Descargar la presentación
La descarga está en progreso. Por favor, espere

1
DR ING LUIS MANRIQUE SUAREZ

2
PRINCIPALES CONTRIBUCIONES A LA ADMINISTRACION CIENTIFICA
INNOVADORES PRINCIPAL CONTRIBUCIÓN FREDERICK TAYLOR HENRY FORD HARRINGTON EMERSON F. W. HARRIS HENRY GRANT WALTER SHEWHART ELTON MAYO L. H. C. TIPPETT Filosofía de la administración científica, uso de la capacitación, estudio de los tiempos y los estándares Líneas de montaje para la producción en masa Impulso de la eficiencia de las organizaciones Primer modelo de cantidad económica de pedido Uso de sistemas de programación Control estadístico de la calidad Atención a factores de comportamiento Muestreo del trabajo

5
JAMES WATT ( ) LOGROS COMO INGENIERO Matemático e ingeniero escocés Watt inventó el movimiento paralelo para convertir el movimiento circular a un movimiento casi rectilíneo, del cual estaba muy orgulloso, y el medidor de presión para medir la presión del vapor en el cilindro a lo largo de todo el ciclo de trabajo de la máquina, Watt desarrolló una cámara de condensación separada que incrementó significativamente la eficiencia. Hasta el momento eso fue uno de los mejores desarrollos de la historia. Él creó la unidad llamada caballo de potencia para comparar la salida de las diferentes máquinas de vapor.

6
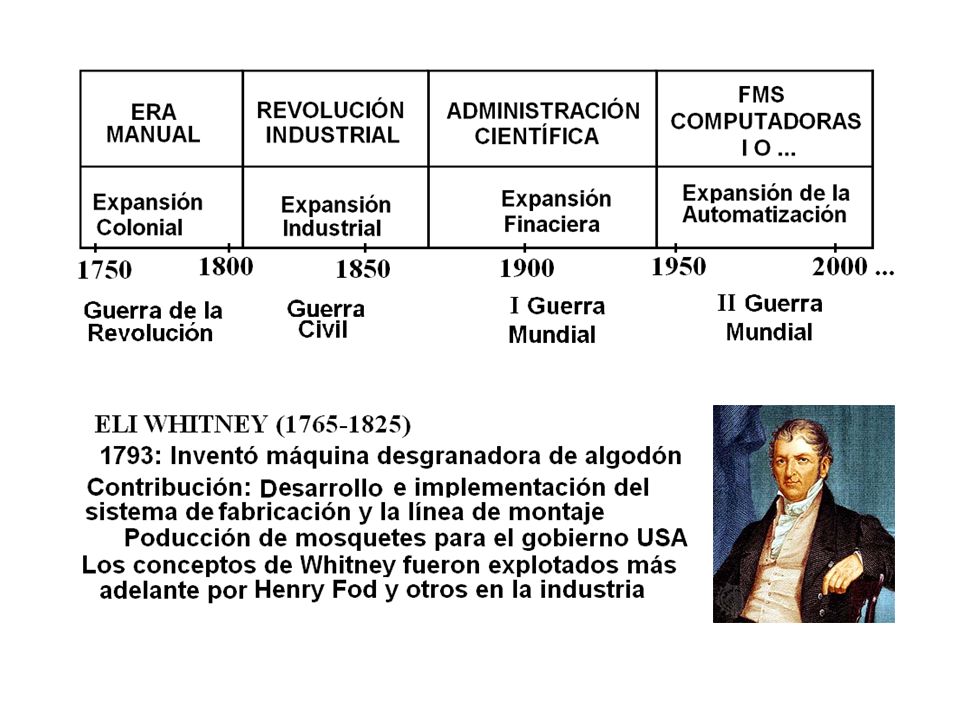
La Constitución de los Estados Unidos (1789) impulsó la inversión de capital y el comercio La Guerra Civil y la expansión del Sistema Ferroviario apresuraron el desarrollo industrial El crecimiento del sistema fabril fue rápido, debido a que no existía un sistema de producción bien establecido al cual reemplazar y la mano de obra calificada estaba disponible En los inicios del siglo XX los trabajos de Taylor iniciaron la era científica . Una vez que fueron desarrollados mejores controles automáticos y máquinas, gran parte del esfuerzo productivo apuntó a la producción en masa de productos semejantes

7
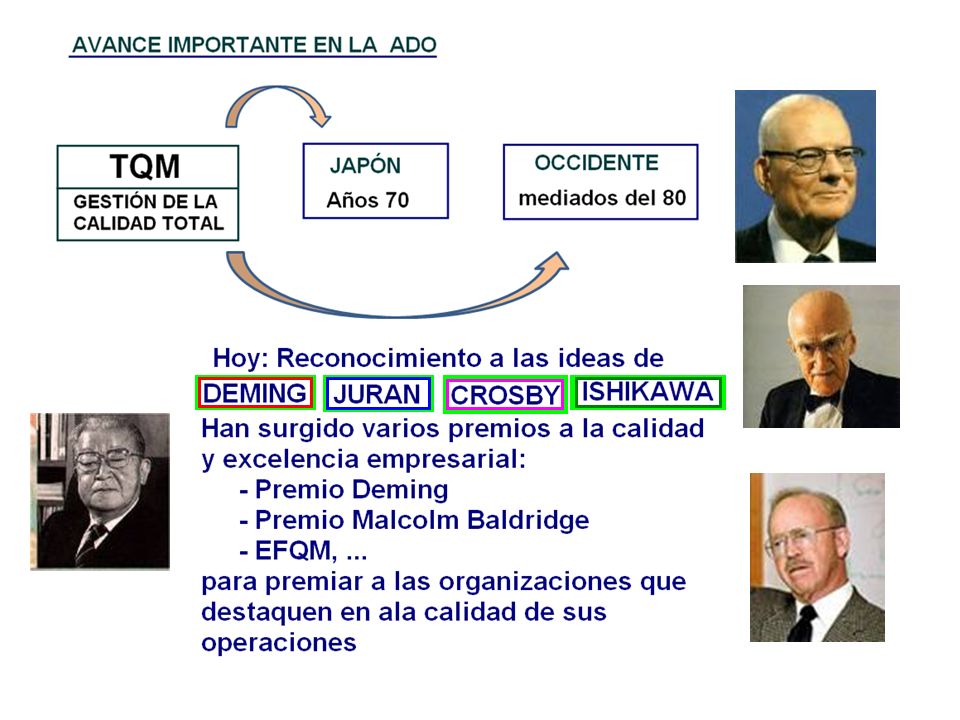
AÑOS 80 Se caracterizó por la revolución de la gestión de operaciones impulsada desde JAPÓN con la aparición del JIT y del TQC, que pretenden producir la CANTIDAD QUE SE NECESITE EN EL MOMENTO QUE SE NECESITE Y ELIMINAR LAS CAUSAS DE DEFECTOS EN LA PRODUCCIÓN

8
Así mismo, mayores han sido los efectos de la AUTOMATIZACIÓN:
AÑOS 80 Así mismo, mayores han sido los efectos de la AUTOMATIZACIÓN: - CIM : Fabricación Integrada por Ordenador - CAE : Ingeniería Asistida por Ordenador - FMS : Sistemas de Fabricación Flexible - Robots, etc.

10
AÑOS 90 HA COBRADO PROTAGONISMO LA GESTION DEL TIEMPO COMO HERRAMIENTA DE COMPETITIVIDAD SURGE LA DENOMINADA COMPETENCIA BASADA EN EL TIEMPO, QUE PROPUGNA UNA ADECUADA GESTIÓN DEL TIEMPO QUE PERMITA A LAS EMPRESAS ADAPTARSE DE FORMA FLEXIBLE A LAS NECESIDADES CAMBIANTES DEL ENTORNO ACTUAL EL TIEMPO PASA ASÍ A COMPLEMENTAR A LOS FACTORES DE VENTAJA COMPETITIVA TRADICIONALES: COSTO Y CALIDAD CRECIENTE PROTAGONISMO DEL SECTOR SERVICIOS EJEMPLO: PBI ESPAÑA 63 % PBI USA : 75 %

11
ESTADO ACTUAL DE LOS SISTEMAS PRODUCTIVOS
A MEDIADOS DE ESTE SIGLO, AL DESARROLLARSE LAINVESTIGACIÓN DE OPERACIONES Y VOLVERSE COSTEABLES LAS COMPUTADORAS, LA INDUSTRIA ENTRÓ EN UNA ERA DE AUTOMATIZACIÓN SIN PARALELO

12
ESTADO ACTUAL DE LOS SISTEMAS PRODUCTIVOS
LOS PRODUCTORES COMENZARON A INSTALAR UNIDADES LÓGICAS EN EL EQUIPO, DE TAL MANERA QUE LAS MAQUINAS PUEDAN RECIBIR Y EJECUTAR INSTRUCCIONES PRE PROGRAMADAS LA COMBINACIÓN DE MAQUINAS CONTROLADAS POR COMPUTADORA Y EL DESARROLLO DE ROBOTS INDUSTRIALES DA ACTUALMENTE A LOS SISTEMAS PRODUCTIVOS LA FLEXIBILIDAD SUFICIENTE PARA RECIBIR Y RESPONDER A INFORMACIÓN EN LÍNEA LOS ROBOTS PUEDEN DETECTAR UNA NECESIDAD Y RÁPIDAMENTE REALIZAR TAREAS ESPECIFICAS CON LOS ROBOTS LOS SISTEMAS PRODUCTIVOS FLEXIBLES PUEDEN ENTREGAR LOS PRODUCTOS ORDENADOS EN VOLÚMENES QUE ANTERIORMENTE ERAN ALCANZADOS MEDIANTE UNA FÉRREA PRODUCCIÓN EN MASA Y AUTOMATIZADA

13
ESTADO ACTUAL DE LOS SISTEMAS PRODUCTIVOS
LAS ACTIVIDADES DE LA PRODUCCIÓN EN MASA QUE REQUIEREN UNA CANTIDAD SUSTANCIAL DE MANO DE OBRA, ESTÁN SIENDO GRADUALMENTE TRANSFERIDOS DE PAÍSES DESARROLLADOS A PAÍSES MENOS DESARROLLADOS, CON EL FIN DE REDUCIR COSTOS. ESTE CAMBIO GENERA EMPLEO EN LAS INDUSTRIAS DE ASIA Y SUDAMÉRICA A EXPENSAS DEL EMPLEO EN INDUSTRIAS COMO LA TEXTIL Y ACERERA EN USA Y EN EUROPA OCCIDENTAL. MIENTRAS TANTO LOS ROBOTS Y LA FLEXIBILIDAD DE LOS SISTEMAS PRODUCTIVOS ESTÁN REDUCIENDO NOTABLEMENTE LA DEMANDA POR MANO DE OBRA NO CALIFICADA EN USA. EN COMPENSACIÓN DE ESTE EXCESO DE TRABAJADORES NO CALIFICADOS EN ESE PAÍS SURGE LA NECESIDAD CRECIENTE DE CONTAR CON EL PERSONAL TÉCNICAMENTE CAPACITADO EN CONTROL Y MANTENIMIENTO. PARA SATISFACER ESTA NECESIDAD SE REQUIERE CAPACITAR A LOS TRABAJADORES NO CALIFICADOS

14
ESTADO ACTUAL DE LOS SISTEMAS PRODUCTIVOS

15
ENFOQUES PREDOMINANTES EN ADMINISTRACION
1.- FUNCIONAL.- ENFOQUE TRADICIONAL (CLÁSICO) LOS ADMINISTRADORES PLANEAN, ORGANIZAN, DIRIGEN Y CONTROLAN LAS ACTIVIDADES DE UNA ORGANIZACIÓN 2.- CONDUCTISTA.- ENFOQUE DE RELACIONES HUMANAS SUBRAYA LA IMPORTANCIA DE LAS RELACIONES INTERPERSONALES DEL “COMPORTAMIENTO” DE LA ORGANIZACIÓN. LOS ADMINISTRADORES TRABAJAN POR MEDIO DE OTRAS PERSONAS PARA DIRIGIR LAS ACTIVIDADES 3.- TOMA DE DECISIONES (SISTEMAS).- SE CENTRA EN EL USO DE DATOS Y TÉCNICAS CUANTITATIVAS PARA LA ADOPCIÓN DE DECISIONES QUE FACILITEN EL LOGRO DE LOS OBJETIVOS LOS ADMINISTRADORES SON PRIMORDIALMENTE TOMADORES DE DECISIONES DENTRO DE UN SISTEMA DE OPERACIÓN
 LOS ADMINISTRADORES PLANEAN, ORGANIZAN, DIRIGEN Y CONTROLAN LAS ACTIVIDADES DE UNA ORGANIZACIÓN. 2.- CONDUCTISTA.- ENFOQUE DE RELACIONES HUMANAS. SUBRAYA LA IMPORTANCIA DE LAS RELACIONES INTERPERSONALES DEL COMPORTAMIENTO DE LA ORGANIZACIÓN. LOS ADMINISTRADORES TRABAJAN POR MEDIO DE OTRAS PERSONAS PARA DIRIGIR LAS ACTIVIDADES. 3.- TOMA DE DECISIONES (SISTEMAS).- SE CENTRA EN EL USO DE DATOS Y TÉCNICAS CUANTITATIVAS PARA LA ADOPCIÓN DE DECISIONES QUE FACILITEN EL LOGRO DE LOS OBJETIVOS. LOS ADMINISTRADORES SON PRIMORDIALMENTE TOMADORES DE DECISIONES DENTRO DE UN SISTEMA DE OPERACIÓN.")
16
ADMINISTRACION DE OPERACIONES
ES LA ACTIVIDAD MEDIANTE LA CUAL LOS RECURSOS, FLUYENDO DENTRO DE UN SISTEMA DEFINIDO, SON COMBINADOS Y TRANSFORMADOS EN UNA FORMA CONTROLADA PARA AGREGARLES VALOR EN CONCORDANCIA CON LOS OBJETIVOS DE LA ORGANIZACION

17
ADMINISTRACION DE OPERACIONES

18
ADMINISTRACION DE OPERACIONES

19
ADMINISTRACION DE OPERACIONES

20
ADMINISTRACION DE OPERACIONES

21
MODELOESQUEMATICO DE UN SISTEMA DE PRODUCCION

22
PARA CREAR BIENES O SERVICIOS TODA ORGANIZACIÓN DESARROLLA TRES FUNCIONES

23
OPERACIONES OPERACIONES
EQUIPO TERRESTRE DE TRANSPORTE MANTENIMIENTO OPERACIONES TERRESTRES MANTENIMEINTO DE INSTALACIONES COMIDAS OPERACIONES DE VUELO TRIPULACION VUELO COMUNICACIONES ENVIOS OPERACIONES INSTALACIONES CONSTRUCCION MANTENIMIENTO CONTROL DE PRODUCCION E INVENTARIOS PROGRAMACION CONTROL DE MATERIALES CONTROL Y ASEGURAMIENTO DE LA CALIDAD MANUFACTURA HERRAMIENTAS ENSAMBLES FABRICACION INGENIERIA INDUSTRIAL ANALISIS DEL PROCESO

24
¿PORQUÉ ESTUDIAR LA ADO?
1.- ESTUDIAR FORMA EN QUE LAS PERSONAS SE ORGANIZAN PARA LA TAREA PRODUCTIVA 2.- PARA SABER CÓMO SE PRODUCEN LOS BIENES / SERVICIOS 3.- COMPRENDER LO QUE HACEN LOS ADMINISTRADORES DE OPERACIONES 4.- ES UNA PARTE MUY COSTOSA DE LA ORGANIZACIÓN

25
SERVICIOS ABARCA: REPARACION Y MANTENIMIENTO, GOBIERNO, ALIMENTACION Y HOSPEDAJE, TRANSPORTE, SEGUROS,COMERCIO, FINANZAS, BIENES RAICES, EDUCACION, SERVICIOS LEGALES, MEDICOS, DE ENTRETENIMIENTO Y OTRAS OCUPACIONES PROFESIONALES.

26
SERVICIOS -INTANGIBLES
-SE PRODUCEN Y SE CONSUMEN EN FORMA SIMULTANEA (NO SE ALMACENA) -SERVICIOS SON UNICOS -TIENEN FUERTE INTERACCION CON EL CLIENTE -A MENUDO SE BASAN EN EL CONOCIMIENTO -EL CLIENTE EXIGE UNICIDAD -MEDIANTE OFICINAS, TIENDAS,INTERNET, LLAMADAS TELEFONICAS,… -CON FRECUENCIA ESTAN DISPERSOS
 -SERVICIOS SON UNICOS. -TIENEN FUERTE INTERACCION CON EL CLIENTE. -A MENUDO SE BASAN EN EL CONOCIMIENTO. -EL CLIENTE EXIGE UNICIDAD. -MEDIANTE OFICINAS, TIENDAS,INTERNET, LLAMADAS TELEFONICAS,… -CON FRECUENCIA ESTAN DISPERSOS.")
27
DIFERENCIAS BIENES SERVICIOS
EL PRODUCTO PUEDE REVENDERSE EL PRODUCTO PUEDE INVENTARIARSE ALGUNOS ASPECTOS DE LA CALIDAD SE PUEDEN MEDIR LA VENTA ES DISTINTA DE LA PRODUCCION LA UBICACIÓN DE LAS INSTALACIONES ES IMPORTANTE PARA EL COSTO AUTOMATIZAR PUEDE SER FACIL PRINCIPALMENTE EL PRODUCTO TANGIBLE GENERA EL INGRESO EL PRODUCTO SE PUEDE TRANSPORTAR LA REVENTA DEL SERVICIO ES INISUAL MUCHOS SERVICIOS NO PUEDEN INVENTARIARSE MUCHOS ASPECTOS DE LA CALIDAD NO SE PUEDEN MEDIR LA VENTA AL MENUDEO ES PARTE DEL SERVICIO EL SITIO DE LAS INSTALACIONES ES IMPORTANTE PARA TENER CONTACTO CON EL CLIENTE AUTOMATIZAR PUEDE SER DIFICIL PRINCIPALMENTE EL PRODUCTO INTANGIBLE GENERA EL INGRESO EL PROVEEDOR, NO EL PRODUCTO, SUELE TRANSPORTARSE

28
LAS 10 DECISIONES CRITICAS DE LA ADMINISTRACION DE OPERACIONES
DECISIONES DE OPERACIONES BIENES SERVICIOS DISEÑO DE BIENES Y SERVICIOS EL PRODUCTO ES USUALMENTE TANGIBLE EL PRODUCTO NO ES TANGIBLE CALIDAD MUCHOS ESTÁNDARES DE CALIDAD OBJETIVOS SUBJETIVOS BONITO COLOR DISEÑO DE PROCESO Y CALIDAD EL CLIENTE NO PARTICIPA EN LA MAYOR PARTE DEL PROCESO EL CLIENTE PUEDE PARTICIPAR DIRECTAMENTE EN EL PROCESO: CORTE DE CABELLO LA CAPACIDAD DEBE IGUALAR LA DEMANDA PARA EVITAR LA PÉRDIDA DE VENTAS: LOS CLIENTES A MENUDO EVITAN LA ESPERA MANTENIMIENTO SUELE SER PREVENTIVO Y SE LLEVA A CABO EN EL SITIO DE PRODUCCIÓN CON FRECUENCIA ES “REPARACIÓN” Y SE REALIZA DONDE EL CLIENTE LO REQUIERE

29
LAS 10 DECISIONES CRITICAS DE LA ADMINISTRACION DE OPERACIONES
DECISIONES DE OPERACIONES BIENES SERVICIOS SELECCION DE LOCALIZACION PUEDE NECESITAR ESTAR CERCA DE LAS MATERIAS PRIMAS Y LA FUERZA DE TRABAJO PUEDE NECESITAR ESTAR CERCA DEL CLIENTE RENTA DE COCHES DISEÑO DE DISTRIBUCIÓN FÍSICA LA DISTRIBUCIÓN DE PLANTA MEJORA LA EFICIENCIA DE LA PRODUCCIÓN MEJORA EL PRODUCTO Y LA PRODUCCIÓN: DISTRIBUCIÓN FÍSICA DE UN RESTAURANTE ELEGANTE RECURSOS HUMANOS Y DISEÑO DEL TRABAJO FUERZA DE TRABAJO ENFOCADA EN LAS HABILIDADES TÉCNICAS LOS ESTÁNDARES LABORABLES SON CONGRUENTES LA FUERZA DE TRABAJO DIRECTA CASI SIEMPRE NECESITA SER CAPAZ DE INTEACTUAR BIEN CON EL CLIENTE: CAJERO DE UN BANCO PROGRAMACIÓN LA HABILIDAD PARA INVENTARIAR PUEDE PERMITIR NIVELAR PROMEDIOS DE PRODUCCIÓN SU INTERÉS SUELE SATISFACER EL HORARIO INMEDIATO DEL CLIENTE CON RECURSOS HUMANOS

30
LAS 10 DECISIONES CRITICAS DE LA ADMINISTRACION DE OPERACIONES
DECISIONES DE OPERACIONES BIENES SERVICIOS LOS ESTÁNDARES LABORALES VARÍAN DEPENDIENDO DE LOS REQUERIMIENTOS DEL CLIENTE: CASOS LEGALES ADMINISTRACIÓN DE LA CADENA DE SUMINISTRO LA CADENA DE SUMINISTRO SE RELACIONA DE MANERA CRUCIAL CON EL PRODUCTO FINAL LA RELACION CON LA CADENA DE SUMINISTRO ES IMPORTANTE PERO NO PUEDE SER CRÍTICA INVENTARIO SE PUEDE INVENTARIAR MATERIAS PRIMAS, TRABAJOS EN PROCESO Y BIENES TERMINADOS LA MAYOR PARTE DE LOS SERICIOS NO SE PUEDE ALMACENAR UN CORTE DE CABELLO

32
HORIZONTE DE TIEMPO Indica el intervalo necesario para que la estrategia tenga un efecto

33
HORIZONTE DE DECISION EN LA ESTRATEGIA DE MANUFACTURA

34
HORIZONTES DE DECISION
CORTO PLAZO . TIENE UN IMPACTO QUE SE PUEDE MEDIR EN DÍAS O HASTA EN HORAS COMPRENDEN: -PRODUCCIÓN Y PERSONAL -LAS POLÍTICAS DE CONTROL DE CALIDAD Y DE LAS FUNCIONES DE MANTENIMIENTO -ASUNTOS DE CONTROL DE INVENTARIO ACORTO PLAZO -PROGRAMACIÓN DE COMPRAS - PROGRAMAS DE PRODUCCIÓN, …

35
HORIZONTES DE DECISION
MEDIANO PLAZO AQUELLAS CUYO IMPACTO SE PUEDE MEDIR EN SEMANAS Y MESES COMPRENDEN: PRONÓSTICO DE LA DEMANDA PLANEACIÓN DE PERSONAL DECISIONES ACERCA DE LA DISTRIBUCIÓN DE BIENES EN LOS CANALES DE DISTRIBUCIÓN ESTABLECIMIENTO DE LOS OBJETIVOS DE LA EMPRESA PARA NIVELES DE INVENTARIOS O SERVICIOS

36
HORIZONTES DE DECISION

37
ENFOQUE LA NOCIÓN DE ENFOQUE EN ESTRATEGIA DE MANUFACTURA FUE DESCRITA POR PRIMERA VEZ POR SKINNER EN 1974 CARACTERÍSTICAS 1.- TECNOLOGÍAS DE PROCESO 2.- DEMANDAS DEL MERCADO -PRECIO - TIEMPO DE DEMORA - CONFIABILIDAD 3.- VOLÚMENES DE PRODUCTO 4.- NIVEL DE CALIDAD 5.- TRABAJOS DE MANUFACTURA

38
EVALUACIÓN Existen varios aspectos por los que se puede evaluar la estrategia de producción y operaciones: 1- COSTO 2.- CALIDAD 3.- RENTABILIDAD 4.- SATISFACCIÓN DEL CLIENTE

39
CONSISTENCIA Skinner, cita varias causas de las inconsistencias que se observan con frecuencia en la mayoría de las empresas: 1.- PROFESIONALISMO EN LA PLANTA 2.- PROLIFERACIÓN DE PRODUCTOS 3.- CAMBIOS EN LA TAREA DE MANUFACTURA 4.- LA TAREA DE MANUFACTURA NUNCA SE HIZO EXPLÍCITA

40
ELEMENTOS DE LA ESTRATEGIA DE PRODUCCION Y OPERACIONES

41
PLANEAMIENTO ESTRATÉGICO
GERENCIA ESTRATÉGICA PLANEAMIENTO ESTRATÉGICO CONTROL ESTRATÉGICO Consiste en asegurarse de que la estrategia elegida, se está poniendo en ejecución correctamente Anticipación del futuro Para lograrlo desarrolla Procedimientos y Operaciones

42
PLANEACIÓN ESTRATÉGICA

43
FASES SECUENCIALES PARA LA APLICACIÓN DEL PLANEAMIENTO
Planeación para Planear Monitoreo del entorno Búsqueda de valores Formulación de la Misión Diseño de la Estrategia del Negocio Auditoría del Desempeño Análisis de la Brechas Integración de los Planes de Acción Planeación de Contingencias Implementación

44
MITSUI MAQUINARIAS PERÚ

45
MITSUI MAQUINARIAS PERÚ
VISIÓN Convertirnos en el socio del cliente de por vida Ser reconocidos como la opción más confiable para el cliente, creando valor a su compañía Llegar a ser una compañía de clase mundial en la industria a través de un crecimiento sostenido MISIÓN Satisfacer las necesidades del cliente con productos y servicios de calidad Maximizar el valor de la compañía para los accionistas Promover el crecimiento de los empleados, retribuirlos apropiadamente

46
MITSUI MAQUINARIAS PERÚ
ANÁLISIS EXTERNO ANÁLISIS EXTERNO OPORTUNIDADES Crecimiento del Sector Minería y Construcción Tendencia hacia el uso de combustibles alternativos (GLP-GNV) Distribución de Capital de Inversiones a nivel de regiones (Canon Minero) Aprobación del TLC Tendencia hacia el control de emisiones AMENAZAS Ingreso de nuevas marcas de motores diesel y a gas Demanda de personal técnico capacitado por parte del sector minero Caída de precios de minerales e incremento de precios del petróleo Manifestaciones sociales constante Cambios de políticas de gobierno Incremento en la intensidad de la competencia
 Distribución de Capital de Inversiones a nivel de regiones (Canon Minero) Aprobación del TLC. Tendencia hacia el control de emisiones. AMENAZAS. Ingreso de nuevas marcas de motores diesel y a gas. Demanda de personal técnico capacitado por parte del sector minero. Caída de precios de minerales e incremento de precios del petróleo. Manifestaciones sociales constante. Cambios de políticas de gobierno. Incremento en la intensidad de la competencia.")
47
MITSUI MAQUINARIAS PERÚ
ANÁLISIS INTERNO ANÁLISIS INTERNO FORTALEZAS Tener el primer centro de capacitación y demostración (CCD) en Latinoamérica Tenemos la más alta tecnología en motores de toda aplicación Contamos con una línea de motores a gas , natural y GLP MMP pertenece a una gran corporación japonesa Representante exclusivo de marca líder en el mundo DEBILIDADES Servicio de post venta no controlado Falta alineamiento con el cliente de las áreas no comerciales Poca disponibilidad de Motores respecto con la creciente demanda Poca integración entre áreas Crédito indirecto considerado complicado e inflexible por el cliente
 en Latinoamérica. Tenemos la más alta tecnología en motores de toda aplicación. Contamos con una línea de motores a gas , natural y GLP. MMP pertenece a una gran corporación japonesa. Representante exclusivo de marca líder en el mundo. DEBILIDADES. Servicio de post venta no controlado. Falta alineamiento con el cliente de las áreas no comerciales. Poca disponibilidad de Motores respecto con la creciente demanda. Poca integración entre áreas. Crédito indirecto considerado complicado e inflexible por el cliente.")
Presentaciones similares