Descargar la presentación
La descarga está en progreso. Por favor, espere

1
UNIVERSIDAD "ALONSO DE OJEDA"
Facultad de Ingenieria Escuela de Ingenieria Industrial CONTROL DE CALIDAD Profesor: Ing. Franklin Castellano Esp. en Protección y Seguridad Industrial

2
Contenido Calidad en los productos. Calidad en el diseño de los productos. Confiabilidad, disponibilidad, seguridad, manufacturabilidad. Establecimiento de especificaciones. Capacidad del proceso Metodologia Seis sigma Control por atributos.

3
1. Calidad en los productos.
¿Cuando se puede decir que un producto tiene calidad? Según definiciones anteriores se puede decir que un producto tiene calidad cuando su desempeño satisface las expectativas del cliente. Q= P/E, donde Q=Calidad, P=Desempeño y E= Expectativa Q < 1, El producto o servicio no rebasa las expectativas, no tiene calidad Q=1, El producto cumple la expectativas Q > 1, El producto o servicio rebasa las expectativas, tiene calidad La determinación de P y E se basa en la percepción (mayormente), donde P lo define el vendedor y E lo define el cliente. El desempeño (P), viene dado por el grado de cumplimiento en cuanto a la función del producto y/o por el cumplimiento de los atributos y especificaciones requeridas por el cliente.
, donde P lo define el vendedor y E lo define el cliente. El desempeño (P), viene dado por el grado de cumplimiento en cuanto a la función del producto y/o por el cumplimiento de los atributos y especificaciones requeridas por el cliente.")
4
2. Calidad en el diseño de los productos.
Control de Calidad; Es el uso de técnicas y actividades con el fin de lograr mantener o mejorar la calidad de un producto o servicio. Implica la integración de las siguientes técnicas y actividades: Especificaciones de lo que se necesita Diseño del producto o servicio para cumplir las especificaciones Producción o instalación que cumplan todas las intenciones de las especificaciones. Inspección para determinar la conformidad de las especificaciones Examen del uso para obtener información para modificar las especificaciones, si es necesario

5
3. Confiabilidad, disponibilidad, seguridad, manufacturabilidad.
Confiabilidad: es la probabilidad de que un producto cumpla sus funciones propias en forma satisfactoria durante un tiempo definido Factores que determinan la confiabilidad Valor Numérico: probabilidad de que un producto funcione satisfactoriamente en un tiempo determinado. 2. Función Propia: Los productos se diseñan para aplicaciones particulares y se esperan que puedan desempeñar esas aplicaciones. 3. Duración o vida útil del producto: Tiempo esperado de funcionamiento. 4. Condiciones ambientales: Implica las condiciones ambientales para los cuales fue diseñado el producto

6
Disponibilidad: es la probabilidad de que un producto este disponible para ser utilizado en un tiempo definido. Se relaciona a la confiabilidad por ser directamente proporcionales a mayor confiabilidad mejor disponibilidad Seguridad: es la probabilidad de que un producto funcione sin fallas o desviaciones durante un tiempo definido, su relación con la confiabilidad es que un producto mientras mas seguro sea, este sera mas confiable Manufacturabilidad: Tiene que ver con el diseño del producto y se relaciona con la confiabilidad en que esta es inversamente proporcional al numero de partes o componentes del producto.

7
Confiabilidad del sistema
A medida que los productos se vuelven mas complejos y tienen mas componentes se vuelven menos confiables, es decir aumenta la probabilidad de que no funcionen. El método de arreglar los componentes afecta la probabilidad de todo el sistema, estos se pueden arreglar de la siguiente manera: SERIE PARALELO COMBINADO RA=0,955 RB=0,750 RC=0,999 Parte A Parte B Parte C SERIE RS= RA*RB*RC= 0,955*0,750*0,999= 0,715

8
Rj=0,840 Ri=0,750 Parte j Parte i Paralelo RS= 1- (1-Ri)*(1-Rj) RS= 1- (0,25)*(0,16) RS= 0,96 Rj=0,840 Ri=0,750 Parte j Parte i Combinado RA=0,955 RC=0,999 Parte A Parte C RS= RA*RP*RC= 0,955*0,96*0,999= 0,915

9
Ejemplo 1: Determine la confiabilidad del sistema siguiente
Se resuelve la serie 1: RS1= 0,95 * 0,88 = 0,84 Se resuelve la serie 2 RS2= 0,95 * 0,88 = 0,84 Se resuelve el paralelo de RS1 Y RS2 RS3= 1- (1-RS1)*(1-RS2)= 1- ( 0,16 * 0,16) = 0,97 Se resuelve el paralelo RS4 RS4= 1- (1-0,92)*(1-0,98)* (1-0,98)*(1-0,92)= 1- (0,08*0,02*0,08*0,02)= 0,99 Se resuelve la serie final RST= RS3*RS4*RS5*RS6 = 0,97 * 0,99 * 0,9 * 0,8 = 0,69
*(1-RS2)= 1- ( 0,16 * 0,16) = 0,97. Se resuelve el paralelo RS4. RS4= 1- (1-0,92)*(1-0,98)* (1-0,98)*(1-0,92)= 1- (0,08*0,02*0,08*0,02)= 0,99. Se resuelve la serie final. RST= RS3*RS4*RS5*RS6 = 0,97 * 0,99 * 0,9 * 0,8 = 0,69.")
10
Diferencia con límites de control
4. Establecimiento de especificaciones. Las especificaciones son las variaciones permitida en la característica de calidad del producto. Se determinan: 1. Según el requerimiento del proceso (Exactitud de medida, error permitido) 2. Comportamiento del proceso (medias y desviaciones muéstrales) Diferencia con límites de control Los limites de control se establecen para promedio de valores, las especificaciones son para valores individuales. Los limites de control son determinados por el proceso las especificaciones son opcionales, pueden o no ser determinadas por el proceso. Con las graficas de control se determina si el proceso esta dentro e los limites de control, pero no si cumple con las especificaciones..
 2. Comportamiento del proceso (medias y desviaciones muéstrales) Diferencia con límites de control. Los limites de control se establecen para promedio de valores, las especificaciones son para valores individuales. Los limites de control son determinados por el proceso las especificaciones son opcionales, pueden o no ser determinadas por el proceso. Con las graficas de control se determina si el proceso esta dentro e los limites de control, pero no si cumple con las especificaciones..")
11
Capacidad y tolerancia del proceso
La capacidad del proceso es la posibilidad que tiene este de cumplir con las especificaciones y la tolerancia es la diferencia entre las especificaciones, cuando se establecen tolerancias sin considerar la capacidad del proceso se presentan situaciones indeseables. POSIBLES SITUACIONES Situación Formula Observación Capacidad del proceso menor que la tolerancia 6δ < (ES-EI) Es el mas conveniente, el proceso puede estar bajo control y si no lo esta no genera desperdicios ni reproceso Capacidad del proceso igual a la tolerancia 6δ = (ES-EI) No presenta problemas cuando el proceso esta bajo control, pero al salirse de control genera productos no conformes Capacidad del proceso mayor que la tolerancia 6δ > (ES-EI) Se presenta situación indeseable, valores mayores que la especificación superior o menores que la especificación inferior, el proceso esta bajo control pero genera productos no conformes
 Es el mas conveniente, el proceso puede estar bajo control y si no lo esta no genera desperdicios ni reproceso. Capacidad del proceso igual a la tolerancia. 6δ = (ES-EI) No presenta problemas cuando el proceso esta bajo control, pero al salirse de control genera productos no conformes. Capacidad del proceso mayor que la tolerancia. 6δ > (ES-EI) Se presenta situación indeseable, valores mayores que la especificación superior o menores que la especificación inferior, el proceso esta bajo control pero genera productos no conformes.")
12
Caso1; 6δ < (ES-EI) Caso2; 6δ = (ES-EI)
 Caso2; 6δ = (ES-EI)")
13
Caso3; 6δ > (ES-EI) Ejemplo: Los pernos de fijación para los soportes de piezas se rectifican hasta un diámetro de 12,5 mm con una tolerancia de + 0,05 mm, si el proceso esta centrado en 12,5 mm (μ) y la desviación es de 0,02 (δ). Indique si el proceso esta controlado, genera desperdicios o reproceso.
 y la desviación es de 0,02 (δ). Indique si el proceso esta controlado, genera desperdicios o reproceso.")
14
Se determinan las especificaciones:
ES (especificación superior) = Medida + Tolerancia = 12,5 + 0,05 = 12,55 EI (especificación Inferior) = Medida - Tolerancia = 12,5 - 0,05 = 12,45 Se determinan los limites de control (para valores individuales) LCS= μ + δ = 12,5 + 0,02 = 12,52 LCI= μ - δ = 12,5 - 0,02 = 12,48 Proceso controlado
 = Medida + Tolerancia = 12,5 + 0,05 = 12,55. EI (especificación Inferior) = Medida - Tolerancia = 12,5 - 0,05 = 12,45. Se determinan los limites de control (para valores individuales) LCS= μ + δ = 12,5 + 0,02 = 12,52. LCI= μ - δ = 12,5 - 0,02 = 12,48. Proceso controlado.")
15
Proceso con doble especificaciones
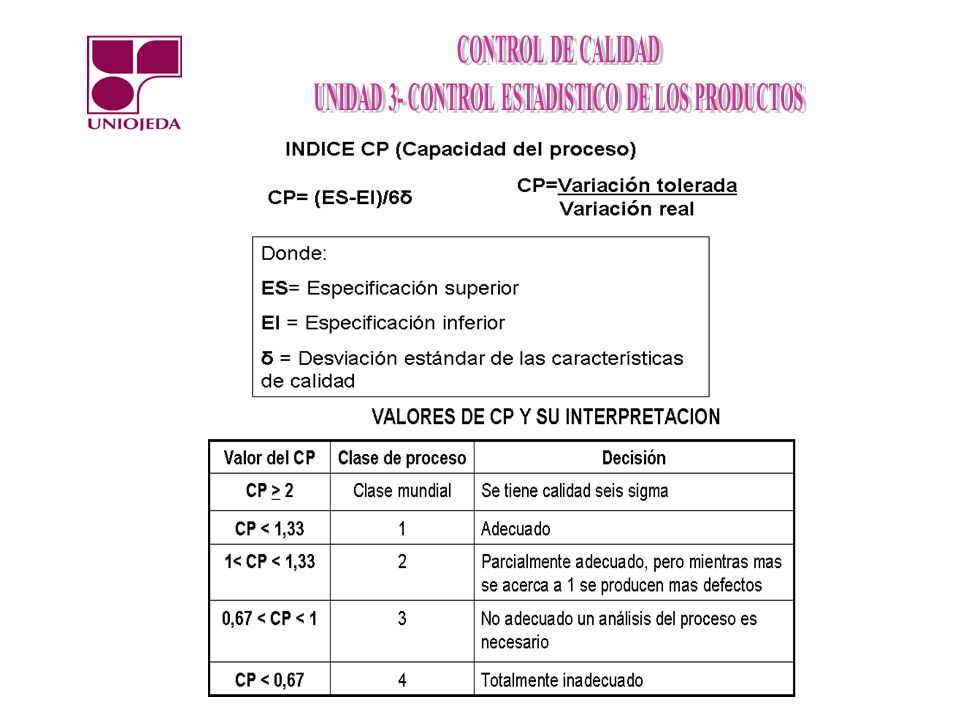
5. Capacidad de procesos La capacidad de un proceso consiste en analizar que tan bien sus variables de salida satisfacen los requerimientos o especificaciones previstas. Para la medición de estas variables de salida se utilizan los INDICES DE CAPACIDAD. Índices de medición del proceso Proceso con doble especificaciones Los índices CP y CPk ayudan a enfatizar la necesidad de mejoras para reducir la variabilidad del proceso, también facilitan la comparación de desempeño de distintos proveedores o procesos y proporcionan una idea aproximada del porcentaje de artículos que no cumplen con las especificaciones

18
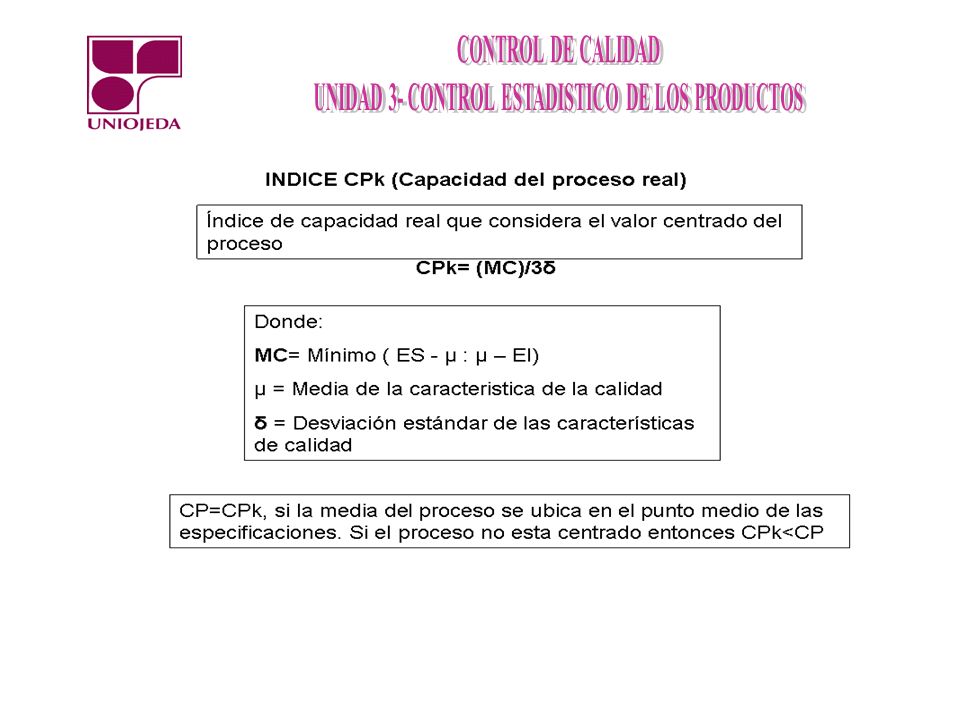
CPk= 0,76/ 3*(0,51) = 0,497, CPk < CP, proceso descentrado
Ejemplo; Una característica importante de los sacos de fertilizantes es que su peso debe ser de 50 Kg, teniendo una tolerancia de 1 Kg por encima o por debajo, la desviación estándar del proceso es de 0,51 con una media de 49,76 Determine los índices CP y CPk CP= (51- 49)/ 6*(0,51) = 0,65 El proceso de envasado es incapaz de cumplir con las especificaciones, requiere de modificaciones muy serias MC= mínimo (51- 49,76) : (49,76 – 49) = 0,76 CPk= 0,76/ 3*(0,51) = 0,497, CPk < CP, proceso descentrado
/ 6*(0,51) = 0,65. El proceso de envasado es incapaz de cumplir con las especificaciones, requiere de modificaciones muy serias. MC= mínimo (51- 49,76) : (49,76 – 49) = 0,76. CPk= 0,76/ 3*(0,51) = 0,497, CPk < CP, proceso descentrado.")
20
Índice de capacidad superior (CPS) Índice de capacidad inferior (CPI)
Proceso con una sola especificación Existen productos que tienen una o varias características de calidad que cuentan con una sola especificación, ya sea superior o inferior Índice de capacidad superior (CPS) Índice de capacidad inferior (CPI) CPS = (ES – μ) / 3 δ CPI = (μ - EI) / 3 δ El valor mínimo de los índices CPS y CPI para que el proceso sea capaz de cumplir con las respectivas especificaciones es de 1,25. Si la característica de calidad es crítica entonces debe ser de 1,45. Como se puede ver los índices CPS y CPI coinciden con el índice CPk
 Índice de capacidad inferior (CPI) CPS = (ES – μ) / 3 δ. CPI = (μ - EI) / 3 δ. El valor mínimo de los índices CPS y CPI para que el proceso sea capaz de cumplir con las respectivas especificaciones es de 1,25. Si la característica de calidad es crítica entonces debe ser de 1,45. Como se puede ver los índices CPS y CPI coinciden con el índice CPk.")
21
Tabla de % de productos fuera de especificaciones según los índices CP
Proceso con doble especificación Proceso con una sola especificación Valor del índice % Fuera de especificaciones Partes por millón fuera 0,25 45,33 22,66 0,50 13,36 6,68 66.807 0,60 7,19 71.861 3,59 35.931 0,70 3,57 35.729 1,79 17.865 0,80 1,64 16.395 0,82 8.198 0,90 0,69 6.934 0,35 3.467 1,00 0,27 2.700 0,135 1.350 1,10 0,097 967 0,048 484 1,20 0,032 318 0,016 159 1,30 0,010 96 0,005 48 1,40 0,003 27 0,0014 14 1,50 0,0007 7 0,0004 4 1,60 0,0002 2 0,0001 1

22
La especificación dada es inferior (EI=100)
Ejemplo 2 En una ensambladora de carros, en el área de pintado, una característica de calidad es el espesor de la capa antipiedra en el guardafango trasero, que debe tener un espesor mínimo de 100 micras, para asegurar el cumplimiento de esta se lleva una tabla de control, en la que se mide el espesor de tres productos consecutivos de manera periódica. De acuerdo a la información suministrada por esta carta, el proceso esta en control estadístico, y se tiene que μ=105 y δ= 6,5. Determine si el proceso es capaz de cumplir las especificaciones. La especificación dada es inferior (EI=100) Entonces CPI = (μ - EI) / 3 δ CPI= ( ) / 3*6,5 = 0,256 El proceso es incapaz de cumplir las especificaciones y puede haber un porcentaje mayor a 22,56% que salga fuera de las especificaciones
 Entonces CPI = (μ - EI) / 3 δ. CPI= ( ) / 3*6,5 = 0,256. El proceso es incapaz de cumplir las especificaciones y puede haber un porcentaje mayor a 22,56% que salga fuera de las especificaciones.")
Presentaciones similares




>")











 Capacidad del proceso>")


