Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Manufactura Lean P. Reyes / Mayo de 2005

2
Contenido Introducción Mapeo y rediseño de procesos
Métodos Lean en los Procesos de gestión Métodos Lean en el lanzamiento de nuevos productos y la calidad Métodos de Manufactura Lean Métodos Lean en la Gestión de información (ITC)
")
3
Módulo 1. Introducción a la
Manufactura Lean

4
Propósito Conocer la evolución del concepto Lean y establecer las premisas básicos para la implantación de los métodos de manufactura Lean en la empresa, enfocados a reducir el Muda Discutir los diferentes Mudas actuales en las empresas y algunas medidas para eliminarlo o reducirlo

5
Evolución del Pensamiento Lean
Womack (1990) introduce el término de Manufatcura Lean en 1990 con las prácticas de manufactura de Toyota para reducir muda. En 1903 Henry Ford fabrica el modelo A y en 1908 el modelo T, reduce el tiempo de ciclo de 514 a 2.3 minutos En los años 1920’s entra GM al mercado En 1950 Eiji Toyoda de Toyota visita la planta de Ford para implantar mejores métodos en Japón con Taichi Ohno su genio de producción.
 introduce el término de Manufatcura Lean en 1990 con las prácticas de manufactura de Toyota para reducir muda. En 1903 Henry Ford fabrica el modelo A y en 1908 el modelo T, reduce el tiempo de ciclo de 514 a 2.3 minutos. En los años 1920’s entra GM al mercado. En 1950 Eiji Toyoda de Toyota visita la planta de Ford para implantar mejores métodos en Japón con Taichi Ohno su genio de producción.")
6
Mfra. Lean es término acuñado después del estudio de
5 años del MIT en la industria automotríz en 1991 Definición de Lean Métodos para tener flexibilidad y minimizar el uso de recursos (tiempo, materiales, espacio, etc.) a través de la empresa ampliada ( proveedores, distribuidores y clientes) para lograr la satisfacción y lealtad del cliente.
 a través de la empresa ampliada ( proveedores, distribuidores y clientes) para lograr la satisfacción y lealtad del cliente.")
7
Métodos Lean en 3 actividades clave de la empresa
Lanzamiento de nuevos productos: definir el concepto, diseño y desarrollo del prototipo, revisión de planes y mecanismo de lanzamiento Gestión de información: toma de pedidos, compra de materiales, programación interna y envió al cliente Transformación o Manufactura: realización del producto desde la transformación de materias primas hasta producto terminado

8
Pensamiento Lean El esfuerzo Lean es convertir los procesos Batch a procesos de flujo continuo. Algunos obstáculos son: Siempre se ha hecho en Batches Vivimos en un mundo de departamentos y funciones Esta es una planta basada en producción No hacemos cambios de herramentales rápidos Tenemos maquinaria no flexible En flujo continuo los pasos de producción son por pieza sin WIP, en secuencia y operación muy confiable

9
Lean = Eliminación de Muda
Sobreproducción Defectos / Rechazos Inventarios Movimientos excesivos Procesos que no agregan valor Esperas Transportes innecesarios Típicamente el 95% de los tiempos no agregan valor

10
Actividades sin valor o Muda
Muda son las actividades que no agregan valor en el lugar de trabajo, su eliminación es esencial: Sobreproducción: planeada y generada por fallas de máquinas, rechazos, capacidad de máquinas, etc. Reparaciones y rechazos: Se utilizan operadores de línea y de mantenimiento para corregir los problemas, Generan desperdicios

11
Actividades sin valor o Muda
Inventarios de todos tipos, ya que requieren: Espacio en planta Transporte Montacargas Sistemas de transportadores Mano de obra adicional Intereses en materiales Son afectados por: Polvo, humedad y temperatura Deterioración y obsolescencia

12
Actividades sin valor o muda
Movimientos y ergonomía, analizar cada estación: El operador no debe caminar demasiado, cargar pesado, agacharse demasiado, tener materiales alejados, repetir movimientos, etc. Layout de planta inadecuado genera distancias recorridas excesivas

13
Actividades sin valor o Muda
Procesos sin valor: operaciones que no agregan valor (eliminar rebabas) Esperas: operadores y máquinas ociosas por desbalances de línea, falta de partes o tiempos muertos de máquina Transporte: inadecuado induce al daño, entre menor sea es mejor
 Esperas: operadores y máquinas ociosas por desbalances de línea, falta de partes o tiempos muertos de máquina. Transporte: inadecuado induce al daño, entre menor sea es mejor.")
14
Las metas de la empresa Lean
Mejorar la calidad Eliminar el desperdicio Reducir el tiempo de ciclo de procesos Reducir los costos totales

15
Presiones competitivas
Clientes mejor informados, quieren respuesta rápida (Fedex), la mujer en el trabajo Apertura de mercados (TLC, UE, Japón, Israel, etc.) Gran variedad de productos (agua, chocolate) Muchos clientes operan bajo JIT, penalizando $$ incumplimiento en entregas y mala calidad
, la mujer en el trabajo. Apertura de mercados (TLC, UE, Japón, Israel, etc.) Gran variedad de productos (agua, chocolate) Muchos clientes operan bajo JIT, penalizando $$ incumplimiento en entregas y mala calidad.")
16
Empresas exitosas Hewlett Packard - Guadalajara Delphi - Reynosa
Mabe - Quantum General Motors – Silao Ford - Hermosillo Dell

17
Beneficios Incremento de participación de mercado
ROI y Rentabilidad más alta Más Vueltas de inventario Lealtad de clientes por Calidad y servicio

18
Módulo 2. Mapeo y rediseño de procesos

19
Propósito Preparar al participante en los diferentes métodos de mapeo de proceso para análisis de valor y rediseño de procesos para hacer las operaciones más ágiles y esbeltas Realizar ejercicios prácticos sobre mapeo de procesos reales y propuesta de mejora

20
Funciones vs procesos Es difícil optimizar un proceso cuando el producto atraviesa por muchas fronteras funcionales como se muestra en la figura. Si las relaciones no son claras, el proceso es lento y caro Con la gestión de procesos se utiliza un esquema matricial y de proyectos Cadena de valor son las actividades que la empresa debe realizar para diseñar, ordenar, producir y embarcar productos y servicios al cliente

21
Funciones vs procesos

22
Definición de procesos
¿Qué es un proceso? Proceso es la organización lógica de personal, materiales, energía, equipo e información en actividades diseñadas para producir un resultado requerido (producto o servicio) Consta de entradas, actividades y salidas interdependientes La retroalimentación puede usarse para rediseñar productos y procesos y mejorar los resultados del negocio
 Consta de entradas, actividades y salidas interdependientes. La retroalimentación puede usarse para rediseñar productos y procesos y mejorar los resultados del negocio.")
23
Indicadores de procesos
Dimensiones de desempeño de procesos: Efectividad: que tan bien la salida cubre los requisitos del cliente Eficiencia: la habilidad de ser efectivo al menor costo Adaptabilidad: la habilidad para permanecer efectivo y eficiente a pesar del cambio

24
Conjunto de actividades interrelacionadas o que interactúan
Proceso: Procedimiento Especificación de la forma en que se realiza alguna actividad Eficacia Capacidad para alcanzar resultados deseados ISO 9001:2000 PROCESO Conjunto de actividades interrelacionadas o que interactúan Entradas (Incluyendo recursos) Salida PRODUCTO Eficiencia Resultados contra recursos empleados ISO 9004:2000 Actividades de medición y seguimiento
 Salida. PRODUCTO. Eficiencia. Resultados contra recursos empleados. ISO 9004:2000. Actividades de medición y seguimiento.")
26
Propietarios y grupos de interés
El propietario del proceso es el responsable de un proceso, el líder de proyecto coordina la mejora con todos los grupos de interés

27
Sistema de procesos Macroprocesos o procesos principales
Procesos derivados de los principales Diagramas de flujo de actividades

28
Mapeo de la cadena de valor – Procesos principales
Flujo de materiales desde recepción de materiales hasta entrega al cliente Transformación de materias primas en productos terminados Flujo de información que soporta el flujo de materiales y su transformación desde materias primas a productos terminados

29
Cadena de procesos Analizar cada elemento de las cadenas de valor en términos de costo y valor agregado, optimizando para mejorar la calidad, servicio al cliente y / o competitividad en precio. Logística De salida Proveedor Logística De entrada Cliente Logística de entrada Opera ciones Logística de salida Actividades primarias

30
Cadena de valor de Porter
Actividades de soporte Infraestructura Gestión de recursos humanos Desarrollo tecnológico Abastecimiento Margen Logística de Entrada INSUMOS Logística de Salida PRODUCTO Opera - ciones Ventas / Merca-dotecnia Servicio Actividades primarias

31
DESARROLLO DE PROVEEDORES
NUEVO MODELO DEL INTERRELACION DE PROCESOS PROPUESTO DESARROLLO DE PROVEEDORES Warranty R E Q U I M N T O S D L C VENTAS Payment S A T I F C O N D E L Purchasing Quality Assurance Accounting. Human Resources COMPRAS Receive Sales Order Order Entry Order Material Receive Material Inspect Material Inventory Material Generate Work Order Build Order Test Ship Sales and Marketing Production Control Facilities Design Engineering DFMEA Production Control Plan Manufacturing Engineering PFMEA Order / Request Market Analysis Product and Process Design Product and Process Design Verification and Validation INGENIERÍA The gray boxes show examples of the high level customer oriented processes or those directly linked to the customer. Again this is simply an example to show how the activities within the supply organization are linked to each other and to the customer. ** Bid / Tender Post Sales / Customer Feedback The Organization Main Process Support Processes C.O.P.S

32
Modelo de procesos SIPOC
Para poder elaborarlo, se sugiere contestar las siguientes preguntas: ¿Qué proceso se va ha desarrollar? ¿Quién lo desarrolla? ¿Qué insumos se requieren para desarrollar el proceso? ¿Quién proporciona los insumos? ¿Cuál es el resultado de la ejecución del proceso? ¿A quién se le entrega el producto o servicio resultado de la ejecución del proceso?

33
Diagrama SIPOC de un proceso

34
Diagrama de tortuga ¿Cuánto, Cuáles Indicadores, eficiencia, eficacia
¿Con qué? Recursos, cap. ¿Cómo? Procedimientosy métodos ¿Con quien? Personal involucrado

35
Diagrama de Pulpo - Procesos orientados al cliente (COPs)
")
36
DIAGRAMA DE FLUJO DESPLEGADO
Tiempo

37
Diagrama interfuncional

38
Símbolos de diagrama de flujo

39
Símbolos para Diagramas de Flujo
Iniciar/Detener Transmisión Operaciones (Valor agregado) Almacenar Decisión Entrada/Salida Inspección /Medición Retraso Transportación Líneas de Flujo
 Almacenar. Decisión. Entrada/Salida. Inspección /Medición. Retraso. Transportación. Líneas de Flujo.")
40
Diagrama de flujo Inicio Paso 1 Paso 2A Paso 2B Paso 2C Paso 3 Fin No
¿Bueno? Retrabajo Fin No Sí

41
Mapa de Proceso “Cómo Debe Ser”
Una vez que se identifiquen las soluciones durante la fase de MEJORA… Crea el nuevo mapa de proceso. El nuevo mapa muestra el flujo de trabajo mejorado que ahora tiene… - menos pasos - menos actividades sin valor agregado NOTA Este nuevo mapa muestra el proceso “cómo debe ser” que “será” una vez que se implementen todas las soluciones.

42
Plan de calidad En él se identifican la secuencia, procedimientos, insumos y especificaciones para asegurar el cumplimiento de los requerimientos que alimentan al siguiente subproceso, y cuando así lo requieren los criterios de aceptación o rechazo de los mismos.

43
Plan de calidad

44
Diagrama de Flujo Físico Muestra distancias y movimientos
Edificio A Edificio B

46
Diagrama de flujo de valor
Actividades con valor agregado Actividades sin valor agregado

47
Diagrama de flujo de valor
Visita al consultorio médico Examen y Prescripción Peso Presión Sanguínea Espera Espera Caminar Sentarse Pagar Sentarse Caminar Llamada de la enfermera Caminar Registrarse Salir del consultorio

48
Ejemplo: Compra de un artículo
Esperar al dependiente 15 min. NAV Pedir artículo min. AV Dependiente pregunta por art min. NAV Búsqueda de artículo min. NAV Transporte de artículo 5 min. NAV Entregar artículo al cliente 2 min. AV Inspección por el cliente 5 min. NAV Elaboración de factura 10 min. NAV Empaque del artículo min. AV Verificación de vigilancia min. NAV Sólo el 12% de actividades agregan valor al servicio

49
Beneficios de la mejora de procesos
Reducción de los costos Mejora del tiempo de entrega Mejoras incrementales Calidad en el servicio Calidad en el producto

50
en los Procesos de gestión
Módulo 3. Métodos Lean en los Procesos de gestión

51
Propósito Preparar al participante en el conocimiento y aplicación de métodos del pensamiento Lean en áreas de soporte a la manufactura enfocadas a reducir los desperdicios o Muda Realizar ejercicios prácticos sobre problemas actuales en las empresas y establecer propuestas de mejora

52
Contenido Métodos Lean en Recursos Humanos
Métodos Lean con Proveedores y Transportistas Métodos Lean con Distribuidores y Clientes Métodos Lean en Ingeniería Métodos Lean en Planeación y Control de la Producción Métodos Lean en Finanzas e Indicadores de tiempo

53
Métodos Lean en Recursos Humanos

54
Organización tradicional
Buscar culpables, Burocracia Prioridad a procedimientos y reglas Olvido al cliente Alto desperdicio en tiempo, materiales, papel, etc. Poca atención al empleado, poca seguridad Comunicación sólo en sentido vertical

55
Organización para Mfra. Lean
El cliente es la máxima prioridad Desarrollo de personal multihabilidades Competitividad y finanzas sanas Sistemas visuales simples y excelente comunicación Entrega oportuna y Trabajo en equipos Ambiente de trabajo seguro y agradable

56
Trabajo en equipo para Mfra. Lean
Team Gerencial R Humanos Materiales Champion Producción Costos P a t r o c i n a d o r e s Facilitador de Procesos / Proyectos Facilitador de Procesos de Recursos Humanos Facilitador de Mantenimiento / Proyectos

57
Métodos Lean en RH Eliminar actividades que no agregan valor
p. 93 Métodos Lean en RH Eliminar actividades que no agregan valor Ampliar alcance de los puestos Aplanar la organización Desarrollo de personal multihabilidades Crear oportunidades de plan de carrera

58
Métodos Lean con Proveedores y Transportistas

59
Métodos Lean con Proveedores
Abastecimiento de materiales y servicios de proveedores en forma rápida, flexible, competitiva y con alta calidad

60
Cadenas de valor ligadas
Analizar cada elemento de las cadenas de valor en términos de costo y valor agregado, optimizando para mejorar la calidad, servicio al cliente y / o competitividad en precio. Logística De salida Proveedor Logística De entrada Cliente Logística de entrada Opera ciones Logística de salida Actividades primarias

61
Actividades sin valor agregado
Manejo de documentos entre proveedores y clientes. Proceso de firmas Viajes muy largos para entregar productos Búsqueda de insumos por teléfono Abastecimiento en grandes lotes sin uso inmediato y tiempos de retrazo en entregas

62
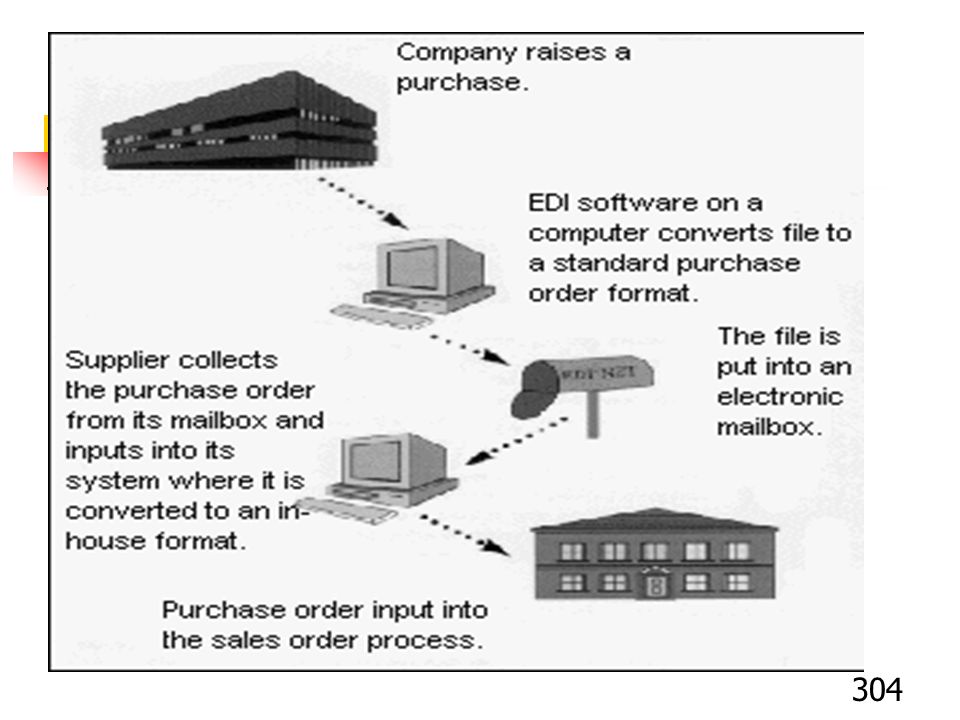
Comunicación B2B electrónica con Proveedores
Transacciones electrónicas por EDI o XML (pedidos, facturas, pagos, 7 x 24 x 365) Acceso por Extranet a bases de datos ERP para abastecimiento oportuno en lugar de uso (Kanban electrónico) Participación en ambientes de Internet (ORM, Market Places, Portales)
 Acceso por Extranet a bases de datos ERP para abastecimiento oportuno en lugar de uso (Kanban electrónico) Participación en ambientes de Internet (ORM, Market Places, Portales)")
63
Papel de la TIC Subproveedores 2° Nivel SCM
Distribuidores y Minoristas EDI XML B2C Web eCRM Call Center Proveedores Primer Nivel EDI XML Administración de recursos Intranet ERP Mfra. Distrib. MRP II Web eCRM B2C Call Center Red de Valor Agregado VAN B2B Internet Web Teléfono Cliente

64
Métodos Lean y Cadena de valor ampliada (SCM):
Información para compromisos de entrega (Listerine) Seguimiento de disponibilidad de materiales y servicios, manufactura, etc. para entrega del producto correcto, en el momento y lugar que desea el cliente Seguimiento de Compras y embarques
 Seguimiento de disponibilidad de materiales y servicios, manufactura, etc. para entrega del producto correcto, en el momento y lugar que desea el cliente. Seguimiento de Compras y embarques.")
65
Negociaciones con proveedores Lean
Puntos de acuerdo relativamente relajados: Cantidades, de acuerdo a tasas de producción sobre un cierto horizonte MRP II Expectativas de flexibilidad para: Programas, Precios, Cambios en especificaciones Puntos de acuerdo relativamente estrictos: Calidad y Tiempo de entrega, Empaque y Etiquetado, Mecanismos de disparo Kanban, Tiempo de ciclo

66
Métodos Lean con proveedores
Eliminar actividades que no agreguen valor Entregas en pequeñas cantidades frecuentes, uso de contenedores estándar y reciclables Negociaciones de largo plazo Reducir base de proveedores, de preferencia locales Proveedores con respuesta rápida (Kanban) y bajo nivel de defectos. Dar Reconocimientos.
 y bajo nivel de defectos. Dar Reconocimientos.")
67
Métodos Lean con Transportistas
Transacciones electrónicas por EDI o XML (pedidos, facturas, pagos, 7 x 24 x 365) Comunicación por Wireless (WAP) y localizacion por GPS, seguimiento de enbarques por Internet Métodos óptimos de transporte, contenedores reciclables, protección de productos
 Comunicación por Wireless (WAP) y localizacion por GPS, seguimiento de enbarques por Internet. Métodos óptimos de transporte, contenedores reciclables, protección de productos.")
68
Métodos Lean con Transportistas
Evitar daño y reducir costos de transporte Métodos que minimizan costos y maximizan rapidez Recolección en camionetas - Proveedores cercanos Rutas de camiones - Proveedores lejanos Transportes especiales Recolección combinada Transportistas externos

69
Métodos Lean con transportistas
Minimizar el movimiento dentro de la planta Reducir las actividades que no agregan valor Reducir el número de transportistas Contenedores reutilizables Reducir material de empaque y áreas relativas Incluir costos de transportes en las decisiones de compra Minimizar el tiempo de ciclo del transporte

70
Distribuidores y Clientes
Métodos Lean con Distribuidores y Clientes

71
Métodos Lean con distribuidores y mayoristas
Estructura de la Organización más plana con Empowerment en unidades de negocio Transacciones electrónicas B2B por medio de EDI, XML, etc. Acceso a Extranet – ERP / MRP II para consulta de inventarios y seguimiento de pedidos

72
Métodos Lean Sigma con clientes
Empowerment al cliente por medio de páginas Web (catálogos, existencias, precios), motores de búsqueda Compras o demostraciones automatizadas por Web (libros, CDs, cocinas, refrigeradores intel.) Atención automatizada por Call Centers
, motores de búsqueda. Compras o demostraciones automatizadas por Web (libros, CDs, cocinas, refrigeradores intel.) Atención automatizada por Call Centers.")
73
Métodos Lean con clientes: e-CRM para servicios personalizados
Determinación de perfiles de clientes por Web o a través de la inf. de bases de datos Promociones personalizadas 1 a 1 (viajes, libros) Optimización de operaciones por grupos de clientes o por cliente (VISA)
 Optimización de operaciones por grupos de clientes o por cliente (VISA)")
74
Métodos Lean en Ingeniería

75
Desarrollo de nuevos productos
Producción masiva a la medida La habilidad de hacer exactamente lo que el cliente quiere, extraordinariamente rápido, sin crear cargas excesivas en manufactura Rapidez de respuesta al mercado Proceso Lean de ingeniería de desarrollo de nuevos productos para el mercado Planeación avanzada de la calidad con equipos multidisciplinarios

76
Actividades no Lean en Ingeniería
No incluír a los proveedores en el proceso de diseño No incluír a manufactura y otras áreas en el proceso de diseño Proceso de pruebas Retrasos en las actividades de Ingeniería

77
Métodos Lean en Ingeniería
Eliminar actividades que no agregan valor Mínimo tiempo de lanzamiento de productos con equipos multidisciplinarios (APQP, partes comunes) Especificaciones según capacidad de proceso Programa de estandarización de partes Uso de tecnologías CAD, CAM, CAE Diseños robustos y a prueba de error
 Especificaciones según capacidad de proceso. Programa de estandarización de partes. Uso de tecnologías CAD, CAM, CAE. Diseños robustos y a prueba de error.")
78
Métodos Lean en Planeación y Control de la Producción

79
Apoyo del sistema MRP II
Pronósticos, Plan Maestro y Capacidad planta Administración de inventarios Explosión de materiales (MRP I) y Compras Plan maestro de producción y órdenes de mfra. Control de piso de Manufactura por lotes, repetitiva y JIT Interfase con servidores Web y EDI
 y Compras. Plan maestro de producción y órdenes de mfra. Control de piso de Manufactura por lotes, repetitiva y JIT. Interfase con servidores Web y EDI.")
80
Apoyo del sistema MRP II
“Backflushing” es una transacción sencilla que reconoce la terminación de un producto después del paso final, no se hacen transacciones intermedias. El MRP II se utiliza para informar al proveedor y preparar herramentales y subensambles, a través del programa de producción planeado

81
Apoyo de los sistemas ERP (SAP)
Información financiera Información ejecutiva Recursos humanos – comunicación, planeación, reclutamiento, capacitación Trabajo colaborativo en grupos autodirigidos y de proyecto

82
Métodos Lean en la Administración de producción
Almacenamiento de partes o entregas cercanas al lugar de uso (kanban) C.P., C.C. Y C.I. con personal que agrega valor Hacer sólo lo que se está vendiendo Nivelar los programas de producción Minimizar los inventarios en proceso WIPs
 C.P., C.C. Y C.I. con personal que agrega valor. Hacer sólo lo que se está vendiendo. Nivelar los programas de producción. Minimizar los inventarios en proceso WIPs.")
83
Métodos Lean en Finanzas e Indicadores de tiempo

84
Métodos Lean en Finanzas
Cambio de un enfoque de departamento a un enfoque de proceso La empresa hace dinero en los procesos no en los departamentos Es muy importante el “Throughput” o rapidez de transformación de insumos en facturación

85
Indicadores para Manufactura Lean
¿Qué se medía antes de ML, que es importante ahora y como se puede medir? Indicadores en los diferentes procesos y áreas: Competitivos Predictibilidad Tiempo de ciclo Gestión de activos Indicadores de calidad

86
Métodos Lean en el lanzamiento de nuevos productos y la Calidad
Módulo 4. Métodos Lean en el lanzamiento de nuevos productos y la Calidad

87
Propósito Preparar al participante en la aplicación de métodos Lean para reducir el tiempo de ciclo de lanzamiento de nuevos productos y establecer la importancia de las fuentes de falla o error para toma de acciones preventivas con métodos A Prueba de Error (Poka Yokes) y Control Estadístico del Proceso enfocados a reducir los errores humanos y lograr niveles de calidad en ppm Realizar ejercicios prácticos sobre problemas actuales en las empresas y establecer propuestas de mejora
 y Control Estadístico del Proceso enfocados a reducir los errores humanos y lograr niveles de calidad en ppm. Realizar ejercicios prácticos sobre problemas actuales en las empresas y establecer propuestas de mejora.")
88
Contenido Despliegue de la Función de Calidad (QFD) y Matriz de Causa Efecto Planeación Avanzada de la Calidad (APQP) Análisis del Modo y Efecto de Falla (AMEF) Poka Yokes o A Prueba de Error Métodos Estadísticos para la Calidad Plan de Control
 Poka Yokes o A Prueba de Error. Métodos Estadísticos para la Calidad. Plan de Control.")
89
Despliegue de la Función de Calidad (QFD) y Matriz C-E
Identificación de los requerimientos Del cliente antes del lanzamiento de nuevos productos

90
Voz del cliente Identificación de clientes internos y externos en segmentos, de consumo e industriales Colección de datos del cliente Análisis de datos del cliente Determinación de requerimientos críticos del cliente (CTQ´s)
")
91
Escuchar su voz de forma reactiva
La información llega a la empresa se tome o no acción Quejas, devoluciones, garantías, descuentos Con este se inicia

92
Escuchar su voz de forma proactiva
Se busca la información con el cliente Investigación de mercados, entrevistas a clientes, encuestas Identificar las caract. Importantes para el cliente

93
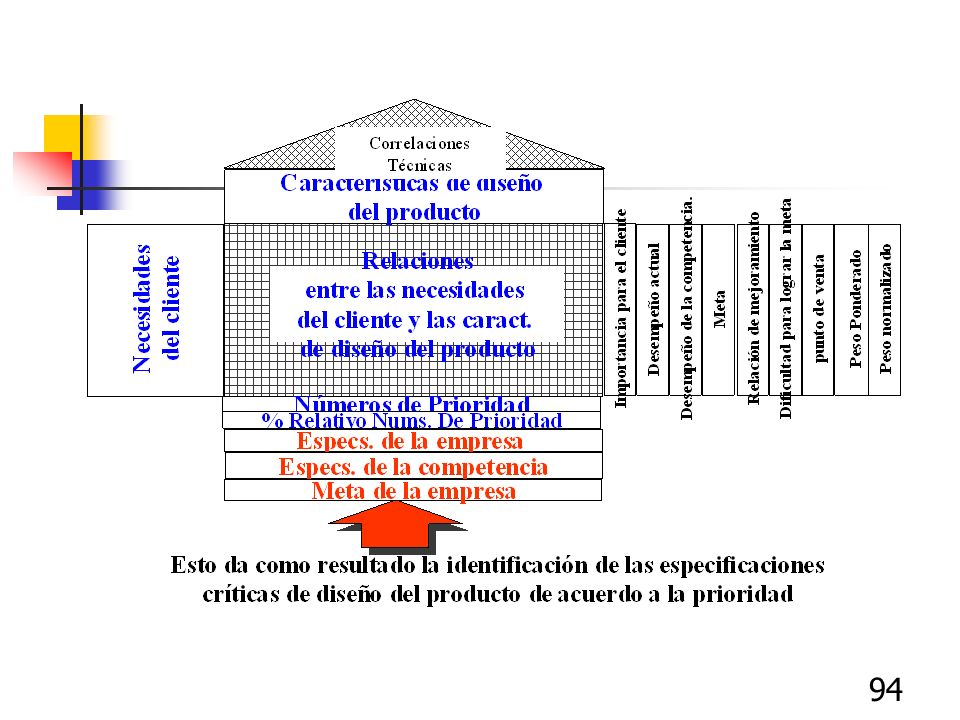
Despliegue de la función de calidad – QFD
El QFD proporciona un método gráfico para expresar las relaciones entre los requerimientos del cliente y las características de diseño, forma la matriz principal El QFD permite organizar los datos de requerimientos y expectativas del cliente en una forma matricial denominada la casa de la calidad. Proceso muy lento (toma meses)
")
95
Matriz de Causa y Efecto
QFD abreviado (Quality Function Deployment) para enfatizar la importancia de los requerimientos del cliente. Relaciona las entradas claves a los CTQs y el diagrama de flujo del proceso como su principal fuente. Los CTQs se clasifican de acuerdo a la importancia que le da el cliente
 para enfatizar la importancia de los requerimientos del cliente. Relaciona las entradas claves a los CTQs y el diagrama de flujo del proceso como su principal fuente. Los CTQs se clasifican de acuerdo a la importancia que le da el cliente.")
96
Ejemplo - Pareto de operaciones clave
Lista para el Pareto Causa y Efecto Matriz Ordenando los números resultantes se observa que: El ensamble A, Operación B y Ensamble de C son importantes. Ahora se evalúan los planes de control para sus variables clave (KPIV’s) Rango de Importancia al Ciente 10 9 8 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Salidas o CTQ’s Corto Tierra Resistencia Requisito Requisito Requisito Requisito Requisito Requisito Requisito Requisito Requisito Requisito Requisito Entradas del Proceso Total Ensamble A 262 1 10 10 9 Operación B 9 252 2 9 10 Ensamble C 3 10 6 8 218 5 Ensamble D 6 7 6 171 10 Ensamble E 4 8 7 168 9 Prueba Final 4 8 104 11 13 15 12 14 4 7 8 6
 Rango de. Importancia. al Ciente Salidas o CTQ’s. Corto. Tierra. Resistencia. Requisito. Requisito. Requisito. Requisito. Requisito. Requisito. Requisito. Requisito. Requisito. Requisito. Requisito. Entradas. del Proceso. Total. Ensamble A Operación B Ensamble C Ensamble D Ensamble E Prueba Final")
97
APQP - Planeación Avanzada de la Calidad
Pensamiento Lean aplicado al Lanzamiento de nuevos productos

98
CICLO DE PLANEACION DE CALIDAD DEL PRODUCTO
DESARROLLO DE TECNOLOGIA Y E A MEJORA CONCEPTO CONTINUA A RETROALIMENTACION DE LA EVALUACION Y ACCION CORRECTIVA R VALIDACION DE PRODUCTO Y PROCESO PLANEAR Y DEFINIR DISEÑO Y DESARROLLO DEL PRODUCTO R A DISEÑO Y DESARROLLO DEL PROCESO H I CONFIRMACION DEL PRODUCTO DESARROLLO DE PRODUCTO\ PROCESO Y VERIFICACION DE PROTOTIPO A Y VALIDACION DEL PROCESO D U C T E S R E

99
Planeacion avanzada de calidad
Método estructurado que define y establece los pasos necesarios para asegurar que un producto satisfaga al cliente. Su meta es facilitar la comunicación con todos los involucrados para asegurar que todos los pasos requeridos se completen a tiempo.

100
PROGRAMA DE PLANEACIÓN DE LA CALIDAD
INICIACION \ APROBACION DEL CONCEPTO APROBACION DEL PROGRAMA PROTOTIPO PILOTO LANZAMIENTO PLANEA- CION DISEÑO Y DESARRO- LLO DEL PRODUCTO PLANEACION DISEÑO Y DESARROLLO DEL PROCESO VALIDACION DE PRODUCTO Y DEL PROCESO PRODUCCION RETROALIMENTACION DE EVALUACION Y ACCION CORRECTIVA

101
Etapas de la planeación avanzada de la calidad
Planeación y definición del producto E: Voz del cliente, Benchmarking, experiencias S: Objetivos de diseño y calidad, estructura preliminar Diseño y desarrollo del producto S: AMEFD, especificaciones, dibujos, prototipos Diseño y desarrollo del proceso S: Mapa y Layout de proceso, AMEFP, documentación Validación del producto y proceso S: Corridas piloto, capacidad de proceso, calidad al cliente Retroalimentación y acción correctiva

102
Análisis del Modo y Efecto de Falla (AMEF)
")
103
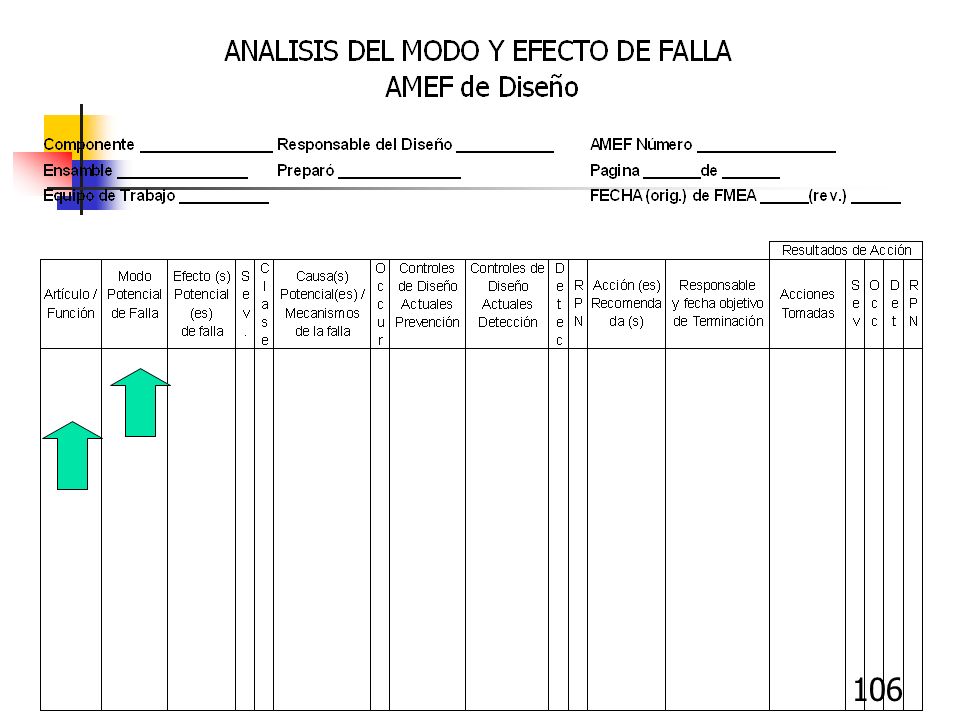
¿ Qué es el AMEF? El Análisis de del Modo y Efectos de Falla es un grupo sistematizado de actividades para: Reconocer y evaluar fallas potenciales y sus efectos. Identificar acciones que reduzcan o eliminen las probabilidades de falla. Documentar los hallazgos del análisis.

104
DEFINICIONES Modo de Falla
- La forma en que un producto o proceso puede fallar para cumplir con las especificaciones. - Normalmente se asocia con un Defecto o falla. ejemplos: Diseño Proceso roto Flojo fracturado de mayor tamaño Flojo equivocado

105
Efecto - El impacto en el Cliente cuando el Modo de Falla no se previene ni corrige. - El cliente o el siguiente proceso puede ser afectado. Ejemplos: Diseño Proceso ruidoso Deterioro prematuro operación errática Claridad insuficiente Causa - Una deficiencia que genera el Modo de Falla. - Las causas son fuentes de Variabilidad asociada con variables de Entrada Claves Ejemplos: Diseño Proceso material incorrecto error en ensamble demasiado esfuerzo no cumple las especificaciones

107
Potencial(es) de falla
Determine Efecto(s) Potencial(es) de falla Efectos Locales Efectos en el Area Local Impactos Inmediatos Efectos Mayores Subsecuentes Entre Efectos Locales y Usuario Final Efectos Finales Efecto en el Usuario Final del producto
 Potencial(es) de falla. Efectos Locales. Efectos en el Area Local. Impactos Inmediatos. Efectos Mayores Subsecuentes. Entre Efectos Locales y Usuario Final. Efectos Finales. Efecto en el Usuario Final del producto.")
108
Causas probables a atacar primero

109
Reducir el riesgo general del diseño
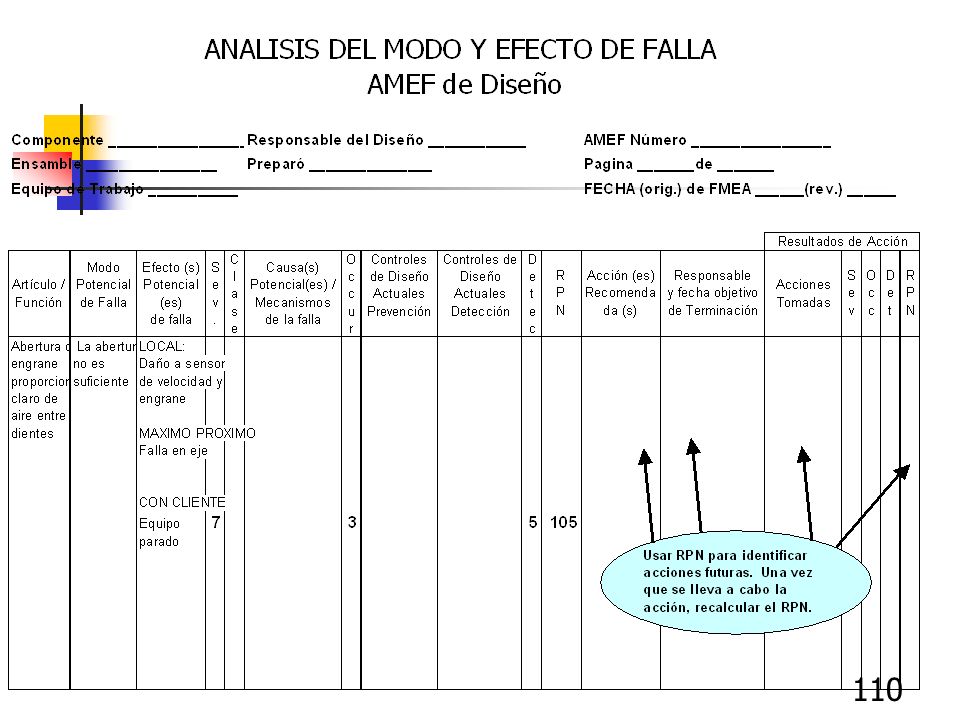
Planear Acciones Requeridas para todos los CTQs Listar todas las acciones sugeridas, qué persona es la responsable y fecha de terminación. Describir la acción adoptada y sus resultados. Recalcular número de prioridad de riesgo . Reducir el riesgo general del diseño

111
Poka Yokes / A prueba de error
“Es bueno hacer las cosas bien la primera vez. Es aún mejor hacer que sea imposible hacerlas mal desde la primera vez.”

112
Poka Yoke o A Prueba de Error
Hacer que sea imposible el cometer errores En Japón: Poka - Yoke de Shigeo Shingo Yokeru (evitar) Poka (errores inadvertidos) Una técnica para eliminar los errores humanos y de operación Técnicas simples y efectivas para eliminar o al menos reducir los defectos y los errores que los producen para alcanzar calidad cero defectos Mecanismo usado para evitar la ocurrencia de defectos o errores
 Poka (errores inadvertidos) Una técnica para eliminar los errores humanos y de operación. Técnicas simples y efectivas para eliminar o al menos reducir los defectos y los errores que los producen para alcanzar calidad cero defectos. Mecanismo usado para evitar la ocurrencia de defectos o errores.")
113
Oportunidades para error

114
Causas de los errores Procedimientos incorrectos
Variación excesiva en el proceso y Materias primas Dispositivos de medición inexactos Procesos no claros o no documentados Especificaciones o procedimientos no claras Errores humanos mal intencionados Cansancio, distracción, etc. Falla de memoria o confianza

115
Diferentes tipos de Errores
Acción Intencional Acción No Intencional Tipos de Error Básicos Violación Equivocación Olvido Distracción En las reglas No se siguen Aplicación equivocada En el conocimiento Diferentes formas Falta de atención Omisión En el Orden En el tiempo A la Rutina A la excepciones Actos de sabotaje Fallas en la memoria Omisión de planes Intenciones olvidadas Fuente: Human Error (Errores Humanos), James Reason, 1990 Cambridge Univ. Press
, James Reason, 1990 Cambridge Univ. Press.")
116
Detección de Errores Enfoque tradicional . . .
RETROALIMENTACIÓN Inspec- ción Paso 1 Paso 2 Paso 3 Paso 4 A Prueba de Errores proporciona retroalimentación inmediata, de tal forma que se pueden tomar acciones RETROALIMENTACIÓN RETROALIMENTACIÓN RETROALIMENTACIÓN Paso 1 Paso 2 Paso 3 Paso 4

117
Técnicas Poka Yoke - A Prueba de Errores
Detección Cuando un error o defecto ya ha ocurrido Los artículos defectuosos no pueden moverse a la siguiente operación Inmediatamente cuando algo está fallando Técnica CESE O SUSPENSIÓN DE ACTIVIDADES CONTROL ADVERTENCIA Predicción Cuando un error está por ocurrir Los errores son imposibles Cuando algo está a punto de fallar

118
Funciones básicas de un Poka Yoke
Paro (Tipo A): Cuando ocurren anormalidades mayores, evitan cierre de la máquina, interrumpen la operación. En algunos casos el operador tiene disponibles interruptores que paran el proceso total, si detecta errores mayores
: Cuando ocurren anormalidades mayores, evitan cierre de la máquina, interrumpen la operación. En algunos casos el operador tiene disponibles interruptores que paran el proceso total, si detecta errores mayores.")
119
Cese o Suspensión de Actividades: Prevención y Detección
Algunas cámaras no funcionan cuando no hay luz suficiente para tomar fotos Detección: Algunas lavadoras de ropa, se apagan cuando se sobrecalientan

120
Ejemplos de Poka Yokes Pasadores Guía
Contactos eléctricos a prueba de errores, para asegurar una polaridad apropiada. Pasadores Guía Cada guía tiene su propio pasador guía único.

121
Funciones básicas de un Poka Yoke
Advertencia (Tipo B): Cuando ocurren anormalidades menores. Indican con luces o alarmas para llamar la atención del personal. Es necesario regular intensidad, tono y volumen. Los defectos continúan ocurriendo hasta que se atienden. Algunos separan el producto defectuoso.
: Cuando ocurren anormalidades menores. Indican con luces o alarmas para llamar la atención del personal. Es necesario regular intensidad, tono y volumen. Los defectos continúan ocurriendo hasta que se atienden. Algunos separan el producto defectuoso.")
122
Advertencia: Prevención y Detección
Muchos autos tienen un sistema de alarma para alertar al conductor de que no se ha abrochado el cinturón de seguridad. Detección: Los detectores de humo alertan cuando se detecta humo y es posible que se haya iniciado un fuego.

123
Mecanismos de detección usados en Poka Yokes o A Prueba de Error
Métodos de contacto (microswithches) Métodos sin contacto (sensores) Métodos de valor fijo de movimientos (contadores) Métodos de movimientos predeterminados
 Métodos sin contacto (sensores) Métodos de valor fijo de movimientos (contadores) Métodos de movimientos predeterminados.")
125
Cuando no se pueda realizar A Prueba de Errores
Use colores y códigos de color Vouchers de tarjeta de crédito (el cliente retiene la copia amarilla, el comerciante la blanca) Use formas Guarde diferentes tipos de partes en diferentes recipientes de moldes
 Use formas. Guarde diferentes tipos de partes en diferentes recipientes de moldes.")
126
Cuando no se pueda realizar A Prueba de Errores
Autodetección Revisión de ortografía en la computadora Haga que sea más fácil hacer bien las cosas Listas de verificación Formatos efectivos para recopilación de datos Símbolos

127
Jerarquía en la Prueba de Error
Diseño INSPECCION Eliminar la posibilidad de errores Hacer obvio que un error ocurrirá Hacer obvio que un error ha ocurrido 1 2 3

128
Metodología de desarrollo de Poka Yokes
1.Describir el defecto Mostrar la tasa de defectos; Formar un equipo de trabajo 2. Identificar el lugar donde: Se descubren los defectos; Se producen los defectos 3. Detalle de los procedimientos y estándares de la operación donde se producen los defectos

129
Metodología de desarrollo de Poka Yokes
4. Identificar los errores o desviaciones de los estándares en la operación donde se producen los defectos 5. Identificar las condiciones donde se ocurren los defectos (investigar) 6. Identificar el tipo de dispositivo Poka Yoke requerido para prevenir el error o defecto 7. Desarrollar un dispositivo Poka Yoke
 6. Identificar el tipo de dispositivo Poka Yoke requerido para prevenir el error o defecto. 7. Desarrollar un dispositivo Poka Yoke.")
130
Proceso de A Prueba de Error
Identificar características de diseño que pueden eliminar el error Hacer un AMEF de proceso para Manufactura Identificar todos los errores potenciales 1 Rediseñar para eliminar la posibilidad de error o 2 Rediseñar para hacer obvio que ocurrirá un error Revisar el diseño para detectar errores potenciales en Manufactura y Ensamble o 3 Rediseñar para hacer obvio que ha ocurrido un error

131
Métodos estadísticos para la calidad
Minimización de fallas y prevención de defectos

132
Histograma de Frecuencia
Media TAMAÑO TAMAÑO TAMAÑO En un proceso estable las mediciones se distribuyen normalmente, a la derecha y a la izquierda de la media adoptando la forma de una campana. M E D I C O N S TAMAÑO TAMAÑO

133
Histograma de Frecuencia
Permite ver la distribución de la frecuencia con la que ocurren las cosas en los procesos de manufactura y administrativos. La variabilidad del proceso se representa por el ancho del histograma, se mide en desviaciones estándar o , ± 3 cubre el 99.73%. LIE LSE DEFINICION Un Histograma es la organización de un número de datos muestra que nos permite visualizar al proceso de manera objetiva.

134
La Distribución Normal Estándar
La desviación estándar sigma representa la distancia de la media al punto de inflexión de la curva normal X x-3s x-2s x-s x x+s x+2s x+s3 z 1 2 3 -1 -2 -3

135
Características de la Distribución Normal
68% 34% 34% +1s 95% +2s 99.73% +3s

136
El valor de Z Determina el número de desviaciones estándar entre algún valor x y la media de la población, mu Donde sigma es la desviación estándar de la población. En Excel usar Fx, ESTADISTICAS, NORMALIZACIÓN, para calcular el valor de Z z = x - m s

137
Área bajo la curva normal
¿Que porcentaje de las baterías se espera que duren 80 horas o menos? Z = (x-mu) / s Z = ( )/(3.77)= / 3.77 = -1.42 P(Z) = distr.norm.estand(-1.42) = 7.78% 80 85.36 -1.42
 / s. Z = ( )/(3.77)= / 3.77 = P(Z) = distr.norm.estand(-1.42) = 7.78%")
138
Control, Capacidad y centrado del proceso
Existen tres condiciones estadísticas que un proceso debe satisfacer: Control, Capacidad y Centrado. Si los datos forman una distribución normal, están estadísticamente bajo control. Ahora determinaríamos si el proceso es capaz y si está centrado.

139
Control Estadístico del Proceso
El Control estadístico del proceso permite identificar situaciones anormales en el proceso y tomar acciones, no previene defectos en el 100% de los productos Las cartas de control : Permiten diferenciar la Variabilidad normal del proceso (del sistema) y la Variabilidad por causas asignables ( Fuera de LCS o LCI o patrones anormales – causados por las 5 M’s)
 y la. Variabilidad por causas asignables ( Fuera de LCS o LCI o patrones anormales – causados por las 5 M’s)")
140
Métodos de Calidad para
Manufactura Lean – C.E.P. LEAN MANUFACTURING 4-35

141
Patrones de anormalidad en la carta de control
“Escuche la Voz del Proceso” Región de control, captura la variación natural del proceso original M E D I A S C L LSC LIC Tendencia del proceso El proceso ha cambiado Causa Especial identifcada TIEMPO

142
Teoría del camión y el túnel
El túnel tiene 9' de ancho (especificación). El camión tiene 10’ y el chofer es perfecto (variación del proceso). ¿Pasará el camión? NO, la variabilidad del proceso es mayor que la especificación. Centrado es cuando la el promedio del proceso está alineado al centro de la especificación. Si el camión tiene 8 pies de ancho ¿pasará el camión?, Si. Si el chofer puede mantener el centro del camión en el centro del túnel.Pero si el chofer tiene sueño y no puede mantener centrado el camión podría chocar con las paredes del túnel. Ancho 9´ Nigel´s Trucking Co.
. El camión tiene 10’ y el chofer es perfecto. (variación del proceso). ¿Pasará el camión NO, la variabilidad del proceso es mayor. que la especificación. Centrado es cuando la el promedio del proceso está alineado al centro de la. especificación. Si el camión tiene 8 pies de ancho ¿pasará el camión , Si. Si. el chofer puede mantener el centro del camión en el centro del túnel.Pero si. el chofer tiene sueño y no puede mantener centrado el camión podría chocar. con las paredes del túnel. Ancho 9´ Nigel´s Trucking Co.")
143
= R d2 Desviación Estándar del proceso Donde,
= Desviación estándar de la población d2 = Factor en base al tamaño del subgrupo en carta X – R NOTA: En una carta por individuales, d2 se toma para n = 2 y RangoMedio=Suma rangos / (n -1)
")
144
Capacidad del proceso: Fracción defectiva
Los valores de Z inferior y Z superior se calculan de acuerdo a las fórmulas siguientes: LIE - promedio del proceso LSE - Promedio del proceso Zi = Zs = Desviación Estandar Desviación Estandar La fracción defectiva se calcula con las tablas de distribución normal P(Zi) = Área en tabla (-Z) P(Zs) = 1 – Área corresp. a Zs en tabla (+Z) Fracción defectiva = P(Zi) + P(Zs)
 = Área en tabla (-Z) P(Zs) = 1 – Área corresp. a Zs en tabla (+Z) Fracción defectiva = P(Zi) + P(Zs)")
145
Cálculo de la capacidad del proceso
Habilidad o capacidad potencial Cp = (LSE - LIE )/6 Debe ser 1 para tener el potencial de cumplir con especificaciones (LIE, LSE) Habilidad o capacidad real Cpk = Menor | ZI y ZS |/3 El Cpk debe ser 1 para que el proceso cumpla especificaciones
/6 Debe ser 1. para tener el potencial de. cumplir con especificaciones (LIE, LSE) Habilidad o capacidad real Cpk = Menor | ZI y ZS |/3. El Cpk debe ser 1 para que el. proceso cumpla especificaciones.")
146
Capacidad del proceso en base a la carta X - R
De una carta de control X - R (con subgrupo n = 5) se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes: Xmedia de medias = Rmedio = 77.3 Por tanto estimando los parámetros del proceso se tiene: = X media de medias = Rmedio / d2 =77.3 / = 33.23 [ d2 para n = 5 tiene el valor ] Si el límite de especificación es: LIE = 200. El Cpk = ( ) / (77.3) (3) = 0.64 por tanto el proceso no cumple con las especificaciones
 se obtuvo lo siguiente, después de que el proceso se estabilizó quedando sólo con causas comunes: Xmedia de medias = Rmedio = Por tanto estimando los parámetros del proceso se tiene: = X media de medias = Rmedio / d2 =77.3 / = [ d2 para n = 5 tiene el valor 2.326] Si el límite de especificación es: LIE = 200. El Cpk = ( ) / (77.3) (3) = 0.64 por tanto el proceso no cumple con las especificaciones.")
147
Plan de Control

148
- Todas las Operaciones - Todas las Máquinas
- Todas las áreas - Todas las Operaciones - Todas las Máquinas - Una Máquina - Un área - Para los Operadores - Operaciones Limitadas

149
Plan de Control ¿Cómo se elabora?. Planos / Dibujos Procedimientos
Matriz C-E Plan de Control Diagrama de Flujo AMEF. R & R

150
PLAN DE CONTROL Características Métodos Pag. de Prototipo
Pre-lanzamiento Produccion Contacto clave/Teléfono Fecha (Orig.) Fecha (Rev.) No. De Plan de Control No. De parte / Revisión Equipo de trabajo Aprobación de ingeniería del cliente (si es requerido) Descripción del producto Fecha de aprobación Aprobación de calidad del cliente (si es requerido) Planta Código del proveedor Otras aprobaciones Fecha de otras aprobaciones No. Parte / Descripción de Máquina o Características Clase Métodos Proceso la operación o equipo de especial proceso manufactura No. Producto Proceso de caract. Especificaciones del Técnicas de Muestra Método de Plan de reacción producto o medición y Tamaño Frecuencia control proceso evaluación
 Fecha (Rev.) No. De Plan de Control. No. De parte / Revisión. Equipo de trabajo. Aprobación de ingeniería del cliente (si es requerido) Descripción del producto. Fecha de aprobación. Aprobación de calidad del cliente (si es requerido) Planta. Código del proveedor. Otras aprobaciones. Fecha de otras aprobaciones. No. Parte / Descripción de. Máquina o. Características. Clase. Métodos. Proceso. la operación o. equipo de. especial. proceso. manufactura. No. Producto. Proceso. de caract. Especificaciones del. Técnicas de. Muestra. Método de. Plan de reacción. producto o. medición y. Tamaño. Frecuencia. control. proceso. evaluación.")
152
Métodos de Manufactura Lean
Módulo 5. Métodos de Manufactura Lean

153
Propósito Establecer los métodos de manufactura Lean enfocados a minimizar el uso de recursos para la manufactura y aumentar la flexibilidad Y agilidad de respuesta ante requerimientos cambiantes de clientes Hacer ejercicios prácticos sobre los temas

154
Operaciones Lean Respuesta rápida y con la mínima variabilidad y errores en los productos y servicios proporcionados

155
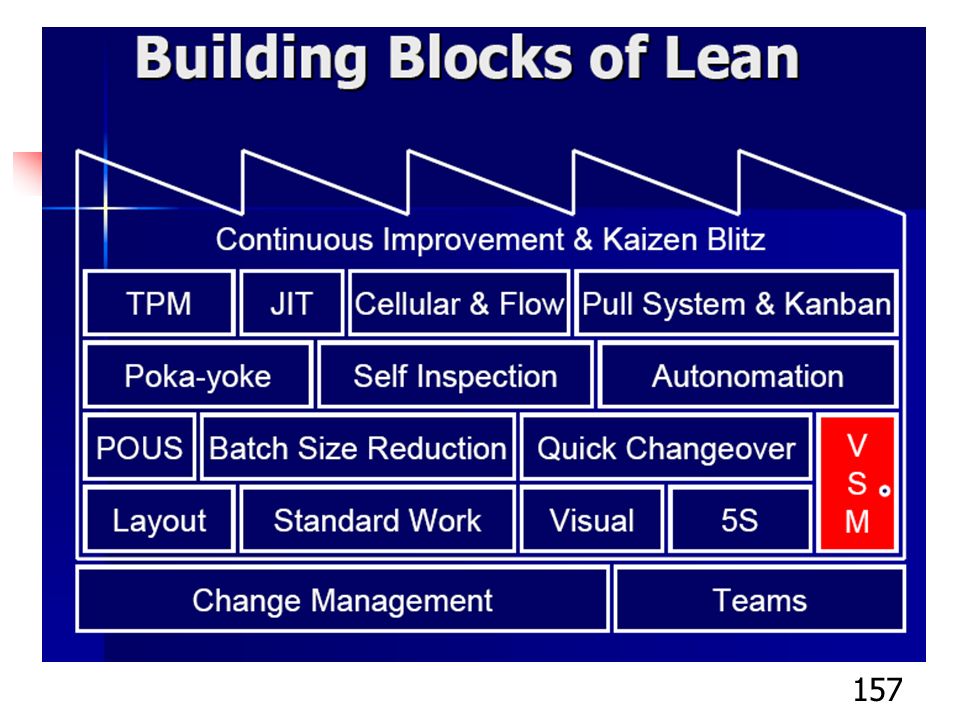
Elementos de Manufactura Lean
Equipos Kaizen Orden y Limpieza - 5S’s Administración visual Trabajo estandarizado Preparaciones y ajustes rápidos - SMED Mantenimiento productivo total – TPM Calidad cero defectos – Poka Yokes

156
Elementos de Manufactura Lean
Fabricación Justo a Tiempo – JIT Gestión de restricciones Celdas de manufactura Kanban

158
Actividades no Lean en Manufactura
Filas de espera Movimientos de materiales Preparación de equipos y ajustes Inspecciones Almacenamientos Proceso de firmas Exceso de transacciones en proceso Exceso de manejo de materiales

159
Equipos Kaizen

161
c A P D Utilizan el ciclo de mejora, PHVA ACTUAR PLANEAR VERIFICAR
HACER

162
El procedimiento Kaizen (1-5 D)
1. Observar el proceso actual y el tiempo que toman las operaciones 2. Analizar el proceso actual Generar ideas para eliminar desperdicios e implementar una nueva secuencia de trabajo. - Herramientas de análisis de problemas. - Revisar el plan y la nueva secuencia de trabajo

163
El procedimiento Kaizen
4. Implementar un plan revisado El supervisor / operador verifican la secuencia del trabajo: - Correr una producción completa y validar 6. Documentar la nueva operación estándar 7. Repetir el Ciclo

164
Ejemplo de proyecto Kaizen

165
Pasos del Kaizen Definición del problema, alcance y metas
Formar y capacitar al equipo Kaizen Colectar datos: tiempos, takt time, trabajo estandarizado Tormenta de ideas: colectar ideas en todos los turnos Identificar prioridades Probar las ideas Verificar resultados Modificar el Lay Out Revisar y actualizar los estándares de trabajo Revisar planes de acción y revisar prioridades Reportar a la administración Implementar Reconocer al equipo Seguimiento: Plan de acción, aceptación del cambio, lay out Hacer que el Kaizen sea una forma de vida Medir el desempeño del Kaizen

166
Las 5Ss

167
Las 5S´s Es una metodología enfocada a lograr orden y la limpieza en todas las áreas de la empresa (oficinas, fábrica, almacén, etc.) Creando una disciplina que a la larga se convierta en cultura y en práctica común. Instrucciones: 1. El facilitador presentará la presente diapositiva, subrayando la importancia de que el orden y la limpieza se conviertan en cultura (forma de ser) y en práctica diaria. (3 minutos) 23 minutos, total.
 y en práctica diaria. (3 minutos) 23 minutos, total.")
168
Beneficios al aplicar las 5S´s
Los “Ocho ceros” 1. Desperdicios 2. Accidentes 3. Tiempos Muertos 4. Defectos 5. Desperdicio en cambios 6. Retrasos 7. Insatisfacciones de Clientes 8. Pérdidas ($$$) Instrucciones: 1. El facilitador señalará que con la correcta aplicación de las 5S´s, las Empresas obtendrán los beneficios de los “ocho ceros”, los cuales a final de cuentas redundarán en la satisfacción del cliente y con ello en el aumento de las ganancias. 2. Preguntará a los asistentes, si no desean ver en sus empresas los “Ocho ceros”. (5 minutos) 28 minutos, total
 Instrucciones: 1. El facilitador señalará que con la correcta aplicación de las 5S´s, las Empresas obtendrán los beneficios de los ocho ceros , los cuales a final de cuentas redundarán en la satisfacción del cliente y con ello en el aumento de las ganancias. 2. Preguntará a los asistentes, si no desean ver en sus empresas los Ocho ceros . (5 minutos) 28 minutos, total.")
169
Visión General de las 5S´s
1. 2. ORDEN ORGANIZACIÓN 5. DISCIPLINA Instrucciones: 1. Como se verá más adelante, las 5S´s se pueden sintetizar en este esquema, en donde el proceso se inicia con la Selección, continua con el Orden y la Limpieza, para buscar el mantenimiento de las primeras 3 S´s con la Estandarización y convertir en hábito el mantenimiento de los procedimientos establecidos con la Disciplina. 2. Como fácilmente puede observarse en este cuadro, es un proceso que nunca termina, por que deseablemente los estándares de orden y limpieza van siendo cada vez mayores. 3. El Facilitador puede compartir la experiencia de que en algunas factorías de Gates en Corea y Japón, en donde se produce hule (con negro de humo), los técnicos usan guantes blancos en sus operaciones y comentar la forma impecable en que las máquinas se encuentran relucientes. (10 minutos) 48 minutos en total. 4. 3. ESTANDA- RIZACION LIMPIEZA
, los técnicos usan guantes blancos en sus operaciones y comentar la forma impecable en que las máquinas se encuentran relucientes. (10 minutos) 48 minutos en total ESTANDA- RIZACION. LIMPIEZA.")
171
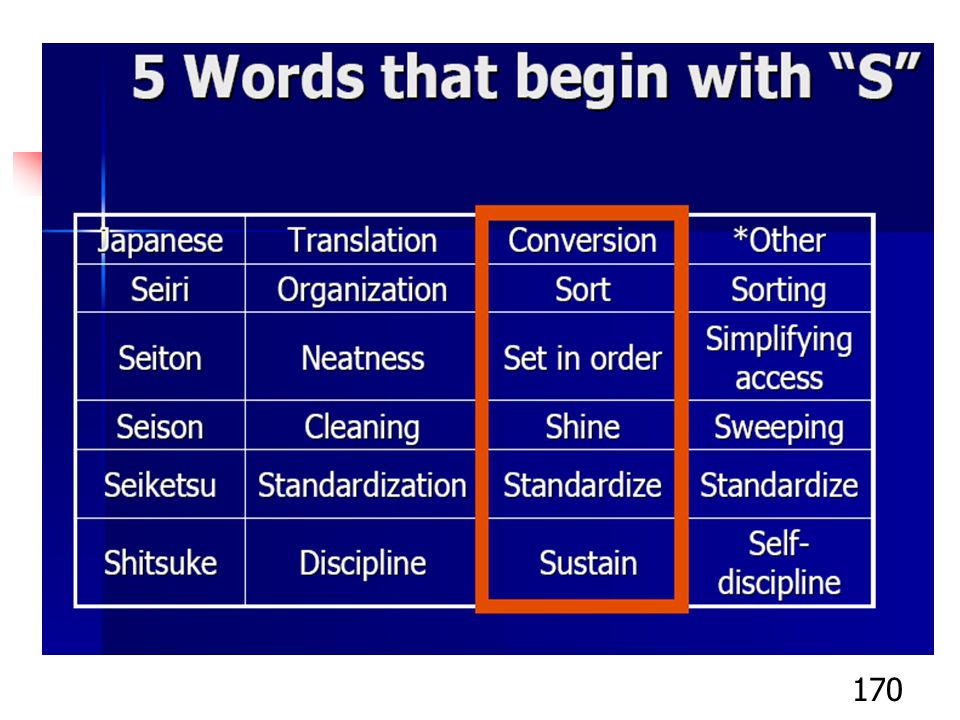
Mfra. Lean para ahorro de espacio y tiempo, las 5S’s
Seiri, Seiton, Seiso, Seiketsu, Shitsuke Seiri = Organización Deshacerse de todo lo innecesario del área de trabajo, si hay duda usar Tarjetas Rojas, ahorrar espacio Seiton = Orden Tener las cosas en el lugar o distribución correcta, visualmente bien distribuidas e identificadas, ahorrar tiempo de búsqueda. Contornos, pintura, colores.

172
Mfra. Lean para ahorro de espacio y tiempo, las 5S’s
Seiso = Limpieza Crear un espacio de trabajo impecable, ahorrar espacio y elevar la moral y la imagen Seiketsu = Estandarización Establecer los procedimientos para mantener las tres S’s anteriores. Administración visual, usar colores claros, plantas, etc. Shitsuke = Disciplina Crear disciplina (repetición de la práctica)
")
173
Resistencia al cambio, se escucha:
¿Para qué limpiar si se ensucia de nuevo? Ya tenemos organización y orden Hay mucho trabajo como para perder el tiempo con estas modas japonesas, no aumenta la producción. Para vencer la resistencia: Involucrar al personal y predicar con el ejemplo Instrucciones: 1. El Facilitador, compartirá con el grupo estos argumentos de resistencia al cambio, señalando que parten de la experiencia en la aplicación de las 5S´s en diversas empresas. 2. Pedirá más ejemplos a los asistentes. (5 minutos) 65 minutos, total.
 65 minutos, total.")
174
Seiri, la primera S: Seleccionar/Organizar
Distinguir entre lo que es Necesario y lo que no lo es Instrucciones: 1. Preguntar de forma breve, que ideas y sensaciones deja la película entre los participantes. 2. Este es principio fundamental de la primera S: qué es lo que se requiere y que no, qué es útil y qué no. (10 minutos) 25 minutos de la 2a. Parte, 1.45 del total
 25 minutos de la 2a. Parte, 1.45 del total.")
175
Seleccionar/Organizar
Seiri, la primera S: Seleccionar/Organizar * Sólo lo que se necesita, * en la cantidad que se necesita, y * sólo cuando se necesita. 1. SELECCIONAR Instrucciones: 1. Indicar que la primera S, Seiri se compone de dos acciones: Seleccionar y Organizar. Para los japoneses, Organizar significa retirar de las estaciones de trabajo todos los elementos que no son necesarios para las operaciones normales de producción en las oficinas, lo cual requiere de establecer un criterio para dejar sólo lo que se necesita, en la cantidad necesaria y sólo cuando se necesita. 2. Organizar pues, significa, dejar solo lo estrictamente necesario, pero no siempre es fácil identificar lo innecesario. 3. Raramente sabemos cómo separar lo necesario de lo innecesario y nos cuesta trabajo reconocerlo fácilmente. Para ello hemos de utilizar la técnica de la etiqueta roja, que a continuación veremos. (5 minutos) 30 minutos de la 2a.parte, 1.50 del total. * Es dejar sólo lo estrictamente necesario para las operaciones normales de producción o de oficinas. 2. ORGANIZAR
 30 minutos de la 2a.parte, 1.50 del total. * Es dejar sólo lo. estrictamente necesario. para las operaciones. normales de producción. o de oficinas. 2. ORGANIZAR.")
176
Seleccionar/Organizar
Razón de etiqueta roja: Localización: Fecha: Nombre: Seiri, la primera S: Seleccionar/Organizar Deshacerse de todo lo innecesario del área de trabajo, en caso de duda: Asignar un área especial para colocación de estos materiales y equipos Colocarles una etiqueta roja y llevarlos a esta área haciendo una relación Periódicamente revisar el uso futuro o actual de lo que se almacena en el área de tarjetas rojas y tomar decisiones Instrucciones: 1. El Facilitador explicará que la resistencia al cambio es natural en los seres humanos, originada por miedos, incertidumbres o preocupaciones. Ejemplo de esto puede ser el miedo a perder el trabajo si existe un nuevo orden y una nueva organización en el área de trabajo. 2. Indicará que una de las mejores técnicas para vencer la resistencia es el escuchar a los colaboradores y hablar con la verdad, utilizando los argumentos de la sobrevivencia como empresa, gracias a la aplicación de esta técnica u otras semejantes. 3. Pedirá a los asistentes otros ejemplos de cómo vencer resistencias. 4. Puede apoyarse en la experiencia Gates. 5. Sin embargo, hay que aceptar que la directriz de comprometerse en el cambio por medio de las 5S´s, puede requerir de firmeza por parte de los directivos, sobre todo ante manifestaciones de resistencia mayores al cambio. ( 10 minutos) 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.
 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.")
177
Implementando las 5S’s

178
La cruzada de la organización
Necesidad Frecuencia de uso de las cosas: Guardar en: Baja Sin uso en años Uso entre 6-12 meses Deshacerse de ellas Guardar a distancia Media Uso entre 2-6 meses Uso mayor a 1 vez al mes Guardarlas en un lugar central en el área de trabajo Alta Uso mayor a 1 vez por semana Cosas usadas diario Guardar cerca del área de trabajo o llevarlas consigo Instrucciones: 1. El Facilitador explicará que la resistencia al cambio es natural en los seres humanos, originada por miedos, incertidumbres o preocupaciones. Ejemplo de esto puede ser el miedo a perder el trabajo si existe un nuevo orden y una nueva organización en el área de trabajo. 2. Indicará que una de las mejores técnicas para vencer la resistencia es el escuchar a los colaboradores y hablar con la verdad, utilizando los argumentos de la sobrevivencia como empresa, gracias a la aplicación de esta técnica u otras semejantes. 3. Pedirá a los asistentes otros ejemplos de cómo vencer resistencias. 4. Puede apoyarse en la experiencia Gates. 5. Sin embargo, hay que aceptar que la directriz de comprometerse en el cambio por medio de las 5S´s, puede requerir de firmeza por parte de los directivos, sobre todo ante manifestaciones de resistencia mayores al cambio. ( 10 minutos) 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.
 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.")
179
Guardar las cosas Necesarias
Frecuencia de uso de las cosas: Guardar en: Uso frecuente Uso constante Tenerlas al alcance Localizarlas para facil alcance y regreso en donde deben ir Uso esporádico Regresarlas a donde pertenecen, pizarra con siluetas, colores, códigos, etc. Archivos Número y color para el archivero y orden Instrucciones: 1. El Facilitador explicará que la resistencia al cambio es natural en los seres humanos, originada por miedos, incertidumbres o preocupaciones. Ejemplo de esto puede ser el miedo a perder el trabajo si existe un nuevo orden y una nueva organización en el área de trabajo. 2. Indicará que una de las mejores técnicas para vencer la resistencia es el escuchar a los colaboradores y hablar con la verdad, utilizando los argumentos de la sobrevivencia como empresa, gracias a la aplicación de esta técnica u otras semejantes. 3. Pedirá a los asistentes otros ejemplos de cómo vencer resistencias. 4. Puede apoyarse en la experiencia Gates. 5. Sin embargo, hay que aceptar que la directriz de comprometerse en el cambio por medio de las 5S´s, puede requerir de firmeza por parte de los directivos, sobre todo ante manifestaciones de resistencia mayores al cambio. ( 10 minutos) 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.
 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.")
180
Identificar lo innecesario
Detrás de lockers y muebles, sobre racks En los Pisos, pasillos, almacenes, escaleras, pasajes Avisos obsoletos en Pizarrones, bardas o cercas Equipo y letreros de seguridad Evitar excesos y fugas de materiales y líquidos Instrucciones: 1. El Facilitador explicará que la resistencia al cambio es natural en los seres humanos, originada por miedos, incertidumbres o preocupaciones. Ejemplo de esto puede ser el miedo a perder el trabajo si existe un nuevo orden y una nueva organización en el área de trabajo. 2. Indicará que una de las mejores técnicas para vencer la resistencia es el escuchar a los colaboradores y hablar con la verdad, utilizando los argumentos de la sobrevivencia como empresa, gracias a la aplicación de esta técnica u otras semejantes. 3. Pedirá a los asistentes otros ejemplos de cómo vencer resistencias. 4. Puede apoyarse en la experiencia Gates. 5. Sin embargo, hay que aceptar que la directriz de comprometerse en el cambio por medio de las 5S´s, puede requerir de firmeza por parte de los directivos, sobre todo ante manifestaciones de resistencia mayores al cambio. ( 10 minutos) 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.
 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.")
181
Seiton, la segunda S: Orden
Un lugar para cada cosa y cada cosa en su lugar para: Ahorrar espacio, tiempo de búsqueda y Facilitar la administración visual Instrucciones: 1. Orden implica acomodar los elementos necesarios de modo que sean fáciles de usar y etiquetarlos de tal suerte que cualquiera pueda encontrarlos y tomarlos para su uso. 2. El Orden solo puede darse después de haber seleccionado y organizado. 3. El Orden nos ayudará a eliminar desperdicios, sobre todo en tiempo, porque sabremos identificar los artículos, materiales, expedientes, folders, carpetas, etc. de forma inmediata. (5 minutos) 45 minutos de la 2a. Parte, 2.05 del total
 45 minutos de la 2a. Parte, 2.05 del total.")
182
Etiquetar o señalizar, apoyos para la Administración visual.
Ejemplos de Orden: * Etiquetar las carpetas (sin docs. innecesarios). * Etiquetar espacios de almacenaje para que cada cosa este en su lugar y haya lugar para cada cosa. * Identificar con siluetas las herramientas y muebles Instrucciones: 1. El facilitador remarcará la importancia de la Administración visual en las Organizaciones de Clase Mundial. 2. Al etiquetar y señalizar correctamente, y al colocar cada cosa en su lugar, existiendo un lugar para cada cosa (NECESARIA), estaremos en condiciones para al solicitar artículos, documentos, expedientes, etc., de obtenerlos en un máximo de 30 segundos. 3. Pedirá a los asistentes otros ejemplos para implantar el Orden dentro de la Administración Visual. (10 minutos) 55 minutos 2a. Parte, 2.15 del Total. El estándar para localizar artículos, papeles, refacciones, etc., una vez aplicadas las 5S´s es de menos de 30 segundos.
. * Etiquetar espacios de almacenaje para que cada cosa este en su lugar y haya lugar para cada cosa. * Identificar con siluetas las herramientas y muebles. Instrucciones: 1. El facilitador remarcará la importancia de la Administración visual en las Organizaciones de Clase Mundial. 2. Al etiquetar y señalizar correctamente, y al colocar cada cosa en su lugar, existiendo un lugar para cada cosa (NECESARIA), estaremos en condiciones para al solicitar artículos, documentos, expedientes, etc., de obtenerlos en un máximo de 30 segundos. 3. Pedirá a los asistentes otros ejemplos para implantar el Orden dentro de la Administración Visual. (10 minutos) 55 minutos 2a. Parte, 2.15 del Total. El estándar para localizar artículos, papeles, refacciones, etc., una vez aplicadas las 5S´s. es de menos de 30 segundos.")
183
La distribución de planta
¿Cómo ordenar? La distribución de planta Marcar pasillos y donde deben ir las cosas Antes Después Instrucciones: 1. El Facilitador explicará que la resistencia al cambio es natural en los seres humanos, originada por miedos, incertidumbres o preocupaciones. Ejemplo de esto puede ser el miedo a perder el trabajo si existe un nuevo orden y una nueva organización en el área de trabajo. 2. Indicará que una de las mejores técnicas para vencer la resistencia es el escuchar a los colaboradores y hablar con la verdad, utilizando los argumentos de la sobrevivencia como empresa, gracias a la aplicación de esta técnica u otras semejantes. 3. Pedirá a los asistentes otros ejemplos de cómo vencer resistencias. 4. Puede apoyarse en la experiencia Gates. 5. Sin embargo, hay que aceptar que la directriz de comprometerse en el cambio por medio de las 5S´s, puede requerir de firmeza por parte de los directivos, sobre todo ante manifestaciones de resistencia mayores al cambio. ( 10 minutos) 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s. Pasillo
 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s. Pasillo.")
184
Los materiales en el piso
¿Cómo ordenar? Los materiales en el piso Estantes, mesas y carros de altura ajustable Recoger cosas del piso, cansa y es peligroso Antes Después Instrucciones: 1. El Facilitador explicará que la resistencia al cambio es natural en los seres humanos, originada por miedos, incertidumbres o preocupaciones. Ejemplo de esto puede ser el miedo a perder el trabajo si existe un nuevo orden y una nueva organización en el área de trabajo. 2. Indicará que una de las mejores técnicas para vencer la resistencia es el escuchar a los colaboradores y hablar con la verdad, utilizando los argumentos de la sobrevivencia como empresa, gracias a la aplicación de esta técnica u otras semejantes. 3. Pedirá a los asistentes otros ejemplos de cómo vencer resistencias. 4. Puede apoyarse en la experiencia Gates. 5. Sin embargo, hay que aceptar que la directriz de comprometerse en el cambio por medio de las 5S´s, puede requerir de firmeza por parte de los directivos, sobre todo ante manifestaciones de resistencia mayores al cambio. ( 10 minutos) 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.
 75 minutos, en total. Se dejan de reserva 5 minutos para hacer comentarios varios antes de la comida. Señalar que durante las siguientes dos horas con veinte minutos conoceremos en detalle las 5S´s.")
185
Ordenar Las herramientas Los materiales Cuadros Kanban Los aceites
Eliminar su necesidad y estandarizar Almacenar cerca las más usadas Los materiales Cuadros Kanban FIFO y almacenamiento contingente Los aceites Los equipos de medición Los letreros y avisos Instrucciones: 1. Orden implica acomodar los elementos necesarios de modo que sean fáciles de usar y etiquetarlos de tal suerte que cualquiera pueda encontrarlos y tomarlos para su uso. 2. El Orden solo puede darse después de haber seleccionado y organizado. 3. El Orden nos ayudará a eliminar desperdicios, sobre todo en tiempo, porque sabremos identificar los artículos, materiales, expedientes, folders, carpetas, etc. de forma inmediata. (5 minutos) 45 minutos de la 2a. Parte, 2.05 del total
 45 minutos de la 2a. Parte, 2.05 del total.")
186
Seiso, la tercera S: Limpieza
Mantener el área de trabajo impecable y libre de toda suciedad Instrucciones: 1. El objetivo de esta S, es hacer de la limpieza, parte del trabajo diario. 2. Como se observa en la definición, el concepto es radical: se habla de “extrema pulcritud y libre de toda suciedad”. Lo anterior significa un verdadero cambio en la forma de ver nuestras áreas de trabajo. 3. Esa nueva forma de ver, implica se intolerantes ante todo aquello que este fuera de su lugar, todo aquello que se reporte como sucio o desarreglado. 4. No es función del supervisor o del jefe “auditar” las áreas para que se encuentren pulcras. Es parte de la cultura de las 5S´s, que debe de compartir todo el personal. 5. Si México fuese un país con esta costumbre, no veríamos carreteras como muladares, playas contaminadas, espacios verdes llenos de envolturas o botellas de refrescos. 6. Pedir a los participantes su opinión referente al por qué los mexicanos somos tan agresivos con nuestro medio ambiente y somos tan descuidados tirando basura y contaminando nuestras riquezas naturales. (10 minutos) 65 minutos 2a. Parte, 2.25 del total.
 65 minutos 2a. Parte, 2.25 del total.")
187
Beneficios de la Limpieza
Aumenta la moral del personal y su eficiencia Los defectos se vuelven obvios Los riesgos de los accidentes disminuyen Mejoran las condiciones de las maquinarias Se minimiza la probabilidad de revolver producto Podemos luchar por tener un ambiente limpio Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total La Limpieza es inspección
 75 minutos de la 2a. Parte, 2.35 del total. La Limpieza es inspección.")
188
Las 3 etapas de la la Limpieza
Macro: limpieza general Individual: limpieza de áreas de trabajo y partes específicas del equipo Micro: limpieza de partes pequeñas y herramientas, corregir las fuentes de fugas y fuentes de suciedad o polvo Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
, la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
189
5 pasos para Implantar la limpieza
1. Determinar las metas de limpieza 2. Determinar las responsabilidades de la limpieza (mapeo de áreas y definición de responsables) 3. Determinar los métodos de limpieza (programa que muestra al detalle las veces al día en que se limpia, el responsable, y la forma) 4. Preparar las herramientas de limpieza 5. Implantar la limpieza. Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
 3. Determinar los métodos de limpieza. (programa que muestra al detalle las veces al día en. que se limpia, el responsable, y la forma) 4. Preparar las herramientas de limpieza. 5. Implantar la limpieza. Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina. con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
190
Promoción de una Área de trabajo límpia
Dividir por zonas y asignar responsabilidades rotativas por grupos y personas, dar tiempo Limpieza por equipo y área usando lista de verificación (pisos, colectores, conveyors, etc.) Partes móviles, hidráulicas, neumáticas, eléctricas, etc. Aplicar Kaizen para limpiar zonas difíciles, métodos de limpieza y herramientas de limpieza Seguir las reglas, identificar problemas tomar acciones Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
 Partes móviles, hidráulicas, neumáticas, eléctricas, etc. Aplicar Kaizen para limpiar zonas difíciles, métodos de limpieza y herramientas de limpieza. Seguir las reglas, identificar problemas tomar acciones. Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina. con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
191
Seiketsu, la cuarta S: Estandarización
Mantener las tres primeras S´s: Selección/Organización Orden y Limpieza Instrucciones: 1. Señalar que esta S, conocida también como Adherencia, se busca crear las reglas mediante las cuales las 3 primeras S´s son mantenidas. 2. En esta S, se deben de estandarizar los procedimientos de Etiquetas Rojas, las reglas de Almacenamiento de las mismas, la localización, número, posición de todos los artículos (Orden), y los programas y procedimientos de limpieza. 3. Lo anterior permitirá uniformar los criterios de las 5S´s, lo cual no dejará lugares para interpretaciones, gustos o inclinaciones. (5 minutos) 100 minutos de la 2a. Parte, 3.00 horas del total
, y los programas y procedimientos de limpieza. 3. Lo anterior permitirá uniformar los criterios de las 5S´s, lo cual no dejará lugares para interpretaciones, gustos o inclinaciones. (5 minutos) 100 minutos de la 2a. Parte, 3.00 horas del total.")
192
Beneficios de la Estandarización
No se regresa a las viejas condiciones se mantienen gracias a la Administración Visual No hay cosas fuera de su lugar al fin del turno Los lugares de almacenamiento están organizados Se controlan las fuentes de suciedad y basura Se quita el hábito de acumular cosas inncesarias Instrucciones: 1.El objetivo de estandarizar es hacer de las 3 primeras S´s un hábito cotidiano y asegurar que ellas se mantienen en un estado de implantación plena. 2. Los pasos recomendados son: 2.1. Determinar las responsabilidades respecto a las condiciones de las primeras 3S´s. 2.2. Incorporar las actividades a las funciones del puesto. 2.3. Verificar periódicamente el cumplimiento de las primeras 3S´s. (tiempo 5 minutos) 105 minutos de la 2a. Parte, 3.05 del total.
 105 minutos de la 2a. Parte, 3.05 del total.")
193
Recomendaciones 1. Es altamente recomendable que en la
elaboración de los estándares participen quienes deben de realizar las actividades de las primeras 3S´s 2. Esto ayuda a crear un sentido de pertenencia y facilita avanzar en este esfuerzo Instrucciones: 1. Hacer énfasis en la participación de los dueños de los procesos, en la definición de los estándares. (2 minutos) 107 minutos de la 2a. Parte, 3.07 del total.
 107 minutos de la 2a. Parte, 3.07 del total.")
194
Shitsuke, la quinta S: Disciplina
Hábito de mantener correctamente los procedimientos adecuados, buscando la mejora continua Instrucciones: 1. Hacer énfasis en la participación de los dueños de los procesos, en la definición de los estándares. (2 minutos) 107 minutos de la 2a. Parte, 3.07 del total.
 107 minutos de la 2a. Parte, 3.07 del total.")
195
Importancia de la Disciplina:
1. Los procedimientos correctos se han vuelto un hábito 2. Todos el personal han sido entrenado adecuadamente 3. Todos el personal ha hecho suyo el método y lo aplican 4. El área de trabajo esta bien ordenada y se manejan los estándares 5. Se busca la mejora continua. Instrucciones: 1. La mejora continua es el punto fundamental de la Importancia de la Disciplina, por que los procedimientos se han tornado en hábitos y la capacitación ha dado sus resultados. 2. Es deseable que cada vez, los estándares sean más exigentes y la mejora continua se dé en este espacio. (5 minutos) 117 minutos de la 2a. Parte, 3.17 del total.
 117 minutos de la 2a. Parte, 3.17 del total.")
196
Formación de hábito Estandarizar (sistematizar) el comportamiento si quieres buenos resultados Hacer que todos participen y que hagan algo y después trabajar en la implantación (5S’s 3’, 5’ o 10’) Hacer que cada quien sienta responsabilidad por lo que hace Asegurar que no falle la comunicación, clarificar las ideas y reconfirmar Instrucciones: 1. La mejora continua es el punto fundamental de la Importancia de la Disciplina, por que los procedimientos se han tornado en hábitos y la capacitación ha dado sus resultados. 2. Es deseable que cada vez, los estándares sean más exigentes y la mejora continua se dé en este espacio. (5 minutos) 117 minutos de la 2a. Parte, 3.17 del total.
 Hacer que cada quien sienta responsabilidad por lo que hace. Asegurar que no falle la comunicación, clarificar las ideas y reconfirmar. Instrucciones: 1. La mejora continua es el punto fundamental de la Importancia de la Disciplina, por que los procedimientos se han tornado en hábitos y la capacitación ha dado sus resultados. 2. Es deseable que cada vez, los estándares sean más exigentes y la mejora continua se dé en este espacio. (5 minutos) 117 minutos de la 2a. Parte, 3.17 del total.")
197
La disciplina no es visible ni Puede medirse, pero:
Existe en la mente y la voluntad de las personas y solo su conducta muestra su presencia. Es una actitud de intolerancia al desorden, la falta de organización y las pérdidas. Instrucciones: 1. Con este acetato llegamos al final de nuestro curso. El facilitador deberá de reforzar que al final de cuentas lo que se debe de generar y reforzar entre los colaboradores es una forma de vida, una actitud, que se tiene que hacer realidad día a día. 2. Para cerrar el curso, se pedirá a los asistentes nos permitan hacer un breve ejercicio práctico: saquen sus carteras, y realicen las 5S´s: a) Seleccionen lo necesario de lo innecesario (incluyendo el sobrante de dinero que pudieran traer) b)Ordenen sus pertenencias c) Piensen en las normas que deberán de seguir para no cargar con tantas cosas innecesarias e inclusive peligrosas (Estandarización) d) Propónganse cada semana revisar si en sus carteras existen las 5s´s (Disciplina) 3. Una vez realizado el ejercicio hacer el cierre, pidiendo a los participantes que expresen con breves conceptos, la forma en que esta disciplina puede ser útil para sus empresas, sus hogares y comunidades. 4. Agradecer, a nombre de Gates Rubber de México su atención y el entusiasmo . (13 minutos), 3.20 minutos del total
 Seleccionen lo necesario de lo innecesario (incluyendo el sobrante de dinero que pudieran traer) b)Ordenen sus pertenencias. c) Piensen en las normas que deberán de seguir para no cargar con tantas cosas innecesarias e inclusive peligrosas (Estandarización) d) Propónganse cada semana revisar si en sus carteras existen las 5s´s (Disciplina) 3. Una vez realizado el ejercicio hacer el cierre, pidiendo a los participantes que expresen con breves conceptos, la forma en que esta disciplina puede ser útil para sus empresas, sus hogares y comunidades. 4. Agradecer, a nombre de Gates Rubber de México su atención y el entusiasmo . (13 minutos), 3.20 minutos del total.")
198
Las 5 S’s : En la oficina La oficina es una Fabrica de papel
Instrucciones: 1. El objetivo de esta S, es hacer de la limpieza, parte del trabajo diario. 2. Como se observa en la definición, el concepto es radical: se habla de “extrema pulcritud y libre de toda suciedad”. Lo anterior significa un verdadero cambio en la forma de ver nuestras áreas de trabajo. 3. Esa nueva forma de ver, implica se intolerantes ante todo aquello que este fuera de su lugar, todo aquello que se reporte como sucio o desarreglado. 4. No es función del supervisor o del jefe “auditar” las áreas para que se encuentren pulcras. Es parte de la cultura de las 5S´s, que debe de compartir todo el personal. 5. Si México fuese un país con esta costumbre, no veríamos carreteras como muladares, playas contaminadas, espacios verdes llenos de envolturas o botellas de refrescos. 6. Pedir a los participantes su opinión referente al por qué los mexicanos somos tan agresivos con nuestro medio ambiente y somos tan descuidados tirando basura y contaminando nuestras riquezas naturales. (10 minutos) 65 minutos 2a. Parte, 2.25 del total.
 65 minutos 2a. Parte, 2.25 del total.")
200
Pasos para una oficina Más eficiente
Mantener una oficina ordenada, con trabajo en equipo y papelería estandarizada Hacer un programa de trabajo para cada empleado Para el caso de proyectos, hacer visible en un pizarrón en programa para que la gente sepa el estatus Establecer un sistema (gavetas, folders, contenedores) para que cualquier persona pueda identificar la fecha de vencimiento de las tareas Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total
 para que cualquier persona pueda identificar la fecha de vencimiento de las tareas. Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y. la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total.")
201
La campaña de uno solo es mejor Una sola localización para expedientes
Proceso de documentos en el mismo día Juntas de una hora Memos e de una página Llamadas telefónicas de un minuto Guardar sólo una copia del original Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total
 75 minutos de la 2a. Parte, 2.35 del total.")
202
Promoción de Las 5 S’s La campaña de las 5 S’s Instrucciones:
1. El objetivo de esta S, es hacer de la limpieza, parte del trabajo diario. 2. Como se observa en la definición, el concepto es radical: se habla de “extrema pulcritud y libre de toda suciedad”. Lo anterior significa un verdadero cambio en la forma de ver nuestras áreas de trabajo. 3. Esa nueva forma de ver, implica se intolerantes ante todo aquello que este fuera de su lugar, todo aquello que se reporte como sucio o desarreglado. 4. No es función del supervisor o del jefe “auditar” las áreas para que se encuentren pulcras. Es parte de la cultura de las 5S´s, que debe de compartir todo el personal. 5. Si México fuese un país con esta costumbre, no veríamos carreteras como muladares, playas contaminadas, espacios verdes llenos de envolturas o botellas de refrescos. 6. Pedir a los participantes su opinión referente al por qué los mexicanos somos tan agresivos con nuestro medio ambiente y somos tan descuidados tirando basura y contaminando nuestras riquezas naturales. (10 minutos) 65 minutos 2a. Parte, 2.25 del total.
 65 minutos 2a. Parte, 2.25 del total.")
203
Promoción de las 5 S’s Es importante que el Director general tome el liderazgo y que todos tomen parte en las 5 S’s Las actitudes de los gerentes es clave, si no toman con seriedad, nadie más lo tomará, de ellos depende el éxito o fracaso de la campaña No debe hacerse la labor de mantenimiento de las 5 S’s como algo cansado y sucio, por eso debe efectuarse en etapas Lo importante es empezar en 5S’s y mantener el esfuerzo Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total
 75 minutos de la 2a. Parte, 2.35 del total.")
204
Promoción de las 5 S’s Planeación y operación Organización promocional
Educación Juntas promocionales Actividades paralelas Posters de invitación a participar Temas del mes Despliegue de las actividades de las 5 S’s en áreas de trabajo específicas Documentación Implantación Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total
 75 minutos de la 2a. Parte, 2.35 del total.")
205
Promoción de las 5 S’s Proyectos Kaizen
Organizarlos conforme sea apropiado Entrenamiento técnico Tecnología Kaizen Entrenamiento inicial Seguimiento al entrenamiento Lanzamiento de equipos Kaizen y certificación Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total
 75 minutos de la 2a. Parte, 2.35 del total.")
206
Registros Fotografias (antes, durante y después)
Poner etiquetas fosforescentes con la “P” en área con problema requiriendo atención Es importante llevar un registro de avances (cantidades de fugas, etc.) Museo de las cosas antiguas (máquinas y herramientas) Registrar los resultados de los proyectos Kaizen Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total
 Museo de las cosas antiguas (máquinas y herramientas) Registrar los resultados de los proyectos Kaizen. Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y. la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total.")
207
Diagnóstico y Evaluación
Competencias Patrullas y evaluación cruzada Uso de auditores y listas de verificación Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total
 75 minutos de la 2a. Parte, 2.35 del total.")
208
Lista de verificación Pisos Montacargas y carritos
Contenedores y cajas en tránsito Equipos y maquinarias Accesorios de aceite Equipo de medición Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total
 75 minutos de la 2a. Parte, 2.35 del total.")
209
Lista de verificación Lugares de lubricación Medidores
Tuberías y cableado Tableros de control Mesas de trabajo Avisos y administración de las 5S’s Instrucciones: 1. El Facilitador señalará las enormes ventajas que tiene la Limpieza y pedirá a los presenten propongan otras ventajas que observen. 2. Les pedirá que por medio de una lluvia de ideas, se imaginen a un México limpio, libre de basura y suciedades. Escribirá en hojas de rotafolio las ideas de los participantes y concluirá este ejercicio, preguntándoles si en verdad es muy difícil soñar en que podamos heredar a nuestros hijos un México Mejor. 3. Concluirá señalando el concepto de que La Limpieza es inspección, dado que al aprender a ver de forma distinta, al ser intolerables con la suciedad y la mugre, todos en las Organizaciones se convierten en Auditores o Inspectores. (10 minutos) 75 minutos de la 2a. Parte, 2.35 del total
 75 minutos de la 2a. Parte, 2.35 del total.")
210
Administración visual

211
Métodos de administración visual
Ayudas visuales que eviten errores Avisos de peligro y precaución Indicaciones de donde deben ponerse las cosas Designaciones del equipo Colores claros y etiquetas en instalaciones y equipo Uso de pizarrones, celulares, Nextel Instructivos audiovisuales a la vista Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
, la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
212
Ejemplo de fábrica visual

213
Ayudas visuales

214
Trabajo estandarizado

215
Trabajo estandarizado
Es la forma más eficiente de fabricar productos sin desperdicio por medio de la mejor combinación de métodos de trabajo. Por estandarización se entiende: Siempre seguir la misma secuencia de trabajo Los métodos totalmente estandarizados, documentados y visibles El material está colocado siempre en el mismo lugar

216
Estándar de trabajo Su propósito de lograr un flujo perfecto de proceso y están determinados por: Takt time Ergonomía Flujo de partes Procedimientos de mantenimiento Rutinas El estándar de trabajo es la documentación de cada acción requerida para completar una tarea específica

217
Estándar de trabajo Elementos de los estándares de trabajo operativos:
Tiempos de ciclo: requerido para hacer una parte, comparado con el Takt time Secuencia de trabajo: para producir una parte. Tomar, mover, sostener, etc... incluyen tiempos, layout y tabla de capacidades de máquina Estándar de inventarios: inventario mínimo en cada estación para mantener un flujo continuo

218
Estándar de trabajo y Meta

219
Cambios rápidos (SMED)
")
220
Lean para reducción del tiempo de preparación y ajuste, SMED
Necesidad de producir Lotes pequeños de una gran variedad de productos Analogía con lo que sucede en los Pits SMED - Single Minute Exchange of Die (Shigeo Shingo) Objetivo del SMED: Reducir el tiempo de preparación y ajuste, desde la última pieza de producto anterior hasta 1a. Pieza del nuevo
 Objetivo del SMED: Reducir el tiempo de preparación y ajuste, desde la última pieza de producto anterior hasta 1a. Pieza del nuevo.")
221
Lean para reducción del tiempo de preparación y ajuste SMED
Hay tipos de preparaciones internas y externas Preparación interna (IED) Operaciones realizadas con máquina parada Preparación Externa (OED) Operaciones realizadas con la máquina operando Propósito: Convertir operaciones Internas a externas (filmar, analizar, cambiar)
 Operaciones realizadas con máquina parada. Preparación Externa (OED) Operaciones realizadas con la máquina operando. Propósito: Convertir operaciones Internas a externas (filmar, analizar, cambiar)")
222
Cambios rápidos Do - Identificar áreas de oportunidad de mejora.
Máquina con tiempos de preparación o ajuste largos, fuente frecuente de errores, accidentes o crítico para la producción Plan – Documentar el proceso de preparación Lista de todas las actividades y pasos requeridos para la preparación o ajuste, registrando su duración y Muda Plan –Identificar todas las operaciones internas y externas

223
Cambios rápidos Do – convertir tantas operaciones internas en externas como sea posible Precalentamiento, estandarización de partes. Etc. Administración visual, Poka Yokes Actividades concurrentes Métodos de una vuelta Do – Reducir los tiempos de los procesos externos Inventarios de partes a la mano Plan - Crear un nuevo mapa del proceso Do – Probar los cambios y Actuar – si es necesario

224
Programa de trabajo

227
Mantenimiento Productivo Total (TPM)
")
228
Mantenimiento Productivo Total (TPM) para Mfra. Lean
Su objetivo es maximizar la efectividad del equipo a través de toda su vida útil al 100% Es Implantado y mantenido por diversos departamentos involucrados en los equipos Involucra a TODOS los empleados, desde el operador hasta el director Se apoya en grupos Kaizen de mejora

230
Elementos del Mantenimiento Productivo Total (TPM)
Mantenimiento correctivo programado Mantenimiento preventivo (incluye predictivo por proveedores: termografía infrarroja, análisis de vibraciones y aceites) Mantenimiento productivo autónomo por operadores (limpieza, lubricación, etc.) Mantenimiento proactivo por Ingeneiría (rediseño, Poka Yokes)
 Mantenimiento productivo autónomo por operadores (limpieza, lubricación, etc.) Mantenimiento proactivo por Ingeneiría (rediseño, Poka Yokes)")
231
Beneficios del TPM Mejoras en productividad Mejoras en calidad
Mejoras en tiempos de entrega Mejoras en seguridad Mejoras en higiene Mejoras en la moral de los empleados Cuanto más automático sea el equipo, más importante es el TPM

232
Pérdidas por equipos reducidas por el TPM
Tiempos Muertos: Fallas, arranques, ajustes y cambios de tipo Pérdidas de velocidad: Paros menores, velocidad reducida por desgaste de partes Defectos: Mala calidad, rendimiento reducido hasta la aceptación de partes

233
Control de las fallas - TPM
Mantener en control las condiciones básicas (limpieza, lubricación, atornillado) Apego a procedimientos operativos Restablecer la deterioración Mejorar las debilidades de diseño Mejorar la operación y mantenimiento
 Apego a procedimientos operativos. Restablecer la deterioración. Mejorar las debilidades de diseño. Mejorar la operación y mantenimiento.")
234
Pasos para implantar el mantenimiento productivo total
Fase P a s o D e t a l l e s 1.- La alta dirección anuncia inicio TPM Conferencia sobre TPM al personal Directores: seminarios. General: presentaciones 2.- Programa de educación y campaña Preparación Crear comités en cada nivel para promoción, asignar staff 3.- Crear organizaciones/ promoción 4.- Establecer políticas básicas y metas Evaluar condiciones actuales, metas Preparar planes detallados de actividades. 5.- Formular plan maestro Implantación preliminar 6.- Organizar acto de lanzamiento Invitar clientes, gente importante 7.Mejorar la efectividad de cada equipo Seleccionar equipo modelo. Formar equipo de proyecto. 8.- Programa de mantenimiento autónomo Promover los 7 pasos, fabricar útiles de diagnóstico y establecer proc. de certificación de los trabajadores Implantación 9. Programa de mantenimiento para Equipos nuevos por mantenimiento. Incluye mantto. periódico, y predictivo, gestión de repuestos, herramientas, dibujos y programas 10. Dirigir el entrenamiento para mejorar operación y capacidad de mantenimiento Entrenar a los líderes, estos comunican información con los miembros del grupo. 11. Programa actualización de los equipos antiguos Reconstrucción y mantenimiento preventivo Estabilización 12. Perfeccionar y mejorar el TPM Evaluación para el premio PM, fijar objetivos mas elevados Pasos para implantar el mantenimiento productivo total

235
7 pasos para desarrollar el mantenimiento autónomo
L O S P A S O S L A S A C T I V I D A D E S Limpiar para eliminar polvo y suciedad, principalmente en el cuerpo del equipo; lubricar y apretar pernos, descubrir problemas 1.- Limpieza Inicial (5S’s) 2.- Acciones en la fuente de los problemas Prevenir la causa del polvo, suciedad y difusión de esquirlas, mejorar partes que son difíciles de limpiar y lubricar, reducir el tiempo requerido para limpiar y lubricar 3.- Estándares de limpieza y lubricación Establecer estándares que reduzcan el tiempo gastado limpiando, lubricando y apretando ( específicamente tareas diarias y periódicas Con la inspección manual se genera instrucción los miembros de círculos descubren y corrigen defectos menores del equipo 4.- Inspección General 5.- Inspección autónoma Desarrollar y emplear listas de chequeo para inspección autónoma Estandarizar categorías de control de lugares de trabajo indivi duales; sistematizar a fondo el control del mantenimiento: estándares de inspección, limpieza y lub., registro datos y matto 6.- Organización y orden 7.- Mantenimiento autónomo pleno Desarrollos adicionales de políticas y metas compañía, incre mentar regularidad de actividades mejora. Registrar resultados análisis MTBF y diseñar contramedidas en concordancia
 2.- Acciones en la fuente. de los problemas. Prevenir la causa del polvo, suciedad y difusión de esquirlas, mejorar partes que son difíciles de limpiar y lubricar, reducir el. tiempo requerido para limpiar y lubricar. 3.- Estándares de limpieza y. lubricación. Establecer estándares que reduzcan el tiempo gastado. limpiando, lubricando y apretando ( específicamente. tareas diarias y periódicas. Con la inspección manual se genera instrucción. los miembros de círculos descubren y corrigen. defectos menores del equipo. 4.- Inspección General. 5.- Inspección autónoma. Desarrollar y emplear listas de chequeo para. inspección autónoma. Estandarizar categorías de control de lugares de trabajo indivi. duales; sistematizar a fondo el control del mantenimiento: estándares de inspección, limpieza y lub., registro datos y matto. 6.- Organización y orden. 7.- Mantenimiento autónomo. pleno. Desarrollos adicionales de políticas y metas compañía, incre. mentar regularidad de actividades mejora. Registrar resultados. análisis MTBF y diseñar contramedidas en concordancia.")
240
Resultados esperados del TPM
Eliminación de fugas de aceite Disminución dramática de tiempos muertos Incremento en la eficiencia de los equipos Reducción de paros no programados Reducción de rechazos en producto intermedio y producto final Disminución de consumo de energía Reducción de horas hombre mantenimiento correctivo Reducción costo por contratistas Reducción de costo por partes de repuesto Menor polvo ambiental Menor ruido Menos conflictos producción / mantenimiento

241
Manufactura Celular

242
Lean y los inventarios Nivel de inventarios
Los inventarios “cubren” a los problemas Nivel de inventarios Ineficiencias, desperdicios, retrabajos, t. muertos Problemas

243
Lean y la Gestión de Restricciones
Se bajan los inventarios para forzar el sistema Se identifican las restricciones Se rompen las restricciones enfocando los recursos Se repite el proceso en forma paulatina Nivel de inventarios Problemas

244
Lean y velocidad de flujos
p. 22 Lean y velocidad de flujos Un menor inventario en proceso (WIP) aumenta la velocidad de proceso El volumen por unidad de tiempo a través de un proceso aumenta conforme se reduce el WIP Analogía de las Rocas en la analogía de la corriente (ver esquema)
 aumenta la velocidad de proceso. El volumen por unidad de tiempo a través de un proceso aumenta conforme se reduce el WIP. Analogía de las Rocas en la analogía de la corriente (ver esquema)")
245
Inventario vs Velocidad
Volumen 10,000 lts lt/min. Volumen 500 lts lt/min.

248
Distribución de planta celular
Distribuciones de planta departamentales: Procesos escondidos Distribuciones de planta en base al flujo: Procesos visibles Cambiar departamentos a Celdas de manufactura

249
La planta escondida Fabricación Inspección Empaque Embarque Retrabajo
!! Eliminar esta planta escondida !! Desperdicio Y.tp=Rend. Antes de retrabajo=37% Y.final=90% Rend. con retrabajo

252
Visualizando los procesos
Diagrama de flujo del proceso Rutas de manufactura Identificación de las operaciones que agregan valor Identificación de las actividades entre operaciones que no agregan valor

254
Preguntas del estado futuro
¿cuál es el Takt time? ¿Se fabrica para inventario o supermercado? ¿Se puede usar flujo continuo? ¿dónde se puede usar el sistema de jalar de supermercado? ¿En que punto de la cadena de valor se dispara la producción? ¿Cómo se puede nivelar la producción? ¿Qué mejoras al proceso serán necesarias?

256
Supermercados Los supermecados son controlados en Inventarios
Pensar en un estante de supermercado: Cuando no está lleno, debe llenarse Cuando está lleno, se para la producción

257
Nivelación del volumen

258
Nivelación de mezcla pobre
¿Qué decirle al cliente “D” si quiere partes el lunes? ¿Qué sucede si el cliente “A” llama la tarde del lunes y cancela su pedido?

259
Nivelación para mejorar mezcla
Requiere Mayor flexibilidad Mayor calidad Menor inventario

262
10 Preguntas para el estado futuro
1. ¿Cuáles son las necesidades de clientes internos y externos? 2. ¿Cuáles pasos del proceso agregan valor y cuales no? 3. ¿Cuál es la frecuencia y método de verificación de desempeño? 4. ¿Cómo se puede mantener un flujo continuo? 5. ¿Cómo controlar el trabajo en las interrupciones?

263
10 Preguntas para el estado futuro
6. ¿Cómo se balancean las cargas de trabajo? 7. ¿Cómo se puede dar prioridad al trabajo? 8. ¿Cuál es el impacto de las actividades, volumen de trabajo y mejoras? 9. ¿Qué otros procesos de soporte se requieren? 10. ¿Qué mejoras al proceso son necesarias?

265
Mejoras medibles del ejemplo
Tiempo de espera de 40 a 7 días Tiempo de ciclo de 105 seg. A 91 seg. Inventarios de 10,700 piezas a 1,855 pzas. Eventos Kaizen Tiempo de preparación en Estampado Confiabilidad del rebabeado Calidad de la soldadura por punto

266
Mejoras medibles del ejemplo
Otros beneficios Operadores en celdas con capacitación cruzada Mayor flexibilidad Menos defectos y tiempo de espera = Clientes satisfechos Bucles de la cadena de valor Un elefante se come en pedazos

267
Número de bucles Hacerlo manejable Ni muy pocos, ni muchos
Buscar rupturas lógicas Regla: 3 – 7 bucles Recordar – los puntos para hacerlo más fácil para implementación

269
Manufactura celular y Kanban

270
Empujar vs jalar Empujar Jalar Se basa en pronósticos
Fabricar el producto independientemente si la siguiente operación lo requiere Jalar Se basa en el uso real del cliente Sólo producir cuando los productos se consumen

271
Kanban Kanban = Señal, signo
Punto de reórden – cuando reabastecer al supermercado Cantidad de la orden – cantidad a reabastecer al supermercado

272
Propósitos del Kan Ban Mejorar la comunicación entre procesos
Producir en base a las condiciones actuales no en pronósticos Prevenir producción en exceso Controlar los inventarios Establecer prioridades de abastecimiento Mostrar restricciones (cuellos de botella) que puedan ser atendidos por Kaizen
 que puedan ser atendidos por Kaizen.")
273
Propósitos del Kan Ban Hacer visible el flujo de materiales
Mostrar localidades de almacenamiento y entrega Mostrar las cantidades estándar y tipo de contenedor Mostrar método o frecuencia de transporte Pizarrones de programa muestran estatus de producción Mantener involucrada a la gente en procedimientos estandarizados

274
Prerrequisitos del Kanban
Suavización de la producción Programa maestro Nivelar la carga del programa Cambios rápidos Equipo capaz Mantenimiento Productivo Total tiempos muertos y defectos mínimos Organización adecuada de planta con Las 5S’s Lay Out y distribución de planta adecuada Entregas confiables de proveedores y cero defectos Trabajo estandarizado

275
Sistemas tradicionales de manufactura de “empujar”
Invisibilidad de problemas, distribución por departamentos Desconexión del trabajo que agrega valor de la demanda No incentiva el trabajo de equipo, se incentiva el volumen y utilización al máximo de los recursos humanos / equipos Acumula inventarios innecesarios y se avanzan productos con faltantes de partes

276
SISTEMA DE EMPUJAR ¿Qué avance de proceso Tiene el producto M003? Depto. B Máquinas B WIP WIP WIP WIP Depto. A Máquinas A Depto. D Empaque E Inspección WIP Depto. C Inventario Productos Terminados (200) Materias primas WIP Retrabajos
 Materias. primas. WIP. Retrabajos.")
277
Sistema de Manufactura de Jalar Kan Ban
Procesos de producción disparados por la demanda del cliente, distribución en Celdas Mfra. Abastecimiento en el lugar de uso disparado por la demanda, directamente de proveedores Empleados multihabilidades, capacitados y con poder de decisión operativa Se apoya y reconoce el trabajo de equipo

281
¿Qué avance de proceso Tiene el producto M003? SISTEMA DE JALAR Todo lo necesario para el producto M está integrado aquí Cliente Celda de Mfra. Para la familia M Celdas de Manufactura En U Cuadros Kanban Celda de Mfra. Para la familia N EDI Embarque Productos Terminados (200 en 5 familias) Proveedor
 Proveedor.")
282
Empujar vs jalar Empujar Jalar Se basa en pronósticos
Fabricar el producto independientemente si la siguiente operación lo requiere Jalar Se basa en el uso real del cliente Sólo producir cuando los productos se consumen

283
Kanban de producción. Tarjeta sencilla
BÚZON 2.- El Kanban es llevado al tablero de programación del proceso anterior. LÍNEA DE ENSAMBLE TABLERO 1.- Cuando se vacía un contenedor el Kanban de producción se coloca en el buzón FABRICACIÓN 4.- Las herramientas se van preparando en el orden de recibo de los Kanban y se produce en la misma secuencia de recibo. 5.- Después de producir la cantidad de piezas especificadas se coloca el Kanban y se lleva a la localización indicada 3.- Los Kanban son recibidos y puestos en el tablero de programación en el orden en que se van recibiendo

284
2 Contenedores - autorización de movimiento
Kanban de movimiento: 2 Contenedores - autorización de movimiento BUZON 3.- En un ciclo establecido, el movedor de materiales revisa el buzón, toma el Kanban y procede a su localización en el almacén especificado en el Kanban LÍNEA DE ENSAMBLE 2.- Cuando el contenedor A esté vacío se toma el Kanban y se lleva al buzón B A CONSUMO 1.- Las piezas se consumen del contenedor A hasta que se vacíe. INICIO ALMACEN SUPERMERCADO 5.- El contenedor lleno es entregado a la localización en la línea especificada. El contenedor vacío A es reemplazado por el contenedor lleno. 4.- Se pone el Kanban en contenedor lleno

285
KANBAN Tablero de avisos electrónico
Sistema de señales visuales que facilitan al personal en la planta identificar las operaciones o movimientos a realizar sin procedimientos sofisticados KANBAN Tablero de avisos electrónico Cliente Proveedor Proceso Proceso Proceso Proceso A B C D Flujo del proceso Cuadros Kan Ban Flujo de las tarjetas

286
Reglas Básicas del Kanban
1. El proceso siguiente viene a retirar sólo lo que necesita 2. Producir sólo para reponer lo que retira el siguiente proceso 3. No enviar productos defectuosos a la siguiente operación

287
Reglas Básicas del Kanban
4. Las partes no deben ser producidas o transportadas si no hay tarjeta de Kanban 5. Todo contenedor de partes está Estandarizado, debe tener anexa una tarjeta de movimiento o producción 6. El número real de partes en el contenedor debe coincidir con la cantidad en la tarjeta Kanban

291
Gestión de Información
Módulo 6. Métodos Lean en la Gestión de Información Apoyo de las tecnologías de Información y comunicaciones En la gestión de Información

292
Propósito Familiarizar al participante con las nuevas tecnologías electrónicas y de comunicaciones enfocadas a reducir los tiempos de respuesta y costos en la gestión de la información de la empresa Realizar prácticas con estas nuevas tecnologías

293
Contenido Gestión de Información / ERP Comunicaciones por EDI
Negocios electrónicos por Internet

294
Enterprise Resource Planning
Gestión de la Información

295
Sistemas MRP II DEFINICIÓN DEL MRP II
Sistema de planeamiento y control de la producción totalmente integrado de todos los recursos de manufactura de la compañía (producción, marketing, finanzas e ingeniería) basado en un soporte informático que responde a la pregunta: ¿QUÉ PASA SÍ ... ?
 basado en un soporte informático que responde a la pregunta: ¿QUÉ PASA SÍ ...")
296
Beneficios aplicando el MRP II
Reducción substancial en el tiempo de obtención de la producción final. Incremento de la productividad con menores costos. Mayor rapidez en la entrega y mejor respuesta a la demanda del mercado. Posibilidad de modificar rápidamente el programa maestro de producción ante cambios no previstos en la demanda.

297
¿Qué es un ERP? Se refiere a un paquete informático que cubre de forma parcial o total las áreas funcionales de la empresa y permite coordinar las actividades. La gama de funciones que cubren los ERP son: Contabilidad Finanzas Administración de órdenes de venta Logística Producción Recursos humanos

298
SISTEMAS DE GESTION EMPRESARIAL
DEL MRP AL ERP

299
¿Por qué invertir en un sistema ERP?
Reducción de dudas concernientes a la veracidad de la información Mejoramiento de la comunicación entre áreas de producción. Reducción de duplicación de la información. Provee una eficiente integración de los procesos comerciales.

300
Integración de los sistemas de gestión empresarial
Gestión de la cadena de suministros (Supply Chain Management) que es intercambio de información y contenidos por todos los agentes implicados en un canal logístico, desde las materias primas hasta los productos terminados. Los sistemas EDI (Electronic Data Interchange) ha proporcionado distintas posibilidades para conectar los sistemas de gestión entre empresas Utilizan lo que se conoce como soluciones B2B (Bussiness to Bussiness) y B2C (Bussiness to Consumer, b to c).
 que es intercambio de información y contenidos por todos los agentes implicados en un canal logístico, desde las materias primas hasta los productos terminados. Los sistemas EDI (Electronic Data Interchange) ha proporcionado distintas posibilidades para conectar los sistemas de gestión entre empresas. Utilizan lo que se conoce como soluciones B2B (Bussiness to Bussiness) y B2C (Bussiness to Consumer, b to c).")
301
Comunicaciones del ERP
Soluciones para la comunicación de un sistema ERP con distintos agentes del entorno de una empresa

302
Comunicaciones por Intercambio Electrónico de Datos EDI - UNIFACT
Electronic Data Interchange Comunicaciones por Intercambio Electrónico de Datos EDI - UNIFACT

303
EDI Transferencia de datos estructurada por estándares de mensajes acordados, entre dos computadoras por medios electrónicos UNIFACT Uso en transacciones regulares en formato estándar: Orden, envío, liberación, factura, pago Ejemplos: JIT Automotríz, Supermercados, Salud UK, etc.

305
EDI - Beneficios Reducción de tiempo de ciclo de orden
Reducción de costos Eliminación de errores Respuestas rápida Facturación exacta y pago por EDI

307
EDI – VANs Privacidad Seguridad Confiabilidad
Protección por ID y Password Seguridad Mensajes de control, enciptado, firmas digitales, mensaje no se pierda Confiabilidad Disponibilidad del hardware y software Almacenamiento de mensajes y registro de auditoría Validación de mensajes contra estándares

308
Negocios Electrónicos por Internet
Esquemas de negocio B2C y B2B

309
Requerimientos de los clientes
Rapidez en servicio y entregas Comodidad de compra Trato individual Precio adecuado y alta calidad Preguntarán ¿Qué has hecho por mí últimamente?

310
Beneficios a las organizaciones
Expande los negocios al ámbito nacional e internacional Reduce los costos de crear, procesar, distribuir, almacenar y recuperar información basada en papel Capacidad para crear negocios altamente especializados ( Permite la operación de cadenas de valor en modo “Pull” iniciando con la orden del cliente en JIT

311
Beneficios a los consumidores
Les permite comprar las 24 horas durante 365 días desde cualquier parte Permite tener muchas alternativas de proveedores y productos, con información instantánea, comparando precios y condiciones Para productos digitalizados la entrega es rápida Permite a los consumidores que interactúen con otros consumidores

312
Beneficios para el consumidor
Sección de preguntas y respuestas más comunes en Web Despliegue de la información de pedidos y requisitos El cliente puede dar seguimiento en línea Permite interactuar con entidades del gobierno (SAT, IMSS, etc.)
")
313
Limitaciones de los Negocios Electrónicos - Técnicas
Falta de seguridad, confiabilidad y algunos estándares Insuficiente ancho de banda de telecomunicaciones Herramientas de desarrollo de software todavía en evolución Dificultades para integrar el software de comercio electrónico con los sistemas operativos normales en la empresa Los proveedores requieren servidores Web y redes

314
Limitaciones de los Negocios Electrónicos – No técnicas
Altos costos internos de desarrollo y falta de experiencia Seguridad y privacidad en ambientes B2B Falta de confianza y resistencia del consumidor, no conoce a los vendedores ni sus instalaciones físicas Vacíos legales y falta de regulaciones; falta de servicios de soporte; falta de masa crítica de consumidores en algunas áreas; puede resultar en ruptura de las relaciones humanas; falta de acceso al Internet

315
La Web y los negocios electrónicos
Sirve para atraer nuevos clientes con mercadotecnia y publicidad Mejor atención de clientes por servicio y soporte remoto Interacción con clientes y búsquedas de información Nuevas formas de relaciones con el cliente Acceso a información del gobierno

316
La Web y los negocios electrónicos
Desarrollo de nuevos mercados y canales de distribución para productos existentes Periódicos y revistas on line Distribución de software Muestras de música y juegos Desarrollo de productos basados en la información Búsqueda de personas, negocios, objetos (switchboard)
")
317
Modelo de negocios B2C

318
Página Web: Front End Productos Contenido con ergonomía
Facilidades al proveedor Facilidades al cliente Facilidades de registro y publicidad

319
Sistemas de apoyo: Back End
Bases de datos SQL, DB2, etc. relacionales Sistemas de transacciones Aspectos legales y conectividad ERP (SAP, Oracle,People Soft) EDI (AIAG, UCS) Sistemas propios (API)
 EDI (AIAG, UCS) Sistemas propios (API)")
320
Business To Business Implica que vendedores y compradores son corporaciones de negocios. Permiten que un negocio establezca relaciones electrónicas con sus distribuidores, revendedores, proveedores y otros socios. Sectores donde se utiliza B2B: Computadoras, electrónicos, utilidades y aplicaciones (software), embarques, almacenes, vehículos, petroquímica, papelería y productos para oficina, alimentos y agricultura son algunos de los sectores en donde más se utiliza el B2B.
, embarques, almacenes, vehículos, petroquímica, papelería y productos para oficina, alimentos y agricultura son algunos de los sectores en donde más se utiliza el B2B.")
321
B2B, información ofrecida
Productos: Especificaciones, precios e histórico de ventas Clientes: Histórico y pronóstico de ventas Proveedores: Productos en línea, tiempos de entrega, términos y condiciones de venta Producción: Capacidades, compromisos, planeación Transportación: Líneas de transporte, tiempos de entrega, costos

322
B2B, información ofrecida
Inventario: Niveles de inventario, localización Alianza en la cadena de suministros: Contactos clave, roles de los socios, responsabilidades, horarios, medidas de desempeño Competidores: Benchmarking, ofertas de productos competitivos, mercado compartido Ventas y Mercadotecnia: Puntos de venta, promociones

323
Esquema de negocios B2B

324
B2B, ventajas Reducción de Costos operativos y administrativos de la empresa. Administración en línea de la información de Clientes, Contactos, Ventas, Ingresos, Pagos, Proveedores, etc. Difusión Universal en horarios continuos Poco personal con alto rendimiento Estructura Organizacional Plana

325
B2B, desventajas Trato impersonal
Las Generaciones más recientes son las más involucradas, por lo cual, es elitista generacional. Es tan rápido en su velocidad de respuesta, que elimina en corto plazo a las empresas que en su estructura organizacional son lentas y burocráticas, por lo cual les es difícil competir. Inversión constante en la actualización de su página electrónica, tiempo de vida visual electrónico muy corto.

326
B2B, conclusiones Los Negocios electrónicos son indispensables entre las empresas. Su efectividad ha cambiado la forma de hacer negocios. Velocidad de Respuesta (Justo a tiempo) Las Estructuras Organizacionales se han aplanado Provee soluciones para los negocios Ética en los negocios
 Las Estructuras Organizacionales se han aplanado. Provee soluciones para los negocios. Ética en los negocios.")
327
Sesión de preguntas y respuestas
Muchas gracias

Presentaciones similares