Descargar la presentación
La descarga está en progreso. Por favor, espere

2
TUTORIAL IMPLEMENTACION DE RCM PROGRAMA DE MANTENIMIENTO INDUSTRIAL PARA EL EQUIPO CRÍTICO Grupo: 207101_80 Presentado por CLEMENCIA AMPARO CUEVAS TRIANA Código 51924909-9 KEVIN NOLAN VALLEJO SOTO Código 1140818544 Tutor Ing. NIDIA RINCON PARRA CEAD JOSE ACEVEDO Y GOMEZ UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA -UNAD- ESCUELA DE CIENCIAS BASICAS E INGENIERIA PROGRAMA DE INGENIERIA INDUSTRIAL Bogotá D.C. Diciembre de 2013

3
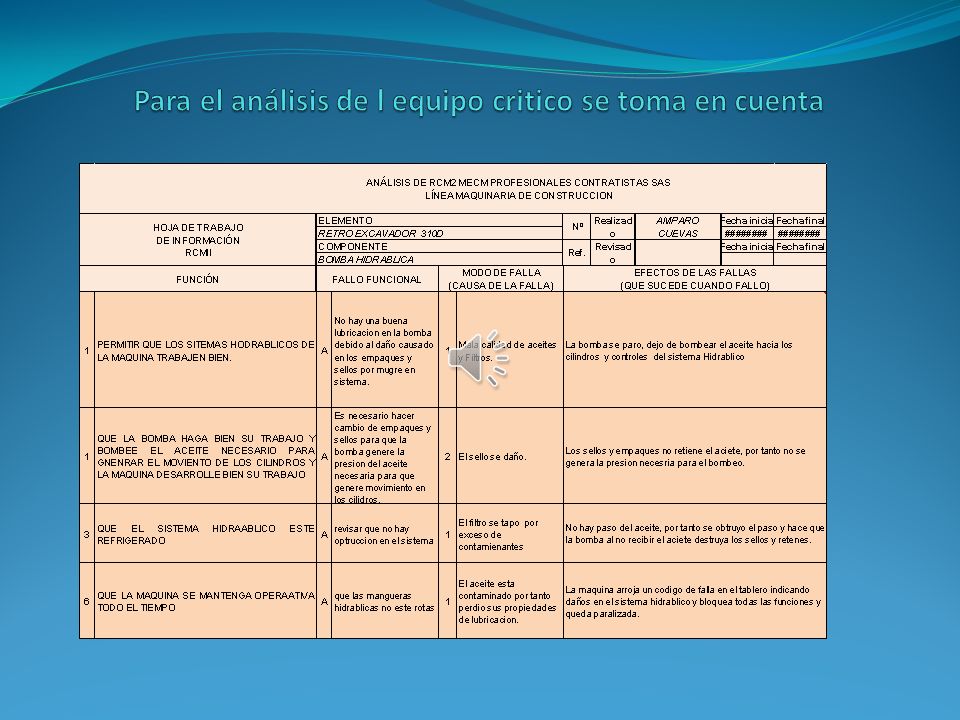
ANALISIS El RCM consiste en un procedimiento metodológico general para mantener algún activo físico o equipo critico en el caso de la maquinaria, tal como estructuras, es la maquinaria pesada como en nuestro caso la excavadora y retroexcavadora, entre otros. Se fundamenta en el hecho de que todo activo es puesto en funcionamiento porque se espera que cumpla una función o ciertas funciones específicas. Los requerimientos de los usuarios dependen de dónde y cómo se utilice el activo, conocido como el contexto operacional Lo anterior lleva a definir formalmente el RCM como un proceso utilizado para determinar qué se debe hacer para asegurar que cualquier activo físico continúe cumpliendo su función en su contexto operacional actual. Para una adecuada aplicación del proceso, se formulan siete preguntas básicas, las cuales, al obtenerse sus respuestas, resumen la esencia misma del RCM aplicado al activo o sistema que se desea revisar. Estas preguntas básicas son: a) ¿Cuáles son las funciones y los parámetros de funcionamiento asociados al activo en su actual contexto operacional?; b) ¿De qué manera falla el activo en satisfacer dichas funciones?; c) ¿Cuál es la causa de cada falla funcional?; d) ¿Qué sucede cuando ocurre cada falla?; e) ¿Cuál es la importancia de la falla asociada al efecto sobre la funcionalidad del sistema?; f) ¿Qué puede hacerse para prevenir o predecir cada falla? Y g) ¿Qué debe hacerse si no se encuentra una tarea proactiva adecuada? El análisis de cada pregunta conlleva a definir respectivamente: a) Funciones, b) Fallas funcionales, c) límites de operación, especificaciones técnicas, ubicación, longitud, entre otros, c) Características ambientales como altitud, temperatura máxima y mínima, nivel de humedad, entre otros), d) Estado actual de los activos, e) Trazabilidad de eventos, f) Intervalos de tiempo críticos, g) Normatividad eléctrica y ambiental y demás reglamentos que rijan el sistema, h) Personal a cargo del mantenimiento e i) Existencias de materiales, entre los más relevantes Todas las condiciones anteriores permiten delimitar las funciones que se deben definir para así implementar en el área de mantenimiento de MECM PROFESIONALES CONTRATISTAS, el método RCM en el cual se escogió el equipo critico de excavación que es la excavadora
 ¿Cuáles son las funciones y los parámetros de funcionamiento asociados al activo en su actual contexto operacional ; b) ¿De qué manera falla el activo en satisfacer dichas funciones ; c) ¿Cuál es la causa de cada falla funcional ; d) ¿Qué sucede cuando ocurre cada falla ; e) ¿Cuál es la importancia de la falla asociada al efecto sobre la funcionalidad del sistema ; f) ¿Qué puede hacerse para prevenir o predecir cada falla. Y g) ¿Qué debe hacerse si no se encuentra una tarea proactiva adecuada. El análisis de cada pregunta conlleva a definir respectivamente: a) Funciones, b) Fallas funcionales, c) límites de operación, especificaciones técnicas, ubicación, longitud, entre otros, c) Características ambientales como altitud, temperatura máxima y mínima, nivel de humedad, entre otros), d) Estado actual de los activos, e) Trazabilidad de eventos, f) Intervalos de tiempo críticos, g) Normatividad eléctrica y ambiental y demás reglamentos que rijan el sistema, h) Personal a cargo del mantenimiento e i) Existencias de materiales, entre los más relevantes Todas las condiciones anteriores permiten delimitar las funciones que se deben definir para así implementar en el área de mantenimiento de MECM PROFESIONALES CONTRATISTAS, el método RCM en el cual se escogió el equipo critico de excavación que es la excavadora.")
4
Metodología propuesta Considerando que en mantenimiento es muy importante considerar que los planes pueden y deben cambiar dependiendo de las condiciones en las que se encuentra el activo, es posible generar una metodología basada en RCM que proporcione el enrutamiento inicial para generar un plan de mantenimiento para líneas de maquinaria de la empresa. Esta metodología se puede ajustar teniendo en cuenta las variaciones que pueden existir entre sistemas. Se consideran como extremos de la línea las primeras estructuras después del último equipo en la bahía de línea de cada subestación, lo que indica que no se analizan los equipos de protección y medida asociados Efectos de falla Los efectos de falla describen qué pasa cuando ocurre un modo de falla. Adicionalmente, se debe considerar que efecto de falla no es lo mismo que consecuencia de falla; un efecto de falla responde a la pregunta ¿Qué ocurre?, mientras que una consecuencia responde la pregunta ¿Qué importancia tiene? La descripción de los efectos de falla deben contener lo siguiente: a) La evidencia de que se ha producido la falla; b) Las maneras en que la falla supone una amenaza para la seguridad o el ambiente; c) Las maneras en que afecta el servicio; y d) Los daños físicos causados por la falla. Consecuencias de falla La prioridad con la que se programan las tareas de mantenimiento está estrechamente relacionada con la importancia del modo de falla que se desea prevenir. Si las consecuencias son serias entonces se harán esfuerzos considerables para eliminar o minimizar su probabilidad de falla. Por otro lado, si la falla solo tiene consecuencias menores, es posible que no se tome ninguna acción proactiva y que la falla simplemente sea reparada una vez que ésta ocurra. El proceso RCM provee un marco estratégico de trabajo completo para manejar las fallas. Este marco, clasifica todas las fallas basándose en sus consecuencias, separando las fallas ocultas de las evidentes, y luego ordena las consecuencias de las fallas evidentes en un orden de importancia decreciente. Además, provee una base para decidir caso por caso, si se debe realizar el mantenimiento proactivo. Finalmente, sugiere que acción debe tomarse si no puede encontrarse una tarea proactiva adecuada.
 La evidencia de que se ha producido la falla; b) Las maneras en que la falla supone una amenaza para la seguridad o el ambiente; c) Las maneras en que afecta el servicio; y d) Los daños físicos causados por la falla. Consecuencias de falla La prioridad con la que se programan las tareas de mantenimiento está estrechamente relacionada con la importancia del modo de falla que se desea prevenir. Si las consecuencias son serias entonces se harán esfuerzos considerables para eliminar o minimizar su probabilidad de falla. Por otro lado, si la falla solo tiene consecuencias menores, es posible que no se tome ninguna acción proactiva y que la falla simplemente sea reparada una vez que ésta ocurra. El proceso RCM provee un marco estratégico de trabajo completo para manejar las fallas. Este marco, clasifica todas las fallas basándose en sus consecuencias, separando las fallas ocultas de las evidentes, y luego ordena las consecuencias de las fallas evidentes en un orden de importancia decreciente. Además, provee una base para decidir caso por caso, si se debe realizar el mantenimiento proactivo. Finalmente, sugiere que acción debe tomarse si no puede encontrarse una tarea proactiva adecuada..")
5
Retroexcavadora Muchos sitios de construcción requieren excavación de cosas como cajas de registro y zanjas de desagüe, y la carga de materiales sueltos en máquinas de acarreo para su traslado. La mayoría de este trabajo se realiza a menor escala. La retroexcavadora/cargador de cucharón es la herramienta perfecta para este trabajo. Consiste de un armazón rígido, un cucharón cargador y una retroexcavadora

6
para el modelo de optimización para el mantenimiento proactivo de los equipos críticos en la empresa MECM PROFESIONALES CONTRATISTAS, se escogió el activo fijo o equipo critico la retroescavadora, basados bajo los principios del mantenimiento centrado en confiabilidad RCM, mediante el uso de herramientas, como análisis de criticidad, análisis causa raíz, análisis de modos y efectos, monitoreo de condiciones; con el fin de optimizar la planeación de las actividades del mantenimiento preventivo. Cabe destacar la importancia de la conformación del equipo de trabajo interdisciplinario con conocimiento y experiencia en los procesos, de tal manera que se puedan obtener resultados de manera efectiva al utilizar las herramientas y metodología de análisis mencionada. La conformación del grupo básico encabeza por el líder facilitador, es un especialista externo acompañados del personal de operaciones y el personal de mantenimiento, garantizando que el análisis de toda información obtenida sea de gran credibilidad y profundidad. Es de aclarar que dependiendo de la criticidad del equipo y del proceso, se puede ampliar el grupo con integrantes que se encuentren directamente relacionadad con las fallas y eventos cuestionados, tales como el personal de gestión y aseguramiento de calidad. Ingenieros de proyectos y mejoramiento continuo. EQUIPO BASICO DE TRABAJO RCM

10
MECm PROFESIONALES CONTRATISTAS promueve la responsabilidad y el sentido de pertenencia aplicado en su gestión interna, contribuyendo de esta manera al mejoramiento continuo, el cual redunda en el beneficio de todos los funcionarios y cada uno de nuestros clientes y aliados. MECm PROFESIONALES CONTRATISTAS se estimula la creatividad como aporte al conocimiento individual y colectivo, aplicado a los productos y servicios, con el objetivo de ampliar nuestros mercados y alcanzar el éxito económico de nuestra organización. El mantenimiento es considerado hoy en día un factor estratégico cuando se busca incrementar los niveles de productividad, calidad y seguridad en una empresa. Es por ello que una empresa que aspire a ser más competitiva y eficiente debe adoptar técnicas, sistemas y procedimientos que le permitan planear, organizar y actualizar su mantenimiento así como procesar la información permanente que de él se deriva.

11
El costo de mantenimiento va estar ligado al costo de operación de la maquina, y este dependerá del tipo o condiciones de terreno, de la habilidad y experiencia en la operación, de la disponibilidad y calidad de repuestos y lubricantes, y de las políticas de renovación de la flota. En el cuadro siguiente podremos ver el costo de los servicios de mantenimiento preventivo, para una excavadora Caterpillar modelo 330CL, para las primeras 4000 horas de uso

12
De acuerdo a datos proporcionados por el representante de Caterpillar Colombia, llevando un buen control del monitoreo de aceite, se pueden alcanzar frecuencias de más de 500 horas para el caso de los motores de combustión interna y arriba de 4000 horas para sistemas hidráulicos. Comparando los dos cuadros anteriores, podemos ver que utilizando el monitoreo de aceite en equipos críticos A, se puede lograr cierto ahorro en el valor de los costos de servicios de mantenimiento. Utilizando el mismo procedimiento comparativo para las distintas familias de equipos, se puede obtener un porcentaje de ahorro global, para lo cual es necesario calcular un promedio ponderado del ahorro para los distintos equipos, ya que varían las cantidades de los mismos, como se puede apreciar en el cuadro siguiente Promedio ponderado Promedio ponderado = 248.12 / 15 = 16.54% Podemos apreciar entonces que utilizando el monitoreo de aceite en los equipos críticos A, se puede lograr un ahorro de hasta 16.54%, en el valor de los costos de servicios de mantenimiento. Se logró determinar que utilizando el monitoreo de ceite en los equipos críticos A, se puede lograr un ahorro de hasta 16.54%, en el valor de los costos de servicios de mantenimiento.

14
Se pueden utilizar técnicas estadísticas que se encuentran en el paquete de office 2007, SO Windows 7; estas técnicas son sencillas y por medio de graficas desarrolladas en hojas de cálculo Excel, se pueden determinar topes de gastos, horas de tiempo laboradas, horas de sobre tiempo, etc. Entre las graficas que se pueden utilizar; recomiendo por ejemplo losgráficos llamados Histogramas y el grafico de Paretto que nospermiten evidenciar donde se generan los máximos topes de los parámetros analizados y sus frecuencia de ocurrencia. Entre los indicadores a monitorear, se pueden trabajar puntos como daños más frecuentes en cada una de las unidades y su frecuencia. Lo cual nos permitiría: Cambiar de marca del producto. Cambiar de proveedor Buscar ayuda técnica y certificada y sustentada con los gráficos. Generar una queja ante los representantes del producto. Verificación de la baja calidad del artículo. Existen otros paquetes estadísticos, mucho más costosos y a la vez un poco más complicados de manejar, lo que implicaría entrenamientos del personal y tiempo de entrenamiento. Creemos que con técnicas de muy buena calidad y bajo costo como son los paquetes de office MS, se pueden diligenciar y monitorear los principales puntos de las necesidades de la empresa

15
TABLA DE INDICADORES CON METAS SISTEMA DE CALIFICACIONES POR INDICADORES

16
TABLA DE INDICADORES CON METAS SISTEMA DE CALIFICACIONES POR INDICADORES

17
TABLA DE INDICADORES CON METAS SISTEMA DE CALIFICACIONES POR INDICADORES

18
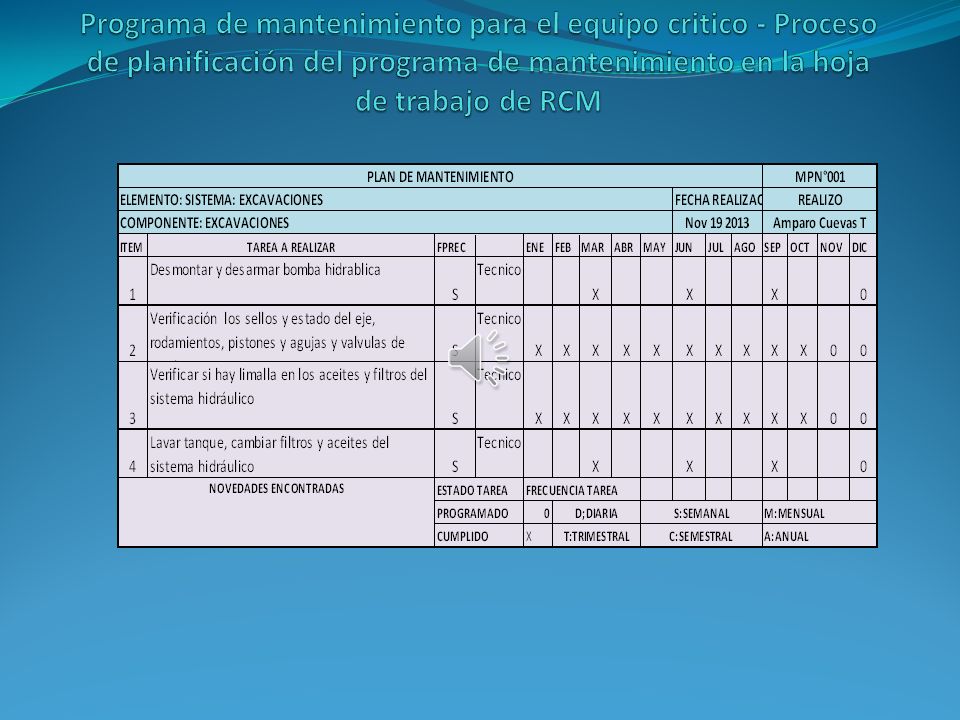
El proceso RCM provee un marco estratégico de trabajo completo para manejar las fallas. Este marco, clasifica todas las fallas basándose en sus consecuencias, separando las fallas ocultas de las evidentes, y luego ordena las consecuencias de las fallas evidentes en un orden de importancia decreciente. Además, provee una base para decidir caso por caso, si se debe realizar el mantenimiento proactivo. Finalmente, sugiere que acción debe tomarse si no puede encontrarse una tarea proactiva adecuada. Para establecer un plan de mantenimiento, es necesario que los procedimientos del área de responsabilidad estén por escrito, y que toda la información generada por ellos sea registrada, para estandarizar los procesos en todas las obras en ejecución. El mantenimiento de la maquinaria pesada se hace más sencillo si se lleva el orden adecuado y los insumos necesarios, utilizando una guía de mantenimiento. Para poder llevar a cabo los objetivos del plan, además de ponerle más cuidado a los equipos críticos A, que es el 35%, no se debe descuidar los críticos B, ya que en esta franja se encuentra la mayoría de equipos con los que cuenta la empresa y que en su momento también serán vitales para la conclusión de la obra. Cada vez que se tiene la iniciativa de introducir innovaciones al sistema común de mantenimiento, monitoreo de condición mediante el análisis periódico de aceite para este caso, se debe tener la disciplina para analizar los datos con cierta frecuencia, para que esta herramienta sea útil para tomar decisiones y se refleje el esfuerzo de este programa en beneficios. Se logró determinar que utilizando el monitoreo de aceite en los equipos críticos A, se puede lograr un ahorro de hasta 16.54%, en el valor de los costos de servicios de mantenimiento. Finalmente, la teoría aquí presentada y aplicada, se puede implementar en cualquier tipo de sistema de potencia, de tal forma que las tareas de mantenimiento establecidas sirven para aumentar su confiabilidad

19
Pérez, María Cecilia (2009). Mantenimiento Industrial. Bogotá: Universidad Nacional Abierta y a Distancia - UNAD. Agudelo, Luis Fernando y Escobar Bolívar, Jorge. 2006. Gestión por Procesos México: Ediciones Continental. 2006, 389 p. 7. ISO 9001: 2000: Guía para la Implementación de Sistemas de Calidad. REFERENCIAS EN INTERNET http//es.wikipedia.org/wiki/mantenimiento industrial Buscadores en internet: http://www.google.com.co/ http://www.altavista.com/

Presentaciones similares