Descargar la presentación
La descarga está en progreso. Por favor, espere

1
BLOQUE TEMÁTICO 3 UNIDAD TEMÁTICA 10 LECCION 37 UNIONES METÁLICAS
BLOQUE TEMÁTICO 3 UNIDAD TEMÁTICA 10 LECCION 37 UNIONES METÁLICAS. ELEMENTOS

2
1.- INTRODUCCIÓN Las uniones o enlaces tienen la misión de mantener unidas las distintas partes de la estructura transmitiendo los esfuerzos de unas a otras.

4
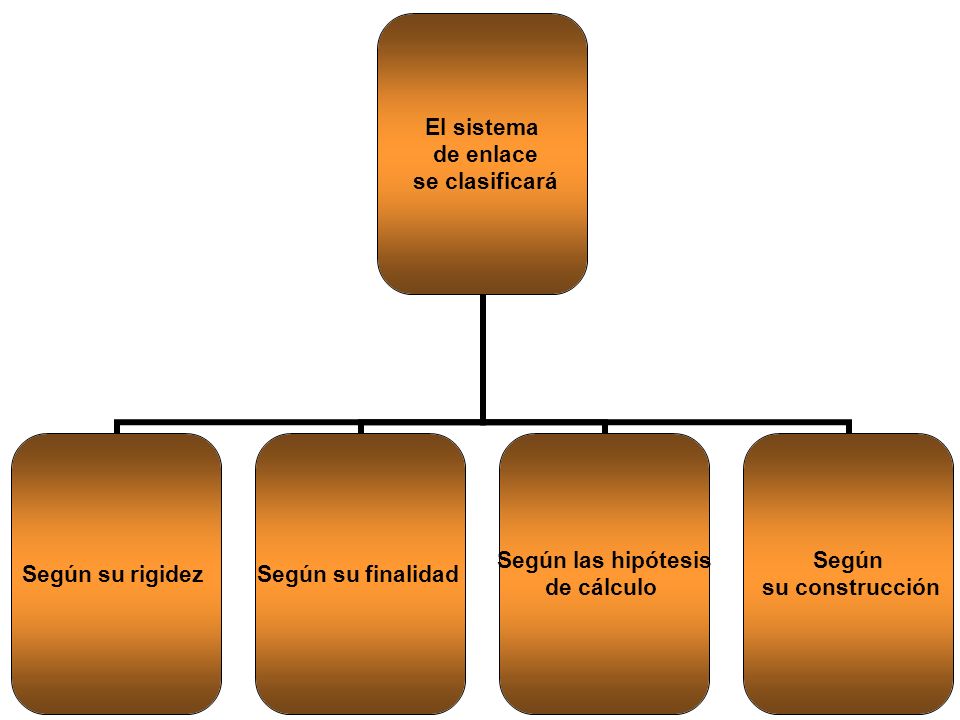
Según su rigidez Nominalmente articuladas: son aquellas en las que no se desarrollan momentos significativos que puedan afectar a los miembros de la estructura. Rígidas: son aquellas cuya deformación no tiene una influencia significativa sobre la distribución de esfuerzos en la estructura ni sobre su deformación global. Deben ser capaces de transmitir las fuerzas y momentos obtenidos en el cálculo. Semirrígidas: Establecerán la interacción prevista entre los miembros de la unión y serán capaces de transmitir las fuerzas y momentos obtenidas en el cálculo.

5
Según su finalidad Unión de fuerza: transmite entre piezas un esfuerzo calculado. Unión de atado: fija la posición de las piezas, sin transmitir esfuerzos.

6
Según las hipótesis de cálculo
Rígidas: cuando en la deformación se mantienen los ángulos de la unión. Móviles o articuladas: permiten un cierto movimiento. Semirrígidas: casos intermedios.

7
Según su construcción Uniones fijas: cuando para separar las piezas hay que destruir el elemento de unión. Uniones desmontables: cuando es posible separarlas, sin destruir los elementos de enlace.

8
MEDIOS DE UNIÓN

10
UNIÓN MEDIANTE ROBLONES
Un remache consiste en una espiga de diámetro D provista de una cabeza de asiento y destinada a introducirse a través de las paredes a enlazar previamente perforadas.

11
Tipos de costura. Forma de trabajo.
Por solapo: (Fig.7) es una unión mala pues por efecto de los esfuerzos se deforma (Fig.8) al tender a situarse las piezas en prolongación de sus ejes.
 es una unión mala pues por efecto de los esfuerzos se deforma (Fig.8) al tender a situarse las piezas en prolongación de sus ejes.")
12
Por simple cubrejuntas: (Fig. 9) es una unión mejor que la anterior
Por simple cubrejuntas: (Fig.9) es una unión mejor que la anterior. Su deformación (Fig.10) guarda una cierta simetría.
 es una unión mejor que la anterior. Su deformación (Fig.10) guarda una cierta simetría.")
13
Por doble cubrejuntas: (Fig
Por doble cubrejuntas: (Fig.11) las piezas se unen por dos cubrejuntas por lo que hay simetría de fuerzas y costuras. La deformación (Fig.12) es también simétrica. Es el tipo de unión que debe utilizarse preferentemente en construcciones metálicas.
 las piezas se unen por dos cubrejuntas por lo que hay simetría de fuerzas y costuras. La deformación (Fig.12) es también simétrica. Es el tipo de unión que debe utilizarse preferentemente en construcciones metálicas.")
14
Tipos de roblones Se distinguen tres clases de cabezas de remache: cabeza esférica (A), cabeza bombeada (B) y cabeza plana (C).
, cabeza bombeada (B) y cabeza plana (C).")
15
Colocación: Orden de colocación de los roblones: Se recomienda comenzar la colocación de los roblones por el centro de costura, y continuar hacia cada extremo alternativamente. En las costuras de varias filas paralelas de roblones la colocación se realizará simultáneamente en todas las filas. Formación de la cabeza de cierre: Se recomienda formar la cabeza de cierre con máquina roblonadora de presión uniforme. Se autoriza formarla con martillo neumático, empleando buterola, y no por golpeo directo del martillo. Se prohíbe la colocación de roblones con maza de mano.

16
Comprobación de los roblones colocados: Después de efectuado el roblonado de una unión se dejará enfriar hasta alcanzar la temperatura ambiente, y se revisará antes de quitar las fijaciones de armado. Cada roblón se inspeccionará ocularmente, se verificarán sus dimensiones y se comprobará el rebote con un martillo de bola pequeño. Calafateo de las juntas: No se permite el calafateo de los roblones, ni de las juntas más que en aquello elementos que en su utilización tengan que ser estancos.

17
Los roblones pueden disponerse en una fila (Fig
Los roblones pueden disponerse en una fila (Fig. 15) o en varias filas hasta 4 ó 5 como máximo. En el caso de varias filas la disposición puede ser en marco real (Fig. 16) o a tresbolillo (Fig. 17).
 o en varias filas hasta 4 ó 5 como máximo. En el caso de varias filas la disposición puede ser en marco real (Fig. 16) o a tresbolillo (Fig. 17).")
18
UNIÓN MEDIANTE TORNILLOS

19
Forma de trabajo Los tornillos son pernos roscados de cabeza generalmente hexagonal fileteados en su extremo para recibir la tuerca. Tanto los tornillos como la tuerca tienen rosca triangular. Las dimensiones de los tornillos (diámetros, longitud de caña, longitud de roscado etc.…) tienen una gran relación entre si y vienen dadas en las tablas de la norma MV-106/1968.
 tienen una gran relación entre si y vienen dadas en las tablas de la norma MV-106/1968.")
20
Tipos de tornillos Tornillos ordinarios: se designan con la sigla T, el diámetro d de la caña, la longitud l del vástago, el tipo de acero y la referencia a la Norma, estos dos últimos datos pueden suprimirse cuando sean innecesarios. El agujero debe ser 1mm mayor que el de la caña. Ejemplo: Tornillo T 16 x 80, AHE, MV 106

22
Tornillos calibrados: Tienen la misma forma que los anteriores
Tornillos calibrados: Tienen la misma forma que los anteriores. Se diferencian del tornillo ordinario en que emplea acero más resistente y que al estar mejor acabado, su diámetro es solamente 0.3mm menos que el agujero. AL calcular, se dimensiona con el diámetro del taladro. Se designan con la sigla TC, el diámetro d de la espiga, la longitud l del vástago, el tipo de acero y la referencia a la Norma, estos dos últimos datos pueden suprimirse cuando sean innecesarios.

23
Otros tipos de tornillos
Tornillos avellanados: se puede emplear este tipo de tornillos en uniones tanto pretensados como sin pretensar. El pliego de condiciones incluirá la definición del avellanado y tolerancias de forma que el tornillo quede nominalmente enrasado con la superficie de la chapa exterior. Tornillos calibrados y pernos de articulación: se pueden utilizar en uniones tanto pretensadas como sin pretensar. Las espigas de estos elementos deben ser de clase de tolerancia h 13 y los agujeros de la clase H 11 según ISO La rosca de un tornillo o perno calibrado no debe estar incluida en el plano de cortante. Los agujeros para ser escariados posteriormente en obra, se harán inicialmente, al menos, 3 mm más pequeños. Tornillos hexagonales de inyección: las características de este tipo de tornillos se definirán en el pliego de condiciones.

24
Notación en plano

25
Tornillos de alta resistencia (ar).
Los tornillos y tuercas de alta resistencia son similares, en su forma a los tornillos estudiados hasta ahora. Sin embargo, la transmisión de esfuerzos a través de ellos se efectúa de una forma distinta a los tornillos ordinarios o calibrados que sólo trabajan a compresión o a cortante. Los tornillos AR se aprietan fuertemente engendrando una reacción de rozamiento entre las superficies en contacto de las piezas y se aprovecha este rozamiento para la transmisión de los esfuerzos, consiguiendo una mayor continuidad y por tanto un mejor enlace.

26
Para poder conseguir una buena transmisión por rozamiento es necesario que:
los agujeros tengan un diámetro 2 mm. mayor que el nominal del tornillo. las superficies de contacto de las piezas estén limpias de rebabas o irregularidades así como de oxidación o herrumbre. durante el montaje o la ejecución se protejan los elementos de la unión contra la corrosión, pues la cascarilla de óxido, que puede formarse, disminuiría el coeficiente de rozamiento.

27
Disposiciones generales y constructivas. Colocación
La situación de los tornillos en la unión debe contribuir a reducir la posibilidad de corrosión y pandeo local de las chapas, así como contemplar las necesidades de montaje e inspecciones futuras. Los límites máximos y mínimos para las distancias entre ejes de agujeros o de éstos a los bordes de las piezas: a) distancias mínimas: En la dirección de la fuerza que se transmite: - e1 ≥ 1,2 do del eje del agujero al borde de la pieza; - p1 ≥ 2,2 do entre ejes de agujeros;
 distancias mínimas: En la dirección de la fuerza que se transmite: - e1 ≥ 1,2 do del eje del agujero al borde de la pieza; - p1 ≥ 2,2 do entre ejes de agujeros;")
28
En la dirección perpendicular a la fuerza que se transmite:
- e2 ≥ 1,5 do del eje del agujero al borde de la pieza; - p2 ≥ 3,0 do entre ejes de agujeros; siendo d0 el diámetro del agujero. b) distancias máximas: Al borde de la pieza: Entre tornillos: - en elementos a compresión será p ≤ 14 t y p ≤ 200 mm; siendo t el espesor en mm de la menor de las piezas que se unen; - en elementos a tracción: filas exteriores pe ≤ 14 t y pe ≤ 200 mm; filas interiores pi ≤ 28 t y pi ≤ 400 mm.
 distancias máximas: Al borde de la pieza: Entre tornillos: - en elementos a compresión será p ≤ 14 t y p ≤ 200 mm; siendo t el espesor en mm de la menor de las piezas que se unen; - en elementos a tracción: filas exteriores pe ≤ 14 t y pe ≤ 200 mm; filas interiores pi ≤ 28 t y pi ≤ 400 mm.")
29
En el caso de agujeros rasgados rigen los siguientes límites:
a) la distancia entre el eje de rasgado y cualquier borde no será inferior a 1,5 d0; b) la distancia entre el centro del radio extremo al borde adyacente no será inferior a 1,5 d0.
 la distancia entre el eje de rasgado y cualquier borde no será inferior a 1,5 d0; b) la distancia entre el centro del radio extremo al borde adyacente no será inferior a 1,5 d0.")
31
Empalmes Su objetivo es unir las piezas para aumentar su longitud, por lo que sus ejes quedan en prolongación. El empalme debe resolverse con unión lo más rígida posible. En caso de estar sometido a flexión, el módulo resistente del empalme, en la unión, debe ser equivalente al módulo de la pieza unida. Si las piezas son perfiles y trabajan a tracción o compresión, deben emplearse cubrejuntas: de alas, de alma o alas y alma

32
Cuando las piezas trabajan a flexión es más conveniente evitar los empalmes, no obstante, si es preciso realizarlos, se harán en el punto de momento flector más pequeño y siempre empleando cubrejuntas de alma y platabandas para las alas (fig. 6.9).
..")
33
Ensambles Un caso común de unión atornillada es el de ensamble "por cruce", que se emplea en los "arrostramientos" que forman "cruces de San Andrés". Al calcular ambas piezas a esfuerzos de tracción y no considerar, por tanto, el efecto de pandeo, suelen emplearse para solucionarlos, piezas de menor sección, como los hierros planos. La unión, en estos casos, puede hacerse "por tabla", aunque las piezas quedan en distinto plano (Fig a) y no hay coplaneidad ni concurrencia, pero es una solución sencilla. Para que queden en el mismo plano, un recurso es "acodar" una de las piezas (fig b), pero la pieza acodada tiende a estirarse y enderezarse.
 y no hay coplaneidad ni concurrencia, pero es una solución sencilla. Para que queden en el mismo plano, un recurso es acodar una de las piezas (fig b), pero la pieza acodada tiende a estirarse y enderezarse.")
34
Más complicados de realizar son los ensambles de perfiles IPN y UPN, especialmente si estos son distintos. Si la unión se realiza en perfiles que soportan esfuerzos de tracción o compresión, los ensambles se hacen por medio de placas en el caso de UPN (fig a.) o bien de escuadras si se trata de IPN (fig b).
 o bien de escuadras si se trata de IPN (fig b)..")
35
Cuando las fuerzas son normales a los ejes, como es el caso de uniones viga-soporte (fig a), se producen flexiones en las piezas que deben ser considerados. Por ejemplo, en el caso de producirse momentos fuertes, la conexión debe ser completa, uniendo tanto alas como alma, por medio de escuadras, placas, cartabones, etc. (fig b). Además hay que tener presente que si los esfuerzos de tracción son grandes hay que asegurarse que la caña del tornillo sea capaz de resistirlos.
, se producen flexiones en las piezas que deben ser considerados. Por ejemplo, en el caso de producirse momentos fuertes, la conexión debe ser completa, uniendo tanto alas como alma, por medio de escuadras, placas, cartabones, etc. (fig b). Además hay que tener presente que si los esfuerzos de tracción son grandes hay que asegurarse que la caña del tornillo sea capaz de resistirlos..")
36
Acoplamientos Con el "acoplamiento" de piezas, se consigue aumentar la tipología de secciones disponibles en perfiles laminados simples, prácticamente sin problemas importantes de ejecución.

37
UNIÓN MEDIANTE SOLDADURA.

38
UNIÓN MEDIANTE SOLDADURA.
Soldadura es el sistema de enlace con el que conseguimos una mayor continuidad en la distribución de las tensiones, ya que las uniones soldadas forman líneas continuas.

39
fundamentos de la unión. Forma de trabajo.
Se distinguen dos grupos fundamentales de soldadura: Por compresión: En que las piezas, previamente fundidas, se unen por contacto o por presión. por fusión: En la que el espacio comprendido entre las dos piezas a soldar, se cierra, una vez producida la fusión, con un material de aporte.

40
Procedimiento I: Soldeo electrónico manual, por arco descubierto, con electrodo fusible revestido.
Consiste en provocar un arco eléctrico entre el electrodo y las piezas que queremos soldar (fig. 1). Tanto el electrodo como las piezas comienzan a fundirse depositándose en la junta que se trata de soldar un cordón del material fundido del electrodo, que recibe el nombre de cordón de soldadura (fig. 2).
. Tanto el electrodo como las piezas comienzan a fundirse depositándose en la junta que se trata de soldar un cordón del material fundido del electrodo, que recibe el nombre de cordón de soldadura (fig. 2).")
41
Procedimiento II: Soldeo eléctrico semiautomático o automático por arco en atmósfera gaseosa con alambre-electrodo fusible. (Fig. 5). La atmósfera gaseosa de protección, se consigue mediante un chorro de gas argón o helio concéntrico con el electrodo y el arco. Con electrodo fusible, constituye un procedimiento de soldeo automático, ya que el alambre electrodo se aporta continuamente a la junta, en donde se funden protegido por la atmósfera inerte.

42
Procedimiento III: Soldeo eléctrico automático, por arco sumergido, con a alambre-electrodo fusible desnudo. El alambre-electrodo se aporta continuamente según va avanzando. El fundente necesario para una buena soldadura, se distribuye en forma de polvos mediante un tubo. Es un procedimiento económico en trabajos en serie y con cordones largos.

43
Procedimiento IV: Soldeo eléctrico por resistencia. Puede ser:
Soldadura a tope de penetración completa

44
Soldadura por puntos

45
Soldadura a tope de penetración parcial

46
el cordón de soldadura. Clasificación de cordones.
La forma y el espesor de los cordones de soldadura dependerá de las piezas que tengamos que unir y de las tensiones que la soldadura haya de transmitir. En primer lugar habrá que distinguir entre soldaduras a tope (fig. 7) y soldadura en ángulo (fig. 8)
 y soldadura en ángulo (fig. 8)")
47
Soldadura a tope es aquella en la que el metal de aportación se dispone en la prolongación de una de las piezas u ocupa toda la superficie de contacto. A tope en piezas, en prolongación, de igual sección (fig. 20). A tope en piezas, en prolongación, de diferente sección (fig. 21). A tope en T (fig. 22). A tope en L (fig. 23).
. A tope en piezas, en prolongación, de diferente sección (fig. 21). A tope en T (fig. 22). A tope en L (fig. 23).")
48
Soldadura en ángulo, es aquella en la que el metal de aportación se sitúa en el ángulo formado por las dos piezas a unir, siendo, en general, su sección, distinta que las de ambas piezas que une. En rincón (fig. 25) En esquina (fig. 27) En la ranura (fig. 28). En solape (fig.26).
. En esquina (fig. 27) En la ranura (fig. 28). En solape (fig.26).")
49
Por su forma: El cordón de soldadura puede ser: normal o cóncavo (fig
Por su forma: El cordón de soldadura puede ser: normal o cóncavo (fig. 9), plano (fig. 10) y aligerado o convexo (fig. 11). su ejecución: Puede ser cordón continuo (fig. 12) cordón discontinuo (fig. 13) o por puntos (fig. 14)
, plano (fig. 10) y aligerado o convexo (fig. 11). su ejecución: Puede ser cordón continuo (fig. 12) cordón discontinuo (fig. 13) o por puntos (fig. 14)")
50
Por su posición: Con respecto al soldador puede ser:
Cordón plano (fig. 15)que está situado en un plano horizontal y se ejecuta desde arriba. Cordón horizontal (fig. 16) de dirección horizontal y situado en plano vertical. Se llama también de cornisa. Cordón de ángulo horizontal (fig. 17) situado en la intersección de un plano horizontal y otro vertical; el cordón va sobre el plano horizontal. Cordón vertical (fig. 18) de dirección vertical o próxima a ella. Cordón de techo (fig. 19) que está situado horizontalmente pero por encima de la cabeza del operario, siendo el más difícil de realizar.
que está situado en un plano horizontal y se ejecuta desde arriba. Cordón horizontal (fig. 16) de dirección horizontal y situado en plano vertical. Se llama también de cornisa. Cordón de ángulo horizontal (fig. 17) situado en la intersección de un plano horizontal y otro vertical; el cordón va sobre el plano horizontal. Cordón vertical (fig. 18) de dirección vertical o próxima a ella. Cordón de techo (fig. 19) que está situado horizontalmente pero por encima de la cabeza del operario, siendo el más difícil de realizar.")
52
Preparación de los bordes.
Bordes escuadrados o naturales (fig. 13): Se emplean para piezas de pequeño espesor dentro de los siguientes límites: 6,5 mm. Soldeo manual y electrodo normal. 10 mm. Soldeo manual y electrodo de gran penetración. 16 mm. Soldeo automático. Preparación de bordes en V: Puede ser V simétrica (fig 14 a) o asimétrica (fig. 14 b). Se emplea para unir piezas de espesor hasta 20 mm. Con soldeo por una cara y cordón de toma de raíz por la otra. Preparación de bordes en U: Pueden ser simétrica (fig. 15 a) o asimétrica (fig. 16 b) o irregular (fig. 16 c). Une piezas de espesores entre 15 y 40 mm. Y el soldeo se ejecuta por las dos caras. Cuando solamente una cara es accesible, el soldeo se realiza con ayuda de chapa dorsal en la cara inaccesible y separando más las piezas. En las figuras 17 y 18, vemos las preparaciones de bordes escuadrados y en V. Las separaciones g que con las dos caras accesibles están entre 1 y 3.5 mm. Pasan a ser del tipo de los 7 mm.
: Se emplean para piezas de pequeño espesor dentro de los siguientes límites: 6,5 mm. Soldeo manual y electrodo normal. 10 mm. Soldeo manual y electrodo de gran penetración. 16 mm. Soldeo automático. Preparación de bordes en V: Puede ser V simétrica (fig 14 a) o asimétrica (fig. 14 b). Se emplea para unir piezas de espesor hasta 20 mm. Con soldeo por una cara y cordón de toma de raíz por la otra. Preparación de bordes en U: Pueden ser simétrica (fig. 15 a) o asimétrica (fig. 16 b) o irregular (fig. 16 c). Une piezas de espesores entre 15 y 40 mm. Y el soldeo se ejecuta por las dos caras. Cuando solamente una cara es accesible, el soldeo se realiza con ayuda de chapa dorsal en la cara inaccesible y separando más las piezas. En las figuras 17 y 18, vemos las preparaciones de bordes escuadrados y en V. Las separaciones g que con las dos caras accesibles están entre 1 y 3.5 mm. Pasan a ser del tipo de los 7 mm.")
54
Defectos de los cordones. Normativa.
1.Deficiencia de penetración. 2.Mordedura. 3.Desbordamiento. 4.Poros superficiales o picaduras. 5.Grietas de contracción. 6.Falta de penetración interna. 7.Defectos de unión entre las capas por inclusión de escorias. 8.Oclusiones gaseosas. 9.Grietas en 1ª capa. 10.Depósitos de escorias.

55
Defectos superficiales.
Mordeduras: Es un rebaje o canal en el metal base que está contiguo al cordón de soldadura. Este defecto es muy habitual y es producido por un incorrecto manejo del electrodo. En la radiografía se acusa como una sombra oscura de contorno difuso en los bordes de la soldadura. − Picaduras: Es un rebaje o canal en el cordón de la soldadura, se produce por un incorrecto manejo del electrodo. En las radiografías se acusa como una sombra oscura de contorno difuso. − Desbordamientos: Parte del material de aportación desborda el cordón, quedando fuera y sin fusionar con el material base. Son defectos longitudinales, no puntuales.

57
Recomendaciones para la ejecución de cordones
En la ejecución de la soldadura debemos tener presente una serie de consideraciones: Las piezas que vayan a unirse se fijarán entre sí, de manera que se asegure su inmovilidad durante el soldeo. Normalmente esta fijación se consigue con puntos de soldadura que deben ser los menos posibles. La superficie a soldar será regular y lo más lisa posible. La posición del electrodo con respecto al cordón de soldadura sigue, normalmente la dirección de la bisectriz a las caras que contienen al cordón de soldadura, según vemos en la figura 19.

58
Toda soldadura experimenta, durante su enfriamiento, contracciones longitudinales y transversales (fig. 20). Estas contracciones son tanto mayor cuanto mayor es el número de pasadas hechas con un determinado electrodo. Asimismo aumenta con la sección de soldadura.
. Estas contracciones son tanto mayor cuanto mayor es el número de pasadas hechas con un determinado electrodo. Asimismo aumenta con la sección de soldadura..")
59
También influye en la magnitud de la contracción el número, forma y orden del depósito en los cordones. Cuando el cordón es continuo y su longitud no es mayor de 500 mm., se empieza por un extremo y se sigue hasta el otro (fig. 22). Si la longitud está comprendida entre 500 mm y 1 m. Se comienza desde el centro hasta terminar en los extremos(fig. 23).
. Si la longitud está comprendida entre 500 mm y 1 m. Se comienza desde el centro hasta terminar en los extremos(fig. 23).")
60
Si son de mayor longitud se realizan a “paso de peregrino” (fig
Si son de mayor longitud se realizan a “paso de peregrino” (fig. 24) en que cada cordón termina donde comenzó el anterior. Si hay soldaduras planas que se cruzan (fig. 25) se empieza por las transversales. Si son soldaduras en ángulo se sigue el orden que se indica en la figura 26.
 en que cada cordón termina donde comenzó el anterior. Si hay soldaduras planas que se cruzan (fig. 25) se empieza por las transversales. Si son soldaduras en ángulo se sigue el orden que se indica en la figura 26.")
61
TIPOS DE ENSAMBLES Tanto los ensambles de encuentro como los de cruce o ángulo, se realizan, siempre que sea posible, soldando directamente las piezas. Si se trata del encuentro de un perfil L con un perfil T la unión directa (fig. 6) resulta dificultosa, por lo que es mejor poner 2L y la unión es más sencilla y simétrica (fig. 7).
 resulta dificultosa, por lo que es mejor poner 2L y la unión es más sencilla y simétrica (fig. 7).")
62
Si en el alma de la T no caben los cordones de soldadura, se puede ampliar soldando una capa como se indica en la fig. 8. Cuando se trata del cruce de los angulares con otros dos angulares (fig. 9), se puede poner placa de nudo como en la figura, pero se aprovechan mejor las ventajas de la soldadura disponiendo las piezas en tubo y soldándolas directamente (fig. 10) aunque, si las tensiones de tracción son grandes, no siempre es posible esta ultima solución.
, se puede poner placa de nudo como en la figura, pero se aprovechan mejor las ventajas de la soldadura disponiendo las piezas en tubo y soldándolas directamente (fig. 10) aunque, si las tensiones de tracción son grandes, no siempre es posible esta ultima solución.")
63
Un caso que se presenta corrientemente es el ensamble de cruce de dos perfiles I, uno soporte continuo y otro carrera continua en que uno pasa (Fig. 11) y el otro asegura su continuidad con chapas. Si es preciso dar mayor rigidez se puede conseguir con cartelas soldadas a soporte y carrera que aseguran la indeformabilidad del ángulo (fig. 12).
 y el otro asegura su continuidad con chapas. Si es preciso dar mayor rigidez se puede conseguir con cartelas soldadas a soporte y carrera que aseguran la indeformabilidad del ángulo (fig. 12)..")
64
TIPOS DE EMPALMES No es corriente que se produzcan empalmes, ya que las longitudes normalmente utilizadas en perfiles de estructura, se encuentran con facilidad. Si el empalme se produce en taller se hará con soldadura a tope pues en la sección soldada se puede garantizar la misma resistencia que en el material. Si el empalme se va a realizar en obra y las piezas están solicitadas a tracción, solo se empleará la soldadura a tope cuando la solicitación sea pequeña. En los demás casos la unión se realizará con cubrejuntas buscando siempre simetría de trabajo. Figura 13 Empalme de hierros planos a tope. Figura 14 Empalme de hierros planos con doble cubrejuntas. Figura 15 Empalme de dos L con dos cubrejuntas.

65
Si las piezas están solicitadas a compresión el empalme podría ser a tope pero, para garantizar un reparto uniforme, la unión se hace intercalando una placa situada normalmente al eje de las piezas. Figura 16 Empalme de dos L. Figura 17 Empalme de dos I iguales. Figura 18 Empalme de dos I desiguales.

66
TIPOS DE ACOPLAMIENTOS
La utilidad mayor del acoplamiento está en las piezas solicitadas a compresión (barras de sistemas reticulares, soportes de edificios, etc). Veamos algunos ejemplos. Acoplamiento de los angulares (fig. 20). Acoplamiento de dos UPN (fig. 21) en cajón cerrado. Acoplamiento de dos UPN (fig. 22) con presillas. Acoplamiento de dos UPN (fig. 23) con palastros. Acoplamiento de IPN con dos UPN (fig. 24).
. Veamos algunos ejemplos. Acoplamiento de los angulares (fig. 20). Acoplamiento de dos UPN (fig. 21) en cajón cerrado. Acoplamiento de dos UPN (fig. 22) con presillas. Acoplamiento de dos UPN (fig. 23) con palastros. Acoplamiento de IPN con dos UPN (fig. 24).")
67
Acoplamiento de perfil I y placabandas (fig
Acoplamiento de perfil I y placabandas (fig. 25) que aumenta el módulo resistente; cuando las platabandas se utilizan de refuerzo y no van a lo largo de toda la viga, se deben aligerar en los extremos (fig. 26). Acoplamiento de dos T y palastro (fig. 27). Acoplamiento de tres palastros (fig. 28). Acoplamiento de dos I (fig. 29).
 que aumenta el módulo resistente; cuando las platabandas se utilizan de refuerzo y no van a lo largo de toda la viga, se deben aligerar en los extremos (fig. 26). Acoplamiento de dos T y palastro (fig. 27). Acoplamiento de tres palastros (fig. 28). Acoplamiento de dos I (fig. 29).")
68
La sección de la figura 29 se usa como viga trabajando a torsión.
También para resolver huecos en edificios (ventanas, etc) suele ser necesario disponer dos vigas acopladas para soportar el peso del muro (fig. 30). Este acoplamiento se suele realizar sin recurrir a la soldadura, con tornillos metidos en tubos que hacen de separadores (fig. 31).
 suele ser necesario disponer dos vigas acopladas para soportar el peso del muro (fig. 30). Este acoplamiento se suele realizar sin recurrir a la soldadura, con tornillos metidos en tubos que hacen de separadores (fig. 31).")
Presentaciones similares








>")
>")







.>")







