Descargar la presentación
La descarga está en progreso. Por favor, espere

1
INTRODUCCIÓN A LA ELECTROEROSIÓN
DEFINICION El proceso de electroerosionado o maquinado por descargas eléctrica (EDM por sus siglas en ingles) es un método por el cual se produce el arranque de material por medio de descargas eléctricas controladas (chispas), que saltan, en un medio dieléctrico (cuando se tocan dos alambres conductores de corriente se produce un arco), entre un electrodo (herramienta de trabajo) y la pieza a mecanizar. En el punto de contacto entre los alambres, se erosiona una pequeña parte de material dejando un cráter. Consiste en una herramienta con forma (electrodo de penetración) y la pieza de trabajo conectada a una fuente de potencia , sujeta dentro del tanque que contiene el fluido dieléctrico y sus movimientos se controlan mediante sistemas controlados numéricamente. La separación entre la herramienta y la pieza es crítica. Es por ello que el avance descendente de la herramienta se controla por medio de un servomecanismo, que mantiene la separación constante de manera automática. Cuando la diferencia de potencial entre la herramienta y la pieza de trabajo es lo suficientemente elevada, el dieléctrico es vencido y se descarga una chispa transitoria a través del fluido, retirando una cantidad muy pequeña de metal de la superficie de la pieza. Solo se puede utilizar en cualquier material conductor de la electricidad.
 es un método por el cual se produce el arranque de material por medio de descargas eléctricas controladas (chispas), que saltan, en un medio dieléctrico (cuando se tocan dos alambres conductores de corriente se produce un arco), entre un electrodo (herramienta de trabajo) y la pieza a mecanizar. En el punto de contacto entre los alambres, se erosiona una pequeña parte de material dejando un cráter. Consiste en una herramienta con forma (electrodo de penetración) y la pieza de trabajo conectada a una fuente de potencia , sujeta dentro del tanque que contiene el fluido dieléctrico y sus movimientos se controlan mediante sistemas controlados numéricamente. La separación entre la herramienta y la pieza es crítica. Es por ello que el avance descendente de la herramienta se controla por medio de un servomecanismo, que mantiene la separación constante de manera automática. Cuando la diferencia de potencial entre la herramienta y la pieza de trabajo es lo suficientemente elevada, el dieléctrico es vencido y se descarga una chispa transitoria a través del fluido, retirando una cantidad muy pequeña de metal de la superficie de la pieza. Solo se puede utilizar en cualquier material conductor de la electricidad.")
2
La duración de la chispa es muy corta, pues suele variar desde 1 ó 2 microsegundos a 2 milisegundos, según los regímenes de mecanizado, y va acompañada de un gran aumento de temperatura, que suele alcanzar hasta decenas de miles de grados centígrados, y su voltaje de entre 50 y 380 V Esto supone una concentración del efecto térmico en un volumen muy reducido de material, ya que la rapidez de la chispa no es favorable a la propagación del calor por conducción a través de todo el volumen de la pieza, dando como resultado la fusión e incluso evaporación de dicho volumen de material. Debido a que el proceso no comprende energía mecánica, la dureza, resistencia y tenacidad de la pieza de trabajo no afecta necesariamente la rapidez de remoción, sino que se varía la frecuencia de descarga, o la energía por descarga, el voltaje y la corriente, y disminución de la frecuencia de las chispas.

3
PROCESO DE LA DESCARGA El mecanizado por electroerosión se efectúa por tanto mediante el salto de chispas eléctricas entre dos electrodos sometidos a una determinada tensión eléctrica y sumergidos ambos en un líquido aislante (líquido dieléctrico). Al estar ambos electrodos en un medio dieléctrico o aislante la tensión que se aplique a ambos ha de ser suficiente como para llegar a crear un campo eléctrico mayor que la rigidez dieléctrica del líquido.
. Al estar ambos electrodos en un medio dieléctrico o aislante la tensión que se aplique a ambos ha de ser suficiente como para llegar a crear un campo eléctrico mayor que la rigidez dieléctrica del líquido.")
4
Bajo la acción de este campo eléctrico, iones libres positivos y electrones se encontrarán acelerados creando un canal de descarga que se vuelve conductor, y es precisamente en este punto donde salta la chispa. Ello provoca colisiones entre los iones (+) y los electrones (-). Se forma entonces un canal de plasma. Bajo el efecto de los choques se crean altas temperaturas en ambos polos y alrededor del canal de plasma se forma una bola de gas que empieza a crecer. Por otro lado las altas temperaturas que se han dado en los dos polos, van fundiendo y vaporizando parte del material de la pieza, mientras que el electrodo apenas si se desgasta muy ligeramente.

5
Fluidos dielectricos: son sus funciones
En esta situación (bola de gas grande y material fundido en ambos polos), se corta la corriente eléctrica. El canal de plasma se derrumba y la chispa desaparece. El líquido dieléctrico entonces rompe la bola de gas haciéndola implosionar (explotar hacia adentro). Ello hace que se creen fuerzas que hacen salir el material fundido formando dos cráteres en las superficies. El material fundido se solidifica y es arrastrado en forma de bolas por el líquido dieléctrico, constituyendo lo que se puede llamar "viruta del proceso de electroerosión". Fluidos dielectricos: son sus funciones Actuar como aislante hasta que el potencial sea lo suficientemente alto. Proporcionar un medio de enfriamiento. Actuar como medio de limpieza y retiro de los desechos. Los más comunes son los aceites minerales, aunque también se usan el queroseno y el agua destilada y desionizada en aplicaciones especiales. También existen de baja viscosidad, más costosos, los que facilitan la limpieza. Las máquinas están equipadas con una bomba y un sistema de filtrado para el fluido dieléctrico.
, se corta la corriente eléctrica. El canal de plasma se derrumba y la chispa desaparece. El líquido dieléctrico entonces rompe la bola de gas haciéndola implosionar (explotar hacia adentro). Ello hace que se creen fuerzas que hacen salir el material fundido formando dos cráteres en las superficies. El material fundido se solidifica y es arrastrado en forma de bolas por el líquido dieléctrico, constituyendo lo que se puede llamar viruta del proceso de electroerosión . Fluidos dielectricos: son sus funciones. Actuar como aislante hasta que el potencial sea lo suficientemente alto. Proporcionar un medio de enfriamiento. Actuar como medio de limpieza y retiro de los desechos. Los más comunes son los aceites minerales, aunque también se usan el queroseno y el agua destilada y desionizada en aplicaciones especiales. También existen de baja viscosidad, más costosos, los que facilitan la limpieza. Las máquinas están equipadas con una bomba y un sistema de filtrado para el fluido dieléctrico.")
6
ELECTROEROSION POR PENETRACION
ELECTRODOS: Se fabrican con grafito, aunque también se utiliza latón, cobre-tungsteno. A las herramientas se las puede formar además mediante moldeado, fundición, metalurgia de polvos o técnicas de maquinado. Las chispas en este proceso también erosionan el electrodo, cambiando así su geometría y afectando de manera adversa la forma producida y su precisión dimensional. Por ello este factor es importante. Cuanto menor es el punto de fusión del electrodo mayor será el desgaste, cuanto mayor es la corriente mayor el desgaste. CAPACIDADES DEL PROCESO: Tiene numerosas aplicaciones: producción de matrices para forja, extrusión, fundición a presión, moldeo por inyección y grandes componentes de láminas metálicas para carrocerías automotrices. Otras aplicaciones incluyen orificios profundos de diámetros pequeños que utilizan alambres de tungsteno como electrodo, ranuras estrechas en partes, orificios de enfriamiento en álabes para turbinas de superaleaciones y diversas formas intricadas. Se pueden producir cavidades escalonadas controlando los movimientos relativos de la pieza de trabajo en relación con el electrodo. ELECTROEROSION POR PENETRACION

7
ARQUITECTURA DE LA MÁQUINA DE ELECTROEROSION POR PENETRACIÓN

8
ELECTROEROSION POR HILO
Una variable del EDM es el EDM con alambre o corte con alambre por descarga eléctrica. En este proceso, similar al corte con una sierra de banda, un alambre de movimiento lento se desplaza a lo largo de la trayectoria prescrita, cortando la pieza de trabajo. Este proceso se utiliza para cortar placas hasta 300 mm de espesor y para fabricar punzones, herramientas y matrices a partir de metales duros. También puede cortar componentes intricados para la industria electrónica . En general el alambre se fabrica con latón, cobre, tungsteno o molibdeno, también se utilizan alambres recubiertos con zinc o latón y con recubrimientos múltiples. Comúnmente, el diámetro del a.lambre es de alrededor de 0.30mm para cortes de desbastes y 0.20mm para cortes de acabado. El alambre debe tener una alta conductividad eléctrica y resistencia a la tensión, ya que el esfuerzo que actúa sobre él es por lo regular de 60% de su resistencia a la tensión. Por lo general, el alambre sólo se utiliza una vez, ya que es relativamente económico en comparación con el tipo de operación que realiza. Se desplaza a una velocidad constante que va de 0.15 a 9 m/mm y se mantiene un espacio durante el corte. La tendencia en el uso de fluidos dieléctricos es hacia los fluidos transparentes, de baja viscosidad. Las máquinas modernas e alambre EDM, son capaces de producir formas tridimensionales y están equipadas con características como:

9
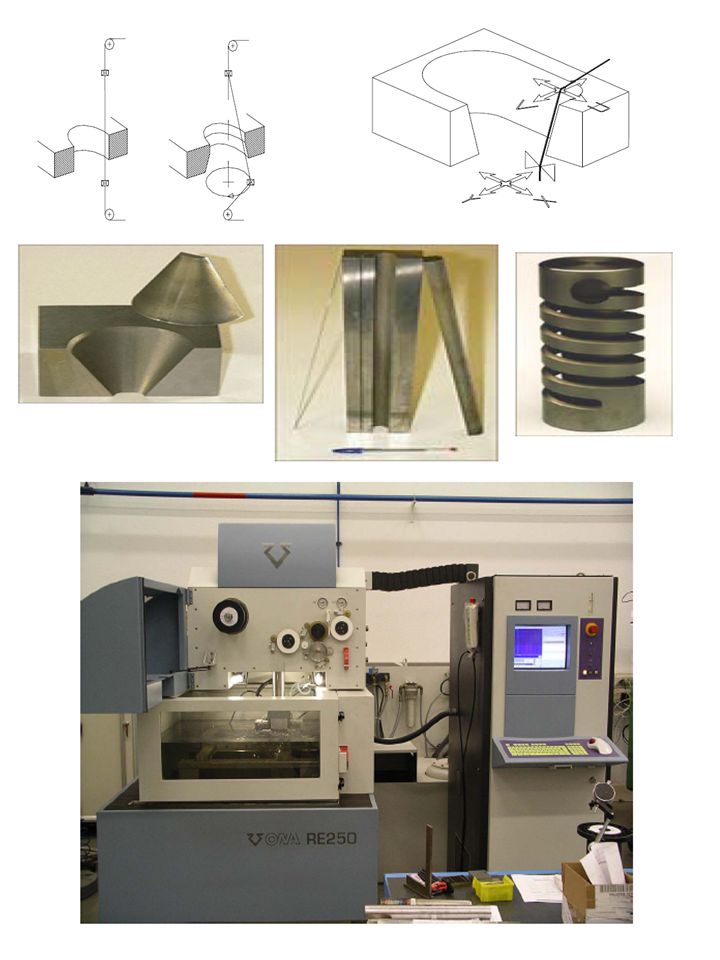
ARQUITECTURA DE LA MÁQUINA DE ELECTROEROSION POR HILO
Controles computarizados para controlar la trayectoria de corte y su ángulo respecto de la pieza de trabajo. Cabezales múltiples para cortar dos partes al mismo tiempo. Características como controles para evitar el rompimiento del alambre Características de autoenhebrado automático en caso de ruptura del alambre. Estrategias de maquinado programado para optimizar la operación. Dos máquinas de dos ejes, controladas por computadora, pueden producir formas cilíndricas de manera similar a las operaciones de torneado. ARQUITECTURA DE LA MÁQUINA DE ELECTROEROSION POR HILO La máquina de electroerosión por hilo ONA RE 250 dispone de 5 ejes con control numérico: X e Y en la mesa dónde se fija la pieza y U, V y Z que se mueven desde la boquilla de arriba. Las boquillas entre las que va fijo el hilo tienen la misión de proporcionar un chorro de agua a presión que se llevará el material erosionado para la limpieza del canal de erosión.

10
TENSION DE HILO Tensión mecánica a la que esta sometido el hilo de corte. Se puede seleccionar desde un nivel 0 al 31. Entre la boca superior e inferior, con un nivel de tensión de hilo programado de 16 debe existir alrededor de 1 kg de tensión mecánica en el hilo, en la zona anterior al freno deben existir alrededor de 300 gr.

11
TENSIÓN DE VACÍO (TENSIÓN)
Indica la diferencia de potencial durante la ionización en el “gap”. Seleccionable desde 100 a 250 voltios. Cuanto mayores son los niveles de tensión mayor es la energía en la descarga, por lo tanto aumenta la tas de arranque y se obtienen mayores valores de rugosidad. Aumentando este valor aumenta la intensidad entre hilo y pieza y existe un mayor riesgo de rotura de hilo.

12
VENTAJAS DE LA ELECTROEROSION Mecanizado fácil de orificios cuadrados
APLICACION DE LA ELECTROEROSION • MATERIALES CONDUCTORES DE LA ELECTRICIDAD • INDEPENDENCIA DE LAS CARACTERISTICAS MECANICAS DEL MATERIAL • POSIBILIDAD DE MECANIZAR UN GRAN ABANICO DE ESPESORES VENTAJAS DE LA ELECTROEROSION Fácil mecanizado de materiales duros MECANIZADO CONVENCIONAL MECANIZADO CON EDM Mecanizado fácil de orificios cuadrados MECANIZADO CONVENCIONAL MECANIZADO CON EDM

13
MECANIZADO CONVENCIONAL
MECANIZADO CON EDM MECANIZADO CONVENCIONAL Tiempo de mecanizado: 2h Tiempo de preparación: 15’ Tiempo total: 2 h 30’ Tiempo de mecanizado: 1 h 51’ Tiempo de preparación: 4h Tiempo total: 5 h 51’

14
CAMPOS DE APLICACION • MOLDES DE PLASTICO
– De precisión y alto volumen (mecheros, nebulizadores, móviles…) • MATRICES DE CORTE • HILERAS DE EXTRUSION • ESTAMPAS DE FORJA • HERRAMIENTAS • MATRICES DE SINTERIZACION • APLICACIONES ESPECIALES – Aplicaciones de producción – Aviación – Nuclear – Etc.
 • MATRICES DE CORTE. • HILERAS DE EXTRUSION. • ESTAMPAS DE FORJA. • HERRAMIENTAS. • MATRICES DE SINTERIZACION. • APLICACIONES ESPECIALES. – Aplicaciones de producción. – Aviación. – Nuclear. – Etc.")
Presentaciones similares






>")
>")











