca descubrir relaciones, aplicar el sentido común La línea de “mejor ajuste” es la línea de regresión, sin embargo un análisis visual debiera ser suficiente para identificar si hay o no hay relación Los diagramas de dispersión deben ser analizados antes de tomar decisiones sobre correlación estadística

362
Métodos gráficos Análisis de patrones y tendencias
Para visualizar el comportamiento de los datos en el tiempo Tendencia creciente Tendencia decreciente Corrida de proceso Valores anormales Ciclos Variabilidad creciente

363
Métodos gráficos Análisis de patrones y tendencias
Para visualizar el comportamiento de los datos en el tiempo Tendencia creciente

364
Histogramas

365
TIPS PARA EL INSTRUCTOR
Métodos gráficos NOTAS DEL INSTRUCTOR Histogramas Son gráficas de columnas de frecuencia que muestran una imagen estática del comportamiento del proceso y requieren un mínimo de 50 a 100 puntos La frecuencia en cada barra o intervalo es el número de puntos que caen dentro de ese intervalo Un proceso estable muestra un histograma con forma de campana unimodal, es predecible TIPS PARA EL INSTRUCTOR El instructor se auxiliará de las pags /130 del manual. Utilizar dos ejemplos uno planta y otro ventas. C-13

366
TIPS PARA EL INSTRUCTOR
Métodos gráficos NOTAS DEL INSTRUCTOR Histogramas Un proceso inestable muestra un histograma que no tiene una forma acampanada. Sin embargo los procesos que siguen una distribución exponencial, lognormal, gamma, beta, Weibull, Poisson, binomial, hipergeométrica, geométrica, etc. existen como procesos estables Cuando la distribución es acampanada, la variación alrededor de la media es aleatoria, otras variaciones son debidas a causas especiales o asignables. TIPS PARA EL INSTRUCTOR El instructor se auxiliará de las pags /130 del manual. Utilizar dos ejemplos uno planta y otro ventas. C-13

367
TIPS PARA EL INSTRUCTOR
Métodos gráficos NOTAS DEL INSTRUCTOR Permite ver la distribución que tienen los procesos de manufactura y administrativos vs. especificaciones Permiten ver la frecuencia con la que ocurren las cosas. La variabilidad del proceso se representa por el ancho del histograma, se mide en desviaciones estándar o . Un rango de ± 3 cubre el 99.73%. TIPS PARA EL INSTRUCTOR El instructor se auxiliará de las pags /130 del manual. Utilizar dos ejemplos uno planta y otro ventas. DEFINICION Un Histograma es la organización de un número de datos muestra que nos permite visualizar al proceso de manera objetiva. C-13

368
Histograma de Frecuencia
Media TAMAÑO TAMAÑO TAMAÑO En un proceso estable las mediciones se distribuyen normalmente, a la derecha y a la izquierda de la media adoptando la forma de una campana. M E D I C O N S TAMAÑO TAMAÑO

369
Histograma de Frecuencia
Permite ver la distribución de la frecuencia con la que ocurren las cosas en los procesos de manufactura y administrativos. La variabilidad del proceso se representa por el ancho del histograma, se mide en desviaciones estándar o , ± 3 cubre el 99.73%. LIE LSE DEFINICION Un Histograma es la organización de un número de datos muestra que nos permite visualizar al proceso de manera objetiva.

370
Las distribuciones pueden variar en:
POSICIÓN AMPLITUD FORMA … O TENER CUALQUIER COMBINACION

371
Medidas de Tendencia central
Media - Promedio numérico o centro de gravedad del histograma de mediciones Donde, Fi = Frecuencia de cada medición xi = Valor de cada medición individual - Usa todos los datos - Le afectan los extremos La media aritmética (También llamada la Media) es el promedio de los datos. A esto también se le llama medición de tendencia central. Se calcula sumando todas las observaciones de los datos y luego dividiendo entre el número de observaciones. Sirve como punto de equilibrio. Ej..( =15/5=3) ( =60/5=12) La Mediana es el valor medio de una secuencia ordenada de datos. Si no hay empates, la mitad de las observaciones serán menores y la otra mitad serán mayores. La mediana no es afectada por observaciones extremas de datos. Por lo tanto, siempre que esté presente una observación extrema es más apropiado usar la mediana que la media. La Moda es el valor que aparece con más frecuencia en una serie de datos. Mediana - Es el valor que se encuentra en medio de los datos o mediciones Moda - Es el valor que más se repite
 es el promedio de los datos. A esto también se le llama medición de tendencia central. Se calcula sumando todas las observaciones de los datos y luego dividiendo entre el número de observaciones. Sirve como punto de equilibrio. Ej..( =15/5=3) ( =60/5=12) La Mediana es el valor medio de una secuencia ordenada de datos. Si no hay empates, la mitad de las observaciones serán menores y la otra mitad serán mayores. La mediana no es afectada por observaciones extremas de datos. Por lo tanto, siempre que esté presente una observación extrema es más apropiado usar la mediana que la media. La Moda es el valor que aparece con más frecuencia en una serie de datos. Mediana - Es el valor que se encuentra en medio de los datos o mediciones. Moda - Es el valor que más se repite.")
372
Medidas de variabilidad o Dispersión – Desviación Estándar
S es usada cuando los datos corresponden a una muestra de la población. Como es el caso de una muestra de mediciones. s típicamente es usada si se está considerando a toda la población

373
Medidas de Dispersión- Rango, CV
Rango: Valor Mayor – Valor menor Coeficiente de variación: (Desv. Estándar / Media )*100%, Se usa para comparar datos en diferentes niveles de media o tipo. Por ejemplo: Material No. de Media Desviación Coeficiente Observaciones Aritmética Estándar de Variación n s Srel A ,204 B ,250 El Material A tiene una menor variabilidad relativa relativa que el material B Error estándar de la Media: Es la desviación estándar de las medias de las muestras de mediciones, se representa como la desviación estándar de la población entre la raíz de n = número de mediciones por muestra.
*100%, Se usa para comparar datos en diferentes niveles de media o tipo. Por ejemplo: Material No. de Media Desviación Coeficiente. Observaciones Aritmética Estándar de Variación. n s Srel. A ,204. B ,250. El Material A tiene una menor variabilidad relativa relativa que el material B. Error estándar de la Media: Es la desviación estándar de las medias de las muestras de mediciones, se representa como la desviación estándar de la población entre la raíz de n = número de mediciones por muestra.")
374
Histogramas con Datos agrupados
El Histograma es una gráfica de las frecuencias que presenta los diferentes datos o valores de mediciones agrupados en celdas y su frecuencia. Una tabla de frecuencias lista las categorías o clases de valores con sus frecuencias correspondientes, por ejemplo: CLASE FRECUENCIA

375
Definiciones - datos agrupados
Límite inferior y superior de clase Son los numeros más pequeños y más grandes de las clases (del ejemplo, 1 y 5; 6 y 10; 11 y 15; 16 y 20; 21 y 25; 26 y 30) Marcas de clase Son los puntos medios de las clases (del ejemplo 3, 8, 13, 18, 23 y 28) Fronteras de clase Se obtienen al incrementar los límites superiores de clase y al decrementar los inferiores en una cantidad igual a la media de la diferencia entre un límite superior de clase y el siguiente límite inferior de clase (en el ejemplo, las fronteras de clase son 0.5, 5.5, 10.5, 15.5, 20.5, 25.5 y 30.5) Ancho de clase Es la diferencia entre dos límites de clase inferiores consecutivas(en el ejemplo, es 5).
 Marcas de clase. Son los puntos medios de las clases (del ejemplo 3, 8, 13, 18, 23 y 28) Fronteras de clase. Se obtienen al incrementar los límites superiores de clase y al decrementar los inferiores en una cantidad igual a la media de la diferencia entre un límite superior de clase y el siguiente límite inferior de clase (en el ejemplo, las fronteras de clase son 0.5, 5.5, 10.5, 15.5, 20.5, 25.5 y 30.5) Ancho de clase. Es la diferencia entre dos límites de clase inferiores consecutivas(en el ejemplo, es 5).")
376
Construcción del histograma - datos agrupados
Paso 1. Contar los datos (N) Paso 2. Calcular el rango de los datos R = (Valor mayor- valor menor) Paso 3. Seleccionar el número de columnas o celdas del histograma (K). Como referencia si N = 1 a 50, K = 5 a 7; si N = ; K = También se utiliza el criterio K = Raíz (N) Paso 4. Dividir el rango por K para obtener el ancho de clase Paso 5. Identificar el límite inferior de clase más conveniente y sumarle el ancho de clase para formar todas las celdas necesarias Paso 6. Tabular los datos dentro de las celdas de clase Paso 7. Graficar el histograma y observar si tiene una forma normal
 Paso 2. Calcular el rango de los datos R = (Valor mayor- valor menor) Paso 3. Seleccionar el número de columnas o celdas del histograma (K). Como referencia si N = 1 a 50, K = 5 a 7; si N = ; K = También se utiliza el criterio K = Raíz (N) Paso 4. Dividir el rango por K para obtener el ancho de clase. Paso 5. Identificar el límite inferior de clase más conveniente y sumarle el ancho de clase para formar todas las celdas necesarias. Paso 6. Tabular los datos dentro de las celdas de clase. Paso 7. Graficar el histograma y observar si tiene una forma normal.")
377
Ejemplo: Datos para histograma

378
Ejemplo: Construcción del histograma
Paso 1. Número de datos N = 50 Paso 2. Rango R = = 60 Paso 3. Número de celdas K = 6; Paso 4. Ancho de clase = 60 / 6 = 10 Paso 5. Lím. de clase: , , , , , 65-74, 75-94 Paso 6. Número de datos: Marcas de clase Paso 7. Graficar el histograma y observar si tiene una forma normal

379
Histograma en Excel Accesar el menu de análisis de datos con HERRAMIENTAS, ANALISIS DE DATOS, HISTOGRAMAS Marcar los datos de entrada en RANGO DE ENTRADA, marcar el rango de los límites superiores de clase en RANGO DE CLASES, indicar GRAFICA, marcar el área de resultados con RANGO DE SALIDA y obtener resultados y gráfica NOTA: Los datos deben estar en forma no agrupada, Excel forma los grupos en forma automática o se le pueden proporcionar los límites de las celdas.

380
Construcción del histograma

381
Otras medidas de Dispersión- Rango, CV
Rango: Valor Mayor – Valor menor Coeficiente de variación: (Desv. Estándar / Media *100% Se usa para comparar datos en diferentes niveles de media o tipo. Por ejemplo: Material No. de Media Desviación Coeficiente Observaciones Aritmética Estándar de Variación n s Srel A ,204 B ,250 El Material A tiene una menor variabilidad relativa relativa que el material B

382
Cálculo de la media - datos agrupados
Media - Promedio numérico o centro de gravedad del histograma Donde, Fi = Frecuencia de cada observación xi = Valor de cada marca de clase - Usa todos los datos - Le afectan los extremos La media aritmética (También llamada la Media) es el promedio de los datos. A esto también se le llama medición de tendencia central. Se calcula sumando todas las observaciones de los datos y luego dividiendo entre el número de observaciones. Sirve como punto de equilibrio. Ej..( =15/5=3) ( =60/5=12) La Mediana es el valor medio de una secuencia ordenada de datos. Si no hay empates, la mitad de las observaciones serán menores y la otra mitad serán mayores. La mediana no es afectada por observaciones extremas de datos. Por lo tanto, siempre que esté presente una observación extrema es más apropiado usar la mediana que la media. La Moda es el valor que aparece con más frecuencia en una serie de datos. Mediana - Es el valor que se encuentra en medio de los datos Moda - Es el valor que más se repite
 es el promedio de los datos. A esto también se le llama medición de tendencia central. Se calcula sumando todas las observaciones de los datos y luego dividiendo entre el número de observaciones. Sirve como punto de equilibrio. Ej..( =15/5=3) ( =60/5=12) La Mediana es el valor medio de una secuencia ordenada de datos. Si no hay empates, la mitad de las observaciones serán menores y la otra mitad serán mayores. La mediana no es afectada por observaciones extremas de datos. Por lo tanto, siempre que esté presente una observación extrema es más apropiado usar la mediana que la media. La Moda es el valor que aparece con más frecuencia en una serie de datos. Mediana - Es el valor que se encuentra en medio de los datos. Moda - Es el valor que más se repite.")
383
Desviación Estándar - Datos agrupados
S es usada cuando los datos corresponden a una muestra de la población Nota: Cada Xi representa la marca de clase típicamente es usada si se está considerando a toda la población NOTA: Para lo cálculos con Excel, se puede utilizar el mismo método que para datos no agrupados, tomando como Xi los valores de las marcas de clase.

384
Ejercicio de Histogramas
Datos:

385
V.D.5 Conclusiones estadísticas válidas

386
Estadística descriptiva e inferencial
Estudios descriptivos enumerativos : Los datos enumerativos son los que pueden ser contados. Para Deming: En un Estudio enumerativo la acción se toma en el universo. En un estudio analítico la acción será tomada en un proceso para mejorar su desempeño futuro

387
Obteniendo conclusiones válidas
Obtención de conclusiones estadísticas válidas El objetivo de la estadística inferencial es obtener conclusiones acerca de las características de la población (parámetros , , ) con base en la información obtenida de muestras (estadísticos X, s, r) Los pasos de la estadística inferencial son: La inferencia La evaluación de su validez
 con base en la información obtenida de muestras (estadísticos X, s, r) Los pasos de la estadística inferencial son: La inferencia. La evaluación de su validez.")
388
Obteniendo conclusiones válidas
Los pasos de la estadística inferencial son: Definir el objetivo del problema en forma precisa Decidir si el problema se evaluará con una o dos colas Formular una hipótesis nula y la alterna Seleccionar una distribución de prueba y un valor crítico del estadístico reflejado el grado de incertidumbre que puede ser tolerado (alfa, riesgo)
")
389
Obteniendo conclusiones válidas
Los pasos de la estadística inferencial son: Calcular el valor del estadístico de prueba con la información de la muestra Comparar el valor del estadístico calculado vs su valor crítico y tomar una decisión de aceptar o rechazar la hipótesis nula Comunicar los hallazgos a las partes interesadas

390
Obteniendo conclusiones válidas
Hipótesis nula a ser probada (Ho) y alterna (Ha) La hipótesis nula puede ser rechazada o no ser rechazada no puede ser aceptada La hipótesis alterna incluye todas las posibilidades que no están en la nula y se designa con H1 o Ha. Ho: Ya = Yb Ha: Ya Yb Prueba de dos colas Ho: A B Ha: A<B Prueba de cola izquierda
 y alterna (Ha) La hipótesis nula puede ser rechazada o no ser rechazada no puede ser aceptada. La hipótesis alterna incluye todas las posibilidades que no están en la nula y se designa con H1 o Ha. Ho: Ya = Yb Ha: Ya Yb Prueba de dos colas. Ho: A B Ha: A<B Prueba de cola izquierda.")
391
Obteniendo conclusiones válidas
Estadístico de prueba: Para probar la hipótesis nula sobre un parámetro poblacional, se debe calcular un estadístico de prueba de la información de la muestra El estadístico de prueba se compara con un valor crítico apropiado Se toma una decisión de rechazar o no rechazar la hipótesis nula

392
Obteniendo conclusiones válidas
Tipos de errores: Error tipo I: resulta cuando se rechaza Ho siendo verdadera, se denomina como alfa o riesgo del productor Error tipo II: resulta cuando no se rechaza Ho siendo que es falsa, es denominado beta o riesgo del consumidor Incrementando el tamaño de muestra se reducen alfa y beta. Alfa es normalmente 5%. Alfa y beta son inversamente relativos

393
V.E Probabilidad

394
Conceptos básicos de probabilidad
Principios básicos: La probabilidad de un evento varia entre 0 y 1 (éxito) Un evento simple no puede descomponerse El conjunto de resultados posibles del experimento se denomina espacio muestral La suma de las probabilidades en el espacio muestra es 1 Si se repite un experimento un gran número de veces N y el evento E es observado nE veces, la probabilidad de E es aproximadamente:
 Un evento simple no puede descomponerse. El conjunto de resultados posibles del experimento se denomina espacio muestral. La suma de las probabilidades en el espacio muestra es 1. Si se repite un experimento un gran número de veces N y el evento E es observado nE veces, la probabilidad de E es aproximadamente:")
395
Conceptos básicos de probabilidad
Eventos compuestos (conjunto de dos o más eventos): La unión de A o B contiene elementos de A o de B La intersección de A y B contiene elementos comunes que se localizan al mismo tiempo en A y en B
: La unión de A o B contiene elementos de A o de B. La intersección de A y B contiene elementos comunes que se localizan al mismo tiempo en A y en B.")
396
Probabilidad Introducción:
Diferencia entre experimento deterministico y aleatorio (estocastico). Deterministico. Se obtienen el mismo resultado, con condiciones experimentales similares La caída de un cuerpo Aleatorio. Se obtienen distintos resultados , aunque se repitan en condiciones similares. Tiempo de vida de un componente eléctrico
. Deterministico. Se obtienen el mismo resultado, con condiciones experimentales similares. La caída de un cuerpo. Aleatorio. Se obtienen distintos resultados , aunque se repitan en condiciones similares. Tiempo de vida de un componente eléctrico.")
397
Conceptos relacionados a experimentos aleatorios:
Variable aleatoria. Es el nombre Que se le da a la característica (s) de interés observada en un experimento. Dicha variable es denotada por letras mayúsculas. Pueden ser Continuas o Discretas. Espacio muestra. Es el conjunto de todos los posibles valores Que toma una variable aleatoria en un experimento. Puede ser finito o infinito. Evento. Puede ser uno o una combinación de los valores Que toma una variable aleatoria
 de interés observada en un experimento. Dicha variable es denotada por letras mayúsculas. Pueden ser Continuas o Discretas. Espacio muestra. Es el conjunto de todos los posibles valores Que toma una variable aleatoria en un experimento. Puede ser finito o infinito. Evento. Puede ser uno o una combinación de los valores Que toma una variable aleatoria.")
398
Espacio Muestral Consiste en todos los posibles resultados de un experimento. Para el lanzamiento de una moneda es (A,S).
.")
399
Probabilidad histórica o frecuentista.
Una forma de conocer algo acerca del comportamiento de una variable aleatoria es conociendo como se comporto en el pasado. Note Que si un experimento se realizo un gran numero de veces, N, y la se observo Que en n veces sucedía el evento A, entonces n/N es un estimación razonable de la proporción de tiempos Que el evento A sucederá en el futuro. Para un gran numero de experimentos N, se puede interpretar dicha proporción como la probabilidad de del evento A.

400
Ejemplo en los 1900-s , Karl Pearson lanzo una moneda 24,000 veces y obtuvo 12,012 caras, dando una proporción de 1 .5 probabilidad de caras 500 1000 n

401
Definición Clásica de Probabilidad.
La probabilidad de un evento A, puede ser calculada mediante la relación de el numero de respuestas en favor de A, y el numero total de resultados posibles en un experimento. Note Que para las dos definiciones dadas de probabilidad esta será un numero entre 0 y 1. Ejemplo 1. Se observa si 3 artículos tienen defecto o no , con defecto (m) o sin defecto (v). S={vvv,mvv,vmv,vvm,vmm,mvm,mmv,mmm} es el espacio muestral . Asociada a este espacio muestral se puede definir la variable aleatoria X=# de defectos, la cual toma los valores {0,1,2,3}
 o sin defecto (v). S={vvv,mvv,vmv,vvm,vmm,mvm,mmv,mmm} es el espacio muestral . Asociada a este espacio muestral se puede definir la variable aleatoria X=# de defectos, la cual toma los valores {0,1,2,3}")
405
Leyes de probabilidades
1. En un experimento, si P(A) e la probabilidad de un evento A, entonces la probabilidad de Que no suceda A es: 2. En un experimento, si A y B son dos eventos mutuamente excluyentes entonces la probabilidad de Que ocurra A o el evento B es Para el caso de dos eventos A y B Que no son mutuamente excluyentes. A las dos ecuaciones se les conoce como Leyes de adición de probabilidad
 e la probabilidad de un evento A, entonces la probabilidad de Que no suceda A es: 2. En un experimento, si A y B son dos eventos mutuamente excluyentes entonces la probabilidad de Que ocurra A o el evento B es. Para el caso de dos eventos A y B Que no son mutuamente excluyentes. A las dos ecuaciones se les conoce como. Leyes de adición de probabilidad.")
406
Reglas de la probabilidad
Ley de la Adición Si 2 eventos A y B no son mutuamente excluyentes, entonces la probabilidad que el evento A o el evento B ocurra es: Ley de la Multiplicación probabilidad que ambos A y B ocurran es Cuando los eventos A y B son independientes, entonces P(A|B) = P(A) y
 = P(A) y.")
407
Permutaciones Definición.
Un arreglo ordenado de r objetos diferentes es llamado una permutación . El numero resultante de ordenar n objetos diferentes tomando r a la vez será representado por el símbolo Antes revisemos el concepto de factorial !!!!!! Considere el siguiente caso: Hay 3 libros: Uno de Historia (H), Uno de Física (F), Otro de Matemáticas (M). Note Que existen 6 formas de acomodar dichos libros. { HFM, HMF, FHM, FMH, MHF, MFH } Aquí importa el orden 3*2*1=6
, Uno de Física (F), Otro de Matemáticas (M). Note Que existen 6 formas de acomodar dichos libros. { HFM, HMF, FHM, FMH, MHF, MFH } Aquí importa el orden. 3*2*1=6.")
408
Diagramas de árbol 12 tratamientos
En casos simples resultan útiles los diagramas de árbol para enumerar objetos en forma sistemática. Ejemplo: Se desea conocer todas las formas posibles de hacer un experimento que consiste en 4 componentes de auto a {L1, L2, L3, L4}, entonces cada componente es sometido a tres diferentes temperaturas de {A1, A2, A3} hasta que se obtiene una falla. A1 A2 L1 A3 A1 L2 A2 A3 12 tratamientos A1 L3 A2 A3 L4 A1 A2 A3

409
n! se lee como n factorial
El numero de formas de ordenar n objetos distintos en n lugares diferentes es : n! se lee como n factorial ¿ Que pasa cuando tenemos solo r lugares para acomodar n objetos, tal Que n es mayor o igual que r? En este caso el numero de arreglos resulta ser:

410
10 intensidades (i1,i2,…,i10 ) y 2 aplicaciones.
Ejemplo: Suponga que a un grupo de motores se les aplicara un tratamiento que consiste en dos aplicaciones de diferentes intensidades de presión. Hay 10 diferentes intensidades y el orden de administrar las intensidades es importante, ¿ cuantos motores se ocupan si cada tratamiento se tiene que llevar a cabo?. 10 intensidades (i1,i2,…,i10 ) y 2 aplicaciones. Nos interesa contar los pares (i1,12),(i1,i3),…..
 y 2 aplicaciones. Nos interesa contar los pares (i1,12),(i1,i3),…..")
411
!! En este caso no es importante el orden de los objetos !!
Combinaciones Una combinación es un arreglo de distintos elementos , en donde una combinación difiere de otra solamente si el contenido del arreglo es distinto. !! En este caso no es importante el orden de los objetos !! Definición. (Combinaciones). El numero de combinaciones de n objetos tomando r a la vez es el numero de maneras de formar un subconjunto de tamaño r de los n objetos. Esto se denota como:
. El numero de combinaciones de n objetos tomando r a la vez es el numero de maneras de formar un subconjunto de tamaño r de los n objetos. Esto se denota como:")
412
Teorema 2. Ejemplo: En un lote de producción 100 chips de computadora, un comprador desea adquirir 10 chips, ¿ de cuantas formas se pueden seleccionar 10 chips de ese lote?.

413
V.E.2 Distribuciones de probabilidad

414
Distribuciones usadas por los Black Belts
Distribución Binomial Distribución Poisson Distribución Normal Distribución Chi Cuadrada Distribución t de Student Distribución F

415
Tipos de variables aleatorias
Variable aleatoria: Es aquella función que a cada resultado posible de un experimento le asocia un numero real. Se denotan con letras Mayúsculas: X,Y,Z,etc.... Tipos de variables aleatorias Discretas Continuas

416
Variables aleatorias discretas
Es aquella variable que únicamente toma valores susceptibles de contarse. Ejemplo 1: Considere el experimento de tomar al azar una ficha de asistencia de un numero de empleados. Sea X la variable numero de ausencias al año de un empleado. Note que X toma valores 0,1,2,...,250. Ejemplo 2: Considere un experimento que consiste en medir el numero de artículos defectos de un lote de producto. Si Y es la variable numero de defectos , toma valores 0,1,2,...

417
Distribuciones y funciones de probabilidad
Toda variable aleatoria tiene asociada una función de probabilidades Ejemplo : Se lanzan dos monedas y observamos el numero Y de caras. Espacio muestral:{a, as, sa, ss} Y toma valores 0,1,2.

418
Función de probabilidades para Y.
0.51 0.46 0.41 Gráfica p P(Y=y) 0.36 0.31 0.26 -0.2 0.3 0.8 1.3 1.8 y Y
 y. Y.")
419
Formula para la distribución de probabilidades de la tabla anterior
La distribución de probabilidades puede ser una Tabla, una Gráfica o una formula.

420
Requisitos para una distribución de probabilidad discreta
En algunas ocasiones la notación usada es:

421
Funciones de distribución acumulativa
La función de distribución de probabilidades acumulativa es calcula sumando las probabilidades obtenidas hasta un determinado valor de la variable aleatoria. Esta función tiene propiedades.

422
Función de distribución acumulativa para Y=#de caras
0.9 0.7 F(x) 0.5 0.3 -0.2 0.3 0.8 1 1.3 1.8 2 y
 y.")
423
Valor Esperado o Media de una variable aleatoria discreta
La media o valor esperado de una variable aleatoria discreta X , denotada como o E(X), es La media es el centro de la masa del rango de los valores de X.
, es. La media es el centro de la masa del rango de los valores de X.")
424
Calculo de la media para la variable de No. De defectos
En este caso note que esta media no toma un valor entero como X

425
Media

426
Ejercicio: La demanda de un producto es -1,0,1,2 por dia (-1 significa devolución). Con probabilidades dadas por 1/5,1/10,2/5,3/10. Calcular la demanda esperada.
. Con probabilidades dadas por 1/5,1/10,2/5,3/10. Calcular la demanda esperada.")
427
Varianza de una variable aleatoria
Sea Y una variable aleatoria discreta con distribución de probabilidades P(X=x). Entonces , la varianza de Y es: Medida de dispersión
. Entonces , la varianza de Y es: Medida de dispersión.")
429
La desviación estándar de una variable aleatoria es simplemente la raíz cuadrada de la varianza

430
Distribuciones Discretas
Uniforme discreta. La variable aleatoria toma un numero finito de n valores , cada uno con igual probabilidad.

431
Uniforme discreta con n=10

432
La media y varianza de la distribución Uniforme discreta son:
Aplicaciones

433
Distribución hipergeométrica
Se aplica cuando la muestra (n) es una porporción relativamente grande en relación con la población (n > 0.1N). El muestreo se hace sin reemplazo P(x,N,n,D) es la probabilidad de exactamente x éxitos en una muestra de n elementos tomados de una población de tamaño N que contiene D éxitos. La función de densidad de distribución hipergeométrica:
 es una porporción relativamente grande en relación con la población (n > 0.1N). El muestreo se hace sin reemplazo. P(x,N,n,D) es la probabilidad de exactamente x éxitos en una muestra de n elementos tomados de una población de tamaño N que contiene D éxitos. La función de densidad de distribución hipergeométrica:")
434
Distribución hipergeométrica
La media y la varianza de la distribución hipergeométrica son:

435
Distribución hipergeométrica
Ejemplo: De un grupo de 20 productos, 10 se seleccionan al azar para prueba. ¿Cuál es la probabilidad de que 10 productos seleccionados contengan 5 productos buenos? Los productos defectivos son 5 en el lote. N = 20, n = 10, D = 5, (N-D) = 15, x = 5 P(x=5) = = 1.83%
 = 15, x = 5. P(x=5) = = 1.83%")
436
Distribución Binomial
Ensayo Bernoulli. Es un experimento aleatorio que solo tiene dos resultados. Éxito o fracaso. Donde la probabilidad de éxito se denota por p Suponga se realizan n experimentos Bernoulli independientes. Suponga que la variable X de interés es el numero de éxitos. X toma valores 0,1,2,...,n

437
Distribución binomial
Se utiliza para modelar datos discretos y se aplica para poblaciones grandes (N>50) y muestras pequeñas (n<0.1N). El muestreo binomial es con reemplazamiento. Es apropiada cuando la proporción defectiva es mayor o igual a 0.1. La binomial es una aproximación de la hipergeométrica La distribución normal se paroxima a la binomial cuando np > 5
 y muestras pequeñas (n<0.1N). El muestreo binomial es con reemplazamiento. Es apropiada cuando la proporción defectiva es mayor o igual a 0.1. La binomial es una aproximación de la hipergeométrica. La distribución normal se paroxima a la binomial cuando np > 5.")
438
La variable aleatoria X tiene una distribución binomial
Tiene media y varianza.

439
Distribución de Poisson
Se utiliza para modelar datos discretos Se aproxima a la binomial cuando p es igual o menor a 0.1, y el tamaño de muestra es grande (n > 16) por tanto np > 1.6
 por tanto np > 1.6.")
440
Distribución de Poisson
Una Variable aleatoria X tiene distribución Poisson si toma probabilidades con.

441
La Distribución Normal

442
IMPORTANCIA DE LA DISTRIBUCIÓN NORMAL
Abraham Simon de Carl Francis de Moivre Laplace Gauss Galton Los primeros industriales frecuentemente se basaban en el conocimiento de limites normales para clasificar artículos o procesos como correctos o de otro modo. Por ejemplo, el colesterol arriba de 250 mg/dl es ampliamente conocido que incrementa el riesgo de un paro cardiaco. Una determinación precisa - pudiera ser asunto de vida o muerte. Sin embargo , no todas las variables son normales. Por ejemplo: urea y ph

443
CARACTERISTICAS DE UNA DISTRIBUCIÓN NORMAL
La curva normal es acampanada y tiene un solo pico en toda la distribución. La media, mediana, y moda de la distribución son las mismas y están localizadas en el pico. La mitad del área de la curva esta arriba del punto central (pico), y la otra mitad esta abajo. La distribución normal es simétrica alrededor de su media. Es asintotica - la curva se acerca a eje x pero nunca lo toca.
, y la otra mitad esta abajo. La distribución normal es simétrica alrededor de su media. Es asintotica - la curva se acerca a eje x pero nunca lo toca.")
444
CARACTERISTICAS DE UNA DISTRIBUCION NORMAL
La Normal is simétrica Cola Cola Teóricamente, la curva se extiende a + infinito Teóricamente, la curva se extiende a - infinito Media, mediana, y moda son iguales

446
Distribución Normal Distribución de la Función Normal
Función de Densidad de Probabilidad Normal = 500 = 30 = 50 = 70 0.0000 0.0020 0.0040 0.0060 0.0080 0.0100 0.0120 0.0140 200 400 600 800 1000 Tiempo f(t)
")
447
Curvas Normales con Medias iguales pero Desviaciones estándar diferentes

448
Desviaciones estándar diferentes
Normales con Medias y Desviaciones estándar diferentes m = 5, s = 3 m = 9, s = 6 m = 14, s = 10

449
La distribución Normal estándar
La distribución normal estándar es una distribución de probabilidad que tiene media 0 y desviación estándar de 1. El área bajo la curva o la probabilidad desde menos infinito a más infinito vale 1. La distribución normal es simétrica, es decir cada mitad de curva tiene un área de 0.5. La escala horizontal de la curva se mide en desviaciones estándar, su número se describe con Z. Para cada valor Z se asigna una probabilidad o área bajo la curva mostrada en la Tabla de distribución normal

450
Las distribuciones pueden variar en:
POSICIÓN AMPLITUD FORMA … O TENER CUALQUIER COMBINACION

451
La Distribución Normal
Para la población - se incluyen TODOS los datos Para la muestra X m-3s m-2s m-s m m+s m+2s m+3s x-3s x-2s x-s x x+s x+2s x+3s

452
La Distribución Normal Estándar
La desviación estándar sigma representa la distancia de la media al punto de inflexión de la curva normal X x-3s x-2s x-s x x+s x+2s x+s3 z 1 2 3 -1 -2 -3

453
AREA BAJO LA CURVA NORMAL
Alrededor de 68 % del area bajo la curva normal está entre más una y menos una desviación estándar de la media. Esto puede ser escrito como: m ± 1s. Cerca del 95 % del área bajo la normal está entre más y menos 2 desviaciones estándar de la media, m ± 2s. Prácticamente toda (99.74 %) el área bajo la normal esta entre 3 desviaciones de la media m ± 3s.
 el área bajo la normal esta entre 3 desviaciones de la media m ± 3s.")
454
Cálculos con Excel – Dist. Normal Estándar
Distribución normal estándar con media = 0 y desviación estándar = 1: Para Z = (X - Xmedia )/ s 1. Área desde menos infinito a un valor de Z se obtiene como sigue: - Colocarse en una celda vacía Accesar el menú de funciones con Fx, ESTADÍSTICAS, DISTR.NORM.ESTAND, dar valor de Z y obtener el área requerida Z Area 2. Un valor de Z específico para una cierta área (por ejemplo 0.05) se obtiene como sigue: - Accesar el menú de funciones con Fx, ESTADÍSTICAS, o DISTR.NORM.ESTAND.INV, dar valor del área y se obtiene la Z
/ s. 1. Área desde menos infinito a un valor de Z se obtiene como sigue: - Colocarse en una celda vacía. Accesar el menú de funciones con Fx, ESTADÍSTICAS, DISTR.NORM.ESTAND, dar valor de Z y obtener el área requerida. Z. Area. 2. Un valor de Z específico para una cierta área (por ejemplo 0.05) se obtiene como sigue: - Accesar el menú de funciones con Fx, ESTADÍSTICAS, o DISTR.NORM.ESTAND.INV, dar valor del área y se obtiene la Z.")
455
Entre: % % % m+3s m-2s m-1s m m+1s m+2s m+3s

456
Características de la Distribución Normal
68% 34% 34% +1s 95% +2s 99.73% +3s

457
El valor de Z Determina el número de desviaciones estándar entre algún valor x y la media de la población, mu Donde sigma es la desviación estándar de la población. En Excel usar Fx, ESTADISTICAS, NORMALIZACIÓN, para calcular el valor de Z z = x - m s (p..390) Se usa para hacer inferencias estádisticas acerca de la media cuando Sigma es conocida. Está basada en el teorema de límite central, la distribución de muestreo de la media deberia tener una distribución normal y la estádistica de prueba Z seria. El numerador es una medida de qué tan lejos la media de muestra observada, X, se encuentra de la media supuesta, m x . El denominador es el error estándar de la media, de modo que Z representa cuántos errores estándar X esta de m. x.
 Se usa para hacer inferencias estádisticas acerca de la media cuando Sigma es conocida. Está basada en el teorema de límite central, la distribución de muestreo de la media deberia tener una distribución normal y la estádistica de prueba Z seria. El numerador es una medida de qué tan lejos la media de muestra observada, X, se encuentra de la media supuesta, m x . El denominador es el error estándar de la media, de modo que Z representa cuántos errores estándar X esta de m. x.")
458
y desviación estándar = 10
Proceso con media =100 y desviación estándar = 10 68% 34% 34% 68% 95% 2.356% 68% 2.356% 99.73%

459
Áreas bajo la curva normal

460
Cálculos con Excel – Dist. Normal Estándar
Distribución normal estándar con media = 0 y desviación estándar = 1: Para Z = (X - Xmedia )/ s 1. Área desde menos infinito a un valor de Z se obtiene como sigue: - Colocarse en una celda vacía Accesar el menú de funciones con Fx, ESTADÍSTICAS, DISTR.NORM.ESTAND, dar valor de Z y obtener el área requerida Z Area 2. Un valor de Z específico para una cierta área (por ejemplo 0.05) se obtiene como sigue: - Accesar el menú de funciones con Fx, ESTADÍSTICAS, o DISTR.NORM.ESTAND.INV, dar valor del área y se obtiene la Z
/ s. 1. Área desde menos infinito a un valor de Z se obtiene como sigue: - Colocarse en una celda vacía. Accesar el menú de funciones con Fx, ESTADÍSTICAS, DISTR.NORM.ESTAND, dar valor de Z y obtener el área requerida. Z. Area. 2. Un valor de Z específico para una cierta área (por ejemplo 0.05) se obtiene como sigue: - Accesar el menú de funciones con Fx, ESTADÍSTICAS, o DISTR.NORM.ESTAND.INV, dar valor del área y se obtiene la Z.")
461
Cálculos con Excel – Distr. Normal
Distribución normal, dadas una media y desviación estándar: 1. Área desde menos infinito a X se obtiene como sigue: - Colocarse en una celda vacía - Accesar el menú de funciones con Fx, ESTADÍSTICAS, DISTR.NORM, dar el valor de X, Media, Desviación Estándar s, VERDADERO y se obtendrá el área requerida X Area 2. Un valor de X específico para una cierta área (por ejemplo 0.05) se obtiene como sigue: - Accesar el menú de funciones con Fx, ESTADÍSTICAS, DISTR.NORM.INV, dar el valor del área, Media y Desviación Estándar y se obtendrá el valor de la X
 se obtiene como sigue: - Accesar el menú de funciones con Fx, ESTADÍSTICAS, DISTR.NORM.INV, dar el valor del área, Media y Desviación Estándar y se obtendrá el valor de la X.")
462
Calculo de Probabilidades normales
1. Identificar la variable de interés. 2. Identificar los parámetros de la variable (su media y desv. estándar). 3. ¿Cual es la pregunta área bajo la curva de probabilidad normal? 4. Convertir los valores a la distribución normal estándar (estandarización Z = (X-Media)/S) . 5. Encuentre la probabilidad en tabla de la normal estándar o por Excel.
. 3. ¿Cual es la pregunta área bajo la curva de probabilidad normal 4. Convertir los valores a la distribución normal estándar (estandarización Z = (X-Media)/S) . 5. Encuentre la probabilidad en tabla de la normal estándar o por Excel.")
463
Ejemplo El agua usada diariamente por persona en México está distribuida normalmente con media 20 litros y una desviación de 5 lts.. ¿Entre que valores cae cerca del 68% el agua usada por una persona en Mexico? m ± 1s = 20 ± 1(5). Esto es, cerca del 68% de la cantidad usada por persona cae entre 15 lts. y 25 lts.. De manera similar para 95% y 99%, el intervalo será de 10 lts a 30 lts y 5 lts a 35 lts.
. Esto es, cerca del 68% de la cantidad usada por persona cae entre 15 lts. y 25 lts.. De manera similar para 95% y 99%, el intervalo será de 10 lts a 30 lts y 5 lts a 35 lts.")
464
Ejemplo El agua usada diariamente por persona en México es distribuida normalmente con media 20 litros y una desviación de 5 lts. Sea X el uso diario de agua. Cual es la probabilidad que una persona seleccionada al azar use menos de 20 lts./dia? El valor z asociado es z = ( )/5 = 0. entonces, P(X < 20) = P(z < 0) = 0.5.
/5 = 0. entonces, P(X < 20) = P(z < 0) = 0.5.")
465
Ejemplo Que porciento usa entre 20 y 24 lts?
El value z asociado con X = 20 es z = 0 y con X = 24, z = ( )/5 = 0.8. Entonces, P(20 < X < 24) = P(0 < z < 0.8) = P(0.8) - P(0) = = o 28.81%. ¿Que porciento usa entre 16 y 20 lts? El valor z1 para X = 16 es z1 = ( )/5 = -0.8, y para X = 20, z2 = 0. Entonces, P(16 < X < 20) = P(-0.8 < z < 0) = P(0) - P(-0.8) = = = 28.81%.
/5 = 0.8. Entonces, P(20 < X < 24) = P(0 < z < 0.8) = P(0.8) - P(0) = = o 28.81%. ¿Que porciento usa entre 16 y 20 lts El valor z1 para X = 16 es z1 = ( )/5 = -0.8, y para X = 20, z2 = 0. Entonces, P(16 < X < 20) = P(-0.8 < z < 0) = P(0) - P(-0.8) = = = 28.81%.")
466
P(0 < z < 0.8) = 0.8
 =")
467
Ejemplo Cual es la probabilidad que una persona seleccionada al azar use mas de 28 lts? El valor z asociado a X = 28 es z = ( )/5 = Ahora, P(X > 28) = P(z > 1.6) = 1 - P(z < 1.6) = =
/5 = 1.6. Ahora, P(X > 28) = P(z > 1.6) = 1 - P(z < 1.6) = =")
468
P(z > 1.6) = = 0.0548 Area = z 1.6
 = = Area = z 1.6")
469
Ejemplo ¿Que porcentaje usa entre 18 y 26 lts?
El valor z asociado con X = 18 es z = ( )/5 = -0.4, y para X = 26, z = ( )/5 = entonces, P(18 < X < 26)= P(-0.4 < z < 1.2) = F(1.2) - F(-0.4)= =
/5 = -0.4, y para X = 26, z = ( )/5 = 1.2. entonces, P(18 < X < 26)= P(-0.4 < z < 1.2) = F(1.2) - F(-0.4)= =")
470
Ejemplos El tiempo de vida de las baterías del conejito tiene una distribución aproximada a la normal con una media de horas y una desviación estándar de 3.77 horas. ¿Qué porcentaje de las baterías se espera que duren 80 horas o menos? ¿Cuál es la probabilidad de que una batería dure entre 86.0 y 87.0 horas? ¿Cuál es la probabilidad de que una batería dure más de 87 horas?

471
Área bajo la curva normal
¿Que porcentaje de las baterías se espera que duren 80 horas o menos? Z = (x-mu) / s Z = ( )/(3.77)= / 3.77 = -1.42 80 85.36 -1.42
 / s. Z = ( )/(3.77)= / 3.77 =")
472
Área bajo la curva normal
¿Cuál es la probabilidad de que una batería dure entre 86.0 y 87.0 horas? 85.36 86 87 1

473
Área bajo la curva normal
¿Cuál es la probabilidad de que una batería dure más de 87 horas? 85.36 87 1.67 = .33 ó 33% de las veces una batería durará más de 87 horas

474
Ejercicios Considere una media de peso de estudiantes de 75 Kgs. con una desviación estándar de 10Kgs. Contestar lo siguiente: ¿Cuál es la probabilidad de que un estudiante pese más de 85Kgs.? 2. ¿Cuál es la probabilidad de que un estudiante pese menos de 50Kgs.? 3. ¿Cuál es la probabilidad de que pese entre 60 y 80 Kgs.?. 4. ¿Cuál es la probabilidad de que pese entre 55 y 70 Kgs.? 5. ¿Cuál es la probabilidad de que pese entre 85 y 100Kgs.?

475
Distribuciones muestrales

476
A las distribuciones de los estadísticas muestrales se les llama distribuciones muestrales.
POBLACION

477
Distribuciones Derivadas del muestreo de Poblaciones Normales
Muestra Aparecen distribuciones muestrales: Normal, Chi-cuadrada, t-student, F Población

478
Distribución de la Media:
Si es una muestra aleatoria de una Poblacion (X) con distribución normal Entonces se distribuye normal con media y varianza
 con distribución normal .Entonces se. distribuye normal con media y varianza.")
479
Distribuciones usadas normalmente
Distribución Chi Cuadrada Esta distribución se forma al sumar los cuadrados de las variables aleatorias normales estándar. Si Z es una variable aleatoria normal, entonces el estadístico Y siguiente es una variable aleatoria Chi cuadrada con n grados de libertad.

480
Distribución de la varianza.
Repaso de la distribución ji-cuadrada. La función de densidad de probabilidad con k grados de libertad y la función gama Γ es: k=grados de libertad. (1,2,...)
")
481
Gráficas de la distribución ji-cuadrada
K=1 K=5 K=50 K=25 Con k grande ji-cuadrada se hace normal

482
Media y varianza de una ji-cuadrada.
E(X)=k V(X)=2k Calculo de puntos críticos usando las tablas de ji-cuadrada
=k. V(X)=2k. Calculo de puntos críticos usando las tablas de ji-cuadrada.")
483
Ejemplo: Calcule el valor critico que satisface
De tablas de ji-cuadrada con alfa=.05 y k=20

484
Resultado: Si es una muestra aleatoria de una Poblacion (X) con distribución normal Entonces se distribuye ji-cuadrada con k= n-1 grados de libertad. Donde S cuadrada es la varianza muestral.
 con distribución normal .Entonces se. distribuye ji-cuadrada con k= n-1 grados de libertad. Donde S cuadrada es la varianza muestral.")
485
Distribución t-student
Si es una muestra aleatoria de una Población (X) con distribución normal Entonces se distribuye t-student con n-1 grados de libertad.
 con distribución normal . Entonces se distribuye. t-student con n-1 grados de libertad.")
486
Función de Distribución t-student
K=1 K=10 K=100

487
Función de Distribución t-student

488
Distribución t de Student
La media y la varianza de la distribución t son: De una muestra aleatoria de n artículos, la probabilidad de que Caiga entre dos valores especificados es igual al área bajo la distribución de probabilidad t de Student con los valores correspondientes en el eje X, con n-1 grados de libertad

489
Distribución t de Student
Ejemplo: La resistencia de 15 sellos seleccionados aleatoriamente son: 480, 489, 491, 508, 501, 500, 486, 499, 479, 496, 499, 504, 501, 496, 498 ¿Cuál es la probabilidad de que la resistencia promedio de los sellos sea mayor a 500?. La media es y la desviación estándar es de t = y el área es

490
Distribución F Surge de dividir dos ji-cuadradas independientes
F=(W/u)/(Y/v) W se distribuye ji-cuadrada con u g.l. Y se distribuye ji-cuadrada con v g.l. El uso de esta distribución es para comparar varianzas (Recuerde el análisis de varianza)
/(Y/v) W se distribuye ji-cuadrada con u g.l. Y se distribuye ji-cuadrada con v g.l. El uso de esta distribución es para comparar varianzas (Recuerde el análisis de varianza)")
491
Función de densidad de la Distribución F
v=5 u=20 v=20

492
Función de densidad de la Distribución F

493
Distribución F Para determinar la otra cola de la distribución F se determina con la expresión. Falfa, k1, k2 = 1 / F(1-alfa), k2, k1 Dado K1 = 8 y K2 = 10, F0.05 = 3.07, encontrar el valor de F0.05 con K1 = 10 y K2 = 8 F0.05,10,8 = 1/ F0.95,8,10 = 1/ 3.07 = 0.326

494
V.E.3 Otras distribuciones

495
Distribución Bivariada
La distribución conjunta de dos variables es llamada una distribución bivariada. El coeficiente de correlación es :

496
Distribución Exponencial
Se usa para modelar artículos con una tasa de falla constante y está relacionada con la distribución de Poisson. Si una variable aleatoria x se distribuye exponencialmente, entonces el recíproco de x, y = 1/x sigue una distribución de Poisson y viceversa. La función de densidad de probabilidad exponencial es: Para x >= 0

497
Distribución Exponencial
Donde Lambda es la tasa de falla y theta es la media La función de densidad de la distribución exponencial

498
Distribución Exponencial
Es usada como el modelo, para la parte de vida útil de la curva de la bañera, i.e., la tasa de falla es constante Los sistemas complejos con muchos componentes y múltiples modos de falla tendrán tiempos de falla que tiendan a la distribución exponencial Desde una perspectiva de confiabilidad, es la distribución más conservadora para predicción. La forma de la exponencial siempre es la misma

499
Distribución Exponencial
El modelo exponencial, con un solo parámetro, es el más simple de todo los modelos de distribución del tiempo de vida. Las ecuaciones clave para la exponencial se muestran: CDF : F ( t ) = 1 - e - l t CONFIABILI DAD : R ( t ) = e - l t PDF : f ( t ) = l e - l t = 0.003, MEDIA = 333 1 = 0.002, MEDIA = 500 MEDIA : m = l = 0.001, MEDIA = 1,000 ln 2 . 693 MEDIANA : @ l l 1 VARIANZA : l 2 TASA DE FALLA : h ( t ) = l
 = 1. - e. - l. t. CONFIABILI. DAD. : R. ( t. ) = e. - l. t. PDF. : f. ( t. ) = l. e. - l. t. = 0.003, MEDIA = = 0.002, MEDIA = 500. MEDIA. : m. = l. = 0.001, MEDIA = 1,000. ln MEDIANA. l. l. 1. VARIANZA. : l. 2. TASA. DE. FALLA. : h. ( t. ) = l.")
500
Distribución Exponencial
R(t) = e(-t) (Confiabilidad) = 0.001, MTBF = 1,000 = 0.002, MTBF = 500 = 0.003, MTBF = 333
 = e(-t) (Confiabilidad) = 0.001, MTBF = 1,000. = 0.002, MTBF = 500. = 0.003, MTBF = 333.")
501
Distribución Exponencial
h(t) = MEDIA(Velocidad de Falla) Note que la tasa de falla tiende a ser una constante l para cualquier tiempo. La distribución exponencial es la única que tiene una velocidad de falla constante = 0.003, MTBF = 333 = 0.002, MTBF = 500 = 0.001, MTBF = 1,000
 = MEDIA(Velocidad de Falla) Note que la tasa de falla tiende a ser una constante l para cualquier tiempo. La distribución exponencial es la única que tiene una velocidad de falla constante. = 0.003, MTBF = 333. = 0.002, MTBF = 500. = 0.001, MTBF = 1,000.")
502
Distribución Lognormal
La transformación más común se hace tomando el logaritmo natural, pero también se puede hacer con los logaritmos base 2 y base 10. Y = x1 x2 x3 Ln y = ln x1 + ln x2 + ln x3 La función de densidad de probabilidad lognormal es con Y = ln(t):
:")
503
Distribución Lognormal
La media y la varianza de la distribución lognormal son las siguientes:

504
Distribución Lognormal
Un tiempo de falla se distribuye según una Lognormal si el logaritmo del tiempo de falla está normalmente distribuido. La Distribución Lognormal es una distribución sesgada hacia la derecha. La PDF comienza en cero, aumenta hasta su moda y diminuye después.

505
Distribución Lognormal
Si un tiempo t está distribuido Lognormal, t~LN(t, t) y si Y = ln(t) entonces Y~N(y, y) t y = ln(t) PDF CDF MEDIA MEDIANA VARIANZA F(z) es la CDF de la Normal estándar
 y si Y = ln(t) entonces Y~N(y, y) t. y = ln(t) PDF. CDF. MEDIA. MEDIANA. VARIANZA. F(z) es la CDF de la Normal estándar.")
506
Distribución Lognormal
La Distribución de vida Lognormal, como la Weibull, es un modelo muy flexible que puede empíricamente ajustar a muchos tipos de datos de falla. En su forma de dos parámetros tiene los parámetros sln(t) = sy parámetro de forma, y T50 = la mediana (un parámetro de escala) Si el tiempo para la falla t, tiene una distribución Lognormal, entonces el logaritmo natural del tiempo de falla (y =ln(t)) tiene una distribución normal con media my = ln T50 y desviación estándar sy.
 = sy parámetro de forma, y T50 = la mediana (un parámetro de escala) Si el tiempo para la falla t, tiene una distribución Lognormal, entonces el logaritmo natural del tiempo de falla (y =ln(t)) tiene una distribución normal con media my = ln T50 y desviación estándar sy.")
507
Distribución Lognormal
Esto hace a los datos lognormales convenientes para trabajarlos así: Determine los logaritmos naturales de todos los tiempos de falla y de los tiempos censurados (y = ln(t)) y analice los datos normales resultantes. Posteriormente, haga la conversión a tiempo real y a los parámetros lognormales usando sy como la forma lognormal y T50 = exp(my) como (mediana) el parámetro de escala.
) y analice los datos normales resultantes. Posteriormente, haga la conversión a tiempo real y a los parámetros lognormales usando sy como la forma lognormal y T50 = exp(my) como (mediana) el parámetro de escala.")
508
Distribución Lognormal
Ejemplo: Dado t~LN(25,4), encuentre P(t<18) Calculemos los valores que nos permiten usar la tabla normal estándar Para poder usar las Tablas de la Normal Estándar: P(t<18) = P{Z<[ln(t/ T50)]/ y] = P{Z<[ln(18/24.7)]/0.159} = P(Z<-1.99) = 0.023
, encuentre P(t<18) Calculemos los valores que nos permiten usar la tabla normal estándar. Para poder usar las Tablas de la Normal Estándar: P(t<18) = P{Z<[ln(t/ T50)]/ y] = P{Z<[ln(18/24.7)]/0.159} = P(Z<-1.99) =")
509
Distribución Lognormal
Función de Distribución Lognormal donde y son funciones de ln’s = 0 = 0.5 = 0 = 1 = 1 = 0.5 = 1 = 1

510
Distribución Lognormal
Función de Distribución Lognormal donde z[ln(t)] = [ln(t)-/] (z) = normal estandarizada normal pdf = 1 = 0.5 = 1 = 1 = 0 = 1 = 0 = 0.5
] = [ln(t)-/] (z) = normal estandarizada normal pdf. = 1. = 0.5. = 1. = 1. = 0. = 1. = 0. = 0.5.")
511
Distribución Lognormal
f ( t ) Función de Distribución Lognormal h ( t ) = R ( t ) = 0 = 0.5 = 1 = 0.5 = 1 = 1 = 0 = 1
 Función de Distribución Lognormal. h. ( t. ) = R. ( t. ) = 0. = 0.5. = 1. = 0.5. = 1. = 1. = 0. = 1.")
512
Distribución Lognormal
Número de ciclos de falla en la fatiga de los metales y partes metálicas, en niveles de tensión mucho menores que sus límites Representa bien el tiempo de falla de los dispositivos mecánicos, especialmente en el caso de uso La resistencia de materiales frecuentemente sigue una distribución Lognormal Las variables de peso son frecuentemente bien representadas con una distribución Lognormal Es una buena distribución para cualquier variable La medida de cualquier resultado el cual es el resultado de una proporción o efecto multiplicativo es Lognormal

513
Distribución de Weibull
La distribución de Weibull es una de las más utilizadas en confiabilidad y estadística. La versión de dos parámetros forma y escala (que representa la vida característica) no incluye el parámetro de localización es cero. La versión de tres parámetros tiene una parámetro de localización cuando hay un tiempo de falla diferente de cero para la primera falla
 no incluye el parámetro de localización es cero. La versión de tres parámetros tiene una parámetro de localización cuando hay un tiempo de falla diferente de cero para la primera falla.")
514
Distribución de Weibull
La función de densidad de probabilidad de Weibull de 3 parámetros es: Para x es el parámetro de forma es el parámetro de escala es el parámetro de localización

515
Distribución de Weibull
La función de densidad de probabilidad de Weibull de 3 parámetros también se puede expresar como: Para t 0 es el parámetro de forma es el parámetro de escala es el parámetro de localización diferente de cero También es la vida característica si el parámetro de localización es cero, de otra forma será +

516
Distribución de Weibull
La media y la varianza de la distribución de Weibull es:

517
Distribución de Weibull
Efecto del parámetro de forma Beta con Theta = 100 y Delta = 0

518
Distribución de Weibull
Efecto del parámetro de escala Theta

519
Distribución de Weibull
Efecto del parámetro de escala Delta

520
El Modelo Weibull En muchas aplicaciones de confiabilidad, el supuesto de tasa de riesgo constante no es apropiado. Los artículos mecánicos tienen Failure Rate Creciente. Otros artículos pueden ser Failure Rate Decreciente. Failure Rate Creciente Failure Rate Decreciente Failure Rate Constante

521
Modelo Weibull Un modelo que puede representar un amplio espectro de comportamientos es el modelo Weibull. La densidad del modelo Weibull puede tomar muchas y diferentes formas. Note que si = 1 entonces se tiene el modelo exponencial como caso particular del modelo Weibull. = 3 = 0.5 = 1 = 2

522
Modelo Weibull El modelo Weibull es FRC si = 1 FRI si > 1
FRD si < 1 Entonces el parámetro muestra la forma de la función de riesgo. = 3 FRD FRI = 0.5 FRC = 1

523
Modelo Weibull Que es ? Entonces presenta la escala de h(t). = 3
= 2 = 1

524
Modelo Weibull Los momentos de la distribución Weibull son:

525
Modelo Weibull El tiempo de vida (sobre horas) de cierto tipo de resorte usado continuamente bajo condiciones de funcionamiento, es sabido que tiene una distribución de Weibull con parámetro de forma y de escala 1.28. Cuál es el tiempo medio de falla? Cuál es la probabilidad de que un resorte funcionará por 500 horas? Cuál es la probabilidad que un resorte que ha funcionado por 200 horas funcione por otras 500 horas?
 de cierto tipo de resorte usado continuamente bajo condiciones de funcionamiento, es sabido que tiene una distribución de Weibull con parámetro de forma y de escala Cuál es el tiempo medio de falla Cuál es la probabilidad de que un resorte funcionará por 500 horas Cuál es la probabilidad que un resorte que ha funcionado por 200 horas funcione por otras 500 horas")
526
Modelo Weibull Se tiene un sistema de n componentes.
Los componentes son independientes e idénticamente distribuidos de acuerdo a una distribución Weibull. Cual es la distribución del tiempo de vida del sistema? Se sabe que Entonces

527
Distribución Weibull La distribución de Weibull es un modelo de distribución de vida útil muy flexible, para el caso de 2 parámetros: Donde h (etha) es un parámetro de escala (la vida característica) y beta se conoce como el parámetro de forma (pendiente) y G es la función Gamma con G(N)=(N-1)! para N entero
 es un parámetro de escala (la vida característica) y beta se conoce como el parámetro de forma (pendiente) y G es la función Gamma con G(N)=(N-1)! para N entero.")
528
Distribución Weibull Una forma más general de 3 parámetros de la Weibull incluye un parámetro de tiempo de espera localización ó desplazamiento). Las fórmulas se obtienen reemplazando t por (t-g). No puede ocurrir una falla antes de g horas, el tiempo comienza en g no en 0.
. No puede ocurrir una falla antes de g horas, el tiempo comienza en g no en 0.")
529
Distribución Weibull Función de Distribución Weibull = 0.5 = 1000
= 1.0 = 1000 = 3.4 = 1000

530
Distribución Weibull Funciones de Distribución Weibull = 3.4
= 1000 = 1.0 = 1000 = 0.5 = 1000

531
Distribución Weibull Funciones de Distribución Weibull b æ t ö h ( t )
- 1 b æ t ö h ( t ) = Funciones de Distribución Weibull ç ÷ h è h ø = 3.4 = 1000 = 0.5 = 1000 = 1.0 = 1000
 = Funciones de Distribución Weibull. ç. ÷ h. è. h. ø. = 3.4. = = 0.5. = = 1.0. =")
532
Distribución Weibull Distribución Weibull
La función pdf de la distribución exponencial modela la característica de vida de los sistemas, la Weibull modela la característica de vida de los componentes y partes Modela fatiga y ciclos de falla de los sólidos Es el traje correcto para datos de vida La función de distribución Weibull pdf es una distribución de la confiabilidad de los elementos de una muestra Muy flexible y puede tomar diferentes formas

533
Distribución Weibull Tiene usted una Distribución Weibull con b=2 y h=2, ¿Cuál es la media y la varianza? 1 Archivo Weibull.xls 2 3

534
Distribución Weibull Las tres porciones de la curva de tina de la bañera tienen diferentes índices de falla. Las fallas tempranas se caracterizan por un índice de falla decreciente, la vida útil por un índice de falla constante y el desgaste se caracteriza por un índice de falla creciente. La distribución de Weibull puede modelar matemáticamente estas tres situaciones. tiempo Índice de falla Tiempo de vida útil Fallas tempranas Desgaste decreciente < 1 constante = 1 creciente > 1 < 1 disminuye la tasa de riesgo, implica mortalidad infantil = 1 tasa de riesgo constante, fallas aleatorias 1< < 4 aumenta la tasa de riesgo, fallas por corrosión, erosión > 4 aumenta rápidamente la tasa de riesgo, implica fallas por desgaste y envejecimiento

535
La Distribución Weibull - Interpretación
= 1 (Tasa de riesgo constante) Implica fallas aleatorias(Distribución Exponencial) Una parte vieja es tan buena como una nueva Si esto ocurre: Mezcla de modos de falla Las fallas pueden deberse a eventos externos, como:luminosidad o errores humanos Fundido y removido antes de su desgaste < 1 (Tasa de riesgo decreciente) Implica mortalidad infantil Si esto ocurre, puede existir: Carga, inspección o prueba inadecuada Problemas de Manufactura Problemas de reparación Si un componente sobrevive la mortalidad infantil , la resistencia a fallar mejora con la edad. 1 <4 (Tasa de Riesgo creciente) Si esto ocurre La mayoría de los baleros y engranes fallan Corrosión o Erosión El reemplazo programado puede ser efectivo en costo =3.44aprox. Normal, =2Rayleigh 4 (La tasa de riesgo crece rápidamente) Implica edad avanzada y rápido desgaste Si esto ocurre, sospeche de: Propiedades del material Materiales frágiles como la cerámica Variabilidad pequeña en manufactura o material
 Implica fallas aleatorias(Distribución Exponencial) Una parte vieja es tan buena como una nueva. Si esto ocurre: Mezcla de modos de falla. Las fallas pueden deberse a eventos externos, como:luminosidad o errores humanos. Fundido y removido antes de su desgaste. < 1 (Tasa de riesgo decreciente) Implica mortalidad infantil. Si esto ocurre, puede existir: Carga, inspección o prueba inadecuada. Problemas de Manufactura. Problemas de reparación. Si un componente sobrevive la mortalidad infantil , la resistencia a fallar mejora con la edad. 1 <4 (Tasa de Riesgo creciente) Si esto ocurre. La mayoría de los baleros y engranes fallan. Corrosión o Erosión. El reemplazo programado puede ser efectivo en costo. =3.44aprox. Normal, =2Rayleigh. 4 (La tasa de riesgo crece rápidamente) Implica edad avanzada y rápido desgaste. Si esto ocurre, sospeche de: Propiedades del material. Materiales frágiles como la cerámica. Variabilidad pequeña en manufactura o material.")
536
Distribución Weibull Cuando = 2.5 la Weibull se aproxima a la distribución Lognormal(estas distribuciones son tan cercanas que se requieren tamaños de muestra mayores a 50 para distinguirlas). Cuando se modela el tiempo que se necesita para que ocurran reacciones químicas, se ha mostrado que la distribución Lognormal usualmente proporciona un mejor ajuste que la Weibull. Cuando = 5 la Weibull se aproxima a una Normal puntiaguda.
. Cuando se modela el tiempo que se necesita para que ocurran reacciones químicas, se ha mostrado que la distribución Lognormal usualmente proporciona un mejor ajuste que la Weibull. Cuando = 5 la Weibull se aproxima a una Normal puntiaguda.")
537
Distribución Weibull Debido a su flexibilidad,hay pocas tasas de falla observadas que no pueden modelarse adecuadamente mediante la Weibull. Algunos ejemplos son. 1.La resistencia a la ruptura de componentes o el esfuerzo requerido para la fatiga de metales. 2.El tiempo de falla de componentes electrónicos. 3.El tiempo de falla para artículos que se desgastan, tales como las llantas de un automóvil. 4.Sistemas que fallan cuando falla el componente más débil del sistema(la distribución Weibull representa una distribución de valor extremo).
.")
538
Distribución Weibull ¿Qué pasa en una distribución Weibull si el tiempo tiene el valor de la vida característica, t = h? Al llegar al tiempo de vida igual a la vida característica el 63.2% de los elementos habrá fallado. Este hecho se usa en las gráficas para identificar el valor de h (eta) Este mismo resultado se obtiene para el caso exponencial, recordando que la Weibull se puede reducir a una exponencial cuando b = 1.
 Este mismo resultado se obtiene para el caso exponencial, recordando que la Weibull se puede reducir a una exponencial cuando b = 1.")
539
V.F Capacidad de procesos

540
V.F Capacidad de procesos
1. Índices de capacidad de procesos 2. Índices de desempeño de procesos 3. Capacidad a corto y a largo plazo 4. Capacidad de proceso de datos no normales 5. Capacidad de proceso para datos por atributos 6. Estudios de capacidad de procesos 7. Desempeño de procesos vs. especificaciones

541
V.F.1 Índices de capacidad del proceso

542
Teoría del camión y el túnel
El túnel tiene 9' de ancho (especificación). El camión tiene 10’ y el chofer es perfecto (variación del proceso). ¿Pasaría el camión? NO, la variabilidad del proceso es mayor que la especificación. Centrar es hacer que el promedio del proceso sea igual al centro de la especificación. Si el camión tiene 8 pies de ancho ¿pasará el camión?, Si. Si el chofer puede mantener el centro del camión en el centro del túnel. De otra forma chocará con las paredes del túnel y no pasará a pesar de ser más angosto. El proceso debe estar en control, tener capacidad y estar centrado Ancho 9´ Nigel´s Trucking Co.
. El camión tiene 10’ y el chofer es perfecto. (variación del proceso). ¿Pasaría el camión NO, la variabilidad del proceso es mayor. que la especificación. Centrar es hacer que el promedio del proceso sea igual al centro de la. especificación. Si el camión tiene 8 pies de ancho ¿pasará el camión , Si. Si. el chofer puede mantener el centro del camión en el centro del túnel. De otra forma. chocará con las paredes del túnel y no pasará a pesar de ser más angosto. El proceso debe estar en control, tener capacidad y estar centrado. Ancho 9´ Nigel´s Trucking Co.")
543
Objetivos de la capacidad del proceso
1. Predecir que tanto el proceso cumple especificaciones 2. Apoyar a diseñadores de producto o proceso en sus modificaciones 3. Especificar requerimientos de desempeño para el equipo nuevo 4. Seleccionar proveedores 5. Reducir la variabilidad en el proceso de manufactura 6. Planear la secuencia de producción cuando hay un efecto interactivo de los procesos en las tolerancias

544
Análisis de la capacidad de proceso – Estudios de capacidad
La capacidad del proceso es un patrón predecible de comportamiento estadístico estable donde las causas de variación se comparan con las especificaciones.

545
Análisis de la capacidad de proceso – Estudios de capacidad
LIE Especificación inferior LSE Especificación superior Z s _ X xi p = porcentaje de partes fuera de Especificaciones

546
¿Cómo vamos a mejorar esto?
Podemos reducir la desviación estándar... Podemos cambiar la media... O (lo ideal sería, por supuesto) que podríamos cambiar ambas Cualquiera que sea la mejora que lleve a cabo, asegúrarse que se mantenga
 que podríamos cambiar ambas. Cualquiera que sea la mejora que lleve a cabo, asegúrarse que se mantenga.")
547
Procedimiento 1. Seleccionar una máquina donde realizar el estudio
2. Seleccionar las condiciones de operación del proceso 3. Seleccionar un operador entrenado 4. El sistema de medición debe tener habilidad (error R&R < 10%) 5. Cuidadosamente colectar la información 6. Construir un histograma de frecuencia con los datos 7. Calcular la media y desviación estándar del proceso
 5. Cuidadosamente colectar la información. 6. Construir un histograma de frecuencia con los datos. 7. Calcular la media y desviación estándar del proceso.")
548
Análisis de la capacidad de proceso – Estudios de capacidad
Objetivos: Establecer un estado de control sobre el proceso de manufactura mantenerlo en el tiempo. Al comparar el proceso vs los límites de especificación pueden ocurrir los siguientes eventos: No hacer nada Cambiar las especificaciones Centrar el proceso+ Reducir la variabilidad Aceptar las pérdidas

549
Análisis de la capacidad de proceso – Estudios de capacidad
Identificación de características: Deben ser indicativas de un factor clave en la calidad del producto o proceso Debería ser posible ajustar el valor de la característica como factor de control Las condiciones de operación que afecten la característica medida deben ser identificadas y controladas El PPAP indica la evaluación una inicial de la capacidad

550
Estimación de la desviación estándar con el proceso normal o en control
La desviación estándar del proceso cuando se encuentra en control se determina como sigue con base en una carta de control X-R siempre que esté bajo control estadístico: Rango medio Desv. Est. st (Within) = Constante d2 de acuerdo al tamaño de subgrupo en X-R D2 = para carta I-MR con n=2 D2= para carta X-R con n=5
 = Constante d2 de acuerdo al. tamaño de subgrupo en X-R. D2 = para carta I-MR con n=2. D2= para carta X-R con n=5.")
551
Límites de tolerancia natural del proceso
LTNS = Media + 3*sigma LTNI = Media – 3*sigma Si los límites de especificación son: LIE y LSE El Cp = (LSE – LIE) / (LTNS – LTNI) debe ser mayor a 1
 / (LTNS – LTNI) debe ser mayor a 1.")
552
Capacidad del proceso Z’s y P(Z’s) Fracción defectiva
Los valores de Z inferior y Z superior se calculan de acuerdo a las fórmulas siguientes: LIE - promedio del proceso LSE - Promedio del proceso Zi Zs = = Desviación Estándar - st Desviación Estándar - st La fracción defectiva se calcula con la distribución normal estándar: P(Zi) = Área en tabla (-Z) P(Zs) = 1 – Área corresp. a Zs en tabla (+Z) Fracción defectiva = P(Zi) + P(Zs)
 = Área en tabla (-Z) P(Zs) = 1 – Área corresp. a Zs en tabla (+Z) Fracción defectiva = P(Zi) + P(Zs)")
553
Índices de Capacidad Potencial del proceso en control – Corto plazo
El índice de capacidad potencial del Proceso (Cp) mide la variación del proceso en relación con el rango de Especificación. Tolerancia LSE - LIE Cp = = Variación del proceso 6 Desviaciones Estándar - st La relación de capacidad (CR) es la inversa del cálculo de Cp. Este índice le indica que porcentaje de la especificación está siendo usado por la variación del proceso. Rango del proceso 6 desviaciones estándar - st CR = = Tolerancia LSE - LIE Otro índice que toma en cuenta el centrado del proceso vs Media de Especificaciones M es:
 mide la. variación del proceso en relación con el rango de Especificación. Tolerancia. LSE - LIE. Cp. = = Variación del proceso. 6 Desviaciones Estándar - st. La relación de capacidad (CR) es la inversa del cálculo de Cp. Este índice le. indica que porcentaje de la especificación está siendo usado por la variación del. proceso. Rango del proceso. 6 desviaciones estándar - st. CR. = = Tolerancia. LSE - LIE. Otro índice que toma en cuenta. el centrado del proceso vs. Media de Especificaciones M es:")
554
Índice de capacidad real del proceso en control estadístico – corto plazo
Cpk es una medida de la capacidad real del proceso en función de la posición de la media del proceso (X) en relación con con los límites de especificación. Con límites bilaterales da una indicación del centrado. Es el menor de: LSE - promedio del proceso Promedio del proceso - LIE Cpk = y 3 desviaciones Est. - st 3 desviaciones Estándar - st
 en relación con con los límites de especificación. Con límites bilaterales da una indicación del centrado. Es el menor de: LSE - promedio del proceso. Promedio del proceso - LIE. Cpk. = y. 3 desviaciones Est. - st. 3 desviaciones Estándar - st.")
555
Cálculo de la capacidad del proceso
Habilidad o capacidad potencial Cp = (LSE - LIE ) / 6 st Debe ser 1.33, si está entre 1 – 1.33 requiere mucho control, <1 inac. para tener el potencial de cumplir con especificaciones (LIE, LSE) Habilidad o capacidad real Cpk = Menor | ZI y ZS | / 3 El Cpk debe ser 1.33 para que el proceso cumpla especificaciones, entre 1 y 1.33 requiere control, <1 inac.
 / 6 st. Debe ser 1.33, si está entre 1 – 1.33 requiere mucho control, <1 inac. para tener el potencial de. cumplir con especificaciones (LIE, LSE) Habilidad o capacidad real Cpk = Menor | ZI y ZS | / 3. El Cpk debe ser 1.33 para que el. proceso cumpla especificaciones, entre 1 y 1.33 requiere control, <1 inac.")
556
Tasa de falla vs Cp

557
Tasa de capacidad Tasa de capacidad l Cp = 6 st/ (LSE - LIE )
Debe ser <= 0.75 si está entre 0.75 y 1 requiere mucho control, >1 inac. para tener el potencial de cumplir con especificaciones (LIE, LSE) Índice Cpm basado en el índice de Taguchi, equivale al Cp tomando en cuenta el centrado: T = valor objetivo .
 Índice Cpm basado en el índice de Taguchi, equivale al Cp tomando en cuenta el centrado: T = valor objetivo. .")
558
Capacidad del proceso Z’s y P(Z’s) Fracción defectiva
Los valores de Z inferior y Z superior se calculan de acuerdo a las fórmulas siguientes: LIE - promedio del proceso LSE - Promedio del proceso Zi Zs = = Desviación Estándar - st Desviación Estándar - st La fracción defectiva se calcula con la distribución normal estándar: P(Zi) = Área en tabla (-Z) P(Zs) = 1 – Área corresp. a Zs en tabla (+Z) Fracción defectiva = P(Zi) + P(Zs)
 = Área en tabla (-Z) P(Zs) = 1 – Área corresp. a Zs en tabla (+Z) Fracción defectiva = P(Zi) + P(Zs)")
559
Capacidad de proceso a partir de Histogramas y Distribución normal

560
Ejemplo Se tomaron los datos siguientes:
251

561
Ejemplo (cont…) Agrupando los datos en celdas se tiene:
Intervalo Marca Frecuencia Frecuencia de clase de clase Frecuencia Relativa Absoluta

562
Ejemplo (cont…) El histograma es el siguiente (se observa con forma normal):
 El histograma es el siguiente (se observa con forma normal):")
563
Ejemplo (cont…) Calculando la media y la desviación estándar se tiene:
X-media = s = 32.02 La variabilidad del proceso se encuentra en 6 = Si las especificaciones fueran LIE = 200 y LSE = 330 Cp = ( ) / < 1 no es hábil el proceso Zi = ( ) / Zs = ( ) / 32.02 Cpk = menor de Zi y Zs < 1 el proceso no cumple especificaciones
 / < 1 no es hábil el proceso. Zi = ( ) / Zs = ( ) / Cpk = menor de Zi y Zs < 1 el proceso no cumple especificaciones.")
564
Ejercicio Calcular la capacidad del proceso con la distribución de frecuencias siguiente considerando LIE = 530 y LSE = 580: Intervalo Frecuencia Frecuencia de clase Marca de clase Frecuencia Relativa Absoluta

565
Ejemplo de capacidad de proceso

566
Interpretación de salida Minitab
Desviación estándar “Within” se determina con R / d2, se usa para determinar los índices de capacidad a corto plazo Cp, Cpk y PPM “Within” Desviación estándar “Overall” det. Con la desviación estándar de los datos S/C4, donde C4=4(n–1)/(4n-3)), se usa para determinar los índices de Desempeño Pp, Ppk y PPM “Overall” El “Observed Perfomance” se determina comparando los datos de la muestra con las especificaciones
/(4n-3)), se usa para determinar los índices de Desempeño Pp, Ppk y PPM Overall El Observed Perfomance se determina comparando los datos de la muestra con las especificaciones.")
567
Capacidad a partir de cartas de control

568
? ? ? ? ? ? ? EN CASOS ESPECIALES COMO ESTOS
DONDE LAS VARIACIONES PRESENTES SON TOTALMENTE INESPERADAS TENEMOSUN PROCESO INESTABLE o “IMPREDECIBLE”. ? ? ? ? ? ? ?

569
Bases del CEP SI LAS VARIACIONES PRESENTES SON IGUALES,
SE DICE QUE SE TIENE UN PROCESO “ESTABLE”. LA DISTRIBUCION SERA “PREDECIBLE” EN EL TIEMPO Predicción Tiempo

570
Control y Capacidad de Proceso
Control de Proceso: Cuando la única fuente de variación es normal o de causa común, se dice que el proceso esta operando en “CONTROL”. Capacidad de Proceso: Medición estadística de las variaciones de causa común que son demostradas por un proceso. Un proceso es capaz cuando la causa común de variación cae dentro de las especificaciones del cliente. La capacidad no se puede determinar a menos que el proceso se encuentre en Control y Estable.

571
x Proceso en Control Estadístico
La distribución de la mayoría de las características medidas forman una curva en forma de campana o normal, si no hay causas especiales presentes, que alteren la normalidad . ¿cuales son las causas comunes?| x Area entre 0 y 1s -Probabilidad de Ocurrencia Distribución del Proceso _ x= media 34% 34% s= sigma; es la desviación estándar; medida de la variación del proceso. 14 % 14 % -3s s s x s s s 2% 99.73% 2%

572
Ejemplo de carta de control X-R

573
Estudios de capacidad Desviación estándar:
Si el proceso sigue una distribución normal y está en control estadístico, entonces la desviación estándar puede ser estimada de: Para procesos nuevos, se puede estimar la capacidad del proceso de una producción piloto

574
= R o = S d2 c4 Desviación Estándar del proceso Donde,
= Desviación estándar de la población d2 = Factor que depende del tamaño del subgrupo en la carta de control X - R C4 = Idem al anterior para una carta X - S NOTA: En una carta por individuales, d2 se toma para n = 2 y Rango Medio= Suma rangos / (n -1)
")
575
Capacidad de proceso Cpk C p
Cuando las causas comunes son la única variación: C p El índice de capacidad potencial del proceso compara la amplitud del proceso con la amplitud especificada. Cp = (LSE - LIE) / 6 Cpk El índice de capacidad real del proceso compara la media real con el límite de especificaciones más cercano (LE) a esta. Cpk = LE – Xmedia Cpk = menor |Z1 ; Z2| / 3 3
 / 6 Cpk. El índice de capacidad real del proceso compara la media. real con el límite de especificaciones más cercano (LE) a esta. Cpk = LE – Xmedia Cpk = menor |Z1 ; Z2| / 3. 3 ")
576
Ejemplo (carta X - R) De una carta de control X - R (con subgrupo n = 5) se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes: Xmedia de medias = Rmedio = 77.3 Por tanto estimando los parámetros del proceso se tiene: = X media de medias = Rmedio / d2 =77.3 / = 33.23 [ d2 para n = 5 tiene el valor ] Si el límite de especificación es: LIE = 200. El Cpk = ( ) / (77.3) (3) = 0.64 por tanto el proceso no cumple con las especificaciones
 se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes: Xmedia de medias = Rmedio = Por tanto estimando los parámetros del proceso se tiene: = X media de medias = Rmedio / d2 =77.3 / = [ d2 para n = 5 tiene el valor 2.326] Si el límite de especificación es: LIE = 200. El Cpk = ( ) / (77.3) (3) = 0.64 por tanto el proceso no cumple con las especificaciones.")
577
Ejemplo (carta X - S) De una carta de control X - S (con subgrupo n = 5) se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes: Xmedia de medias = 100 Smedio = 1.05 Por tanto estimando los parámetros del proceso se tiene: = X media de medias = Smedio / C4 = 1.05 / 0.94 = [ C4 para n = 5 tiene el valor ] Si el límite de especificación es: LIE = 85 y el LSE = 105. El Cpk = ( ) / (1.117 ) (3) = El Cp = ( ) / 6 (1.117 ) = 2.984 por tanto el proceso es capaz de cumplir con especificaciones
 se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes: Xmedia de medias = 100 Smedio = Por tanto estimando los parámetros del proceso se tiene: = X media de medias = Smedio / C4 = 1.05 / 0.94 = [ C4 para n = 5 tiene el valor 0.94 ] Si el límite de especificación es: LIE = 85 y el LSE = 105. El Cpk = ( ) / (1.117 ) (3) = El Cp = ( ) / 6 (1.117 ) = por tanto el proceso es capaz de cumplir con especificaciones.")
578
Ejercicios 1) De una carta de control X - R (con subgrupo n = 8) se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes (LIE = 36, LSE = 46): Xmedia de medias = 40 Rmedio = 5 2) De una carta de control X - S (con subgrupo n = 6) se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes (LIE = 15, LSE = 23): Xmedia de medias = 20 Smedio = 1.5
 De una carta de control X - R (con subgrupo n = 8) se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes (LIE = 36, LSE = 46): Xmedia de medias = 40 Rmedio = 5. 2) De una carta de control X - S (con subgrupo n = 6) se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes (LIE = 15, LSE = 23): Xmedia de medias = 20 Smedio = 1.5.")
579
V.F.2 Índices de desempeño del proceso

580
Estimación de la desviación estándar con el proceso a largo plazo
Se toman todos los datos del proceso históricos, no importa que el proceso no esté en control o no sea normal. Desv. Est. lt (Overall) =
 =")
581
Índices de desempeño Potencial del proceso – Largo plazo
El índice de desempeño potencial del Proceso (Pp) mide la variación del proceso en relación con el rango de Especificación. Tolerancia LSE - LIE Pp = = Variación del proceso 6 Desviaciones Estándar - lt La relación de capacidad (CR) es la inversa del cálculo de Cp. Este índice le indica que porcentaje de la especificación está siendo usado por la variación del proceso. Rango del proceso 6 desviaciones Est. - lt CR = = Tolerancia LSE - LIE
 mide la. variación del proceso en relación con el rango de Especificación. Tolerancia. LSE - LIE. Pp. = = Variación del proceso. 6 Desviaciones Estándar - lt. La relación de capacidad (CR) es la inversa del cálculo de Cp. Este índice le. indica que porcentaje de la especificación está siendo usado por la variación del. proceso. Rango del proceso. 6 desviaciones Est. - lt. CR. = = Tolerancia. LSE - LIE.")
582
Índice de desempeño real del proceso – largo plazo
Ppk es una medida del desempeño real del proceso en función de la posición de la media del proceso (X) en relación con con los límites de especificación. Con límites bilaterales da una indicación del centrado. Es el menor de: LSE - promedio del proceso Promedio del proceso - LIE Ppk = y 3 desviaciones est. - lt 3 desviaciones Estándar - lt
 en relación con con los límites de especificación. Con límites bilaterales da una indicación del centrado. Es el menor de: LSE - promedio del proceso. Promedio del proceso - LIE. Ppk. = y. 3 desviaciones est. - lt. 3 desviaciones Estándar - lt.")
583
Cálculo del desempeño del
proceso a lago plazo Índice de desempeño potencial Pp = (LSE - LIE ) / 6 lt Debe ser 1 de preferencia >1.33 para tener el potencial de cumplir con especificaciones (LIE, LSE) Índice de desempeño real Ppk = Menor | ZI y ZS | / 3 El Ppk debe ser 1 para que el proceso cumpla especificaciones de preferencia > 1.33
 / 6 lt. Debe ser 1 de preferencia >1.33. para tener el potencial de. cumplir con especificaciones (LIE, LSE) Índice de desempeño real Ppk = Menor | ZI y ZS | / 3. El Ppk debe ser 1 para que el. proceso cumpla especificaciones. de preferencia >")
584
IIIF.5 Capacidad a corto y a largo plazo

585
Corto y largo plazos Corto plazo:
Es un periodo corto de tiempo en el cual no hay cambios significativos en el proceso en relación a las 6M’s (personal, materiales, métodos, medio ambiente, mediciones, máquinas) Largo Plazo Es el periodo de tiempo en el cual ya han ocurrido todos los cambios posibles en el proceso, se trata de información histórica
 Largo Plazo. Es el periodo de tiempo en el cual ya han ocurrido todos los cambios posibles en el proceso, se trata de información histórica.")
586
Carta de corridas cortas
Se puede utilizar una carta X-R modificada para corridas cortas, con base en subgrupos de 3 a 10 piezas. Inicialmente se utilizan A2 y D4 para calcular los límites de control que se modifican al tomar más puntos El Cpk calcualdo de esta forma se considera preliminar

587
V.F.4 Análisis de la Capacidad de procesos no normales

588
Procesos no normales Los datos no siempre se ajustan a la distrubución normal. Una estrategia es traansformar los datos no normales para lograr un comportamiento normal Una alternativa es la transformación de potencia de Box-Cox dada por:

589
Procesos no normales Dadas las observaciones X1, X2, X3,….., Xn, seleccionar la potencia que maximice el logaritmo Con la media aritmética de los datos transformados dada por:

590
Capacidad de procesos no normales y transformaciones de datos
Para procesos no normales, utilizar la distribución de Weibull Para transformaciones de datos no normales en normales utilizar la transformación de Box Cox

591
Capacidad de procesos no normales usando la distribución de Weibull
Con archivo de Minitab TILES.MTW

592
Capacidad de procesos no normales transformando datos con Box - Cox
Con archivo de Minitab TILES.MTW, lamda = 0.5

593
Capacidad de procesos no normales transformando datos con Box - Cox
Con la raíz cuadrada de los datos y de los límites de especificaciones se tiene:

594
Capacidad de procesos por Pearson
Independientemente de si los datos siguen una distribución normal o no, se pueden calcular los índices de capacidad y habilidad de proceso determinando los valores de los “Percentiles” o “límites de control” equivalentes a un área bajo la curva de 0.135% de cada lado de la misma. Este método ha sido propuesto por Clements (1989) con base en las curvas de Karl Pearson (1893), para ello, es necesario caracterizar la curva de distribución de acuerdo a su posición (Media), dispersión (Desviación Estándar) y forma (Grado de asimetría mediante el Sesgo y grado de “achatamiento” o Kurtosis).
 con base en las curvas de Karl Pearson (1893), para ello, es necesario caracterizar la curva de distribución de acuerdo a su posición (Media), dispersión (Desviación Estándar) y forma (Grado de asimetría mediante el Sesgo y grado de achatamiento o Kurtosis).")
595
Capacidad de procesos por Pearson
Procedimiento : Identificar los límites de especificación de la variable de interés (LSE, LIE) Calcular la Media (y). Calcular la Desviación estándar (s ó s) Calcular el coeficiente de sesgo (a3)
 Calcular la Media (y). Calcular la Desviación estándar (s ó s) Calcular el coeficiente de sesgo (a3)")
596
Capacidad de procesos por Pearson
Cálculo del sesgo: Donde : momento 3 = m3 = (S(yi – y)3)/n a3 = n (n-1)(n-2) S i=1 n ( ) yi – y s 3 O bien : a3 > 0 a3 < 0 a3 = 0
3)/n. a3 = n . (n-1)(n-2) S. i=1. n. ( ) yi – y. s. 3. O bien : a3 > 0. a3 < 0. a3 = 0.")
597
Capacidad de procesos por Pearson
Calcular el coeficiente de curtosis (a4 -3) a4 = m4 / s4 Donde : momento 4 = m4 = (S(yi – y)4)/n O bien : { ( } ) n 4 n (n+1) . (n-1)(n-2)(n-3) S yi – y s a4-3 = - 3 (n-1)2 . (n-2)(n-3) i=1 Curva Leptocúrtica : a4 > 3 Curva Mesocúrtica : a4 = 3 Curva Platicúrtica : a4 < 3
 a4 = m4 / s4. Donde : momento 4 = m4 = (S(yi – y)4)/n. O bien : { ( } ) n. 4. n (n+1) . (n-1)(n-2)(n-3) S. yi – y. s. a4-3 = - 3 (n-1)2 . (n-2)(n-3) i=1. Curva Leptocúrtica : a4 > 3. Curva Mesocúrtica : a4 = 3. Curva Platicúrtica : a4 < 3.")
598
Con Minitab Stat > Basic Statistics > Display descriptive statistics >> Graphs... >> Graphical Summary

599
Con Minitab PI = y – s * PI’ PS = y + s * PS’ M = y + s * M’
De la tabla 2 de las curvas de Pearson obtenga la Mediana estandarizada (M’) : Para coeficiente de sesgo positivo cambie el signo a M’. Para coeficiente de sesgo negativo deje el signo de M’. Calcular el percentil estimado (PI) : PI = y – s * PI’ Calcular percentil estimado (PS) : PS = y + s * PS’ Calcular la Mediana estimada (M) : M = y + s * M’
 : Para coeficiente de sesgo positivo cambie el signo a M’. Para coeficiente de sesgo negativo deje el signo de M’. Calcular el percentil estimado (PI) : PI = y – s * PI’ Calcular percentil estimado (PS) : PS = y + s * PS’ Calcular la Mediana estimada (M) : M = y + s * M’")
600
Con Minitab LSE - LIE Pp = PS - PI M - LIE Ppi = M - PI LSE – M Pps =
Calcular el índice de capacidad potencial de proceso (Pp). LSE - LIE PS - PI Pp = Calcular el índice de habilidad del proceso (Ppk) M - LIE M - PI Ppi = LSE – M PS - M Pps = Ppk = min {Ppi, Pps}
. LSE - LIE. PS - PI. Pp = Calcular el índice de habilidad del proceso (Ppk) M - LIE. M - PI. Ppi = LSE – M. PS - M. Pps = Ppk = min {Ppi, Pps}")
601
Tabla 1a de Pearson

602
Tabla 1b de Pearson

603
Tabla 2 de Pearson

604
Índices de desemepeño Procedimiento :
Obtener el índice de capacidad potencial de proceso a corto plazo (Cp) y el índice de capacidad real de proceso aen el largo plazo (Ppk). Calcular el índice de desempeño potencial de proceso (Zcp). Zst = 3 Cp (P/especif. Bilaterales) Zst = 3 Cpk (P/especif. Unilaterales) Calcular el índice de desempeño real de proceso (Zlp): Zlt = 3 Ppk Calcule el índice de desempeño entre grupos (Zshift): Zshift = Zst - Zlt
 y el índice de capacidad real de proceso aen el largo plazo (Ppk). Calcular el índice de desempeño potencial de proceso (Zcp). Zst = 3 Cp (P/especif. Bilaterales) Zst = 3 Cpk (P/especif. Unilaterales) Calcular el índice de desempeño real de proceso (Zlp): Zlt = 3 Ppk. Calcule el índice de desempeño entre grupos (Zshift): Zshift = Zst - Zlt.")
605
Pobre control y pobre capacidad
Índices de desempeño Analice la información; se consideran como valores aceptables los siguientes: Zlt > 3 ; Zst > 4 ; Zshift < 1.5 3.0 3.0 Malo Zlp =-1 Pobre control y pobre capacidad Pobre control Zlp =0 Zshift 2.0 Zshift 2.0 Control Zlp =1 Control Zlp =2 Zlp =3 1.0 1.0 Pobre capacidad Estado deseado Zlp = 4 Zlp =5 Bueno 0.0 0.0 0.0 2.0 4.0 6.0 0.0 2.0 4.0 6.0 Zst Malo Zst Bueno Capacidad/Diseño/Tecnología Capacidad/Diseño/Tecnología

606
Capacidad de procesos bajo Seis Sigma

607
Capacidad de procesos bajo Seis Sigma
Motorola notó que muchas operaciones en productos complejos tendían a desplazarse 1.5 sobre el tiempo, por tanto un proceso de 6 a la larga tendrá 4.5 hacia uno de los límites de especificación, generando 3.4 DPMOs (defectos por millón de oportunidades)
")
608
Variación a Corto Plazo (periodo durante el cual no se presenta ningún cambio en el proceso)
Zst = Zlt + 1.5 Variación a largo plazo (periodo en el cual ya se han presentado todos los cambios posibles en el proceso) - Zlt Variación Global - Zbench.
 - Zlt. Variación Global - Zbench.")
609
Variabilidad combinada
Capacidad en el corto y largo plazo LIE LSE Capacidad a Corto Plazo 3.5 2.5 Salida 1.5 Mes E F M A M J J A S O N D E F M A M J J A S O N D Capacidad a Largo Plazo Variabilidad Total (Natural) = Variabilidad “entre subgrupos” + Variabilidad combinada “dentro del subgrupo”
 = Variabilidad. entre subgrupos + Variabilidad combinada. dentro del subgrupo")
610
Rendimiento de la capacidad real
Recibo de partes del proveedor 95.5% de rendimiento 1,000,000 unidades Después de la inspección de recepción 97% de rendimiento 45,000 Unidades desperdiciadas De las operaciones de Maquinado 94.4% de rendimiento 28,650 Unidades desperdiciadas En los puestos de prueba - 1er intento 51,876 Unidades desperdiciadas YRT = .955*.97*.944 = 87.4% Correcto la primera vez 125,526 unidades desperdiciadas por millón de oportunidades

611
Ejemplos de defectos / unidad
Determinar DPU en la producción de 100 unidades DPU = D/U = ( )/100=0.46 Si cada unidad tiene 6 oportunidades para defecto (características A, B, C, D, E y F), calcular DPO y DPMO DPO = DPU / O = 0.46/6 = DPMO = 78,333 Defectos 20 10 12 4 Unidades 70 6
/100=0.46. Si cada unidad tiene 6 oportunidades para defecto (características A, B, C, D, E y F), calcular DPO y DPMO. DPO = DPU / O = 0.46/6 = DPMO = 78,333. Defectos Unidades")
612
Relaciones de sigmas La probabilidad de uno o más defectos es:
P(d) = 1- Yrt = 1 – FPY o P(d) = 1 – Yrt para varios procesos Si se tiene FPY = 95% P(d) = 0.05 Entonces la Z a largo plazo se encuentra en tablas como Zlt = sigma y por tanto la Zst a corto plazo es: Zst = (corrimiento) = 3.145
 = 1- Yrt = 1 – FPY o P(d) = 1 – Yrt para varios procesos. Si se tiene FPY = 95% P(d) = Entonces la Z a largo plazo se encuentra en tablas como Zlt = sigma y por tanto la Zst a corto plazo es: Zst = (corrimiento) =")
613
¿Como calcular la capacidad Seis Sigma para un proceso (equivale a la Zst de corto plazo)?
¿Qué proceso se considera? Facturación y CxC ¿Cuántas unidades tiene el proceso? 1,283 ¿Cuántas están libres de defectos? 1,138 Calcular el desempeño del proceso 1138/1283=0.887 Calcular la tasa de defectos = 0.113 Determinar el número de oportunidades que pueden ocasionar un defecto (CTQs) 24 Calcular la tasa de defecto por caract. CTQ / 24 = Calcular los defectos x millón de oportunidades DPMO = 4,709 Calcular #sigmas con tabla de conversión de sigma 4.1
 24. Calcular la tasa de defecto por caract. CTQ / 24 = Calcular los defectos x millón de oportunidades DPMO = 4,709. Calcular #sigmas con tabla de conversión de sigma 4.1.")
614
V.F.5 Capacidad de procesos por atributos

615
Capacidad de proceso para datos por atributos
En este caso la capacidad del proceso es la proporción media de producto no conforme Para cartas p y np, la capacidad del proceso es la p media de fracción no conforme. Se puede usar 1 – p. Para cartas c, la capacidad del proceso es el promedio de las no conformidades, c media, para una muestra fija de tamaño n. Para cartas u, la capacidad del proceso es el promedio de las no conformidades por unidad, u media

616
Planta escondida Y1=0.90 Y2=0.90 Y3=0.90 100 90 81 73 66 10 9 8 7 100
$1/Unit 100 10 Rework

617
La eficiencia rolada p n YRT = Yi = i=1
100 100 100 $1/Unit $1/Unit $1/Unit 100 $1/Unit 100 10 10 10 10 Reproceso Reproceso Reproceso Reproceso YRT = p i=1 n Yi = 0.9 x 0.9 x 0.9 x 0.9 = 0.94 = 66/100 = 0.66 = 66% Aproximando de Binomial a Poisson : YRT = e- DPU = e- (40/100) = e- 0.4 = 0.67 = 67% 1 – YRT = Probabilidad de un defecto/unidad = 1 – 0.67 = 0.33 = 33% 1 + (1 – YRT) = Numero de unidades equivalentes iniciadas para producir una unidad buena = 1 + ( ) = 1.33
 = e- 0.4 = 0.67 = 67% 1 – YRT = Probabilidad de un defecto/unidad = 1 – 0.67 = 0.33 = 33% 1 + (1 – YRT) = Numero de unidades equivalentes iniciadas para producir una unidad buena = 1 + ( ) =")
618
Costos de pobre calidad
$1/Unit 100 10 Rework Considerando : No existe scrap ni costos de inventarios Precio de Ventas = $5.00/Unidad Por lo tanto : Como el número de unidades equivalentes iniciadas para producir una unidad buena = 1.33 Costo de producir una unidad buena = 1.33*$4 = $5.32 Utilidades = $ $5.32 = -$0.32/Unidad COPQ = ($5.32-$4.00)/$5.00 = 26.4% de las ventas
/$5.00 = 26.4% de las ventas.")
619
Eficiencias y DPMOs PPMs
El desempeño de un proceso también puede ser expresado en términos de eficiencia. Las 3 eficiencias más usadas son : Eficiencia de primer paso (bien a la primera vez), eficiencia final (Yfinal) o “First Time Yield” (YFT) Eficiencia rolada o “Rolled-Throughput Yield” (YRT) Eficiencia Normalizada (Ynorm)
, eficiencia final (Yfinal) o First Time Yield (YFT) Eficiencia rolada o Rolled-Throughput Yield (YRT) Eficiencia Normalizada (Ynorm)")
620
Eficiencias y DPMOs PPMs
Eficiencia de primer paso (bien a la primera vez), eficiencia final (Yfinal) o “First Time Yield” (YFT) Yfinal = Número de unidades buenas antes de retrabajo Número de unidades probadas ó evaluadas
, eficiencia final (Yfinal) o First Time Yield (YFT) Yfinal = Número de unidades buenas antes de retrabajo. Número de unidades probadas ó evaluadas.")
621
Eficiencias y DPMOs PPMs
Eficiencia rolada o “Rolled-Throughput Yield” (YRT) Y1=S1/E Y2=S2/S1 Y3=S3/S2 Yn=Sn/Sn-1 ..... E S1 S2 S3 Sn-1 Sn Donde : e = m = Número de oportunidades por unidad Para datos continuos : YRT = p i=1 n Yi = Y1 x Y2 x Y3 x....x Yn Para datos discretos (Aproximación de Binomial a Poisson) : YRT = e-TDPU YRT = e-(DPO) m Donde : Y1, Y2, Y3,...., Yn son “first time Yield” de los pasos 1, 2, 3,...,n
 Y1=S1/E. Y2=S2/S1. Y3=S3/S2. Yn=Sn/Sn E. S1. S2. S3. Sn-1. Sn. Donde : e = m = Número de oportunidades por unidad. Para datos continuos : YRT = p. i=1. n. Yi = Y1 x Y2 x Y3 x....x Yn. Para datos discretos (Aproximación de Binomial a Poisson) : YRT = e-TDPU. YRT = e-(DPO) m. Donde : Y1, Y2, Y3,...., Yn son first time Yield de los pasos 1, 2, 3,...,n.")
622
Eficiencias y DPMOs PPMs
Cálculo de la Eficiencia Normalizada (Ynorm) : Eficiencia Normalizada (Ynorm) Ynorm = (YRT)1/k Cálculo de DPU a partir de la Eficiencia : DPU = 1 - Y Eficiencia a partir de PPM’s : Y = 1 – (PPM/1’000,000)
 : Eficiencia Normalizada (Ynorm) Ynorm = (YRT)1/k. Cálculo de DPU a partir de la Eficiencia : DPU = 1 - Y. Eficiencia a partir de PPM’s : Y = 1 – (PPM/1’000,000)")
623
V.F.7 Desempeño de proceso vs especificaciones

624
Símbolos utilizados D = Defectos O = Oportunidades para defecto
U = Unidades Yrt = Rendimiento (lo bueno) Relaciones de defectos: Total de oportunidades = TO = TOP = U x O Defectos por unidad = DPU = D/U = - ln (Y) Defectos por unidad normalizada = -ln (Y norm) Defectos por oportunidad = DPU/O = D/ (U xO) Defectos por millón de oportunidades = DPMO = DPO x 1 millón
 Relaciones de defectos: Total de oportunidades = TO = TOP = U x O. Defectos por unidad = DPU = D/U = - ln (Y) Defectos por unidad normalizada = -ln (Y norm) Defectos por oportunidad = DPU/O = D/ (U xO) Defectos por millón de oportunidades = DPMO = DPO x 1 millón.")
625
Relaciones con el rendimiento Y
La probabilidad de encontrar X defectos con la distribución de Poisson es: X es un entero y DPU > 0 Para el caso de que X sea cero se tiene Rendimiento o FRC = P(X=0) = Exp(-DPU)
 = Exp(-DPU)")
626
Fórmulas de desempeño

627
Rolled Troughput Yield (Yrt)
Yrt es el cálculo acumulativo del índice de defectos a lo largo de procesos múltiples La probabilidad de un defecto es 1 – P(Yrt) = 0.05
 =")
628
Tablero de control de variable discreta
Se utiliza cuando se va a evaluar el desempeño de un CTQ, pero hay desempeños parciales en el tiempo. Defina el defecto, la unidad y el número de oportunidades por unidad Defina que es un corto plazo Evalúe el desempeño en DPMO y Z del CTQ en varios (k) cortos plazos
 cortos plazos.")
629
Tablero de control de variable discreta
Evalúe el desempeño en DPMO del largo plazo, considerando lo siguiente Dlt = S Dsti i = 1 k TotOplt = S [Ui*(Op/U)i ] DPMOlt = Dlt . TotOplt * 106 Donde : Dlt = Defectos de largo plazo Dst = Defectos de corto plazo U = Número de unidades Op/U = Oportunidades por unidad TotOp = Total de oportunidades DPMOlt = Defectos por Millón de Oportunidades k = Número total de características críticas
i ] DPMOlt = Dlt . TotOplt. * 106. Donde : Dlt = Defectos de largo plazo. Dst = Defectos de corto plazo. U = Número de unidades. Op/U = Oportunidades por unidad. TotOp = Total de oportunidades. DPMOlt = Defectos por Millón de Oportunidades. k = Número total de características críticas.")
630
Tablero de control de variable discreta
Con los DPMOlt evalúe la Zlt Identifique la Z de corto plazo más pequeña y ésta será la Zst Calcule la Zshift considerando que : Zshift = Zst - Zlt

631
Tablero de control de variable continua
Se utiliza cuando se va a evaluar el desempeño de un CTQ, pero hay desempeños parciales en el tiempo. Determine la variable y los Límites de Especificación Defina que es un periodo de tiempo Recolecte datos de cada periodo y calcule la desviación estándar de Corto plazo (Sst) y las PPM’s de cada periodo de tiempo Calcule la Zst y Zlt de cada periodo de tiempo
 y las PPM’s de cada periodo de tiempo. Calcule la Zst y Zlt de cada periodo de tiempo.")
632
Tablero de control de variable discreta
Calcule la Sst total del CTQ mediante: Calcule la Zst total del CTQ Calcule los PPM’s totales mediante un promedio ponderado g å (nj-1) sj2 j=1 (n-g) sst = Donde : n = Número Total de Datos nj = Número de datos del grupo j sj = Desviación Estándar del grupo j g = Número de grupos
 sj2. j=1. (n-g) sst = Donde : n = Número Total de Datos. nj = Número de datos del grupo j. sj = Desviación Estándar del grupo j. g = Número de grupos.")
633
Tablero de control de variable discreta
Con los PPM’s totales obtenga Zlt total del CTQ Calcule la Zshift considerando que : Donde : PPM = PPM Totales PPMj = PPM’s del periodo i ni = Número de datos del periodo i N = Número total de datos PPM = S PPMi ni N i = 1 k

634
Tablero de control de variable discreta
Con los DPMOlt evalúe la Zlt Identifique la Z de corto plazo más pequeña y ésta será la Zst Calcule la Zshift considerando que : Zshift = Zst - Zlt

635
Tablero de control de variable múltiple
Se utiliza cuando se va a evaluar el desempeño de un Producto, Proceso ó Sistema a partir del desempeño de varios CTS’s, CTQ’s ó CTP’s Defina el Producto, Proceso ó Sistema a evaluar Identifique los CTS’s, CTQ’s ó CTP’s del Sistema a evaluar Evalúe de forma individual cada CTS, CTQ ó CTP en términos de DPMOlt

636
Tablero de control de variable múltiple
Calcule la eficiencia (Yftlt) de cada CTS, CTQ ó CTP considerando que: Evalúe desempeño potencial de cada característica crítica expresado en DPMOst, el cual se puede obtener a partir de la Zst ó los menores DPMO que el proceso ha demostrado generar a corto plazo. yftlti = 1 – Donde : yftlti = Eficiencia de la característica crítica i DPMOlti = Defectos por Millón de Op. de la caract. i DPMOlti 106
 de cada CTS, CTQ ó CTP considerando que: Evalúe desempeño potencial de cada característica crítica expresado en DPMOst, el cual se puede obtener a partir de la Zst ó los menores DPMO que el proceso ha demostrado generar a corto plazo. yftlti = 1 – Donde : yftlti = Eficiencia de la característica crítica i. DPMOlti = Defectos por Millón de Op. de la caract. i. DPMOlti")
637
Tablero de control de variable múltiple
Calcule la eficiencia (yftst) de cada CTS, CTQ ó CTP considerando que : DPMOsti 106 yftsti = 1 – Calcule las eficiencias roladas (YRT) de Corto (st) y largo plazo (lt) del Producto, Proceso ó Sistema mediante : Donde : YRTlt = Eficiencia rolada total del sistema YRTst = Eficiencia rolada potencial del sistema yftlti = Eficiencia de la característica crítica i yftsti = Eficiencia potencial de la característica crítica i k = Número total de características k YRTlt = P yftlti i = 1 k YRTst = P yftsti i = 1
 de cada CTS, CTQ ó CTP considerando que : DPMOsti yftsti = 1 – Calcule las eficiencias roladas (YRT) de Corto (st) y largo plazo (lt) del Producto, Proceso ó Sistema mediante : Donde : YRTlt = Eficiencia rolada total del sistema. YRTst = Eficiencia rolada potencial del sistema. yftlti = Eficiencia de la característica crítica i. yftsti = Eficiencia potencial de la característica crítica i. k = Número total de características. k. YRTlt = P yftlti. i = 1. k. YRTst = P yftsti. i = 1.")
638
Tablero de control de variable múltiple
Calcule la Eficiencia Normalizada (ynorm) de corto (st) y largo plazo (lt) : Ynormst = (YRTst)1/k Ynormlt = (YRTlt)1/k En caso de que cada Característica Crítica tenga un diferente nivel de importancia, entonces la Eficiencia Normalizada se puede obtener ponderando las eficiencias de cada Característica usando la siguiente fórmula : Ynorm = (d1I1) x (d2I2) x … x (dnIn) (1/SIi) I es la importancia. La característica crítica con mayor valor de I es ponderado con mayor peso al calcular el valor total compuesto Y
 de corto (st) y largo plazo (lt) : Ynormst = (YRTst)1/k. Ynormlt = (YRTlt)1/k. En caso de que cada Característica Crítica tenga un diferente nivel de importancia, entonces la Eficiencia Normalizada se puede obtener ponderando las eficiencias de cada Característica usando la siguiente fórmula : Ynorm = (d1I1) x (d2I2) x … x (dnIn) (1/SIi) I es la importancia. La característica crítica con mayor valor de I es ponderado con mayor peso al calcular el valor total compuesto Y.")
639
Tablero de control de variable múltiple
Calcule los DPMO totales del sistema mediante: Con los DPMOst obtenga la Zst, con los DPMOlt obtenga la Zlt Calcule la Zshift del sistema mediante : DPMOst = (1 – Ynormst)*106 DPMOlt = (1 – Ynormlt)*106 Zshift = Zst - Zlt
*106. DPMOlt = (1 – Ynormlt)*106. Zshift = Zst - Zlt.")
Presentaciones similares
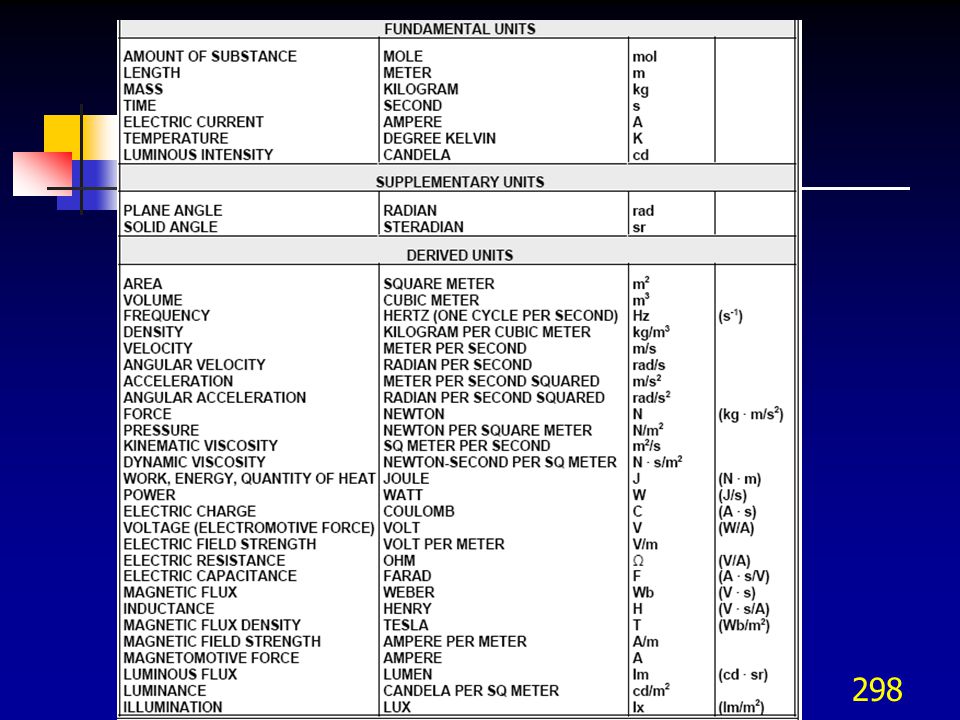
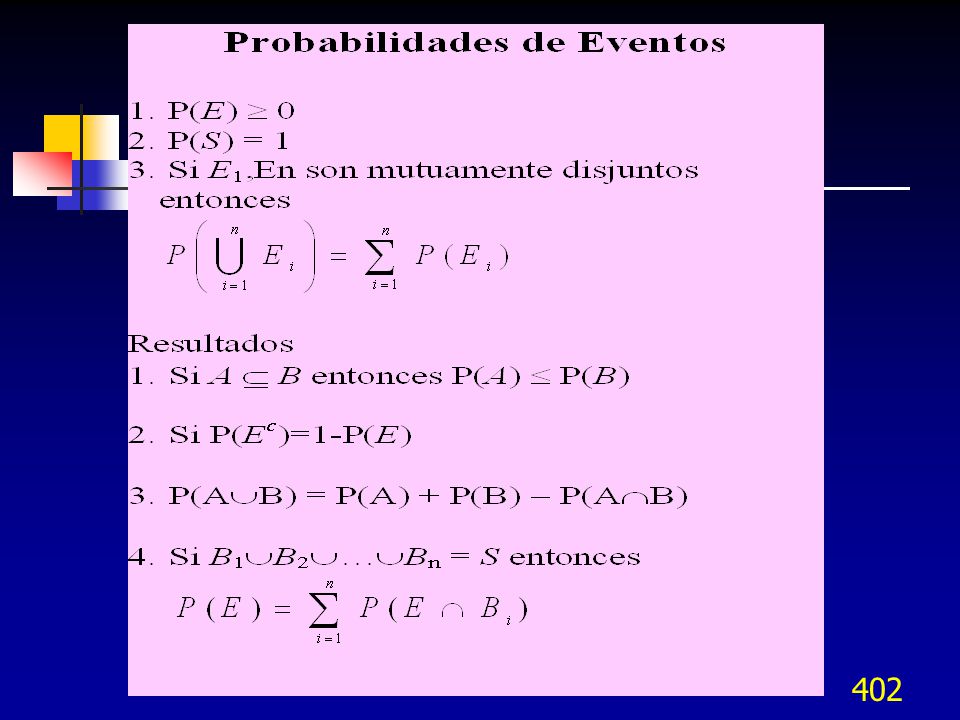
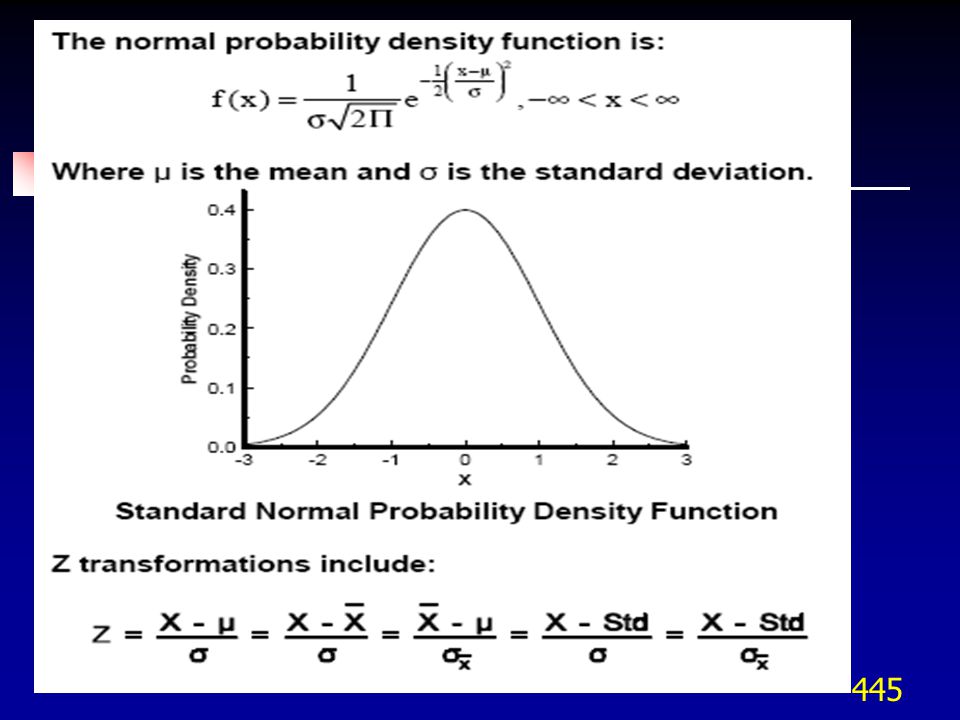






>")












