Descargar la presentación
La descarga está en progreso. Por favor, espere

1
CASO PARTICULAR: TRANSFORMADOR N°1 DE E.T. LUJAN – SAN LUIS
DETECCIÓN DE ANOMALIAS POR METODOS PREDICTIVOS CASO PARTICULAR: TRANSFORMADOR N°1 DE E.T. LUJAN – SAN LUIS MALDONADO CESAR DANIEL

2
Transener S.A. 8800 kilómetros de líneas de transmisión
38 Estaciones Transformadoras con una capacidad de transformación mayor a MVA. Estaciones Transformadoras Región Norte - 20 Estaciones Transformadoras ampliándose a futuro a 28 con las Estaciones que se encuentran en proceso de proyecto y ejecución.

3
2 Bancos de transformadores de 300 MVA 2 Salidas de Línea en 500 kV
E.T. LUJAN – SAN LUIS 2 Bancos de transformadores de 300 MVA 2 Salidas de Línea en 500 kV 2 Salidas de Línea en 132 kV TRANSFORMADORES Marca: Ansaldo Coemsa Tipo: Transf. Banco Monof. Potencia nominal: 50/50/16.67 MVA Tensión nominal: 525 / 138 / 34.5 kV Peso total: kg Marca RBC: MR Tipo RBC: MI 351 Año de P.E.S. T1LU: 1998

4
REEMPLAZO T1LU-R SEPTIEMBRE 2008

5
Evolución C2H2 Trabajos de reemplazo
Desmontaje de elementos auxiliares del transformador y montaje en el transformador instalado. Destrucción de uno de los muros de la batea de contención para permitir el paso del transformador y posterior reconstrucción. Des-cableado de pilotos y cables en caja de comando de transformador retirado y cableado en caja de transformador instalado. Ensayos finales y pruebas.

7
INSPECCION INTERNA T1LU-Aux
MARZO 2009

8
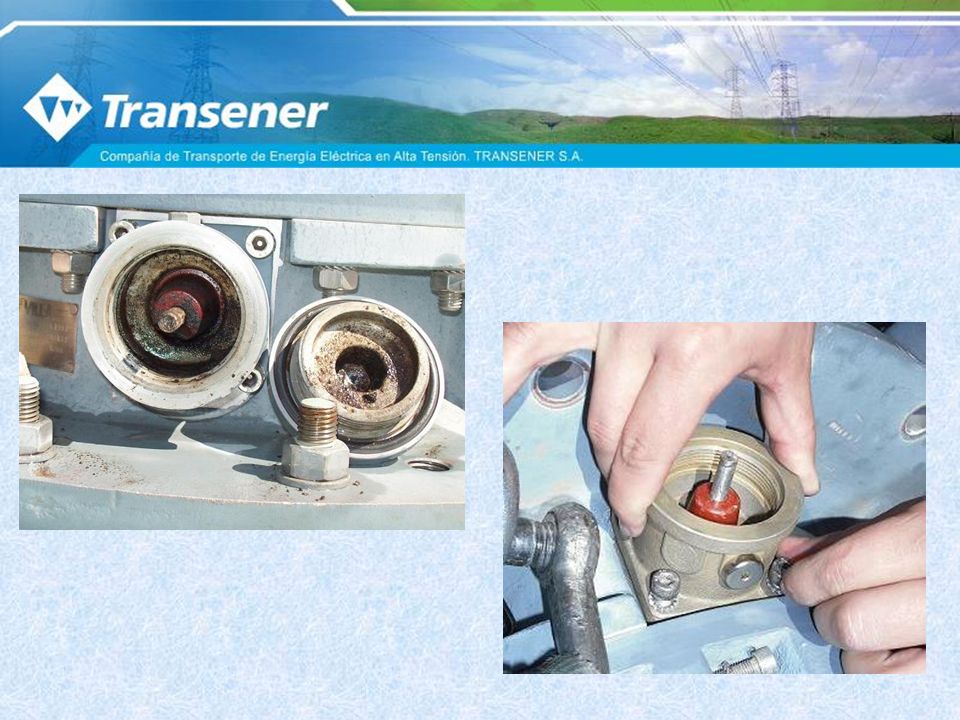
Anormalidades detectadas
Bushing de 550 kV: Test Tap de medición (voltage tap): Corrosión interna y fugas de aceite. - Contacto mecánico entre cable de conexión al RBC y el selector de Taps del RBC. Problema ocasionado a causa de una corta longitud del cable. Contacto del resistor de transición: La función de este contacto es conectar los resistores de transición solo cuando se produce la inversión de signo en la regulación de tensión. Fue comprado este RBC completamente montado por el proveedor del RBC, MR y representa una no conformidad de Areva con MR.
: Corrosión interna y fugas de aceite. - Contacto mecánico entre cable de conexión al RBC y el selector de Taps del RBC. Problema ocasionado a causa de una corta longitud del cable. Contacto del resistor de transición: La función de este contacto es conectar los resistores de transición solo cuando se produce la inversión de signo en la regulación de tensión. Fue comprado este RBC completamente montado por el proveedor del RBC, MR y representa una no conformidad de Areva con MR.")
14
El transformador T1LU-Aux, retirado de la posición “Fase R” en septiembre de 2008, corresponde a un mismo lote de fabricación que las máquinas instaladas en las otras fases ENTONCES ¿Existe la posibilidad de que los defectos encontrados durante la reparación interna del T1LU-Aux, puedan estar presentes en las otras fases que se encuentran en servicio?

15
ACCIONES PREVENTIVAS Aumento de la frecuencia para toma de muestras de Aceite para AGD Se observó un aumento en la tasa de generación de Gases Combustibles en fase “S”, principalmente C2H2 LIMITACIÓN TÉCNICA NO SE DEBE OPERAR EL RBC

16
RESULTADOS DE LAS ACCIONES
Se produjo una estabilización de la taza de evolución de gases combustibles, principalmente en fase “S”. Se incrementaron las posibilidades de que los defectos detectados en el RBC del T1LU-Aux y que dieron origen a la aparición de gases combustibles, se encontrarían también en las máquinas E/S.

17
INSPECCION / REPARACION INTERNA T1LU
FASES R - S - T MAYO 2010

18
ORGANIZACIÓN DEL TRABAJO
Acuerdo previo para la F/S del T1LU con Centro de Operaciones de Transener, Cammesa y Comisión Reguladora de Energía de la Provincia de San Luis. Comienzo de la inspección por fase “S” (mayor tasa de generación de gases combustibles). En caso de detección de anormalidad similar a la encontrada en T1LU-Aux, se continúa con inspección de fases “T” y “R”. Previsiones para el vacío, llenado de aceite y tratamiento acorde a lo indicado en el manual de fabricación y en los procedimientos de Transener.
. En caso de detección de anormalidad similar a la encontrada en T1LU-Aux, se continúa con inspección de fases T y R . Previsiones para el vacío, llenado de aceite y tratamiento acorde a lo indicado en el manual de fabricación y en los procedimientos de Transener.")
19
RECURSOS Maquina de Tratamiento de aceite 5000 l/h.
Maquina de Alto vacío. Secador de Aire Molecular 3,5m3/min. Motocompresor 5,5m3/min y 7kg/cm2. Hidrogrúa de 8 ton. Cisternas para acopio de lts (capacidad para volumen de 2 transformadores).
.")
20
Inspección Interna / Reparación Fase “S”
12/05/10

21
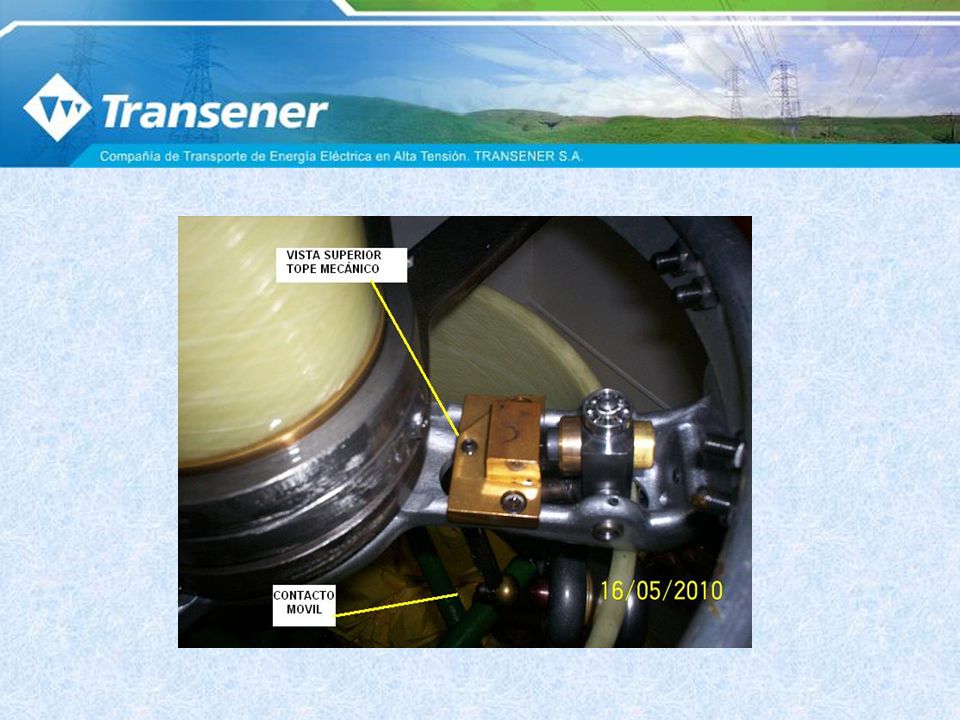
Anormalidades detectadas
Evidencias de descargas eléctricas. Contratuerca mal posicionada Mismo defecto de fabricación en RBC. Distancia detectada 6 mm Distancia alcanzada 23,5 mm

22
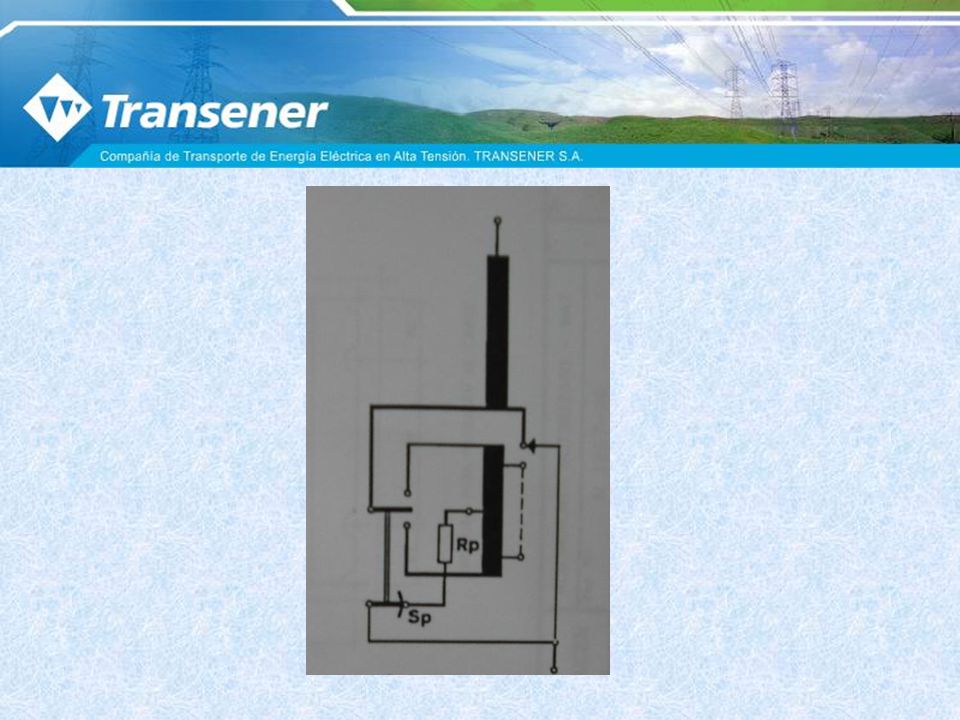
La evidencia de descargas, indica que en el punto indicado se encontraba la causa de evolución de gases combustibles en esta máquina. Se realizaron verificaciones de funcionamiento del RBC en todos sus puntos. Se verificó la correcta conmutación de los resistores de transición. Al pasar por el TAP del cambio de signo de conmutación; una leva produce la unión entre los contactos (se verificó que dicha unión entre los contactos sea correcta) de acuerdo a la siguiente imagen:
 de acuerdo a la siguiente imagen:")
23
SE DETERMINA QUE DEBE CONTINUARSE CON LAS INSPECCIONES DE LAS OTRAS MÁQUINAS

24
Posición final de los contactos

25
Inspección Interna / Reparación Fase “T”
14/05/10

26
Anormalidades detectadas
Distancia original 4,6 mm Distancia alcanzada 25,5 mm Contacto de uno de los cables de acometida con el selector de taps.

27
Medidas adoptadas Corrección de la distancia entre contactos. En este caso la máxima distancia alcanzada por diseño fue de 25,5 mm. Reposicionamiento del conductor de acometida que se encontraba rozando con el selector de Tap´s. Inspección interna general en el transformador. Vacío y llenado con aceite acorde a los procedimientos del fabricante y Transener.

28
Inspección Interna / Reparación Fase “R”
16/05/10

29
Anormalidades detectadas
Igual defecto de fabricación que en fases S y T. Distancia detectada 3,6 mm Distancia alcanzada 21,6 mm

30
Medidas adoptadas Corrección de la distancia entre contactos. En este caso la máxima distancia alcanzada por diseño fue de 21,6 mm. Inspección general en el transformador. Vacío y llenado con aceite acorde a los procedimientos del fabricante y Transener.

31
Conclusiones finales La técnica del mantenimiento predictivo, y en particular, el análisis de gases disueltos en el aceite, han demostrado en este caso que gracias a un correcto seguimiento y análisis, se puede anticipar el comportamiento anormal de una máquina y detectar defectos de fabricación que pueden producir graves consecuencias. La toma de acciones (como la limitación operativa impuesta al RBC del transformador), han permitido garantizar la prestación del servicio con márgenes adecuados de calidad de servicio y preparar simultáneamente los recursos para la intervención correctiva. La correcta administración de recursos humanos y técnicos y planificación del trabajo, permitieron realizar la inspección y corrección de un defecto de fabricación, en un trabajo de sólo 8 días.
, han permitido garantizar la prestación del servicio con márgenes adecuados de calidad de servicio y preparar simultáneamente los recursos para la intervención correctiva. La correcta administración de recursos humanos y técnicos y planificación del trabajo, permitieron realizar la inspección y corrección de un defecto de fabricación, en un trabajo de sólo 8 días.")
32
¡ MUCHAS GRACIAS !

Presentaciones similares