Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Métodos para reducir o eliminar la recuperación elastica.

2
Operación comunes de doblado con matrices

3
Ejemplos de diversas operaciones de doblado.

4
Fuerza de Doblado La fuerza de doblado es una función de la resistencia del material, la longitud (L) de doblado. El espesor (T) de la hoja y la abertura de la matriz o dado (W), excluyendo la fricción se puede calcular usando la siguiente formula: P = (K) (Y) (L) (T^2) / (W) Donde el factor K varia de alrededor de 0.3 para una matriz deslizante a 0.7 para una matriz en U y a 1.3 para una matriz en V, y Y es el esfuerzo de fluencia del material. Para una matriz en V, con frecuencia se modifica la ecuación a la siguiente: P = (UTS) (L) (T^2) / (W) Donde UTS es la resistencia máxima del material. Esta ecuación se aplica bien a situaciones en las que el radio de la punta del punzón y el espesor de la hoja son relativamente pequeños comparados con la abertura de la matriz (W). La fuerza de doblado tambien es funcion del acance del punzon en el ciclo de doblado. Aumenta de cero a un maximo y puede incluso disminuir cuando se termina el doblado. La fuerza se incrementa despues de manera abrupta conforme el punzon alcanza el fondo de la matriz. Sin embargo en el doblado al aire, la fuerza no vuelve a aumentar luego de que comienza a disminuir, ya que no encuentra resistencia en su movimiento libre hacia abajo.
 de doblado. El espesor (T) de la hoja y la abertura de la matriz o dado (W), excluyendo la fricción se puede calcular usando la siguiente formula: P = (K) (Y) (L) (T^2) / (W) Donde el factor K varia de alrededor de 0.3 para una matriz deslizante a 0.7 para una matriz en U y a 1.3 para una matriz en V, y Y es el esfuerzo de fluencia del material. Para una matriz en V, con frecuencia se modifica la ecuación a la siguiente: P = (UTS) (L) (T^2) / (W) Donde UTS es la resistencia máxima del material. Esta ecuación se aplica bien a situaciones en las que el radio de la punta del punzón y el espesor de la hoja son relativamente pequeños comparados con la abertura de la matriz (W). La fuerza de doblado tambien es funcion del acance del punzon en el ciclo de doblado. Aumenta de cero a un maximo y puede incluso disminuir cuando se termina el doblado. La fuerza se incrementa despues de manera abrupta conforme el punzon alcanza el fondo de la matriz. Sin embargo en el doblado al aire, la fuerza no vuelve a aumentar luego de que comienza a disminuir, ya que no encuentra resistencia en su movimiento libre hacia abajo.")
5
Operaciones diversas al doblado y otras relacionadas

6
Formado en prensas plegadoras
La maquina utiliza matrices largas en prensas mecánicas o hidráulicas. Son para pequeños lotes de produccion El herramental es simple, movimientos de arriba-abajo y se adaptan con facilidad a una amplia variedad de formas.

8
Doblado con rodillo Las placas se doblan mediante un juego de rodillos. Se pueden obtener diversas curvaturas al ajustar distancia entre los tres rodillos. Se utiliza para aplicaciones como calderas, recipientes cilíndricos a presión y diversos miembros estructurales curvos.

9
Doblado en maquina de cuatro corredoras
Los movimientos laterales de las matrices se controlan y sincronizan con el movimiento vertical a fin de dar forma deseada a la parte Es útil este proceso para tubería, bujes y diversos

11
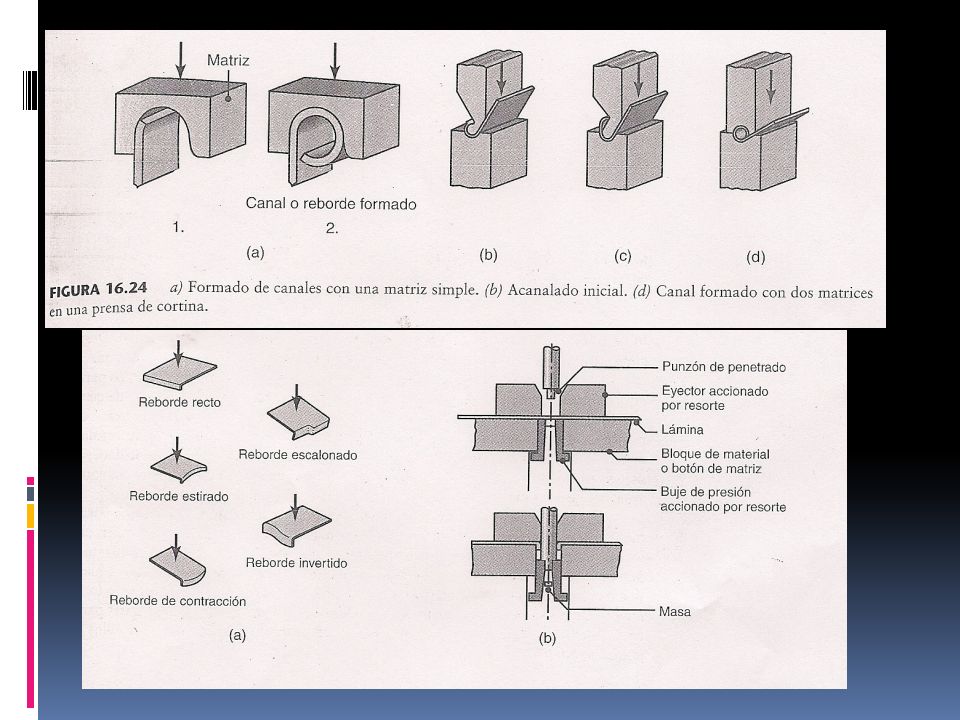
Acanalado En el acanalado, la periferia de la hoja metálica se dobla dentro de la cavidad de la matriz El canal o reborde formado aumenta el momento de inercia de esa sección, los canales mejoran la apariencia de la parte y eliminan las orillas afiladas expuestas,

12
Rebordeado Este proceso de doblado de las orillas de las hojas metálicas, por lo común 90 grados.

14
PLEGADO Y COSTURA En el proceso de plegado, la orilla de la hoja se dobla sobre si misma. El plegado aumenta la rigidez de la parte, mejora su apariencia y elimina orillas afiladas. La costura comprende la unión de dos orillas de hojas metálicas mediante el plegado.

15
ABOMBADO Este proceso implica la colocación de una parte tubular, cónica o curvilínea dentro de una matriz hembra dividida, expandiéndola después, por lo común con un inserto de poliuretano. Luego se retrae el punzón, se regresa el inserto a su forma original , y se retira la parte formada abriendo la matriz dividida. Las ventajas de utilizar insertos de poliuretano es que son muy resistentes a la abrasión, al desgaste y a los lubricantes, además de que no dañan el acabado superficial de la parte que se esta formando.

16
CONFORMADOS POR ESTIRAMIENTO
Una hoja metálica se sujeta por sus extremos y después se estira sobre una matriz macho. Esta se mueve hacia arriba, hacia abajo o lateralmente, lo que depende del diseño particular de la maquina. En la mayoría de las operaciones, la pieza en bruto es una hoja rectangular sujeta en sus extremos mas angostos y estirada a lo largo, permitiendo así que el material se contraiga a lo ancho. La conformación por estirado no puede producirse partes con contornos afilados o con esquinas reentrantes. Las matrices para conformado por estiramiento se fabrican con aleaciones de zinc, acero, plásticos o madera. La mayoría de las aplicaciones requiere muy poca lubricación.

17
DOBLADO Y FORMADO DE TUBOS
El doblado y conformado de tubos y otras secciones hecas requiere de herramental especial debido a la tendencia de pandeo y al plegado. El metodo mas antiguo para doblar un tubo o una tuberia consiste en rellenar su interior con particulas sueltas, comunmente arena, y despues doblarlo sobre un soporte adecuado. La funcion del relleno es evitar que el tubo se pandee hacia dentro;una vez doblado se sacude y se saca la arena. Los tubos tambien se pueden rellenar con diversos mandriles flexibles internos con el mismo proposito que la arena

18
Los tubos gruesos que se vallan a trabajar con doblado tienden a tener menor pandeo, pueden ser doblados con seguridad sin el uso de rellenos o de insertos. El formado de tubos y de formas tubulares, como los tubos de escape o de alimentación de combustible, también se puede efectuar mediante la presión interna de un fluido(remplazando el inserto de poliuretano), sellando los extremos por medios mecánicos. En este proceso la parte se expande en una matriz hembra dividida, a presiones de 90,000psi. Después se abre la matriz para retirar la parte formada.
, sellando los extremos por medios mecánicos. En este proceso la parte se expande en una matriz hembra dividida, a presiones de 90,000psi. Después se abre la matriz para retirar la parte formada.")
19
Tipos de Doblado y formado de tubos
Doblado de tubería: Con este proceso se consiguen doblar barras y tubos en frío o en caliente para elementos estructurales, de maquina, muebles, rieles o manijas. Con este proceso se consigue además, doblar perfilería o elementos no tubulares como ángulos, para lo cual se siguen las mismas técnicas. Doblado por compresión: Realizado comúnmente a mano para doblar tubos y algunas varillas y perfiles de pared gruesa. Para tubería el radio mínimo debe ser 4 veces el diámetro del tubo y el ángulo de doblado puede llegar a los 170°. Doblado por arrastre: Donde el dado se hace girar halando la pieza por una matriz, este proceso es adecuado para tubos de pared delgada y para radios pequeños y pueden lograrse dobleces hasta de 180°. Doblado por tracción: Estira longitudinalmente la pieza hasta un limite elástico y se enrolla alrededor del dado, es muy utilizado para perfiles no tubulares. Los tipos de mandriles para doblar tubos son insertos, bolas, laminado y cable.

Presentaciones similares




>")
















