Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Introducción a la Ingeniería Agroindustrial
UNIDAD 5 5.1 Procesamiento e inocuidad alimentaria 5.2 Procesamiento y su impacto en los componentes del alimento 5.3 Causas de deterioro de alimentos y vida de anaquel 5.4 Tendencias hacia alimentos mínimamente procesados 1 1

2
Introducción a la Ingeniería Agroindustrial
2 2

3
Introducción a la Ingeniería Agroindustrial
5.1 Procesamiento e inocuidad alimentaria 3 3

4
Introducción a la Ingeniería Agroindustrial
4 4

5
Introducción a la Ingeniería Agroindustrial
5 5

6
Introducción a la Ingeniería Agroindustrial
5.1 Procesamiento e inocuidad alimentaria Procesado/conservación de los alimentos, mecanismos empleados para proteger a los alimentos contra los microbios y otros agentes responsables de su deterioro para permitir su futuro consumo. Los alimentos en conserva deben mantener un aspecto, sabor y textura apetitosos así como su valor nutritivo original. 6 6

7
Introducción a la Ingeniería Agroindustrial
La descomposición de la biomasa, una vez muerta, es un proceso espontáneo impulsado por diferentes fuerzas biológicas que conducen a la degradación de los constituyentes iniciales, a la desorganización de los tejidos, a la aparición de sustancias indeseables o tóxicas, producto del catabolismo de microorganismos o de las propias enzimas de la biomasa, y a la proliferación de microorganismos. La “vida útil” es un concepto impreciso que solamente da una idea del tiempo que un alimento permanece útil para al consumo antes de volverse desagradable o simplemente nocivo. 7 7

8
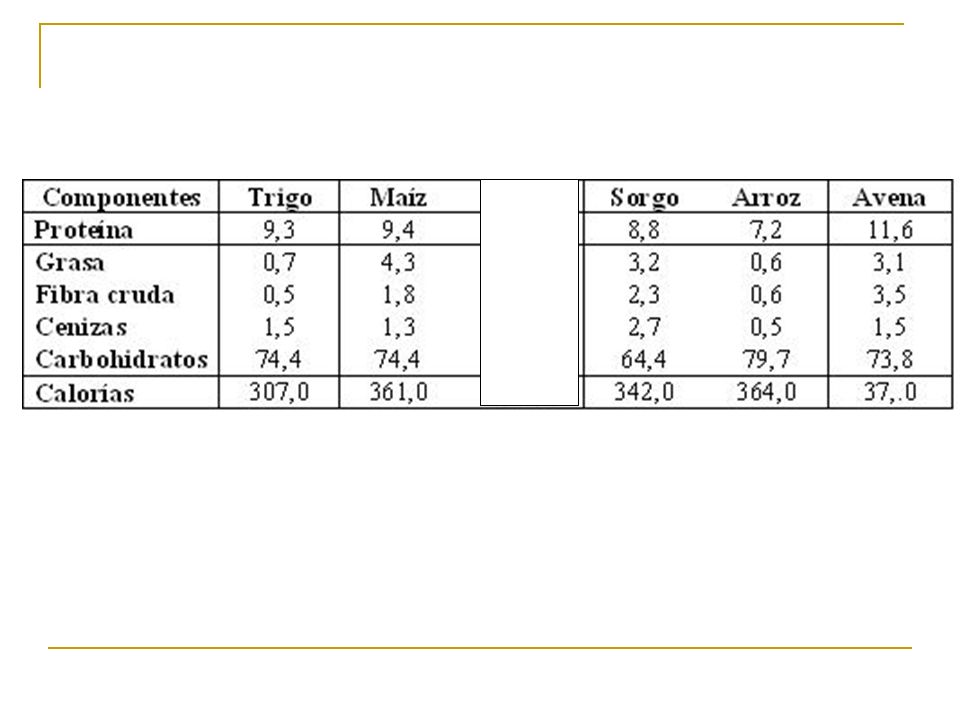
5.2 Procesamiento y su impacto en los componentes del alimento
8 8

10
¿Qué es el queso? El queso es un producto fresco o madurado, sólido o semisólido, obtenido de la leche, leche total o parcialmente desnatada, nata, suero de mantequilla o de una mezcla de algunos o de todos estos productos, por coagulación total o parcial.

11
11 11

12
¿En qué consiste el proceso de elaboración del queso?
Preparación de la leche La leche debe contener no menos de un 3% de grasa de leche y no menos del 8.25% en sólidos no grasos. La preparación de la leche consiste, en algunos casos, en la eliminación parcial o total de la crema, en la aplicación de algún tratamiento térmico que permita la eliminación de las bacterias patógenas presentes en la misma y en la incorporación de algunos aditivos tales como el cloruro de calcio y los cultivos lácticos. El tratamiento térmico que se realiza se conoce como pasteurización y consiste en calentar cada partícula de leche a una temperatura de 65ºC por 30 minutos y luego enfriar hasta ºC (Pasteurización lenta) o a 72ºC por 15 segundos y luego enfriar hasta 20 ºC (Pasteurización rápida). El proceso de pasteurización debe realizarse en equipo aprobado y que este en perfectas condiciones de funcionamiento, debidamente lavado y esterilizado con anterioridad.
 o a 72ºC por 15 segundos y luego enfriar hasta 20 ºC (Pasteurización rápida). El proceso de pasteurización debe realizarse en equipo aprobado y que este en perfectas condiciones de funcionamiento, debidamente lavado y esterilizado con anterioridad.")
13
Adición de cultivos lácticos
Cuando se usa leche pasteurizada para elaborar quesos, se obtiene un producto microbiológicamente más seguro pero insípido, el cual es más susceptible a las contaminación después de la pasteurización. Para evitar estos problemas se usan cultivos lácticos, los cuales son mezclas de bacterias no patógenas que producen ácido láctico y compuestos saborizantes como el diacetil y ácidos volátiles, provenientes de la fermentación de la lactosa y del ácido cítrico presentes en la leche. Sin la presencia de las bacterias lácticas, no se llegan a desarrollar en parte los aromas y sabores típicos que se presentan en los quesos elaborados con leches crudas

14
Coagulación de la leche
La coagulación se produce básicamente por la acción de la renina, LAB o cuajo, fermento o enzima del tipo de las proteasas, presente en la secreción gástrica de los mamíferos. Actúa sobre la caseína de la leche (proteína soluble), transformándola, en presencia de sales de calcio, en paracaseína insoluble que precipita formando el coágulo. Las bajas temperaturas inactivan al cuajo y las superiores a 45 ºC lo destruyen. La temperatura ideal para la coagulación de la leche es entre 28 y 37 ºC.
, transformándola, en presencia de sales de calcio, en paracaseína insoluble que precipita formando el coágulo. Las bajas temperaturas inactivan al cuajo y las superiores a 45 ºC lo destruyen. La temperatura ideal para la coagulación de la leche es entre 28 y 37 ºC.")
15
Salado Con el salado se procuran tres efectos distintos: activar el desuero, mejorar la fermentación y sazonar el queso. El primero de ellos se explica por el poder absorbente que la sal tiene para la humedad, y el segundo por su acción inhibidora sobre el desarrollo de ciertos microbios o mohos. La sal puede ser adicionada en el suero, en la cuajada, durante la maduración, o en la salmuera

16
Moldeo y prensado Después del salado, la cuajada se coloca en moldes de madera, plástico o acero inoxidable. Esta operación coadyuva al desuero, forma el queso y le da la consistencia necesaria.

17
Corte de cuajada y desuero
El tiempo necesario para que la cuajada se forme y posea las características adecuadas para su corte, depende de factores tales como el pH, la concentración de calcio, la concentración de enzima y la temperatura. La división de la cuajada debe efectuarse lenta y cuidadosamente, sin precipitaciones ni brusquedades; se procederá a la fragmentación con suavidad. Los cortes tienen que ser netos y completos; la masa debe seccionarse, y no desgarrarse, y mucho menos deshacerse, pues los trozos de cuajada han de conservar la forma que el operador desee darle: cúbica, esférica, etc. Luego del corte, es normal que se haga una agitación suave de la cuajada para disminuir el suero retenido y obtener con ello un queso más compacto y con humedad uniforme. Una vez finalizada la agitación de la cuajada, se deja reposar por unos minutos para que se asiente (10-20 minutos). Pasado este tiempo se separa el suero. En algunos casos se utiliza agua caliente para ayudar al proceso de desuerado.
. Pasado este tiempo se separa el suero. En algunos casos se utiliza agua caliente para ayudar al proceso de desuerado.")
18
Almacenamiento El queso una vez elaborado, puede ser almacenado por el tiempo necesario hasta que se vaya a vender. Es conveniente almacenarlo en refrigeración para lograr prolongar su vida útil. El tiempo de almacenamiento antes de ser consumido tiene mucha influencia en el producto final. El proceso de la maduración del queso modifica su textura y contribuye al desarrollo de su aroma y sabor. El lugar de maduración de los quesos deberá ser ventilado, muy limpio y no muy iluminado.

19
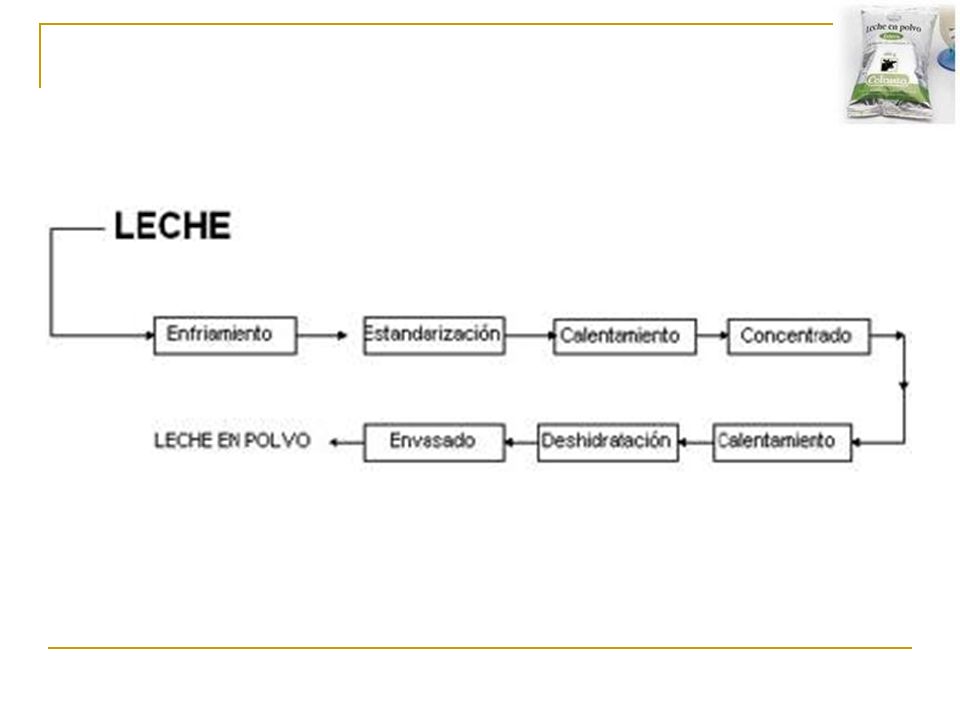
Proceso de elaboración de la leche en polvo

21
1.Enfriamiento El enfriamiento de la leche se hace en forma similar a los ya vistos en otros procesos; deberá enfriarse a menos de 5ºC. 2.Estandarización Se hace una Estandarización de la grasa en la leche fluida para obtener una leche en polvo con el porcentaje de grasa deseada.

22
Torre de atomización para la producción de leche en polvo: 1
Torre de atomización para la producción de leche en polvo: 1. Bomba de alta presión. 2. Atomizador. 3. Suministro de aire caliente. 4. Cámara de mezcla. 5. Cámara de secado. 6. Descarga del producto. 7. Ciclón.

23
3.Calentamiento El calentamiento, efectuado en los intercambiadores de placa, se hace a 88ºC durante 3 minutos si la leche es descremada; para la leche entera, se aplica mayor temperatura, alrededor de 90ºC pero no mas de 3 minutos de tratamiento. 4.Concentración La concentración de la leche se hace en evaporadores iguales a los vistos en leches condensadas, las condiciones de temperatura son ºC y con vacío. Esta concentración debe llevar a la leche a una concentración del 48% para el proceso de leche entera y alrededor del 45% si se procesa leche descremada, con densidades variables según la composición de materia grasa que tenga la leche fluida.

24
5.Deshidratación Previa a la entrada al secador, la leche que sale de la etapa de concentración es llevada a una temperatura de alrededor de 70ºC en forma suave, para evitar la coagulación. Se utiliza para la deshidratación un secador “spray”. 6.Evaporación La evaporación del agua de leche baja la temperatura lo suficiente para proteger los pequeños gránulos de polvo. Una de las características del granulo de polvo obtenido por atomización es el de la formación de una película de lactosa en el exterior que le da mayor resistencia a la oxidación, especialmente en la leche entera.

25
Principio de funcionamiento de un secador de leche fluido

26
7.Envasado Se hace en latas o recipientes de cartón tratados, especialmente para resistir el paso de la humedad. Es de uso casi general, una cámara de envasado e atmósfera de gas inerte (se usa nitrógeno en un vacío de mm.); aunque aún se envasa en atmósfera abierta, pero será distinta la capacidad de conservación. 8.Almacenaje El almacenaje deberá hacerse a ºC y baja humedad
; aunque aún se envasa en atmósfera abierta, pero será distinta la capacidad de conservación. 8.Almacenaje. El almacenaje deberá hacerse a ºC y baja humedad.")
27
Tipos de secadores “spray”

28
Introducción a la Ingeniería Agroindustrial
5.3 Causas de deterioro de alimentos y vida de anaquel Las causas por las cuales se da el deterioro de alimentos, es provocada por 3 factores existentes que son: microbiológicos, donde los agentes que afectan al alimento son diferentes tipos de hongos, bacterias y levaduras, que provocan que la calidad y características del producto se vallan deteriorando y provoquen su descomposición. Físicos, donde se encuentran los golpes, mordeduras, picaduras que provocan el deterioro de los alimentos. Y las reacciones químicas es decir la maduración, oxidación, oscurecimiento enzimático o no enzimático. La putrefacción es el deterioro de las proteínas. 28 28

30
Introducción a la Ingeniería Agroindustrial
La proliferación de microorganismos en un alimento esta directamente relacionado con la cantidad de agua disponible en un alimento. El gua no se encuentra disponible para la producción de los microorganismos cuando esta junto con otro compuesto. SI la cantidad de agua esta elevada el alimento es perecedero y si la cantidad de agua es baja no es perecedero. 30 30

31
Introducción a la Ingeniería Agroindustrial
En el método de pasteurización se utiliza los procesos de calentamiento-enfriamiento, que consiste en someter al producto a un calentamiento y después a un enfriamiento drástico, ahí interviene el tiempo y la temperatura. En el método de esterilización se utilizan procesos bruscos de temperatura donde interviene el tiempo, temperatura y presión, es un método 100% seguro, donde se provoca un eliminación completa de microorganismos, es decir que todos son eliminados incluyendo a sus esperas. 31 31

32
Introducción a la Ingeniería Agroindustrial
Los alimentos son perecederos por naturaleza, aún en productos considerados estables se presentan cambios durante el almacenamiento y comercialización que se manifiestan como una disminución en la calidad. La única excepción a esta regla es el caso de las bebidas alcohólicas (brandies, whiskeys, vinos, etc.) en los que se requieren largos periodos de tiempo para que se desarrollen los sabores y olores característicos de un producto de calidad. 32 32
 en los que se requieren largos periodos de tiempo para que se desarrollen los sabores y olores característicos de un producto de calidad")
33
Introducción a la Ingeniería Agroindustrial
33 33

34
Introducción a la Ingeniería Agroindustrial
34 34
35
Introducción a la Ingeniería Agroindustrial
35 35

36
Introducción a la Ingeniería Agroindustrial
Descomposición: química, la división de un compuesto en sus componentes más simples por medio de una reacción química. La descomposición también puede producirse por la acción química, la catálisis, las bacterias, las enzimas y la luz. La fermentación, por ejemplo, es causada por la acción de las enzimas. 36 36

37
Introducción a la Ingeniería Agroindustrial
37 37
38
Introducción a la Ingeniería Agroindustrial
38 38

39
Introducción a la Ingeniería Agroindustrial
39 39

40
Introducción a la Ingeniería Agroindustrial
40 40

41
Introducción a la Ingeniería Agroindustrial
41 41
42
Introducción a la Ingeniería Agroindustrial
5.4 Tendencias hacia alimentos mínimamente procesados 42 42

Presentaciones similares