Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Modelación Matemática y Computacional en la Ingeniería Metalúrgica Mayo 2008 Seminarios de Modelación Matemática y Computacional Instituto de Geofísica, UNAM Dr. Bernardo Hernández Morales Depto. de Ingeniería Metalúrgica Facultad de Química, UNAM bernie@servidor.unam.mx

2
Índice Introducción ¿ Qué es la Ingeniería Metalúrgica ? Herramientas modernas de la Ingeniería Metalúrgica Modelación matemática de procesos metalúrgicos Campos de interés Multifísica y multi-escala Problemas directos y problemas inversos Aplicaciones: Tratamientos térmicos de aleaciones

3
Modificado de http://www.csc.com.tw/photodb/wh_en/index_html/prs.html Procesos de obtención y manufactura

4
Procesos de obtención de materiales Cambios químicos Procesos de manufactura de componentes Cambios físicos Procesos de obtención y manufactura

5
Diseño y Optimización de Procesos Mayor Calidad Menor Costo Factores Macroeconómicos Factores Ingenieriles

6
Diseño y Optimización de Procesos Indices de calidad Producto (p. ej., componente metálico) Propiedades mecánicas Propiedades físicas Propiedades químicas o electroquímicas Geometría Esfuerzos residuales “Reciclabilidad” Proceso Eficiencia energética Bajo impacto ambiental
 Propiedades mecánicas Propiedades físicas Propiedades químicas o electroquímicas Geometría Esfuerzos residuales Reciclabilidad Proceso Eficiencia energética Bajo impacto ambiental.")
7
Índice de calidad Variable de proceso Diseño y Optimización de Procesos I1I1 I2I2

8
G.J. Hardie et al. “Adaptation of injection technology for the HIsmelt TM process”. Savard/Lee International Symposium on Bath Smelting, 1992, pp. 623-644.

9
METODO EMPIRICO (ENSAYO Y ERROR) INGENIERÍA DE PROCESOS METODOS INDIRECTOS Diseño y Optimización de Procesos METODOLOGÍAS
 INGENIERÍA DE PROCESOS METODOS INDIRECTOS Diseño y Optimización de Procesos METODOLOGÍAS")
10
Ingeniería de Procesos Modelos matemáticos Modelos físicos Mediciones en planta Mediciones en laboratorio Diseño y Optimización de Procesos Conocimientos de: Fenómenos de Transporte Termodinámica Materiales HERRAMIENTAS Y CONOCIMIENTOS

11
Problema matemático (p. ej., ecuaciones diferenciales) Modelación matemática y computacional PROCESO ESTRUCTURA PROPIEDADES
 Modelación matemática y computacional PROCESO ESTRUCTURA PROPIEDADES.")
12
Térmico Microestructural Deformaciones Velocidades Concentraciones Eléctrico Magnético MULTIFÍSICO Modelación matemática y computacional Campos

13
Lingote de aluminio MacroestructuraMicroestructura Latón MULTI-ESCALA Modelación matemática y computacional Escalas

14
Modelación matemática y computacional rjrj r = 0 R. C.F. 1 C.F. 2 Y(t) q(t) = ? r r = 0 R C.F. 1 C.F. 2 T(r,t) q(t) r Problema directoProblema inverso
 q(t) = . r r = 0 R C.F. 1 C.F. 2 T(r,t) q(t) r Problema directoProblema inverso.")
15
Temperatura Tiempo Tratamientos térmicos

16
Objetivos del proceso: Propiedades mecánicas especificadas Distribución microestructural óptima Bajos niveles de distorsión Distribución óptima de esfuerzos residuales Procesamiento térmico para transformar a la microestructura Índices de calidad

17
Tratamientos térmicos Variables del proceso: Ciclo térmico (uno o varios procesos) Temperatura de calentamiento Tiempo a la temperatura de calentamiento Medio de enfriamiento Temperatura del medio de enfriamiento Agitación del medio de enfriamiento Composición química del material
 Temperatura de calentamiento Tiempo a la temperatura de calentamiento Medio de enfriamiento Temperatura del medio de enfriamiento Agitación del medio de enfriamiento Composición química del material")
18
TÉRMICO MICROESTRUCTURAL DESPLAZAMIENTO PROPIEDADES MECÁNICAS DISTORSIÓN RESIDUAL ESFUERZOS RESIDUALES Tratamientos térmicos

19
C.I. C.F. Modelo termo-microestructural Tratamientos térmicos

20
Término fuente: Cinética de transformación martensítica: Tratamientos térmicos

21
rjrj r = 0 R. C.F. 1 C.F. 2 Y(t) q(t) = ? r Problema inverso de conducción de calor (IHCP) Tratamientos térmicos
 Tratamientos térmicos.")
22
Problema inverso de conducción de calor (IHCP) C.I. C.F. Tratamientos térmicos
 C.I. C.F. Tratamientos térmicos")
23
Temple en un horno de vacío Adquisición de datos de temperatura vs. tiempo Tratamiento de datos con CONTA_CYL Verificación de los flujos obtenidos en CONTA_CYL por medio del cálculo de la evolución del campo térmico aplicando CONDUCT.

24
Temple en un horno de vacío Tiempo, s 050010001500200025003000 Temperatura, °C 0 200 400 600 800 1000 1200 Calculada Experimental

25
Temple en un horno de vacío Tiempo, s 10100100010000 Temperatura, °C 0 200 400 600 800 1000 1200 1 s 1 c c c s s Modelo térmico

26
Caracterización de medios de temple Dimensión del tubo: Altura: 200 mm Termopares : T/C 1 a r = 0.00 mm h = H/2 T/C 2 a r = 11.2 mm h = H/2 Dimensiones : Diámetro : 12.7 mm Altura : 50.4 mm Poste Tubo Barrenos 1.016 mm T/C Probeta Termopares

27
Caracterización de medios de temple Aire Forzado 34°C Aceite sin agitación 40°C Agua sin agitación 80°C Aire Quieto 34°C

28
Caracterización de medios de temple

29
Temple de un disco de acero Flujometro Bomba Contenedor Indicador de carátula con perno retráctil Termopares Pernos sujetadores Disco

30
Temple de un disco de acero Comportamiento debido a fluctuaciones en el área de mojado

31
Temple de un disco de acero Etapa 1Etapa 2Etapa 3 Etapa 1: Calentamiento dentro del horno. Etapa 2: Enfriamiento durante el traslado desde el horno hasta la posición de temple. Etapa 3: Enfriamiento durante el contacto con la columna de agua.

32
Temple de un disco de acero * Equivalente a 1.5 s después de iniciado el contacto con la columna de agua Escala de temperatura 0 s 24.5 s* 28.8 s 33 s 39.5 s 45 s

33
Modelación matemática y computacional Modelo mecánico Cargas Desplazamientos EsfuerzosDeformaciones Equilibrio Compatibilidad Ley constitutiva

34
Modelación matemática y computacional Modelo mecánico

35
Modelación matemática y computacional Modelo mecánico

36
Deformación en una probeta Navy-C Resultados reportados: Cuando se enfría una probeta Navy C de acero inoxidable, disminuye la distancia del extremo abierto. ¿ POR QUÉ ? Probeta Navy C

37
Deformación en una probeta Navy-C 900°C 450°C 270°C 0 °C 630°C (a)(b) Probeta Navy-C enfriada en agua quieta a 42ºC, después de 2 s de enfriamiento. (a) Superficie expuesta al fluido de enfriamiento. (b) Vista del plano de simetría en dirección angular.
 Superficie expuesta al fluido de enfriamiento. (b) Vista del plano de simetría en dirección angular..")
38
Deformación en una probeta Navy-C (a)(b) 900°C 450°C 270°C 0 °C 630°C Probeta Navy-C enfriada en agua quieta a 42ºC, después de 6 s de enfriamiento. (a) Superficie expuesta al fluido de enfriamiento. (b) Vista del plano de simetría en dirección angular.
 Superficie expuesta al fluido de enfriamiento. (b) Vista del plano de simetría en dirección angular..")
39
Deformación en una probeta Navy-C Antes del temple Después del temple Abertura (mm) Abertura (mm) 6.3336.187 6.3396.190 6.3406.195 Desplazamiento promedio: 0.147 mm Antes del temple Después del temple Abertura (mm) Abertura (mm) 6.3506.187 Desplazamiento: 0.163 mm MEDICIÓN EXPERIMENTAL DESPUÉS DEL TEMPLE EN AGUA QUIETA A 42°C PRONÓSTICO DE LA DISTORSIÓN
 Abertura (mm) Desplazamiento promedio: mm Antes del temple Después del temple Abertura (mm) Abertura (mm) Desplazamiento: mm MEDICIÓN EXPERIMENTAL DESPUÉS DEL TEMPLE EN AGUA QUIETA A 42°C PRONÓSTICO DE LA DISTORSIÓN")
40
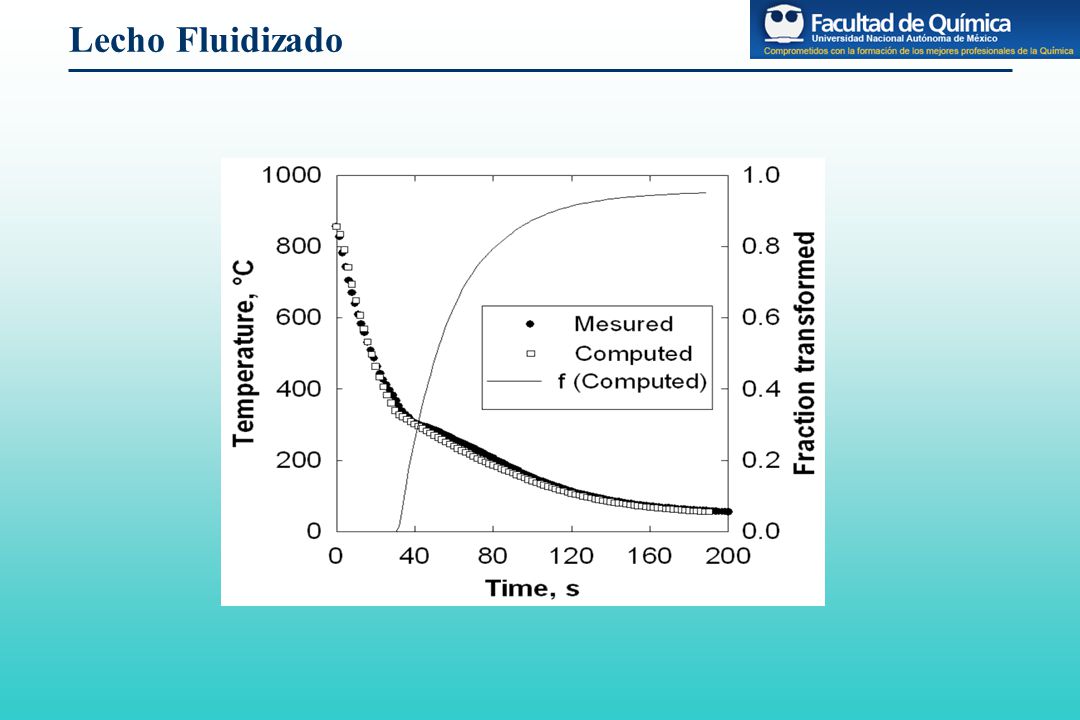
Lecho Fluidizado

42
N f = 1.4 N f = 1.8 Oil

43
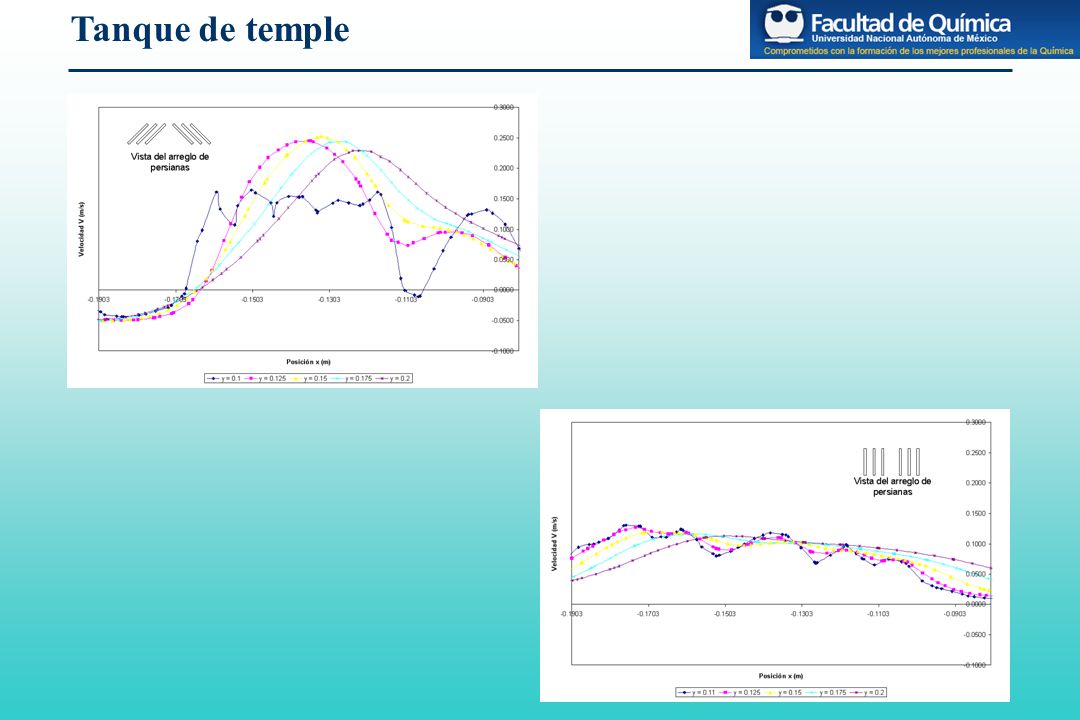
Tanque de temple Tanque cuadrangular con agitación por propela confinada

44
Campo de velocidad Tanque de temple

45
Campo de velocidad Modelo k-ε Tanque de temple

46
Principio de la técnica PIVAplicado al modelo. La región verde esquematiza el haz. La cámara no se representa.

47
Tanque de temple Modelo computacional

48
Tanque de temple

50
Interfase gráfica de usuario (GUI)
")
52
Conclusión La modelación matemática y computacional es una herramienta fundamental para simular, entender y optimizar procesos metalúrgicos eficientemente. Es indispensable que l@s ingenier@s metalúrgic@s dominen esta herramienta moderna. Se requiere formar grupos multi- y transdisciplinarios para desarrollar proyectos de modelación matemática y computacional.

53
¡ Gracias ! Dr. Bernardo Hernández Morales bernie@servidor.unam.mx

Presentaciones similares