Descargar la presentación
La descarga está en progreso. Por favor, espere

1
CARRERA DE INGENIERÍA ELECTRÓNICA AUTOMATIZACIÓN Y CONTROL
DEFENSA DEL PROYECTO DE GRADO PREVIO LA OBTENCIÓN DEL TÍTULO DE INGENIERÍA DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA DE CONTROL PARA LA REBOBINADORA REBOGRAF LITE 1200 PROPIEDAD DE LA EMPRESA BOPP DEL ECUADOR DIRECTOR: Ing. Alexander Ibarra CODIRECTOR: Ing. Hugo Ortiz AUTOR: Christian González 2013

2
ANTECEDENTES Bopp del Ecuador desde 1992 es una empresa dedicada a la elaboración de película como base polipropileno, la película es utilizada para producir empaques alimenticios. El proceso para obtener la película se conoce como extrusión. Luego del proceso de extrusión la planta realiza el bobinado y corte del material. La empresa requiere incorporar a sus líneas de producción una rebobinadora cortadora.

3
PROCESO DE CORTE Procedimiento de suma importancia en cuanto a la calidad final del producto. El proceso consta de cuatro etapas luego de recibir la bobina madre a cortar: Montaje de la bobina en el desbobinador Calibración del alineador de material Posicionamiento de las cuchillas de corte Rebobinado según las medidas deseadas por el cliente.

4
REBOGRAF LITE 1200 Origen brasileño Sistema de control modular
Mantenimiento difícil de realizar debido a las características del sistema Fuera de servicio debido a la inexistencia de repuestos del módulo Tacograf en el país, equipos para importación. Software imposible de modificar

5
REBOGRAF LITE 1200

6
MÓDULOS DE CONTROL

7
OBJETIVO GENERAL Diseñar e implementar un sistema de control para la bobinadora REBOGRAF LITE 1200 para la empresa Bopp del Ecuador Cía. Ltda.

8
OBJETIVOS ESPECÍFICOS
Implementar todos los circuitos de fuerza y de control necesarios para permitir el manejo de velocidad de los motores de la máquina mediante variadores de frecuencia. Diseñar un sistema de medición que permita determinar el diámetro y metraje de la bobina a producirse. Implementar un sistema de alineación del material para el motor desbobinador mediante el uso de sensores fotoeléctricos, y un motor reductor. Desarrollar e Implementar el programa de control de la máquina que se adapte a las necesidades de producción de la planta en un PLC. Crear una interfaz de usuario táctil para el control y monitoreo de los parámetros y del proceso.

9
DESCRIPCIÓN DE LA MÁQUINA
Cuerpo de Corte y rebobinado

10
DESCRIPCIÓN DE LA MÁQUINA
Cuerpo de Carga y Alineamiento

11
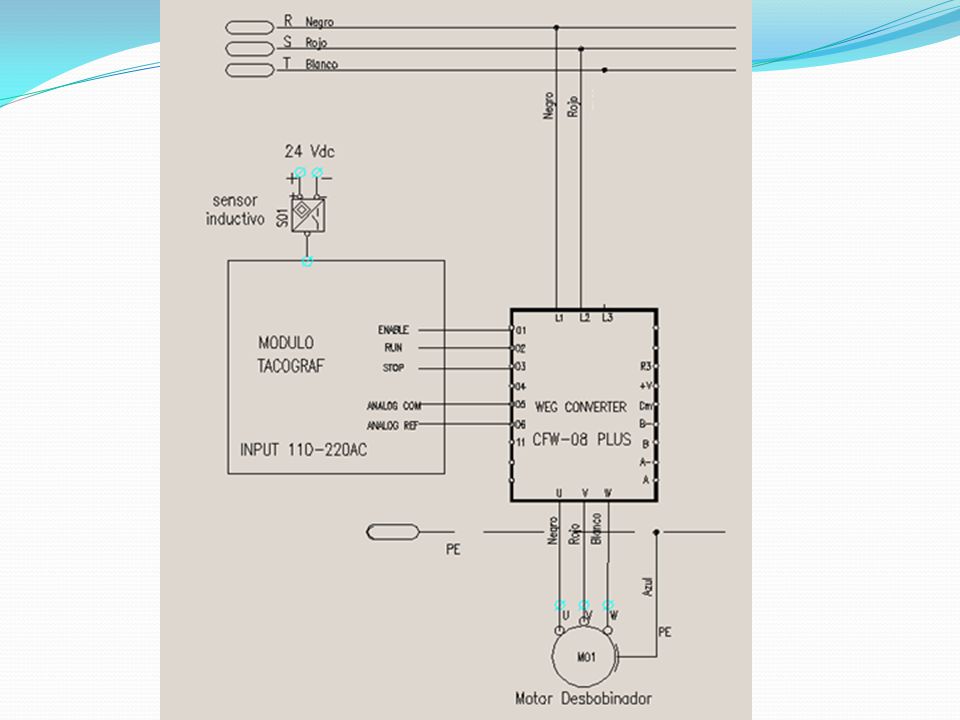
ESQUEMA DE CONTROL DESBOBINADOR SISTEMA ORIGINAL
TACOGRAF CFW-08 PLUS SENSOR S01 SP V Salida M01

13
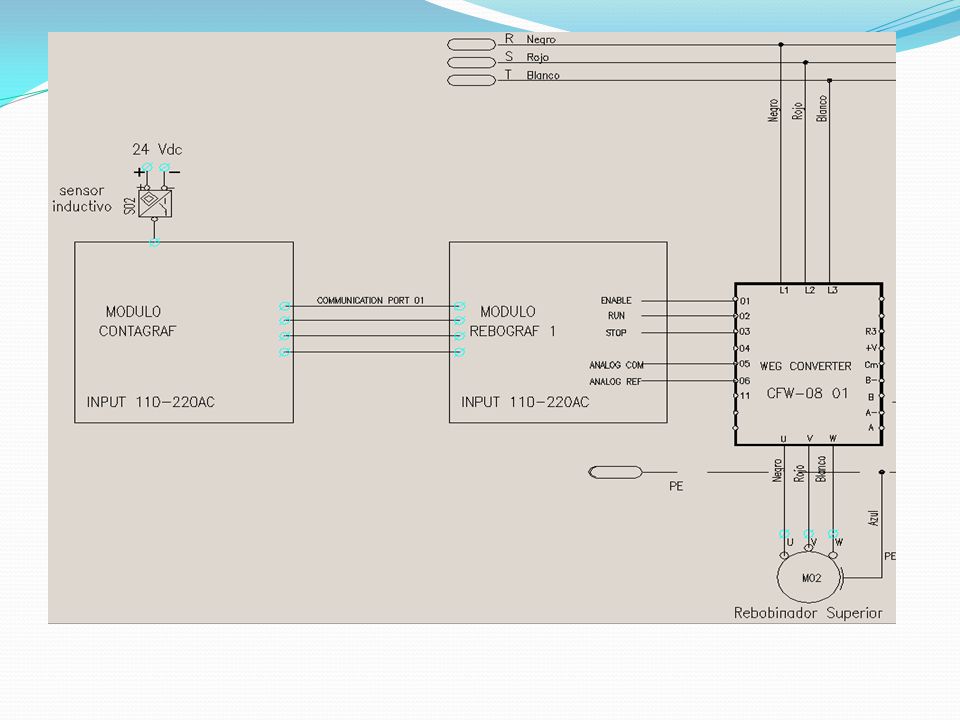
ESQUEMA DE CONTROL REBOBINADO SISTEMA ORIGINAL
Comm 02 Comm 01 CONTAGRAF REBOGRAF 01 SENSOR S02 Salida M02 REBOGRAF 02 Salida M03 Start

15
Conjunto mecánico para el conteo de vueltas del rodillo desbobinador

16
REBOGRAF LITE 1200 HARDWARE
Aislante del cableado de fuerza y control deteriorado Módulos de control dañados Conjunto mecánico en mal estado Alineador de material con funciones parciales OPERACIÓN Y MANTENIMIENTO Hardware descentralizado de difícil supervisión Proceso de identificación de fallas extenso y complicado.

17
TABLERO DE MOTORES ORIGINAL

18
VISTA POSTERIOR

21
IDENTIFICANDO LOS PROBLEMAS
Los principales problemas presentes son los siguientes: Hardware descentralizado de difícil configuración. Hardware descentralizado de difícil revisión en tareas de mantenimiento. Hardware de difícil reemplazo en caso de mal funcionamiento. Falta de soporte debido a descontinuación de la máquina. Sistema difícil de monitorear y supervisar. Cableado en mal estado

22
NUEVA ARQUITECTURA

23
TABLAS E/S DEL SISTEMA ENTRADAS SALIDAS ITEM DESCRIPCION TIPO 1
Pulsante Arranque general de máquina Digital 24 Vdc 2 Pulsante tipo hongo Paro de máquina 3 Pulsante Jog forward motor rebobinador 1 4 Pulsante Jog reverse motor rebobinador 1 5 Pulsante Jog forward motor rebobinador 2 6 Pulsante Jog reverse motor rebobinador 2 7 Pulsante Jog Left alineador 8 Pulsante Jog right alineador 9 Sensor Fotoelectrico alineador 10 Encoder o inductivo canal contador HSC 24Vdc 11 Encoder o inductivo canal dirección 12 Final de carrera 01 alineador 13 Final de carrera 02 alineador SALIDAS ITEM DESCRIPCION TIPO 1 Forward Variador frecuencia rebobinador 1 Digital 24 Vdc 2 Reverse Variador frecuencia rebobinador 1 3 Forward Variador frecuencia rebobinador 2 4 Reverse Variador frecuencia rebobinador 2 5 Forward Variador frecuencia desbobinador 6 Reverse Variador frecuencia desbobinador 7 Forward Variador frecuencia alineador 8 Reverse Variador frecuencia alineador 9 Luz Falla 10 Referencia analógica Variador 01 0-10 Vdc 11 Referencia analógica Variador 02 12 Referencia analógica Variador 03

24
CONTROLADORES COMERCIALES
MODELO COMM EXPANSION MEM PUERTO HSC Allen Bradley MicroLogix™ Eth, RS232 4 módulos, 10 entradas incorporadas 4KB no Allen Bradley MicroLogix 6 módulos, 24 entradas incorporadas 1 Allen Bradley MicroLogix™ 7 módulos, 20 entradas incorporadas 10 KB 6 Siemens - S C Eth 6 módulos, 14 entradas incorporadas 4 Siemens -S C 8 módulos, 14 entradas incorporadas

25
PANEL DE OPERADOR

26
DIMENSIONAMIENTO EQUIPOS Y PROTECCIONES TABLERO DE CONTROL
Es necesario proteger el sistema de control contra sobrecargas y cortocircuitos, para llevar a cabo este fin se utilizaran disyuntores, un transformador de aislamiento-reducción de voltaje, y además se utilizaran relés auxiliares para evitar daños en las salidas del controlador a utilizar.

27
Protecciones Transformador de aislamiento.
Breaker dos polos 4 A para protección fuente y PLC. Breaker un polo 2 A protección sistemas a 24 Vdc. Relés auxiliares para accionamiento de equipos como contactores, variadores de frecuencia.

28
DISEÑO TABLERO CONTROL

29
Montaje Tablero de Control

30
Diseño Tablero de Fuerza
Disyuntor General. Protecciones Variadores de Frecuencia. Protección Motores Arranque Directo. Protección Tablero control. Contactor de Línea. Cableado nuevo hacia los elementos y para los motores.

31
Listado Equipos ITEM VOLTAJE CORRIENTE RPM DESCRIPCION M01 220/360
1760 Motor Des bobinador M02 220/360/460 14/8.11/7 A 1715 Motor Rebobinador 1 M03 220 13.6 A Motor Rebobinador 2 M04 2.6 1700 Ventilacion Forzada M05 1.2 1730 Alineador de material PS01 110/220 2.5 A - Fuente Control VF01 16 A Variador M01 VF02 variador M02 VF03 Variador M03 VF04 3.4 A Variador alineador

32
EQUIPOS NECESARIOS 57.7 M04 2.6 M05 1.2 PS01 2.5 VF01 16 VF02 VF03
ITEM CORRIENTE M04 2.6 M05 1.2 PS01 2.5 VF01 16 VF02 VF03 VF04 3.4 TOTAL 57.7 ID EQUIPO CORR. NOM DESCRIPCION Q01 60 [A] Disyuntor principal C01 Contactor de línea E01 14-20 [A] Protección Desbobinador E02 Protección Rebobinador 01 E03 Protección Rebobinador 02 E04 2.8-4 [A] Protección Alineador E05 [A] Ventilación forzada

33
TABLERO DE FUERZA

34
Tablero de Fuerza

35
Cableado seleccionado Tablas AWG
In de salida variadores 16 [A] concéntrico 4x10 awg In Refilo y ventilación 3[A] concéntrico 4x18 awg In Tablero de control 2[A] blindado 3x18 awg

36
Tablero Fuerza y motores

37
SOFTWARE

38
DESARROLLO DEL SOFTWARE

39
Calculo para regulación velocidad de rebobinado

40
Ingreso de puntos de consigna
INICIO Ingreso de parámetros L Ingreso de puntos de consigna Se ha pulsado Start? Sistema en espera Arranque de motor desbobinador Conteo pulsos HSC Cálculo de la longitud procesada Cálculo del diámetro de la bobina procesada Regulación velocidad motores de rebobinado Se ha pulsado Stop? Cambiar Parámetr os? no si

41
Alineador de material

42
Estados sensores Alineador
SENSOR A SENSOR B IZQUIERDA DERECHA ENCENDIDO APAGADO

43
PANEL DE OPERADOR Supervisión modo automático.
Supervisión modo manual. Calibración-carga de material. Gestión de mantenimiento Alarmas Ayuda del sistema

44
SUPERVISIÓN

45
PANTALLA CARGA

46
MANTENIMIENTO PREVENTIVO

47
CONCLUSIONES Se implemento exitosamente el sistema de control para la rebobinadora Rebograf lite 1200 cumpliendo con los requerimientos de planta siguiendo un esquema de trabajo planteado en dos etapas: control y fuerza. Se seleccionaron correctamente los equipos tomando en cuenta la aplicación a la que iban a ser sometidos luego de estudiar el comportamiento físico de la máquina. Se diseño un sistema de medición mediante un contador de pulsos rápido HSC el cual permite determinar el diámetro del material a procesarse en la máquina.

Presentaciones similares