Descargar la presentación
La descarga está en progreso. Por favor, espere

1
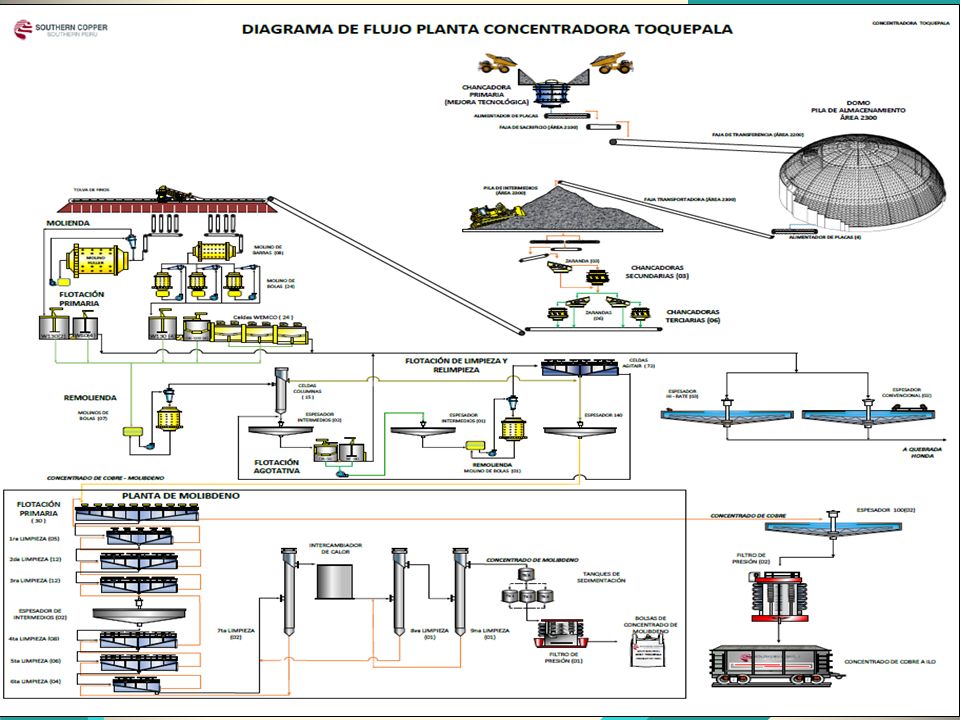
MINERO SUR 2015 OPTIMIZACIÓN DE LAS RECUPERACIONES DE LOS METALES VALIOSOS EN LA CONCENTRADORA TOQUEPALA Sergio Quiñones Manga Southern Perú Copper Corporation

2
CONCENTRADORA TOQUEPALA 1959 – 2015
INTRODUCCIÓN CONCENTRADORA TOQUEPALA 1959 – 2015 Tipo Mineral: PÓRFIDO DE COBRE Capacidad: t/d Ley de cabeza: % Cu , 0.03% Mo Recuperación: % Cu , 67-74% Mo Grado de Concentrado: % Cu Producción de concentrado: t/d

3
La operación comprende:
INTRODUCCIÓN La operación comprende: Además: Planta de recuperación de Molibdenita Filtrado de concentrados Espesamiento de relaves PRIMARIO SECUNDARIO TERCIARIO ETAPAS DE CHANCADO PRIMARIA SECUNDARIA CIRCUITOS DE MOLIENDA LIMPIEZA AGOTATIVA ETAPAS DE FLOTACIÓN

5
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
AÑO 1959 Ley Cu: % Ley Mo: 0.038% Se contaba con: Celdas de 1.13 m3 volumen. 588 celdas de Flotación Rougher. 07 Molinos de Bolas de Remolienda. 84 celdas de Flotación Limpieza. 42 celdas de Flotación Relimpieza.

6
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
FINALES AÑO 1980 Recuperación Cu: % Grado Cu: % Se implementó: Celdas columna en la etapa de limpieza. Etapa Scavenger.

7
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
Recuperación de Molibdeno 1960 – 1996 La recuperación total de Molibdeno se mantuvo menor a 60%. NECESARIO: INCREMENTAR la recuperación de Cobre y Molibdeno, SIN PERJUDICAR el grado de Cobre en el concentrado final.

8
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
CIRCUITO ACTUAL REDUCCIÓN DE CARGA CIRCULANTE Se adicionó: Celdas mecánicas. Etapa de relimpieza .

9
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
Comparación de Ensayes

10
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
RECUPERACIÓN DE COBRE – CIRCUITO ACTUAL Capacidad: TMD Ley Cu: % Concentrado Colectivo de Cu-Mo (Bulk): Grado Cu: % Recuperación Cu: 91%
: Grado Cu: 27.5% Recuperación Cu: 91%")
11
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
RECUPERACIÓN DE COBRE – CIRCUITO ACTUAL VENTAJAS Limpieza Columnas: ALTO GRADO DE Cu (28.4%) y RECUPERACIÓN de 87.4%. Concentrado de Relimpieza NO RETORNA a ninguna etapa previa. Cola de Flotación Relimpieza es el ÚNICO flujo de CARGA CIRCULANTE.
 y RECUPERACIÓN de 87.4%. Concentrado de Relimpieza NO RETORNA a ninguna etapa previa. Cola de Flotación Relimpieza es el ÚNICO flujo de CARGA CIRCULANTE.")
12
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
RECUPERACIÓN DE MOLIBDENO – CIRCUITO ACTUAL VENTAJAS Minerales de Mo son recuperados en ETAPAS AGOTATIVA y RELIMPIEZA. La Planta actual obtiene una RECUPERACIÓN de 80.5 %.

13
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
Se aprecia un incremento en la recuperación: Cu: Sobre 90% (En 2014, 91.28%) Mo: Sobre 60% (En 2014, 73.54%)
 Mo: Sobre 60% (En 2014, 73.54%)")
14
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
REMOLIENDA DEL PRECONCENTRADO DEL CIRCUITO AGOTATIVO (SCAVENGER) Se llevaron a cabo pruebas con muestras del concentrado del circuito agotativo y concentrado del circuito de relimpieza. Los resultados indicaban la necesidad de REMOLIENDA DEL CONCENTRADO DEL CIRCUITO AGOTATIVO.
 Se llevaron a cabo pruebas con muestras del concentrado del circuito agotativo y concentrado del circuito de relimpieza. Los resultados indicaban la necesidad de REMOLIENDA DEL CONCENTRADO DEL CIRCUITO AGOTATIVO.")
15
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
MES TMSD CLASS O'FLOW OK-50 FEED OK-50 TAIL OK-50 CONC CONC. RECL. CONC. FINAL %Cu %Mo AVG ENE-AGO 45476 0.716 0.033 1.99 0.703 0.51 0.30 5.6 1.61 14.5 3.66 26.1 1.104 AVG SET-DIC 46622 0.761 0.030 1.90 0.346 0.36 0.06 3.2 0.49 15.3 3.04 26.8 1.151 TEST-STD 1146 0.045 -0.003 -0.10 -0.357 -0.16 -0.24 -2.4 -1.12 0.8 -0.61 -0.1 0.021 Información de Leyes Analizador en línea Planta de Cobre

16
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
Comparación de Leyes Cu-Mo Ley Cola Cu: DISMINUYÓ, 0.51% Cu % Cu Recuperación Cu y Mo: AUMENTÓ, 1.8% Cu 0.8% Mo

17
DESARROLLO INCREMENTOS DE TIEMPO DE RESIDENCIA
Southern Perú Copper Corporation Unidad Minera Toquepala, Concentradora Toquepala DESARROLLO INCREMENTOS DE TIEMPO DE RESIDENCIA

18
Aumentó TIEMPO DE RESIDENCIA. Mejoró RECUEPERACIÓN Mo.
INCREMENTOS DE TIEMPO DE RESIDENCIA CIRCUITO DE FLOTACIÓN PRIMARIA CIRCUITO DE FLOTACIÓN Y LIMPIEZA TIEMPO DE RESIDENCIA Tiempo (min) Tiempo (%) T.R. PASADO 15 100 T.R. ACTUAL 20.09 133.9 INCREMENTO TOTAL (%) 33.9 Celdas Mecánicas Etapa de Relimpieza Aumentó TIEMPO DE RESIDENCIA. Mejoró RECUEPERACIÓN Mo. Instalación de 4 Celdas Wemco-130, incrementaron TIEMPO DE RESIDENCIA y por consiguiente también la RECUPERACIÓN. Recuperación Cu: +1.8% Recuperación Mo: +0.8%
 Tiempo (%) T.R. PASADO T.R. ACTUAL INCREMENTO TOTAL (%) Celdas Mecánicas. Etapa de Relimpieza. Aumentó TIEMPO DE RESIDENCIA. Mejoró RECUEPERACIÓN Mo. Instalación de 4 Celdas Wemco-130, incrementaron TIEMPO DE RESIDENCIA y por consiguiente también la RECUPERACIÓN. Recuperación Cu: +1.8% Recuperación Mo: +0.8%")
19
OPTIMIZACIÓN DE LOS CIRCUITOS MOLIENDA-CLASIFICACIÓN
CLASIFICADORES A INICIOS Clasificadores Mecánicos. DÉCADA 80 Hidrociclones Centrífugos AÑO 2008 Bombas y Ciclones Centrífugos (mas eficientes) * Inclinación de Ciclones INCLINACIÓN A 20° Se INCREMENTÓ la capacidad de molienda en 2.5%. Misma granulometría en el producto de molienda * Cambio Vórtex y Ápex VÓRTEX DE 12’’ ÁPEX DE 6 ½’’ Se INCREMENTÓ 1.5% de la capacidad de molienda. Mejoró la granulometría del producto del circuito.
 * Inclinación de Ciclones. INCLINACIÓN A 20° Se INCREMENTÓ la capacidad de molienda en 2.5%. Misma granulometría en el producto de molienda. * Cambio Vórtex y Ápex. VÓRTEX DE 12’’ ÁPEX DE 6 ½’’ Se INCREMENTÓ 1.5% de la capacidad de molienda. Mejoró la granulometría del producto del circuito.")
20
OPTIMIZACIÓN DE LOS CIRCUITOS MOLIENDA-CLASIFICACIÓN
CLASIFICADORES COMPARACION DE DOS SECCIONES EN PLANTA TIPOS DE CICLONES TMSD Carga Circulante (%) %Sol. OF Malla +65 Ciclones (estándar) 249.9 281 29.9 15.7 Ciclones (prueba) 258.3 276 29.5 12.4 Comparación de dos secciones en Planta Mejoró la malla +65. Logrando INCREMENTAR la recuperación.
 %Sol. OF. Malla +65. Ciclones (estándar) Ciclones (prueba) Comparación de dos secciones en Planta. Mejoró la malla +65. Logrando INCREMENTAR la recuperación.")
21
OPTIMIZACIÓN DE LOS CIRCUITOS MOLIENDA-CLASIFICACIÓN
Recuperación de Cu-Mo Vs. Malla +65 ( ) A MENOR malla +65, INCREMENTÓ recuperación Cu-Mo.
 A MENOR malla +65, INCREMENTÓ recuperación Cu-Mo.")
22
OPTIMIZACIÓN DE LOS CIRCUITOS MOLIENDA-CLASIFICACIÓN
* Inclinación de Ciclones Angulo de ciclones Malla +65 (%) Eficiencia de clasificación (%) Carga circulante Consumo de energía(Kwh) 20° 25.52 53.93 240.84 532.63 30° 26.49 48.95 318.95 543.72 Comparación de dos secciones en Planta.
 Eficiencia de clasificación (%) Carga circulante. Consumo de energía(Kwh) 20° ° Comparación de dos secciones en Planta.")
23
OPTIMIZACIÓN DE LOS CIRCUITOS MOLIENDA-CLASIFICACIÓN
* Cambio de Vórtex y Ápex SIMULACIÓN - VORTEX 12" Dureza Kw-h/tc TMSH P80 micras % de CC Std Sim Baja 12.5 266 279 199 408 396 Alta 14.5 247 262 214 215 170 166 SIMULACIÓN - APEX DE 6 ½" Ápex Kw-h/tc TMSH P80 micras % de CC Std Sim 6 ½” 16.8 232 240 195 196 284 336 Simulaciones de Vórtex y Ápex

24
OPTIMIZACIÓN DE LOS CIRCUITOS MOLIENDA-CLASIFICACIÓN
Apex 1A 1B 2A 2B 3A 3B 4A 4B 5 ¾” 253 260 264 255 251 252 261 254 6” 266 263 6 ¼” 269 257 6 ½” 232 241 234 235 243 231 RESULTADOS OBTENIDOS EN PLANTA En la semisección 2A, se observa un incremento de tonelaje respecto a la semisección que procesa mayor tonelaje 4A con una diferencia de 12 TMSH.

25
IMPLEMENTACIÓN DE SISTEMAS DE CONTROL
SISTEMA EXPERTO EN MOLIENDA El Sistema Experto está sustentado en una plataforma proporcionada por un software al cual ha sido integrada en forma de modelos matemáticos y lógicas de control la experiencia operativa de profesionales y técnicos de la Concentradora Toquepala. La operación del Sistema Experto está basada en: información disponible desde la instrumentación de campo, el análisis en línea de la información recepcionada y las acciones inmediatas generadas luego del análisis, diferenciándose así de un control manual en el cual la optimización del tonelaje procesado es desarrollado en intervalos de tiempo.

26
IMPLEMENTACIÓN DE SISTEMAS DE CONTROL
SISTEMA EXPERTO EN MOLIENDA Se calculó con las variables más importantes del proceso: Datos TMS/Día Malla +1/2 WIB Malla+65 2007 Enero 59,112 16.4 13.5 20.1 Marzo 57,824 15.6 14.1 19.9 Abril 58,473 13.8 Mayo 59,520 14.5 22.0 SIN EXPERTO 58,732 15.0 14.0 20.5 59,694 17.8 18.6 Junio 61,002 17.2 19.7 Noviembre 62,018 14.3 13.4 17.3 Diciembre 61,883 13.9 18.9 61,164 11.8 18.1 CON EXPERTO 61,152 18.5

27
IMPLEMENTACIÓN DE SISTEMAS DE CONTROL
Comparación de Resultados del Sistema Experto Se incrementó Capacidad de Molienda en 4.1% Se redujo el tamaño de partículas a flotación disminuyendo la M+65% en dos puntos porcentuales

28
CAMBIO DEL TIPO DE REACTIVOS EN LA FLOTACIÓN COLECTIVA
COLECTOR SECUNDARIO Encontrar alterno al Z-11. Reactivo AR- G431 obtuvo los mejores resultados. Se obtuvo un incremento de 0.91% en Cu y de 3.35% en Mo. COLECTOR PRIMARIO Encontrar colector alterno al MC-C33. Reactivo MC-C3320 obtuvo los mejores resultados. Se obtuvo un incremento de 0.65% en Cu y de 2% en Mo.

29
CAMBIO DEL TIPO DE REACTIVOS EN LA FLOTACIÓN COLECTIVA
COLECTOR SECUNDARIO PRUEBA AR-G431 Z-11 DIFERENCIA %Rec. Cu %Rec. Mo Grado Conc. Cu 1 86.28 80.79 13.11 84.49 78.00 13.40 1.79 2.79 -0.29 2 82.44 78.18 13.03 80.40 75.69 13.26 2.04 2.49 -0.23 3 85.78 61.85 10.39 82.18 58.25 10.12 3.60 0.27 4 82.13 78.41 12.19 79.96 75.12 12.56 2.17 3.29 -0.37 5 86.51 66.87 13.46 85.18 69.11 13.12 1.33 -2.24 0.34 6 84.58 61.56 13.72 83.07 58.10 14.03 1.51 3.46 -0.31 Promedio 84.62 71.28 12.65 82.55 69.05 12.75 2.07 2.23 -0.10 Pruebas de flotación a nivel laboratorio Colector Secundario Xantato Z-11 y Colector Alternativo AR-G 431

30
CAMBIO DEL TIPO DE REACTIVOS EN LA FLOTACIÓN COLECTIVA
Ensaye Standar Z-11 AR-G431 Diferencia Cabeza Cola Conc. %Rec. Cu 0.594 0.098 14.400 84.262 0.587 0.092 12.667 85.170 0.91 Mo 0.059 0.020 1.069 67.530 0.060 0.018 0.969 70.876 3.35 Fe 3.351 2.539 23.164 30.157 3.297 2.449 21.549 31.835 1.68 Resultados de las pruebas ON/OFF en una de las sección de la flotación primaria

31
CAMBIO DEL TIPO DE REACTIVOS EN LA FLOTACIÓN COLECTIVA
Comparación de Recuperación entre Z-11 y AR-G431

32
CAMBIO DEL TIPO DE REACTIVOS EN LA FLOTACIÓN COLECTIVA
Muestreo Malla +65 %Rec. Cu %Rec. Mo MC-C3320 MC-C33 1 18.9 87.6 83.9 75.8 67.5 2 16.9 88.3 86.1 74.9 73.3 3 13.5 90.8 90.5 81.1 82.2 4 12.6 89.6 85.3 77.1 70.5 5 20.9 85.6 86.6 73.9 68.1 6 17.7 87.0 77.2 69.9 7 18.5 84.1 82.8 67.4 8 19.3 86.4 87.2 79.3 9 20.8 88.5 10 15.2 89.2 88.4 66.3 11 14.8 89.5 76.0 76.1 12 18.1 90.6 90.4 78.1 72.1 13 86.3 77.8 78.3 14 15.8 86.5 84.2 81.4 15 22.2 84.4 71.9 73.0 16 21.8 83.6 71.6 73.1 17 19.1 87.4 86.7 70.9 69.4 18 18.7 85.8 85.4 66.1 19 22.3 89.3 89.1 68.8 69.7 Promedio 18.2 87.5 74.4 72.6 COLECTOR PRIMARIO Pruebas de flotación Resultados

33
CAMBIO DEL TIPO DE REACTIVOS EN LA FLOTACIÓN COLECTIVA
Comparación de resultados de la prueba en planta con los colectores alternativos MC-C3320 y el estándar MC-C33. Resumen MC-C3320 MC-C33 DIFERENCIA Rec. %Cu 87.5 86.68 0.82 Rec. %Mo 74.39 72.57 1.82 Grado 14.1 14.48 -0.38

34
CAMBIO DE DISEÑO EN LOS CIRCUITOS DE FLOTACIÓN
Se colocó en las celdas de 130 m3 y 100 m3 canaletas radiales uniformemente distribuidas. FINALIDAD Aumentar la longitud de colección de espumas. Capturar más rápidamente los minerales de Cobre y Molibdeno.

35
CAMBIO DE DISEÑO EN LOS CIRCUITOS DE FLOTACIÓN
LONGITUD DE COLECCIÓN METROS (M) Porcentaje de colección (%) CELDA 130m3 CELDA 100m3 Longitud circular del tanque 18.2 15.7 55 Longitud total de las 8 canaletas 14.9 12.8 45 Longitud total de colección de espumas 33.1 28.1 100 Distribución de la colección de espumas de las Celdas 130 m3 y 100 m3
 Porcentaje de colección (%) CELDA 130m3. CELDA 100m3. Longitud circular del tanque Longitud total de las 8 canaletas Longitud total de colección de espumas Distribución de la colección de espumas de las Celdas 130 m3 y 100 m3.")
36
CAMBIO DE DISEÑO EN LOS CIRCUITOS DE FLOTACIÓN
Recuperación Total De Mo Se obtuvo un claro incremento luego de instalarse las canaletas, La instalación de las canaletas radiales se inició en Noviembre del 2010 y se culminó en el mes de Diciembre del 2010.

37
CIRCUITO ACTUAL PLANTA MOLIBEDNO
“Up grade de Planta de Molibdeno”: Nueva línea Rougher de 10 celdas de 100 pies3. Cambio del primer banco de celdas de la primera limpieza por 5 celdas cerradas de 100 pies3 cada una. Optimizar la operación del tanque espesador 50’.

38
FLOTACIÓN COLECTIVA COBRE-MOLIBDENO
Recuperación Total De Mo La recuperación se incrementó en 1%, con respecto a lo estimado para el año 2005.

39
CONCLUSIONES 1. La constante innovación tanto en las etapas de molienda-clasificación, así como en los circuitos de flotación colectiva y selectiva a través de los años nos permitieron incrementar las recuperaciones de Cobre y Molibdeno en rangos de 5 y 10 puntos porcentuales respectivamente para cada especie mineral. 2. La recuperación de las especies valiosas en el proceso de flotación están influenciadas principalmente por los siguientes parámetros: tiempo de residencia, grado de liberación, configuración y tipo de celdas usadas en las etapas de flotación, dosificación y tipo de reactivos 3. El gran desafío de las empresas mineras como SPCC y en particular de la Concentradora de Toquepala es ir mejorando sus resultados metalúrgicos tanto en la producción como en la calidad de sus concentrados, estas mejoras permiten contrarrestar los menores ingresos causados por los bajos precios de los metales básicos que se presentan en los últimos años 4. La Concentradora de Toquepala a pesar de tener más de 55 años de vida, ha permanecido a la vanguardia usando nuevas tecnologías (analizadores de elementos metálicos y tamaños de partículas, sistemas de control distribuido, sistemas expertos, etc.) que nos mantienen competitivos frente a Compañías mineras de clase mundial.
 que nos mantienen competitivos frente a Compañías mineras de clase mundial.")
40
COBRE TRABAJANDO POR EL PERÚ
SOUTHERN PERU COBRE TRABAJANDO POR EL PERÚ GRACIAS.

Presentaciones similares