Descargar la presentación
La descarga está en progreso. Por favor, espere

1
PULPA Y PAPEL INDUSTRIAS DE TRANSFORMACIÓN QUÍMICA CURSO 2015

2
LA IMPORTANCIA DEL PAPEL
La fabricación de pulpa y papel es actualmente uno de los sectores industriales más importantes en el mundo. En razón de los diversos productos resultantes de su transformación, y de su participación como insumo en una vasta gama de artículos industriales.

3
LA IMPORTANCIA DEL PAPEL
En el Antiguo Egipto se escribía sobre papiro (de donde proviene la palabra papel), el cual se obtenía a partir del tallo de una planta muy abundante en las riberas del río Nilo .
, el cual se obtenía a partir del tallo de una planta muy abundante en las riberas del río Nilo .")
4
LA IMPORTANCIA DEL PAPEL
Sin embargo, los chinos ya fabricaban papel a partir de los residuos de la seda, la paja de arroz y el cáñamo, e incluso del algodón y transmitieron este conocimiento a los árabes, quienes a su vez lo llevaron a las que hoy son España y Sicilia desde el siglo X. La elaboración de papel se extendió a Francia que lo producía utilizando lino desde el siglo XII.

5
LA IMPORTANCIA DEL PAPEL
En el siglo XIV, hubo suficiente trapo y telas disponibles para fabricar papel a precios económicos y gracias a lo cual la invención de la imprenta permitió que unido a la producción de papel a precios razonables surgiera el libro, no como una curiosidad sino como un producto de precio accesible.

6
el grado de desarrollo de un pueblo y su expansión cultural.
Consumo Mundial En el mundo se consumen unos 130 millones de toneladas de celulosa, concentrándose el 80% del consumo en 11 países. Estados Unidos es el principal país consumidor, seguido por China y luego Japón. El consumo de papel se triplicó aproximadamente en los últimos 50 años. Sin embargo, siempre fue considerado un producto de alto valor, y su consumo se toma como un índice para expresar el grado de desarrollo de un pueblo y su expansión cultural.

7
Consumo Mundial de Celulosa Química (2010)
Consumo (ton) Participación AFRICA ,0% ASIA ,6% OCEANIA ,9% EUROPA ,4% NORTE AMERICA ,1% SUDAMERICA ,9% TOTAL % Fuente: FAO (Food and Agriculture Organization)
 Participación. AFRICA ,0% ASIA ,6% OCEANIA ,9% EUROPA ,4% NORTE AMERICA ,1% SUDAMERICA ,9% TOTAL % Fuente: FAO (Food and Agriculture Organization)")
8
Por un lado, hay países que son importadores netos de celulosa como es el caso de Italia, Alemania, China y Francia , mientras que hay otros como Brasil, Canadá y los Escandinavos que satisfacen su consumo interno esencialmente con producción local y se caracterizan además por presentar una marcada orientación exportadora.

9
Los principales países consumidores de papeles y cartones en el año 2010 fueron Estados Unidos (27,2%), China (14,4%), Japón (9.7%) y Alemania (5,6%), países que se encuentran además entre los principales consumidores de celulosa, lo que pone de manifiesto que el consumo de celulosa estaría fuertemente relacionado con el consumo de papel.
, China (14,4%), Japón (9.7%) y Alemania (5,6%), países que se encuentran además entre los principales consumidores de celulosa, lo que pone de manifiesto que el consumo de celulosa estaría fuertemente relacionado con el consumo de papel.")
10
EEUU: capacidad instalada de 60.458.000 toneladas
PRODUCCIÓN MUNDIAL Según FAO 2011, Estados Unidos fue el principal productor de pulpas, papeles y cartones a partir de madera EEUU: capacidad instalada de toneladas Canadá: ton. Japón: ton. Finlandia: ton Suecia: ton Brasil: ton.

11
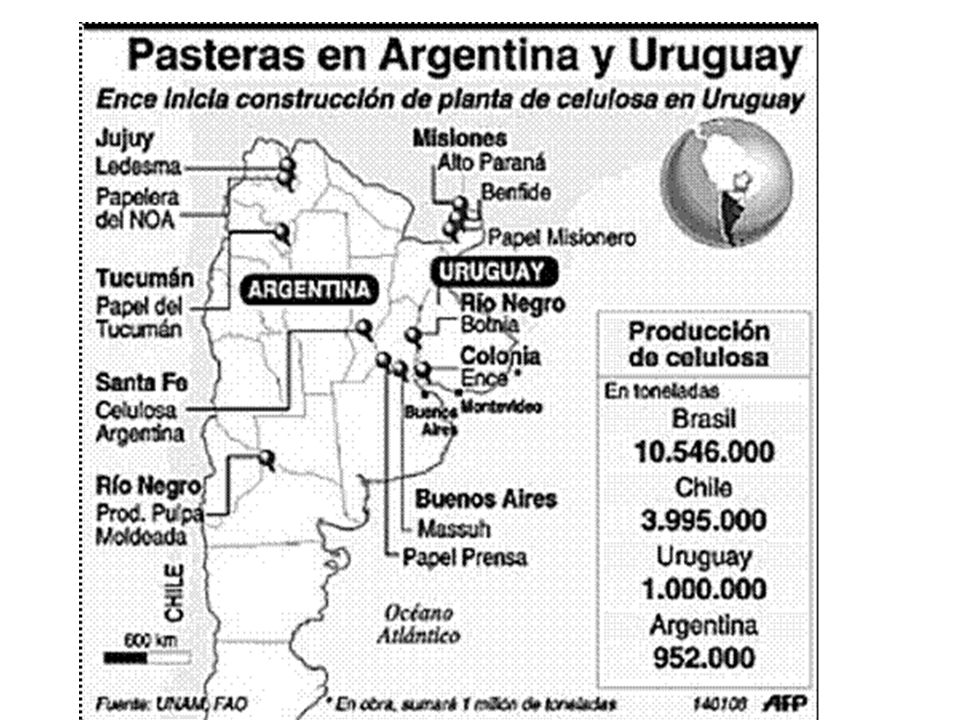
Brasil: 10.546.000 ton. Chile: 3.995.000 ton. Argentina: 952.000 ton.
PRODUCCIÓN MUNDIAL - MERCOSUR Brasil: ton. Chile: ton. Argentina: ton. Brasil es el mayor productor mundial de celulosa de Eucalipto. El sector de la pulpa y el papel en América Latina continuará creciendo en los próximos 10 años en términos de producción, exportación y consumo. El principal objetivo de las inversiones que se están realizando es el de proveer de pulpa al mundo.

12
PRODUCCIÓN NACIONAL En Argentina se producen diferentes tipos de pulpa celulósica, aptas para distintos usos, a partir de variadas materias primas. Se habla de pulpas químicas, semiquímicas y quimimecánicas, a partir de pinos, eucaliptos, sauces, álamos, bagazo de caña de azúcar y otros.

14
Argentina cuenta con 10 plantas de celulosa.
Siete sobre el Río Paraná, a saber: Alto Paraná, Misiones (Puerto Esperanza, Misiones), que produce toneladas por año (t/a)196, Celulosa Argentina (Capitán Bermúdez, t/a), Papel Prensa (San Pedro, Buenos Aires, t/a), Papel Misionero (Puerto Mineral, Misiones, t/a), Celulosa Puerto Piray (Misiones, t/a), Celulosa Campana (Buenos Aires, t/a) y Celulosa Argentina (Zárate, Buenos Aires, t/a), que totalizan toneladas Leer más:
, que produce toneladas por año (t/a)196, Celulosa Argentina (Capitán Bermúdez, t/a), Papel Prensa (San Pedro, Buenos Aires, t/a), Papel Misionero (Puerto Mineral, Misiones, t/a), Celulosa Puerto Piray (Misiones, t/a), Celulosa Campana (Buenos Aires, t/a) y. Celulosa Argentina (Zárate, Buenos Aires, t/a), que totalizan toneladas. Leer más:")
15
Misiones cuenta con tres fábricas de celulosa:
Papel Misionero es la única planta integrada, que produce pasta química de fibra larga que se emplea para la fabricación de papeles marrones, es decir, papel Kraft a partir de maderas resinosas. Celulosa Puerto Piray produce pastas al sulfito de fibra corta. Cuenta con una vieja y obsoleta planta. Alto Paraná es la más importante de las tres, con una producción de toneladas anuales de celulosa kraft blanqueada de pino. Utiliza el sistema de blanqueo con dióxido de cloro.

17
Empresa Provincia Materia Prima Proceso Blanqueo Observac. 1 Alto Paraná S.A. Misiones Pino Kraft Si Pulpa kraft blanqueada de mercado 2 Benfide S.A. Eucalyptus Bisulfito de Calcio Pulpa al sulfito blanqueada de mercado 3 Celulosa Argentina S.A. Santa Fe Papeles de impresión/escritura 4 Ledesma S.A. Jujuy Bagazo de caña de azúcar Soda Papeles de impresión/escritura Embalajes 5 Massuh Bs.As. Sulfito neutro 6 Papel Misionero SAICYF No Papeles kraft y liner 7 Papelera del NOA Pino y mezcla de fibra corta Embalajes 8 Papel del Tucumán S.A. Tucumán Soda-Antraquinona Papel Onda 9 Papel Prensa SA Sauce - Alamo Quimimecánico soda-sulfito Papel periódico 10 Productos Pulpa Moldeada Río Negro Álamo Cartones, cartulinas

18
Tecnología y Medio Ambiente……
1) Alto Paraná (Misiones). Cuestionada por ambientalistas y vecinos por contaminación de agua, aire y destrucción de bosques nativos. La empresa afirma cumplir el estándar internacional. Tecnología: ECF. 2) Celulosa Puerto Piray (Misiones). Cuestionada por vecinos por falta de tratamiento de efluentes. Tecnología: utiliza cloro elemental. 3)Papel Misionero (Misiones). Cuestionada por ambientalistas por falta de tratamiento de efluentes. Tecnología: TCF. 4) Celulosa Argentina (Santa Fe). La tecnología que usa es una incógnita. Los ambientalistas dicen que el proceso es con cloro elemental, la empresa lo niega. Es denunciada por contaminar el aire y el río Paraná. Provoca mal olor. 5) Papel Prensa (Provincia de Buenos Aires). No se registraron cuestionamientos ambientales. Tecnología: TCF.
 Alto Paraná (Misiones). Cuestionada por ambientalistas y vecinos por contaminación de agua, aire y destrucción de bosques nativos. La empresa afirma cumplir el estándar internacional. Tecnología: ECF. 2) Celulosa Puerto Piray (Misiones). Cuestionada por vecinos por falta de tratamiento de efluentes. Tecnología: utiliza cloro elemental. 3)Papel Misionero (Misiones). Cuestionada por ambientalistas por falta de tratamiento de efluentes. Tecnología: TCF. 4) Celulosa Argentina (Santa Fe). La tecnología que usa es una incógnita. Los ambientalistas dicen que el proceso es con cloro elemental, la empresa lo niega. Es denunciada por contaminar el aire y el río Paraná. Provoca mal olor. 5) Papel Prensa (Provincia de Buenos Aires). No se registraron cuestionamientos ambientales. Tecnología: TCF.")
19
6) Massuh (Provincia de Buenos Aires)
6) Massuh (Provincia de Buenos Aires). No se registraron cuestionamientos ambientales. Tecnología: TCF. 7) Productos Pulpa Moldeada (Río Negro). No se registraron cuestionamientos ambientales. Tecnología: TCF. 8) Papelera del Tucumán (Tucumán). Sus directivos están procesados penalmente por la Cámara Federal de Tucumán por contaminación de aguas y destrucción de especies autóctonas con efectos perjudiciales para la agricultura y la salud. Tecnología: utiliza cloro elemental. 9) Papelera del NOA (Jujuy). No se registraron cuestionamientos ambientales. Tecnología: TCF. 10) Ledesma (Jujuy). Cuestionada por ambientalistas por contaminación del aire causada por la materia prima. Tecnología: utiliza cloro elemental Leer más:
 Massuh (Provincia de Buenos Aires). No se registraron cuestionamientos ambientales. Tecnología: TCF. 7) Productos Pulpa Moldeada (Río Negro). No se registraron cuestionamientos ambientales. Tecnología: TCF. 8) Papelera del Tucumán (Tucumán). Sus directivos están procesados penalmente por la Cámara Federal de Tucumán por contaminación de aguas y destrucción de especies autóctonas con efectos perjudiciales para la agricultura y la salud. Tecnología: utiliza cloro elemental. 9) Papelera del NOA (Jujuy). No se registraron cuestionamientos ambientales. Tecnología: TCF. 10) Ledesma (Jujuy). Cuestionada por ambientalistas por contaminación del aire causada por la materia prima. Tecnología: utiliza cloro elemental. Leer más:")
21
PRODUCCIÒN DE PAPEL La producción de papel se divide en 2 procesos bien diferenciados: Obtención de PULPA O PASTA CELULÓSICA A partir de pulpa obtener PAPEL, CARTÓN, ETC.

22
Existen plantas dedicadas exclusivamente a la elaboración de pastas o pulpas, que luego se venden al mercado papelero en fardos -planchas gruesas de pasta -(caso Alto Paraná en Argentina). También hay plantas que producen para sus propias fábricas de papel que se encuentran en una ubicación geográfica remota, conocidas como plantas no integradas (serían el caso de las pasteras Ence, Botnia y Stora Enso en Uruguay).
.")
23
Y hay plantas integradas, es decir aquellas en las que todos los procesos se llevan a cabo en el mismo lugar, desde el descortezado hasta la salida del papel en bobinas y resmas (como Massuh, Celulosa Argentina, Ledesma y Papel Misionero en Argentina).
.")
24
La industria de fabricación de pulpas y papeles se caracteriza por ser:
Capital intensiva: utiliza gran cantidad de equipamiento, los que a su vez son muy costosos. Por ejemplo, una máquina de papel ronda los U$S 300 millones, y una planta completa de pulpado, blanqueo y fabricación de papel ronda el billón de dólares. 2. Agua intensiva: prácticamente todas las operaciones involucradas utilizan suspensiones de fibras o soluciones acuosas de químicos. Afortunadamente, gran parte del agua utilizada puede recircularse y reciclarse para ser utilizada varias veces. Aún así, una fábrica de papel muy eficiente, requiere aproximadamente 200 m3 de agua fresca por tonelada de papel producido. Para una producción de 300 a 1500 toneladas por día (usual actualmente), esto involucra aproximadamente un gasto de agua de a m3 en un día . Fuente: FAO-1998
, esto involucra aproximadamente un gasto de agua de a m3 en un día . Fuente: FAO")
25
La industria de fabricación de pulpas y papeles se caracteriza por ser:
3. Energía intensiva: la industria papelera consume grandes cantidades de energía, sobre todo en las áreas de pulpado, blanqueo, refinación y secado. Con gran esfuerzo, se ha logrado reducir su dependencia del gas y del petróleo, incrementando la generación de energía a través de la incineración de residuos de madera y licores negros. Tomada en su conjunto, la industria papelera genera aproximadamente el 50% de lo que consume. Aún así, las cantidades de recursos energéticos no renovables que consume son enormes. 4. Producto de tipo “comodity”: esto significa que se produce en grandes cantidades, que las características del papel fabricado por diferentes productores son similares, y que su precio depende de la habilidad de los productores para abaratar costos. Fuente: FAO-1998

26
Coníferas: 2,5-5 mm. Latifoliadas: 1 a 2 mm.
PULPA Y PAPEL La pulpa y el papel se fabrican principalmente a partir de células vegetales: las FIBRAS . Las maderas más utilizadas para fabricación de pulpas celulósicas han sido las coníferas, aunque en los últimos años ha habido una expansión importante de latifoliadas. Los elementos fibrosos de coníferas (traqueidas) y de latifoliadas (fibrotraqueidas y fibras libriformes) difieren sobre todo en su longitud: Coníferas: 2,5-5 mm. Latifoliadas: 1 a 2 mm.
 y de latifoliadas (fibrotraqueidas y fibras libriformes) difieren sobre todo en su longitud: Coníferas: 2,5-5 mm. Latifoliadas: 1 a 2 mm.")
27
DEFINICIONES: PULPA: material fibroso para la fabricación de papel. Las fibras de pulpa son normalmente de origen vegetal, pero para algunas aplicaciones especiales se usan también fibras animales, minerales o sintéticas. Cuando una suspensión acuosa diluida de pulpa se vierte sobre un tamiz fino que retenga las fibras dejando drenar el líquido, y dicha capa fibrosa se prensa y seca, se obtendrá una hoja de fibras con ciertas propiedades, denominado PAPEL. PAPEL: “hoja afieltrada de fibras formada sobre un tamiz fino a partir de una suspensión acuosa”.

28
Pasta Papel

29
TIPOS DE PASTAS Molino de piedras / Refinador de discos P.Mecánica 95%
Impreg. en frío P.Química Mecánica Rollizos Chip Desfibrado 85-90% P.Semi Química 65-80% Cocción (100ºC) Desfibrado P.Química 35-50%
 Desfibrado. P.Química %")
30
PASTAS: En general la formulación de un papel está dada por una mezcla de pastas, comúnmente llamada empaste. Estas mezclas se realizan para complementar en el papel las propiedades de distintas pastas. También es usual mezclar las pastas celulósicas con papel reciclado.

31
PASTAS: El principal destino de las pastas celulósicas es la fabricación de papel. También se las usa en la fabricación de productos de pulpa moldeada y pañales u otros productos absorbentes. En otros casos las pulpas son utilizadas para su conversión química en otros productos, como el rayón, el celofán y diversas fibras y películas sintéticas. Estas pulpas se denominan pulpas para disolver.

32
REQUERIMIENTOS Y FUENTES DE FIBRAS PAPELERAS:
Para que las fibras sean útiles para la fabricación de papel deben poder conformarse unas con otras, produciendo una hoja uniforme de papel. Deben también desarrollar fuertes uniones entre ellas en los puntos de contacto. El grado de conformabilidad de las fibras puede ser medido a través de la formación de la hoja. El grado de enlace es medido por el reventamiento o la tracción de la hoja. Algunas fibras no se pueden utilizar para la fabricación de papel sin ningún tratamiento ya que no se conforman entre ellas y tampoco establecen enlaces.

33
REQUERIMIENTOS Y FUENTES DE FIBRAS PAPELERAS:
Exceptuando los pelos de las semillas, las fibras vegetales en su estado nativo se encuentran envueltas en una matriz de material no fibroso (principalmente lignina, pero también hemicelulosas, resinas y otros extractivos). Los procesos químicos y mecánicos liberan las fibras de la matriz de lignina y las dejan individualizadas con un relativo grado de pureza en función de las propiedades de uso finales. Cuanto mayor es el grado de pureza requerido, menor es el rendimiento en fibras.
. Los procesos químicos y mecánicos liberan las fibras de la matriz de lignina y las dejan individualizadas con un relativo grado de pureza en función de las propiedades de uso finales. Cuanto mayor es el grado de pureza requerido, menor es el rendimiento en fibras.")
34
CELULOSA : constituye el elemento estructural de las paredes de los vasos, fibras, traqueidas, etc. En las plantas fibrosas es la que determina el carácter de la fibra y permite su utilización en la fabricación de papel. HEMICELULOSAS: se encuentran íntimamente entremezcladas y combinadas químicamente con la lignina y celulosa. Son fácilmente degradadas y disueltas por lo que su porcentaje es siempre menor en la pulpa que en la madera original. LIGNINA: actúa como aglomerante o adhesivo que los mantiene unidos entre sí. Su papel principal es formar la lámina media que une las fibras entre sí. EXTRACTIVOS : taninos, aceites esenciales, grasas y ácidos grasos, ácidos resínicos, hidratos de carbono solubles, ceras, gomas, etc.

35
Las fibras celulósicas exhiben ciertas propiedades que satisfacen los requerimientos de la fabricación de papel: Alta resistencia a la tracción Capacidad de adaptación (flexibilidad, con formabilidad) Resistencia a la deformación plástica Insolubles en agua Hidrofílicas Amplio rango de dimensiones Capacidad de enlace Capacidad de retener aditivos Estables químicamente Relativamente incoloras (blancas)
 Resistencia a la deformación plástica. Insolubles en agua. Hidrofílicas. Amplio rango de dimensiones. Capacidad de enlace. Capacidad de retener aditivos. Estables químicamente. Relativamente incoloras (blancas)")
36
La naturaleza hidrofílica de las fibras celulósicas juega un papel importante, ya que el proceso de fabricación de papel ocurre en medio acuoso. Las fibras absorben agua rápidamente y se dispersan fácilmente en una suspensión acuosa. Cuando las fibras húmedas se juntan durante la operación de formación de la hoja, los enlaces se forman por atracción polar de las moléculas de agua entre sí y los grupos hidroxilo de la celulosa en la superficie de la fibra. Cuando el agua se evapora, los grupos hidroxilo superficiales se enlazan finalmente entre sí mediante enlaces por puentes de hidrógeno.

37
Si bien las fibras celulósicas individuales tienen una alta resistencia a la tracción, los parámetros de resistencia del papel también dependen de las uniones entre las fibras. Por supuesto, la resistencia original de las fibras depende de la materia prima y del método de pulpeado. El refinado tiende a optimizar los enlaces a expensas de la resistencia individual de las fibras. El refinado causa la eliminación de la pared primaria de la fibra y permite su hidratación (la absorción de agua) e hinchamiento, incrementando su flexibilidad y capacidad de enlace.
 e hinchamiento, incrementando su flexibilidad y capacidad de enlace.")
38
PREPARACIÒN DE LA MADERA
Selección Se deben descartar trozas menores de 10 cm de diám.; troncos torcidos; maderas con clavos u otros metales; madera hueca o podrida. Almacenamiento Debe abastecer continuamente a la fábrica. La cantidad y forma de almacenar depende de cada lugar (con o sin corteza, enteras o en astillas, en silos o al exterior). Descortezado Puede realizarse en el bosque o en la fábrica (uso como abono o combustible). Se utiliza un Descortezador Hidráulico (P: 100 kg/cm2) o un Descortezador de Tambor Giratorio
. Descortezado. Puede realizarse en el bosque o en la fábrica (uso como abono o combustible). Se utiliza un Descortezador Hidráulico (P: 100 kg/cm2) o un Descortezador de Tambor Giratorio.")
39
RAZONES PARA DESCORTEZAR

40
RAZONES PARA DESCORTEZAR
La corteza tiene poco valor como fibra. Consume productos químicos. Ocasiona una pulpa sucia.

41
DESCORTEZADOR DE TAMBOR
Cilindro rotante de acero, de 10 m de largo, con ranuras.

42
DESCORTEZADOR

43
DESCORTEZADOR

44
PASTA MECÁNICA DE MOLINO DE PIEDRA SGWP (Stone Ground Wood Pulp)
La pasta mecánica se obtiene comprimiendo la madera rolliza contra una piedra desfibradora en rotación, cuya superficie ha sido convenientemente preparada (molinos de piedra). Se debe asegurar una provisión constante de agua. La superficie de la piedra es abrasiva y por lo tanto separa fibras, haces fibrosos y finos de la madera. Utiliza toda la fibra del tronco, se rompe la lignina pero no se elimina. El principal inconveniente de este proceso es el deterioro que sufren las fibras, por lo que se obtienen pastas de muy baja resistencia. El rendimiento de las pastas mecánicas es de 95 %, por lo que el 5 % restante se elimina a través de las aguas residuales.
. Se debe asegurar una provisión constante de agua. La superficie de la piedra es abrasiva y por lo tanto separa fibras, haces fibrosos y finos de la madera. Utiliza toda la fibra del tronco, se rompe la lignina pero no se elimina. El principal inconveniente de este proceso es el deterioro que sufren las fibras, por lo que se obtienen pastas de muy baja resistencia. El rendimiento de las pastas mecánicas es de 95 %, por lo que el 5 % restante se elimina a través de las aguas residuales.")
45
PASTA MECÁNICA DE MOLINO DE PIEDRA SGWP (Stone Ground Wood Pulp)
PROCESO DE FABRICACIÓN: Madera descortezada y cortada del tamaño adecuado. El desfibrado se produce forzando la troza a presión sobre una superficie de piedra que gira mientras esta es mojada rociando con agua templada (temperatura, agente hidratante, vehículo). La pasta producida cae a una cuba o tina. En la cuba se mantiene un determinado nivel de modo que la piedra quede parcialmente sumergida (para mantener refrigerada la piedra). Se tamiza rechazando los finos y los gruesos que se vuelven a tratar.
. La pasta producida cae a una cuba o tina. En la cuba se mantiene un determinado nivel de modo que la piedra quede parcialmente sumergida (para mantener refrigerada la piedra). Se tamiza rechazando los finos y los gruesos que se vuelven a tratar.")
46
PIEDRA Natural: rica en cuarzo, tallada en un bloque de arenisca. Sintética: carburo de sílice/cuarzo/bauxita Cerámica:montada sobre un cilindro de concreto

47
Teoría del Desfibrado Al producirse transferencia de energía se produce la separación y ruptura de las fibras y tejidos de la madera. Las fibras son arrancadas por cizallamiento y por ciclos de compresión y descompresión. Estos procesos dependen de: Granulometría de la piedra Características de la madera Utilización de agua Dinámica del proceso (presión sobre la madera) Es importante bajar la temperatura con agua ya que se genera mucho calor.
 Es importante bajar la temperatura con. agua ya que se genera mucho calor.")
48
Repicado de la Muela Consiste en marcar surcos en la superficie, manteniéndola uniforme y cilíndrica, lista para el desfibrado. El repicado de la muela se realiza moviendo un pequeño cilindro llamado moleta sobre la superficie de la muela que gira. La moleta se desplaza varias veces a través de la muela, en las mismas ranuras, con objeto de obtener la profundidad de repicado deseada. Moleta diamante Moleta ranuras rectas Moleta ranuras helicoidales

49
Molino Warren de Cadena
Al girar las cadenas empujan los troncos hacia abajo presionando sin necesidad de presión hidraúlica.

50
Molino Hidráulico de tres prensas
Producción contínua, cuando una prensa carga las otras dos están trabajando.

51
Molino Roberts La diferencia de velocidad entre la rueda grande y la piedra es la velocidad real de la rueda. Los troncos son presionados por la altura y por los bordes dentados internos de la rueda grande.

52
Molino Waterous de cámara hidráulica
Se recarga en forma autómatica, ya que al retroceder el cilindro se recarga sólo por presión.

53
VARIABLES DEL PROCESO MADERA: Especie Edad % de Humedad Estado sanitario PIEDRA: Superficie (Grano) Tamaño Afilado REGADERA: Cantidad de agua Temperatura Presión OPERACIÒN: Presión sobre la piedra Velocidad tangencial Inmersión de la piedra

54
PASTA MECÁNICA DE MOLINO DE PIEDRA SGWP (Stone Ground Wood Pulp)
CARACTERÍSTICAS: Bajo costo Buena opacidad Buena receptora de la tinta (buena calidad de impresión) Presentan color propio (buena blancura si se utilizan maderas claras) Mala resistencia a la reversión Tienen baja densidad, son voluminosas (mezcla de haces fibrosos, fibras individuales, fibras rotas y harina fina de madera) Poca resistencia a la tracción, al rasgado y al reventamiento (debido al alto contenido de lignina, lo cual disminuye las posibilidades de fibrilación, hidratación y formación de puentes hidrógeno entre las fibras) Su blanqueo se torna difícil por la alta cantidad de lignina .
 Presentan color propio (buena blancura si se utilizan maderas claras) Mala resistencia a la reversión. Tienen baja densidad, son voluminosas (mezcla de haces fibrosos, fibras individuales, fibras rotas y harina fina de madera) Poca resistencia a la tracción, al rasgado y al reventamiento (debido al alto contenido de lignina, lo cual disminuye las posibilidades de fibrilación, hidratación y formación de puentes hidrógeno entre las fibras) Su blanqueo se torna difícil por la alta cantidad de lignina .")
55
PASTA MECÁNICA DE REFINADOR RPM (Refined Mechanical Pulp)
En este caso las fibras se obtienen de astillas (que se logran previamente en un astillador). Estas astillas de madera son presionadas al pasar entre dos discos que giran en direcciones contrarias y que se encuentran uno frente a otro (refinador de discos). Este frote es reforzado por la superficie de los discos que tienen ranuras y muescas y hace que las astillas se desintegren y desfibren. También se utiliza agua como en el método anterior a fin de no que se quemen las astillas a causa de las altas temperaturas que produce la fricción. Se puede trabajar con varios refinadores en línea.
. Estas astillas de madera son presionadas al pasar entre dos discos que giran en direcciones contrarias y que se encuentran uno frente a otro (refinador de discos). Este frote es reforzado por la superficie de los discos que tienen ranuras y muescas y hace que las astillas se desintegren y desfibren. También se utiliza agua como en el método anterior a fin de no que se quemen las astillas a causa de las altas temperaturas que produce la fricción. Se puede trabajar con varios refinadores en línea.")
56
PASTA MECÁNICA DE REFINADOR RPM (Refined Mechanical Pulp)
La lignina es reblandecida por compresión-descompresión y por fricción de la madera contra madera y madera contra metal entre los discos. Sin embargo, parece que en el refinador las astillas individuales de madera son “desenrolladas” en entidades menores y finalmente en fibras. Este efecto de desenrollado y volteo se muestra en las fibras recientemente producidas y es necesario desintegrar la pulpa en agua caliente durante un cierto tiempo para eliminar esta “latencia”. La pulpa no puede ser caracterizada con precisión mediante el grado de refinado hasta que la latencia no ha sido eliminada.

57
PASTA MECÁNICA DE REFINADOR RPM (Refined Mechanical Pulp)
Esta pulpa está menos dañada o degradada que la pasta mecánica clásica (fibras más largas) lo que le otorga mejores características de resistencia (roturas y desgarro), más drenado, pero manteniendo un rendimiento similar en orden al 95%.
 lo que le otorga mejores características de resistencia (roturas y desgarro), más drenado, pero manteniendo un rendimiento similar en orden al 95%.")
58
PASTA MECÁNICA MADERAS UTILIZADAS: Maderas claras (para evitar un blanqueo posterior) Bien descortezadas De baja densidad (dan pastas con menor contenido de fibras rotas) De alto contenido de humedad (45-60%) Mínimo estacionamiento después de cortada Madera sana, libre del ataque de hongos Mínimo contenido de resinas, ácidos grasos y materias colorantes. En Argentina los álamos y los sauces resultan aptos para el pulpado mecánico.
 De alto contenido de humedad (45-60%) Mínimo estacionamiento después de cortada. Madera sana, libre del ataque de hongos. Mínimo contenido de resinas, ácidos grasos y materias colorantes. En Argentina los álamos y los sauces resultan aptos para el pulpado mecánico.")
59
MANEJO DE LA PASTA LUEGO DE LA MOLIENDA
DEPURACIÓN: serie de tamices REFINACIÓN: el material grande se procesa en refinadores SISTEMA DE AGUA BLANCA Y ESPESADO: el exceso de agua utilizado en la depuración se separa por filtración a través de una malla metálica fina. ALMACENAJE: la pasta se almacena en suspensión o como hojas gruesas (67 % de humedad).
.")
60
PRODUCTO FINAL

61
PAPEL DE PASTA MECÁNICA
El papel realizado con pasta mecánica es suave, voluminoso, absorbente y opaco. Usos (con o sin blanqueo): Papel de diario (reforzadas con 10-30% pasta química) Papel de revistas (mezcladas con 20-50% pasta química) Papel tissue, papel higiénico, absorbente, en diferentes empastes Papeles para impresiones en general (mezcladas con 30-70% pasta química) Cartulinas y cartones forrados (mezclados con papel recuperado y recubiertos con pasta química blanqueada) Pulpa moldeada con poco o nulo agregado de otras pastas
: Papel de diario (reforzadas con 10-30% pasta química) Papel de revistas (mezcladas con 20-50% pasta química) Papel tissue, papel higiénico, absorbente, en diferentes empastes. Papeles para impresiones en general (mezcladas con 30-70% pasta química) Cartulinas y cartones forrados (mezclados con papel recuperado y recubiertos con pasta química blanqueada) Pulpa moldeada con poco o nulo agregado de otras pastas.")
62
PASTAS QUIMIMECÁNICAS
La madera se convierte en chips y se impregna por 1-2 horas en frío con productos químicos, como la soda caústica (NaOH). Esta impregnación debilita la uniones entre fibras. Luego se aplica la acción mecánica en refinadores de discos.
. Esta impregnación debilita la uniones entre fibras. Luego se aplica la acción mecánica en refinadores de discos.")
63
PASTAS QUIMIMECÁNICAS
Propiedades: Tienen propiedades muy similares a las de las pastas mecánicas, aunque atenuadas, o sea que su resistencia es algo mejor pero son más densas, menos opacas y más oscuras. Su costo es mayor por el doble motivo de que consumen reactivos de impregnación. En general requieren un cierto blanqueo para ampliar su campo de aplicación. La resistencia a la reversión de blancura está dada por el tratamiento blanqueante a que son sometidas.

64
PASTAS QUIMIMECÁNICAS
Usos: Sin blanquear: Papel para diario (reforzada con 10-15% pasta química) Papel para revistas Blanqueadas: Papeles de impresión en general (mezcladas con 30-70%pasta química) Papel base para estucar Cartulina para envases de alimentos
 Papel para revistas. Blanqueadas: Papeles de impresión en general (mezcladas con 30-70%pasta química) Papel base para estucar. Cartulina para envases de alimentos.")
65
PASTAS SEMIQUÍMICAS Para estas pastas se utilizan chips que se los impregna a temperatura con productos químicos. Al ser el tratamiento químico más intenso se produce la disolución parcial del ligante entre fibras, la lignina. Luego de esta cocción parcial es necesario desfibrar mecánicamente a las astillas para lograr una total separación de las fibras. La solución se prepara en fábrica por absorción de SO2 en CO3Na2 según la reacción: 2 CO3Na2 + SO2 + H2O SO3Na2 + 2 CO3HNa

66
PASTAS SEMIQUÍMICAS Propiedades: Son pastas de buena rigídez y buena resistencia a la deformación, lo cual las hace aptas para la fabricación de papel onda de buena calidad. Tienen una gran adhesividad entre fibras y una mínima porosidad. Son de densidad intermedia y de buena resistencia a la tracción, al rasgado y al reventamiento. Presentan baja opacidad.

67
PASTAS SEMIQUÍMICAS Usos: Papel para corrugar Mezcladas con otras pastas en diversos papeles (blanqueadas y sin blanquear): liner para cartón corrugado, papeles de escritura
: liner para cartón corrugado, papeles de escritura.")
68
PASTAS QUÍMICAS Los chips se tratan con productos químicos logrando la disolución casi total de la lignina, es decir se logra la separación de las fibras sin acción mecánica. Se elimina gran parte de la lignina y productos no celulósicos existentes. Las pastas pueden obtenerse por métodos al sulfato o kraft, o por métodos al sulfito.

69
PAPEL RECICLADO La fibra reciclada es un material importante para la industria y su uso está creciendo rápidamente. En 1970, la proporción de fibra reciclada en los empastes era del 20%. En 1995, había aumentado a 35%. Se espera un crecimiento de aproximadamente 46% hasta el 2016. En los últimos tiempos se ha tomado conciencia de que la industria papelera utiliza recursos renovables y que su producto es reciclable. En ese sentido, y aunque el consumo de papel aumente, su futuro es más seguro frente a otras industrias que utilizan recursos no renovables o sin tecnologías desarrolladas para su reciclabilidad.

70
PAPEL RECICLADO La calidad de los papeles de desperdicio está determinada por la calidad de las fibras, la que a su vez depende del tipo de papel presente en la basura y de su grado de impacto sobre el ambiente. Este último está relacionado con los materiales que deben ser eliminados para lograr los objetivos del reciclado. Durante el proceso de recolección se lleva a cabo la mayor parte de la clasificación de los papeles de desperdicio, en algunas de las siguientes categorías: - Fibras oscuras y fuertes de pulpas Kraft (cartón corrugado, bolsas, papeles envoltura). - Fibras débiles de blancura media, mezcla de pulpa mecánica y química (periódicos, revistas). - Fibras blancas y fuertes de pulpas químicas (papeles blancos de escritura e impresión).
. - Fibras débiles de blancura media, mezcla de pulpa mecánica y química (periódicos, revistas). - Fibras blancas y fuertes de pulpas químicas (papeles blancos de escritura e impresión).")
71
PAPEL RECICLADO Para que el reciclado sea efectivo deben entonces considerarse también los beneficios económicos, que en última instancia resultarán del balance de los siguientes costos: - Recolección y transporte de los papeles de desperdicio hasta las fábricas. - Costo de separación de los contaminantes. - Costo del papel de desperdicio. - Costo del proceso de reciclado. Además de los aspectos económicos, debe quedar en claro que no pueden fabricarse todos los tipos de papel únicamente a partir de papel reciclado y que el papel no puede reciclarse eternamente.

72
PAPEL RECICLADO El papel de desecho puede reciclarse varias veces, pero en cada reciclo pierde del 15 al 20 % de las fibras largas. Por este motivo, las fibras recicladas deben siempre mezclarse con pulpa virgen para obtener papeles de resistencias apropiadas. Como consecuencia, siempre se requerirán procesos de pulpado.

73
PAPEL RECICLADO

74
Ventajas de utilizar papel reciclado: (i) una mayor utilización de éste tendría como consecuencia que se ocupen una menor cantidad de árboles para la producción de papel, lo que podría ser impulsor de políticas que se enfoquen a la preservación de los recursos forestales; (ii) menores cantidades de consumo de agua y energía en los procesos productivos, y (iii) reducción de la contaminación originada de la producción de papel, ya que se reduce la cantidad de sustancias químicas utilizadas. Desventajas del papel reciclado frente a la celulosa “virgen” : (i) un mismo papel se puede reciclar entre tres y ocho veces, por lo que resulta necesario mezclar con pulpa virgen en diferentes proporciones debido a la degradación que va sufriendo el papel utilizado; (ii) el proceso de recolección de papel viejo resulta sumamente dificultoso debido a: los grandes volúmenes involucrados, a los distintos tipos de papel y agentes involucrados (hogares, empresas), a la carencia de políticas en este ámbito y a los deficientes sistemas de recolección de papel en un gran conjunto de países.
 un mismo papel se puede reciclar entre tres y ocho veces, por lo que resulta necesario mezclar con pulpa virgen en diferentes proporciones debido a la degradación que va sufriendo el papel utilizado; (ii) el proceso de recolección de papel viejo resulta sumamente dificultoso debido a: los grandes volúmenes involucrados, a los distintos tipos de papel y agentes involucrados (hogares, empresas), a la carencia de políticas en este ámbito y a los deficientes sistemas de recolección de papel en un gran conjunto de países.")
Presentaciones similares