Descargar la presentación
La descarga está en progreso. Por favor, espere

1
PROGRAMA = PLAN + TIEMPO
De aquí se desprende que la planificación del mantenimiento es el corazón del sistema, es decir un organismo compensador que debe administrar medios (mano de obra, máquinas, herramientas, repuestas, espacios, tiempo, etc.) que dispone el servicio, los cuales son generalmente escasos frente a la gran demanda de servicios de toda índole.- En efecto trata y atiende a quienes requieran servicios. Debe por otra parte, ordenarlos en el tiempo utilizando los medios disponibles y comunicar los trabajos a los diferentes talleres, gremios y contratistas, los cuales realizarán el o los servicios.- PLANES Y PROGRAMAS PLAN: Ordenamiento lógico de cosas o actos.- PROGRAMA: Ordenamiento lógico de cosas o actos en el tiempo PROGRAMA = PLAN + TIEMPO Los PLANES DE MANTENIMIENTO constituyen un ordenamiento tentativo de todos los trabajos que habría que realizar en el lapso de un año.- Los PROGRAMAS generalmente se trazan para lapsos de una semana o más y contienen el ordenamiento prioritario de las ORDENES DE TRABAJO
 que dispone el servicio, los cuales son generalmente escasos frente a la gran demanda de servicios de toda índole.- En efecto trata y atiende a quienes requieran servicios. Debe por otra parte, ordenarlos en el tiempo utilizando los medios disponibles y comunicar los trabajos a los diferentes talleres, gremios y contratistas, los cuales realizarán el o los servicios.- PLANES Y PROGRAMAS. PLAN: Ordenamiento lógico de cosas o actos.- PROGRAMA: Ordenamiento lógico de cosas o actos en el tiempo. PROGRAMA = PLAN + TIEMPO. Los PLANES DE MANTENIMIENTO constituyen un ordenamiento tentativo de todos los trabajos que habría que realizar en el lapso de un año.- Los PROGRAMAS generalmente se trazan para lapsos de una semana o más y contienen el ordenamiento prioritario de las ORDENES DE TRABAJO.")
2
Tener personal calificado para su atención.-
Estos Programas deben ser elaborados teniendo en cuenta la aprobación y el acuerdo de todos los involucrados. Para el cumplimiento efectivo de los programas de trabajo se deben verificar las disponibilidades de máquinas, manos de obras, repuestos, suministros, etc.- Una vez confeccionados los programas periódicos se emiten y remiten hacia cada sección de los talleres intervinientes. A su vez cada taller debe realimentar el programa con sus avances; demoras, etc., que vaya efectuando (con cierta frecuencia). Con todos estos datos, se realimenta el sistema de programación de tal forma que en el programa del período subsiguiente, se incluyan los trabajos no terminados, postergados o suspendidos por cualquier motivo. PROGRAMACIÓN PERIÓDICA Para la programación de los trabajos se debe: Tener personal calificado para su atención.- Sistemas administrativos ágiles.- Los programas deben realizarse sobre datos reales.- La comunicación debe tener una alta eficiencia (Actualización casi permanente)
. Con todos estos datos, se realimenta el sistema de programación de tal forma que en el programa del período subsiguiente, se incluyan los trabajos no terminados, postergados o suspendidos por cualquier motivo. PROGRAMACIÓN PERIÓDICA. Para la programación de los trabajos se debe: Tener personal calificado para su atención.- Sistemas administrativos ágiles.- Los programas deben realizarse sobre datos reales.- La comunicación debe tener una alta eficiencia (Actualización casi permanente)")
3
MANTENIMIENTO PROGRAMADO
PRIMER PASO GERENCIA DE FÁBRICA PLAN ANUAL DE MANTENIMIENTO APROBADO PLANIFICACIÓN DEL MANTENIMIENTO Se ordenan prioritariamente las O.T. remanentes de períodos anteriores no finalizadas, más las nuevas O.T. Se realiza en común acuerdo con todas las áreas involucradas PROGRAMAS PERIODICOS Ordenes (OT) por prioridad PROGRAMA SEMANAL GENERAL PROGRAMA SEMANAL POR TALLER A oficina de programación SEGUNDO PASO Talleres Gremios Contratistas Se debe establecer la secuencia que debe seguir por los Talleres y Gremios para que se realicen los trabajos. Máquinas Secciones de taller TERCER PASO PROGRAMA POR PASOS DE PROCESO
 por prioridad. PROGRAMA SEMANAL GENERAL. PROGRAMA SEMANAL POR TALLER. A oficina de programación. SEGUNDO PASO. Talleres. Gremios. Contratistas. Se debe establecer la secuencia que debe seguir por los Talleres y Gremios para que se realicen los trabajos. Máquinas. Secciones de taller. TERCER PASO. PROGRAMA POR PASOS DE PROCESO.")
4
FORMULARIOS DE TRABAJO
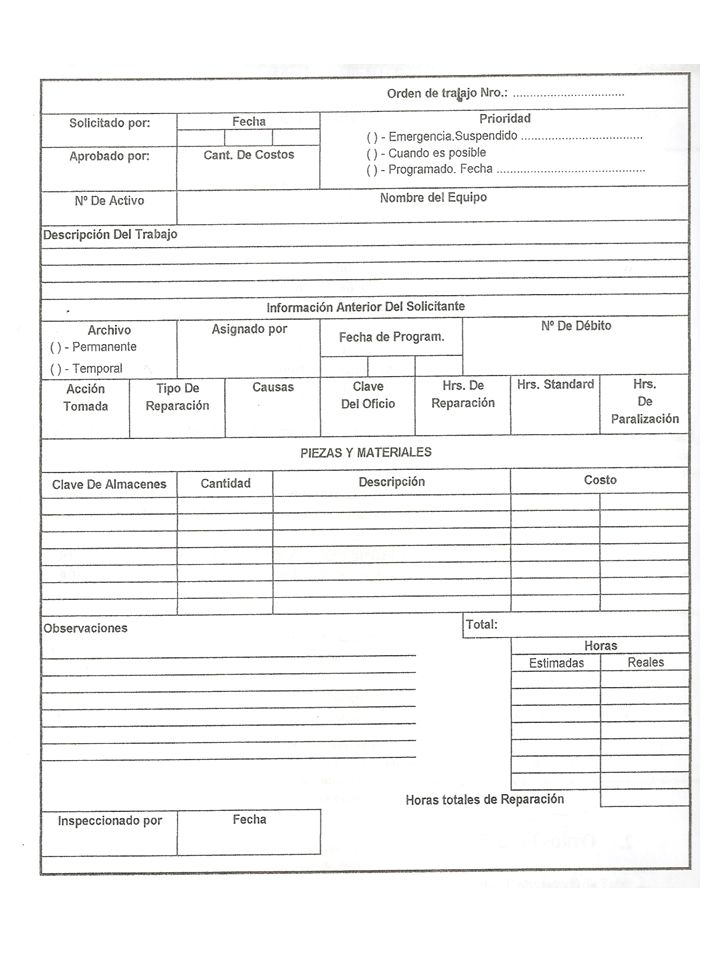
Hay trabajos que requieren la interacción de varias máquinas de un mismo taller. Para ello se confecciona una hoja de ruta donde se estudia cada paso del proceso asignándole en cada una, el tiempo estimado de operación, el material a usar, mano de obra adicional, etc. La suma de las hojas de ruta, es la carga de trabajo que tiene cada grupo de máquinas herramientas o gremios. Para ordenar estos trabajos homogéneos de máquinas y operarios se realizan programas realimentados día a día. Los formularios básicos son: Formulario con el que se solicita un trabajo; existen 4 tipos de órdenes: DE EMERGENCIA: Ordenes de trabajos por los cuales se deben atender trabajos producidos por roturas serias en equipos o instalaciones que afectan directamente la producción. Exigen rapidez, autorización de un alto nivel jerárquico. Se debe informar a las altas superioridades: * Causa del pedido * Acciones tomadas * Horas de demoras con afectación de producción DE URGENCIA: Ordenes que se cursan para ser satisfechas en no más de 48 hs.- NORMALES: Deben ser realizadas en el término de una semana y su vigencia no debe superar dos semanas (trabajos rutinarios, repuestos de almacenes, etc.) RUTINARIOS: Son órdenes extendidas para trabajos de poca importancia, se pueden extender en el tiempo desde un mes a un año (controlar gastos). FORMULARIOS DE TRABAJO 1 - La Orden de Trabajo:
 RUTINARIOS: Son órdenes extendidas para trabajos de poca importancia, se pueden extender en el tiempo desde un mes a un año (controlar gastos). FORMULARIOS DE TRABAJO. 1 - La Orden de Trabajo:")
5
2 – Otros Formularios: NIVELES DE AUTORIZACIÓN REQUERIDOS:
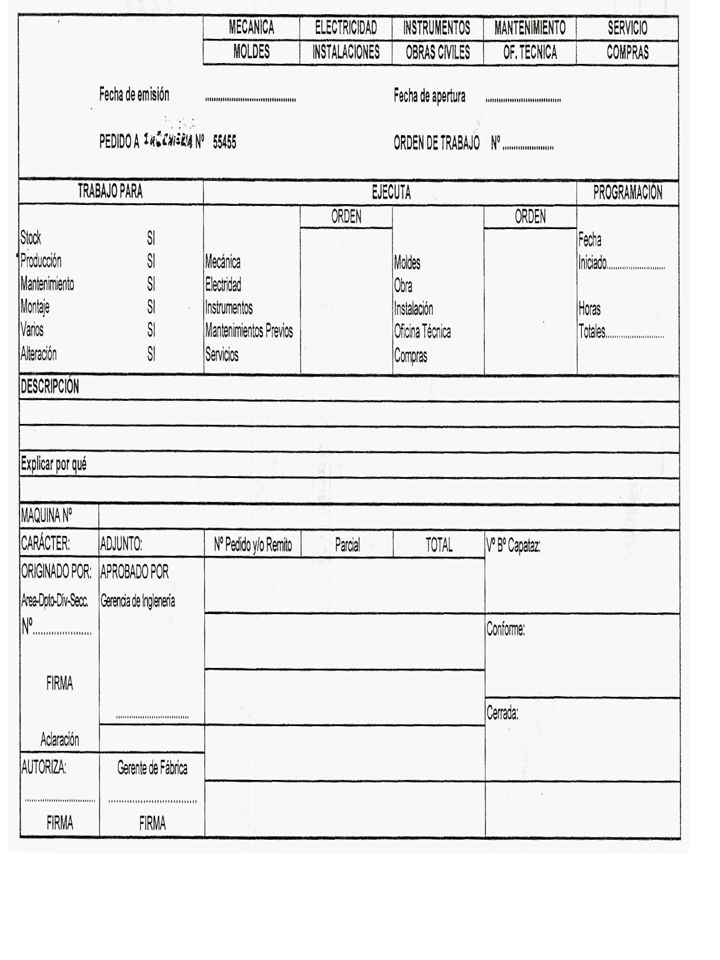
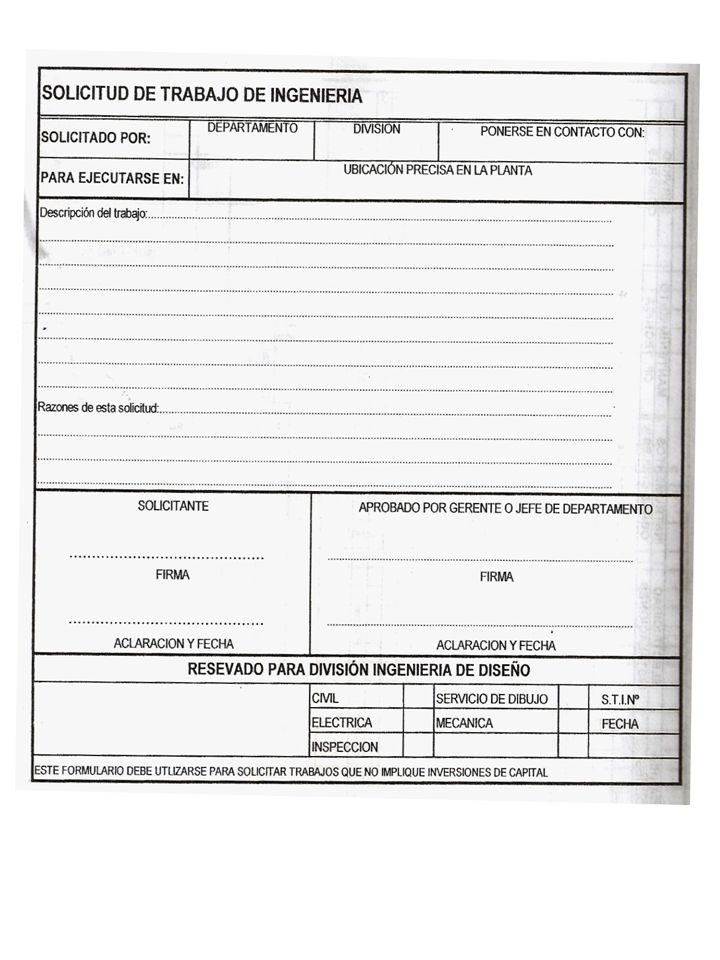
TIPO DE ORDEN DE TRABAJO: EMERGENCIA: El más alto nivel jerárquico URGENCIA: Un nivel menor que el responsable NORMAL: El responsable del Mantenimiento del área RUTINARIA: El responsable del Mantenimiento del área Orden de trabajo de ingeniería: Utilizados en fábricas de gran envergadura. Mediante la misma, se solicita al área de ingeniería la realización de trabajos. (Confección de planos, notificaciones delas instalaciones o equipos, estudios de defectos repetitivos, especificaciones para contratistas, etc.). Presupuestos Estimativos: Para trabajos de cierta magnitud ( Paradas anuales de líneas ). Se la realiza también, cuando el trabajo requerido supera el monto de la persona que autoriza el pedido ( va a una persona de mayor decisión). 2 – Otros Formularios:
. Presupuestos Estimativos: Para trabajos de cierta magnitud ( Paradas anuales de líneas ). Se la realiza también, cuando el trabajo requerido supera el monto de la persona que autoriza el pedido ( va a una persona de mayor decisión). 2 – Otros Formularios:")
11
DEFINICIÓN DE TIEMPOS EN PROGRAMACIÓN
T C TD TNoD TPP TOc TMtoPr TOp Demoras TDOp TIOp T C: Tiempo Calendario (365 días – 1 año) TD: Tiempo Disponible, TD= TC - TNoD TNoD: Tiempo no disponible (Se consideran los días feriados) TPP: Tiempo Productivo Programado ( tiempo en que el equipo o instalación puede operar. TOc: Tiempo Ocioso ( tiempo en que el equipo o instalación pudiendo operar no lo hace) TMtoPr: Tiempo Mantenimiento Programado ( tiempo en que el equipo o instalación esta parado para efectuar Mto. Programado.-
 TD: Tiempo Disponible, TD= TC - TNoD. TNoD: Tiempo no disponible (Se consideran los días feriados) TPP: Tiempo Productivo Programado ( tiempo en que el equipo o instalación puede operar. TOc: Tiempo Ocioso ( tiempo en que el equipo o instalación pudiendo operar no lo hace) TMtoPr: Tiempo Mantenimiento Programado ( tiempo en que el equipo o instalación esta parado para efectuar Mto. Programado.-")
12
PROCESO TECNICO ADMINISTRATIVO DE LA PROGRAMACIÓN
TOp: Tiempo operativo TDOp: Tiempo Directamente Operativo ( tiempo en que el equipo o instalación realmente produce) TIOp: Tiempo Indirectamente Operativo ( tiempo que insumen todas las operaciones auxiliares que sin ser productivas hacen a la operación) DEMORAS: Tiempo que se pierde en producir por una razón ajena o propia al área Es el proceso que sigue la programación de mantenimiento a partir de la emisión de la Orden de Trabajo (Independiente de la magnitud del trabajo y de la empresa).- TRAMITACIONES BÁSICAS QUE SIGUEN LAS ÓRDENES DE TRABAJO DESDE SU APERTURA HASTA SU CANCELACIÓN O TERMINACIÓN Emisión de la orden de Trabajo.- Autorización de emisión de la Orden de Trabajo.- Paso a seguir antes de remitirla ala Oficina de programación ( firma autorizada). Se hace para regular las cargas de Mantenimiento y los gastos generados por cada Orden de Trabajo.- PROCESO TECNICO ADMINISTRATIVO DE LA PROGRAMACIÓN
 TIOp: Tiempo Indirectamente Operativo ( tiempo que insumen todas las operaciones auxiliares que sin ser productivas hacen a la operación) DEMORAS: Tiempo que se pierde en producir por una razón ajena o propia al área. Es el proceso que sigue la programación de mantenimiento a partir de la emisión de la Orden de Trabajo (Independiente de la magnitud del trabajo y de la empresa).- TRAMITACIONES BÁSICAS QUE SIGUEN LAS ÓRDENES DE TRABAJO DESDE SU APERTURA HASTA SU CANCELACIÓN O TERMINACIÓN. Emisión de la orden de Trabajo.- Autorización de emisión de la Orden de Trabajo.- Paso a seguir antes de remitirla ala Oficina de programación ( firma autorizada). Se hace para regular las cargas de Mantenimiento y los gastos generados por cada Orden de Trabajo.- PROCESO TECNICO ADMINISTRATIVO DE LA PROGRAMACIÓN.")
13
Recepción del pedido. La oficina de Programación recibe los pedidos de las ordenes de Trabajo y revisa la firma autorizante, la prioridad y el texto.- Inclusión en el programa. Cuando se realizó toda la tramitación correspondiente, se está en condiciones de ser incluida en el Programa de Mantenimiento.- Lanzamiento de la Orden de Trabajo. Acto de colocar las Ordenes de trabajo en el taller o máquinas previstas para efectuar y dar satisfacción a lo solicitado.- Control del trabajo. Se analiza el avance de las tareas. El técnico responsable de esta tarea o control debe ir analizando los inconvenientes que provocan atrasos y registrar las órdenes que se van cancelando. Con esta información se realimenta el programa para cada turno, diario o semanal.- Inspección del trabajo. Tarea de verificación del trabajo que se solicitará en la Orden de Trabajo (que esté realizando completamente y a satisfacción del solicitante).- Registros de Cargas. Una persona técnica o de supervisión irá registrando las diferentes cargas que cada Orden de Trabajo provoca (horas – hombre empleadas, cargo del que las efectúa y especialidad, materiales, repuestos utilizados y otros servicios requeridos).- Los documentos son girados previamente a Programación y una vez analizados por estos se los remite a contaduría para efectuar las imputaciones y cargas a las áreas que correspondan.- Cuanto más detalles tenga el sistema más caro resultará. Se deberá optar por una solución de compromiso, la cual sin dejar de económica, debe permitir una programación y control de programa eficaz
.- Registros de Cargas. Una persona técnica o de supervisión irá registrando las diferentes cargas que cada Orden de Trabajo provoca (horas – hombre empleadas, cargo del que las efectúa y especialidad, materiales, repuestos utilizados y otros servicios requeridos).- Los documentos son girados previamente a Programación y una vez analizados por estos se los remite a contaduría para efectuar las imputaciones y cargas a las áreas que correspondan.- Cuanto más detalles tenga el sistema más caro resultará. Se deberá optar por una solución de compromiso, la cual sin dejar de económica, debe permitir una programación y control de programa eficaz.")
14
Es todo tiempo que se pierde de producir por causas ajenas al proceso productivo.-
Por consiguiente deben ser registradas, lo cual si las analizamos, nos permitirá extraer conclusiones: ESTADÍSTICAS DE FALLAS REPETICION DE DETERMINADAS ROTURAS MODIFICACIONES A LOS FINES DE EVITARLAS ACCIDENTES QUE AFECTEN AL PERSONAL, A LA INSTALACIÓN Y A LA PRODUCCION . FRECUENCIAS DE CORTE DE ENERGÍA, AGUA, AIRE COMPRIMIDO, SERVICIOS, ETC. Las causas de las demoras que se determinan mediante el análisis, permiten tomar medidas correctivas a fin de disminuir o evitar los problemas mencionados, aumentando los tiempos operativos. Siendo responsabilidad de la supervisión de cada área llevar el registro de las horas que se pierden por diferentes motivos. Los trabajos necesarios en orden a disminuir las causas de demoras, deben ser incluidos en el programa de Mantenimiento. DEMORAS

15
MANTENIMIENTO PREVENTIVO
Características Principales: Que este establecido y en perfecto funcionamiento el “Mantenimiento Programado”, ya que inspecciona los puntos críticos, pero no hace los trabajos que surgen de él.- El Mantenimiento Preventivo es un sistema selectivo, pues sólo se aplica a la rutina de inspección y revisión en puntos denominados críticos, ( aquellos puntos de instalaciones o equipos en los cuales producida una rotura o desajuste afectaría la seguridad de los mismos y de las personas). El Mto. Preventivo requiere de estructura propia, con personal entrenado y sensibilizado con el sistema no afectado con las tareas de Mantenimiento.- MANTENIMIENTO PREVENTIVO El MANTENIMIENTO PREVENTIVO constituye o es una forma o estilo de realizar , el mantenimiento a efectos de anticiparse a roturas o paradas no previstas de los equipos en instalaciones , haciendo inspecciones periódicas de puntos denominados críticos
. El Mto. Preventivo requiere de estructura propia, con personal entrenado y sensibilizado con el sistema no afectado con las tareas de Mantenimiento.- MANTENIMIENTO PREVENTIVO. El MANTENIMIENTO PREVENTIVO constituye o es una forma o estilo de realizar , el mantenimiento a efectos de anticiparse a roturas o paradas no previstas de los equipos en instalaciones , haciendo inspecciones periódicas de puntos denominados críticos.")
16
El personal debe conocer todos los equipos e instalaciones para poder determinar en donde se aplicará el sistema de Mto. Preventivo. Una vez determinado esto, se debe llevar a cabo una puesta a cero todos los equipos o instalaciones en los cuales se aplicará el Mto. Preventivo. El sistema debe irse aplicando paulatinamente, pero no hay que ponerlo en marcha hasta que no este totalmente organizado (hombres – medios disponibles). Los resultados recién comienzan a concretarse al año de haber sido aplicado en cada punto. Los trabajos que surgen de las inspecciones y revisiones, se remiten a los talleres o contratistas para ser realizados en el menor tiempo posible. El Mto. Preventivo debe ser aplicado selectivamente porque es un mantenimiento caro. El éxito de este sistema depende de la medida en que la Dirección lo apoye y lo haga respetar.
. Los resultados recién comienzan a concretarse al año de haber sido aplicado en cada punto. Los trabajos que surgen de las inspecciones y revisiones, se remiten a los talleres o contratistas para ser realizados en el menor tiempo posible. El Mto. Preventivo debe ser aplicado selectivamente porque es un mantenimiento caro. El éxito de este sistema depende de la medida en que la Dirección lo apoye y lo haga respetar.")
17
DESARROLLO DEL PLAN DE APLICACIONES DEL MTO. PREVENTIVO
Existen diferentes etapas para poder desarrollar el plan de aplicación del Mantenimiento Preventivo en instalaciones. 1° Etapa: Preparación de antecedentes y diseño del sistema de Mantenimiento Preventivo. En esta etapa hay que efectuar varias tareas como ser: Recopilar información externa para comparar resultados. Tener en cuenta experiencias ya efectuadas y que hallan llegado a buen término.- Recopilar información interna analizándola (Producción y Mto.). Elaborar la información interna dándole forma de índices, gráficos, etc. De los resultados anteriores se puede concluir que equipos, líneas o instalaciones se consideran críticas y sobre las que se actuará. Bosquejo del sistema.- 2° Etapa: Elevación proyecto a la dirección Existen dos pasos: Planteo de Argumentos A menudo se escucha como argumentar en contra o a favor de este sistema:
. Elaborar la información interna dándole forma de índices, gráficos, etc. De los resultados anteriores se puede concluir que equipos, líneas o instalaciones se consideran críticas y sobre las que se actuará. Bosquejo del sistema.- 2° Etapa: Elevación proyecto a la dirección. Existen dos pasos: Planteo de Argumentos. A menudo se escucha como argumentar en contra o a favor de este sistema:")
18
Justificación de la Decisión:
Es un sistema caro Resulta a largo plazo Beneficios inciertos Hay una inversión inicial, pero ya al año hay beneficios Disminuirán el numero de paradas imprevistos y su gravedad Se incrementara la disponibilidad de equipos para producción Disminuirán las Hs. Hombres al sistematizar el servicio de Mto. Elevará la eficiencia del servicio Habrá menor tiempo productivo perdido Menor degradación en la producción (ataca las causas que disminuyen la calidad de producción) Mayor vida útil de los equipos e instalaciones Aumentan las condiciones de seguridad Justificación de la Decisión: Verificar y registrar las paradas producidas en años anteriores ( información escrita de paradas y demoras) por equipo o línea extrayendo índices significativos: Tiempo de Parada vs. Tiempo de Producción posible Tiempo de Parada vs. Tiempo de Producción programada Pesos gastados en Mto. Vs. Pesos producidos
 Mayor vida útil de los equipos e instalaciones. Aumentan las condiciones de seguridad. Justificación de la Decisión: Verificar y registrar las paradas producidas en años anteriores ( información escrita de paradas y demoras) por equipo o línea extrayendo índices significativos: Tiempo de Parada vs. Tiempo de Producción posible. Tiempo de Parada vs. Tiempo de Producción programada. Pesos gastados en Mto. Vs. Pesos producidos.")
19
3° Etapa: Implementación del sistema
Es conveniente traducir todos estos índices a dinero Al elaborar la justificación, plantearle a la dirección en que se quiere ganar, cuánto se habría de ganar y en qué lapso se esperan obtener estos resultados ( advirtiendo siempre que es mayor que 6 meses) Para facilitar la lectura y compresión del informe al Directorio es aconsejable: Informe escrito breve Gráficos con índices históricos registrados ( lo sucedido vs. lo esperado) Explicar sucintamente que es el Mto. Preventivo En que se basa ( Inspección) Como funciona Por qué habrá que parar equipos al comienzo 3° Etapa: Implementación del sistema Una vez superadas las dos etapas anteriores y teniendo en cuenta que la aprobación por parte de la Dirección debe llevar implícito su total apoyo y respaldar al sistema, a su vez que toda la organización de la empresa esté involucrada de una u otra manera. Y teniendo en cuenta que no existe un sistema pre elaborado, listo para aplicarlo sino que hay que desarrollarlo para cada fábrica de acuerdo a sus necesidades y que el Mto. debe irse desarrollando en
 Para facilitar la lectura y compresión del informe al Directorio es aconsejable: Informe escrito breve. Gráficos con índices históricos registrados ( lo sucedido vs. lo esperado) Explicar sucintamente que es el Mto. Preventivo. En que se basa ( Inspección) Como funciona. Por qué habrá que parar equipos al comienzo. 3° Etapa: Implementación del sistema. Una vez superadas las dos etapas anteriores y teniendo en cuenta que la aprobación por parte de la Dirección debe llevar implícito su total apoyo y respaldar al sistema, a su vez que toda la organización de la empresa esté involucrada de una u otra manera. Y teniendo en cuenta que no existe un sistema pre elaborado, listo para aplicarlo sino que hay que desarrollarlo para cada fábrica de acuerdo a sus necesidades y que el Mto. debe irse desarrollando en.")
20
Puntos muy críticos: Puntos críticos Puntos importantes
forma progresiva y nunca sobre la totalidad de los equipos e instalaciones. Podemos entonces comenzar a implementar el Sistema, para ello se debe tener en cuenta: Análisis de los equipos e instalaciones que conformen el sistema productivo Determinación de equipos o instalaciones críticas en los cuales se llevarán a cabo inspecciones y revisiones Elaboración del programa de prueba Diseño de la organización del sistema Aprobación de esto a través de la Dirección y difusión a todas las dependencias de la empresa Para el análisis de los equipos e instalaciones recurrir a Planos, Manuales, Catálogos, Personal de Operación, Mto. e Ingeniería. De este análisis surgirá como resultado un listado de todos los equipos o instalaciones en los cuales se aplicará el Sistema. Se pueden clasificar en: Una falla en ellos puede comprometer la seguridad y la producción, en forma seria Puntos muy críticos: Puntos críticos 2da. Prioridad de atención, una falla o rotura afecta la seguridad y la producción en menor medida Puntos importantes Equipos o instalaciones en los cuales se puede aplicar el Mto. Preventivo sin que incremente el costo y atención del Sistema Puntos secundarios Producida una parada no pueden afectar la seguridad y la producción

21
INSPECCIONES Y REVISIONES:
Realizar un listado de puntos muy críticos, ordenados de forma prioritaria en cuanto a la atención que les prestará el Sistema. Idem para los puntos críticos. (de todos estos equipos) De los listados se seleccionará un equipo o línea o instalación y se le aplicará el sistema para probarlo. Ver acciones a tomar, comienzo de las inspecciones, puntos críticos, etc. Dentro del Área Mantenimiento se debe incluir este nuevo organismo con funciones de: Diseñar y organizar el Mto. Preventivo, aplicarlo, organigrama, entrenamiento del personal, establecer métodos y procedimientos para cada tarea, costo del Mantenimiento, control de la marcha del sistema Entre las tareas que debe desarrollar el grupo de Mto. está la realización de las inspecciones y revisiones, las cuales constituyen la actividad central del Sistema, ya que a través de ellas es factible de prever o anticiparse a las emergencias y paradas que atentan contra la seguridad y la producción. Para realizarlas es necesario seguir o definir los siguientes pasos: Frecuencia: Cada inspección o revisión tiene un costo. La frecuencia con que se realiza debe ser establecida cuidadosamente mediante: La experiencia La Intuición El análisis Técnico Teniendo en cuenta además: La antigüedad del diseño, edad del equipo, estado y valor, intensidad de marcha real, e indicada por el fabricante, índice de criticidad, índice de confiabilidad INSPECCIONES Y REVISIONES:
 De los listados se seleccionará un equipo o línea o instalación y se le aplicará el sistema para probarlo. Ver acciones a tomar, comienzo de las inspecciones, puntos críticos, etc. Dentro del Área Mantenimiento se debe incluir este nuevo organismo con funciones de: Diseñar y organizar el Mto. Preventivo, aplicarlo, organigrama, entrenamiento del personal, establecer métodos y procedimientos para cada tarea, costo del Mantenimiento, control de la marcha del sistema. Entre las tareas que debe desarrollar el grupo de Mto. está la realización de las inspecciones y revisiones, las cuales constituyen la actividad central del Sistema, ya que a través de ellas es factible de prever o anticiparse a las emergencias y paradas que atentan contra la seguridad y la producción. Para realizarlas es necesario seguir o definir los siguientes pasos: Frecuencia: Cada inspección o revisión tiene un costo. La frecuencia con que se realiza debe ser establecida cuidadosamente mediante: La experiencia. La Intuición. El análisis Técnico. Teniendo en cuenta además: La antigüedad del diseño, edad del equipo, estado y valor, intensidad de marcha real, e indicada por el fabricante, índice de criticidad, índice de confiabilidad. INSPECCIONES Y REVISIONES:")
22
Armado del programa de Rutinas:
Los programas se hacen para las inspecciones y revisiones: eléctricas, mecánicas, etc.; separadamente sobre la base de las frecuencias especiales para cada punto Proceso de Inspección: El inspector hace la recorrida según la hoja de ruta, efectuando los trabajos según las indicaciones dadas por la hoja de Proceso. Una vez realizada la inspección o revisión, el inspector consigna en la Ficha de Control Físico las novedades verificadas (la ficha debe ser confeccionada para que el inspector escriba lo menos posible) Registro y procesamiento de la información Al término de la jornada el inspector regresa a la oficina del Mto. Preventivo y prepara la información recogida la cual debe seguir 3 vías: Registra en la ficha de Registro e Inspecciones las novedades menores o habituales, haciendo un informe adicional si fuera necesario. Elabora las Órdenes de trabajo dirigidas a diferentes destinos (talleres, contratistas, compras, etc.) Para caso de mejoramiento del proceso productivo se puede adjuntar un informe mayor o más detallado y confeccionar una Orden de trabajo de Ingeniería.-
 Registro y procesamiento de la información. Al término de la jornada el inspector regresa a la oficina del Mto. Preventivo y prepara la información recogida la cual debe seguir 3 vías: Registra en la ficha de Registro e Inspecciones las novedades menores o habituales, haciendo un informe adicional si fuera necesario. Elabora las Órdenes de trabajo dirigidas a diferentes destinos (talleres, contratistas, compras, etc.) Para caso de mejoramiento del proceso productivo se puede adjuntar un informe mayor o más detallado y confeccionar una Orden de trabajo de Ingeniería.-")
23
PERSONAL DEL SISTEMA Grupo teórico Grupo Administrativo
Grupo Operativo * Responsable del estudio, desarrollo y control de la operación del Sistema * Emisión de Orden de Trabajo, de compras, vales de almacenes, pedidos de servicios * Confección de los programas de rutina de inspección y supervición * Traza el perfil de las funciones y selección el personal * Registro de costos de trabajo * Armado y actualización de: Fichas de control físico , hojas de Proceso, Programas * Establece los métodos y procedimientos * Elaboración de informes a la Gerencia y otras dependencias * Registro de información en historial de equipos * Desarrolla y compila la catalogación de repuestos y partes, estableciendo su existencia * Registros de resultados para la elaboración de estadísticas * Realización de Inspecciones y Revisiones * Compilar y armar el archivo de planos y la documentación técnica de todos los equipos e instalaciones involucrados

24
VENTAJAS Y DESVENTAJAS
Ordena el trabajo del personal que debe efectuar las inspecciones y revisiones de los equipos e instalaciones Se obtiene una carga más o menos constante de trabajo Es un Mto. Absolutamente dinámico ( moral alta del personal) El personal participa muy íntimamente en el sistema y lima asperezas entre Mto. y Operación Disminuye: Horas extras Tiempos ociosos Paradas imprevistas de equipos Reparaciones repetitivas El gasto de mantenimiento por unidad de producción (una vez ya implementado) Permite : Estudiar causas y problemas típicos tales como roturas repetitivas, excesivos desgastes, negligencias operativas Tener bajo control el comportamiento de equipos críticos en virtud de las inspecciones y revisiones que se efectuarán Manejar los costos Facilitar el control de stock, de repuestos y suministros VENTAJAS Y DESVENTAJAS VENTAJAS
 El personal participa muy íntimamente en el sistema y lima asperezas entre Mto. y Operación. Disminuye: Horas extras. Tiempos ociosos. Paradas imprevistas de equipos. Reparaciones repetitivas. El gasto de mantenimiento por unidad de producción (una vez ya implementado) Permite : Estudiar causas y problemas típicos tales como roturas repetitivas, excesivos desgastes, negligencias operativas. Tener bajo control el comportamiento de equipos críticos en virtud de las inspecciones y revisiones que se efectuarán. Manejar los costos. Facilitar el control de stock, de repuestos y suministros. VENTAJAS Y DESVENTAJAS. VENTAJAS.")
25
DESVENTAJAS DISEÑO DEL SISTEMA
El Mto. Preventivo no es de aplicación extensiva El lapso de puesta en marcha es prolongado, pues requiere una suma importante de tarea de organización y entrenamiento del personal Los resultados surgen a largo plazo Es un sistema caro para implementar ( gran inversión inicial) Fichas de control físico de inspección Determinado los puntos donde se harán las inspecciones y revisiones, se concluye determinando los mas o muy críticos. Para cada punto se estudian aquellas tareas a realizar separándolas en Eléctricas, Mecánicas, etc. Para cada punto se elaboran las fichas que resultan necesarias (tarea efectuada por el sector, Métodos y Sistema de Mto. Prev.) Fijación de las Rutinas Las revisiones o inspecciones se deben realizar en un lapso determinado, establecido luego el análisis técnico, con la ayuda de la documentación. La razón de las inspecciones es ir controlando el estado de desgaste, etc. La primera vez se fija el período entre inspecciones en base a estudios estadísticos o de confiabilidad. En función de los resultados obtenidos y de la importancia del equipo se modificarán los mismos. DESVENTAJAS DISEÑO DEL SISTEMA
 Fichas de control físico de inspección. Determinado los puntos donde se harán las inspecciones y revisiones, se concluye determinando los mas o muy críticos. Para cada punto se estudian aquellas tareas a realizar separándolas en Eléctricas, Mecánicas, etc. Para cada punto se elaboran las fichas que resultan necesarias (tarea efectuada por el sector, Métodos y Sistema de Mto. Prev.) Fijación de las Rutinas. Las revisiones o inspecciones se deben realizar en un lapso determinado, establecido luego el análisis técnico, con la ayuda de la documentación. La razón de las inspecciones es ir controlando el estado de desgaste, etc. La primera vez se fija el período entre inspecciones en base a estudios estadísticos o de confiabilidad. En función de los resultados obtenidos y de la importancia del equipo se modificarán los mismos. DESVENTAJAS. DISEÑO DEL SISTEMA.")
26
Elaboración de hojas de proceso
Las inspecciones siguen un programa de rutinas haciendo lo que pide cada ficha de control físico y siguiendo los procedimientos consignados en cada hoja de proceso, ya sea para inspección o revisión. En dichas hojas se consignan croquis aleatorios o fotocopias reducidas y se establece la secuencia operativa pudiéndose indicar las herramientas y equipos necesarios, medidas de seguridad a tener en cuenta para esa inspección. Para el caso de revisiones se consigna también planos, repuestos necesarios para las tareas de ajuste o recambios menores. Cada rutina de inspección o revisión lleva un N° coincidente con la de la ficha correspondiente, pudiendo los inspectores introducir o sugerir modificaciones en las hojas, a su vez esto va nutriendo el Sistema y el programa de rutinas. Catálogo de repuestos Cada equipo o instalación en la cual se aplicará el Mto. Prev. Debe contar con el catálogo de sus componentes . Sobre la base de esa documentación se harán las requisiciones de repuestos. Registro de equipos Simultáneamente con la catalogación de los equipos es necesario ir haciendo la tarea de abrir fichas de equipos Mecánicos y Eléctricos con el objeto de conocer los equipos de características similares y con el fin de normalizarlos para reducir las existencias de materiales o repuestos similares. Hojas de rutas de equipos Indica el recorrido físico (ruta) que debe seguir el inspector y marca los puntos a inspeccionar . Se pueden consignar la mayor cantidad de datos a los fines de facilitar la tarea de los inspectores.
 que debe seguir el inspector y marca los puntos a inspeccionar . Se pueden consignar la mayor cantidad de datos a los fines de facilitar la tarea de los inspectores.")
Presentaciones similares




>")









, es una estrategia de mejora continua.>")





