Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Resumen P. Reyes / Febrero 2006
Métodologías para la Competitividad de Clase Mundial Resumen P. Reyes / Febrero 2006

2
Objetivo Comprender las nuevas metodologías enfocadas a mejorar la posición competitiva de la empresa en calidad, productividad, servicio y costos para enfrentar las realidades actuales de la competencia de clase mundial

3
Contenido Introducción Empresa Esbelta (servicios y mfra.)
Normas y estándares internacionales Lanzamiento de nuevos productos Lean Seis Sigma Tecnologías de información y comunicaciones

4
1. Introducción

5
Contenido 1.1 Tendencias globales 1.2 Empresas de clase mundial

6
TLC, UE, Israel, Cuenca Pacífico, Chile, etc..
Tendencias globales TLC, UE, Israel, Cuenca Pacífico, Chile, etc..

7
Competencia Global ¿Qué requiere y espera el cliente?

8
1.1 Tendencias globales Los clientes tienen muchas alternativas, quieren: Calidad, el producto exceda sus expectativas (ppm) Costo, que se perciba como justo Tiempo de entrega, lo más rápido posible Continuidad, que el proveedor permanezca Conservación de recursos ecológicos, ambientales

9
1.1 Tendencias globales Rapidez (antes que precio).
Facilidad de uso y accesibilidad (celulares) Cambios y movimientos demográficos (migrantes) Gran variedad de productos disponibles (chocolates) Cambios en los estilos de vida y gustos (jóvenes)
 Cambios y movimientos demográficos (migrantes) Gran variedad de productos disponibles (chocolates) Cambios en los estilos de vida y gustos (jóvenes)")
10
1.1 Tendencias globales Gran variedad de descuentos y premios (permanentes) Valor agregado (al servicio) Números 800 (gratis), seguimiento postventa Servicio al cliente Alta tecnología Alta calidad (funcional, imagen y apariencia)
, seguimiento postventa. Servicio al cliente. Alta tecnología. Alta calidad (funcional, imagen y apariencia)")
11
Empresas de clase mundial
¿Qué características tienen?

12
Empresas de clase mundial – Estrategias
Calidad total –> cero defectos Operación JIT –> cero inventarios Mantenimiento Productivo Total -> cero fallas Procesos de mejora continua -> cero obsolescencias

13
1.2 Empresas de clase mundial
Enfoque a satisfacción del cliente Sensibilidad a cambios en el mercado Requisitos claros cliente proveedor Conocimiento profundo de sus procesos de trabajo Apego a normas y estándares internacionales Sistemas financieros adecuados Tecnología adecuada Amigables con el ambiente

14
1.2 Empresas de clase mundial
Planeación estratégica Entregas a tiempo y en cantidad pedida 98% min. Rechazos: Cliente 50 ppm Interno 200 ppm Enfoque al empleado, capacitación y desarrollo Empleados multihabilidades, empowerment Desarrollo continuo de los recursos humanos Trabajo en equipo multidisciplinario

15
1.2 Empresas de clase mundial
Inventario en proceso de horas o días no meses Tiempo de ciclo horas, días no semanas Rotación de inventarios mayor a 15 veces Costos de calidad menores al 3% Tiempos de preparación en minutos no horas Manufactura celular Uso de métodos estadísticos

16
1.2 Empresas de clase mundial
Cumplimiento de estándares internacionales ISO 9000 / ISO TS Gestión de calidad ISO – Medio ambiente ISO – Seguridad Procesos basados en la demanda Kanban, JIT Administración visual Enfoque a la simplificación de operaciones Énfasis en la innovación

17
2. Empresa Esbelta (Lean)
")
18
Contenido 2.1 Metas de la empresa Lean (esbelta) 2.2 Mapeo de procesos
2.3 Procesos de gestión Lean 2.4 Lean en la calidad 2.5 Manufactura Lean

19
2.1 Las metas de la empresa Lean
Reducir los recursos utilizados en las operaciones de manufactura o servicios (eliminar desperdicios) Reducir el tiempo de desarrollo y lanzamiento de nuevos productos Reducir el tiempo de proceso de la información desde pedidos hasta entregas
 Reducir el tiempo de desarrollo y lanzamiento de nuevos productos. Reducir el tiempo de proceso de la información desde pedidos hasta entregas.")
20
Lean = Eliminación de Muda
Sobreproducción Defectos / Rechazos Inventarios Movimientos excesivos Procesos que no agregan valor Esperas Transportes innecesarios Típicamente el 70% de las actividades no agregan valor

21
Ejercicio 1 Identificar Muda
Individualmente Discutir en equipos Comentar al grupo

22
2.2 Mapeo de procesos y analisis del valor

23
Funciones vs procesos

24
Sistema de procesos Macroprocesos o procesos principales
Procesos derivados de los principales Diagramas de flujo de actividades

25
DIAGRAMA DE FLUJO DESPLEGADO
Tiempo

26
Plan de calidad

27
Diagrama de flujo de valor
Visita al consultorio médico Examen y Prescripción Peso Presión Sanguínea Espera Espera Sentarse Caminar Sentarse Pagar Caminar Llamada de la enfermera Caminar Registrarse Salir del consultorio

28
Ejemplo: Compra de un artículo Ejemplo: Compra de un artículo
Esperar al dependiente 15 min. NAV Pedir artículo min. AV Dependiente pregunta por art min. NAV Búsqueda de artículo min. NAV Transporte de artículo 5 min. NAV Entregar artículo al cliente 2 min. AV Inspección por el cliente 5 min. NAV Elaboración de factura 10 min. NAV Empaque del artículo min. AV Verificación de vigilancia min. NAV Sólo el 12% de actividades agregan valor al servicio

29
2.3 Procesos de gestión Lean

30
Organizacion tradicional
Buscar culpables, Burocracia Prioridad a procedimientos y reglas Olvido al cliente Alto desperdicio en tiempo, materiales, papel enfoque a apagar fuegos Poca atención al empleado, poca seguridad Comunicación sólo en sentido vertical

31
Organizacion tradicional
Mantenimiento deficiente Poco involucramiento y compromiso Feudos/Revanchas/Política negativa Autoridad jerárquica, sin equipos Alta rotación / Alto ausentismo Bajo desempeño, apatía

32
Trabajo en equipo para Lean
Team Gerencial R Humanos Materiales Champion Producción Costos P a t r o c i n a d o r e s Facilitador de Procesos / Proyectos Facilitador de Procesos de Recursos Humanos Facilitador de Mantenimiento / Proyectos

33
Organizacion para JAT El cliente es la máxima prioridad
Operación limpia (ISO 14000) y segura Competitividad y finanzas sanas Sistemas visuales simples y Operación estable Entrega oportuna y Trabajo en equipos Ambiente de trabajo seguro y agradable
 y segura. Competitividad y finanzas sanas. Sistemas visuales simples y Operación estable. Entrega oportuna y Trabajo en equipos. Ambiente de trabajo seguro y agradable.")
34
Organizacion para JAT Desarrollo de empleados Multihabilidades
Alta comunicación, horizontal y abierta Desarrollo de personal, decisiones participativas Productividad y mejora continua, reconocimientos Empowerement a empleados / Personal motivado / Sugerencias Alta Calidad, enfoque a la gente, ISO 9000, PNC

35
Métodos Lean en RH Eliminar actividades que no agregan valor
Ampliar alcance de los puestos Aplanar la organización Desarrollo de personal multihabilidades Crear oportunidades de plan de carrera

36
Outsourcing Razones para tercerizar
Alcanzar la efectividad enfocándose en lo que la empresa hace mejor Aumentar la flexibilidad para alcanzar el cambio Mejorar el rendimiento organizacional a través de una mayor productividad, mejor calidad, entregas confiables y a tiempo Transferir el costo de los empleados (incluyendo los beneficios que por ley se les otorga) y los gastos gerenciales al proveedor.
 y los gastos gerenciales al proveedor.")
37
Outsourcing Razones para tercerizar
Convertir los costos fijos en costos variables Reducir inversiones en equipo, inventarios, personal, entre otros, para utilizar esos recursos para otros propósitos. Ganar acceso al mercado y oportunidades de negocio a través de la red de proveedores.

38
Outsourcing Razones para tercerizar
Expandir las operaciones durante períodos en los que esa expansión no podría ser financiada Recibir ideas innovadores para mejorar el negocio, los productos, los servicios, entre otros Mejorar la credibilidad y la imagen corporativa a través de la asociación de proveedores grandes

39
Outsourcing Razones para no tercerizar
Mantener los puestos de trabajo para evitar falta de lealtad de los empleados Baja de la moral de los empleados en general Perder el control sobre el proveedor Perder la filosofía de la empresa

40
Outsourcing Razones para no tercerizar
Incertidumbre existencial Depender de los proveedores Perder la confidencialidad Temor a que los contratistas se expandan dentro de la empresa.

41
Outsourcing Actividades a tercerizar
Los que hacen uso intensivo de recursos – gastos corrientes o inversión de capital Áreas relativamente independientes Servicios especializados y otros servicios de apoyo. Aquellas sujetas a un mercado rápidamente cambiante y donde es costoso reclutar, capacitar y retener al personal Aquellas con la tecnología rápidamente cambiante, que requieren una gran inversión

42
Outsourcing Actividades que no se tercerizan
Estrategias Finanzas corporativas Control de proveedores y Calidad Normas ambientales y Seguridad La satisfacción de los requisitos del mercado y reglamentarios La provisión de administración y dirección El mantenimiento de las competencias y el control La diferenciación con respecto a los competidores El mantenimiento de la propia identidad

43
Consignación de materiales por los proveedores
Inicia el periodo de crédito a partir del uso: Refacciones y herramientas para Mantenimiento Materiales de empaque Aceros y materiales de alto costo ARTÍCULOS EN LOS SUPERMERCADOS

44
Métodos Lean con clientes
Estructura de la Organización más plana con Empowerment en unidades de negocio Empowerment al cliente por medio de páginas Web (catálogos, existencias, precios), motores de búsqueda Compras o demostraciones automatizadas por Web (libros, CDs, cocinas, refrigeradores intel.) Atención automatizada por Call Centers
, motores de búsqueda. Compras o demostraciones automatizadas por Web (libros, CDs, cocinas, refrigeradores intel.) Atención automatizada por Call Centers.")
45
Métodos Lean en Ingeniería
Eliminar actividades que no agregan valor Desarrollo de productos con ciclo reducido a través de equipos multidisciplinarios Minimizar las variaciones diseño (CAD, CAM) Mantener especificaciones actualizadas con los procesos reales de manufactura (0 diferencias)
 Mantener especificaciones actualizadas con los procesos reales de manufactura (0 diferencias)")
46
Métodos Lean en la Administración de producción
Almacenamiento de partes o entregas cercanas al lugar de uso (kanban) C.P., C.C. Y C.I. con personal que agrega valor Hacer sólo lo que se está vendiendo Nivelar los programas de producción Minimizar los inventarios en proceso WIPs
 C.P., C.C. Y C.I. con personal que agrega valor. Hacer sólo lo que se está vendiendo. Nivelar los programas de producción. Minimizar los inventarios en proceso WIPs.")
47
2.5 Métodos de operaciones Lean

48
Actividades no Lean en Operaciones
Filas de espera Movimientos de materiales Preparación de equipos y ajustes Inspecciones Almacenamientos Proceso de firmas Exceso de transacciones en proceso Exceso de manejo de materiales

49
Equipos Kaizen

50
Equipos Kaizen

51
TIPS PARA EL INSTRUCTOR 10.- PREVENCION DE LA REINCIDENCIA
La ruta de la calidad NOTAS DEL INSTRUCTOR 1.- SELECCIÓN DEL TEMA 2.- RAZON DE LA SELECCIÓN PLANEAR P ESTABLECER LA FORMA IDEAL 3.- ESTABLECER OBJETIVOS 4.- PROGRAMA DE ACTIVIDADES 5.- DIAG. DE SITUACION ACTUAL 6.- ANALISIS DEL PROBLEMA BUSQUEDA DE CAUSA REAL HACER D EN CASO DE NO HABER EFECTO 7.- ANÁLISIS DE SOLUCIONES 8.- IMPLANTAR SOLUCIONES TIPS PARA EL INSTRUCTOR Explicar que este es el proceso que seguimos para aplicar el método QC STORY a nuestros proyectos. Aplicar el segundo examen. CHECAR C 9.- VERIFICACION DE SOLUCIONES 10.- PREVENCION DE LA REINCIDENCIA POR INICIATIVA HACER UN EJEMPLO INMEDIATAMENTE ACTUAR A 11.- REFLEXION Y TAREAS FUTURAS B -31

52
Ejemplo Pasos 1 y Selección del tema y situación actual Paso 3. Meta
Paso 4. Causas probables

53
Ejemplo Paso 5. Generación y evaluación de soluciones
Paso 6. Implementación de soluciones Paso 7. Verificación de su efectividad

54
Ejemplo Paso 8. Prevención de la reincidencia
Paso 9. Reconocimiento al equipo Kaizen

55
Pasos del Kaizen Definición del problema, alcance y metas
Formar y capacitar al equipo Kaizen Colectar datos: tiempos, takt time, trabajo estandarizado Tormenta de ideas: colectar ideas en todos los turnos Identificar prioridades Probar las ideas Verificar resultados Modificar el Lay Out Revisar y actualizar los estándares de trabajo Revisar planes de acción y revisar prioridades Reportar a la administración Implementar Reconocer al equipo Seguimiento: Plan de acción, aceptación del cambio, lay out Hacer que el Kaizen sea una forma de vida Medir el desempeño del Kaizen

56
Las 5Ss

57
¿Por qué sucede y qué se requiere para mejorar esta situación?

58
Lean para ahorro de espacio y tiempo, las 5S’s
Seiri – Deshacerse de todo lo innecesario Seiton – Asignar un lugar para cada cosa Seiso - Limpieza Seiketsu - Estandarización Shitsuke - Disciplina Encontrar cualquier cosa en menos de 30 seg.

59
Trabajo estandarizado

60
Trabajo estandarizado
Es la forma más eficiente de fabricar productos sin desperdicio por medio de la mejor combinación de métodos de trabajo. Por estandarización se entiende: Siempre seguir la misma secuencia de trabajo Los métodos totalmente documentados Los métodos están visibles en cada estación de trabajo El material está colocado siempre en el mismo lugar La información se presenta de la misma forma en toda la planta Se tiene el registro del movimiento detallado del cuerpo humano

61
Cambios rápidos (SMED)
")
62
Lean para reducción del tiempo de preparación y ajuste SMED
Hay tipos de preparaciones internas y externas Preparación interna (IED) Operaciones realizadas con máquina parada Preparación Externa (OED) Operaciones realizadas con la máquina operando Propósito: Convertir operaciones Internas a externas (filmar, analizar, cambiar)
 Operaciones realizadas con máquina parada. Preparación Externa (OED) Operaciones realizadas con la máquina operando. Propósito: Convertir operaciones Internas a externas (filmar, analizar, cambiar)")
63
Mantenimiento Productivo Total - TPM

64
TPM Requiere un Cambio de Paradigma
Actitud de TPM “Todos nosotros somos responsables de nuestra maquinaria ó equipo” Actitud Anterior “Yo opero, tú arreglas” “Yo arreglo, tú diseñas” “Yo diseño, tú operas” ¿Quién es el responsable aquí? ¡ EL !

65
¿Por qué pasa y qué hacer para evitar esta situación?
a)- De repente se rompió el engrane de la maquinaria ocasionando paro de equipo. Mantenimiento tardó 60 minutos para recuperarla.
- De repente se rompió el engrane de la maquinaria ocasionando paro de equipo. Mantenimiento tardó 60 minutos para recuperarla.")
66
Pérdidas por equipos reducidas por el TPM
Tiempos Muertos: Fallas, arranques, ajustes y cambios de tipo Pérdidas de velocidad: Paros menores, velocidad reducida por desgaste de partes Defectos: Mala calidad, rendimiento reducido hasta la aceptación de partes

67
Elementos del Mantenimiento Productivo Total (TPM)
Mantenimiento correctivo programado Mantenimiento preventivo (incluye predictivo por proveedores: termografía infrarroja, análisis de vibraciones y aceites) Mantenimiento productivo autónomo por operadores (limpieza, lubricación, etc.) Mantenimiento proactivo por Ingeneiría (rediseño, Mantenabilidad, confiabilidad, Poka Yokes)
 Mantenimiento productivo autónomo por operadores (limpieza, lubricación, etc.) Mantenimiento proactivo por Ingeneiría (rediseño, Mantenabilidad, confiabilidad, Poka Yokes)")
68
Pasos para implantar el mantenimiento productivo total
Fase P a s o D e t a l l e s 1.- La alta dirección anuncia inicio TPM Conferencia sobre TPM al personal Directores: seminarios. General: presentaciones 2.- Programa de educación y campaña Preparación Crear comités en cada nivel para promoción, asignar staff 3.- Crear organizaciones/ promoción 4.- Establecer políticas básicas y metas Evaluar condiciones actuales, metas Preparar planes detallados de actividades. 5.- Formular plan maestro Implantación preliminar 6.- Organizar acto de lanzamiento Invitar clientes, gente importante 7.Mejorar la efectividad de cada equipo Seleccionar equipo modelo. Formar equipo de proyecto. 8.- Programa de mantenimiento autónomo Promover los 7 pasos, fabricar útiles de diagnóstico y establecer proc. de certificación de los trabajadores Implantación 9. Programa de mantenimiento para Equipos nuevos por mantenimiento. Incluye mantto. periódico, y predictivo, gestión de repuestos, herramientas, dibujos y programas 10. Dirigir el entrenamiento para mejorar operación y capacidad de mantenimiento Entrenar a los líderes, estos comunican información con los miembros del grupo. 11. Programa actualización de los equipos antiguos Reconstrucción y mantenimiento preventivo Estabilización 12. Perfeccionar y mejorar el TPM Evaluación para el premio PM, fijar objetivos mas elevados Pasos para implantar el mantenimiento productivo total

69
7 pasos para desarrollar el mantenimiento autónomo
L O S P A S O S L A S A C T I V I D A D E S Limpiar para eliminar polvo y suciedad, principalmente en el cuerpo del equipo; lubricar y apretar pernos, descubrir problemas 1.- Limpieza Inicial (5S’s) 2.- Acciones en la fuente de los problemas Prevenir la causa del polvo, suciedad y difusión de esquirlas, mejorar partes que son difíciles de limpiar y lubricar, reducir el tiempo requerido para limpiar y lubricar 3.- Estándares de limpieza y lubricación Establecer estándares que reduzcan el tiempo gastado limpiando, lubricando y apretando ( específicamente tareas diarias y periódicas Con la inspección manual se genera instrucción los miembros de círculos descubren y corrigen defectos menores del equipo 4.- Inspección General 5.- Inspección autónoma Desarrollar y emplear listas de chequeo para inspección autónoma Estandarizar categorías de control de lugares de trabajo indivi duales; sistematizar a fondo el control del mantenimiento: estándares de inspección, limpieza y lub., registro datos y matto 6.- Organización y orden 7.- Mantenimiento autónomo pleno Desarrollos adicionales de políticas y metas compañía, incre mentar regularidad de actividades mejora. Registrar resultados análisis MTBF y diseñar contramedidas en concordancia
 2.- Acciones en la fuente. de los problemas. Prevenir la causa del polvo, suciedad y difusión de esquirlas, mejorar partes que son difíciles de limpiar y lubricar, reducir el. tiempo requerido para limpiar y lubricar. 3.- Estándares de limpieza y. lubricación. Establecer estándares que reduzcan el tiempo gastado. limpiando, lubricando y apretando ( específicamente. tareas diarias y periódicas. Con la inspección manual se genera instrucción. los miembros de círculos descubren y corrigen. defectos menores del equipo. 4.- Inspección General. 5.- Inspección autónoma. Desarrollar y emplear listas de chequeo para. inspección autónoma. Estandarizar categorías de control de lugares de trabajo indivi. duales; sistematizar a fondo el control del mantenimiento: estándares de inspección, limpieza y lub., registro datos y matto. 6.- Organización y orden. 7.- Mantenimiento autónomo. pleno. Desarrollos adicionales de políticas y metas compañía, incre. mentar regularidad de actividades mejora. Registrar resultados. análisis MTBF y diseñar contramedidas en concordancia.")
70
Resultados esperados del TPM
Eliminación de fugas de aceite Disminución dramática de tiempos muertos Incremento en la eficiencia de los equipos Reducción de paros no programados Reducción de rechazos en producto intermedio y producto final Disminución de consumo de energía Reducción de horas hombre mantenimiento correctivo Reducción costo por contratistas Reducción de costo por partes de repuesto Menor polvo ambiental Menor ruido Menos conflictos producción / mantenimiento

71
Manufactura Celular

72
La planta escondida Fabricación Inspección Empaque Embarque Retrabajo
!! Eliminar esta planta escondida !! Desperdicio Y.tp=Rend. Antes de retrabajo=37% Y.final=90% Rend. con retrabajo

73
Manufactura celular y Kanban

74
¿Qué espera el cliente y como se reabastecen los productos de un supermercado?

75
Prerrequisitos del Kanban
Suavización de la producción Programa maestro Nivelar la carga del programa Cambios rápidos Equipo capaz Mantenimiento Productivo Total tiempos muertos y defectos mínimos Organización adecuada de planta con Las 5S’s Lay Out y distribución de planta adecuada Entregas confiables de proveedores y cero defectos Trabajo estandarizado

76
Prerrequisitos del Kanban
Kanban, JAT 5S´s, Admón. Visual, SMED, TPM, TQM, TOC, Outsourcing, Asignación, Trabajo estandarizado, etc. Mapeo y rediseño de procesos Administrativos y de mfra. Trabajo en equipo, Kaizen Creación de un ambiente adecuado JAT

77
SISTEMA DE JALAR Todo lo necesario para el producto M está integrado aquí Cliente Celda de Mfra. Para la familia M Celdas de Manufactura En U Cuadros Kanban Celda de Mfra. Para la familia N EDI Embarque Productos Terminados (200 en 5 familias) Proveedor
 Proveedor.")
78
KANBAN Tablero de avisos electrónico
Sistema de señales visuales que facilitan al personal en la planta identificar las operaciones o movimientos a realizar sin procedimientos sofisticados KANBAN Tablero de avisos electrónico Cliente Proveedor Proceso Proceso Proceso Proceso A B C D Flujo del proceso Cuadros Kan Ban Flujo de las tarjetas

79
Presentación Proyecto Six-Sigma
Reducción de la Variación de Inventario de Material en Proceso (WIP)
")
80
3. Normas y estándares internacionales

81
Normas internacionales
¿Por qué es necesario seguirlas o cumplirlas?

82
Modelo de Gestión de Calidad - ISO 9001:2000
MEJORA CONTINUA C l i e n t C l i e n t Información S a t i s f c o n Responsabilidad de la Dirección R e q u r i m n t o s Medición, análisis, mejora Administración de Recursos Información Realización del Producto (y/o servicio) Producto/ Servicio Salida Entrada Sistema de Gestión de Calidad
 Producto/ Servicio. Salida. Entrada. Sistema de Gestión de Calidad.")
83
EL SISTEMA DE CALIDAD El Sistema de Calidad se debe Establecer,
Documentar e Implantar en forma Efectiva: ISO TS ISO 9000:2000 Política 1. Manual de Calidad Documentos controlados Implantación de la política 2. Procedimientos El “Cómo” de los procedimientos 3. Instructivos Formatos Vacios 4. Formatos y Registros Registros de calidad Formatos Llenos Planes de Calidad

84
Clausulas Principales de ISO 9001:2000
Responsabilidad de la Dirección ISO 9001:2000 Realización del Producto Medición, Análisis y Mejora. Sistema de Gestión de la Calidad. Gestión de Recursos

85
ISO 19011 – Auditorías de calidad
Ha sido preparada de manera conjunta entre el ISO/TC 176 SC 3 y el ISO/TC 207 SC 2 Cancela y remplaza a: ISO :1990 ISO :1991 ISO :1992 ISO 14010:1996 ISO 14011:1996 ISO 14012:1996

86
Normas Ambientales ISO 14001
1. Alcance 2. Referencias normativas 3. Definiciones 4. Requisitos de un S.G.A. Anexo A. Guía para la utilización de las especificaciones Anexo B. Vínculos entre ISO e ISO 9001 Anexo C. Bibliografía

87
ISO 18000 Normas internacionales para seguridad e higiene

88
ISO TS 16949 Normas internacionales de la AIAG para la industria automotriz

89
4. Lanzamiento de nuevos productos Lean DFSS – Diseño para Seis Sigma
APQP – Planeación Avanzada de la Calidad

90
Innovación y nuevos productos
¿por qué es necesario innovar y lanzar nuevos productos?

91
Medir Necesidades del cliente Analizar Conceptos de Diseño
Modelo Diseño para Seis Sigma (DMADV) Definir Proyecto Diseñar Producto Medir Necesidades del cliente Analizar Conceptos de Diseño Verificar Diseño
 Definir. Proyecto. Diseñar Producto. Medir Necesidades del cliente. Analizar Conceptos de Diseño. Verificar Diseño.")
92
Modelo Diseño para Seis Sigma (DFSS - DMADV)
Definir: metas del proyecto y necesidades del cliente Medir: Identificar necesidades del cliente y especificaciones Analizar: Determinar y evaluar las opciones del diseño para cumplir los requerimientos del cliente Diseñar: Desarrollar los procesos y productos para cumplir los requerimientos del cliente Verificar: Validar y verificar el diseño

93
APQP PLANEACION AVANZADA DE CALIDAD DEL PRODUCTO R P A L U A T N C E A
DESARROLLO DE TECNOLOGIA Y E A MEJORA CONCEPTO CONTINUA A RETROALIMENTACION DE LA EVALUACION Y ACCION CORRECTIVA R APQP VALIDACION DE PRODUCTO Y PROCESO PLANEAR Y DEFINIR DISEÑO Y DESARROLLO DEL PRODUCTO R A DISEÑO Y DESARROLLO DEL PROCESO H I CONFIRMACION DEL PRODUCTO DESARROLLO DE PRODUCTO\ PROCESO Y VERIFICACION DE PROTOTIPO A Y VALIDACION DEL PROCESO D U C T E S R E

94
PROGRAMA DE PLANEACIÓN DE LA CALIDAD
INICIACION \ APROBACION DEL CONCEPTO APROBACION DEL PROGRAMA PROTOTIPO PILOTO LANZAMIENTO PLANEA- CION DISEÑO Y DESARRO- LLO DEL PRODUCTO PLANEACION DISEÑO Y DESARROLLO DEL PROCESO VALIDACION DE PRODUCTO Y DEL PROCESO PRODUCCION RETROALIMENTACION DE EVALUACION Y ACCION CORRECTIVA

95
Escuchar la voz del cliente de forma reactiva
La información llega a la empresa se tome o no acción Quejas, devoluciones, garantías, descuentos Con este se inicia

96
Escuchar su voz de forma proactiva
Se busca la información con el cliente Investigación de mercados, entrevistas a clientes, encuestas Identificar las caract. importantes para el cliente

97
Despliegue de la función de calidad – QFD
El QFD proporciona un método gráfico para expresar las relaciones entre los requerimientos del cliente y las características de diseño, forma la matriz principal El QFD permite organizar los datos de requerimientos y expectativas del cliente en una forma matricial denominada la casa de la calidad. Proceso muy lento (toma meses)
")
99
EL PROCESO 8D D0. PREPARAR EL PROCESO DE 8 DISCIPLINAS (8D)
D1. ESTABLECER EL EQUIPO DE TRABAJO D2. DESCRIBIR EL PROBLEMA D3. DESARROLLAR ACCIONES INTERINAS DE CONTENCIÓN (ICA) D4. DEFINIR Y VERIFICAR LA CAUSA RAÍZ Y PUNTO DE ESCAPE
 D4. DEFINIR Y VERIFICAR LA CAUSA RAÍZ Y PUNTO DE ESCAPE.")
100
EL PROCESO 8D D5. SELECCIONAR Y VERIFICAR ACCIONES CORRECTIVAS PERMANENTES (PCA`s) PARA LA CAUSA RAÍZ Y PUNTO DE ESCAPE D6. IMPLANTAR Y VALIDAR ACCIONES CORRECTIVAS PERMANENTES (PCA`s) D7. PREVENIR LA RECURRENCIA D8. RECONOCER AL EQUIPO Y LAS CONTRIBUCIONES INDIVIDUALES
 D7. PREVENIR LA RECURRENCIA. D8. RECONOCER AL EQUIPO Y LAS CONTRIBUCIONES INDIVIDUALES.")
101
Ejemplo

102
Ejemplo

103
5. Seis Sigma

104
Seis Sigma como estrategia
Es una estrategia de mejora de negocios que busca encontrar y eliminar causas de errores o defectos en los procesos de negocio enfocándose a los resultados que son de importancia crítica para el cliente Es una estrategia de gestión que usa herramientas estadísticas y métodos de proyectos para lograr mejoras en calidad y utilidades significativas

105
Objetivo de Seis Sigma Un proceso Seis Sigma produce 3.4 defectos por millón de oportunidades (DPMO’s). Seis Sigma se logra al reducir la variabilidad en los productos, procesos y servicios, con lo que se reducen los costos, tiempos de ciclo y aumenta la satisfacción del cliente y las utilidades. Ejemplo: En la limpieza de una alfombra de 1500 Pies2. Para 3 sigma, quedarían sin limpiar 4 Pies2 y para 6 sigma sólo la cabeza de una aguja

106
Las fases DMAIC de 6 Sigma
Definición Proyecto Seis Sigma Medición Análisis Control Mejora

107
Las fases de Seis Sigma (DMAIC)
Definir: seleccionar el problema o situación “Y” a ser mejorada para reducir errores (Y = f(X1, X2, ..., Xn) Medir: diagnosticar la situación actual (Y y X’s) Analizar: identificar la causa raíz de los defectos X’s Mejorar: reducir la variabilidad o eliminar la causa Control: controles para mantener la mejora
 Medir: diagnosticar la situación actual (Y y X’s) Analizar: identificar la causa raíz de los defectos X’s. Mejorar: reducir la variabilidad o eliminar la causa. Control: controles para mantener la mejora.")
108
Definición estadística de Seis Sigma Con 4.5 sigmas se tienen 3.4 ppm
Media del proceso Corto plazo Largo Plazo La capacidad Del proceso Es la distancia En Sigmas de La media al LSE 4.5 sigmas 3.4ppm +4 +5 +6 +1 +2 +3 -2 -1 -4 -3 -6 -5 LSE - Límite Superior de especificación LIE - Límite inferior de especificación El proceso se puede recorrer 1.5 sigma en el largo plazo

109
Project Charter Descripción general del problema Alcance Meta medible
Sigmas Recursos Nombre, Rol Otros participantes Costos y beneficios Fechas arranque y final por cada fase DMAIC Impacto financiero Beneficios estimados Costos estimados

110
Definición del problema

111
Ejemplo de Definición del problema
Y = f(X’s) Una persona no se siente bien X1 = Identificar la enfermedad X2 = Identificar el cáncer X3 = Ident. el cáncer de pulmón Sería difícil encontrar una cura si no hay definición clara del problema
 Una persona no se siente bien. X1 = Identificar la enfermedad. X2 = Identificar el cáncer. X3 = Ident. el cáncer de pulmón. Sería difícil encontrar una cura si no hay definición clara del problema.")
112
Fase de Medición: diagnóstico de la situación actual del problema
Atributos Variables ORDEN DE ENVIO Tiempo CIUDAD UNIDAD DESCRIPCION TOTAL 1 $ $10.00 3 $1.50 $4.50 10 $ $10.00 2 $5.00 $10.00 Error

113
Posibles Fuentes de la Variación del Proceso
Variación del proceso, observado Variación del proceso, real Variación de la medición Variación dentro de la muestra Variación originada por el calibrador Reproducibilidad Repetibilidad Estabilidad Linealidad Sesgo Calibración La “Repetibilidad” y “reproducibilidad” (R&R), son los errores más relevantes en la medición. 5
, son los errores más relevantes en la medición. 5.")
114
TIPS PARA EL INSTRUCTOR
NOTAS DEL INSTRUCTOR TIPS PARA EL INSTRUCTOR El instructor dará la bienvenida al tercer módulo de htas, estadísticas. C-2

115
Teoría del camión y el túnel
El túnel (especificación) tiene 9' de ancho. El camión (variación del proceso) tiene 10’ y el chofer es perfecto. ¿Pasaría el camión? NO, la variabilidad del proceso es mayor a la especificación. El proceso debe estar en control, tener capacidad y estar centrado Ancho 9´ Nigel´s Trucking Co.
 tiene 9 de ancho. El camión (variación del proceso) tiene 10’ y el chofer es perfecto. ¿Pasaría el camión NO, la variabilidad del proceso es mayor a la especificación. El proceso debe estar en control, tener capacidad y estar centrado. Ancho 9´ Nigel´s Trucking Co.")
116
Cálculo de la capacidad del proceso
Habilidad o capacidad potencial Cp = (LSE - LIE )/6 Debe ser 1 para tener el potencial de cumplir con especificaciones (LIE, LSE) Habilidad o capacidad real Cpk = Menor | ZI y ZS |/3 El Cpk debe ser 1 para que el proceso cumpla especificaciones
/6 Debe ser 1. para tener el potencial de. cumplir con especificaciones (LIE, LSE) Habilidad o capacidad real Cpk = Menor | ZI y ZS |/3. El Cpk debe ser 1 para que el. proceso cumpla especificaciones.")
118
Tormenta de ideas Permite obtener ideas de los participantes

119
Diagrama de Ishikawa

120
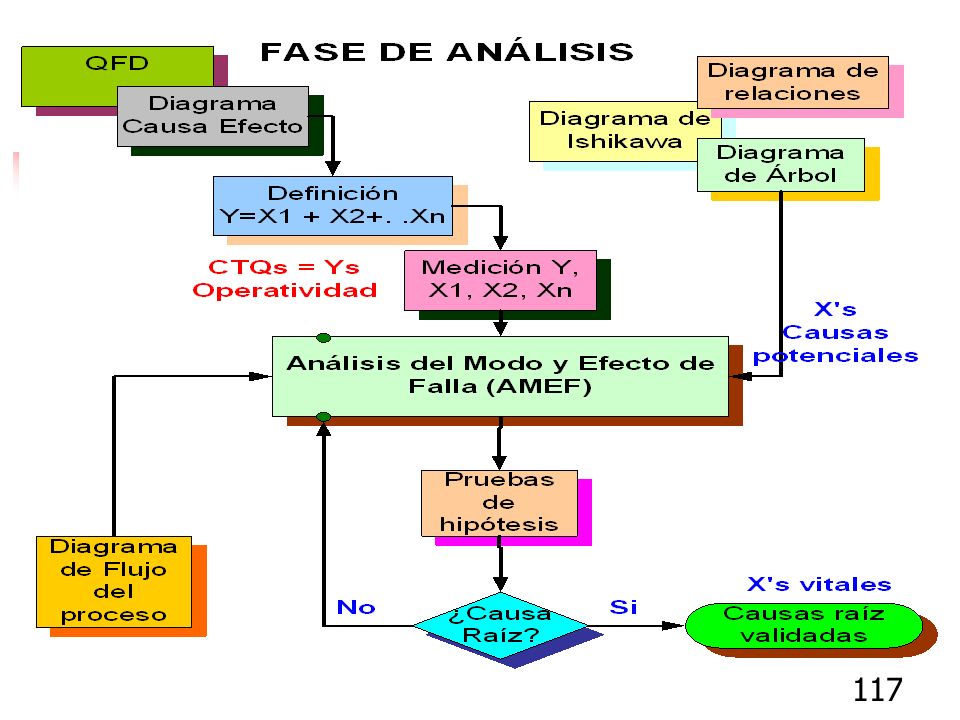
Análisis del Modo y Efecto de Falla (AMEF)
")
121
¿ Qué es el AMEF? El Análisis de del Modo y Efectos de Falla es un grupo sistematizado de actividades para: Reconocer y evaluar fallas potenciales y sus efectos. Identificar acciones que reduzcan o eliminen las probabilidades de falla. Documentar los hallazgos del análisis.

124
Reducción del Tiempo de Ciclo en el Area de Cuentas por Pagar
Presentación Proyecto Six Sigma DMAIC Reducción del Tiempo de Ciclo en el Area de Cuentas por Pagar

125
Definición del Problema
DMAIC Definición del Problema Variables Criticas de Calidad (CTQ’s) Y= f( X1 + X2 + X3 + Xn) Otros Deptos. Ciclo de Cuentas Por Pagar Almacenes de M.P. / Refacciones Depto. Compras Depto. Cuentas por Pagar El problema a resolver es el tiempo de Ciclo en el Departamento de Cuentas por Pagar (Y= X1) ya que es el cuello de botella
 Y= f( X1 + X2 + X3 + Xn) Otros Deptos. Ciclo de Cuentas Por Pagar. Almacenes de M.P. / Refacciones. Depto. Compras. Depto. Cuentas por Pagar. El problema a resolver es el tiempo de Ciclo en el Departamento de Cuentas por Pagar (Y= X1) ya que es el cuello de botella.")
126
Métodos de simulación Excel, SimQuick y Arena

127
Simulación de oportunidad de inversión por medio de NPV

128
SimQuick

129
Diseño de Experimentos

130
Diseño de experimentos
Se hacen cambios deliberados y sistemáticos de las variables de entrada (factores) para observar los cambios correspondientes en la salida (respuesta). Entradas Salidas (Y) Proceso
 para observar los cambios correspondientes en la salida (respuesta). Entradas. Salidas (Y) Proceso.")
131
Los Factores Pueden Afectar...
1. La Variación del Resultado 3. La Variación y el Promedio Satisf. alta Tiempo de Ciclo Largo Satisf. Baja Tiempo de Ciclo Corto Tiempo de respuesta Tiempo de respuesta 2. El Resultado Promedio 4. Ni la Variación ni el Promedio T. Respuesta Alto T. Respuesta Bajo Ambos niveles producen el mismo resultado Tiempo de respuesta Tiempo de respuesta

132
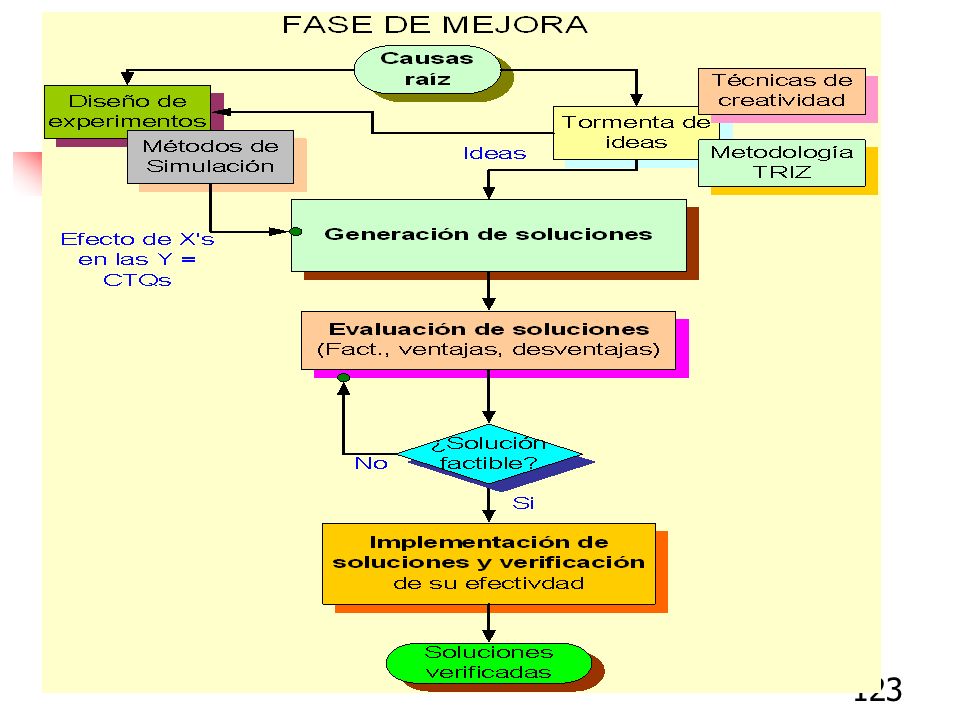
Técnicas de creatividad

133
Los Seis Sombreros de pensamiento
Dejemos los argumentos y propuestas y miremos los datos y las cifras. Exponer una intuición sin tener que justificarla Juicio, lógica y cautela Mirar adelante hacia los resultados de una acción propuesta Interesante, estímulos y cambios Visión global y del control del proceso

135
Poka Yokes / A prueba de error
“Es bueno hacer las cosas bien la primera vez. Es aún mejor hacer que sea imposible hacerlas mal desde la primera vez.”

136
¿Por qué suceden los errores humanos y qué se puede hacer para evitar riesgos y peligros?

137
POKA -YOKE Tipos de Errores Olvidar Mal entendimiento Identificación
Principiante/Novatez Errores a propósito por ignorar reglas ó políticas Desapercibido Lentitud Falta de estándares Sorpresas Intencionales

138
Funciones reguladoras de POKA -YOKE
Métodos de Control Anormalidad se apaga la máquina o se bloquea el sistema de operación Se prevee que siga ocurriendo el mismo error. Función reguladora más fuerte Maximiza eficiencia poara alcanzar cero defectos.

139
Funciones reguladoras de POKA -YOKE
Métodos de Advertencia Advierte al trabajador de las anormalidades ocurridas activación de una luz o sonido Menos efectivo usarlo cuando el impacto de las anormalidades sea mínimo o por factores técnicos y/o económicos no se pueda implantar uno de control.

140
Ejemplos de Poka Yokes Pasadores Guía
Contactos eléctricos a prueba de errores, para asegurar una polaridad apropiada. Pasadores Guía Cada guía tiene su propio pasador guía único.

141
Control Estadístico del Proceso

142
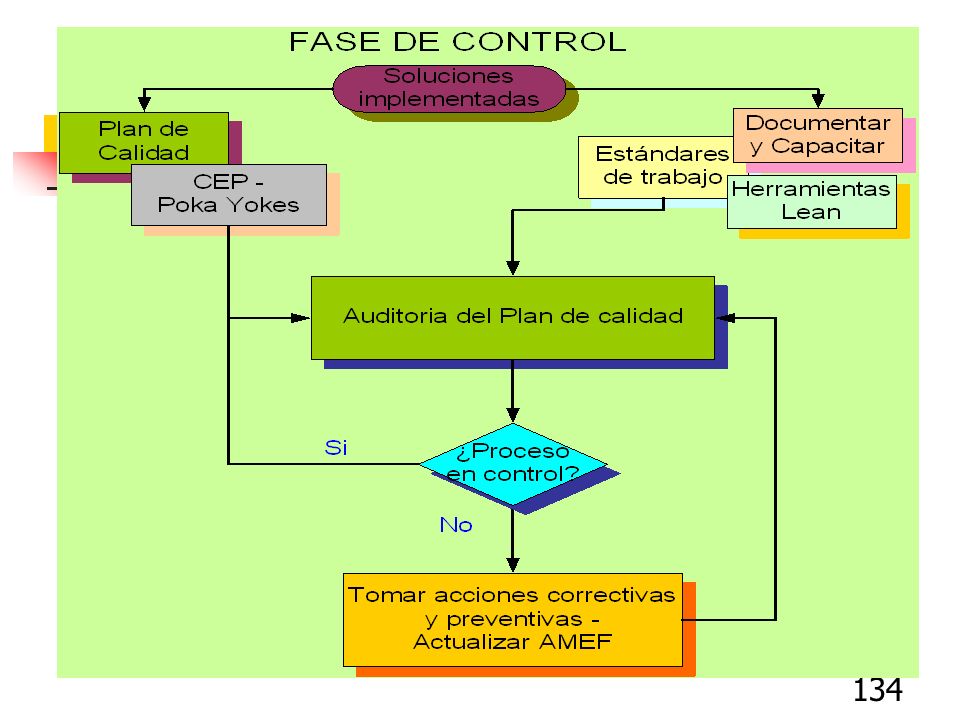
Control Estadístico del Proceso
El Control estadístico del proceso permite identificar situaciones anormales en el proceso y tomar acciones, no previene defectos en el 100% de los productos Las cartas de control : Permiten diferenciar la Variabilidad normal del proceso (del sistema) y la Variabilidad por causas asignables ( Fuera de LCS o LCI o patrones anormales – causados por las 5 M’s)
 y la. Variabilidad por causas asignables ( Fuera de LCS o LCI o patrones anormales – causados por las 5 M’s)")
143
Patrones de anormalidad en la carta de control
“Escuche la Voz del Proceso” Región de control, captura la variación natural del proceso original M E D I A S C L LSC LIC Tendencia del proceso El proceso ha cambiado Causa Especial identifcada TIEMPO

144
- Todas las Operaciones - Todas las Máquinas
- Todas las áreas - Todas las Operaciones - Todas las Máquinas - Una Máquina - Un área - Para los Operadores - Operaciones Limitadas

145
Paquete estadístico Minitab

146
Paquete estadístico Minitab

147
Paquete estadístico Minitab

148
Paquete estadístico Minitab

149
6. Tecnologías de información
y comunicaciones

150
Papel de la TIC SCM Distribuidores y Minoristas
EDI XML B2C Web eCRM Call Center Proveedores Primer Nivel EDI XML Administración de recursos Intranet ERP Mfra. Distrib. MRP II Web eCRM B2C Call Center Red de Valor Agregado VAN B2B Internet Web Teléfono Cliente

151
¿Qué es un ERP? Se refiere a un paquete informático que cubre de forma parcial o total las áreas funcionales de la empresa y permite coordinar las actividades. La gama de funciones que cubren los ERP son: Contabilidad Finanzas Administración de órdenes de venta Logística Producción Recursos humanos

152
Crystal Reports Los mejores reportes contienen los hechos necesarios para realizar las mejores decisiones, no obscurecidas por un conjunto de datos irrelevantes a la tarea actual

153
Comunicaciones por Intercambio Electrónico de Datos EDI - UNIFACT
Electronic Data Interchange Comunicaciones por Intercambio Electrónico de Datos EDI - UNIFACT

154
Negocios Electrónicos por Internet
Esquemas de negocio B2C y B2B

155
La Web y los negocios electrónicos
Sirve para atraer nuevos clientes con mercadotecnia y publicidad Mejor atención de clientes por servicio y soporte remoto Interacción con clientes y búsquedas de información Nuevas formas de relaciones con el cliente Acceso a información del gobierno

156
La Web y los negocios electrónicos
Desarrollo de nuevos mercados y canales de distribución para productos existentes Periódicos y revistas on line Distribución de software Muestras de música y juegos Desarrollo de productos basados en la información Búsqueda de personas, negocios, objetos (switchboard)
")
157
B2B, ventajas Reducción de Costos operativos y administrativos de la empresa. Administración en línea de la información de Clientes, Contactos, Ventas, Ingresos, Pagos, Proveedores, etc. Difusión Universal en horarios continuos Poco personal con alto rendimiento Estructura Organizacional Plana

158
Sesión de preguntas y respuestas
Muchas gracias

Presentaciones similares