Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Profesor: Ing. Franklin Castellano Esp. en Protección y Seguridad Industrial

2
Ejercicio de especificaciones y capacidad del proceso Una fabrica de cervezas ha presentado problemas en el proceso de llenado de sus botellas tipo pilsen, el llenado de estas debe ser de 222 mlt con una tolerancia superior e inferior de 1 mlt, para determinar si el proceso esta controlado se toman 2 muestras durante 10 dias, los datos se muestran en la tabla siguiente. Determine si el proceso esta controlado, genera desperdicios o reproceso y cual es la capacidad del proceso de cumplir las especificaciones DíasX1X2 1221222 2223222 3 221 4220223 5222221 6 223 7 222 8223220 9222220 10221222

3
Tabla de frecuencias ValorFrecuenc ia 2203 2215 2227 2235 El proceso esta fuera de control generando reproceso CP= (223- 221)/ 6*(1) = 0,33 El proceso es incapaz de cumplir con las especificaciones, requiere de modificaciones muy serias
/ 6*(1) = 0,33 El proceso es incapaz de cumplir con las especificaciones, requiere de modificaciones muy serias")
4
Metodología seis sigma Seis Sigma es una metodología de mejora de procesos, centrada en la reducción de la variabilidad de los mismos, consiguiendo reducir o eliminar los defectos o fallas en la entrega de un producto o servicio al cliente. La meta de 6 Sigma es llegar a un máximo de 3,4 defectos por millón de eventos u oportunidades (DPMO), entendiéndose como defecto cualquier evento en que un producto o servicio no logra cumplir los requisitos del cliente.DPMO Seis sigma utiliza herramientas estadísticas para la caracterización y el estudio de los procesos, de ahí el nombre de la herramienta, ya que sigma es la desviación típica que da una idea de la variabilidad en un proceso y el objetivo de la metodología seis sigma es reducir ésta de modo que el proceso se encuentre siempre dentro de los límites establecidos por los requisitos del cliente.herramientas estadísticasdesviación típica
, entendiéndose como defecto cualquier evento en que un producto o servicio no logra cumplir los requisitos del cliente.DPMO Seis sigma utiliza herramientas estadísticas para la caracterización y el estudio de los procesos, de ahí el nombre de la herramienta, ya que sigma es la desviación típica que da una idea de la variabilidad en un proceso y el objetivo de la metodología seis sigma es reducir ésta de modo que el proceso se encuentre siempre dentro de los límites establecidos por los requisitos del cliente.herramientas estadísticasdesviación típica.")
5
Obtener 3,4 defectos en un millón de oportunidades es una meta bastante ambiciosa pero lograble. Se puede clasificar la eficiencia de un proceso en base a su nivel de sigma: 1sigma= 690.000 DPMO = 31% de eficiencia 2sigma= 308.538 DPMO = 69% de eficiencia 3sigma= 66.807 DPMO = 93,3% de eficiencia 4sigma= 6.210 DPMO = 99,38% de eficiencia 5sigma= 233 DPMO = 99,977% de eficiencia 6sigma= 3,4 DPMO = 99,99966% de eficiencia 7sigma= 0,019 DPMO = 99,9999981% de eficiencia

6
Ejemplo En una empresa de producción continua, en el área de mecanizado, una característica de calidad es la longitud de sus bujes, que debe tener una longitud mínima de 25 cm, para asegurar el cumplimiento de esta se lleva una tabla de control, en la que se mide la longitud de tres productos consecutivos de manera periódica. De acuerdo a la información suministrada por esta carta, el proceso esta en control estadístico, y se tiene que μ=26 y δ= 0,26. Determine si el proceso es capaz de cumplir las especificaciones, para una metodología normal y para la 6 sigma

7
La especificación dada es inferior (EI=25) Entonces CPI = (μ - EI) / 3 δ CPI= (26-25) / 3*0,26 = 1,28 El proceso es adecuado CPI < 1,33 Si se exige calidad seis sigma Entonces CPI = (μ - EI) / 6 δ CPI= (26-25) / 6*0,26 = 0,64 El proceso es totalmente inadecuado CPI < 0,67
 Entonces CPI = (μ - EI) / 3 δ CPI= (26-25) / 3*0,26 = 1,28 El proceso es adecuado CPI < 1,33 Si se exige calidad seis sigma Entonces CPI = (μ - EI) / 6 δ CPI= (26-25) / 6*0,26 = 0,64 El proceso es totalmente inadecuado CPI < 0,67")
8
5. Control por atributos. Tipo de graficoUso Grafico PnNumero de unidades defectuosas Grafico PFracción de unidades defectuosas Grafico CNumero de defectos Grafico UNumero de defectos por unidad

9
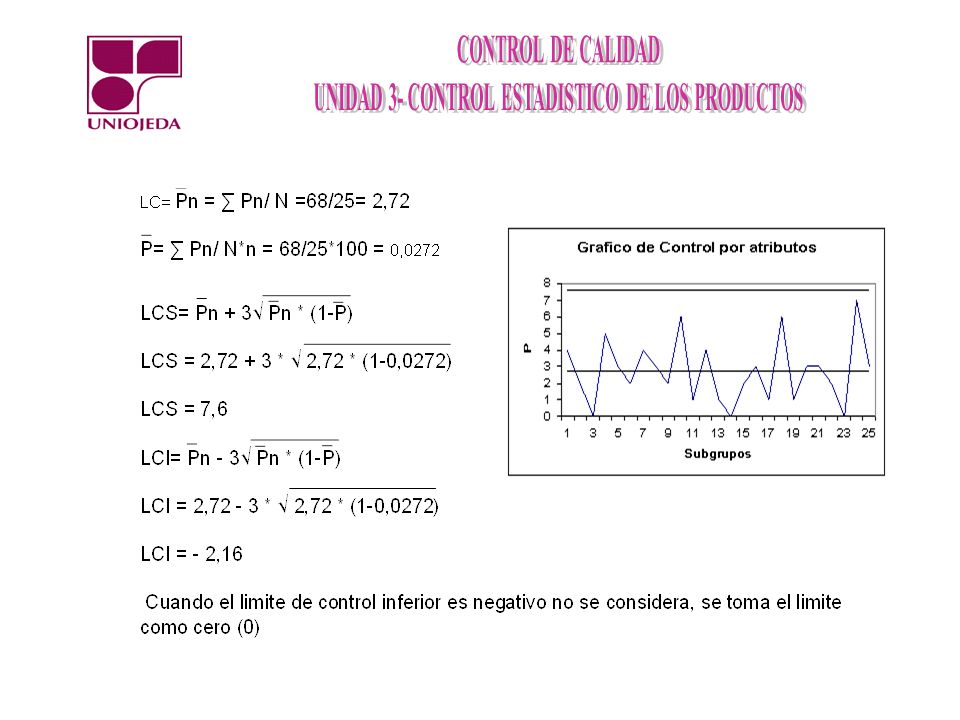
Se utiliza para determinar el numero de unidades defectuosas en una muestra, la forma de calcular el valor central y los limites es la siguiente: Grafico Pn VALORFORMULAS Central (LC)N= numero de subgrupos Pn= numero de unidades defectuosas por cada muestra Limite de Control Superior (LCS ) LCS= Pn + 3 Pn * (1-P) P= Promedio de unidades defectuosas = Pn/N*n n= numero de muestras Limite de Control inferior (LCI) LCI= Pn - 3 Pn * (1-P) Pn = Pn/ N
N= numero de subgrupos Pn= numero de unidades defectuosas por cada muestra Limite de Control Superior (LCS ) LCS= Pn + 3 Pn * (1-P) P= Promedio de unidades defectuosas = Pn/N*n n= numero de muestras Limite de Control inferior (LCI) LCI= Pn - 3 Pn * (1-P) Pn = Pn/ N")
10
Ejercicio SubgruposnPn 11004 2 2 3 0 4 5 5 3 6 2 7 4 8 3 9 2 101006 111001 121004 131001 141000 151002 161003 171001 181006 191001 201003 211003 221002 231000 241007 251003 Sumatoria250068

12
Se utiliza para determinar la fracción de unidades defectuosas en una muestra, la forma de calcular el valor central y los limites es la siguiente Grafico P VALORFORMULAS Central (LC) LC= P= P/ N N= Numero de subgrupos P= Fracción de unidades defectuosas por cada muestra P= Promedio de fracción de unidades defectuosas Limite de Control Superior (LCS ) LCS= P + 3 P * (1-P)/n Limite de Control inferior (LCI) LCI= P - 3 P * (1-P)/n
 LC= P= P/ N N= Numero de subgrupos P= Fracción de unidades defectuosas por cada muestra P= Promedio de fracción de unidades defectuosas Limite de Control Superior (LCS ) LCS= P + 3 P * (1-P)/n Limite de Control inferior (LCI) LCI= P - 3 P * (1-P)/n")
13
Ejercicio SubgruposnPnP 110040,04 210020,02 310000 4 50,05 510030,03 610020,02 710040,04 810030,03 910020,02 1010060,06 1110010,01 1210040,04 1310010,01 1410000 1510020,02 1610030,03 1710010,01 1810060,06 1910010,01 2010030,03 2110030,03 2210020,02 2310000 2410070,07 2510030,03 Sumatoria2500680,68

15
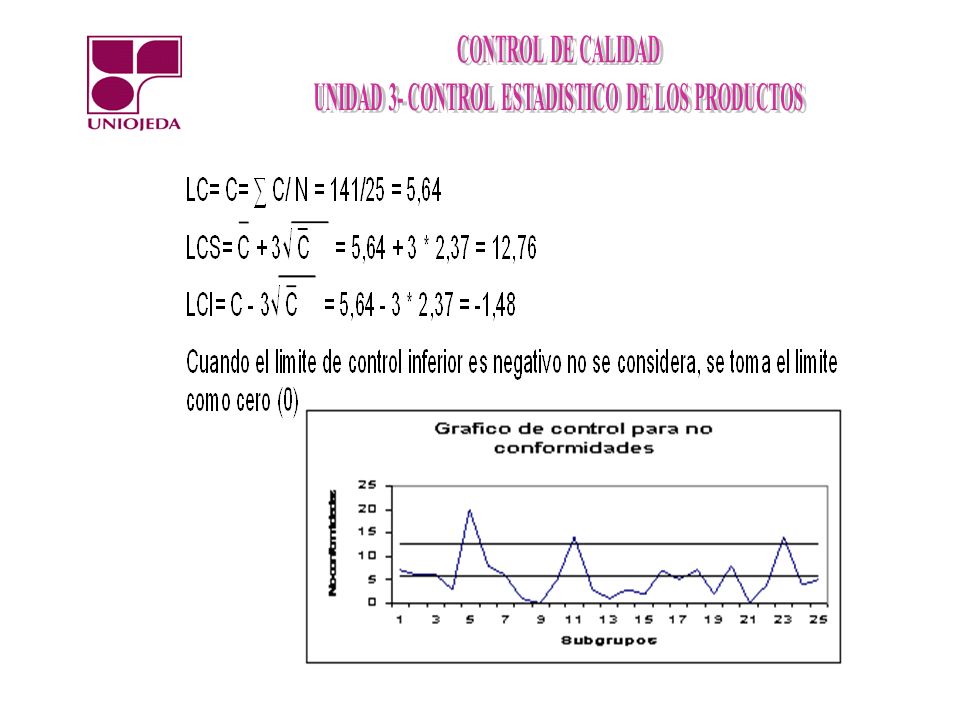
Se utiliza para determinar el numero de defectos o no conformidades en varios subgrupos, la forma de calcular el valor central y los limites es la siguiente: Grafico C VALORFORMULAS Central (LC) LC= C= C/ N N= numero de subgrupos, C= Nº de no conformidades por cada subgrupo C= Promedio de no conformidades por subgrupo Limite de Control Superior (LCS ) LCS= C + 3 C Limite de Control inferior (LCI) LCI= C - 3 C
 LC= C= C/ N N= numero de subgrupos, C= Nº de no conformidades por cada subgrupo C= Promedio de no conformidades por subgrupo Limite de Control Superior (LCS ) LCS= C + 3 C Limite de Control inferior (LCI) LCI= C - 3 C")
16
Nº de SerieNo conformidades MY1027 MY1036 MY1046 MY1053 MY10620 MY1078 MY1086 MY1091 MY1100 MY1115 MY11214 MY1133 MY1141 MY1153 MY1162 MY1177 MY1185 MY1197 MY1202 MY1218 MY1220 MY1234 MY12414 MY1254 MY1265 Sumatoria141 Ejercicio

18
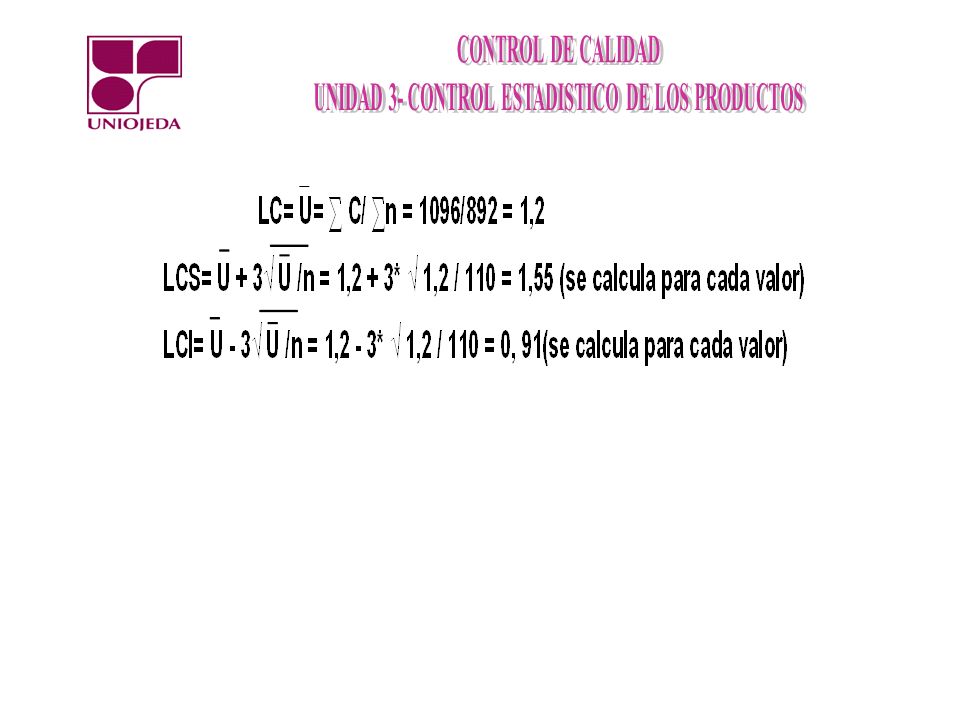
Se utiliza para determinar el numero de defectos o no conformidades por unidad, la forma de calcular el valor central y los limites es la siguiente: Grafico U VALORFORMULAS Central (LC) LC= U= C/ n C= Nº de no conformidades por cada subgrupo U= Promedio de no conformidades por unidad n= Cantidad inspeccionada en cada subgrupo Limite de Control Superior (LCS ) LCS= U + 3 U / n Limite de Control inferior (LCI) LCI= U - 3 U / n
 LC= U= C/ n C= Nº de no conformidades por cada subgrupo U= Promedio de no conformidades por unidad n= Cantidad inspeccionada en cada subgrupo Limite de Control Superior (LCS ) LCS= U + 3 U / n Limite de Control inferior (LCI) LCI= U - 3 U / n")
19
Nº Inspeccion Cantidad inspeccionada No conformidades No conformidades por unidad 11101201,09 282941,15 396890,93 41151621,41 51081501,39 656821,46 71201431,19 8981341,37 9102970,95 101151451,26 Sumatoria8921096 Ejercicio

21
Nº Inspección Cantidad inspeccionada No conformidades No conformidades por unidad LCSLCI 11101201,091,550,91 282941,151,600,86 396890,931,570,89 41151621,411,540,92 51081501,391,550,91 656821,461,670,78 71201431,191,530,93 8981341,371,560,89 9102970,951,560,90 101151451,261,540,92 Sumatoria 8921096

Presentaciones similares

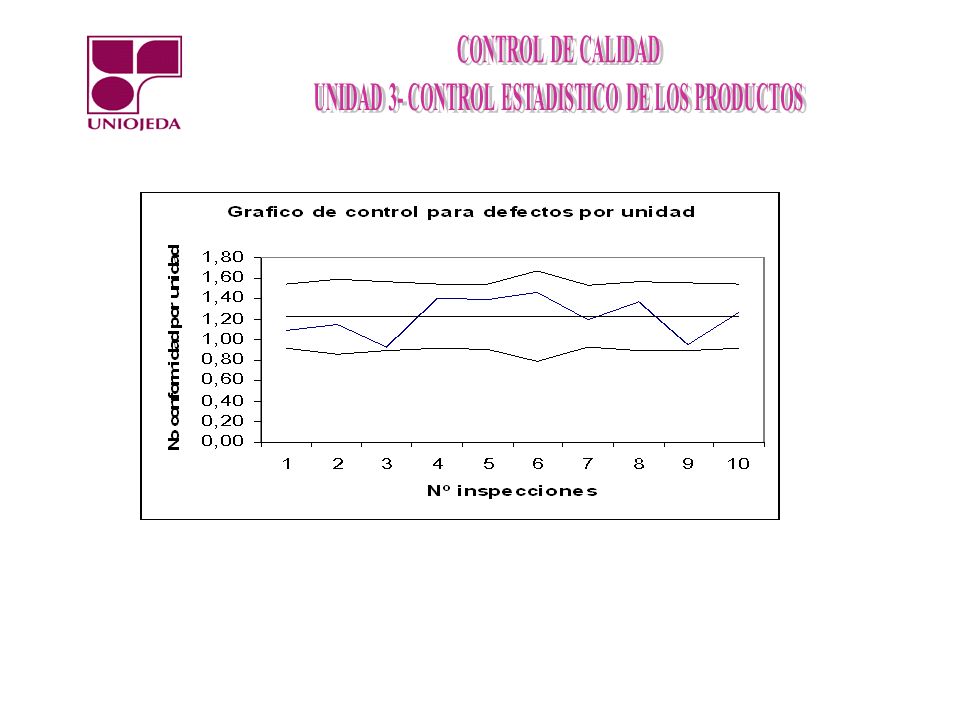

 LCS LCI Grafico U (Numero de defectos por unidad)>")













 Grafico Pn (Numero de defectuosos)>")

 Capacidad del proceso>")

