Descargar la presentación
La descarga está en progreso. Por favor, espere

2
BIOTECNOLOGIA

3
CONOCIMIENTO CIENTIFICO
AMBIENTAL Biorremediación Monitoreo ambiental Control de la polución MEDICINA AGROPECUARIO APLICACIONES UTILES Diagnóstico Rendimiento de cosechas Calidad de alimentos Vacunas Terapéutica Salud animal Biosensores Cultivo de células y tejidos Bioprocesos Ingeniería genética HERRAMIENTAS BIOTECNOLOGICAS Antisentido Anticuerpos monoclonales Ingeniería de proteínas Bioquímica Biología Celular Ingeniería Bioquímica Inmunología CONOCIMIENTO CIENTIFICO Computación Microbiología Genética Biología Molecular Fisiología

4
Nos encontramos frente a una nueva “Revolución Industrial” llamada Biotecnología, no basada en hierro y acero sino en microbios que, en manos de científicos, se convierten en minúsculas fábricas para producir fármacos, compuestos químicos industriales, combustibles o alimentos.

5
El prefijo “BIO” se refiere a bacterias, levaduras y otras células vivas, así como a componentes de estas células. La “TECNOLOGIA” consiste en relucientes depósitos de acero, llenos de microbios, conectados a sus fuentes de alimentación y oxígeno mediante una intrincada red de válvulas que se cierran y abren según los ritmos que marca una computadora.

6
DEFINICION Según la Organización de Cooperación y Desarrollo Económicos: Es la aplicación de los principios científicos y de la ingeniería al procesamiento de materiales por agentes biológicos para proveer bienes y servicios.

7
PRINCIPIOS CIENTIFICOS Y DE LA INGENIERIA:
Conjunto muy amplio de disciplinas que ponen especial énfasis en la Microbiología, Bioquímica, Biología Molecular, Genética, Inmunología e Ingeniería Bioquímica y Química.

8
MATERIALES: Incluye a aquellos orgánicos e inorgánicos, en tanto los agentes biológicos son, en general, catalizadores biológicos; en particular, microorganismos, células animales, células vegetales, virus y enzimas.

9
BIENES: Todos los productos (alimentos, productos farmacéuticos, recuperación de metales, etc.) SERVICIOS: Lo relacionado específicamente con las prestaciones tales como purificación de agua o tratamiento de efluentes y extracción de derrames de petróleo.

10
AREAS TEMATICAS PRIORITARIAS
SALUD: Vacunas (desarrollo de vacunas por procedimientos que utilicen ingeniería genética). Reactivos de diagnóstico: Desarrollo de reactivos por técnicas inmunológicas (enzimo-inmunoensayos o por ingeniería genética).
. Reactivos de diagnóstico: Desarrollo de reactivos por técnicas inmunológicas (enzimo-inmunoensayos o por ingeniería genética).")
11
AREA AGRICOLA: Diagnóstico de fitopatógenos en plantas de interés económico. Desarrollo de agentes de control biológico y plantas. Desarrollo de plantas transgénicas resistentes a las plagas, enfermedades y herbicidas. Modificación del contenido celular en macromoléculas. Métodos de mejoramiento de especies a través de técnicas no convencionales. Aceleración en la obtención de híbridos. Utilización de marcadores moleculares. Identificación y caracterización de genes de interés.

12
AREA PECUARIA: SANIDAD ANIMAL: Desarrollo de métodos para el diagnóstico de enfermedades animales. Producción de nuevas vacunas virales, bacterianas y parasitarias por técnicas de avanzada. PRODUCCION ANIMAL: Manipulación y sexado de embriones. Hormonas para el mejoramiento de la producción animal.

13
PRODUCCION DE INSUMOS INDUSTRIALES:
Mejoramiento y control de calidad de las industrias de alimentos, incluyendo derivados lácteos, vinos y cervezas. Tratamiento biológico de efluentes.

14
HISTORIA DE LA BIOTECNOLOGIA

15
6000 AC: Arte de fermentar. Los sumerios y babilonios usaban levaduras para fabricar cerveza.
4000 AC: Los egipcios descubrieron la manera de fermentar pan con la levadura cervecera. Libro del Génesis (9: 20,21): “Noé se dedicó a la labranza y plantó una viña. Bebió del vino, se embriagó…”
: Noé se dedicó a la labranza y plantó una viña. Bebió del vino, se embriagó…")
16
Siglo XIV DC: Destilación de bebidas alcohólicas
Siglo XIV DC: Destilación de bebidas alcohólicas. Uso de bacterias de ácido acético para fabricar vinagre, de bacterias de ácido láctico para conservar la leche (yogur, por ejemplo). Siglo XVII: Anthony von Leeuwenhoek ( ) descubre el mundo microbiano con sus microscopios primitivos. Siglo XIX: El desarrollo técnico de los microscopios permite demostrar el origen de los microbios y vencer la creencia de la “generación espontánea”.
. Siglo XVII: Anthony von Leeuwenhoek ( ) descubre el mundo microbiano con sus microscopios primitivos. Siglo XIX: El desarrollo técnico de los microscopios permite demostrar el origen de los microbios y vencer la creencia de la generación espontánea .")
17
Hablando de “generación espontánea”, veamos algunas recetas interesantes…

18
Ambroise Paré ( ), el más célebre cirujano de su siglo, escribe: “Hallándome en una viña de mi propiedad, próxima al pueblo de Meudon, hice romper una enorme cantidad de grandes piedras sólidas. Dentro de una de ellas se encontró un grueso sapo vivo, sin que hubiera en la piedra la menor apariencia de abertura…

19
…Me maravilló el hecho de que este animal hubiese podido nacer, crecer y vivir allí. Pero el cantero me dijo que no había por qué asombrarse, pues varias veces había hallado animales de ésta y de otras clases en lo más recóndito de las piedras, sin que existiese el menor indicio de una abertura. Se puede explicar así el nacimiento y la vida de estos animales: son engendrados a partir de alguna sustancia húmeda de las piedras, cuya humedad, al entrar en putrefacción, produce tales seres.”

20
Van Helmont ( ), el más grande fisiólogo de la época, indica lo siguiente para la obtención de ratones: un vaso lleno de trigo se cubre con una camisa sucia, preferentemente de mujer. “Un fermento originado en la camisa y transformado por el olor de los granos, convierte el trigo mismo en ratones.” Esta metamorfosis dura cerca de veintiún días, o sea el tiempo de gestación de ratón y nuestro naturalista se asombre de su notable rapidez…

21
…”Ello, nos dice, es tanto más admirable cuanto que los ratones originados por el trigo y la camisa no son pequeños ni lactantes, ni minúsculos, ni deformes, sino muy bien formados y pueden saltar.”

22
Francesco Redi ( ): Médico italiano que demostró que los gusanos de la carne son larvas de mosca y que no aparecen si la carne se guarda bien tapada (“fiambrera”). Lázaro Spallanzani ( ): Naturalista italiano, demostró que los microbios son transportados por el aire; los mismos no invaden los frascos cerrados herméticamente. Nicolas-Francois Appert ( ): Desarrolla los primeros procedimientos de enlatado.
: Naturalista italiano, demostró que los microbios son transportados por el aire; los mismos no invaden los frascos cerrados herméticamente. Nicolas-Francois Appert ( ): Desarrolla los primeros procedimientos de enlatado.")
23
Louis Pasteur ( ): Fue quien sentó las bases de la futura industria biotecnológica al demostrar que todos los procesos de fermentación eran el resultado de la actividad microbiana. Edward Buchner ( ): Descubre, dentro de las células microbianas, las sustancias vitales responsables de todas las transformaciones químicas: las enzimas.
: Descubre, dentro de las células microbianas, las sustancias vitales responsables de todas las transformaciones químicas: las enzimas.")
24
Hasta la primera guerra mundial, apenas progresó la idea de utilizar bacterias y levaduras para fabricar otra cosa que no fuera alcohol. Sin embargo, las restricciones impuestas durante el conflicto anunciaron lo que puede llamarse como “segunda era biotecnológica.”

25
La Guerra Mundial (1914-1918) supuso demandas biotecnológicas:
Proceso Neuberg para producir glicerol (para nitroglicerina) mediante la “fermentación dirigida” de Saccharomyces cerevisiae. Agregando álcali y bisulfito de sodio al depósito de fermentación alcohólica se fomentaba la producción de glicerol. Proceso Weizmann, usando Clostridium acetobutylicum, para la producción de disolventes como la acetona (fabricación de cordita).
 mediante la fermentación dirigida de Saccharomyces cerevisiae. Agregando álcali y bisulfito de sodio al depósito de fermentación alcohólica se fomentaba la producción de glicerol. Proceso Weizmann, usando Clostridium acetobutylicum, para la producción de disolventes como la acetona (fabricación de cordita).")
26
Los descubrimientos de Pasteur, Robert Koch ( ) y Alexander Fleming (1928) revolucionaron el tratamiento de las enfermedades infecciosas con el descubrimiento de los antibióticos. Durante la Segunda Guerra Mundial comienza la tercera era biotecnológica, por la necesidad de contar con ciertos medicamentos para que las víctimas no murieran de sepsis bacteriana.

27
Puede decirse que la “cuarta era biotecnológica” comienza a principios de la década de 1970, con el advenimiento de la Ingeniería Genética. El descubrimiento de los sistemas de restricción y modificación en bacterias y la aplicación de las endonucleasas. Los trabajos de Milstein y Kohler sobre la formación de hibridomas con la posterior utilización para la producción de anticuerpos monoclonales (1975).
.")
28
Un hito que merece resaltarse ocurrió en 1982 cuando la compañía Eli Lilly consiguió la aprobación de la Food and Drug Administration de los Estados Unidos de Norteamérica para la utilización de “insulina humana” clonada y producida en Escherichia coli. A esto siguieron los interferones, hormonas de crecimiento humana y bovina, el antígeno de superficie del virus de la hepatitis B, etc.

29
Entrando ya en tema…

30
El desarrollo de un proceso de producción a gran escala, en forma exitosa, es el resultado de acelerar e intensificar un concepto original, generalmente un procedimiento de laboratorio o a pequeña escala.

31
La actividad de desarrollo se concentra en tres áreas principales:
Desarrollo de los organismos. Desarrollo del medio de cultivo. Ingeniería de fermentación.

32
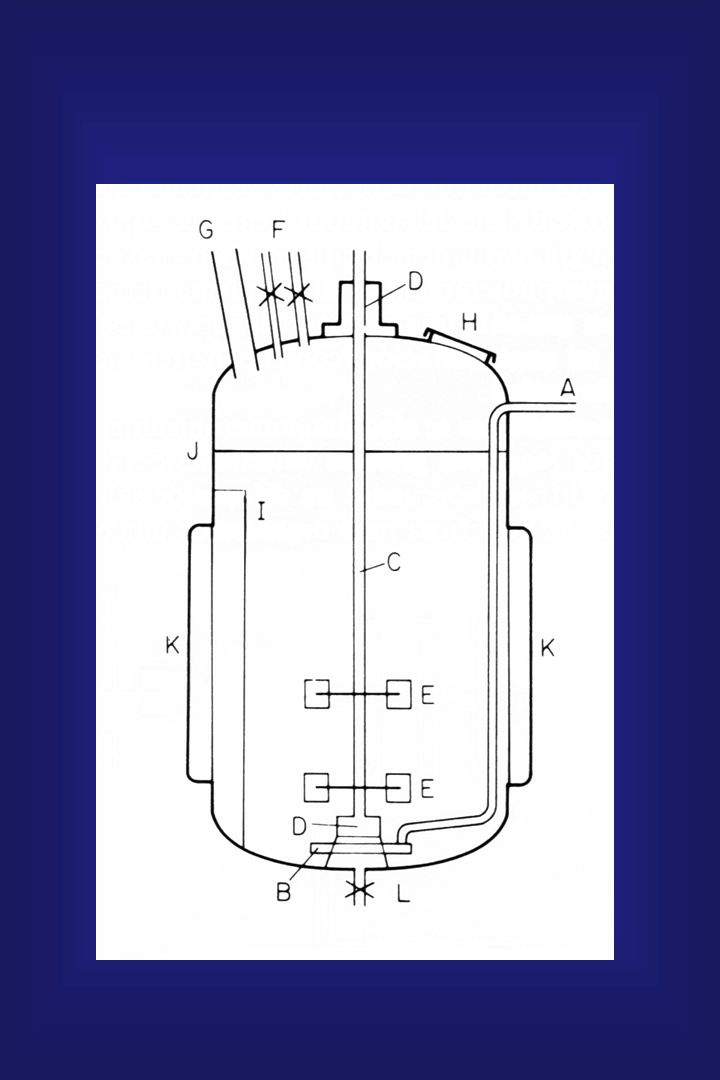
EL FERMENTADOR

33
DEFINICION OPERATIVA:
Contenedor en el que se mantiene un medio ambiente favorable para la operación de un proceso biológico deseado.

34
En cuanto al biorreactor:
Para cada proceso biotecnológico, el sistema de contención más apropiado debe diseñarse para brindar el mejor medio ambiente, optimizado para el crecimiento celular y actividad metabólica.

35
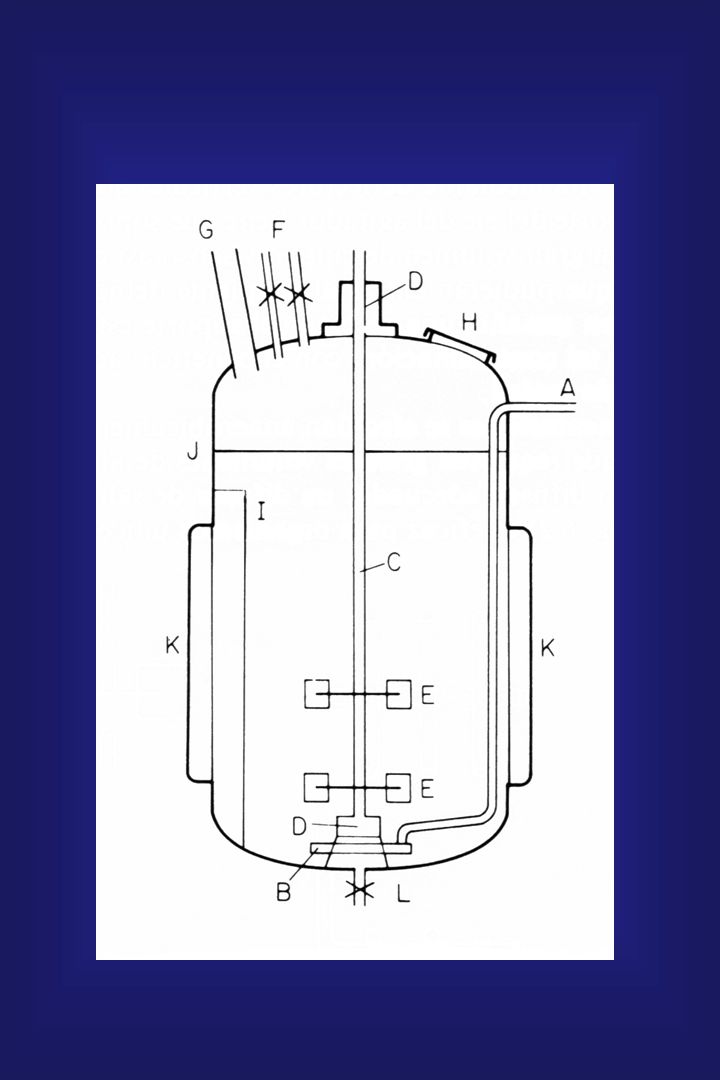
Equipos accesorios. Válvulas de seguridad Manómetros
Válvulas de control Tuberías Control de temperatura Control de pH Control de espumas Puntos de muestreo

36
El medio ambiente puede considerarse en tres aspectos:
BIOLOGICO QUIMICO FISICO

37
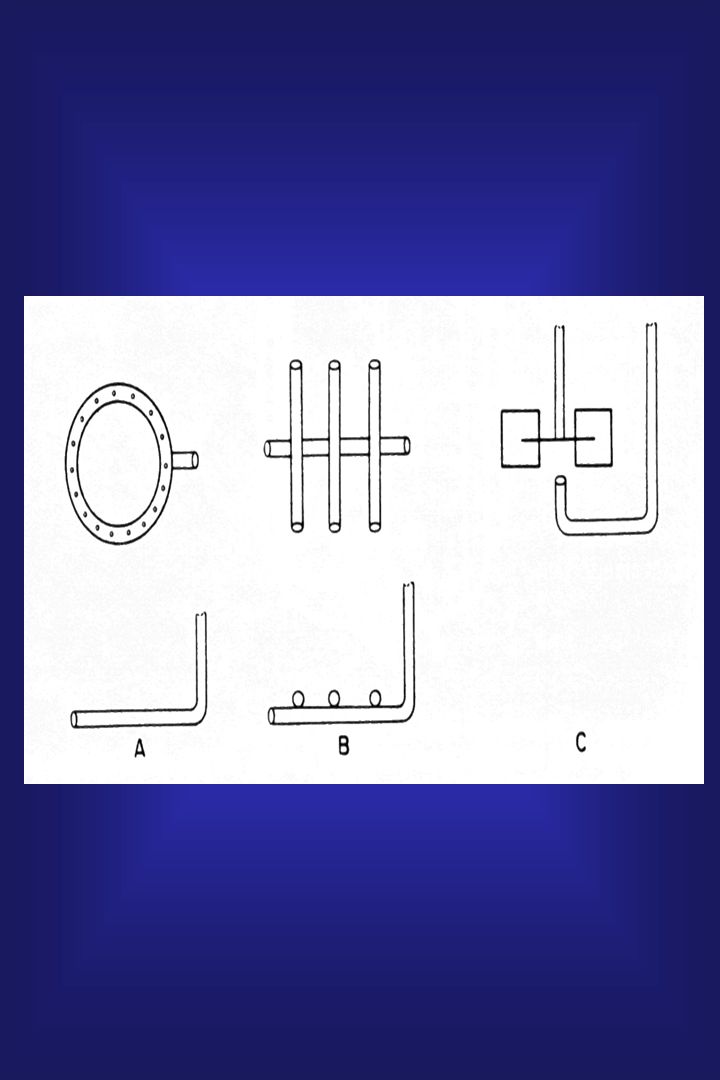
AIREACION Y AGITACION. La agitación es necesaria para: 1- incrementar la velocidad de transferencia de oxígeno desde las burbujas de aire al medio líquido; los microorganismos no pueden utilizar oxígeno gaseoso, sino solamente el que se encuentra en disolución.

38
2- aumentar la velocidad de transferencia de oxígeno y nutrientes desde el medio a las células. Debido al movimiento se evita que las células creen áreas estancadas con bajos niveles de oxígeno y nutrientes. 3- impedir la formación de agregados celulares. 4- aumentar la velocidad de transferencia de productos metabólicos de las células al medio.

39
5- aumentar la tasa o la eficiencia de la transferencia de calor entre el medio y las superficies de refrigeración del fermentador.

47
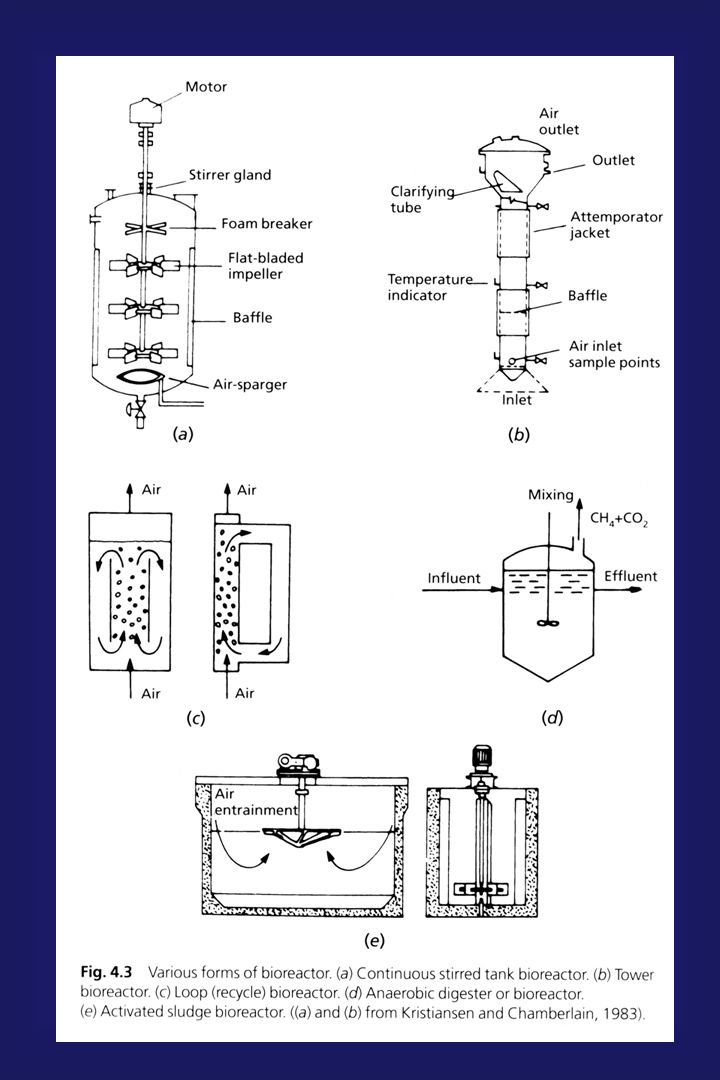
Tipos de fermentador: Crecimiento en suspensión. Crecimiento con soporte.

48
En el crecimiento en suspensión, los organismos están sumergidos y dispersados en el medio nutritivo y su movimiento sigue al del medio. En los sistemas con soporte,los organismos crecen como una monocapa o película sobre una superficie en contacto con un medio nutritivo. En la práctica, sin embargo, los sistemas en suspensión poseen una película de organismos en la superficie del contenedor y en sistemas con soporte, encontramos organismos dispersos en el medio nutritivo.

49
TECNOLOGIA DE BIOPROCESOS - FERMENTACION

50
Las etapas en la manufactura de productos en la tecnología de bioprocesos son, esencialmente, similares independientemente del organismo utilizado, del medio elegido y del producto buscado.

51
En todos los ejemplos, se cultiva gran número de células en condiciones controladas.
Los organismos deben cultivarse y “motivarse” para formar el producto deseado, mediante un sistema de contención técnica y física (el biorreactor) y un medio correcto en su composición y parámetros reguladores del crecimiento, tales como temperatura y aireación.
 y un medio correcto en su composición y parámetros reguladores del crecimiento, tales como temperatura y aireación.")
52
PRINCIPIOS DE CRECIMIENTO MICROBIANO

53
El crecimiento de microorganismos puede verse como el incremento en el material celular, expresado en términos de masa o número de células. El incremento en biomasa puede determinarse gravimétricamente o numéricamente para sistemas unicelulares.

54
Tiempo de duplicación:
Se refiere al tiempo requerido para duplicar el peso de la biomasa. Tiempo de generación: Se refiere al tiempo necesario para duplicar el número de células.

55
En un proceso biotecnológico, existen tres formas de hacer crecer a los microorganismos en un biorreactor: -Por lotes (batch) -Semi-continuo -Continuo
 -Semi-continuo. -Continuo.")
56
Modos de operación de los fermentadores:
Operación por lotes: El reactor se carga con la especie reactiva y, a medida que procede la reacción, cambian las condiciones en el reactor al consumirse los reactivos y formarse los productos. Cuando se ha alcanzado el nivel deseado de reacción, se vacía el reactor, se limpia y el proceso se repite. Son procesos que no se encuentran en estado estacionario.

57
El ambiente nutricional dentro del biorreactor cambia en forma continua y, por lo tanto, fuerza cambios en el metabolismo celular. Eventualmente, la multiplicación celular cesa por desaparición o limitación de nutrientes y acumulación de productos tóxicos de excreción.

58
La naturaleza compleja del crecimiento de microorganismos por lotes, se muestra tal como sigue:

59
La fase 1 o “lag”, es un tiempo de aparente no crecimiento, pero estudios bioquímicos demuestran actividad metabólica, indicando que las células están en proceso de adaptación a las condiciones ambientales y que un nuevo crecimiento comenzará, eventualmente.

60
Existe, luego, una fase de aceleración transitoria cuando el inóculo comienza a crecer que es seguida, rápidamente, por una fase de crecimiento exponencial. En la fase exponencial, el crecimiento microbiano ocurre a la máxima velocidad posible para ese microorganismo, con nutrientes en exceso, parámetros de crecimiento ideales y ausencia de inhibidores.

61
Sin embargo, en cultivos por lote, el crecimiento exponencial es de duración limitada y, a medida que las condiciones nutricionales cambian, la velocidad de crecimiento disminuye y se entra en la fase de deceleración, seguida de la fase estacionaria, donde el crecimiento global no se obtiene, por falta de nutrientes.

62
La fase final del ciclo es la fase de muerte, cuando la velocidad de crecimiento ha cesado.
La mayoría de los procesos biotecnológicos por lotes se detiene antes de esta fase, debido a la disminución en el metabolismo y a la lisis celular.

63
Algunos medios para prolongar la vida de un cultivo por lotes:
-Adición gradual de componentes nutritivos concentrados (carbohidratos), aumentando el volumen del cultivo (utilizado para producción industrial de levadura). -Adición de medio al cultivo (perfusión) y extracción de un volumen igual de medio usado, libre de células (utilizado para cultivos de células animales).
, aumentando el volumen del cultivo (utilizado para producción industrial de levadura). -Adición de medio al cultivo (perfusión) y extracción de un volumen igual de medio usado, libre de células (utilizado para cultivos de células animales).")
65
Operación continua: Existe un flujo continuo de reactivos frescos hacia el reactor y el producto fluye continuamente hacia fuera. En algunos sistemas continuos el medio nutriente es inoculado con el cultivo microbiano al entrar al reactor y los organismos llevan a cabo su actividad a medida que el líquido fluye a través del sistema y salen del sistema junto con el medio.

66
Los organismos pueden separarse de la corriente que lleva al producto y reciclarse para inocular el líquido de alimentación. En un sistema continuo con mezcla completa, las condiciones son uniformes en todo el reactor, en un equilibrio de mezcla de nutrientes, organismos y productos. La alimentación del sistema es medio nutriente libre de organismos y, en algunos casos, un inóculo de organismos reciclados.

67
Esta práctica de cultivo continuo, provee un crecimiento casi balanceado, con pequeña fluctuación de nutrientes, metabolitos, número celular o biomasa. Esto consiste en medio fresco entrando un sistema por lotes, en fase de crecimiento exponencial, con una remoción correspondiente de medio más células.

68
Este método de cultivo continuo, permite a los organismos crecer en condiciones de estado estacionario, en las que el crecimiento ocurre a una velocidad constante y en un medio ambiente constante.

69
En un sistema de cultivo perfectamente mezclado, se pasa medio estéril al biorreactor, a un flujo constante y una mezcla de cultivo (medio, productos de desecho y organismos) emergen del mismo a la misma velocidad, manteniendo el volumen total del cultivo, dentro del biorreactor, constante.
 emergen del mismo a la misma velocidad, manteniendo el volumen total del cultivo, dentro del biorreactor, constante.")
70
Ventajas de un proceso por lotes:
Las principales son: menor riesgo de contaminación, flexibilidad operacional cuando los fermentadores se utilizan para distintos productos, un control más cercano de la estabilidad genética del organismo, una mejor coordinación con estadios del proceso entre lotes previos y posteriores.

71
Desventajas del proceso por lotes:
La principal es la alta proporción de tiempo improductivo en la operación del fermentador, dificultad de diseño y la operación de procesos que no están en estado estacionario y la variabilidad entre lotes.

72
Los fermentadores deben ser vaciados, limpiados, esterilizados y recargados antes de cada fermentación, operaciones todas esenciales pero no productivas. En procesos por lotes, estas operaciones pueden tomar tanto tiempo como la fermentación misma. En un proceso continuo, por el contrario, una corrida puede durar semanas o meses, es decir que el tiempo no productivo es, en proporción, pequeño.

73
Esterilización: Esterilización de fermentadores.
En el laboratorio, el método estándar de esterilización es el calor: 120ºC de calor húmedo durante 15 min o 160ºC de calor seco durante, al menos, 1 hora. A escala industrial, el calor seco es prohibitivamente caro, salvo en casos muy especiales y se utiliza, habitualmente, la esterilización por calor húmedo.

74
Esterilización del fermentador y el medio conjuntamente.
El calentamiento se consigue mediante: Inyección de vapor en el medio, por lo que el medio se prepara ligeramente más concentrado para compensar la dilución por el vapor condensado. El medio se calienta por conducción, haciendo pasar vapor por la camisa de termostatización.

75
Esterilización por separado del fermentador y el medio.
Este sistema ofrece ventajas ya que reduce el tiempo en el que el recipiente de fermentación es improductivo: un fermentador vacío se esteriliza con relativa rapidez.

76
Pasos a tener en cuenta:
-Cambio de escala -Diseño de medios para procesos de fermentación -Fermentación en sustratos sólidos -Tecnología de cultivos de células de plantas y animales -Procesamiento posterior de la muestra

77
Procesamiento posterior de la muestra.
Purificación.

78
El diseño y la operación eficiente de los procesos de purificación, son elementos vitales para obtener los productos deseados para uso comercial. Deberían reflejar la necesidad de no perder más que lo absolutamente necesario del producto final.

79
Este procesamiento final involucrará, principalmente, la separación inicial de la mezcla de cultivo hacia una fase líquida y una sólida, con la subsecuente concentración y purificación del producto deseado.

80
El procesamiento involucrará más de una etapa:
-Destilación -Centrifugación -Filtración -Ultrafiltración -Extracción con solventes -Adsorción -Tamices moleculares -Electroforesis -Cromatografía de afinidad -Liofilización

81
TECNOLOGIA UTILIZANDO ENZIMAS

82
La tecnología de enzimas involucra la producción, aislamiento, purificación, uso en forma soluble y, finalmente, la inmovilización de las enzimas para su utilización en gran variedad de biorreactores.

83
La utilización de sistemas enzimáticos libres de células, presenta ventajas respecto de los procesos químicos que involucran un número de reacciones secuenciales. En fermentación, el uso de microorganismos como catalizadores puede presentar las siguientes limitaciones:

84
Una alta proporción del sustrato será utilizada para convertirse en biomasa
Pueden ocurrir reacciones secundarias inútiles Las condiciones para el crecimiento de los microorganismos pueden ser diferentes de las requeridas para la formación del producto El aislamiento y purificación del producto deseado, a partir de la mezcla de fermentación, puede ser dificultoso.

85
INGENIERIA GENETICA E INGENIERIA PROTEICA DE ENZIMAS

86
La utilización de estas técnicas ha posibilitado producir enzimas industriales con muy buena calidad y pureza.

87
Crecimiento de microorganismos conteniendo la enzima de utilidad
Purificación de la enzima Determinación de la secuencia parcial de aminoácidos Síntesis de oligonucleótidos Identificación de clones Transformación de microorganismos Producción industrial de enzima mARN ADN Purificación de mARN total Clonación del ADN en E. coli

88
Objetivos en la preparación de enzimas modificadas:
Aumentar la actividad de las enzimas Mejorar la estabilidad Permitir que funcionen en un ambiente diferente Cambiar el pH o temperatura óptimos Cambiar la especificidad para que utilice un sustrato diferente Cambiar la reacción catalizada Aumentar la eficiencia de un proceso

89
ENZIMAS INMOVILIZADAS

90
El uso de enzimas en forma soluble o libre, debe considerarse como un posible derroche dado que, en general, la enzima no puede recuperarse al final de la reacción. Una nueva área de tecnología enzimática es la relacionada con la inmovilización de las enzimas en polímeros insolubles, tales como membranas o partículas, actuando como portadores de la actividad enzimática.

91
Las ventajas de los catalizadores inmovilizados:
Permite el reuso de las enzimas Ideal para operaciones continuas Los productos están libres de enzima Permite un mejor control de los procesos catalíticos Mejora la estabilidad de las enzimas Permite el desarrollo de sistemas de reacción multienzimáticos Ofrece un potencial considerable en uso médico e industrial Reduce los problemas de tratamiento de efluentes

92
ESTERILIZACION Y ESTERILIDAD

93
La esterilización es el proceso de conseguir la esterilidad, para la que no existen grados: un objeto, superfcie o sustancia es, o no es, estéril. Si es estéril no contiene organismos viables o células presentes y, si se le protege contra la contaminación, la condición estéril permanecerá indefinidamente. La desinfección implica que el material ha sido tratado a fin de eliminar o reducir el riesgo de organismos patógenos, pero no implica que todos los organismos viables hayan sido inactivados.

94
La esterilización se utiliza para:
Asegurar que un proceso se lleva a cabo solamente con el organismo deseado Permitir la utilización segura de los productos Evitar la contaminación ambiental Impedir el deterioro de un producto

95
La esterilización se lleva a cabo:
Eliminando los organismos viables como en la filtración Matándolos de una de las siguientes formas: Calentando en presencia o ausencia de agua Irradiando con radiaciones ultravioleta, gamma o X Tratando con productos químicos en solución o en forma gaseosa

96
Las esporas bacterianas resisten el calor (termófilas: 200 kPa a 134oC, 1-10 min, vapor de agua o calor seco a 180oC, 15 min) y, algunas, las altas dosis de radiación (Deinococcus radiodurans: 6000 krad). La esterilización debe ser capaz de eliminar las esporas más resistentes de las especies más resistentes.

97
Muerte por calentamiento:
En la esterilización húmeda, el vapor a presión tiene dos funciones importantes: Condensándose sobre el material permite que el calor se transfiera rápidamente causando un aumento rápido de la temperatura Las propias moléculas de agua aumentan, o al menos mantienen el nivel de hidratación dentro de la espora.

98
En la esterilización por calor seco, el calor es transferido muy lentamente y la tendencia es reducir más el nivel de hidratación y, de esta forma, se protegen las proteínas de las esporas. Las esporas son considerablemente más resistentes al calor seco que al calor húmedo.

99
Radiación La radiación ultravioleta no es muy penetrante y no se puede confiar en ella como agente esterilizante, a menos que se pueda garantizar la exposición directa del organismo contaminante. Los rayos gamma y X son más útiles debido a su alto poder de penetración.

100
Determinación de la destrucción de microorganismos:
Tiempo térmico letal: tiempo más corto que lleva destruir los microorganismos a una temperatura determinada Punto térmico letal: temperatura más baja que se necesita para matar a los organismos en 10 minutos. Para ambos se necesita saber el tamaño inicial de la población y las condiciones precisas. No son particularmente útiles.

101
Un parámetro más útil es:
Tiempo de reducción decimal o valor D: tiempo en minutos, a una temperatura determinada, que se requiere para reducir la población viable al 10% de su valor previo. Valor-Z: es el cambio de temperatura que se requiere para modificar el valor D por un factor de 10.

102
Métodos prácticos: Calentamiento:
Para comparar las capacidades relativas de esterilización de los diferentes procesos de calentamiento, se requiere una unidad de letalidad. La unidad escogida es el efecto letal de un minuto de calentamiento, a la temperatura de 121oC. F = t * 10(T-121)/z Donde t= tiempo de aplicación del tratamiento letal; T= temperatura en oC y z= aumento de temperatura requerido para reducir el período de calentamiento en un 90% (es decir el valor z).
/z. Donde t= tiempo de aplicación del tratamiento letal; T= temperatura en oC y z= aumento de temperatura requerido para reducir el período de calentamiento en un 90% (es decir el valor z).")
103
En la industria alimentaria el peligro más serio para la salud es la presencia de Clostridium botulinum, el formador de esporas patogénico más resistente al calor, así como el agente más tóxico. En esterilización clínica: Calor húmedo: Vapor a 134oC (30 psi), 3 min Vapor a 126oC (20 psi), 10 min Vapor a 121oC (15 psi), 15 min Vapor a 115oC (10 psi), 20 min
, 3 min. Vapor a 126oC (20 psi), 10 min. Vapor a 121oC (15 psi), 15 min. Vapor a 115oC (10 psi), 20 min.")
104
Como los valores de D para las esporas son, a 121oC, del orden de 0,2 min, un tiempo de mantenimiento de 15 min de vapor a 121oC equivale a 75xD, lo que hace la probabilidad de fallo en relación a la supervivencia de C. botulinum casi imposiblemente remota.

105
Procesos discontinuos:
Autoclaves: Todo el aire debe ser eliminado antes del ciclo de calentamiento, ya que mezclas de aire y vapor a una presión determinada alcanzarán una temperatura más baja que la del vapor puro a la misma presión.

106
Inyección directa del vapor:
Si se utilizan inyecciones directas de vapor se debe tener en cuenta que entre el 10 y el 20% del volumen final se deberán a condensación. Mientras la eficiencia térmica de este proceso es alta, la fuerte formación de espuma durante el burbujeo puede limitar la transferencia del calor.

107
Calentamiento indirecto:
Pasando vapor de agua a través de una espiral de intercambio de calor o de una camisa. El calor en este procedimiento es menos eficiente que por inyección directa y, en ambos casos, permanecen los problemas de enfriamiento, generalmente conseguido mediante espirales.

108
Esterilización por flujo continuo:
En el diseño del equipo deben considerarse las tres etapas del ciclo, para conseguir: Un rápido calentamiento Un tiempo de mantenimiento a la temperatura de esterilización Un rápido enfriamiento

110
Esterilización por radiaciones:
Normalmente se lleva a cabo con una fuente de cobalto-60 o de cesio-137. El efecto letal es siempre mayor en presencia de oxígeno y alto contenido en agua. La unidad de medida de la dosis de radiación es el rad, equivalente a una energía de absorción de 100 ergs/g de aire. El Roentgen (R) es 83 ergs/g de aire.
 es 83 ergs/g de aire.")
111
Esterilización química:
Formaldehído: solamente efectivo si se puede garantizar que entre en contacto con los organismos contaminantes. Pobre difusibilidad y poder de penetración. Olor picante y duradero. Solamente en casos especiales. Peróxido de hidrógeno: poderoso agente oxidante que mata células vegetativas y esporas con actividad creciente con la concentración, temperatura y normalmente pH. Sus productos de degradación son inocuos.

112
Oxido de etileno y de propileno: pueden utilizarse en forma gaseosa
Oxido de etileno y de propileno: pueden utilizarse en forma gaseosa. El de etileno es más efectivo pero altamente tóxico, irritante y violentamente explosivo en mezclas con aire. Su efecto letal sobre las bacterias depende de la humedad; las condiciones óptimas incluyen 40-80% de humedad relativa y temperatura de 60oC durante 3-4h, para una concentración de gas de mg/l. El proceso se utiliza cuando el equipo puede ser dañado por altas temperaturas.

113
Esterilización por filtración:
Filtros profundos: capa relativament gruesa de fibra de vidrio, algodón, lana mineral, celulosa moldeados como planchas, tapones o cilindros. Filtros de pantalla: membranas hechas de ésteres de celulosa u otros polímeros

114
Evaluación de la eficiencia de esterilización:
Termosensores Tubos de Browne: tubos de vidrio cerrados con 0,15 ml de un fluido rojo que cambia a verde al aumentar el calor Tiras de papel impregnadas con esporas: bioindicadores. Se incuban luego del tratamiento para evaluar la supervivencia Tiras indicadoras: responden al calor húmedo entre oC. Indican la dosis de calor por distancia recorrida de un colorante azul Cinta adhesiva de autoclave: indica que el vapor, a un mínimo de 120oC, alcanzó la cinta cuyas rayas se tornan de blancas a negras. No asegura esterilidad sino que un objeto ha sido procesado mediante vapor.

115
Pruebas de eficiencia de filtración:
Prueba del azul de metileno: para distribución de partícula de 0,02-0,2 micrones Prueba del cloruro sódico: para que haya esterilización, el filtro debe retener el 99,997% Esporas de Bacillus: rango de tamaño 0,7-1 micrón Prueba del bacteriófago T3: 0,03 micrones. Un filtro con penetración de llama de sodio de 0,001% tiene un equivalente de 0,000005% B. Subtilis y de 0,00005% de T3.

Presentaciones similares