Descargar la presentación
La descarga está en progreso. Por favor, espere

1
ROSCAS CARLOS BENIGNO BENITES ESTEVES DOCENTE MECANICA DE PRODUCCION

2
Roscado El roscado consiste en la mecanizacion de espirales interiores (tuercas) o exteriores (tornillos) sobre una superficie circular. Este tipo de sistenas de unión y sujección (roscas) está presente en todos los sectores industriales en los que se trabaja con materia metalica. [1] El roscado consiste en la mecanizacion de espirales interiores (tuercas) o exteriores (tornillos) sobre una superficie circular. Este tipo de sistenas de unión y sujección (roscas) está presente en todos los sectores industriales en los que se trabaja con materia metalica. [1]tuercastornillos[1]tuercastornillos[1] La superficie roscada es una superficie helicoidal, engendrada por un perfil determinado, cuyo plano contiene el eje y describe una trayectoria helicoidal cilíndrica alrededor de este eje. [2] La superficie roscada es una superficie helicoidal, engendrada por un perfil determinado, cuyo plano contiene el eje y describe una trayectoria helicoidal cilíndrica alrededor de este eje. [2] helicoidalperfileje[2] helicoidalperfileje[2] El roscado se puede efectuar con herramientas manuales o se puede efectuar en máquinas tanto taladradoras y fresadoras, como en tornos. Para el roscado manual se utilizan machos y terrajas. El roscado se puede efectuar con herramientas manuales o se puede efectuar en máquinas tanto taladradoras y fresadoras, como en tornos. Para el roscado manual se utilizan machos y terrajas. herramientas manualestaladradorasfresadorastornos herramientas manualestaladradorasfresadorastornos Los machos y terrajas son herramientas de corte usadas para mecanizar las roscas de tornillos y tuercas en componentes sólidos tales como, metales, madera, y plástico. Los machos y terrajas son herramientas de corte usadas para mecanizar las roscas de tornillos y tuercas en componentes sólidos tales como, metales, madera, y plástico.herramientas de cortemetalesmaderaplásticoherramientas de cortemetalesmaderaplástico Macho de roscar por laminación
 está presente en todos los sectores industriales en los que se trabaja con materia metalica. [1] El roscado consiste en la mecanizacion de espirales interiores (tuercas) o exteriores (tornillos) sobre una superficie circular. Este tipo de sistenas de unión y sujección (roscas) está presente en todos los sectores industriales en los que se trabaja con materia metalica. [1]tuercastornillos[1]tuercastornillos[1] La superficie roscada es una superficie helicoidal, engendrada por un perfil determinado, cuyo plano contiene el eje y describe una trayectoria helicoidal cilíndrica alrededor de este eje. [2] La superficie roscada es una superficie helicoidal, engendrada por un perfil determinado, cuyo plano contiene el eje y describe una trayectoria helicoidal cilíndrica alrededor de este eje. [2] helicoidalperfileje[2] helicoidalperfileje[2] El roscado se puede efectuar con herramientas manuales o se puede efectuar en máquinas tanto taladradoras y fresadoras, como en tornos. Para el roscado manual se utilizan machos y terrajas. El roscado se puede efectuar con herramientas manuales o se puede efectuar en máquinas tanto taladradoras y fresadoras, como en tornos. Para el roscado manual se utilizan machos y terrajas. herramientas manualestaladradorasfresadorastornos herramientas manualestaladradorasfresadorastornos Los machos y terrajas son herramientas de corte usadas para mecanizar las roscas de tornillos y tuercas en componentes sólidos tales como, metales, madera, y plástico. Los machos y terrajas son herramientas de corte usadas para mecanizar las roscas de tornillos y tuercas en componentes sólidos tales como, metales, madera, y plástico.herramientas de cortemetalesmaderaplásticoherramientas de cortemetalesmaderaplástico Macho de roscar por laminación.")
3
Roscado Un macho se utiliza para roscar la parte hembra del acoplamiento (por ejemplo una tuerca). Una terraja se utiliza para roscar la porción masculina del par de acoplamiento (por ejemplo un perno). Un macho se utiliza para roscar la parte hembra del acoplamiento (por ejemplo una tuerca). Una terraja se utiliza para roscar la porción masculina del par de acoplamiento (por ejemplo un perno). En las industrias y talleres de mecanizado es más común roscar agujeros en el cual se atornilla un perno que crear el tornillo que se atornilla en un agujero, porque generalmente los tornillos se adquieren en las ferreterías y su producción industrial tiene otro proceso diferente. Por esta razón los machos están más a menudo disponibles y se utilizan más. En las industrias y talleres de mecanizado es más común roscar agujeros en el cual se atornilla un perno que crear el tornillo que se atornilla en un agujero, porque generalmente los tornillos se adquieren en las ferreterías y su producción industrial tiene otro proceso diferente. Por esta razón los machos están más a menudo disponibles y se utilizan más.talleresagujerospernoferreteríastalleresagujerospernoferreterías Para las grandes producciones de roscados tanto machos como hembras se utiliza el roscado por laminación cuando el material de la pieza lo permite. Para las grandes producciones de roscados tanto machos como hembras se utiliza el roscado por laminación cuando el material de la pieza lo permite.laminación
. Un macho se utiliza para roscar la parte hembra del acoplamiento (por ejemplo una tuerca). Una terraja se utiliza para roscar la porción masculina del par de acoplamiento (por ejemplo un perno). En las industrias y talleres de mecanizado es más común roscar agujeros en el cual se atornilla un perno que crear el tornillo que se atornilla en un agujero, porque generalmente los tornillos se adquieren en las ferreterías y su producción industrial tiene otro proceso diferente. Por esta razón los machos están más a menudo disponibles y se utilizan más. En las industrias y talleres de mecanizado es más común roscar agujeros en el cual se atornilla un perno que crear el tornillo que se atornilla en un agujero, porque generalmente los tornillos se adquieren en las ferreterías y su producción industrial tiene otro proceso diferente. Por esta razón los machos están más a menudo disponibles y se utilizan más.talleresagujerospernoferreteríastalleresagujerospernoferreterías Para las grandes producciones de roscados tanto machos como hembras se utiliza el roscado por laminación cuando el material de la pieza lo permite. Para las grandes producciones de roscados tanto machos como hembras se utiliza el roscado por laminación cuando el material de la pieza lo permite.laminación.")
4
Historia A través del tiempo se han desarrollado muchos tipos de roscas. Durante el Renacimiento las roscas comienzan a emplearse como elementos de fijación en relojes, máquinas de guerra y otras construcciones mecánicas. Leonardo da Vinci desarrolla entonces métodos para el tallado de roscas. Sin embargo, estas seguirán fabricándose a mano y sin ninguna clase de normalización hasta bien entrada la Revolución Industrial. En el siglo XIX los fabricantes de maquinaria fabricaban sus propias roscas, lo cual representaba un serio problema de compatibilidad A través del tiempo se han desarrollado muchos tipos de roscas. Durante el Renacimiento las roscas comienzan a emplearse como elementos de fijación en relojes, máquinas de guerra y otras construcciones mecánicas. Leonardo da Vinci desarrolla entonces métodos para el tallado de roscas. Sin embargo, estas seguirán fabricándose a mano y sin ninguna clase de normalización hasta bien entrada la Revolución Industrial. En el siglo XIX los fabricantes de maquinaria fabricaban sus propias roscas, lo cual representaba un serio problema de compatibilidadRenacimientorelojesLeonardo da Vinci Revolución Industrialsiglo XIXRenacimientorelojesLeonardo da Vinci Revolución Industrialsiglo XIX En 1841 el ingeniero inglés Joseph Whitworth ideó un sistema de roscas que superaba las dificultades de compatibilidad. La forma de esa rosca Withworth se basa en una rosca de sección triangular con un ángulo isósceles de 55º y con cresta y raíces redondeadas. En 1841 el ingeniero inglés Joseph Whitworth ideó un sistema de roscas que superaba las dificultades de compatibilidad. La forma de esa rosca Withworth se basa en una rosca de sección triangular con un ángulo isósceles de 55º y con cresta y raíces redondeadas.1841Joseph Whitworth1841Joseph Whitworth

5
Historia En 1846 el instituto Franklin intentó estandarizar un sistema de roscas compatibles en Norteamérica. Este sistema fue ideado por William Sellers y fue utilizado al principio por los fabricantes de relojes. La rosca Sellers tiene una sección triangular de 60º. Este sistema fue útil solo hasta que apareció el automóvil, el aeroplano y otros equipos modernos. En 1918 fue autorizada la Comisión Americana de Roscas de Tornillos por ley, que introdujo los estándares que se usan actualmente en los EE.UU.. Este nuevo sistema de roscas recibe el nombre de Rosca Amaericana Unificada en sus vertientes UNC para paso normal, UNF para paso fino y UNEF para paso extrafino. ANSI y varios comités americanos han unificado las roscas. Las normas de la rosca se convirtieron después en el American National Standard y fue empleado por la Sociedad de Ingenieros de Automoción, conocido como rosca SAE. En 1846 el instituto Franklin intentó estandarizar un sistema de roscas compatibles en Norteamérica. Este sistema fue ideado por William Sellers y fue utilizado al principio por los fabricantes de relojes. La rosca Sellers tiene una sección triangular de 60º. Este sistema fue útil solo hasta que apareció el automóvil, el aeroplano y otros equipos modernos. En 1918 fue autorizada la Comisión Americana de Roscas de Tornillos por ley, que introdujo los estándares que se usan actualmente en los EE.UU.. Este nuevo sistema de roscas recibe el nombre de Rosca Amaericana Unificada en sus vertientes UNC para paso normal, UNF para paso fino y UNEF para paso extrafino. ANSI y varios comités americanos han unificado las roscas. Las normas de la rosca se convirtieron después en el American National Standard y fue empleado por la Sociedad de Ingenieros de Automoción, conocido como rosca SAE.1846Norteamérica William Sellersautomóvilaeroplano19181846Norteamérica William Sellersautomóvilaeroplano1918 Ya en 1946, la ISO definió el sistema de rosca métrica, adoptado actualmente en prácticamente todos los países. La rosca métrica tiene una sección triangular formando un ángulo de 60º y cabeza un poco truncada para facilitar el engrase. Ya en 1946, la ISO definió el sistema de rosca métrica, adoptado actualmente en prácticamente todos los países. La rosca métrica tiene una sección triangular formando un ángulo de 60º y cabeza un poco truncada para facilitar el engrase.1946ISOrosca métrica1946ISOrosca métrica

6
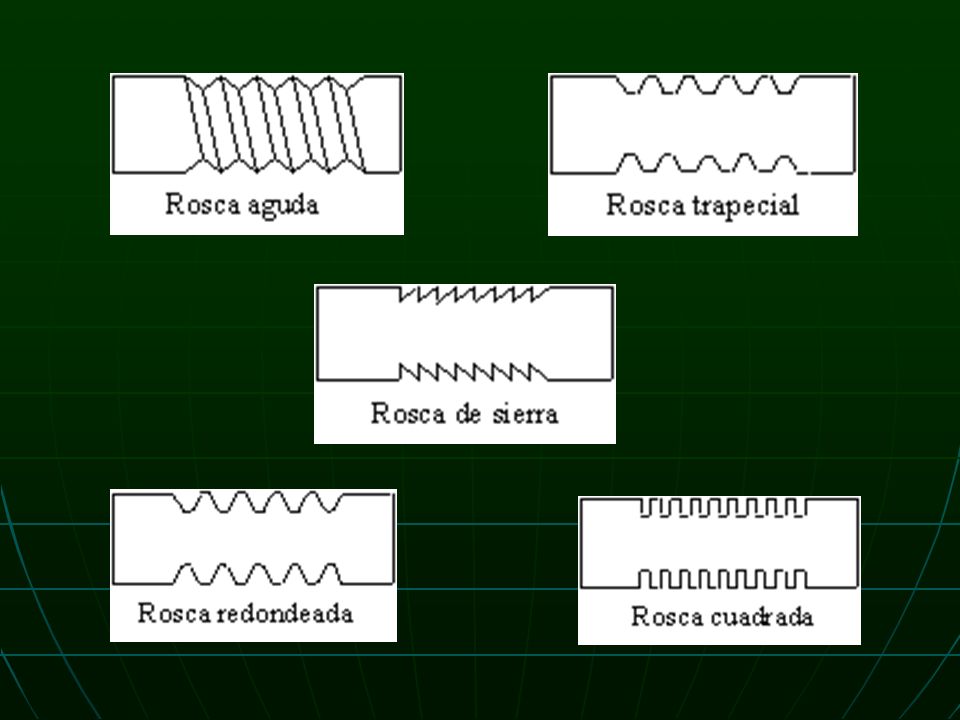
Características de una rosca Tipo de rosca: Hay diferentes tipos de rosca que difieren en la forma geométrica de su filete, pueden ser triangulares, cuadrada, trapezoidal, redonda, diente de sierra, etc. Tipo de rosca: Hay diferentes tipos de rosca que difieren en la forma geométrica de su filete, pueden ser triangulares, cuadrada, trapezoidal, redonda, diente de sierra, etc. Paso: Es la distancia que hay entre dos filetes consecutivos. Los pasos de rosca están normalizados de acuerdo al sistema de rosca que se aplique. Paso: Es la distancia que hay entre dos filetes consecutivos. Los pasos de rosca están normalizados de acuerdo al sistema de rosca que se aplique. Diámetro exterior de la rosca: Es el diámetro exterior del tornillo. También están normalizados de acuerdo al sistema de rosca que se utilice. Diámetro exterior de la rosca: Es el diámetro exterior del tornillo. También están normalizados de acuerdo al sistema de rosca que se utilice. Diámetro interior o de fondo Diámetro interior o de fondo Diámetro de flanco o medio Diámetro de flanco o medio Ángulo de la hélice de la rosca Ángulo de la hélice de la rosca Los sistemas principales de roscas para tornillos son: METRICA, WHITWORTH, SELLERS, GAS, SAE, UNF,etc. en sus versiones de paso normal o de paso fino [3] Los sistemas principales de roscas para tornillos son: METRICA, WHITWORTH, SELLERS, GAS, SAE, UNF,etc. en sus versiones de paso normal o de paso fino [3][3] Granete para posición de agujero

7
Representación grafica de componentes de roscado

8
Características de la rosca métrica

9
Rosca Métrica La rosca métrica está basada en el Sistema Internacional y es una de las roscas más utilizadas en la unión desmontable de piezas mecánicas. El juego que tiene en los vértices del acoplamiento entre el tornillo y la tuerca permite el engrase. Los datos constructivos de esta rosca son los siguientes: La rosca métrica está basada en el Sistema Internacional y es una de las roscas más utilizadas en la unión desmontable de piezas mecánicas. El juego que tiene en los vértices del acoplamiento entre el tornillo y la tuerca permite el engrase. Los datos constructivos de esta rosca son los siguientes:rosca métricaSistema Internacionalengraserosca métricaSistema Internacionalengrase La sección del filete es un triángulo equilátero cuyo ángulo vale 60º La sección del filete es un triángulo equilátero cuyo ángulo vale 60º El fondo de la rosca es redondeado y la cresta de la rosca levemente truncada El fondo de la rosca es redondeado y la cresta de la rosca levemente truncada El lado del triángulo es igual al paso El lado del triángulo es igual al paso El ángulo que forma el filete es de 60º El ángulo que forma el filete es de 60º Su diámetro exterior y el paso se miden en milímetros, siendo el paso la longitud que avanza el tornillo en una vuelta completa. Su diámetro exterior y el paso se miden en milímetros, siendo el paso la longitud que avanza el tornillo en una vuelta completa.diámetromilímetrosdiámetromilímetros Se expresa de la siguiente forma: ejemplo: M24x3. La M significa rosca métrica, 24 significa el valor del diámetro exterior en mm y 2 significa el valor del paso en mm. [4] Se expresa de la siguiente forma: ejemplo: M24x3. La M significa rosca métrica, 24 significa el valor del diámetro exterior en mm y 2 significa el valor del paso en mm. [4][4]

10
Rosca Americana Características de la rosca estándar americana SAE UNF Características de la rosca estándar americana SAE UNF Los Estados Unidos tienen su propio sistema de roscas, generalmente llamado el estándar unificado del hilo de rosca (UNF), que también se utiliza extensivamente en Canadá y en otros países. Los Estados Unidos tienen su propio sistema de roscas, generalmente llamado el estándar unificado del hilo de rosca (UNF), que también se utiliza extensivamente en Canadá y en otros países.Estados UnidossistemaCanadáEstados UnidossistemaCanadá Al menos el 85% de los tornillos del mundo se dimensionan según ese estándar, y la mayor selección de los tamaños y de los materiales de tornillos se encuentra regulado por este tipo [5] Al menos el 85% de los tornillos del mundo se dimensionan según ese estándar, y la mayor selección de los tamaños y de los materiales de tornillos se encuentra regulado por este tipo [5][5. Una versión de este estándar, llamada SAE, fue utilizada en la industria de automóvil americana. El SAE todavía se asocia a las dimensiones en pulgadas, aun cuando la industria del auto de los EE.UU. (y las demás industrias pesadas que confían en el SAE) se han convertido gradualmente a los tornillos métricos ISO desde los años 70, porque la producción de piezas y la comercialización de productos globales favorecen la estandardización internacional.. Una versión de este estándar, llamada SAE, fue utilizada en la industria de automóvil americana. El SAE todavía se asocia a las dimensiones en pulgadas, aun cuando la industria del auto de los EE.UU. (y las demás industrias pesadas que confían en el SAE) se han convertido gradualmente a los tornillos métricos ISO desde los años 70, porque la producción de piezas y la comercialización de productos globales favorecen la estandardización internacional.Una versión de este estándar, llamada SAE, fue utilizada en la industria de automóvil americana. El SAE todavía se asocia a las dimensiones en pulgadas, aun cuando la industria del auto de los EE.UU. (y las demás industrias pesadas que confían en el SAE) se han convertido gradualmente a los tornillos métricos ISO desde los años 70, porque la producción de piezas y la comercialización de productos globales favorecen la estandardización internacional.Una versión de este estándar, llamada SAE, fue utilizada en la industria de automóvil americana. El SAE todavía se asocia a las dimensiones en pulgadas, aun cuando la industria del auto de los EE.UU. (y las demás industrias pesadas que confían en el SAE) se han convertido gradualmente a los tornillos métricos ISO desde los años 70, porque la producción de piezas y la comercialización de productos globales favorecen la estandardización internacional.
, que también se utiliza extensivamente en Canadá y en otros países.Estados UnidossistemaCanadáEstados UnidossistemaCanadá Al menos el 85% de los tornillos del mundo se dimensionan según ese estándar, y la mayor selección de los tamaños y de los materiales de tornillos se encuentra regulado por este tipo [5] Al menos el 85% de los tornillos del mundo se dimensionan según ese estándar, y la mayor selección de los tamaños y de los materiales de tornillos se encuentra regulado por este tipo [5][5. Una versión de este estándar, llamada SAE, fue utilizada en la industria de automóvil americana. El SAE todavía se asocia a las dimensiones en pulgadas, aun cuando la industria del auto de los EE.UU. (y las demás industrias pesadas que confían en el SAE) se han convertido gradualmente a los tornillos métricos ISO desde los años 70, porque la producción de piezas y la comercialización de productos globales favorecen la estandardización internacional.. Una versión de este estándar, llamada SAE, fue utilizada en la industria de automóvil americana. El SAE todavía se asocia a las dimensiones en pulgadas, aun cuando la industria del auto de los EE.UU. (y las demás industrias pesadas que confían en el SAE) se han convertido gradualmente a los tornillos métricos ISO desde los años 70, porque la producción de piezas y la comercialización de productos globales favorecen la estandardización internacional.Una versión de este estándar, llamada SAE, fue utilizada en la industria de automóvil americana. El SAE todavía se asocia a las dimensiones en pulgadas, aun cuando la industria del auto de los EE.UU. (y las demás industrias pesadas que confían en el SAE) se han convertido gradualmente a los tornillos métricos ISO desde los años 70, porque la producción de piezas y la comercialización de productos globales favorecen la estandardización internacional.Una versión de este estándar, llamada SAE, fue utilizada en la industria de automóvil americana. El SAE todavía se asocia a las dimensiones en pulgadas, aun cuando la industria del auto de los EE.UU. (y las demás industrias pesadas que confían en el SAE) se han convertido gradualmente a los tornillos métricos ISO desde los años 70, porque la producción de piezas y la comercialización de productos globales favorecen la estandardización internacional..")
11
Anotación Sin embargo, todos los automóviles vendidos alrededor del mundo contienen los tornillos métricos (los montajes de motor) e imperiales (por ejemplo, las tuercas del estirón, los sensores de oxígeno, las piezas eléctricas internas, los tornillo del cuerpo, de las lámparas, de la dirección, del freno y de la suspensión). Sin embargo, todos los automóviles vendidos alrededor del mundo contienen los tornillos métricos (los montajes de motor) e imperiales (por ejemplo, las tuercas del estirón, los sensores de oxígeno, las piezas eléctricas internas, los tornillo del cuerpo, de las lámparas, de la dirección, del freno y de la suspensión).automóviles vendidos alrededor del mundo contienen los tornillos métricos (los montajes de motor) e imperiales (por ejemplo, las tuercas del estirón, los sensores de oxígeno, las piezas eléctricas internas, los tornillo del cuerpo, de las lámparas, de la dirección, del freno y de la suspensión).automóviles vendidos alrededor del mundo contienen los tornillos métricos (los montajes de motor) e imperiales (por ejemplo, las tuercas del estirón, los sensores de oxígeno, las piezas eléctricas internas, los tornillo del cuerpo, de las lámparas, de la dirección, del freno y de la suspensión). Los tornillos de la máquina se describen como: 0-80, 2-56, 3-48, 4-40, 5-40, 6-32, 8-32, 10-32, 10-24, etc. hasta el tamaño 16. El primer número es el diámetro, el segundo es el número de hilos de rosca por pulgada. Hay un hilo de rosca grueso y un hilo de rosca fino para cada tamaño, el hilo de rosca fino se prefiere en materiales finos o cuando se desea una fuerza ligéramente mayor. Los tornillos de la máquina se describen como: 0-80, 2-56, 3-48, 4-40, 5-40, 6-32, 8-32, 10-32, 10-24, etc. hasta el tamaño 16. El primer número es el diámetro, el segundo es el número de hilos de rosca por pulgada. Hay un hilo de rosca grueso y un hilo de rosca fino para cada tamaño, el hilo de rosca fino se prefiere en materiales finos o cuando se desea una fuerza ligéramente mayor. Los tornillos de la máquina se describen como: 0-80, 2-56, 3-48, 4-40, 5-40, 6-32, 8-32, 10-32, 10-24, etc. hasta el tamaño 16. El primer número es el diámetro, el segundo es el número de hilos de rosca por pulgada. Hay un hilo de rosca grueso y un hilo de rosca fino para cada tamaño, el hilo de rosca fino se prefiere en materiales finos o cuando se desea una fuerza ligéramente mayor. Los tornillos de la máquina se describen como: 0-80, 2-56, 3-48, 4-40, 5-40, 6-32, 8-32, 10-32, 10-24, etc. hasta el tamaño 16. El primer número es el diámetro, el segundo es el número de hilos de rosca por pulgada. Hay un hilo de rosca grueso y un hilo de rosca fino para cada tamaño, el hilo de rosca fino se prefiere en materiales finos o cuando se desea una fuerza ligéramente mayor. Los tamaños 1/4 " diámetro y más grande se señalan como 1/4 " - 20, 1/4 " - 28, etc. El primer número da el diámetro en pulgadas y el segundo número son los hilos de rosca por pulgada. La mayoría de los tamaños del hilo de rosca están disponibles en UNC o UC (hilo de rosca grueso unificado, el ejemplo 1/4 " - 20) o UNF (ejemplo 1/4 " - 28 UNF o UNEF) Los tamaños 1/4 " diámetro y más grande se señalan como 1/4 " - 20, 1/4 " - 28, etc. El primer número da el diámetro en pulgadas y el segundo número son los hilos de rosca por pulgada. La mayoría de los tamaños del hilo de rosca están disponibles en UNC o UC (hilo de rosca grueso unificado, el ejemplo 1/4 " - 20) o UNF (ejemplo 1/4 " - 28 UNF o UNEF) Los tamaños 1/4 " diámetro y más grande se señalan como 1/4 " - 20, 1/4 " - 28, etc. El primer número da el diámetro en pulgadas y el segundo número son los hilos de rosca por pulgada. La mayoría de los tamaños del hilo de rosca están disponibles en UNC o UC (hilo de rosca grueso unificado, el ejemplo 1/4 " - 20) o UNF (ejemplo 1/4 " - 28 UNF o UNEF) Los tamaños 1/4 " diámetro y más grande se señalan como 1/4 " - 20, 1/4 " - 28, etc. El primer número da el diámetro en pulgadas y el segundo número son los hilos de rosca por pulgada. La mayoría de los tamaños del hilo de rosca están disponibles en UNC o UC (hilo de rosca grueso unificado, el ejemplo 1/4 " - 20) o UNF (ejemplo 1/4 " - 28 UNF o UNEF)
 e imperiales (por ejemplo, las tuercas del estirón, los sensores de oxígeno, las piezas eléctricas internas, los tornillo del cuerpo, de las lámparas, de la dirección, del freno y de la suspensión).automóviles vendidos alrededor del mundo contienen los tornillos métricos (los montajes de motor) e imperiales (por ejemplo, las tuercas del estirón, los sensores de oxígeno, las piezas eléctricas internas, los tornillo del cuerpo, de las lámparas, de la dirección, del freno y de la suspensión).automóviles vendidos alrededor del mundo contienen los tornillos métricos (los montajes de motor) e imperiales (por ejemplo, las tuercas del estirón, los sensores de oxígeno, las piezas eléctricas internas, los tornillo del cuerpo, de las lámparas, de la dirección, del freno y de la suspensión). Los tornillos de la máquina se describen como: 0-80, 2-56, 3-48, 4-40, 5-40, 6-32, 8-32, 10-32, 10-24, etc. hasta el tamaño 16. El primer número es el diámetro, el segundo es el número de hilos de rosca por pulgada. Hay un hilo de rosca grueso y un hilo de rosca fino para cada tamaño, el hilo de rosca fino se prefiere en materiales finos o cuando se desea una fuerza ligéramente mayor. Los tornillos de la máquina se describen como: 0-80, 2-56, 3-48, 4-40, 5-40, 6-32, 8-32, 10-32, 10-24, etc. hasta el tamaño 16. El primer número es el diámetro, el segundo es el número de hilos de rosca por pulgada. Hay un hilo de rosca grueso y un hilo de rosca fino para cada tamaño, el hilo de rosca fino se prefiere en materiales finos o cuando se desea una fuerza ligéramente mayor. Los tornillos de la máquina se describen como: 0-80, 2-56, 3-48, 4-40, 5-40, 6-32, 8-32, 10-32, 10-24, etc. hasta el tamaño 16. El primer número es el diámetro, el segundo es el número de hilos de rosca por pulgada. Hay un hilo de rosca grueso y un hilo de rosca fino para cada tamaño, el hilo de rosca fino se prefiere en materiales finos o cuando se desea una fuerza ligéramente mayor. Los tornillos de la máquina se describen como: 0-80, 2-56, 3-48, 4-40, 5-40, 6-32, 8-32, 10-32, 10-24, etc. hasta el tamaño 16. El primer número es el diámetro, el segundo es el número de hilos de rosca por pulgada. Hay un hilo de rosca grueso y un hilo de rosca fino para cada tamaño, el hilo de rosca fino se prefiere en materiales finos o cuando se desea una fuerza ligéramente mayor. Los tamaños 1/4 diámetro y más grande se señalan como 1/4 - 20, 1/4 - 28, etc. El primer número da el diámetro en pulgadas y el segundo número son los hilos de rosca por pulgada. La mayoría de los tamaños del hilo de rosca están disponibles en UNC o UC (hilo de rosca grueso unificado, el ejemplo 1/4 - 20) o UNF (ejemplo 1/ UNF o UNEF) Los tamaños 1/4 diámetro y más grande se señalan como 1/4 - 20, 1/4 - 28, etc. El primer número da el diámetro en pulgadas y el segundo número son los hilos de rosca por pulgada. La mayoría de los tamaños del hilo de rosca están disponibles en UNC o UC (hilo de rosca grueso unificado, el ejemplo 1/4 - 20) o UNF (ejemplo 1/ UNF o UNEF) Los tamaños 1/4 diámetro y más grande se señalan como 1/4 - 20, 1/4 - 28, etc. El primer número da el diámetro en pulgadas y el segundo número son los hilos de rosca por pulgada. La mayoría de los tamaños del hilo de rosca están disponibles en UNC o UC (hilo de rosca grueso unificado, el ejemplo 1/4 - 20) o UNF (ejemplo 1/ UNF o UNEF) Los tamaños 1/4 diámetro y más grande se señalan como 1/4 - 20, 1/4 - 28, etc. El primer número da el diámetro en pulgadas y el segundo número son los hilos de rosca por pulgada. La mayoría de los tamaños del hilo de rosca están disponibles en UNC o UC (hilo de rosca grueso unificado, el ejemplo 1/4 - 20) o UNF (ejemplo 1/ UNF o UNEF).")
12
Designación de las roscas Designación de las roscas La designación o nomenclatura de la rosca es la identificación de los principales elementos que intervienen en la fabricación de una rosca determinada, se hace por medio de su letra representativa e indicando la dimensión del diámetro exterior y el paso. Este último se indica directamente en milímetros para la rosca métrica, mientras que en la rosca unificada y Witworth se indica a través de la cantidad de hilos existentes dentro de una pulgada.[7] La designación o nomenclatura de la rosca es la identificación de los principales elementos que intervienen en la fabricación de una rosca determinada, se hace por medio de su letra representativa e indicando la dimensión del diámetro exterior y el paso. Este último se indica directamente en milímetros para la rosca métrica, mientras que en la rosca unificada y Witworth se indica a través de la cantidad de hilos existentes dentro de una pulgada.[7] La designación o nomenclatura de la rosca es la identificación de los principales elementos que intervienen en la fabricación de una rosca determinada, se hace por medio de su letra representativa e indicando la dimensión del diámetro exterior y el paso. Este último se indica directamente en milímetros para la rosca métrica, mientras que en la rosca unificada y Witworth se indica a través de la cantidad de hilos existentes dentro de una pulgada.[7] La designación o nomenclatura de la rosca es la identificación de los principales elementos que intervienen en la fabricación de una rosca determinada, se hace por medio de su letra representativa e indicando la dimensión del diámetro exterior y el paso. Este último se indica directamente en milímetros para la rosca métrica, mientras que en la rosca unificada y Witworth se indica a través de la cantidad de hilos existentes dentro de una pulgada.[7] La designación de la rosca unificada se hace de manera diferente: Por ejemplo una nomenclatura normal en un plano de taller podría ser: La designación de la rosca unificada se hace de manera diferente: Por ejemplo una nomenclatura normal en un plano de taller podría ser: La designación de la rosca unificada se hace de manera diferente: Por ejemplo una nomenclatura normal en un plano de taller podría ser: La designación de la rosca unificada se hace de manera diferente: Por ejemplo una nomenclatura normal en un plano de taller podría ser: 1/4 – 28 UNF – 3B – LH 1/4 – 28 UNF – 3B – LH 1/4 – 28 UNF – 3B – LH 1/4 – 28 UNF – 3B – LH Esto significa: Esto significa: Esto significa: Esto significa: 1/4: de pulgada es el diámetro mayor nominal de la rosca. 1/4: de pulgada es el diámetro mayor nominal de la rosca. 1/4: de pulgada es el diámetro mayor nominal de la rosca. 1/4: de pulgada es el diámetro mayor nominal de la rosca. 28: es el numero de hilos por pulgada. 28: es el numero de hilos por pulgada. 28: es el numero de hilos por pulgada. 28: es el numero de hilos por pulgada. UNF: es la serie de roscas, en este caso unificada fina. UNF: es la serie de roscas, en este caso unificada fina. UNF: es la serie de roscas, en este caso unificada fina. UNF: es la serie de roscas, en este caso unificada fina. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. LH: indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) LH: indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) LH: indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) LH: indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha)
; B indica una tuerca interna. Una A indica una tuerca externa. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. LH: indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) LH: indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) LH: indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) LH: indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha).")
13
Herramientas para roscar Brazos portamachos para el roscado manual

14
Símbolos de roscado más comunes AsociaciónSímbolo 1Símbolo 2 American Petroleum InstituteAPI British AssociationBA International Standards OrganisationISO Rosca para bicicletasC Rosca EdisonE Rosca de filetes redondosRd Rosca de filetes trapezoidalesTr Rosca para tubos blindados de conducción eléctricaPGPr

15
Rosca Whitworth de paso normalBSWW Rosca Whitworth de paso finoBSF Rosca Whitworth para tubos (Gas)BSPR Rosca Métrica paso normalMSI Rosca Métrica paso finoMSIF Rosca Americana Unificada paso normalUNCNC, USS Rosca Americana Unificada paso finoUNFNF, SAE
BSPR Rosca Métrica paso normalMSI Rosca Métrica paso finoMSIF Rosca Americana Unificada paso normalUNCNC, USS Rosca Americana Unificada paso finoUNFNF, SAE")
16
Rosca Americana Unificada paso exrafinoUNEFNEF Rosca Americana Cilíndrica para tubosNPS Rosca Americana Cónica para tubosNPTASTP Rosca Americana paso especialUNSNS Rosca Americana Cilíndrica "dryseal" para tubosNPSF Rosca Americana Cónica "dryseal" para tubosNPTF

17
Anotación Con respecto al sentido de giro, en la designación se indica "izq." si es una rosca de sentido izquierdo, no se indica nada si es de sentido derecho. De forma similar, si tiene más de una entrada se indica "2 ent." o "3 ent.". Si no se indica nada al respecto, se subentiende que se trata de una rosca de una entrada y de sentido de avance derecho. En roscas de fabricación norteamericana, se agregan más símbolos para informar el grado de ajuste y tratamientos especiales Con respecto al sentido de giro, en la designación se indica "izq." si es una rosca de sentido izquierdo, no se indica nada si es de sentido derecho. De forma similar, si tiene más de una entrada se indica "2 ent." o "3 ent.". Si no se indica nada al respecto, se subentiende que se trata de una rosca de una entrada y de sentido de avance derecho. En roscas de fabricación norteamericana, se agregan más símbolos para informar el grado de ajuste y tratamientos especiales Con respecto al sentido de giro, en la designación se indica "izq." si es una rosca de sentido izquierdo, no se indica nada si es de sentido derecho. De forma similar, si tiene más de una entrada se indica "2 ent." o "3 ent.". Si no se indica nada al respecto, se subentiende que se trata de una rosca de una entrada y de sentido de avance derecho. En roscas de fabricación norteamericana, se agregan más símbolos para informar el grado de ajuste y tratamientos especiales Con respecto al sentido de giro, en la designación se indica "izq." si es una rosca de sentido izquierdo, no se indica nada si es de sentido derecho. De forma similar, si tiene más de una entrada se indica "2 ent." o "3 ent.". Si no se indica nada al respecto, se subentiende que se trata de una rosca de una entrada y de sentido de avance derecho. En roscas de fabricación norteamericana, se agregan más símbolos para informar el grado de ajuste y tratamientos especiales Es posible crear una rosca con dimensiones no estándares, pero siempre es recomendable usar roscas normalizadas para adquirirlas en ferreterías y facilitar la ubicación de los repuestos. Es posible crear una rosca con dimensiones no estándares, pero siempre es recomendable usar roscas normalizadas para adquirirlas en ferreterías y facilitar la ubicación de los repuestos. Es posible crear una rosca con dimensiones no estándares, pero siempre es recomendable usar roscas normalizadas para adquirirlas en ferreterías y facilitar la ubicación de los repuestos. Es posible crear una rosca con dimensiones no estándares, pero siempre es recomendable usar roscas normalizadas para adquirirlas en ferreterías y facilitar la ubicación de los repuestos. La fabricación y el mecanizado de piezas especiales aumenta el costo de cualquier diseño, por lo tanto se recomienda el uso de piezas estandarizadas. La fabricación y el mecanizado de piezas especiales aumenta el costo de cualquier diseño, por lo tanto se recomienda el uso de piezas estandarizadas. La fabricación y el mecanizado de piezas especiales aumenta el costo de cualquier diseño, por lo tanto se recomienda el uso de piezas estandarizadas. La fabricación y el mecanizado de piezas especiales aumenta el costo de cualquier diseño, por lo tanto se recomienda el uso de piezas estandarizadas.

18
Tipos de rosca diferentes a la tornillería de apriete Tipos de rosca diferentes a la tornillería de apriete Rosca Redondeada Rd: Rosca Redondeada Rd: Rosca Redondeada Rd: Rosca Redondeada Rd: Se utiliza en tapones para botellas y bombillas, donde no se requiere mucha fuerza, es bastante adecuada cuando las roscas han de ser moldeadas o laminadas en chapa metálica. Se utiliza en tapones para botellas y bombillas, donde no se requiere mucha fuerza, es bastante adecuada cuando las roscas han de ser moldeadas o laminadas en chapa metálica. Se utiliza en tapones para botellas y bombillas, donde no se requiere mucha fuerza, es bastante adecuada cuando las roscas han de ser moldeadas o laminadas en chapa metálica. Se utiliza en tapones para botellas y bombillas, donde no se requiere mucha fuerza, es bastante adecuada cuando las roscas han de ser moldeadas o laminadas en chapa metálica. Sin embargo existe una rosca redondeada rectificada de gran precisión que se utiliza en los husillos que se desplazan mediante bolas insertadas en la tuerca de los carros desplazables de las máquinas herramientas de control numérico para que no exista juego cuando se invierte el giro del husillo. Sin embargo existe una rosca redondeada rectificada de gran precisión que se utiliza en los husillos que se desplazan mediante bolas insertadas en la tuerca de los carros desplazables de las máquinas herramientas de control numérico para que no exista juego cuando se invierte el giro del husillo. Sin embargo existe una rosca redondeada rectificada de gran precisión que se utiliza en los husillos que se desplazan mediante bolas insertadas en la tuerca de los carros desplazables de las máquinas herramientas de control numérico para que no exista juego cuando se invierte el giro del husillo. Sin embargo existe una rosca redondeada rectificada de gran precisión que se utiliza en los husillos que se desplazan mediante bolas insertadas en la tuerca de los carros desplazables de las máquinas herramientas de control numérico para que no exista juego cuando se invierte el giro del husillo. Husillo de bola con rosca redondeada rectificada

19
Rosca Cuadrada: Rosca Cuadrada: Esta rosca puede transmitir todas las fuerzas en dirección casi paralela al eje, a veces se modifica la forma de filete cuadrado dándole una conicidad o inclinación de 5° a los lados. Esta rosca puede transmitir todas las fuerzas en dirección casi paralela al eje, a veces se modifica la forma de filete cuadrado dándole una conicidad o inclinación de 5° a los lados. Esta rosca puede transmitir todas las fuerzas en dirección casi paralela al eje, a veces se modifica la forma de filete cuadrado dándole una conicidad o inclinación de 5° a los lados. Esta rosca puede transmitir todas las fuerzas en dirección casi paralela al eje, a veces se modifica la forma de filete cuadrado dándole una conicidad o inclinación de 5° a los lados.

20
Rosca trapecial Tr ACME Rosca trapecial Tr ACME Ha reemplazado generalmente a la rosca de filete truncado. Es más resistente, más fácil de tallar y permite el empleo de una tuerca partida o de desembrague que no puede ser utilizada con una rosca de filete cuadrado. Ha reemplazado generalmente a la rosca de filete truncado. Es más resistente, más fácil de tallar y permite el empleo de una tuerca partida o de desembrague que no puede ser utilizada con una rosca de filete cuadrado. Ha reemplazado generalmente a la rosca de filete truncado. Es más resistente, más fácil de tallar y permite el empleo de una tuerca partida o de desembrague que no puede ser utilizada con una rosca de filete cuadrado. Ha reemplazado generalmente a la rosca de filete truncado. Es más resistente, más fácil de tallar y permite el empleo de una tuerca partida o de desembrague que no puede ser utilizada con una rosca de filete cuadrado. Las roscas Acme se emplean donde se necesita aplicar mucha fuerza. Se usan para transmitir movimiento en todo tipo de máquinas herramientas, gatos, prensas grandes C, tornillos de banco y sujetadores. Las roscas Acme tienen un ángulo de rosca de 29° y una cara plana grande en la cresta y en la Raíz. Las roscas Acme se diseñaron para sustituir la rosca cuadrada, que es difícil de fabricar y quebradiza. Las roscas Acme se emplean donde se necesita aplicar mucha fuerza. Se usan para transmitir movimiento en todo tipo de máquinas herramientas, gatos, prensas grandes C, tornillos de banco y sujetadores. Las roscas Acme tienen un ángulo de rosca de 29° y una cara plana grande en la cresta y en la Raíz. Las roscas Acme se diseñaron para sustituir la rosca cuadrada, que es difícil de fabricar y quebradiza. Las roscas Acme se emplean donde se necesita aplicar mucha fuerza. Se usan para transmitir movimiento en todo tipo de máquinas herramientas, gatos, prensas grandes C, tornillos de banco y sujetadores. Las roscas Acme tienen un ángulo de rosca de 29° y una cara plana grande en la cresta y en la Raíz. Las roscas Acme se diseñaron para sustituir la rosca cuadrada, que es difícil de fabricar y quebradiza. Las roscas Acme se emplean donde se necesita aplicar mucha fuerza. Se usan para transmitir movimiento en todo tipo de máquinas herramientas, gatos, prensas grandes C, tornillos de banco y sujetadores. Las roscas Acme tienen un ángulo de rosca de 29° y una cara plana grande en la cresta y en la Raíz. Las roscas Acme se diseñaron para sustituir la rosca cuadrada, que es difícil de fabricar y quebradiza. Hay tres clases de rosca Acme, 2G, 3G y 4G, y cada una tiene holguras en todas dimensiones para permitir movimiento libre. Las roscas clase 2G se usan en la mayor parte de los conjuntos. Las clases 3G y 4G se usan cuando se permite menos juego u holgura, como por ejemplo en el husillo de un torno o de la mesa de una maquina fresadora Hay tres clases de rosca Acme, 2G, 3G y 4G, y cada una tiene holguras en todas dimensiones para permitir movimiento libre. Las roscas clase 2G se usan en la mayor parte de los conjuntos. Las clases 3G y 4G se usan cuando se permite menos juego u holgura, como por ejemplo en el husillo de un torno o de la mesa de una maquina fresadora Hay tres clases de rosca Acme, 2G, 3G y 4G, y cada una tiene holguras en todas dimensiones para permitir movimiento libre. Las roscas clase 2G se usan en la mayor parte de los conjuntos. Las clases 3G y 4G se usan cuando se permite menos juego u holgura, como por ejemplo en el husillo de un torno o de la mesa de una maquina fresadora Hay tres clases de rosca Acme, 2G, 3G y 4G, y cada una tiene holguras en todas dimensiones para permitir movimiento libre. Las roscas clase 2G se usan en la mayor parte de los conjuntos. Las clases 3G y 4G se usan cuando se permite menos juego u holgura, como por ejemplo en el husillo de un torno o de la mesa de una maquina fresadora Husillo de rosca trapecial

21
Rosca Sin Fin Rosca Sin Fin Se utiliza sobre ejes para transmitir fuerza a los engranajes que equipan las cajas reductoras de velocidad, se cataloga mejor como un engranaje que como rosca. Se utiliza sobre ejes para transmitir fuerza a los engranajes que equipan las cajas reductoras de velocidad, se cataloga mejor como un engranaje que como rosca. Se utiliza sobre ejes para transmitir fuerza a los engranajes que equipan las cajas reductoras de velocidad, se cataloga mejor como un engranaje que como rosca. Se utiliza sobre ejes para transmitir fuerza a los engranajes que equipan las cajas reductoras de velocidad, se cataloga mejor como un engranaje que como rosca.

22
Machos de roscar manualmente Machos de roscar manualmente Se denomina macho de roscar a una herramienta manual de corte que se utiliza para efectuar el roscado de agujeros que han sido previamente taladrados a una medida adecuada en alguna pieza metálica o de plástico. Se denomina macho de roscar a una herramienta manual de corte que se utiliza para efectuar el roscado de agujeros que han sido previamente taladrados a una medida adecuada en alguna pieza metálica o de plástico. Se denomina macho de roscar a una herramienta manual de corte que se utiliza para efectuar el roscado de agujeros que han sido previamente taladrados a una medida adecuada en alguna pieza metálica o de plástico. Se denomina macho de roscar a una herramienta manual de corte que se utiliza para efectuar el roscado de agujeros que han sido previamente taladrados a una medida adecuada en alguna pieza metálica o de plástico. Macho de roscar a mano con su soporte

23
Existen dos tipos de machos, de una parte los machos que se utilizan para roscar a mano y de otra los que se utilizan para roscar a máquina. Existen dos tipos de machos, de una parte los machos que se utilizan para roscar a mano y de otra los que se utilizan para roscar a máquina. Existen dos tipos de machos, de una parte los machos que se utilizan para roscar a mano y de otra los que se utilizan para roscar a máquina. Existen dos tipos de machos, de una parte los machos que se utilizan para roscar a mano y de otra los que se utilizan para roscar a máquina. El macho de roscar tiene que pertenecer a un sistema de roscas determinado y tener definido su diámetro exterior y el paso de la rosca que tiene. El macho de roscar tiene que pertenecer a un sistema de roscas determinado y tener definido su diámetro exterior y el paso de la rosca que tiene. El macho de roscar tiene que pertenecer a un sistema de roscas determinado y tener definido su diámetro exterior y el paso de la rosca que tiene. El macho de roscar tiene que pertenecer a un sistema de roscas determinado y tener definido su diámetro exterior y el paso de la rosca que tiene. El roscado a mano consta de un juego de tres machos que tienen que pasarse sucesivamente de la siguiente forma: El roscado a mano consta de un juego de tres machos que tienen que pasarse sucesivamente de la siguiente forma:El roscado a mano consta de un juego de tres machos que tienen que pasarse sucesivamente de la siguiente forma:El roscado a mano consta de un juego de tres machos que tienen que pasarse sucesivamente de la siguiente forma: El primer macho es el que inicia y guía la rosca. El primer macho es el que inicia y guía la rosca. El primer macho es el que inicia y guía la rosca. El primer macho es el que inicia y guía la rosca. El segundo macho desbasta la rosca El segundo macho desbasta la rosca El segundo macho desbasta la rosca El segundo macho desbasta la rosca El tercer macho pule y calibra la rosca El tercer macho pule y calibra la rosca El tercer macho pule y calibra la rosca El tercer macho pule y calibra la rosca Estos machos llevan una mecha cuadrada en una punta para poderlos sujetar y hacerlos girar con un portamachos que hace de palanca de giro Estos machos llevan una mecha cuadrada en una punta para poderlos sujetar y hacerlos girar con un portamachos que hace de palanca de giro Estos machos llevan una mecha cuadrada en una punta para poderlos sujetar y hacerlos girar con un portamachos que hace de palanca de giro Estos machos llevan una mecha cuadrada en una punta para poderlos sujetar y hacerlos girar con un portamachos que hace de palanca de giro

24
El diámetro de la broca que hay que taladrar previamente el agujero antes de roscar suele ser el diámetro exterior del macho, o sea el diámetro nominal de la rosca menos el paso de la rosca: El diámetro de la broca que hay que taladrar previamente el agujero antes de roscar suele ser el diámetro exterior del macho, o sea el diámetro nominal de la rosca menos el paso de la rosca: El diámetro de la broca que hay que taladrar previamente el agujero antes de roscar suele ser el diámetro exterior del macho, o sea el diámetro nominal de la rosca menos el paso de la rosca: El diámetro de la broca que hay que taladrar previamente el agujero antes de roscar suele ser el diámetro exterior del macho, o sea el diámetro nominal de la rosca menos el paso de la rosca: Db = Dn p. Db = Dn p. El roscado manual solo se utiliza en ocasiones esporádicas, porque ofrece poca calidad del roscado y es muy lenta su ejecución. El roscado industrial se realiza con machos de roscar a máquina. El roscado manual solo se utiliza en ocasiones esporádicas, porque ofrece poca calidad del roscado y es muy lenta su ejecución. El roscado industrial se realiza con machos de roscar a máquina. El roscado manual solo se utiliza en ocasiones esporádicas, porque ofrece poca calidad del roscado y es muy lenta su ejecución. El roscado industrial se realiza con machos de roscar a máquina. El roscado manual solo se utiliza en ocasiones esporádicas, porque ofrece poca calidad del roscado y es muy lenta su ejecución. El roscado industrial se realiza con machos de roscar a máquina.

25
Diámetro de brocas para agujeros de tornillos métricos gama estándar Diámetro de brocas para agujeros de tornillos métricos gama estándar Medida nominal y paso normal Diámetro broca agujero Medida nominal y paso fino. Diámetro broca agujero M3 x 0,52,5M3 x 0,252,75 M4 x 0,73,3M4 x 0,353,65 M5 x 0,84,2M5 x 0,504,5 M6 x 15M6 x 0,505,5 M8 x 1,256,8M8 x 0,757,25 M10 x 1,508,5M10 x 0,759,25 M12 x 1,7510,2M12 x 111

26
M14 x 212M14 x 113 M16 x 214M16 x 1,2514,75 M18 x 2,515,5M18 x 1,2516,75 M20 x 2,517,5M20 x 1,5018,50 M22 x 2,519,5M22 x 1,5020,50 M24 x 321M24 x 1,5022,50 M27 x 324M27 x 225 M30 x 3,526,5M30 x 228

27
Terrajas Una terraja de roscar es una herramienta manual de corte que se utiliza para el roscado manual de pernos y tornillos, que deben estar calibrados de acuerdo con las característica de la rosca que se trate. El material de las terrajas es de acero rápido (HSS). Las características principales de un tornillo que se vaya a roscar son el diámetro exterior o nominal del mismo y el paso que tiene la rosca. Una terraja de roscar es una herramienta manual de corte que se utiliza para el roscado manual de pernos y tornillos, que deben estar calibrados de acuerdo con las característica de la rosca que se trate. El material de las terrajas es de acero rápido (HSS). Las características principales de un tornillo que se vaya a roscar son el diámetro exterior o nominal del mismo y el paso que tiene la rosca. Una terraja de roscar es una herramienta manual de corte que se utiliza para el roscado manual de pernos y tornillos, que deben estar calibrados de acuerdo con las característica de la rosca que se trate. El material de las terrajas es de acero rápido (HSS). Las características principales de un tornillo que se vaya a roscar son el diámetro exterior o nominal del mismo y el paso que tiene la rosca. Una terraja de roscar es una herramienta manual de corte que se utiliza para el roscado manual de pernos y tornillos, que deben estar calibrados de acuerdo con las característica de la rosca que se trate. El material de las terrajas es de acero rápido (HSS). Las características principales de un tornillo que se vaya a roscar son el diámetro exterior o nominal del mismo y el paso que tiene la rosca. Existe una terraja para cada tipo de tornillo normalizado de acuerdo a los sistemas de roscas vigentes. Existe una terraja para cada tipo de tornillo normalizado de acuerdo a los sistemas de roscas vigentes. Existe una terraja para cada tipo de tornillo normalizado de acuerdo a los sistemas de roscas vigentes. Existe una terraja para cada tipo de tornillo normalizado de acuerdo a los sistemas de roscas vigentes. Las terrajas se montan en un útil llamado portaterrajas o brazo bandeador, donde se le imprime la fuerza y el giro de roscado necesario. Las terrajas se montan en un útil llamado portaterrajas o brazo bandeador, donde se le imprime la fuerza y el giro de roscado necesario. Las terrajas se montan en un útil llamado portaterrajas o brazo bandeador, donde se le imprime la fuerza y el giro de roscado necesario. Las terrajas se montan en un útil llamado portaterrajas o brazo bandeador, donde se le imprime la fuerza y el giro de roscado necesario. Los tornillos y pernos que se van a roscar requieren que tengan una entrada cónica en la punta para facilitar el trabajo inicial de la terraja. Los tornillos y pernos que se van a roscar requieren que tengan una entrada cónica en la punta para facilitar el trabajo inicial de la terraja. Los tornillos y pernos que se van a roscar requieren que tengan una entrada cónica en la punta para facilitar el trabajo inicial de la terraja. Los tornillos y pernos que se van a roscar requieren que tengan una entrada cónica en la punta para facilitar el trabajo inicial de la terraja. La calidad del roscado manual con terraja es bastante deficiente, y por eso se utilizan los métodos de laminación por rodillo en los procesos industriales. La calidad del roscado manual con terraja es bastante deficiente, y por eso se utilizan los métodos de laminación por rodillo en los procesos industriales. La calidad del roscado manual con terraja es bastante deficiente, y por eso se utilizan los métodos de laminación por rodillo en los procesos industriales. La calidad del roscado manual con terraja es bastante deficiente, y por eso se utilizan los métodos de laminación por rodillo en los procesos industriales. Terrajas de roscar a mano con su bandeador
. Las características principales de un tornillo que se vaya a roscar son el diámetro exterior o nominal del mismo y el paso que tiene la rosca. Una terraja de roscar es una herramienta manual de corte que se utiliza para el roscado manual de pernos y tornillos, que deben estar calibrados de acuerdo con las característica de la rosca que se trate. El material de las terrajas es de acero rápido (HSS). Las características principales de un tornillo que se vaya a roscar son el diámetro exterior o nominal del mismo y el paso que tiene la rosca. Una terraja de roscar es una herramienta manual de corte que se utiliza para el roscado manual de pernos y tornillos, que deben estar calibrados de acuerdo con las característica de la rosca que se trate. El material de las terrajas es de acero rápido (HSS). Las características principales de un tornillo que se vaya a roscar son el diámetro exterior o nominal del mismo y el paso que tiene la rosca. Una terraja de roscar es una herramienta manual de corte que se utiliza para el roscado manual de pernos y tornillos, que deben estar calibrados de acuerdo con las característica de la rosca que se trate. El material de las terrajas es de acero rápido (HSS). Las características principales de un tornillo que se vaya a roscar son el diámetro exterior o nominal del mismo y el paso que tiene la rosca. Existe una terraja para cada tipo de tornillo normalizado de acuerdo a los sistemas de roscas vigentes. Existe una terraja para cada tipo de tornillo normalizado de acuerdo a los sistemas de roscas vigentes. Existe una terraja para cada tipo de tornillo normalizado de acuerdo a los sistemas de roscas vigentes. Existe una terraja para cada tipo de tornillo normalizado de acuerdo a los sistemas de roscas vigentes. Las terrajas se montan en un útil llamado portaterrajas o brazo bandeador, donde se le imprime la fuerza y el giro de roscado necesario. Las terrajas se montan en un útil llamado portaterrajas o brazo bandeador, donde se le imprime la fuerza y el giro de roscado necesario. Las terrajas se montan en un útil llamado portaterrajas o brazo bandeador, donde se le imprime la fuerza y el giro de roscado necesario. Las terrajas se montan en un útil llamado portaterrajas o brazo bandeador, donde se le imprime la fuerza y el giro de roscado necesario. Los tornillos y pernos que se van a roscar requieren que tengan una entrada cónica en la punta para facilitar el trabajo inicial de la terraja. Los tornillos y pernos que se van a roscar requieren que tengan una entrada cónica en la punta para facilitar el trabajo inicial de la terraja. Los tornillos y pernos que se van a roscar requieren que tengan una entrada cónica en la punta para facilitar el trabajo inicial de la terraja. Los tornillos y pernos que se van a roscar requieren que tengan una entrada cónica en la punta para facilitar el trabajo inicial de la terraja. La calidad del roscado manual con terraja es bastante deficiente, y por eso se utilizan los métodos de laminación por rodillo en los procesos industriales. La calidad del roscado manual con terraja es bastante deficiente, y por eso se utilizan los métodos de laminación por rodillo en los procesos industriales. La calidad del roscado manual con terraja es bastante deficiente, y por eso se utilizan los métodos de laminación por rodillo en los procesos industriales. La calidad del roscado manual con terraja es bastante deficiente, y por eso se utilizan los métodos de laminación por rodillo en los procesos industriales. Terrajas de roscar a mano con su bandeador.")
28
Fresado de roscas en agujeros Fresado de roscas en agujeros En los modernos centros de mecanizado (CNC) se ha hecho posible el mecanizado de roscas con herramientas diferentes a los machos clásicos, haciendo posible programar todo tipo de roscas que se deseen realizar de una forma sencilla y económica. En los modernos centros de mecanizado (CNC) se ha hecho posible el mecanizado de roscas con herramientas diferentes a los machos clásicos, haciendo posible programar todo tipo de roscas que se deseen realizar de una forma sencilla y económica. En los modernos centros de mecanizado (CNC) se ha hecho posible el mecanizado de roscas con herramientas diferentes a los machos clásicos, haciendo posible programar todo tipo de roscas que se deseen realizar de una forma sencilla y económica. En los modernos centros de mecanizado (CNC) se ha hecho posible el mecanizado de roscas con herramientas diferentes a los machos clásicos, haciendo posible programar todo tipo de roscas que se deseen realizar de una forma sencilla y económica. La fresa de roscas puede llevar la rosca más cerca al fondo de un orificio ciego, y puede mecanizar roscas en orificios grandes con facilidad incluso puede roscar en una misma piezas agujeros de diferentes dimensiones. La fresa de roscas puede llevar la rosca más cerca al fondo de un orificio ciego, y puede mecanizar roscas en orificios grandes con facilidad incluso puede roscar en una misma piezas agujeros de diferentes dimensiones. La fresa de roscas puede llevar la rosca más cerca al fondo de un orificio ciego, y puede mecanizar roscas en orificios grandes con facilidad incluso puede roscar en una misma piezas agujeros de diferentes dimensiones. La fresa de roscas puede llevar la rosca más cerca al fondo de un orificio ciego, y puede mecanizar roscas en orificios grandes con facilidad incluso puede roscar en una misma piezas agujeros de diferentes dimensiones. Las condiciones tecnológicas del fresado de roscas permite trabajar con velocidades de corte y avance muy superiores al roscado con macho, y además poder roscar materiales de mayor dureza. Las condiciones tecnológicas del fresado de roscas permite trabajar con velocidades de corte y avance muy superiores al roscado con macho, y además poder roscar materiales de mayor dureza. Las condiciones tecnológicas del fresado de roscas permite trabajar con velocidades de corte y avance muy superiores al roscado con macho, y además poder roscar materiales de mayor dureza. Las condiciones tecnológicas del fresado de roscas permite trabajar con velocidades de corte y avance muy superiores al roscado con macho, y además poder roscar materiales de mayor dureza. Una fresa de roscar, puede ser diseñada para realizar una variedad de operaciones en los orificios. Una sola herramienta puede taladrar un orificio, hacerle un chaflán, mecanizar la rosca y ranurar el final de la rosca. Una fresa de roscar, puede ser diseñada para realizar una variedad de operaciones en los orificios. Una sola herramienta puede taladrar un orificio, hacerle un chaflán, mecanizar la rosca y ranurar el final de la rosca. Una fresa de roscar, puede ser diseñada para realizar una variedad de operaciones en los orificios. Una sola herramienta puede taladrar un orificio, hacerle un chaflán, mecanizar la rosca y ranurar el final de la rosca. Una fresa de roscar, puede ser diseñada para realizar una variedad de operaciones en los orificios. Una sola herramienta puede taladrar un orificio, hacerle un chaflán, mecanizar la rosca y ranurar el final de la rosca.
 se ha hecho posible el mecanizado de roscas con herramientas diferentes a los machos clásicos, haciendo posible programar todo tipo de roscas que se deseen realizar de una forma sencilla y económica. En los modernos centros de mecanizado (CNC) se ha hecho posible el mecanizado de roscas con herramientas diferentes a los machos clásicos, haciendo posible programar todo tipo de roscas que se deseen realizar de una forma sencilla y económica. En los modernos centros de mecanizado (CNC) se ha hecho posible el mecanizado de roscas con herramientas diferentes a los machos clásicos, haciendo posible programar todo tipo de roscas que se deseen realizar de una forma sencilla y económica. La fresa de roscas puede llevar la rosca más cerca al fondo de un orificio ciego, y puede mecanizar roscas en orificios grandes con facilidad incluso puede roscar en una misma piezas agujeros de diferentes dimensiones. La fresa de roscas puede llevar la rosca más cerca al fondo de un orificio ciego, y puede mecanizar roscas en orificios grandes con facilidad incluso puede roscar en una misma piezas agujeros de diferentes dimensiones. La fresa de roscas puede llevar la rosca más cerca al fondo de un orificio ciego, y puede mecanizar roscas en orificios grandes con facilidad incluso puede roscar en una misma piezas agujeros de diferentes dimensiones. La fresa de roscas puede llevar la rosca más cerca al fondo de un orificio ciego, y puede mecanizar roscas en orificios grandes con facilidad incluso puede roscar en una misma piezas agujeros de diferentes dimensiones. Las condiciones tecnológicas del fresado de roscas permite trabajar con velocidades de corte y avance muy superiores al roscado con macho, y además poder roscar materiales de mayor dureza. Las condiciones tecnológicas del fresado de roscas permite trabajar con velocidades de corte y avance muy superiores al roscado con macho, y además poder roscar materiales de mayor dureza. Las condiciones tecnológicas del fresado de roscas permite trabajar con velocidades de corte y avance muy superiores al roscado con macho, y además poder roscar materiales de mayor dureza. Las condiciones tecnológicas del fresado de roscas permite trabajar con velocidades de corte y avance muy superiores al roscado con macho, y además poder roscar materiales de mayor dureza. Una fresa de roscar, puede ser diseñada para realizar una variedad de operaciones en los orificios. Una sola herramienta puede taladrar un orificio, hacerle un chaflán, mecanizar la rosca y ranurar el final de la rosca. Una fresa de roscar, puede ser diseñada para realizar una variedad de operaciones en los orificios. Una sola herramienta puede taladrar un orificio, hacerle un chaflán, mecanizar la rosca y ranurar el final de la rosca. Una fresa de roscar, puede ser diseñada para realizar una variedad de operaciones en los orificios. Una sola herramienta puede taladrar un orificio, hacerle un chaflán, mecanizar la rosca y ranurar el final de la rosca. Una fresa de roscar, puede ser diseñada para realizar una variedad de operaciones en los orificios. Una sola herramienta puede taladrar un orificio, hacerle un chaflán, mecanizar la rosca y ranurar el final de la rosca..")
29
Un macho solo puede producir "el sentido" de la rosca derecho o izquierdo que ha sido tallado en la herramienta. Pero un simple cambio en la programación CNC puede permitirle a la fresa producir una rosca izquierda o derecha. Un macho solo puede producir "el sentido" de la rosca derecho o izquierdo que ha sido tallado en la herramienta. Pero un simple cambio en la programación CNC puede permitirle a la fresa producir una rosca izquierda o derecha. Un macho solo puede producir "el sentido" de la rosca derecho o izquierdo que ha sido tallado en la herramienta. Pero un simple cambio en la programación CNC puede permitirle a la fresa producir una rosca izquierda o derecha. Un macho solo puede producir "el sentido" de la rosca derecho o izquierdo que ha sido tallado en la herramienta. Pero un simple cambio en la programación CNC puede permitirle a la fresa producir una rosca izquierda o derecha. Cuando un orificio es ciego, el macho solo puede llegar hasta el fondo. La punta cónica del macho hará tope allí, dejando roscas incompletas en el resto de la profundidad del orificio. Una fresa de roscar, con su punta plana, no tiene ese problema. Puede mecanizar roscas completas a mayor profundidad, más cerca de la parte inferior del mismo orificio ciego. El control de las virutas mejora mucho con el fresado de roscas Como en cualquier operación de fresado, en el fresado de roscas se producen virutas cortas y partidas con una mejor evacuación. Cuando un orificio es ciego, el macho solo puede llegar hasta el fondo. La punta cónica del macho hará tope allí, dejando roscas incompletas en el resto de la profundidad del orificio. Una fresa de roscar, con su punta plana, no tiene ese problema. Puede mecanizar roscas completas a mayor profundidad, más cerca de la parte inferior del mismo orificio ciego. El control de las virutas mejora mucho con el fresado de roscas Como en cualquier operación de fresado, en el fresado de roscas se producen virutas cortas y partidas con una mejor evacuación. Cuando un orificio es ciego, el macho solo puede llegar hasta el fondo. La punta cónica del macho hará tope allí, dejando roscas incompletas en el resto de la profundidad del orificio. Una fresa de roscar, con su punta plana, no tiene ese problema. Puede mecanizar roscas completas a mayor profundidad, más cerca de la parte inferior del mismo orificio ciego. El control de las virutas mejora mucho con el fresado de roscas Como en cualquier operación de fresado, en el fresado de roscas se producen virutas cortas y partidas con una mejor evacuación. Cuando un orificio es ciego, el macho solo puede llegar hasta el fondo. La punta cónica del macho hará tope allí, dejando roscas incompletas en el resto de la profundidad del orificio. Una fresa de roscar, con su punta plana, no tiene ese problema. Puede mecanizar roscas completas a mayor profundidad, más cerca de la parte inferior del mismo orificio ciego. El control de las virutas mejora mucho con el fresado de roscas Como en cualquier operación de fresado, en el fresado de roscas se producen virutas cortas y partidas con una mejor evacuación.

30
Torneado de roscas Torneado de roscas El torneado de roscas tanto en ejes u otros componentes exteriores como en roscado interior de agujeros es muy común y actualmente resulta rápido, seguro y eficaz si se realiza en tornos CNC, y con las herramientas de metal duro con plaquita intercambiable que ya tienen adaptado el perfil de la rosca que se trate de mecanizar. Estas plaquitas están disponibles actualmente en los sistemas de roscas más comunes. [11] El torneado de roscas tanto en ejes u otros componentes exteriores como en roscado interior de agujeros es muy común y actualmente resulta rápido, seguro y eficaz si se realiza en tornos CNC, y con las herramientas de metal duro con plaquita intercambiable que ya tienen adaptado el perfil de la rosca que se trate de mecanizar. Estas plaquitas están disponibles actualmente en los sistemas de roscas más comunes. [11] El torneado de roscas tanto en ejes u otros componentes exteriores como en roscado interior de agujeros es muy común y actualmente resulta rápido, seguro y eficaz si se realiza en tornos CNC, y con las herramientas de metal duro con plaquita intercambiable que ya tienen adaptado el perfil de la rosca que se trate de mecanizar. Estas plaquitas están disponibles actualmente en los sistemas de roscas más comunes. [11] El torneado de roscas tanto en ejes u otros componentes exteriores como en roscado interior de agujeros es muy común y actualmente resulta rápido, seguro y eficaz si se realiza en tornos CNC, y con las herramientas de metal duro con plaquita intercambiable que ya tienen adaptado el perfil de la rosca que se trate de mecanizar. Estas plaquitas están disponibles actualmente en los sistemas de roscas más comunes. [11] Los intervalos de avance de la máquina son el factor clave para el torneado de roscas ya que debe coincidir con el paso de las mismas. Esto se consigue fácilmente con las pautas de programación que tienen los tornos CNC. Los intervalos de avance de la máquina son el factor clave para el torneado de roscas ya que debe coincidir con el paso de las mismas. Esto se consigue fácilmente con las pautas de programación que tienen los tornos CNC. Los intervalos de avance de la máquina son el factor clave para el torneado de roscas ya que debe coincidir con el paso de las mismas. Esto se consigue fácilmente con las pautas de programación que tienen los tornos CNC. Los intervalos de avance de la máquina son el factor clave para el torneado de roscas ya que debe coincidir con el paso de las mismas. Esto se consigue fácilmente con las pautas de programación que tienen los tornos CNC. El torneado de roscas con plaquitas intercambiables se realiza de varias pasadas de corte a lo largo de toda la longitud de la rosca, mediante la división de la profundidad total de la rosca en pequeñas pasadas. El torneado de roscas con plaquitas intercambiables se realiza de varias pasadas de corte a lo largo de toda la longitud de la rosca, mediante la división de la profundidad total de la rosca en pequeñas pasadas. El torneado de roscas con plaquitas intercambiables se realiza de varias pasadas de corte a lo largo de toda la longitud de la rosca, mediante la división de la profundidad total de la rosca en pequeñas pasadas. El torneado de roscas con plaquitas intercambiables se realiza de varias pasadas de corte a lo largo de toda la longitud de la rosca, mediante la división de la profundidad total de la rosca en pequeñas pasadas.

31
Los factores a considera en el torneado de roscas son: Los factores a considera en el torneado de roscas son: Los factores a considera en el torneado de roscas son: Los factores a considera en el torneado de roscas son: Que el diámetro exterior o el diámetro del agujero de la rosca sea el correcto Que el diámetro exterior o el diámetro del agujero de la rosca sea el correcto Que el diámetro exterior o el diámetro del agujero de la rosca sea el correcto Que el diámetro exterior o el diámetro del agujero de la rosca sea el correcto Que la herramienta de corte esté colocada con precisión. Que la herramienta de corte esté colocada con precisión. Que la herramienta de corte esté colocada con precisión. Que la herramienta de corte esté colocada con precisión. Que el reglaje del filo esté de acuerdo con el paso de la rosca Que el reglaje del filo esté de acuerdo con el paso de la rosca Que el reglaje del filo esté de acuerdo con el paso de la rosca Que el reglaje del filo esté de acuerdo con el paso de la rosca Que la geometría de corte de la rosca sea correcta Que la geometría de corte de la rosca sea correcta Que la geometría de corte de la rosca sea correcta Que la geometría de corte de la rosca sea correcta Que el ángulo de incidencia sea correcto Que el ángulo de incidencia sea correcto Que el ángulo de incidencia sea correcto Que el ángulo de incidencia sea correcto Que el programa de roscado sea el adecuado Que el programa de roscado sea el adecuado Que el programa de roscado sea el adecuado Que el programa de roscado sea el adecuado Optimizar el número de pasadas que se van a realizar Optimizar el número de pasadas que se van a realizar Optimizar el número de pasadas que se van a realizar Optimizar el número de pasadas que se van a realizar Que la velocidad de corte sea la adecuada Que la velocidad de corte sea la adecuada Que la velocidad de corte sea la adecuada Que la velocidad de corte sea la adecuada

32
Roscado de agujeros con machos de máquina Roscado de agujeros con machos de máquina La operación de roscado se realiza básicamente sobre agujeros en piezas que han sido previamente taladrados donde unas veces son agujeros ciegos y otras pasantes. La operación de roscado se realiza básicamente sobre agujeros en piezas que han sido previamente taladrados donde unas veces son agujeros ciegos y otras pasantes. La operación de roscado se realiza básicamente sobre agujeros en piezas que han sido previamente taladrados donde unas veces son agujeros ciegos y otras pasantes. La operación de roscado se realiza básicamente sobre agujeros en piezas que han sido previamente taladrados donde unas veces son agujeros ciegos y otras pasantes. Hay dos tipos de roscado a máquina los que se hacen con machos de arranque de viruta y los que se realizan con machos de laminación. Hay dos tipos de roscado a máquina los que se hacen con machos de arranque de viruta y los que se realizan con machos de laminación. Hay dos tipos de roscado a máquina los que se hacen con machos de arranque de viruta y los que se realizan con machos de laminación. Hay dos tipos de roscado a máquina los que se hacen con machos de arranque de viruta y los que se realizan con machos de laminación. El roscado con machos de laminación permite conseguir unos claros objetivos de mejora e incremento de la productividad. El roscado con machos de laminación permite conseguir unos claros objetivos de mejora e incremento de la productividad. El roscado con machos de laminación permite conseguir unos claros objetivos de mejora e incremento de la productividad. El roscado con machos de laminación permite conseguir unos claros objetivos de mejora e incremento de la productividad. Integra el roscado como una etapa más del conformado de la pieza, reduce y evita las posteriores manipulaciones. Permite también eliminar la viruta de las etapas de deformación en prensa, reduciendo directamente las averías de las matrices de estampación. Los machos de laminación además permiten roscar a elevadas velocidades, consiguiendo así una alta productividad. Se consigue una pieza con una mayor resistencia a los esfuerzos de tracción ya que no se cortan las fibras del material, solo se deforman hasta conseguir una rosca dentro de sus ajustadas tolerancias. El roscado por laminación proporciona una reducción de los costes medioambientales, eliminando el coste de extraer las virutas impregnadas de aceites lubricantes. Integra el roscado como una etapa más del conformado de la pieza, reduce y evita las posteriores manipulaciones. Permite también eliminar la viruta de las etapas de deformación en prensa, reduciendo directamente las averías de las matrices de estampación. Los machos de laminación además permiten roscar a elevadas velocidades, consiguiendo así una alta productividad. Se consigue una pieza con una mayor resistencia a los esfuerzos de tracción ya que no se cortan las fibras del material, solo se deforman hasta conseguir una rosca dentro de sus ajustadas tolerancias. El roscado por laminación proporciona una reducción de los costes medioambientales, eliminando el coste de extraer las virutas impregnadas de aceites lubricantes. Integra el roscado como una etapa más del conformado de la pieza, reduce y evita las posteriores manipulaciones. Permite también eliminar la viruta de las etapas de deformación en prensa, reduciendo directamente las averías de las matrices de estampación. Los machos de laminación además permiten roscar a elevadas velocidades, consiguiendo así una alta productividad. Se consigue una pieza con una mayor resistencia a los esfuerzos de tracción ya que no se cortan las fibras del material, solo se deforman hasta conseguir una rosca dentro de sus ajustadas tolerancias. El roscado por laminación proporciona una reducción de los costes medioambientales, eliminando el coste de extraer las virutas impregnadas de aceites lubricantes. Integra el roscado como una etapa más del conformado de la pieza, reduce y evita las posteriores manipulaciones. Permite también eliminar la viruta de las etapas de deformación en prensa, reduciendo directamente las averías de las matrices de estampación. Los machos de laminación además permiten roscar a elevadas velocidades, consiguiendo así una alta productividad. Se consigue una pieza con una mayor resistencia a los esfuerzos de tracción ya que no se cortan las fibras del material, solo se deforman hasta conseguir una rosca dentro de sus ajustadas tolerancias. El roscado por laminación proporciona una reducción de los costes medioambientales, eliminando el coste de extraer las virutas impregnadas de aceites lubricantes.

33
El roscado de agujeros con machos de laminación requiere un taladro previo de mucha precisión, o sea, con tolerancia muy pequeña, para poder crear una rosca conforme la norma y para que ningún material sobrante impida el proceso de roscado. Las dimensiones del agujero previo depende de la ductilidad que tenga el material que se va a roscar. El roscado de agujeros con machos de laminación requiere un taladro previo de mucha precisión, o sea, con tolerancia muy pequeña, para poder crear una rosca conforme la norma y para que ningún material sobrante impida el proceso de roscado. Las dimensiones del agujero previo depende de la ductilidad que tenga el material que se va a roscar. El roscado de agujeros con machos de laminación requiere un taladro previo de mucha precisión, o sea, con tolerancia muy pequeña, para poder crear una rosca conforme la norma y para que ningún material sobrante impida el proceso de roscado. Las dimensiones del agujero previo depende de la ductilidad que tenga el material que se va a roscar. El roscado de agujeros con machos de laminación requiere un taladro previo de mucha precisión, o sea, con tolerancia muy pequeña, para poder crear una rosca conforme la norma y para que ningún material sobrante impida el proceso de roscado. Las dimensiones del agujero previo depende de la ductilidad que tenga el material que se va a roscar. El roscado por laminado requiere el uso de fluido de corte abundante y de buena calidad, debido a los enormes calentamientos que se producen en la fricción del macho con el material. El roscado por laminado requiere el uso de fluido de corte abundante y de buena calidad, debido a los enormes calentamientos que se producen en la fricción del macho con el material. El roscado por laminado requiere el uso de fluido de corte abundante y de buena calidad, debido a los enormes calentamientos que se producen en la fricción del macho con el material. El roscado por laminado requiere el uso de fluido de corte abundante y de buena calidad, debido a los enormes calentamientos que se producen en la fricción del macho con el material.

34
El roscado a máquina por arranque de viruta es más rápido, que el manual, y generalmente más exacto porque se elimina el error humano. No obstante se han tenido que superar muchas dificultades para evitar la rotura del macho en el proceso de roscado. La investigación ha demostrado cuales son las razones más importantes que causan fractura en los machos de roscar El roscado a máquina por arranque de viruta es más rápido, que el manual, y generalmente más exacto porque se elimina el error humano. No obstante se han tenido que superar muchas dificultades para evitar la rotura del macho en el proceso de roscado. La investigación ha demostrado cuales son las razones más importantes que causan fractura en los machos de roscar El roscado a máquina por arranque de viruta es más rápido, que el manual, y generalmente más exacto porque se elimina el error humano. No obstante se han tenido que superar muchas dificultades para evitar la rotura del macho en el proceso de roscado. La investigación ha demostrado cuales son las razones más importantes que causan fractura en los machos de roscar El roscado a máquina por arranque de viruta es más rápido, que el manual, y generalmente más exacto porque se elimina el error humano. No obstante se han tenido que superar muchas dificultades para evitar la rotura del macho en el proceso de roscado. La investigación ha demostrado cuales son las razones más importantes que causan fractura en los machos de roscar Las condiciones de trabajo del macho no pueden ser cuantificadas fácilmente. Las condiciones de trabajo del macho no pueden ser cuantificadas fácilmente. Las condiciones de trabajo del macho no pueden ser cuantificadas fácilmente. Las condiciones de trabajo del macho no pueden ser cuantificadas fácilmente. Usar machos con deficiencia constructiva de sus perfiles geométricos. Usar machos con deficiencia constructiva de sus perfiles geométricos. Usar machos con deficiencia constructiva de sus perfiles geométricos. Usar machos con deficiencia constructiva de sus perfiles geométricos. Usar machos de baja calidad. Usar machos de baja calidad. Usar machos de baja calidad. Usar machos de baja calidad. No evacuar bien la viruta No evacuar bien la viruta No evacuar bien la viruta No evacuar bien la viruta Desalineamiento entre el macho y los agujeros. Desalineamiento entre el macho y los agujeros. Desalineamiento entre el macho y los agujeros. Desalineamiento entre el macho y los agujeros. La unión mal hecha de la alimentación de la máquina y de la alimentación del macho puede provocar la rotura del macho, en la tensión/ compresión. La unión mal hecha de la alimentación de la máquina y de la alimentación del macho puede provocar la rotura del macho, en la tensión/ compresión. La unión mal hecha de la alimentación de la máquina y de la alimentación del macho puede provocar la rotura del macho, en la tensión/ compresión. La unión mal hecha de la alimentación de la máquina y de la alimentación del macho puede provocar la rotura del macho, en la tensión/ compresión. Uso del líquido incorrecto del corte. Uso del líquido incorrecto del corte. Uso del líquido incorrecto del corte. Uso del líquido incorrecto del corte. Ningún mecanismo de seguridad puede limitar el esfuerzo de torsión debajo del valor de la fractura del esfuerzo de torsión del macho. Ningún mecanismo de seguridad puede limitar el esfuerzo de torsión debajo del valor de la fractura del esfuerzo de torsión del macho. Ningún mecanismo de seguridad puede limitar el esfuerzo de torsión debajo del valor de la fractura del esfuerzo de torsión del macho. Ningún mecanismo de seguridad puede limitar el esfuerzo de torsión debajo del valor de la fractura del esfuerzo de torsión del macho. Para superar estos problemas se han diseñado aparatos portamachos muy sofisticados y adaptados a las máquinas que se utilizan. Para superar estos problemas se han diseñado aparatos portamachos muy sofisticados y adaptados a las máquinas que se utilizan. Para superar estos problemas se han diseñado aparatos portamachos muy sofisticados y adaptados a las máquinas que se utilizan. Para superar estos problemas se han diseñado aparatos portamachos muy sofisticados y adaptados a las máquinas que se utilizan. El material constituyente de este tipo de machos debe ser acero rápidoHSS El material constituyente de este tipo de machos debe ser acero rápidoHSS El material constituyente de este tipo de machos debe ser acero rápidoHSS El material constituyente de este tipo de machos debe ser acero rápidoHSS

35
Tabla en los pie de rey con los diámetros de broca para roscar agujeros Macho de roscas ACME

36
Roscado de pernos y tornillos por laminación Roscado de pernos y tornillos por laminación En las grandes producciones de elementos roscados se procede a producir las roscas por laminación en vez de hacerlo por arranque de viruta. Contrariamente al roscado por arranque de viruta, las fibras del material no están cortadas, sino desplazadas. Las ventajas que ofrece el sistema de rosca por laminación son: En las grandes producciones de elementos roscados se procede a producir las roscas por laminación en vez de hacerlo por arranque de viruta. Contrariamente al roscado por arranque de viruta, las fibras del material no están cortadas, sino desplazadas. Las ventajas que ofrece el sistema de rosca por laminación son: En las grandes producciones de elementos roscados se procede a producir las roscas por laminación en vez de hacerlo por arranque de viruta. Contrariamente al roscado por arranque de viruta, las fibras del material no están cortadas, sino desplazadas. Las ventajas que ofrece el sistema de rosca por laminación son: En las grandes producciones de elementos roscados se procede a producir las roscas por laminación en vez de hacerlo por arranque de viruta. Contrariamente al roscado por arranque de viruta, las fibras del material no están cortadas, sino desplazadas. Las ventajas que ofrece el sistema de rosca por laminación son: Tiempo de fabricación muy corto Tiempo de fabricación muy corto Tiempo de fabricación muy corto Tiempo de fabricación muy corto Gran durabilidad de las herramientas Gran durabilidad de las herramientas Gran durabilidad de las herramientas Gran durabilidad de las herramientas Aprovechamiento más racional de las máquinas Aprovechamiento más racional de las máquinas Aprovechamiento más racional de las máquinas Aprovechamiento más racional de las máquinas Manejo simple Manejo simple Manejo simple Manejo simple Las velocidades de laminación de 20 a 90 m/min. son mucho más altas que las velocidades de corte en el roscado. Por ejemplo, los cabezales de peines de roscar rara vez permiten velocidades superiores a los 10 m/min. De este modo, en ciclos de producción integrados, el tiempo de roscado por laminación siempre será mucho menor. Las velocidades de laminación de 20 a 90 m/min. son mucho más altas que las velocidades de corte en el roscado. Por ejemplo, los cabezales de peines de roscar rara vez permiten velocidades superiores a los 10 m/min. De este modo, en ciclos de producción integrados, el tiempo de roscado por laminación siempre será mucho menor. Las velocidades de laminación de 20 a 90 m/min. son mucho más altas que las velocidades de corte en el roscado. Por ejemplo, los cabezales de peines de roscar rara vez permiten velocidades superiores a los 10 m/min. De este modo, en ciclos de producción integrados, el tiempo de roscado por laminación siempre será mucho menor. Las velocidades de laminación de 20 a 90 m/min. son mucho más altas que las velocidades de corte en el roscado. Por ejemplo, los cabezales de peines de roscar rara vez permiten velocidades superiores a los 10 m/min. De este modo, en ciclos de producción integrados, el tiempo de roscado por laminación siempre será mucho menor.

37
El roscado por laminación se puede realizar en un simple torno cilíndrico. Asimismo, los cabezales pueden montarse en tornos revólver, tornos automáticos, tornos multihusillos, centros de mecanizado y tornos CNC, donde el tiempo de roscado no condiciona en absoluto el tiempo del ciclo del trabajo y se realiza en general sin problemas. El roscado por laminación se puede realizar en un simple torno cilíndrico. Asimismo, los cabezales pueden montarse en tornos revólver, tornos automáticos, tornos multihusillos, centros de mecanizado y tornos CNC, donde el tiempo de roscado no condiciona en absoluto el tiempo del ciclo del trabajo y se realiza en general sin problemas. El roscado por laminación se puede realizar en un simple torno cilíndrico. Asimismo, los cabezales pueden montarse en tornos revólver, tornos automáticos, tornos multihusillos, centros de mecanizado y tornos CNC, donde el tiempo de roscado no condiciona en absoluto el tiempo del ciclo del trabajo y se realiza en general sin problemas. El roscado por laminación se puede realizar en un simple torno cilíndrico. Asimismo, los cabezales pueden montarse en tornos revólver, tornos automáticos, tornos multihusillos, centros de mecanizado y tornos CNC, donde el tiempo de roscado no condiciona en absoluto el tiempo del ciclo del trabajo y se realiza en general sin problemas. El diámetro previo de la caña no corresponde al diámetro nominal o exterior de la rosca como en el roscado por arranque de viruta, sino al diámetro de los flancos de la rosca y tiene una gran precisión par aevitar sobrantes de material. En muchas piezas esto significa un importante ahorro de material y evita todos aquellos problemas ligados a la presencia de viruta. El diámetro previo de la caña no corresponde al diámetro nominal o exterior de la rosca como en el roscado por arranque de viruta, sino al diámetro de los flancos de la rosca y tiene una gran precisión par aevitar sobrantes de material. En muchas piezas esto significa un importante ahorro de material y evita todos aquellos problemas ligados a la presencia de viruta. El diámetro previo de la caña no corresponde al diámetro nominal o exterior de la rosca como en el roscado por arranque de viruta, sino al diámetro de los flancos de la rosca y tiene una gran precisión par aevitar sobrantes de material. En muchas piezas esto significa un importante ahorro de material y evita todos aquellos problemas ligados a la presencia de viruta. El diámetro previo de la caña no corresponde al diámetro nominal o exterior de la rosca como en el roscado por arranque de viruta, sino al diámetro de los flancos de la rosca y tiene una gran precisión par aevitar sobrantes de material. En muchas piezas esto significa un importante ahorro de material y evita todos aquellos problemas ligados a la presencia de viruta. La Norma UNE-EN ISO 7085:2000 define las características mecánicas y funcionales de los tornillos de laminación de rosca métrica, cementados y revenidos. La Norma UNE-EN ISO 7085:2000 define las características mecánicas y funcionales de los tornillos de laminación de rosca métrica, cementados y revenidos. La Norma UNE-EN ISO 7085:2000 define las características mecánicas y funcionales de los tornillos de laminación de rosca métrica, cementados y revenidos. La Norma UNE-EN ISO 7085:2000 define las características mecánicas y funcionales de los tornillos de laminación de rosca métrica, cementados y revenidos.

38
Roscado de tuberías Roscado de tuberías El uso de tuberías roscadas es muy usual para facilitar el empalme de las mismas y con otros elementos de las tuberías. El uso de tuberías roscadas es muy usual para facilitar el empalme de las mismas y con otros elementos de las tuberías. El uso de tuberías roscadas es muy usual para facilitar el empalme de las mismas y con otros elementos de las tuberías. El uso de tuberías roscadas es muy usual para facilitar el empalme de las mismas y con otros elementos de las tuberías. Como la unión de las tuberías tienen que estar selladas de forma hermética, la porción roscada en los extremos es levemente cónica y consecuentemente se requieren machos y terrajas especiales. Los hilos de rosca convencionales de la tubería se deben montar con cinta de Teflón más un componente para unir para alcanzar el sellado total de la unión Como la unión de las tuberías tienen que estar selladas de forma hermética, la porción roscada en los extremos es levemente cónica y consecuentemente se requieren machos y terrajas especiales. Los hilos de rosca convencionales de la tubería se deben montar con cinta de Teflón más un componente para unir para alcanzar el sellado total de la unión Como la unión de las tuberías tienen que estar selladas de forma hermética, la porción roscada en los extremos es levemente cónica y consecuentemente se requieren machos y terrajas especiales. Los hilos de rosca convencionales de la tubería se deben montar con cinta de Teflón más un componente para unir para alcanzar el sellado total de la unión Como la unión de las tuberías tienen que estar selladas de forma hermética, la porción roscada en los extremos es levemente cónica y consecuentemente se requieren machos y terrajas especiales. Los hilos de rosca convencionales de la tubería se deben montar con cinta de Teflón más un componente para unir para alcanzar el sellado total de la unión La conexión más conocida y ampliamente utilizada donde la rosca de tubería provee tanto roscas de unión mecánica con sello hidráulico, como roscas de ajuste sin presión hidráulica, es la Rosca de Tubería Cónica Americana o NPT. La rosca NPT y otras parecidas, cuyas siglas y denominaciones están en el artículo que se referencia, tienen una rosca cónica macho y hembra que sella con cinta de teflón u otro componente para unir. La conexión más conocida y ampliamente utilizada donde la rosca de tubería provee tanto roscas de unión mecánica con sello hidráulico, como roscas de ajuste sin presión hidráulica, es la Rosca de Tubería Cónica Americana o NPT. La rosca NPT y otras parecidas, cuyas siglas y denominaciones están en el artículo que se referencia, tienen una rosca cónica macho y hembra que sella con cinta de teflón u otro componente para unir. La conexión más conocida y ampliamente utilizada donde la rosca de tubería provee tanto roscas de unión mecánica con sello hidráulico, como roscas de ajuste sin presión hidráulica, es la Rosca de Tubería Cónica Americana o NPT. La rosca NPT y otras parecidas, cuyas siglas y denominaciones están en el artículo que se referencia, tienen una rosca cónica macho y hembra que sella con cinta de teflón u otro componente para unir. La conexión más conocida y ampliamente utilizada donde la rosca de tubería provee tanto roscas de unión mecánica con sello hidráulico, como roscas de ajuste sin presión hidráulica, es la Rosca de Tubería Cónica Americana o NPT. La rosca NPT y otras parecidas, cuyas siglas y denominaciones están en el artículo que se referencia, tienen una rosca cónica macho y hembra que sella con cinta de teflón u otro componente para unir. Las roscas de tubería usadas en los circuitos hidráulicos pueden ser clasificadas en dos tipos: Las roscas de tubería usadas en los circuitos hidráulicos pueden ser clasificadas en dos tipos: Las roscas de tubería usadas en los circuitos hidráulicos pueden ser clasificadas en dos tipos: Las roscas de tubería usadas en los circuitos hidráulicos pueden ser clasificadas en dos tipos: Roscas de unión: Mantienen la presión de las uniones por medio del sello de los hilos y son cónicas externas y paralelas o cónicas internas. El efecto de sellado es mejorado usando un compuesto para unir. Roscas de unión: Mantienen la presión de las uniones por medio del sello de los hilos y son cónicas externas y paralelas o cónicas internas. El efecto de sellado es mejorado usando un compuesto para unir. Roscas de unión: Mantienen la presión de las uniones por medio del sello de los hilos y son cónicas externas y paralelas o cónicas internas. El efecto de sellado es mejorado usando un compuesto para unir. Roscas de unión: Mantienen la presión de las uniones por medio del sello de los hilos y son cónicas externas y paralelas o cónicas internas. El efecto de sellado es mejorado usando un compuesto para unir. Roscas de ajuste: Son roscas de tubería que no mantienen la presión de la unión por medio de los hilos. Ambas roscas son paralelas y el sellado se efectúa por la compresión de un material suave en la rosca externa o una empaquetadura plana. Roscas de ajuste: Son roscas de tubería que no mantienen la presión de la unión por medio de los hilos. Ambas roscas son paralelas y el sellado se efectúa por la compresión de un material suave en la rosca externa o una empaquetadura plana. Roscas de ajuste: Son roscas de tubería que no mantienen la presión de la unión por medio de los hilos. Ambas roscas son paralelas y el sellado se efectúa por la compresión de un material suave en la rosca externa o una empaquetadura plana. Roscas de ajuste: Son roscas de tubería que no mantienen la presión de la unión por medio de los hilos. Ambas roscas son paralelas y el sellado se efectúa por la compresión de un material suave en la rosca externa o una empaquetadura plana.

39
Rectificado de roscas Rectificado de roscas Las roscas tanto exteriores como interiores cuando es necesario que tengan mucha precisión se pueden rectificar con rectificadoras de última generación CNC.[15] Las roscas tanto exteriores como interiores cuando es necesario que tengan mucha precisión se pueden rectificar con rectificadoras de última generación CNC.[15] Las roscas tanto exteriores como interiores cuando es necesario que tengan mucha precisión se pueden rectificar con rectificadoras de última generación CNC.[15] Las roscas tanto exteriores como interiores cuando es necesario que tengan mucha precisión se pueden rectificar con rectificadoras de última generación CNC.[15] Las características principales de estas máquinas rectificadoras son: Las características principales de estas máquinas rectificadoras son: Las características principales de estas máquinas rectificadoras son: Las características principales de estas máquinas rectificadoras son: Alta precisión y excelente fiabilidad Alta precisión y excelente fiabilidad Alta precisión y excelente fiabilidad Alta precisión y excelente fiabilidad Cálculo automático del perfil de la muela y trayectoria del diamantado Cálculo automático del perfil de la muela y trayectoria del diamantado Cálculo automático del perfil de la muela y trayectoria del diamantado Cálculo automático del perfil de la muela y trayectoria del diamantado Posibilidad de rectificar pasos largos Posibilidad de rectificar pasos largos Posibilidad de rectificar pasos largos Posibilidad de rectificar pasos largos Generación de diferentes perfiles :métrico, withworth, trapezoidal, etc.¨ Generación de diferentes perfiles :métrico, withworth, trapezoidal, etc.¨ Generación de diferentes perfiles :métrico, withworth, trapezoidal, etc.¨ Generación de diferentes perfiles :métrico, withworth, trapezoidal, etc.¨ Fácil manejo. El interface del operario está compuesto por pantallas gráficas. Fácil manejo. El interface del operario está compuesto por pantallas gráficas. Fácil manejo. El interface del operario está compuesto por pantallas gráficas. Fácil manejo. El interface del operario está compuesto por pantallas gráficas. El software de las rectificadoras CNC consiste en un conjunto de subprogramas, todos ellos gestionados por medio de un programa principal parametrizado. El software de las rectificadoras CNC consiste en un conjunto de subprogramas, todos ellos gestionados por medio de un programa principal parametrizado. El software de las rectificadoras CNC consiste en un conjunto de subprogramas, todos ellos gestionados por medio de un programa principal parametrizado. El software de las rectificadoras CNC consiste en un conjunto de subprogramas, todos ellos gestionados por medio de un programa principal parametrizado.
![Rectificado de roscas Rectificado de roscas Las roscas tanto exteriores como interiores cuando es necesario que tengan mucha precisión se pueden rectificar con rectificadoras de última generación CNC.[15] Las roscas tanto exteriores como interiores cuando es necesario que tengan mucha precisión se pueden rectificar con rectificadoras de última generación CNC.[15] Las roscas tanto exteriores como interiores cuando es necesario que tengan mucha precisión se pueden rectificar con rectificadoras de última generación CNC.[15] Las roscas tanto exteriores como interiores cuando es necesario que tengan mucha precisión se pueden rectificar con rectificadoras de última generación CNC.[15] Las características principales de estas máquinas rectificadoras son: Las características principales de estas máquinas rectificadoras son: Las características principales de estas máquinas rectificadoras son: Las características principales de estas máquinas rectificadoras son: Alta precisión y excelente fiabilidad Alta precisión y excelente fiabilidad Alta precisión y excelente fiabilidad Alta precisión y excelente fiabilidad Cálculo automático del perfil de la muela y trayectoria del diamantado Cálculo automático del perfil de la muela y trayectoria del diamantado Cálculo automático del perfil de la muela y trayectoria del diamantado Cálculo automático del perfil de la muela y trayectoria del diamantado Posibilidad de rectificar pasos largos Posibilidad de rectificar pasos largos Posibilidad de rectificar pasos largos Posibilidad de rectificar pasos largos Generación de diferentes perfiles :métrico, withworth, trapezoidal, etc.¨ Generación de diferentes perfiles :métrico, withworth, trapezoidal, etc.¨ Generación de diferentes perfiles :métrico, withworth, trapezoidal, etc.¨ Generación de diferentes perfiles :métrico, withworth, trapezoidal, etc.¨ Fácil manejo.](http://images.slideplayer.es/3/1078102/slides/slide_39.jpg "El interface del operario está compuesto por pantallas gráficas. Fácil manejo. El interface del operario está compuesto por pantallas gráficas. Fácil manejo. El interface del operario está compuesto por pantallas gráficas. Fácil manejo. El interface del operario está compuesto por pantallas gráficas. El software de las rectificadoras CNC consiste en un conjunto de subprogramas, todos ellos gestionados por medio de un programa principal parametrizado. El software de las rectificadoras CNC consiste en un conjunto de subprogramas, todos ellos gestionados por medio de un programa principal parametrizado. El software de las rectificadoras CNC consiste en un conjunto de subprogramas, todos ellos gestionados por medio de un programa principal parametrizado. El software de las rectificadoras CNC consiste en un conjunto de subprogramas, todos ellos gestionados por medio de un programa principal parametrizado..")
40
Gestión económica del roscado Gestión económica del roscado Cuando los ingenieros diseñan una máquina, un equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de componentes de materiales diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento adecuado. Cuando los ingenieros diseñan una máquina, un equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de componentes de materiales diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento adecuado. Cuando los ingenieros diseñan una máquina, un equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de componentes de materiales diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento adecuado. Cuando los ingenieros diseñan una máquina, un equipo o un utensilio, lo hacen mediante el acoplamiento de una serie de componentes de materiales diferentes y que requieren procesos de mecanizado para conseguir las tolerancias de funcionamiento adecuado. La suma del coste de la materia prima de una pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen el coste total de una pieza. Desde siempre el desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad posible de los componentes así como el precio más bajo posible tanto de la materia prima como de los costes de mecanizado. Para reducir el coste del roscado y del mecanizado en general se ha actuado en los siguientes frentes: La suma del coste de la materia prima de una pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen el coste total de una pieza. Desde siempre el desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad posible de los componentes así como el precio más bajo posible tanto de la materia prima como de los costes de mecanizado. Para reducir el coste del roscado y del mecanizado en general se ha actuado en los siguientes frentes: La suma del coste de la materia prima de una pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen el coste total de una pieza. Desde siempre el desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad posible de los componentes así como el precio más bajo posible tanto de la materia prima como de los costes de mecanizado. Para reducir el coste del roscado y del mecanizado en general se ha actuado en los siguientes frentes: La suma del coste de la materia prima de una pieza, el coste del proceso de mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen el coste total de una pieza. Desde siempre el desarrollo tecnológico ha tenido como objetivo conseguir la máxima calidad posible de los componentes así como el precio más bajo posible tanto de la materia prima como de los costes de mecanizado. Para reducir el coste del roscado y del mecanizado en general se ha actuado en los siguientes frentes: Conseguir materiales cada vez mejor mecanizables, materiales que una vez mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran de forma muy sensible sus prestaciones mecánicas de dureza y resistencia principalmente. Conseguir materiales cada vez mejor mecanizables, materiales que una vez mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran de forma muy sensible sus prestaciones mecánicas de dureza y resistencia principalmente. Conseguir materiales cada vez mejor mecanizables, materiales que una vez mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran de forma muy sensible sus prestaciones mecánicas de dureza y resistencia principalmente. Conseguir materiales cada vez mejor mecanizables, materiales que una vez mecanizados en blando son endurecidos mediante tratamientos térmicos que mejoran de forma muy sensible sus prestaciones mecánicas de dureza y resistencia principalmente. Conseguir herramientas de mecanizado de una calidad extraordinaria que permite aumentar de forma considerable las condiciones tecnológicas del mecanizado, o sea, más revoluciones de las herramientas de roscar, y más tiempo de duración de su filo de corte. Conseguir herramientas de mecanizado de una calidad extraordinaria que permite aumentar de forma considerable las condiciones tecnológicas del mecanizado, o sea, más revoluciones de las herramientas de roscar, y más tiempo de duración de su filo de corte. Conseguir herramientas de mecanizado de una calidad extraordinaria que permite aumentar de forma considerable las condiciones tecnológicas del mecanizado, o sea, más revoluciones de las herramientas de roscar, y más tiempo de duración de su filo de corte. Conseguir herramientas de mecanizado de una calidad extraordinaria que permite aumentar de forma considerable las condiciones tecnológicas del mecanizado, o sea, más revoluciones de las herramientas de roscar, y más tiempo de duración de su filo de corte. Conseguir métodos de roscar, más rápidos, precisos y adaptados a las necesidades de producción que consiguen reducir sensiblemente el tiempo de mecanizado así como conseguir piezas de mayor calidad y tolerancia más estrechas. Conseguir métodos de roscar, más rápidos, precisos y adaptados a las necesidades de producción que consiguen reducir sensiblemente el tiempo de mecanizado así como conseguir piezas de mayor calidad y tolerancia más estrechas. Conseguir métodos de roscar, más rápidos, precisos y adaptados a las necesidades de producción que consiguen reducir sensiblemente el tiempo de mecanizado así como conseguir piezas de mayor calidad y tolerancia más estrechas. Conseguir métodos de roscar, más rápidos, precisos y adaptados a las necesidades de producción que consiguen reducir sensiblemente el tiempo de mecanizado así como conseguir piezas de mayor calidad y tolerancia más estrechas.

41
Gestión económica del roscado Gestión económica del roscado Para disminuir el índice de piezas defectuosas se ha conseguido automatizar al máximo el trabajo en los sistemas de roscado, disminuyendo drásticamente el roscado manual, y construyendo máquinas automáticas muy sofisticadas o guiados por control numérico que ejecutan un mecanizado de acuerdo a un programa establecido previamente. Para disminuir el índice de piezas defectuosas se ha conseguido automatizar al máximo el trabajo en los sistemas de roscado, disminuyendo drásticamente el roscado manual, y construyendo máquinas automáticas muy sofisticadas o guiados por control numérico que ejecutan un mecanizado de acuerdo a un programa establecido previamente. Para disminuir el índice de piezas defectuosas se ha conseguido automatizar al máximo el trabajo en los sistemas de roscado, disminuyendo drásticamente el roscado manual, y construyendo máquinas automáticas muy sofisticadas o guiados por control numérico que ejecutan un mecanizado de acuerdo a un programa establecido previamente. Para disminuir el índice de piezas defectuosas se ha conseguido automatizar al máximo el trabajo en los sistemas de roscado, disminuyendo drásticamente el roscado manual, y construyendo máquinas automáticas muy sofisticadas o guiados por control numérico que ejecutan un mecanizado de acuerdo a un programa establecido previamente. La fabricación de tornillos y tuercas estandarizadas están muy automatizadas y se fabrican en tiempos muy cortos y por tanto son baratas de adquirir, sin embargo el roscado de agujeros ya sean ciegos o pasantes, resultan caros porque previamente a roscar hay que proceder a realizar el taladro del agujero que corresponda de acuerdo con las características de la rosca. Si este supuesto no se tiene en cuenta puede resultar muy onerosa el roscado de las piezas. La fabricación de tornillos y tuercas estandarizadas están muy automatizadas y se fabrican en tiempos muy cortos y por tanto son baratas de adquirir, sin embargo el roscado de agujeros ya sean ciegos o pasantes, resultan caros porque previamente a roscar hay que proceder a realizar el taladro del agujero que corresponda de acuerdo con las características de la rosca. Si este supuesto no se tiene en cuenta puede resultar muy onerosa el roscado de las piezas. La fabricación de tornillos y tuercas estandarizadas están muy automatizadas y se fabrican en tiempos muy cortos y por tanto son baratas de adquirir, sin embargo el roscado de agujeros ya sean ciegos o pasantes, resultan caros porque previamente a roscar hay que proceder a realizar el taladro del agujero que corresponda de acuerdo con las características de la rosca. Si este supuesto no se tiene en cuenta puede resultar muy onerosa el roscado de las piezas. La fabricación de tornillos y tuercas estandarizadas están muy automatizadas y se fabrican en tiempos muy cortos y por tanto son baratas de adquirir, sin embargo el roscado de agujeros ya sean ciegos o pasantes, resultan caros porque previamente a roscar hay que proceder a realizar el taladro del agujero que corresponda de acuerdo con las características de la rosca. Si este supuesto no se tiene en cuenta puede resultar muy onerosa el roscado de las piezas. Bloque motor con muchos agujeros roscados

42
Fluidos lubricantes para roscar Fluidos lubricantes para roscar Tanto si se trabaja con machos y terrajas manuales y de máquina como con herramientas de corte es necesario lubricar bien la zona de corte para conseguir que la rosca salga en buenas condiciones y para que dure más tiempo la superficie de corte. Tanto si se trabaja con machos y terrajas manuales y de máquina como con herramientas de corte es necesario lubricar bien la zona de corte para conseguir que la rosca salga en buenas condiciones y para que dure más tiempo la superficie de corte. Tanto si se trabaja con machos y terrajas manuales y de máquina como con herramientas de corte es necesario lubricar bien la zona de corte para conseguir que la rosca salga en buenas condiciones y para que dure más tiempo la superficie de corte. Tanto si se trabaja con machos y terrajas manuales y de máquina como con herramientas de corte es necesario lubricar bien la zona de corte para conseguir que la rosca salga en buenas condiciones y para que dure más tiempo la superficie de corte. Con la aplicación adecuada de los fluidos de corte se disminuye la fricción y la temperatura de corte con lo que se logran las siguientes ventajas:[16] Con la aplicación adecuada de los fluidos de corte se disminuye la fricción y la temperatura de corte con lo que se logran las siguientes ventajas:[16] Con la aplicación adecuada de los fluidos de corte se disminuye la fricción y la temperatura de corte con lo que se logran las siguientes ventajas:[16] Con la aplicación adecuada de los fluidos de corte se disminuye la fricción y la temperatura de corte con lo que se logran las siguientes ventajas:[16] Reducción de costos Reducción de costos Reducción de costos Reducción de costos Aumento de velocidad de producción Aumento de velocidad de producción Aumento de velocidad de producción Aumento de velocidad de producción Reducción de costos de mano de obra Reducción de costos de mano de obra Reducción de costos de mano de obra Reducción de costos de mano de obra Reducción de costos de potencia y energía Reducción de costos de potencia y energía Reducción de costos de potencia y energía Reducción de costos de potencia y energía Aumento en la calidad de acabado de las piezas producidas Aumento en la calidad de acabado de las piezas producidas Aumento en la calidad de acabado de las piezas producidas Aumento en la calidad de acabado de las piezas producidas

43
Características recomendadas para los fluidos de corte Características recomendadas para los fluidos de corte Características recomendadas para los fluidos de corte Características recomendadas para los fluidos de corte Buena capacidad de enfriamiento Buena capacidad de enfriamiento Buena capacidad de enfriamiento Buena capacidad de enfriamiento Buena capacidad lubricante Buena capacidad lubricante Buena capacidad lubricante Buena capacidad lubricante Resistencia a la herrumbre Resistencia a la herrumbre Resistencia a la herrumbre Resistencia a la herrumbre Estabilidad (larga duración sin descomponerse) Estabilidad (larga duración sin descomponerse) Estabilidad (larga duración sin descomponerse) Estabilidad (larga duración sin descomponerse) Resistencia al enranciamiento Resistencia al enranciamiento Resistencia al enranciamiento Resistencia al enranciamiento No tóxico No tóxico No tóxico No tóxico Transparente (permite al operario ver lo que está haciendo) Transparente (permite al operario ver lo que está haciendo) Transparente (permite al operario ver lo que está haciendo) Transparente (permite al operario ver lo que está haciendo) Viscosidad relativa baja (permite la sedimentación de cuerpos extraños) Viscosidad relativa baja (permite la sedimentación de cuerpos extraños) Viscosidad relativa baja (permite la sedimentación de cuerpos extraños) Viscosidad relativa baja (permite la sedimentación de cuerpos extraños) No inflamable No inflamable No inflamable No inflamable
 Estabilidad (larga duración sin descomponerse) Estabilidad (larga duración sin descomponerse) Estabilidad (larga duración sin descomponerse) Resistencia al enranciamiento Resistencia al enranciamiento Resistencia al enranciamiento Resistencia al enranciamiento No tóxico No tóxico No tóxico No tóxico Transparente (permite al operario ver lo que está haciendo) Transparente (permite al operario ver lo que está haciendo) Transparente (permite al operario ver lo que está haciendo) Transparente (permite al operario ver lo que está haciendo) Viscosidad relativa baja (permite la sedimentación de cuerpos extraños) Viscosidad relativa baja (permite la sedimentación de cuerpos extraños) Viscosidad relativa baja (permite la sedimentación de cuerpos extraños) Viscosidad relativa baja (permite la sedimentación de cuerpos extraños) No inflamable No inflamable No inflamable No inflamable")
44
Verificación y medición de roscas Verificación y medición de roscas Galga (pasa no-pasa) roscados exteriores Galga Pasa No-pasa para roscas interiores Micrómetro para medir roscas
 roscados exteriores Galga Pasa No-pasa para roscas interiores Micrómetro para medir roscas")
45
Verificación y medición de roscas Verificación y medición de roscas Existen dos medios diferentes para medir o verificar una rosca los que son de medición directa y aquellos que son de medición indirecta. Existen dos medios diferentes para medir o verificar una rosca los que son de medición directa y aquellos que son de medición indirecta. Existen dos medios diferentes para medir o verificar una rosca los que son de medición directa y aquellos que son de medición indirecta. Existen dos medios diferentes para medir o verificar una rosca los que son de medición directa y aquellos que son de medición indirecta. Para la medición directa se utilizan generalmente micrómetros cuyas puntas están adaptadas para introducirse en el flanco de las roscas. Otro método de medida directa es hacerlo con el micrómetro y un juego de varillas que se introducen en los flancos de las roscas y permite medir de forma directa los diámetros medios en los flancos de acuerdo con el diámetro que tengan las varillas. Para la medición directa se utilizan generalmente micrómetros cuyas puntas están adaptadas para introducirse en el flanco de las roscas. Otro método de medida directa es hacerlo con el micrómetro y un juego de varillas que se introducen en los flancos de las roscas y permite medir de forma directa los diámetros medios en los flancos de acuerdo con el diámetro que tengan las varillas. Para la medición directa se utilizan generalmente micrómetros cuyas puntas están adaptadas para introducirse en el flanco de las roscas. Otro método de medida directa es hacerlo con el micrómetro y un juego de varillas que se introducen en los flancos de las roscas y permite medir de forma directa los diámetros medios en los flancos de acuerdo con el diámetro que tengan las varillas. Para la medición directa se utilizan generalmente micrómetros cuyas puntas están adaptadas para introducirse en el flanco de las roscas. Otro método de medida directa es hacerlo con el micrómetro y un juego de varillas que se introducen en los flancos de las roscas y permite medir de forma directa los diámetros medios en los flancos de acuerdo con el diámetro que tengan las varillas. Para la medición indirecta de las roscas se utilizan varios métodos, el más común es el de las galgas, para roscas hembras como roscas machos. Con estas galgas compuesta de dos partes en las que una de ellas se llama PASA y la otra NO PASA. Para la medición indirecta de las roscas se utilizan varios métodos, el más común es el de las galgas, para roscas hembras como roscas machos. Con estas galgas compuesta de dos partes en las que una de ellas se llama PASA y la otra NO PASA. Para la medición indirecta de las roscas se utilizan varios métodos, el más común es el de las galgas, para roscas hembras como roscas machos. Con estas galgas compuesta de dos partes en las que una de ellas se llama PASA y la otra NO PASA. Para la medición indirecta de las roscas se utilizan varios métodos, el más común es el de las galgas, para roscas hembras como roscas machos. Con estas galgas compuesta de dos partes en las que una de ellas se llama PASA y la otra NO PASA. También hay una galga muy común que es un juego de plantillas de los diferentes pasos de rosca de cada sistema, donde de forma sencilla permite identificar cual es el paso que tiene un tornillo o una tuerca. En laboratorios de metrología también se usan losproyectores de perfiles ideales para la verificación de roscas de precisión También hay una galga muy común que es un juego de plantillas de los diferentes pasos de rosca de cada sistema, donde de forma sencilla permite identificar cual es el paso que tiene un tornillo o una tuerca. En laboratorios de metrología también se usan losproyectores de perfiles ideales para la verificación de roscas de precisión También hay una galga muy común que es un juego de plantillas de los diferentes pasos de rosca de cada sistema, donde de forma sencilla permite identificar cual es el paso que tiene un tornillo o una tuerca. En laboratorios de metrología también se usan losproyectores de perfiles ideales para la verificación de roscas de precisión También hay una galga muy común que es un juego de plantillas de los diferentes pasos de rosca de cada sistema, donde de forma sencilla permite identificar cual es el paso que tiene un tornillo o una tuerca. En laboratorios de metrología también se usan losproyectores de perfiles ideales para la verificación de roscas de precisión

46
Fallos y defectos de las roscas Fallos y defectos de las roscas Como todo componente tecnológico el fallo inicial que puede presentar una rosca sea un defecto de cálculo y diseño. Porque no se haya elegido bien las dimensiones de la rosca, el sistema adecuado y el material adecuado. Este fallo conlleva un deterioro prematuro del apriete incluso un deterioso súbito al momento de efectuar el apriete. Como todo componente tecnológico el fallo inicial que puede presentar una rosca sea un defecto de cálculo y diseño. Porque no se haya elegido bien las dimensiones de la rosca, el sistema adecuado y el material adecuado. Este fallo conlleva un deterioro prematuro del apriete incluso un deterioso súbito al momento de efectuar el apriete. Como todo componente tecnológico el fallo inicial que puede presentar una rosca sea un defecto de cálculo y diseño. Porque no se haya elegido bien las dimensiones de la rosca, el sistema adecuado y el material adecuado. Este fallo conlleva un deterioro prematuro del apriete incluso un deterioso súbito al momento de efectuar el apriete. Como todo componente tecnológico el fallo inicial que puede presentar una rosca sea un defecto de cálculo y diseño. Porque no se haya elegido bien las dimensiones de la rosca, el sistema adecuado y el material adecuado. Este fallo conlleva un deterioro prematuro del apriete incluso un deterioso súbito al momento de efectuar el apriete. Un segundo defecto que puede presentar un elemento roscado es el deterioro de la rosca si resulta atacado por la corrosión u oxidación, como consecuencia puede ir perdiendo la presión de apriete y origine un aflojamiento del conjunto causando una posible avería. Un segundo defecto que puede presentar un elemento roscado es el deterioro de la rosca si resulta atacado por la corrosión u oxidación, como consecuencia puede ir perdiendo la presión de apriete y origine un aflojamiento del conjunto causando una posible avería. Un segundo defecto que puede presentar un elemento roscado es el deterioro de la rosca si resulta atacado por la corrosión u oxidación, como consecuencia puede ir perdiendo la presión de apriete y origine un aflojamiento del conjunto causando una posible avería. Un segundo defecto que puede presentar un elemento roscado es el deterioro de la rosca si resulta atacado por la corrosión u oxidación, como consecuencia puede ir perdiendo la presión de apriete y origine un aflojamiento del conjunto causando una posible avería. Un tercer defecto o fallo se puede originar en el momento del apriete si se supera el par de apriete límite que tenga el elemento roscado, produciéndose una laminación del elemento menos resistente qeu forman la unión. Un tercer defecto o fallo se puede originar en el momento del apriete si se supera el par de apriete límite que tenga el elemento roscado, produciéndose una laminación del elemento menos resistente qeu forman la unión. Un tercer defecto o fallo se puede originar en el momento del apriete si se supera el par de apriete límite que tenga el elemento roscado, produciéndose una laminación del elemento menos resistente qeu forman la unión. Un tercer defecto o fallo se puede originar en el momento del apriete si se supera el par de apriete límite que tenga el elemento roscado, produciéndose una laminación del elemento menos resistente qeu forman la unión.

47
Elementos roscados Los elementos roscados se usan extensamente en la fabricación de casi todos los diseños de ingeniería. Los tornillos suministran un método Los elementos roscados se usan extensamente en la fabricación de casi todos los diseños de ingeniería. Los tornillos suministran un método relativamente rápido y fácil para mantener unidas dos partes y para ejercer una fuerza que se pueda utilizar para ajustar partes movibles. relativamente rápido y fácil para mantener unidas dos partes y para ejercer una fuerza que se pueda utilizar para ajustar partes movibles.

48
DEFINICIONES DE LA TERMINOLOGIA DE ROSCAS

49
ROSCA Es un filete continuo de sección uniforme y arrollada como una elipse sobre la superficie exterior e interior de un cilindro. Es un filete continuo de sección uniforme y arrollada como una elipse sobre la superficie exterior e interior de un cilindro.

50
ROSCA EXTERNA Es una rosca en la superficie externa de un cilindro. Es una rosca en la superficie externa de un cilindro.

51
ROSCA INTERNA Es una rosca tallada en el interior de una pieza, tal como en una tuerca. Es una rosca tallada en el interior de una pieza, tal como en una tuerca.

52
DIAMETRO INTERIOR Es el mayor diámetro de una rosca interna o externa. Es el mayor diámetro de una rosca interna o externa.

53
DIAMETRO DEL NUCLEO Es el menor diámetro de una rosca interna o externa. Es el menor diámetro de una rosca interna o externa.

54
DIAMETRO EN LOS FLANCOS (O MEDIOS) Es el diámetro de un cilindro imaginario que pasa por los filetes en el punto en el cual el ancho de estos es igual al espacio entre los mismos. Es el diámetro de un cilindro imaginario que pasa por los filetes en el punto en el cual el ancho de estos es igual al espacio entre los mismos.

55
PASO Es la distancia entre las crestas de dos filetes sucesivos. Es la distancia desde un punto sobre un filete hasta el punto correspondiente sobre el filete adyacente, medida paralelamente al eje. Es la distancia entre las crestas de dos filetes sucesivos. Es la distancia desde un punto sobre un filete hasta el punto correspondiente sobre el filete adyacente, medida paralelamente al eje.

56
AVANCE

57
AVANCE

58
NORMAS Y ESTANDARES ORGANISMOS DE NORMALIZACION PAIS PAIS ABREVIATURA ABREVIATURA DE LA NORMA DE LA NORMA ORGANISMO NORMALIZADOR INTERNACIONALISO ORGANISMO INTERNACIONAL DE NORMALIZACION ESPAÑAUNE INSTITUTO DE RACIONALIZACION Y NORMALIZACION ALEMANIADIN COMITE DE NORMAS ALEMAN RUSIAGOST ORGANISMO NACIONAL DE NORMALIZACION SOVIETICO

59
NORMAS Y ESTANDARES ORGANISMOS DE NORMALIZACION PAIS PAIS ABREVIATURA ABREVIATURA DE LA NORMA DE LA NORMA ORGANISMO NORMALIZADOR FRANCIANF ASOCIACION FRANCESA DE NORMAS INGLATER RA BSI INSTITUTO DE NORMALIZACION INGLES ITALIAUNI ENTE ITALIANO DE UNIFICACION AMERICAUSASI INSTITUTO DE NORMALIZACION PARA LOS ESTADOS DE AMERICA

60
Roscas y su tallado Las roscas se pueden emplear para: Las roscas se pueden emplear para: a) Unir piezas de manera permanente o temporal, éstas pueden tener movimiento o quedar fijas. La unión se hace por medio de tornillos y tuercas, elementos que contienen una rosca. Para que un tornillo sea acoplado con su tuerca ambos deben tener las medidas adecuadas y el mismo tipo de rosca. a) Unir piezas de manera permanente o temporal, éstas pueden tener movimiento o quedar fijas. La unión se hace por medio de tornillos y tuercas, elementos que contienen una rosca. Para que un tornillo sea acoplado con su tuerca ambos deben tener las medidas adecuadas y el mismo tipo de rosca.
 Unir piezas de manera permanente o temporal, éstas pueden tener movimiento o quedar fijas. La unión se hace por medio de tornillos y tuercas, elementos que contienen una rosca. Para que un tornillo sea acoplado con su tuerca ambos deben tener las medidas adecuadas y el mismo tipo de rosca..")
61
UNION DE PIEZAS

62
TUERCA Y TORNILLO

63
Roscas y su tallado b) Generar movimiento en máquinas o en transportadores. Los mejores ejemplos de esta aplicación se tiene en los tornos, en los que por medio de un tornillo sinfín se puede mover el carro o en los elevadores de granos en los que por medio de un gusano se transportan granos de diferentes tipos. b) Generar movimiento en máquinas o en transportadores. Los mejores ejemplos de esta aplicación se tiene en los tornos, en los que por medio de un tornillo sinfín se puede mover el carro o en los elevadores de granos en los que por medio de un gusano se transportan granos de diferentes tipos.
 Generar movimiento en máquinas o en transportadores. Los mejores ejemplos de esta aplicación se tiene en los tornos, en los que por medio de un tornillo sinfín se puede mover el carro o en los elevadores de granos en los que por medio de un gusano se transportan granos de diferentes tipos..")
64
GENERAR MOVIMIENTO

65
¿Por qué funciona una rosca? La forma más sencilla de entender y explicar el funcionamiento de una rosca es la siguiente: Imagine que enrolla en un perno cilíndrico recto un triángulo rectángulo de papel. La trayectoria que sigue la hipotenusa del triángulo es una hélice que se desarrolla sobre la superficie del cilindro, esa es la rosca que nos sirve para fijar o transportar objetos. La forma más sencilla de entender y explicar el funcionamiento de una rosca es la siguiente: Imagine que enrolla en un perno cilíndrico recto un triángulo rectángulo de papel. La trayectoria que sigue la hipotenusa del triángulo es una hélice que se desarrolla sobre la superficie del cilindro, esa es la rosca que nos sirve para fijar o transportar objetos.

66
¿Por qué funciona una rosca?

67
Tipos de rosca En el mercado existen diferentes tipos de roscas, su forma y características dependerán de para qué se quieren utilizar. La primera diferencia que se puede distinguir es su forma, ya que hay de cinco tipos de roscas: En el mercado existen diferentes tipos de roscas, su forma y características dependerán de para qué se quieren utilizar. La primera diferencia que se puede distinguir es su forma, ya que hay de cinco tipos de roscas: a) agudas o de filete triangular a) agudas o de filete triangular b) trapeciales b) trapeciales c) de sierra c) de sierra d) redondas o redondeadas d) redondas o redondeadas f) de filete cuadrado f) de filete cuadrado
 agudas o de filete triangular a) agudas o de filete triangular b) trapeciales b) trapeciales c) de sierra c) de sierra d) redondas o redondeadas d) redondas o redondeadas f) de filete cuadrado f) de filete cuadrado.")
68
Aplicaciones Las roscas de filete triangular o agudas se usan en tornillos de fijación o para uniones de tubos. Las trapeciales, de sierra y redondas se utilizan para movimiento o trasporte y las cuadradas casi nunca se usan. Las roscas de filete triangular o agudas se usan en tornillos de fijación o para uniones de tubos. Las trapeciales, de sierra y redondas se utilizan para movimiento o trasporte y las cuadradas casi nunca se usan.

70
Las roscas agudas o triangulares quedan definidas por los diámetros exterior (d), del núcleo (d1) y del de los flancos (d2), así como por el ángulo de los flancos (alfa) y su paso (h) Las roscas agudas o triangulares quedan definidas por los diámetros exterior (d), del núcleo (d1) y del de los flancos (d2), así como por el ángulo de los flancos (alfa) y su paso (h)
, del núcleo (d1) y del de los flancos (d2), así como por el ángulo de los flancos (alfa) y su paso (h) Las roscas agudas o triangulares quedan definidas por los diámetros exterior (d), del núcleo (d1) y del de los flancos (d2), así como por el ángulo de los flancos (alfa) y su paso (h)")
71
El sentido de las roscas es otra de sus características. Hay roscas derechas e izquierdas. La rosca derecha se tiene si al girar el tornillo de acuerdo a las manecillas del reloj este tiene penetración y la rosca izquierda se tiene si al girar al tornillo en contra de las manecillas del reloj este avanza penetrando también. El sentido de las roscas es otra de sus características. Hay roscas derechas e izquierdas. La rosca derecha se tiene si al girar el tornillo de acuerdo a las manecillas del reloj este tiene penetración y la rosca izquierda se tiene si al girar al tornillo en contra de las manecillas del reloj este avanza penetrando también.

72
Las roscas pueden tener una sola hélice (un sólo triángulo enrollado) o varios, esto indica que las roscas tendrán una o varias entradas. Las roscas pueden tener una sola hélice (un sólo triángulo enrollado) o varios, esto indica que las roscas tendrán una o varias entradas. A) Rosca sencilla B) Rosca doble C) Rosca triple
 o varios, esto indica que las roscas tendrán una o varias entradas. A) Rosca sencilla B) Rosca doble C) Rosca triple.")
73
Las roscas están normalizadas, en términos generales se puede decir que existen dos tipos fundamentales de roscas las métricas y las Whitworth. Las normas generales son las siguientes: Las roscas están normalizadas, en términos generales se puede decir que existen dos tipos fundamentales de roscas las métricas y las Whitworth. Las normas generales son las siguientes: Sistema métrico Sistema métrico BS 3643: ISO Roscas métricas BS 3643: ISO Roscas métricas BS 4846: ISO Roscas trapeciales o trapezoidales BS 4846: ISO Roscas trapeciales o trapezoidales BS 21: Roscas para conexiones y tubos de paredes delgadas BS 21: Roscas para conexiones y tubos de paredes delgadas Sistema inglés Sistema inglés BS84: Roscas Whitworth BS84: Roscas Whitworth BS93: Roscas de la British Assiciation (BA) BS93: Roscas de la British Assiciation (BA)
 BS93: Roscas de la British Assiciation (BA).")
74
Las principales características y dimensiones proporcionales de las roscas triangulares métricas y Whitworth se observan en los siguientes dibujos. Las principales características y dimensiones proporcionales de las roscas triangulares métricas y Whitworth se observan en los siguientes dibujos. Rosca métrica en la que su altura (t1) es igual a 0.6495h y el radio de giro (r) del fondo es igual a 0.1082h
 es igual a h y el radio de giro (r) del fondo es igual a h.")
75
Rosca Whitworth en la que la profundidad (t1) de la rosca es igual a 0.64033h y el radio de giro (r) de su fondo y extrremos es de 0.13733h
 de la rosca es igual a h y el radio de giro (r) de su fondo y extrremos es de h")
76
Como se puede observar las principales diferencias entres los dos tipos de roscas son: Como se puede observar las principales diferencias entres los dos tipos de roscas son: Métrica. Los ángulos de los las espiras son de 60°, en tornillos se redondea el fondo de la rosca y las puntas son planas, en el caso de las tuercas mientras que en las Whitworth es de 55°. Otra gran diferencia es que mientras en las roscas métricas su parte externa de los filetes es chata a una altura t1=0,64595h y la interna redonda con r = 0.1082h, en las Whitworth tanto la punta exterior como la parte interna son redondas, con altura de t1 = 0.64033h y r = 0.13733h. Métrica. Los ángulos de los las espiras son de 60°, en tornillos se redondea el fondo de la rosca y las puntas son planas, en el caso de las tuercas mientras que en las Whitworth es de 55°. Otra gran diferencia es que mientras en las roscas métricas su parte externa de los filetes es chata a una altura t1=0,64595h y la interna redonda con r = 0.1082h, en las Whitworth tanto la punta exterior como la parte interna son redondas, con altura de t1 = 0.64033h y r = 0.13733h. En las roscas métricas el paso se indica por el avance en milímetros por cada vuelta, mientras en las Whitworth se da por número de hilos por pulgada. En las roscas métricas el paso se indica por el avance en milímetros por cada vuelta, mientras en las Whitworth se da por número de hilos por pulgada.

77
Nomenclatura de roscas La Fig.1, muestra las formas de las roscas Unificada y Americana. La rosca externa tiene las crestas redondeadas o chatas lugar para valles redondeados. Los cuales pueden hacerse intencionadamente o ser la consecuencia de una herramienta gastada. La rosca interna tiene una cresta plana de modo que encajará con el valle redondeado del fileteado externo, y se da una pequeña redondez al valle par dejar algo de juego par la cresta plana del fileteado externo.

78
En la Fig.2 se muestra la nomenclatura relacionada con las roscas.

79
Mecanizado o tallado de roscas Las roscas pueden fabricarse por medio de diferentes procesos de manufactura. El procedimiento seleccionado dependerá del número de piezas a fabricar, la exactitud y la calidad de la superficie de la hélices, el tallado más común de roscas es por medio de: Las roscas pueden fabricarse por medio de diferentes procesos de manufactura. El procedimiento seleccionado dependerá del número de piezas a fabricar, la exactitud y la calidad de la superficie de la hélices, el tallado más común de roscas es por medio de: a) machuelos o terrajas (manuales o de máquina) a) machuelos o terrajas (manuales o de máquina) b) útiles de roscar en torno b) útiles de roscar en torno c) fresado c) fresado d) laminado d) laminado
 machuelos o terrajas (manuales o de máquina) a) machuelos o terrajas (manuales o de máquina) b) útiles de roscar en torno b) útiles de roscar en torno c) fresado c) fresado d) laminado d) laminado.")
80
Mecanizado o tallado de roscas Mecanizado o tallado de roscas a) Roscas con machuelo b) Roscas con terraja c) Rosacas con útil de roscar d) Fresado de roscas e) Rosacado por esmeril f) Laminado de roscas
 Roscas con machuelo b) Roscas con terraja c) Rosacas con útil de roscar d) Fresado de roscas e) Rosacado por esmeril f) Laminado de roscas")
81
Mecanizado o tallado de roscas Uso de machuelos o terrajas en torno para hacer una rosca

82
Fabricación de roscas por medio de machuelos y terrajas Fabricación de roscas por medio de machuelos y terrajas Es el método más sencillo y económico, se utiliza para roscas triángulares. El tallado se logra por medio de una herramienta de acero de alta calidad, que si es para hacer una rosca exterior o macho (como la de un tornillo) se llama terraja y cuando se requiere hacer una rosca interior o hembra (como la de una tuerca) se utilizan unas herramientas llamadas machuelos. Es el método más sencillo y económico, se utiliza para roscas triángulares. El tallado se logra por medio de una herramienta de acero de alta calidad, que si es para hacer una rosca exterior o macho (como la de un tornillo) se llama terraja y cuando se requiere hacer una rosca interior o hembra (como la de una tuerca) se utilizan unas herramientas llamadas machuelos.
 se llama terraja y cuando se requiere hacer una rosca interior o hembra (como la de una tuerca) se utilizan unas herramientas llamadas machuelos. Es el método más sencillo y económico, se utiliza para roscas triángulares. El tallado se logra por medio de una herramienta de acero de alta calidad, que si es para hacer una rosca exterior o macho (como la de un tornillo) se llama terraja y cuando se requiere hacer una rosca interior o hembra (como la de una tuerca) se utilizan unas herramientas llamadas machuelos..")
83
machuelos y terrajas

84
El tallado de una rosca con terraja está limitado por las dimensiones del perno a roscar, en las roscas Whitworth el diámetro máximo es de 1 1/4 " y en las métricas es de 30 mm. Cualquier rosca mayor a 16 mm o 5/8 de pulgada debe iniciarse con un roscado previo, para evitar que se rompan los filetes. El tallado de una rosca con terraja está limitado por las dimensiones del perno a roscar, en las roscas Whitworth el diámetro máximo es de 1 1/4 " y en las métricas es de 30 mm. Cualquier rosca mayor a 16 mm o 5/8 de pulgada debe iniciarse con un roscado previo, para evitar que se rompan los filetes.

85
En el caso de roscas interiores fabricadas con machuelos, es muy importante hacer el barreno previo a la rosca con el diámetro adecuado, para definirlo de acuerdo a la rosca que se va a fabricar, existen normas como la DIN 336, de la cual se presenta un extracto a continuación. En el caso de roscas interiores fabricadas con machuelos, es muy importante hacer el barreno previo a la rosca con el diámetro adecuado, para definirlo de acuerdo a la rosca que se va a fabricar, existen normas como la DIN 336, de la cual se presenta un extracto a continuación.

86
Roscas métricas Rosca*M3M3.5M4M5M6M8M10M11M14M16M18M20M22M24M27 Para acero2.52.93.34.256.78.41011.7513.7515.2517.2519.2520.7523.75 Para fundición gris y latón 2.42.83.24.14.86.58.29.911.513.515171920.523.5 *En las roscas métricas su diámetro en mm se indica después de la letra "M"

87
Roscas Whitworth Rosca* 1/4 " 5/16 " 3/ 8" 1/2"5/8"3/4"7/8"1"1 1/8"1 1/4" 1 3/8" 1 1/2" 1 5/8" 1 3/4" 2" Para acero5.16.5 7. 9 10.513.516.519.252224.7527.7530.533.535.53944.5 Para fundición gris y laton 56.4 7. 7 10.2513.2516.251921.7524.5027.5030333538.544 Todos los diámetros están dados en milímetros.

88
Accesorios Rosca Gas Acero Inoxidable Manguito de entronque rosca Exterior para soldar. Manguito rosca interior. Manguito rosca exterior.Tapón rosca exterior. Tapón rosca interior.Tuerca Hexagonal. Enlace de junta cónica, 3 piezas, hembra. Enlace de junta cónica, 3 piezas, macho y hembra.

89
Tuerca de reducción. Machón.Medio enlace.Entronque para manguera para roscar. Codo 90º.Te.Cruz.Manguito reductor. Medio enlace manguera. Reduccion macho-macho Reduccion hembra-macho

90
Recomendaciones para elaborar roscas con machuelos y terrajas Uso de machuelos deben estar bien afilados deben estar bien afilados se debe hacer girar en redondo al machuelo, evitando el cabeceo se debe hacer girar en redondo al machuelo, evitando el cabeceo cuándo se va a realizar una rosca grande, se debe iniciar con un machuelo menor y en otras pasadas con machuelos de mayor tamaño, se debe aproximar al tamaño adecuado. cuándo se va a realizar una rosca grande, se debe iniciar con un machuelo menor y en otras pasadas con machuelos de mayor tamaño, se debe aproximar al tamaño adecuado. debe haber lubricación abundante. debe haber lubricación abundante. se debe hacer la penetración de una vuelta y el retroceso del machuelo para que la viruta salga y no se tape la rosca. se debe hacer la penetración de una vuelta y el retroceso del machuelo para que la viruta salga y no se tape la rosca. Uso de terrajas el dado de la terraja debe estar limpio y bien lubricado. el dado de la terraja debe estar limpio y bien lubricado. se debe hacer girar a la terraja en redondo y sin cabeceo. se debe hacer girar a la terraja en redondo y sin cabeceo. el perno a roscar deberá estar preparado con un chaflán en la punta a 45° el perno a roscar deberá estar preparado con un chaflán en la punta a 45° la terraja debe colocarse de manera perpendicular a el perno a roscar. la terraja debe colocarse de manera perpendicular a el perno a roscar. se debe hacer girar la terraja una vuelta y regresarla para desalojar la viruta. se debe hacer girar la terraja una vuelta y regresarla para desalojar la viruta. debe haber lubricación abundante. debe haber lubricación abundante.

91
Fabricación de roscas por medio del torno Fabricación de roscas por medio del torno Se puede utilizar un torno de plantilla con husillo de trabajo móvil, como el que se muestra en la figura. Se puede utilizar un torno de plantilla con husillo de trabajo móvil, como el que se muestra en la figura. Como se puede observar en el extremo izquierdo del husillo principal se coloca una plantilla con la rosca que se quiere fabricar (a), ésta se acopla a una tuerca (b) que sirve de guía al husillo principal del torno. Observe que el husillo es el que se desplaza o avanza de acuerdo a lo que requiere la plantilla, como lo demandaría un tornillo acoplándose a su tuerca, mientras que el útil de roscar está inmóvil.
, ésta se acopla a una tuerca (b) que sirve de guía al husillo principal del torno. Observe que el husillo es el que se desplaza o avanza de acuerdo a lo que requiere la plantilla, como lo demandaría un tornillo acoplándose a su tuerca, mientras que el útil de roscar está inmóvil..")
92
En este tipo de tornos se pueden utilizar como útiles con varias puntas como los peines de roscar. En este tipo de tornos se pueden utilizar como útiles con varias puntas como los peines de roscar. Peines de roscar para rosca exterior e interior Por lo regular las roscas en los tornos se realizan por medio de varias pasadas no se recomienda desbastar en reversa.

93
Para el tallado de roscas también se pueden utilizar tornos de tipo horizontal, para ello se debe usar el husillo de guía y la tuerca matriz de los tornos horizontales. Observe en el dibujo, como se acoplan el husillo de roscar y el husillo principal por medio de los engranes de velocidades y como funciona la tuerca que cierra las mordazas. Esto hace que el carro del torno se mueva de acuerdo a el husillo de roscar. Para el tallado de roscas también se pueden utilizar tornos de tipo horizontal, para ello se debe usar el husillo de guía y la tuerca matriz de los tornos horizontales. Observe en el dibujo, como se acoplan el husillo de roscar y el husillo principal por medio de los engranes de velocidades y como funciona la tuerca que cierra las mordazas. Esto hace que el carro del torno se mueva de acuerdo a el husillo de roscar. a) Tuerca de fijación b) tuerca de fijación cerrada
 Tuerca de fijación b) tuerca de fijación cerrada.")
94
Para lograr la fabricación de una rosca con el paso requerido, es necesario que se guarde la relación de revoluciones adecuada entre el husillo guía o de roscar y las de la pieza. Por ejemplo si se requiere tallar una rosca con paso de 4 mm el carro deberá tener un avance de 4 mm por cada revolución, si el husillo de roscar en cada vuelta avanza 4 mm la relación será de uno a uno. Pero si el husillo de roscar avanza 8 mm en cada revolución, éste deberá sólo dar media vuelta, mientras el husillo principal debe dar una vuelta, por lo que puede decirse que se requiere una relación de dos a uno, pues por cada vuelta de 8 mm que dé el husillo de roscar, la pieza deberá haber dado una, avanzando 4 mm. Para lograr la fabricación de una rosca con el paso requerido, es necesario que se guarde la relación de revoluciones adecuada entre el husillo guía o de roscar y las de la pieza. Por ejemplo si se requiere tallar una rosca con paso de 4 mm el carro deberá tener un avance de 4 mm por cada revolución, si el husillo de roscar en cada vuelta avanza 4 mm la relación será de uno a uno. Pero si el husillo de roscar avanza 8 mm en cada revolución, éste deberá sólo dar media vuelta, mientras el husillo principal debe dar una vuelta, por lo que puede decirse que se requiere una relación de dos a uno, pues por cada vuelta de 8 mm que dé el husillo de roscar, la pieza deberá haber dado una, avanzando 4 mm. El ajuste de las relaciones se logra por medio del cambio de las ruedas dentadas que transmiten el movimiento del husillo principal al husillo de roscar. Lo anterior se puede observar en el siguiente dibujo. El ajuste de las relaciones se logra por medio del cambio de las ruedas dentadas que transmiten el movimiento del husillo principal al husillo de roscar. Lo anterior se puede observar en el siguiente dibujo. Gs = paso de la rosca a tallar Ls = paso del husillo de roscar Z1 = número de dientes del engrane del husillo principal Z2 = número de dientes del engrane del husillo de roscar Z = rueda intermedia sin influencia en el cambio de revoluciones

95
Ejemplo del cálculo del tallado de una rosca en un torno con engranes intercambiables. Ejemplo del cálculo del tallado de una rosca en un torno con engranes intercambiables. Se requiere una rosca con paso (Gs) de 2 mm y se tiene un torno con un husillo de roscar ( Ls) de 6 mm. ¿qué engranes Z1 y Z2 debemos utilizar, para fabricar esta rosca? Se requiere una rosca con paso (Gs) de 2 mm y se tiene un torno con un husillo de roscar ( Ls) de 6 mm. ¿qué engranes Z1 y Z2 debemos utilizar, para fabricar esta rosca? Lo primero que se debe hacer es establecer la relación que se requiere entre los dos pasos si el paso de la pieza debe ser 2 y el del husillo de roscar es 6 se tendrá que la relación es 2/6 = 1/3. Por lo que cualquier par de engranes que den esta relación servirán, así se pueden tener un engrane Z1 de 20 dientes y un Z2 con 60 dientes, como la relación de 20/60 es igual a 1/3 funcionará bien, como también lo hará con una relación de un Z1= 15 y un Z2=45. Lo primero que se debe hacer es establecer la relación que se requiere entre los dos pasos si el paso de la pieza debe ser 2 y el del husillo de roscar es 6 se tendrá que la relación es 2/6 = 1/3. Por lo que cualquier par de engranes que den esta relación servirán, así se pueden tener un engrane Z1 de 20 dientes y un Z2 con 60 dientes, como la relación de 20/60 es igual a 1/3 funcionará bien, como también lo hará con una relación de un Z1= 15 y un Z2=45.
 de 2 mm y se tiene un torno con un husillo de roscar ( Ls) de 6 mm. ¿qué engranes Z1 y Z2 debemos utilizar, para fabricar esta rosca. Se requiere una rosca con paso (Gs) de 2 mm y se tiene un torno con un husillo de roscar ( Ls) de 6 mm. ¿qué engranes Z1 y Z2 debemos utilizar, para fabricar esta rosca. Lo primero que se debe hacer es establecer la relación que se requiere entre los dos pasos si el paso de la pieza debe ser 2 y el del husillo de roscar es 6 se tendrá que la relación es 2/6 = 1/3. Por lo que cualquier par de engranes que den esta relación servirán, así se pueden tener un engrane Z1 de 20 dientes y un Z2 con 60 dientes, como la relación de 20/60 es igual a 1/3 funcionará bien, como también lo hará con una relación de un Z1= 15 y un Z2=45. Lo primero que se debe hacer es establecer la relación que se requiere entre los dos pasos si el paso de la pieza debe ser 2 y el del husillo de roscar es 6 se tendrá que la relación es 2/6 = 1/3. Por lo que cualquier par de engranes que den esta relación servirán, así se pueden tener un engrane Z1 de 20 dientes y un Z2 con 60 dientes, como la relación de 20/60 es igual a 1/3 funcionará bien, como también lo hará con una relación de un Z1= 15 y un Z2=45..")
96
Si se requiere una relación muy pequeña se pueden poner más engranes entre el husillo principal y el husillo de roscar. Por ejemplo si se necesita hacer una rosca con paso de 1 mm y se tiene un husillo de roscar con paso de 12 mm, se tiene que la relación es de 1/12, como las ruedas dentadas con estas relaciones son difíciles de obtener, pues con una Z1de 10 dientes (la que es muy pequeña) se requerirá una Z2 de 120 dientes, la que es muy grande, por lo que se buscan dos quebrados que multiplicados nos den la relación de 1/12, por ejemplo 1/4 por 1/3, lo que nos indica que podemos utilizar una doble reducción en nuestro torno, en la que se pueden usar las siguientes relaciones 20/80 y 20/60. Por lo que se pueden usar los siguientes engranes: Si se requiere una relación muy pequeña se pueden poner más engranes entre el husillo principal y el husillo de roscar. Por ejemplo si se necesita hacer una rosca con paso de 1 mm y se tiene un husillo de roscar con paso de 12 mm, se tiene que la relación es de 1/12, como las ruedas dentadas con estas relaciones son difíciles de obtener, pues con una Z1de 10 dientes (la que es muy pequeña) se requerirá una Z2 de 120 dientes, la que es muy grande, por lo que se buscan dos quebrados que multiplicados nos den la relación de 1/12, por ejemplo 1/4 por 1/3, lo que nos indica que podemos utilizar una doble reducción en nuestro torno, en la que se pueden usar las siguientes relaciones 20/80 y 20/60. Por lo que se pueden usar los siguientes engranes:
 se requerirá una Z2 de 120 dientes, la que es muy grande, por lo que se buscan dos quebrados que multiplicados nos den la relación de 1/12, por ejemplo 1/4 por 1/3, lo que nos indica que podemos utilizar una doble reducción en nuestro torno, en la que se pueden usar las siguientes relaciones 20/80 y 20/60. Por lo que se pueden usar los siguientes engranes: Si se requiere una relación muy pequeña se pueden poner más engranes entre el husillo principal y el husillo de roscar. Por ejemplo si se necesita hacer una rosca con paso de 1 mm y se tiene un husillo de roscar con paso de 12 mm, se tiene que la relación es de 1/12, como las ruedas dentadas con estas relaciones son difíciles de obtener, pues con una Z1de 10 dientes (la que es muy pequeña) se requerirá una Z2 de 120 dientes, la que es muy grande, por lo que se buscan dos quebrados que multiplicados nos den la relación de 1/12, por ejemplo 1/4 por 1/3, lo que nos indica que podemos utilizar una doble reducción en nuestro torno, en la que se pueden usar las siguientes relaciones 20/80 y 20/60. Por lo que se pueden usar los siguientes engranes:.")
97
Uno engrane motriz Z1 de 20 dientes, acoplado a uno de 80, a ese de 80 dientes se junta con uno de 20, con lo que ahora funcionará como motríz con esos 20 dientes, los que transmitirán su movimiento a uno de 60 dientes, el que es engrane Z4 que transmite el movimiento al husillo de roscar. Lo anterior se observa en el siguiente dibujo. Uno engrane motriz Z1 de 20 dientes, acoplado a uno de 80, a ese de 80 dientes se junta con uno de 20, con lo que ahora funcionará como motríz con esos 20 dientes, los que transmitirán su movimiento a uno de 60 dientes, el que es engrane Z4 que transmite el movimiento al husillo de roscar. Lo anterior se observa en el siguiente dibujo.

98
Existen juegos de engranes intercambiables en los tornos horizontales, por ejemplo es común encontrar juegos con los siguientes engranes: Existen juegos de engranes intercambiables en los tornos horizontales, por ejemplo es común encontrar juegos con los siguientes engranes: 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 125, 127. Los husillos de roscar normalizados tienen los siguientes pasos: 4, 6, 12, 15, 24 en milímetros y 1/4 y 1/2 pulgadas. 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 125, 127. Los husillos de roscar normalizados tienen los siguientes pasos: 4, 6, 12, 15, 24 en milímetros y 1/4 y 1/2 pulgadas. El hacer el cambio de las ruedas dentadas en los tornos es muy tardado y molesto, por lo que ya existen transmisiones que permiten las relaciones adecuadas, sin necesidad de los cambios físicos. En la mayoría de los tornos se instalan tablas con las que se obtienen las relaciones de las ruedas dentadas con las que cuentan las transmisiones. El hacer el cambio de las ruedas dentadas en los tornos es muy tardado y molesto, por lo que ya existen transmisiones que permiten las relaciones adecuadas, sin necesidad de los cambios físicos. En la mayoría de los tornos se instalan tablas con las que se obtienen las relaciones de las ruedas dentadas con las que cuentan las transmisiones.

99
DEFINICIONES DE LA TERMINOLOGIA DE ROSCAS Rosca: es un filete continuo de sección uniforme y arrollada como una elipse sobre la superficie exterior e interior de un cilindro. Rosca externa: es una rosca en la superficie externa de un cilindro. Rosca Interna: es una rosca tallada en el interior de una pieza, tal como en una tuerca. Diámetro Interior: es el mayor diámetro de una rosca interna o externa. Diámetro del núcleo: es el menor diámetro de una rosca interna o externa. Diámetro en los flancos (o medio): es el diámetro de un cilindro imaginario que pasa por los filetes en el punto en el cual el ancho de estos es igual al espacio entre los mismos.
: es el diámetro de un cilindro imaginario que pasa por los filetes en el punto en el cual el ancho de estos es igual al espacio entre los mismos..")
100
Paso: es la distancia entre las crestas de dos filetes sucesivos. Es la distancia desde un punto sobre un filete hasta el punto correspondiente sobre el filete adyacente, medida paralelamente al eje. Paso: es la distancia entre las crestas de dos filetes sucesivos. Es la distancia desde un punto sobre un filete hasta el punto correspondiente sobre el filete adyacente, medida paralelamente al eje. Avance: es la distancia que avanzaría el tornillo relativo a la tuerca en una rotación. Para un tornillo de rosca sencilla el avance es igual al paso, para uno de rosca doble, el avance es el doble del paso, y así sucesivamente. Avance: es la distancia que avanzaría el tornillo relativo a la tuerca en una rotación. Para un tornillo de rosca sencilla el avance es igual al paso, para uno de rosca doble, el avance es el doble del paso, y así sucesivamente.

101
El ángulo de la hélice o rosca (α): Esta relacionado en el avance y el radio medio (rm) por la ecuación: El ángulo de la hélice o rosca (α): Esta relacionado en el avance y el radio medio (rm) por la ecuación:radio En algunos casos se utilizará el angulo θn que mide la pendiente del perfil de la rosca en la sección normal, esta relacionado en el angulo θ en la sección axial y el angulo de la hélice como sigue:
: Esta relacionado en el avance y el radio medio (rm) por la ecuación: El ángulo de la hélice o rosca (α): Esta relacionado en el avance y el radio medio (rm) por la ecuación:radio En algunos casos se utilizará el angulo θn que mide la pendiente del perfil de la rosca en la sección normal, esta relacionado en el angulo θ en la sección axial y el angulo de la hélice como sigue:")
102
Nota: Cuando aparece cosθn en las ecuaciones, se reemplazan con frecuencia por cosθ. Esto da una ecuaciσn aproximada pero, para los valores normalmente pequeños de α, no introduce error apreciable. Nota: Cuando aparece cosθn en las ecuaciones, se reemplazan con frecuencia por cosθ. Esto da una ecuaciσn aproximada pero, para los valores normalmente pequeños de α, no introduce error apreciable.ecuacioneslos valoresecuacioneslos valores

103
NORMAS Y ESTANDARES ORGANISMOS DE NORMALIZACION En la tabla que se presenta a continuación, se indican los organismos de normalización de varias naciones. En la tabla que se presenta a continuación, se indican los organismos de normalización de varias naciones.normalización PAISABREVIATURA DE LA NORMAORGANISMO NORMALIZADOR InternacionalISOOrganización Internacional de Normalización. EspañaUNEInstituto de Racionalización y Normalización. AlemaniaDINComité de Normas Alemán.Normas RusiaGOSTOrganismo Nacional de Normalización Soviético. FranciaNFAsociación Francesa de Normas. InglaterraBSIInstituto de normalización Ingles. ItaliaUNIEnte Nacional Italiano de Unificación. AméricaUSASIInstituto de Normalización para los Estados de América.América

104
REPRESENTACIÓN, ACOTACIÓN Y DESIGNACION DE PIEZAS NORMALIZADAS En la inmensa diversidad de mecanismos y maquinas en general, una gran cantidad de piezas accesorias que los componen, tienen unas formas y dimensiones ya predeterminadas en una serie de normas, es decir, son piezas normalizadas. En la inmensa diversidad de mecanismos y maquinas en general, una gran cantidad de piezas accesorias que los componen, tienen unas formas y dimensiones ya predeterminadas en una serie de normas, es decir, son piezas normalizadas. En general, la utilización de piezas normalizadas facilita en gran medida la labor de delineación, ya que al utilizar este tipo de piezas, evitamos tener que realizar sus correspondientes dibujos de taller. Estas normas especificaran: forma, dimensiones, tolerancias, materiales, y demás características técnicas. En general, la utilización de piezas normalizadas facilita en gran medida la labor de delineación, ya que al utilizar este tipo de piezas, evitamos tener que realizar sus correspondientes dibujos de taller. Estas normas especificaran: forma, dimensiones, tolerancias, materiales, y demás características técnicas.dibujosmateriales caractertécnicasdibujosmateriales caractertécnicas

105
DESIGNACIÓN DE LOS TORNILLOS Básicamente, la designación de un tornillo incluye los siguientes datos: tipo de tornillo según la forma de su cabeza, designación de la rosca, longitud y norma que lo define. A estos datos, se pueden añadir otros, referentes a la resistencia del material, precisión, etc. Básicamente, la designación de un tornillo incluye los siguientes datos: tipo de tornillo según la forma de su cabeza, designación de la rosca, longitud y norma que lo define. A estos datos, se pueden añadir otros, referentes a la resistencia del material, precisión, etc. datosresistencia datosresistencia Ejemplo: Tornillo hexagonal M20 x 2 x 60 x To DIN 960.mg 8.8 Ejemplo: Tornillo hexagonal M20 x 2 x 60 x To DIN 960.mg 8.8 Y al analizar cada elemento vemos que. Y al analizar cada elemento vemos que. Denominación o nombre: Tornillo HexagonalDenominación o nombre: Tornillo Hexagonal Designación de la Rosca: M20 x 2Designación de la Rosca: M20 x 2 Longitud del vástago: 60Longitud del vástago: 60 To: Cabezas in saliente en forma de platoTo: Cabezas in saliente en forma de plato Norma que especifica la forma y característica del tornillo: DIN 960Norma que especifica la forma y característica del tornillo: DIN 960 m.g: Ejecución y precisión de medidasm.g: Ejecución y precisión de medidas 8.8: clase de resistencia o características mecánicas.8.8: clase de resistencia o características mecánicas.

106
La longitud que interviene en la designación es la siguiente: La longitud que interviene en la designación es la siguiente: En general, la longitud indicada se corresponde con la longitud total del vástago. En general, la longitud indicada se corresponde con la longitud total del vástago. Para tornillos con extremo con tetón, la longitud indicada incluye la longitud del tetón. Para tornillos con extremo con tetón, la longitud indicada incluye la longitud del tetón. Para tornillos de cabeza avellanada, la longitud indicada es la longitud total del tornillo. Para tornillos de cabeza avellanada, la longitud indicada es la longitud total del tornillo.

107
DESIGNACION DE LAS ROSCAS.La designación o nomenclatura de la rosca es la identificación de los principales elementos que intervienen en la fabricación de una rosca determinada, se hace por medio de su letra representativa e indicando la dimensión del diámetro exterior y el paso. Este último se indica directamente en milímetros para la rosca métrica, mientras que en la rosca unificada y Witworth se indica a través de la cantidad de hilos existentes dentro de una pulgada..La designación o nomenclatura de la rosca es la identificación de los principales elementos que intervienen en la fabricación de una rosca determinada, se hace por medio de su letra representativa e indicando la dimensión del diámetro exterior y el paso. Este último se indica directamente en milímetros para la rosca métrica, mientras que en la rosca unificada y Witworth se indica a través de la cantidad de hilos existentes dentro de una pulgada.nomenclatura Por ejemplo, la rosca M 3,5 x 0,6 indica una rosca métrica normal de 3,5 mm de diámetro exterior con un paso de 0,6 mm. La rosca W 3/4 - 10 equivale a una rosca Witworth normal de 3/4 pulg de diámetro exterior y 10 hilos por pulgada. Por ejemplo, la rosca M 3,5 x 0,6 indica una rosca métrica normal de 3,5 mm de diámetro exterior con un paso de 0,6 mm. La rosca W 3/4 - 10 equivale a una rosca Witworth normal de 3/4 pulg de diámetro exterior y 10 hilos por pulgada.

108
La designación de la rosca unificada se haced e manera diferente: Por ejemplo una nomenclatura normal en un plano de taller podría ser: La designación de la rosca unificada se haced e manera diferente: Por ejemplo una nomenclatura normal en un plano de taller podría ser: 1/4 – 28 UNF – 3B – LH 1/4 – 28 UNF – 3B – LH Y al examinar cada elemento se tiene que: Y al examinar cada elemento se tiene que: 1/4 de pulgada es el diámetro mayor nominal de la rosca. 1/4 de pulgada es el diámetro mayor nominal de la rosca. 28 es el numero de rosca por pulgada. 28 es el numero de rosca por pulgada. UNF es la serie de roscas, en este caso unificada fina. UNF es la serie de roscas, en este caso unificada fina. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. LH indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) LH indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) La tabla siguiente entrega información para reconocer el tipo de rosca a través de su letra característica, se listan la mayoría de las roscas utilizadas en ingeniería mecánica La tabla siguiente entrega información para reconocer el tipo de rosca a través de su letra característica, se listan la mayoría de las roscas utilizadas en ingeniería mecánicainformación
; B indica una tuerca interna. Una A indica una tuerca externa. 3B: el 3 indica el ajuste (relación entre una rosca interna y una externa cuando se arman); B indica una tuerca interna. Una A indica una tuerca externa. LH indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) LH indica que la rosca es izquierda. (Cuando no aparece indicación alguna se supone que la rosca es derecha) La tabla siguiente entrega información para reconocer el tipo de rosca a través de su letra característica, se listan la mayoría de las roscas utilizadas en ingeniería mecánica La tabla siguiente entrega información para reconocer el tipo de rosca a través de su letra característica, se listan la mayoría de las roscas utilizadas en ingeniería mecánicainformación.")
109
Símbolos de roscado más comunesDenominación usualOtras American Petroleum InstituteAPI British AssociationBA International Standards OrganisationISO Rosca para bicicletasC Rosca EdisonE Rosca de filetes redondosRd Rosca de filetes trapesoidalesTr Rosca para tubos blindadosPGPr Rosca Whitworth de paso normalBSWW Rosca Whitworth de paso finoBSF Rosca Whitworth cilíndrica para tubosBSPTKR

110
Rosca WhitworthBSPR Rosca Métrica paso normalMSI Rosca Métrica paso finoMSIF Rosca Americana Unificada p. normalUNCNC, USS Rosca Americana Unificada p. finoUNFNF, SAE Rosca Americana Unificada p.exrafinoUNEFNEF Rosca Americana Cilíndrica para tubosNPS Rosca Americana Cónica para tubosNPTASTP Rosca Americana paso especialUNSNS Rosca Americana Cilíndrica "dryseal" para tubosNPSF Rosca Americana Cónica "dryseal" para tubosNPTF

Presentaciones similares