Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Programa de certificación de Black Belts
Lean Seis Sigma Programa de certificación de Black Belts VIII. Lean Seis Sigma – Control P. Reyes / Abril 2010

2
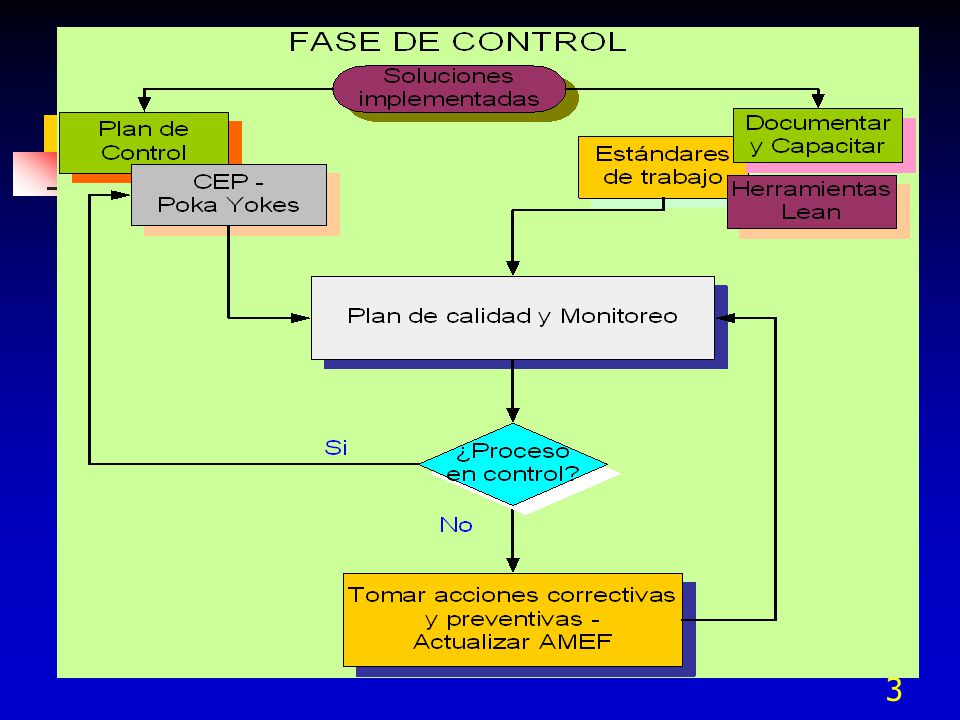
Fase de Control Objetivos: Salidas:
Mantener las mejoras por medio de control estadístico de procesos, Poka Yokes y trabajo estandarizado Anticipar mejoras futuras y preservar las lecciones aprendidas de este esfuerzo Salidas: Plan de control y métodos de control implementados Capacitación en los nuevos métodos Documentación completa y comunicación de resultados, lecciones aprendidas y recomendaciones

4
Metodología Seis Sigma – Fase de Control
A. Control Estadístico del Proceso BB – Cartas especiales B. Otras herramientas de control C. Mantener controles GB – Plan de control D. Mantener mejoras

5
1. Control Estadístico del Proceso

6
Objetivos y beneficios
El CEP es una técnica que permite aplicar el análisis estadístico para medir, monitorear y controlar procesos por medio de cartas de control Se basa en que los procesos presentan variación, aleatoria y asignable Entre los beneficios se encuentran: Monitorear procesos estables e identificar si han ocurrido cambios debido a causas asignables para eliminar sus fuentes

7
Selección de variables
El CEP por variables implica realizar mediciones en la característica de calidad de interés, tal como: Dimensiones Pesos Tiempos de servicio, etc. El CEP por atributos califica a los productos como buenos o como defectivos o en su caso cuantos defectos tiene, tales como: Color, funcionalidad, apariencia, etc.

8
Consideraciones para la selección de variables
Se seleccionan características que impacten en: La seguridad humana Protección del medio ambiente o comunidad Tasa alta de defectos Variables clave del proceso que impacten al producto Las quejas frecuentes de los clientes Adherencia a estándares o requeridas por clientes Variables con dificultad en el proceso Variables medibles Variables que contribuyan a costo de falla interno Variables de control del proceso

9
Subrupos racionales Los subgrupos se seleccionan de tal forma que sean tan homogéneos como sea posible, de tal forma que se tenga la oportunidad máxima de estimar la variación esperada entre los subgrupos Esquemas para formar subgrupos: Productos producidos casi al mismo tiempo en secuencia. Permite una variación mínima dentro del subgrupo y una probabilidad de variación máxima entre subgrupos. Se obtiene información más útil de 5 subgrupos de 5 en vez de uno solo de 25, hay mayor posibilidad de cambio entre subgupos Un subgrupo consiste de una muestra aleatoria representativa de toda la producción durante un periodo de tiempo

10
Fuentes de variabilidad
La variabilidad a largo plazo de un producto, se denomina “dispersión del producto o proceso”. Hay variación de lote a lote, línea a línea, tiempo en tiempo, lo cual se intenta controlar con las cartas de control Las mediciones tomadas en diferentes puntos de la misma unidad define la vairabilidad dentro de la parte

11
Fuentes de variabilidad
Otra variabilidad se presenta de pieza a pieza en proceso productivo A veces el error inherente de medición es significante, consiste de error humano y y error de equipo (R&R) La última variabilidad se debe a la capacidad inherente del proceso, es la reproducbilidad instantánea de la máquina bajo condiciones ideales
 La última variabilidad se debe a la capacidad inherente del proceso, es la reproducbilidad instantánea de la máquina bajo condiciones ideales.")
12
Fuentes de variabilidad

13
¿Qué es una Carta de Control?
Una Carta de Control es como un historial del proceso... ... En donde ha estado. ... En donde se encuentra. ... Hacia donde se puede dirigir Las cartas de control pueden reconocer cambios buenos y malos. ¿Qué tanto se ha mejorado? ¿Se ha hecho algo mal? Las cartas de control detectan la variación anormal en un proceso, denominadas “causas especiales o asignables de variación.”

14
Variación observada en una Carta de Control
Una Carta de control es simplemente un registro de datos en el tiempo con límites de control superior e inferior. Una carta de control identifica los datos secuenciales en patrones normales y anormales. El patrón normal de un proceso se llama causas de variación comunes. El patrón anormal debido a eventos especiales se llama causa especial de variación. Tener presente que los límites de control NO son límites de especificación.

15
Causas comunes o normales
Siempre están presentes Sólo se reduce con acciones de mejora mayores Su reducción es responsabilidad de la dirección Fuentes de variación: Márgenes inadecuados de diseño, materiales de baja calidad, capacidad del proceso insuficiente SEGÚN DEMING El 94% de las causas de la variación son causas comunes, responsabilidad de la dirección

16
Variación – Causas comunes
Límite inf. de especs. Límite sup. de especs. Objetivo

17
Causas Especiales CAUSAS ESPECIALES SEGÚN DEMING
Ocurren esporádicamente Son ocasionadas por variaciones anormales (6Ms) Medición, Medio ambiente, Mano de obra, Método, Maquinaria, Materiales Sólo se reduce con acciones en el piso o línea Su reducción es responsabilidad del operador por medio del Control Estadístico del Proceso SEGÚN DEMING El 15% de las causas de la variación son causas especiales y es responsabilidad del operador
 Medición, Medio ambiente, Mano de obra, Método, Maquinaria, Materiales. Sólo se reduce con acciones en el piso o línea. Su reducción es responsabilidad del operador por medio del Control Estadístico del Proceso. SEGÚN DEMING. El 15% de las causas de la variación son causas especiales y es responsabilidad del operador.")
18
Variación – Causas especiales
Límite inf. de especs. Límite sup. de especs. Objetivo

19
Cartas de control Límite Superior de Control Línea Central
Límite Inferior de Control

20
Patrones de anormalidad en la carta de control
“Escuche la Voz del Proceso” Región de control, captura la variación natural del proceso original M E D I A S C L LSC LIC Tendencia del proceso El proceso ha cambiado Causa Especial identifcada TIEMPO

21
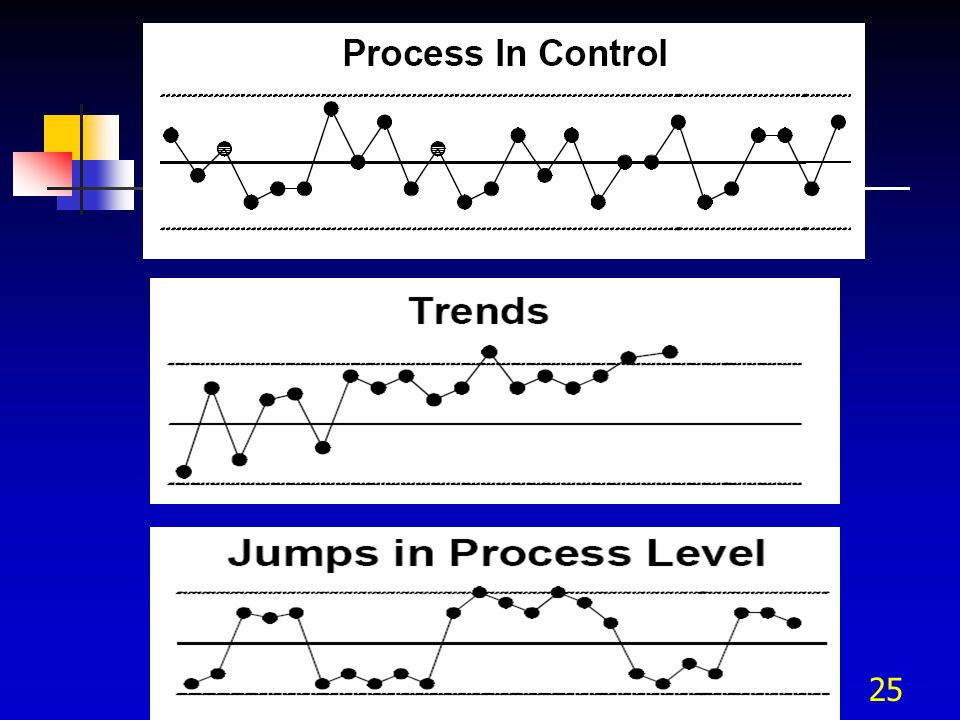
en Control Estadístico
Patrón de Carta en Control Estadístico Proceso en Control estadístico Sucede cuando no se tienen situaciones anormales y aproximadamente el 68% (dos tercios) de los puntos de la carta se encuentran dentro del 1 de las medias en la carta de control. Lo anterior equivale a tener el 68% de los puntos dentro del tercio medio de la carta de control.
 de los puntos de la carta se encuentran dentro del 1 de las medias en la carta de control. Lo anterior equivale a tener el 68% de los puntos dentro del tercio medio de la carta de control.")
22
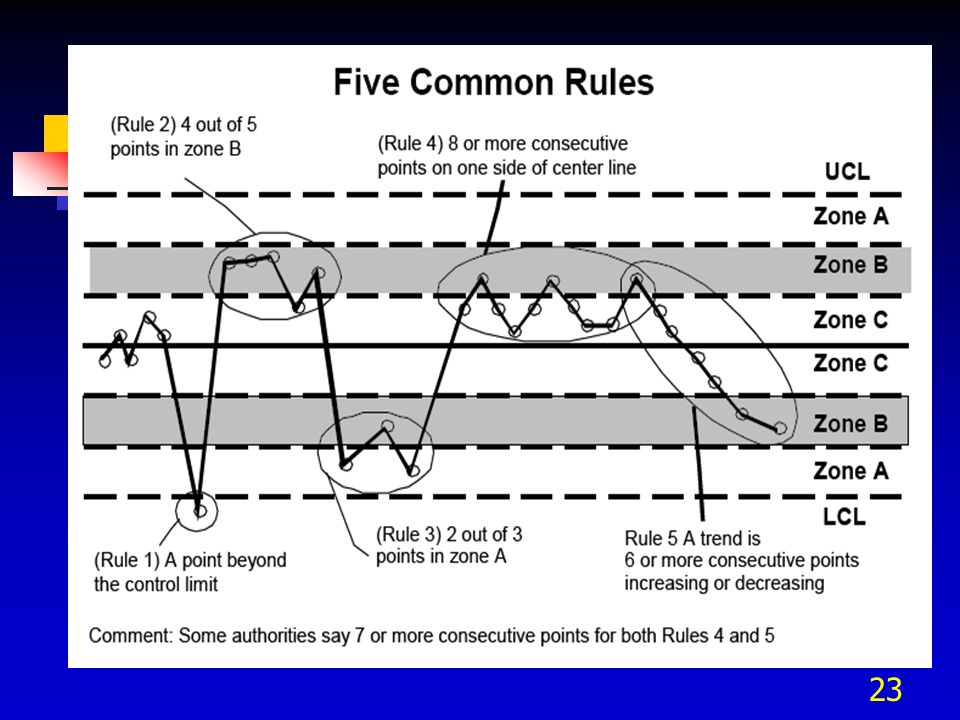
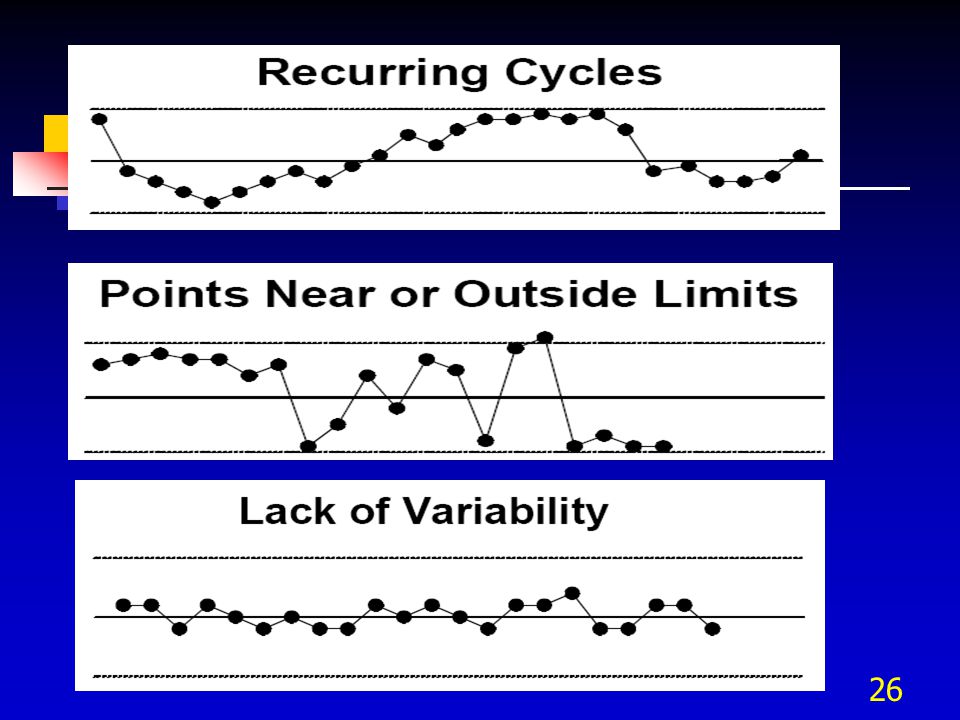
Patrones Fuera de Control
Corridas 7 puntos consecutivos de un lado de X-media. Puntos fuera de control 1 punto fuera de los límites de control a 3 sigmas en cualquier dirección (arriba o abajo). Tendencia ascendente o descendente 7 puntos consecutivos aumentando o disminuyendo. Adhesión a la media 15 puntos consecutivos dentro de la banda de 1 sigma del centro. Otros 2 de 3 puntos fuera de los límites a dos sigma
. Tendencia ascendente o descendente. 7 puntos consecutivos aumentando o disminuyendo. Adhesión a la media. 15 puntos consecutivos dentro de la banda de 1 sigma del centro. Otros. 2 de 3 puntos fuera de los límites a dos sigma.")
27
Prueba de rachas Para hacer una prueba de aleatoriedad de rachas, se siguen los pasos siguientes: Determinar el valor de n1 y n2 (valores por arriba y por debajo de línea central) Determinar el número de corridas o rachas Consultar un valor crítico de estadístico en tablas
 Determinar el número de corridas o rachas. Consultar un valor crítico de estadístico en tablas.")
28
La tabla muestra valores críticos de R para una prueba de dos colas a un 95% de NC. Se rechaza Ho (aleatoriedad) si el total de rachas es menor que el límite inferior o mayor que el límite superior
 si el total de rachas es menor que el límite inferior o mayor que el límite superior.")
29
Por ejemplo: se tienen 24 puntos con 5 rachas por arriba y por debajo de la línea central. El valor crítico es e indica que se esperan entre 8 y 18 rachas. Como hay 5, el comportamiento no es aleatorio.

30
Cartas de Control para variables

31
Tipos de Cartas de control
Las cartas de control se dividen en dos categorías, diferenciadas por el tipo de datos bajo estudio- variables y atributos. Las Cartas de Control para datos variables son utilizadas para características que tienen una magnitud variable. Ejemplo: - Longitud, Ancho, Profundidad - Peso, Tiempo de ciclo, Viscosidad

32
Cartas de Control por Variables
MEDIAS RANGOS (subgrupos de partes cada x horas, para estabilizar procesos) MEDIANAS RANGOS (para monitorear procesos estables) MEDIAS DESVIACIONES ESTANDAR (subgrupos de 9 o más partes cada hora o cada lote de proveedor para monitoreo de procesos o proveedores) VALORES INDIVIDUALES (partes individuales cada x horas, para monitoreo de procesos muy lentos o químicos)
 MEDIANAS RANGOS (para monitorear procesos estables) MEDIAS DESVIACIONES ESTANDAR (subgrupos de 9 o más partes cada hora o cada lote de proveedor para monitoreo de procesos o proveedores) VALORES INDIVIDUALES (partes individuales cada x horas, para monitoreo de procesos muy lentos o químicos)")
33
Implantación de cartas de control por variables
1. Identificar la característica a controlar en base a un AMEF (análisis del modo y efecto de falla) 2. Diseñar los parámetros de la carta (límites de control, subgrupo 3-5 partes, frecuencia de muestreo) 3. Validar la habilidad del sistema de medición por medio de un estudio Repetibilidad & Reproducibilidad 4.Centrar el proceso, correrlo y medir al menos 25 subgrupos de 5 partes cada uno, correspondiente a la producción del mismo turno o día
 2. Diseñar los parámetros de la carta (límites de control, subgrupo 3-5 partes, frecuencia de muestreo) 3. Validar la habilidad del sistema de medición por medio de un estudio Repetibilidad & Reproducibilidad. 4.Centrar el proceso, correrlo y medir al menos 25 subgrupos de 5 partes cada uno, correspondiente a la producción del mismo turno o día.")
34
Cartas de Control por Variables - Metodología de implantación
5. Calcular los límites de control preliminares a 3 Sigma 6. Identificar causas asignables o especiales y tomar acción para prevenir recurrencia 7. Recalcular los límites de control de ser necesario repetir paso 6. Establecer límites preliminares para corridas futuras 8. Continuar el monitoreo y Análisis, tomar acciones en causas especiales y recalcular límites de control cada 25 subgrupos 9. REDUCIR CAUSAS COMUNES DE VARIACIÓN

35
Carta X - R x1 + x2 + x3 + ...+ xN n xi = x1 + x2 + x3 + ...+ xN k x =
Terminología k = número de subgrupos; n = número de muestras en cada subgrupo X i= promedio para un subgrupo X = promedio de todos los promedios de los subgrupos R = rango de un subgrupo R = promedio de todos los rangos de los subgrupos x1 + x2 + x xN n xi = x1 + x2 + x xN k x = LSCX = x + A2 R LICX = x - A2 R LSCR = D4 R LICR = D3 R

36
Carta X-R (Cable.mtw) ¿Cuál gráfica se analiza primero?
¿Cuál es su conclusión acerca del proceso ?

37
Carta X, R Medianas - Rangos
Terminología k = número de subgrupos; n = número de muestras en cada subgrupo Xi = mediana para un subgrupo X = promedio de todas las medianas de los subgrupos R = rango de un subgrupo R = promedio de todos los rangos de los subgrupos LSCX = x + A2 R LICX = x - A2 R LSCR = D4 R LICR = D3 R

38
Ejemplo de carta de medianas

39
Carta X - S Este es un par de Cartas muy similar a las gráficas X - R. La diferencia consiste en que el tamaño de la muestra puede variar y es mucho más sensible para detectar cambios en la media o en la variabilidad del proceso. El tamaño de muestra n es mayor a 9. La Carta X monitorea el promedio del proceso para vigilar tendencias. La Carta S monitorea la variación en forma de desviación estándar. Como se dijo anteriormente, las cartas se dividen en zonas. Aquí están divididas en intervalos de 1 sigma. P. Reyes

40
Carta X, S (Continuación)
Terminología k = número de subgrupos n = número de muestras en cada subgrupo x = promedio para un subgrupo x = promedio de todos los promedios de los subgrupos S = Desviación estándar de un subgrupo S = Desviación estándar promedio de todos los subgrupos x1 + x2 + x xN n x = n B B A C x1 + x2 + x xN k x = LSCX = x + A3 S LICX = x - A3 S LSCS = B4 S LICs = B3 S (usar estos factores para calcular Límites de Control P. Reyes

41
Ejemplo Cartas X-S (Cable.mtw)
")
42
Carta de Individuales (Datos variables)
A menudo esta carta se llama “I” o “Xi” - MR. Esta Carta monitorea la tendencia de un proceso con datos variables que no pueden ser muestrados en lotes o grupos. Este es el caso cuando la capacidad de corto plazo se basa en subgrupos racionales de una unidad o pieza La línea central se basa en el promedio de los datos, y los límites de control se basan en la desviación estándar poblacional (+/- 3 sigmas)
")
43
(usar estos factores para calcular Límites de Control n = 2)
Carta I-MR Terminología k = número de piezas n = 2 para calcular los rangos x = promedio de los datos R = rango de un subgrupo de dos piezas consecutivas R = promedio de los (n - 1) rangos x1 + x2 + x xN n x = n 2 D4 3.27 D3 0 E2 2.66 LSCX = x + E2 R LICX = x - E2 R LSCR = D4 R LICR = D3 R (usar estos factores para calcular Límites de Control n = 2)
 rangos. x1 + x2 + x xN. n. x. = n 2. D D3 0. E LSCX = x + E2 R. LICX = x - E2 R. LSCR = D4 R. LICR = D3 R. (usar estos factores para calcular Límites de Control n = 2)")
44
Ejemplo: Carta I – MR (camshaft.mtw)
Observar la situación fuera de control

45
Cartas de Control para atributos

46
Cartas de control por atributos
Las cartas para atributos son las que tienen características como aprobado/reprobado, bueno/malo o pasa/no pasa. Algunos ejemplos incluyen: - Número de productos defectuosos - Fracción de productos defectuosos - Numero de defectos por unidad de producto - Número de llamadas para servicio - Número de partes dañadas - Pagos atrasados por mes

47
Cartas de control para atributos
Datos de Atributos Tipo Medición ¿Tamaño de Muestra ? p Fracción de partes defectuosas, Constante o variable > 30 defectivas o no conformes np Número de partes defectuosas Constante > 30 c Número de defectos Constante = 1 Unidad de inspección u Número de defectos por unidad Constante o variable en unidades de inspección

48
Cartas de Control tipo p
p - CON LÍMITES DE CONTROL VARIABLES p - CON n PROMEDIO p - ESTANDARIZADA CURVA CARACTERÍSTICA DE OPERACIÓN OC Y ARL

49
2... Cartas de Control por Atributos
c – Número de defectos Se cuentan los defectos que tienen cada unidad de inspección de tamaño n constante en productos complejos – TV, computadoras u – Defectos por unidad Se cuentan los defectos que tienen diferentes unidades de inspección de tamaño n variable en productos complejos y se determinan los defectos por unidad – TV, computadoras

50
Situaciones fuera de control
Un punto fuera de los límites de control. Siete puntos consecutivos en un mismo lado de la línea central. Siete puntos consecutivos, todos aumentando o disminuyendo. Catorce puntos consecutivos, alternando hacia arriba y hacia abajo Dos de tres puntos fuera de los límites preventivos (a dos sigmas)
")
51
Carta p (Exh_qc.mtw) ¿Observe los límites variables y el punto 1
Rejects Sampled 20 98 18 104 14 97 16 99 13 97 29 102 21 104 14 101 6 55 6 48 7 50 7 53 9 56 5 49 8 56 9 53 9 52 10 51 10 47 ¿Observe los límites variables y el punto 1 Fuera de control, se puede aprender algo De las muestras 9 a 15?

52
Carta np (Atributos) Se usa cuando se califica al producto como bueno/malo, pasa/no pasa. Monitorea el número de productos defectuosos de una muestra El tamaño de muestra (n) es constante y mayor a 30. Terminología (igual a gráfica p, aunque n es constante) n = tamaño de cada muestra (Ejemplo: producción semanal) np = número de unidades defectuosas en cada muestra k = número de muestras
 es constante y mayor a 30. Terminología (igual a gráfica p, aunque n es constante) n = tamaño de cada muestra (Ejemplo: producción semanal) np = número de unidades defectuosas en cada muestra. k = número de muestras.")
53
(toys.mtw Np options: split 10)
Carta np (toys.mtw Np options: split 10) Rejects 8 13 7 5 12 27 10 Etc. El tamaño de muestra es constante, el operador grafica directamente el número de defectuosos y le evita hacer cálculos
 Rejects Etc. El tamaño de muestra es constante, el operador grafica. directamente el número de defectuosos y le evita hacer cálculos.")
54
4... Carta c (Atributos) Terminología
Monitorea el número de defectos por cada unidad de inspección (1000 metros de tela, 200 m2 de material, un TV) El tamaño de la muestra (n unidades de inspección) debe ser constante Ejemplos: - Número de defectos en cada pieza - Número de cantidades ordenadas incorrectas en órdenes de compra Terminología c = Número de defectos encontrados en cada unidad o unidades constantes de inspección k = número de muestras
 El tamaño de la muestra (n unidades de inspección) debe ser constante. Ejemplos: - Número de defectos en cada pieza. - Número de cantidades ordenadas incorrectas en órdenes de compra. Terminología. c = Número de defectos encontrados en cada unidad o unidades constantes de inspección. k = número de muestras.")
55
(C chart options S limits 1 2 3 Place bound lower 0)
Carta c - Exh_qc.mtw (C chart options S limits Place bound lower 0) Blemish 2 4 1 5 Etc.
 Blemish Etc.")
56
Carta u (Atributos) Monitorea el número de defectos en una muestra de n unidades de inspección. El tamaño de la muestra (n) puede variar Los defectos por unidad se determinan dividiendo el número de defectos encontrados en la muestra entre el número de unidades de inspección incluidas en la muestra (DPU o número de defectos por unidad) . Ejemplos: Se toma una muestra de tamaño constante de tableros PCB por semana, identificando defectos visuales por tablero. Se inspeccionan aparatos de TV por turno, se determinan los defectos por TV promedio.
 . Ejemplos: Se toma una muestra de tamaño constante de tableros PCB por semana, identificando defectos visuales por tablero. Se inspeccionan aparatos de TV por turno, se determinan los defectos por TV promedio.")
57
Carta u (cont..) Defects Sample 9 110 11 101 2 98 5 105 15 110 13 100
9 110 11 101 2 98 5 105 15 110 13 100 8 98 7 99 5 100 2 100 Etc.

58
Capacidad de proceso por atributos
Para cartas de control p y np en base a la fracción promedio de productos defectivos o no conformes es: Cp >=1.33 es equivalente a p <= 62 ppm NOTA: Equivale a que el porcentaje de partes buenas sea cuando menos del % Para cartas de control c y u dependen de la especificación proporcionada por el cliente

59
Cartas especiales de control
Revisado por Mónica Yris el 4 de Marzo de 1999. Se cambió el diseño, se revisó ortografía y parcialmente se cotejo la traducción. Inglés- Español. Si se hicieron algunos cambios en la traducción y en algunas partes donde no se había traducido porque lo dejaron en ingles. 1

60
Cartas especiales de control
Carta de sumas acumuladas CuSum Carta de promedios móviles ponderadas exponencialmente Carta de promedios móviles simples

61
Cartas de sumas acumuladas CuSum

62
Gráfica de Sumas acumuladas ( CuSum )
Se usa para registrar al centro del proceso. Es más sensible que la gráfica X al movimiento de los pequeños cambios sostenidos en el centro del proceso. Es más sensible que la gráfica X al movimiento de separación gradual del centro del proceso. Es menos sensible que la gráfica X al desplazamiento grande y único del centro del proceso. Se puede aplicar a las Xs o a las Xs individuales Sus parámetros clásicos son h = 4; k = 0.5

63
Carta de sumas acumuladas CuSum
Son más eficientes que las cartas de Shewhart para detectar pequeños corrimientos en la media del proceso (2 sigmas o menos) Para crear la carta Cusum se colectan m subgrupos de muestras, cada una de tamaño n y se calcula la media de cada muestra Xi-media. Después se determina Sm o S’m de las ecuaciones siguientes:
 Para crear la carta Cusum se colectan m subgrupos de muestras, cada una de tamaño n y se calcula la media de cada muestra Xi-media. Después se determina Sm o S’m de las ecuaciones siguientes:")
64
Carta de sumas acumuladas CuSum – Con Máscara en V
La carta de control CuSum se obtiene graficando los valores de Sm o S’m como función de m. Si el proceso permanece centrado, la carta tenderá hacia el valor de la media 0 Si el proceso se corre gradualmente hacia arriba o hacia abajo, será indicado en la carta. Su sensibilidad está determinada por los parámetros k y h. Una forma de identificar si el proceso sale de control es con una mascara en V cuyo origen se coloca en el último punto de suma acumulada determinado y observando que ninguno de los puntos anteriores se salga, de otra forma tomar acción

65
Carta CuSum – parámetros de la máscara en V
h = Intervalo de decisión – Valor medio del ancho de máscara en el punto de origen k = Corrimiento a ser detectado en sigmas – Pendiente de los brazos de la máscara en V f = Respuesta inicial rápida - Identifica puntos fuera de control en el arranque T = Meta o especificación nominal; n = Tamaño de subgrupo Ci = Valor de los 2 lados de la máscara en el tiempo i C0 = 0 Ci = Ci (i - T) Puntos graficados de la máscara = Ci Pendiente de la máscara en V = k / raiz (n) Ancho de máscara en el origen = 2h / raiz (n) Origen de la máscara en V = p Por omisión Xmedia = µ, Sp/c4(d) = , T = 0, h = 4, k = .5, p = m
 Puntos graficados de la máscara = Ci. Pendiente de la máscara en V = k / raiz (n) Ancho de máscara en el origen = 2h / raiz (n) Origen de la máscara en V = p. Por omisión Xmedia = µ, Sp/c4(d) = , T = 0, h = 4, k = .5, p = m.")
66
Ejemplo de carta Cusum con Máscara en V
Target = 5, sigma = 1, h = 2, k =0.5, Vmask

67
Continuación de ejemplo – con máscara en V
Agregando 4 Puntos adicionales Se observa que se Salen los puntos 16, 17 y 18 Requiriendo acción Target = 5, sigma = 1, h = 2, k =0.5, Vmask

68
Carta CuSum– Sólo un Límite inferior o superior
CIi = valor del nivel bajo de la Cusum de un lado inferior en tiempo i CSi = valor del nivel alto de la Cusum de un lado superior en tiempo i Datos graficados = CIi, CSi Línea central = 0

69
Cata CuSum – sólo un Límite superior o inferior
Target = 5, sigma = 1, h = 2, k =0.5, One Sided FIR = 1 sigma, Reset after each signal

70
Carta CuSum – Forma tabular para un solo límite inf. ó sup.
Los límites para cada valor se calculan dependiendo de si es hacia el lado superior Sh o hacia el inferior Sl Como ejemplo si K = 0.5 y µ0 = 10 y X1 = 9.45, Sh(1) = max [0, 9.45 – ] = 0 etc.. Cuando Sh(i) toma un valor negativo, se regresa a cero y continua el proceso, si excede el límite superior de control H en este caso indica que el proceso está fuera de control min
 = max [0, 9.45 – ] = 0 etc.. Cuando Sh(i) toma un valor negativo, se regresa a cero y continua el proceso, si excede el límite superior de control H en este caso indica que el proceso está fuera de control. min.")
71
Carta CuSum – Forma tabular para un solo límite inf. ó sup.
Periodo Xi Xi-10.5 Sh(i) Nh 1 9.45 -1.05 2 7.99 -2.51 3 9.29 -1.21 4 11.66 1.16 5 12.16 1.66 2.82 6 10.18 -0.32 2.50 7 8.04 -2.46 0.004 8 11.46 0.96 1.00 9 9.20 -1.30 En este caso el Valor de H es 5 H Máscara en V
 Nh En este caso el. Valor de H es 5. H. Máscara en V.")
72
Carta Cusum (Crankshd.mtw)
AtoBDist Etc. Hay un corrimiento en los puntos 4 a 10

73
Fórmulas Cusum un lado Los límites de control están a un cierto número de desviaciones estándar por arriba o por debajo de la línea central (h = 4 intervalo de decisión o distancia de límites en sigmas; k corrimiento en sigmas a ser detectado; m = 5 tamaño de subgrupo)
")
74
Carta EWMA de promedios móviles ponderados exponencialmente

75
Carta de Promedios Móviles Ponderados Exponencialmente (EWMA)
Monitorea un proceso promediando los datos de tal forma que les da cada vez menos peso conforme son removidos en el tiempo En la carta de Shewhart la decisión en relación al estado de control del proceso en cierto instante t depende de la medición más reciente y de los límites de control En la carta EWMA la decisión depende del estadístico EWMA que es el promedio ponderado exponencial de los datos.

76
Carta de Promedios Móviles Ponderados Exponencialmente (EWMA)
Es más sensible que la gráfica X al movimiento de los pequeños cambios sostenidos en la media del proceso. Es más sensible que la gráfica X al movimiento de separación gradual de la media del proceso. Es menos sensible que la gráfica X a desplazamientos grandes de la media del proceso. Se puede aplicar a las Xs o a las Xs individuales.

77
Carta de Promedios Móviles Ponderados Exponencialmente (EWMA)
Seleccionando un factor de ponderación la carta puede ser sensible a corrimientos graduales pequeños en la media del proceso. El estadístico EWMA es: EWMAo es la media (meta) de los datos históricos S es la desviación estándar de los datos históricos para n grande Yt es la observación en el tiempo t n es el número de observaciones monitoreadas incluyendo 0 0 < <=1 es una constante que determina la memoria de EWMA
 de los datos históricos. S es la desviación estándar de los datos históricos para n grande. Yt es la observación en el tiempo t. n es el número de observaciones monitoreadas incluyendo 0. 0 < <=1 es una constante que determina la memoria de EWMA.")
78
Carta de Promedios Móviles Ponderados Exponencialmente (EWMA)
determina la tasa en la cual los datos “antiguos” entran en el cálculo del estadístico EWMA. Un valor de =1 indica que sólo el último dato será incluido (carta Shewhart). Un valor grande de da más peso a datos recientes y menos peso a datos antiguos. Un valor pequeño de da más peso a datos antiguos Un valor común para es 0.2 para detectar cambios 1 y de 0.4 para detectar cambios de 2
. Un valor grande de da más peso a datos recientes y menos peso a datos antiguos. Un valor pequeño de da más peso a datos antiguos. Un valor común para es 0.2 para detectar cambios 1 y de 0.4 para detectar cambios de 2")
79
Carta de Promedios Móviles Ponderados Exponencialmente (EWMA)
Los límites de control se determinan como sigue: La carta EWMA requiere que se obtengan datos históricos del proceso para calcular la Media y desviación estándar representativas del mismo para continuar el monitoreo, asumiendo que estuvo en control al colectar los datos Para los primeros valores de X, la desviación estándar S se calcula como:

80
Carta de Promedios Móviles Ponderados Exponencialmente (EWMA)
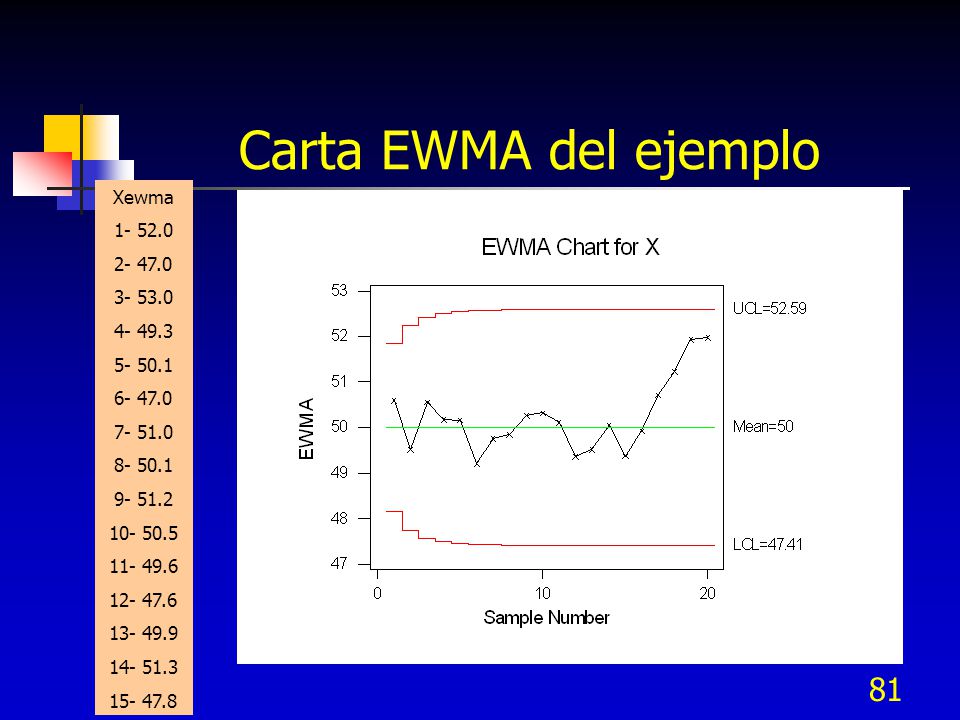
Ejemplo: Si EWMAo = 50 y s = , = 0.3 entonces se tiene: Y 52 47 53 49.3 50.1 51 EWMA 50 50.6 49.5 50.56 50.18 50.16 49.12 49.75

81
Carta EWMA del ejemplo Xewma 1- 52.0 2- 47.0 3- 53.0 4- 49.3 5- 50.1
82
Carta EWMA Z0 = X Z1 = X1 + (1- ) Z0 Z2 = X2 + (1- ) Z1
Con Z = EWMA _ Los puntos a graficar son los siguientes : Observa que Z es un promedio ponderado de X i y de todas las Xs anteriores. La típica forma de una gráfica EWMA se muestra a continuación. _ _ _ UCL Los cálculos, especialmente de los límites de control, son tan complejos que normalmente este tipo de gráfica se realiza por medio de un paquete de computo. XII LCL subgrupo

83
Carta de Promedios Móviles Ponderados Exponencialmente (EWMA)
Si la desviación estándar se estima de la carta X-R entonces los límites de control se determinan como sigue:

84
Carta de Promedios Móviles Ponderados Exponencialmente (EWMA)
Esta carta proporciona un PRONOSTICO del siguiente valor de la media, lo cual es muy importante para el caso de control automatizado. Los límites de control permiten detectar cuando se requiere un ajuste y la diferencia entre el valor pronosticado y la media meta permiten identificar de cuanto debe ser el ajuste

85
Carta de Promedios Móviles Ponderados Exponencialmente (EWMA)
Se puede desarrollar una ecuación para el clásico control PROPORCIONAL, INTEGRAL y DIFERENCIAL (PID). Donde los parámetros de las lambdas 1, 2 y 3 se seleccionan para obtener el mejor desempeño de pronóstico Si e representa el error entre el valor real y pronósticado en el periodo t se tiene:
. Donde los parámetros de las lambdas 1, 2 y 3 se seleccionan para obtener el mejor desempeño de pronóstico. Si e representa el error entre el valor real y pronósticado en el periodo t se tiene:")
86
Carta de control de promedios móviles

87
Carta de control de Promedios Móviles
Monitorea un proceso promediando los últimos W datos. Con valores individuales se usa W = 2 Tiene una sensibilidad intermedia entre las cartas de control de Shewhart y las cartas EWMA o Cusum para detectar pequeñas corridas graduales en la media del proceso Suponiendo que se colectan muestras de tamaño n y se obtienen sus respectivas medias Xi. La media móvil promedio de amplitud W en el tiempo t se define como sigue:

88
Carta de control de Promedios Móviles
El procedimiento de control consiste en calcular la nueva media móvil Mt cada vez que haya una nueva media muestral, graficando Mt en la carta, si excede los límites de control el proceso está fuera de control En general la magnitud del corrimiento que se quiere detectar esta inversamente relacionado con W, ente mayor sea W se podría detectar corrimientos más pequeños

89
Ejemplo de carta de promedios móviles
Xmm 2- 6.0 6- 9.5 7- 6.0

90
Cartas Multivariadas

91
Departure Stay Satisfaction
Carta T2 – varianza generalizada (hospital.mtw variables Stay satisfaction S. size Departure) En un hospital se monitorea la satisfacción del paciente cuando sale, se encuestan a 5 pacientes al día. Como la satisfacción y el tiempo de estancia están correlacionados se usa una carta T2 para monitorear la media y variabilidad de la satisfacción (1 a 7) y la estancia en días. Investigar que pasó en los días 18 y 19 Departure Stay Satisfaction 1/01/ 1/01/ 1/01/ 1/01/ 1/01/ 1/02/ 1/02/ 1/02/ 1/02/ 1/02/
 En un hospital se monitorea la satisfacción del paciente cuando sale, se encuestan a 5 pacientes al día. Como la satisfacción y el tiempo de estancia están correlacionados se usa una carta T2 para monitorear la media y variabilidad de la satisfacción (1 a 7) y la estancia en días. Investigar que pasó en los días 18 y 19. Departure Stay Satisfaction. 1/01/ /01/ /01/ /01/ /01/ /02/ /02/ /02/ /02/ /02/")
92
Carta MEWMA (toys.mtw variables Weight Lenght S. size Day)
Se desea monitorear en forma simultanea el peso (gramos) y longitud de juguetes (pulgadas), se toman 4 muestras diarias durante 20 días. Se observa que el proceso está dentro de control Weight Length Etc.
 y longitud de juguetes (pulgadas), se toman 4 muestras diarias durante 20 días. Se observa que el proceso está dentro de control. Weight Length Etc.")
93
B.1 Mantenimiento productivo total (TPM)
")
94
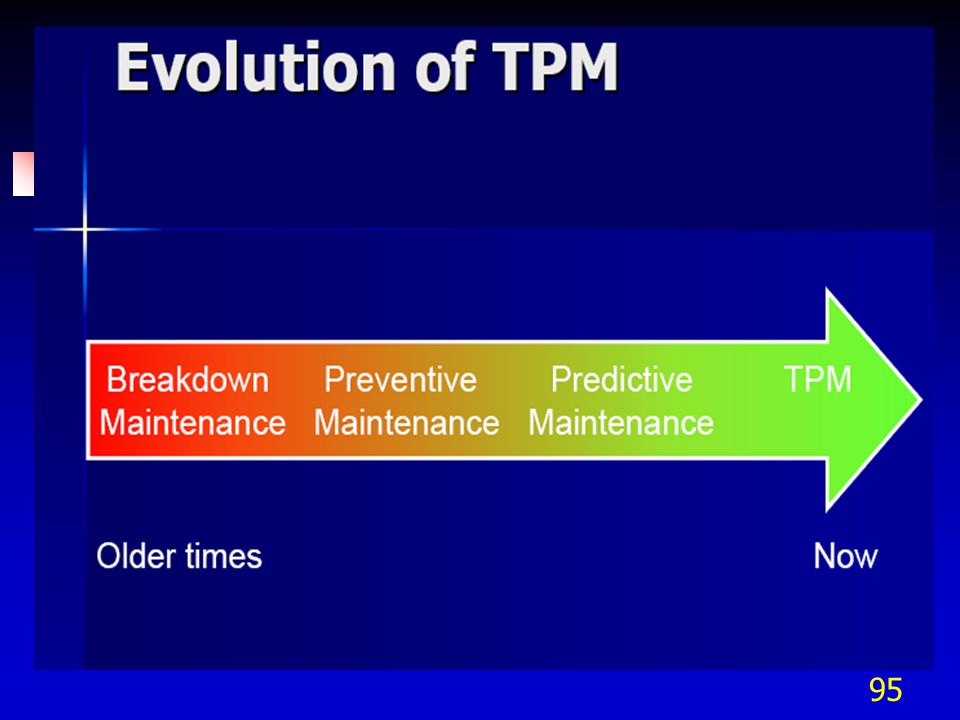
Mantenimiento Productivo Total (TPM) para Mfra. Lean
Su objetivo es maximizar la efectividad del equipo a través de toda su vida útil al 100% Es Implantado y mantenido por diversos departamentos involucrados en los equipos Involucra a TODOS los empleados, desde el operador hasta el director Se apoya en grupos Kaizen de mejora

96
Elementos del Mantenimiento Productivo Total (TPM)
Mantenimiento correctivo programado Mantenimiento preventivo (incluye predictivo por proveedores: termografía infrarroja, análisis de vibraciones y aceites) Mantenimiento productivo autónomo por operadores (limpieza, lubricación, etc.) Mantenimiento proactivo por Ingeneiría (rediseño, Poka Yokes)
 Mantenimiento productivo autónomo por operadores (limpieza, lubricación, etc.) Mantenimiento proactivo por Ingeneiría (rediseño, Poka Yokes)")
97
Beneficios del TPM Mejoras en productividad Mejoras en calidad
Mejoras en tiempos de entrega Mejoras en seguridad Mejoras en higiene Mejoras en la moral de los empleados Cuanto más automático sea el equipo, más importante es el TPM

98
Características del TPM
Esfuerzos para maximizar la efectividad del equipo Es un sistema de mantenimiento productivo para ampliar la vida útil de la maquinaria Se implementa por ingeniería, operadores y mantenimiento Involucra a todos los empleados, desde la dirección hasta los de planta Mantenimiento autónomo por los operadores Actividades de grupos pequeños coordinados en la empresa

99
Lo total en TPM Significa lo siguiente:
Efectividad total en el logro de la eficiencia económica y rentabilidad Mantenimiento preventivo, prevención del mantenimiento y mantenabilidad total Participación total de todos los empelados, incluye el mantenimiento autónomo por los operadores El objetivo del TPM es cero fallas, cero paros y cero defectos

100
6 Pérdidas por equipos reducidas por el TPM
Fallas en el equipo: causan tiempos muertos y reducen la productividad Preparación y ajustes: se deben mejorar los tiempos de preparación y ajuste Ocio y paros menores: sensores defectuosos, partes atoradas en transportadores, etc. causan paros menores y pérdidas

101
6 Pérdidas por equipos reducidas por el TPM
Velocidad reducida: es la diferencia entre la velocidad de diseño y la velocidad real Defectos de proceso: por mal funcionamiento Rendimiento reducido: pérdidas por arranques y paros del equipo

102
Metas en las 6 pérdidas Pérdidas por fallas o tiempos muertos 0 min.
Pérdidas por preparación y ajustes <10min. Pérdidas de velocidad min. Ocio y paros menores min. Pérdidas por defectos de calidad min. Pérdidas en el rendimiento minimizar

103
Control de las fallas - TPM
Mantener en control las condiciones básicas (limpieza, lubricación, atornillado) Apego a procedimientos operativos Restablecer la deterioración Mejorar las debilidades de diseño Mejorar la operación y mantenimiento
 Apego a procedimientos operativos. Restablecer la deterioración. Mejorar las debilidades de diseño. Mejorar la operación y mantenimiento.")
104
Diseño para mantenabilidad
Las siguientes guías mejoran la mantenabilidad y disponibilidad de los equipos Estandarización: minimizar el número de partes diferentes en el sistema Modularización: tener estándares en tamaño, formas, unidades, para facilitar los procesos de ensamble y desensamble Empaque funcional: colocar todas las las partes requeridas de un artículo en un kit o paquete

105
Diseño para mantenabilidad
Intercambiabilidad: controlar las tolerancias funcionales. Intercambio de partes dañadas con buenas Accesibilidad: facilitar a los operadores a hacer su trabajo adecuadamente. Todas las partes deben estar accesibles y deben ser fáciles de cambiar Aviso de falla de funcionamiento: proporciona un medio de aviso a los operadores cuando falla la máquina. Puede incluir gages, instrumentos, luces o sonidos

106
Diseño para mantenabilidad
Aislamiento de falla: seguimiento e identificación de la falla. Se puede minimizar con mantenimiento preventivo, equipo de prueba interconstruido (BITE), simplicidad en el diseño de partes y personal competente Identificación: Tener una identificación única de todos los componentes y métodos de registro de mantenimiento correctivo y preventivo
, simplicidad en el diseño de partes y personal competente. Identificación: Tener una identificación única de todos los componentes y métodos de registro de mantenimiento correctivo y preventivo.")
107
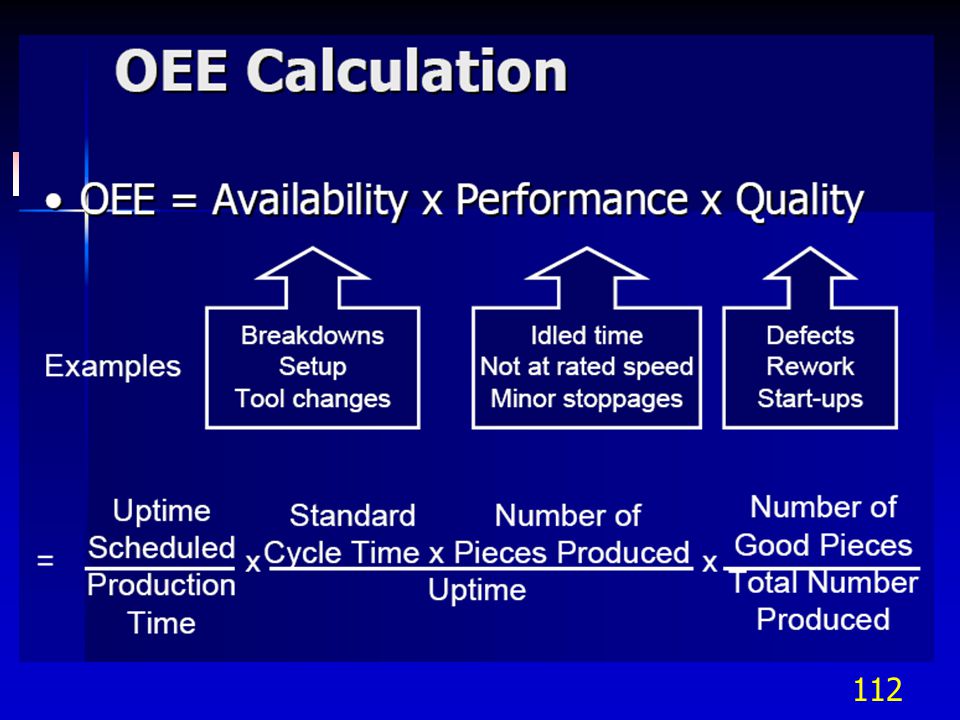
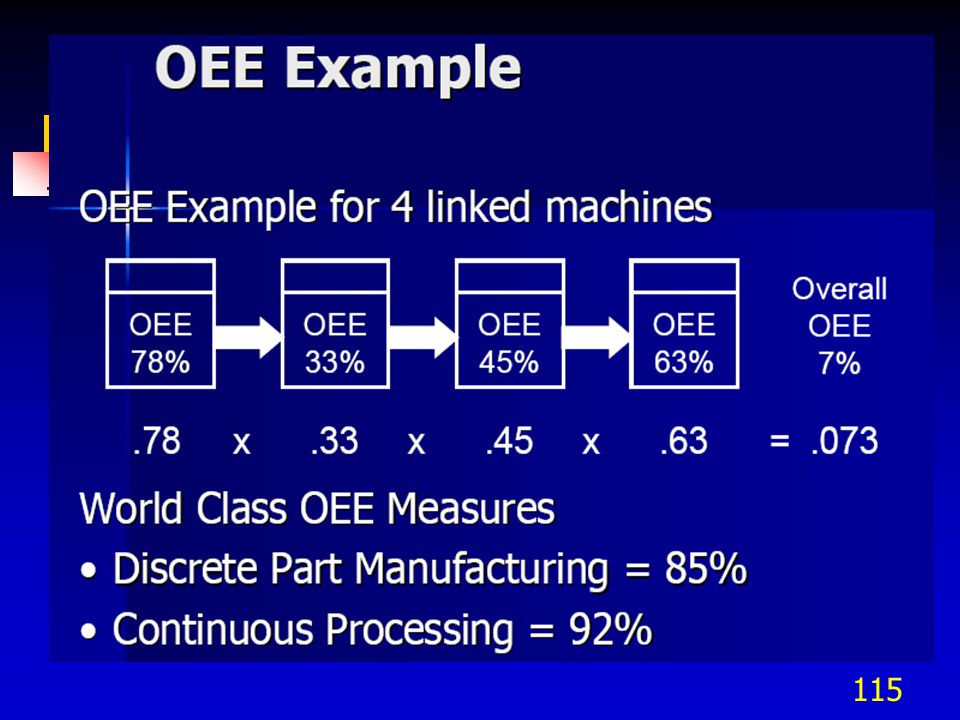
Métricas de TPM La métrica básica es la Efectividad General del Equipo (OEE) aunque hay algunas variantes en su fórmula: OEE=Disponibilidad X (Eficiencia ) X (Tasa de calidad ) de desempeño de productos Disponibilidad = tiempo de operación / Tiempo de carga = (Tiempo de carga – Tiempo muerto)/Tiempo carga
 X (Tasa de calidad ) de desempeño de productos. Disponibilidad = tiempo de operación / Tiempo de carga. = (Tiempo de carga – Tiempo muerto)/Tiempo carga.")
108
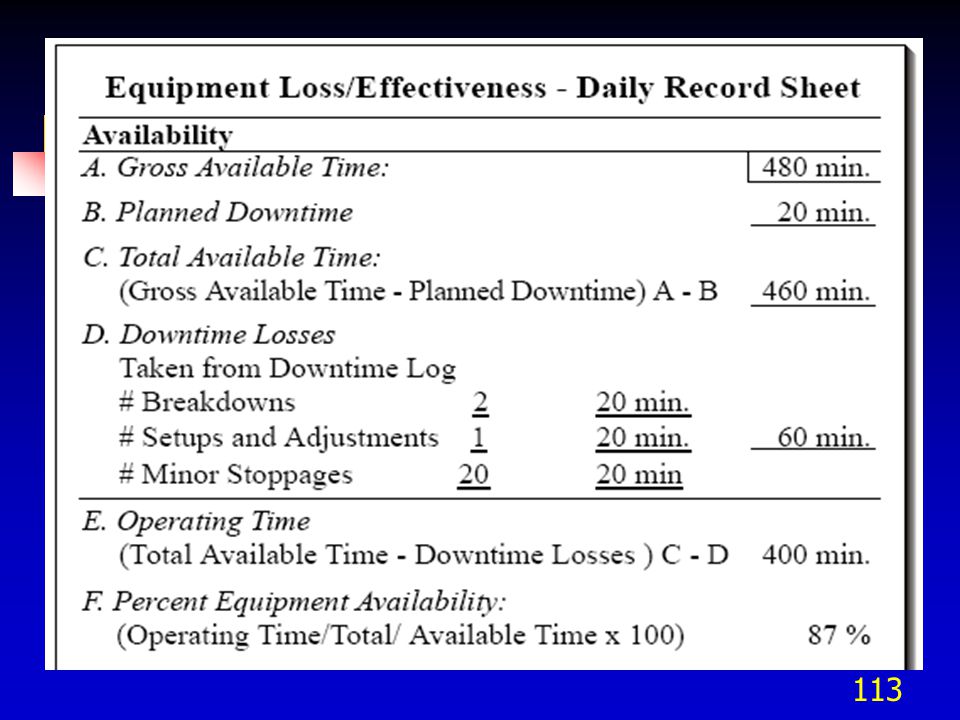
Métricas de TPM Tiempo de carga=Tiempo disponible por turno o unidad - Tiempo muerto planeado (desayuno, baño, etc.) Tiempo de operación=Tiempo de carga–Tiempo muerto Ejemplo: Si hay 480 min./turno, 15 min. De preparación, 10 minutos de descanso obligatorio, 30 minutos de tiempo muerto. ¿Cuál es el tiempo de carga y la disponibilidad? Tiempo de carga= 480 – 10 = 470 min Disponibilidad = (470 – (30+15))/470 = 90.4%
 Tiempo de operación=Tiempo de carga–Tiempo muerto Ejemplo: Si hay 480 min./turno, 15 min. De preparación, 10 minutos de descanso obligatorio, 30 minutos de tiempo muerto. ¿Cuál es el tiempo de carga y la disponibilidad Tiempo de carga= 480 – 10 = 470 min Disponibilidad = (470 – (30+15))/470 = 90.4%")
109
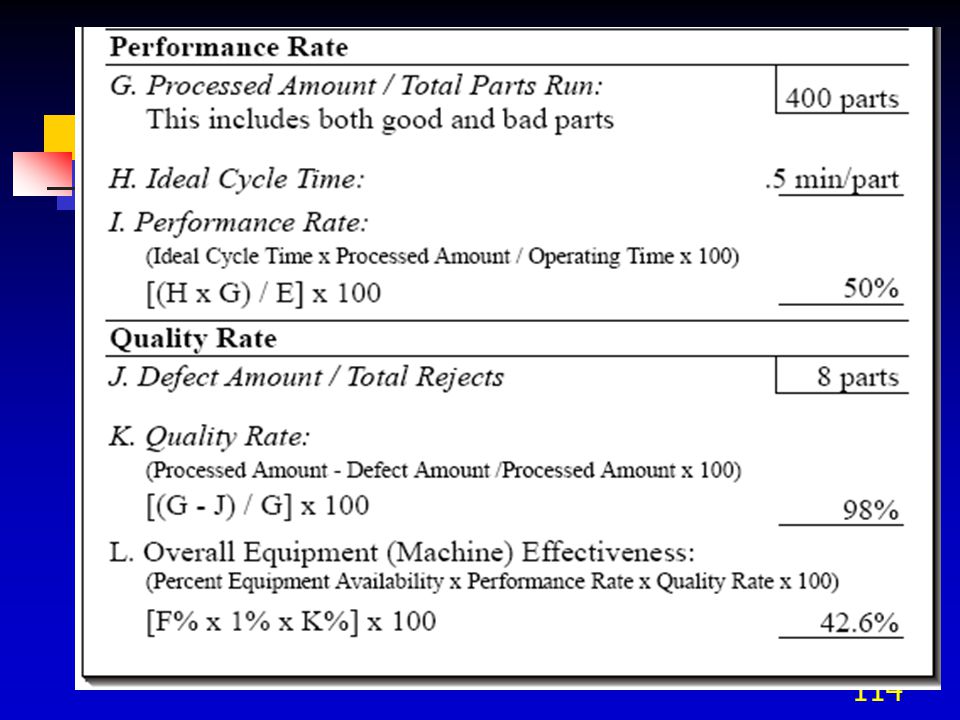
Métricas de TPM Tasa de velocidad de operación = Tiempo ciclo teórico / Tiempo ciclo real Por ejemplo: si el ciclo de tiempo es de 1 min / unidad, y el ciclo real es de 1.5 min. / unidad, ¿Cuál es la tasa de velocidad de operación? Tasa de velocidad de operación = 1 / 1.5 = 66.7%

110
Métricas de TPM Tasa neta de operación = Tiempo real de proceso / Tiempo de operación Mide la estabilidad del equipo, paros pequeños y ajustes: Tasa neta de operación = Cantidad procesada x Tiempo de ciclo real / Tiempo de operación Por ejemplo: si se procesan 185 unidades, ciclo real 1.5 min., tiempo de operación 425 min. Tasa neta de operación = (185 x 1.5)/425 = 65.3%
/425 = 65.3%")
111
Métricas de TPM Eficiencia de desempeño = Tasa de velocidad de operación x Tasa neta de operación O Sea Eficiencia de operación = x = 43.6% Efectividad general del equipo OEE = Disponibilidad x eficiencia de desempeño x tasa de calidad producto Si tasa de calidad del producto es de 95%. El OEE = x x 0.95 = 37.4%

116
Métricas de TPM Los objetivos son: Disponibilidad > 90%
Eficiencia de desempeño > 95% Tasa de calidad de producto > 99%

117
Premio japonés anual a empresas con TPM (JIPM)
Se evalúan los incrementos en calidad y productividad incluyendo: Reducción de costos Reducción de inventarios Reducción y eliminación de accidentes Control de la contaminación Ambiente de trabajo

118
Pasos para implantar el mantenimiento productivo total
Fase P a s o D e t a l l e s 1.- La alta dirección anuncia inicio TPM Conferencia sobre TPM al personal Directores: seminarios. General: presentaciones 2.- Programa de educación y campaña Preparación Crear comités en cada nivel para promoción, asignar staff 3.- Crear organizaciones/ promoción 4.- Establecer políticas básicas y metas Evaluar condiciones actuales, metas Preparar planes detallados de actividades. 5.- Formular plan maestro Implantación preliminar 6.- Organizar acto de lanzamiento Invitar clientes, gente importante 7.Mejorar la efectividad de cada equipo Seleccionar equipo modelo. Formar equipo de proyecto. 8.- Programa de mantenimiento autónomo Promover los 7 pasos, fabricar útiles de diagnóstico y establecer proc. de certificación de los trabajadores Implantación 9. Programa de mantenimiento para Equipos nuevos por mantenimiento. Incluye mantto. periódico, y predictivo, gestión de repuestos, herramientas, dibujos y programas 10. Dirigir el entrenamiento para mejorar operación y capacidad de mantenimiento Entrenar a los líderes, estos comunican información con los miembros del grupo. 11. Programa actualización de los equipos antiguos Reconstrucción y mantenimiento preventivo Estabilización 12. Perfeccionar y mejorar el TPM Evaluación para el premio PM, fijar objetivos mas elevados Pasos para implantar el mantenimiento productivo total

119
7 pasos para desarrollar el mantenimiento autónomo
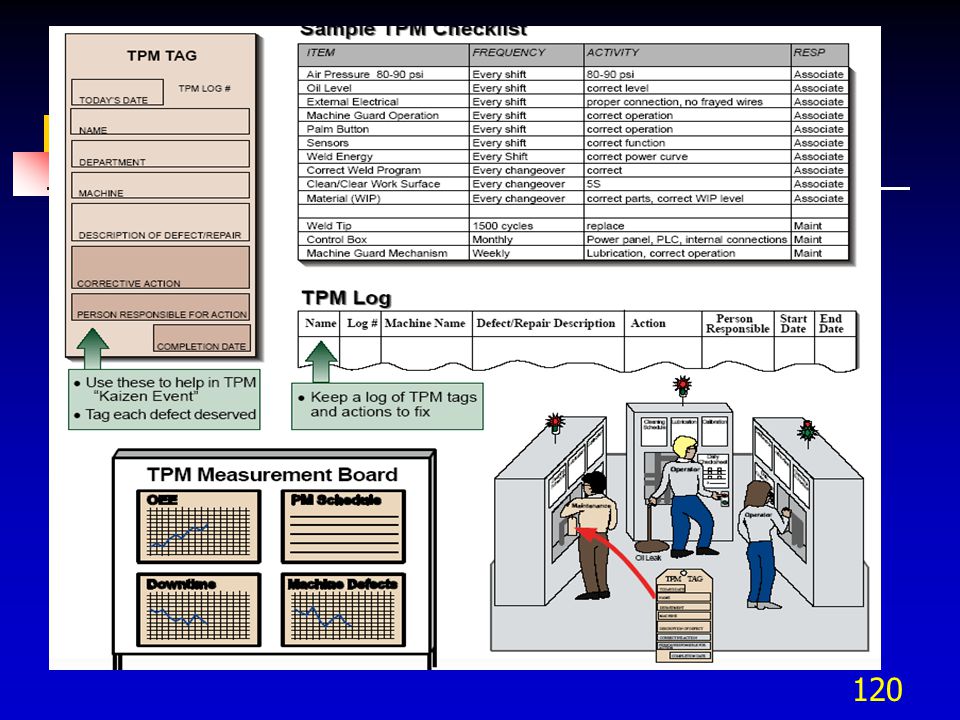
L O S P A S O S L A S A C T I V I D A D E S Limpiar para eliminar polvo y suciedad, principalmente en el cuerpo del equipo; lubricar y apretar pernos, descubrir problemas 1.- Limpieza Inicial (5S’s) 2.- Acciones en la fuente de los problemas Prevenir la causa del polvo, suciedad y difusión de esquirlas, mejorar partes que son difíciles de limpiar y lubricar, reducir el tiempo requerido para limpiar y lubricar 3.- Estándares de limpieza y lubricación Establecer estándares que reduzcan el tiempo gastado limpiando, lubricando y apretando ( específicamente tareas diarias y periódicas Con la inspección manual se genera instrucción los miembros de círculos descubren y corrigen defectos menores del equipo 4.- Inspección General 5.- Inspección autónoma Desarrollar y emplear listas de chequeo para inspección autónoma Estandarizar categorías de control de lugares de trabajo indivi duales; sistematizar a fondo el control del mantenimiento: estándares de inspección, limpieza y lub., registro datos y matto 6.- Organización y orden 7.- Mantenimiento autónomo pleno Desarrollos adicionales de políticas y metas compañía, incre mentar regularidad de actividades mejora. Registrar resultados análisis MTBF y diseñar contramedidas en concordancia
 2.- Acciones en la fuente. de los problemas. Prevenir la causa del polvo, suciedad y difusión de esquirlas, mejorar partes que son difíciles de limpiar y lubricar, reducir el. tiempo requerido para limpiar y lubricar. 3.- Estándares de limpieza y. lubricación. Establecer estándares que reduzcan el tiempo gastado. limpiando, lubricando y apretando ( específicamente. tareas diarias y periódicas. Con la inspección manual se genera instrucción. los miembros de círculos descubren y corrigen. defectos menores del equipo. 4.- Inspección General. 5.- Inspección autónoma. Desarrollar y emplear listas de chequeo para. inspección autónoma. Estandarizar categorías de control de lugares de trabajo indivi. duales; sistematizar a fondo el control del mantenimiento: estándares de inspección, limpieza y lub., registro datos y matto. 6.- Organización y orden. 7.- Mantenimiento autónomo. pleno. Desarrollos adicionales de políticas y metas compañía, incre. mentar regularidad de actividades mejora. Registrar resultados. análisis MTBF y diseñar contramedidas en concordancia.")
121
Resultados esperados del TPM
Eliminación de fugas de aceite Disminución dramática de tiempos muertos Incremento en la eficiencia de los equipos Reducción de paros no programados Reducción de rechazos en producto intermedio y producto final Disminución de consumo de energía Reducción de horas hombre mantenimiento correctivo Reducción costo por contratistas Reducción de costo por partes de repuesto Menor polvo ambiental Menor ruido Menos conflictos producción / mantenimiento

122
Administración visual

123
Razones de la administración visual
Hacer visibles los problemas Ayudar a los trabajadores y directores a mantener contacto directo con el lugar de trabajo (gemba) Clarificar los objetivos para la mejora Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
 Clarificar los objetivos para la mejora. Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina. con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
124
Métodos de administración visual
Ayudas visuales que eviten errores Jidokas que paren las máquinas si se detectan defectos Avisos de peligro y precaución Indicaciones de donde deben ponerse las cosas Designaciones del equipo Colores claros y etiquetas en instalaciones y equipo Uso de pizarrones, celulares, Nextel Instructivos audiovisuales a la vista Sistemas Kanban Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
, la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
125
Ejemplo de fábrica visual

126
Ayudas visuales

127
Mantenimiento de controles
Re evaluación del sistema de medición Plan de control

128
Re - evaluación de sistemas de medición
Las mejoras reducen la variación, lo que puede requerir una reevaluación de los sistemas de medición La incertidumbre colectiva de los estándares de medición no debe exceder el 25% de la tolerancia aceptable de cada una de las características calibradas (MIL-STD A)
")
129
Re - evaluación de sistemas de medición
En el caso de la industria automotriz, en su manual Measurement System Analysis (MSA). Máximo error de R&R aceptable 10% Puede ser aceptable entre 10 a 30% dependiendo de la importancia de la aplicación, costos, costos de reparar, etc. Más de 30% es inaceptable La expresión de la incertidumbre incluye un rango y un nivel de confianza
. Máximo error de R&R aceptable 10% Puede ser aceptable entre 10 a 30% dependiendo de la importancia de la aplicación, costos, costos de reparar, etc. Más de 30% es inaceptable. La expresión de la incertidumbre incluye un rango y un nivel de confianza.")
130
Plan de control

131
Estandarización 1. Controles para la mejora.
2. Formas para eliminar causas. 3. Datos de control de resultados. 4. Aplicación de soluciones en otros procesos. 5. Uso de métodos de estandarización. .

132
TIPS PARA EL INSTRUCTOR
Prevención de la reincidencia – Estandarización NOTAS DEL INSTRUCTOR TIPS PARA EL INSTRUCTOR El instructor explicará que el siguiente paso de la metodología es la prevención de la reincidencia.Es decir, qué es lo que vamos a hacer para que no vuelva a ocurrir el problema. El Poka - Yoke es una herramienta que forma parte de la metodología de kaizen, la cual se verá más adelante. DISPOSITIVOS A PRUEBA DE ERROR ( Poka - Yokes ). GUOQCSTORY.PPT B -26
. 22 GUOQCSTORY.PPT. B -26.")
133
Prevención de la reincidencia
Realizar actividades para asegurar la no reincidencia del problema. Se debe de tener un control de las mejoras y de los nuevos estándares, estas deben de ser acciones que realmente eliminen las causas de los problemas. Herramientas a utilizar: hojas de verificación, cartas de control, histogramas, métodos de documentación de archivos, ISO- TS 9000, 5W +1H, etc.

134
Prevención de la reincidencia

135
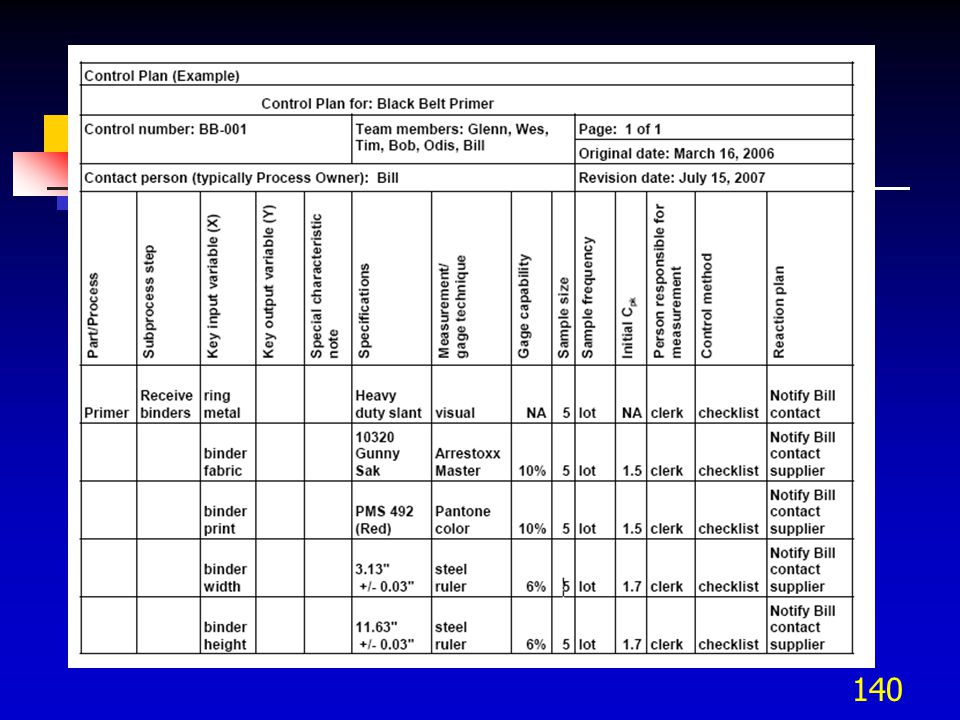
Plan de control Es un documento que describe las características críticas para la calidad (CTQs), las Y’s y X’s cr´ticas, de las partes o del proceso. A través de este sistema de seguimiento y control, se cumplen los requerimientos del cliente y se reduce la variación Cada parte o proceso debe tener un plan de control. Se pueden agrupar en familias
, las Y’s y X’s cr´ticas, de las partes o del proceso. A través de este sistema de seguimiento y control, se cumplen los requerimientos del cliente y se reduce la variación Cada parte o proceso debe tener un plan de control. Se pueden agrupar en familias")
136
Plan de control Se tienen los siguientes planes de control, en todos los casos indican los controles dimensionales, tipos de materiales y pruebas de desempeño requeridas : Prototipo – usado durante el desarrollo Prelanzamiento – usado para producciones piloto,

137
Plan de control Producción – se utiliza durante la producción normal de la parte, incluye las características del producto o partes, controles de proceso, pruebas, análisis del sistema de medición y planes de reacción Los planes de control son documentos vivos para seguimiento y control del proceso, los dueños del proceso son los responsables de estos planes

138
Cierre del proyecto Incluir las siguientes consideraciones:
Identificar al dueño del proceso Involucrar al equipo en el plan de control Crear procedimientos e instructivos actualizados Notificar y entrenar al personal afectado Asegurar que el entrenamiento en el plan de control es efectivo Poner el plan en el sistema documental adecuado Lograr acuerdo entre el equipo y el dueño del proceso

139
Entradas para el plan de control
Diagramas de flujo del proceso FMEAs, DFMEAs, PFMEAs del sistema Análisis de causa y efecto Características especiales del cliente Datos históricos Lecciones aprendidas Conocimiento de proceso del equipo Despliegue de la función de calidad (QFD) Diseños de experimentos Aplicaciones estadísticas y estudios mutivari Análisis de regresión
 Diseños de experimentos. Aplicaciones estadísticas y estudios mutivari. Análisis de regresión.")
141
Plan de control - Todas las Operaciones - Todas las actividades
- Todos los procesos - Todas las Operaciones - Todas las actividades - Un proceso - Una actividad - Operaciones Limitadas

142
One Way to Standardize a Process

143
Mantenimiento de mejoras
Lecciones aprendidas Desarrollo del plan de capacitación Documentación Evaluación continua

144
Mantenimiento de mejoras
Lecciones aprendidas Despliegue de capacitación Documentación Evaluación periódica

145
Lecciones aprendidas

146
Lecciones aprendidas Es uno de los últimos pasos en el análisis post mortem (también llamado lecciones aprendidas, evaluación post proyecto). Es una revisión formal y crítica documentada realizada por un comité de personal calificado, se incluyen todas las fases del desarrollo del proyecto

147
Lecciones aprendidas Algunos tópicos de la revisión incluyen:
Adecuación del personal, tiempo y dinero Efectividad del proyecto total Que tan bien se dio seguimiento al proyecto Qué tan bien se coordinó y se informaron los avances Qué tan bien trabajo el equipo de proyecto Qué tan bien se reconoció al equipo La efectividad de las acciones El nivel de calidad de los productos y servicios entregados

148
Lecciones aprendidas El éxito o falla de un proyecto se mide en tres dimensiones: ¿Se lograron las metas y objetivos? ¿Se logró dentro de las fechas compromiso? ¿Estuvo el proyecto por arriba o por debajo de las restricciones de costo? Un proyecto exitoso cumple con los todos los criterios, sin emabrgo puede ser considerado bueno aun si no se cumplió alguno de los criterios

149
Lecciones aprendidas Los resultados de los proyectos se presentan a la dirección por el equipo. Cuando se han identificado las mejores acciones correctivas, se deben estandarizar en la empresa Los resultados de esta revisión de proyecto deben ser archivados, junto con los documentos del proyecto para referencia futura

150
Reconocimiento al equipo Seis Sigma
Este paso es de los más importantes ya que sin un reconocimiento adecuado a los resultados alcanzados, se envía el mensaje de ganar perder para el personal y se elimina la motivación para trabajar en nuevos proyectos de mejora. Los reconocimientos son muy variados y dependen de la empresa y los resultados alcanzados en particular.

151
Despliegue del plan de entrenamiento

152
Despliegue del plan de entrenamiento
El entrenamiento mejora las habilidades y amplia el conocimiento de los empleados. Cierra la brecha entre necesidades de capacitación actuales y deseadas, se sugiere los siguiente: Construir un currículum robusto Proporcionar formas para que interactúe el personal Explotar la tecnología Documentar las mejores prácticas

153
Despliegue del plan de entrenamiento
La capacitación debe ser soportada por todos los niveles de la organización. Se debe dar después de que se crea o se modifica un proceso, identificando quienes requieren ser capacitados para mantener el cambio. El personal clave se debe incluir desde el principio en el equipo de mejora

154
Despliegue del plan de entrenamiento
Los beneficios de una capacitación adecuada incluyen: Mejor comprensión del compromiso para mejorar Mejor comprensión del proceso y su intención Comprensión clara de las expectativas Mejor comprensión de cómo hacer la tarea Mejor comprensión de cómo ajustar un proceso Comprensión clara de donde obtener ayuda, si se requiere para control del proceso

155
Documentación

156
Docuementación Un sistema efectivo de control, se caracteriza por documentos formales, donde se establecen lineamientos a los empleados de cómo realizar las tareas, quien es responsable de las tareas, o como trabaja el sistema de la empresas, se tienen varias alternativas, organizadas por jerarquías o niveles: Manuales (políticas, lineamientos, 1er. nivel) Procedimientos (responsabilidades, 2do. nivel) Estándares de operación Instrucciones de trabajo (pasos específicos, 3er. nivel) Registros (evidencias, 4to. nivel)
 Procedimientos (responsabilidades, 2do. nivel) Estándares de operación. Instrucciones de trabajo (pasos específicos, 3er. nivel) Registros (evidencias, 4to. nivel)")
157
Documentación Contenido básico de un documento de procedimiento o instrucción (escrito de forma que lo entiendan los usuarios): Propósito Bases Alcance Pande sugiere unas guías para los docuemntos: Hacer el documento simple y breve Hacer el documento claro, invitador y manejable Incluir opciones para “emergencias” Tener un proceso para revisiones y actualizaciones

158
Evaluación continua

159
Evaluación continua Se debe mantener un sistema de mejora continua para que la empresa avance, el proceso es el siguiente:

160
Evaluación continua En adición al seguimiento de las mejoras debe haber un balance en el seguimiento de los otros indicadores de desempeño de la empresa, incluyendo: Resultados de desempeño Resultados de calidad Resultados financieros Resultados de Benchmarking Mediciones de capacidad de procesos Resultados de auditorias Análisis FODA

161
Evaluación continua Los resultados anteriores se muestran en reportes con gráficas y cartas de preferencia. La organización debe tener un comité de revisión para atender tanto los problemas como las oportunidades de mejora

Presentaciones similares