Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Mezcla de materiales, conceptos de emulsión y homogenización, aplicaciones, equipos mezcladores, criterios de diseño y selección

2
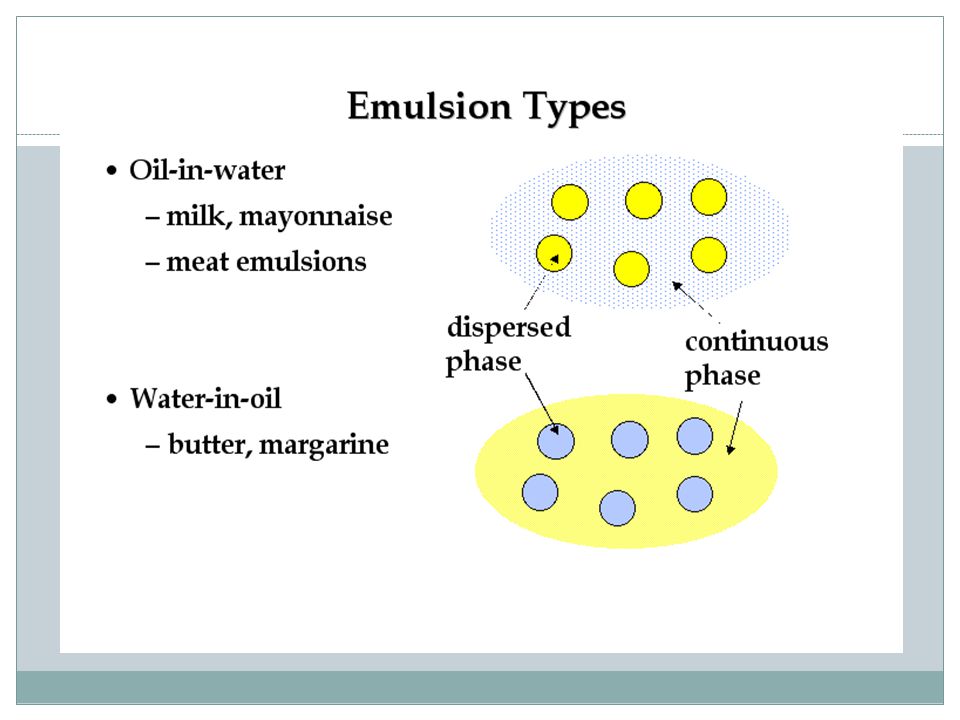
EMULSIONES Se definen como las mezclas de por lo menos dos líquidos inmiscibles. El líquido que se dispersa (como las gotas), la fase discontinua o interior. El líquido circundante se llama la fase continua o externa.
, la fase discontinua o interior. El líquido circundante se llama la fase continua o externa.")
5
Vi = el volumen de fase interna Ve = el volumen de fase externa
La clasificación de emulsiones en alimentos está basada en el % de volumen de la fase interna. La relación de la fase interna (relación fase-volumen F) se define como: F = Vi / (Vi + Ve) Donde: Vi = el volumen de fase interna Ve = el volumen de fase externa
 se define como: F = Vi / (Vi + Ve) Donde: Vi = el volumen de fase interna. Ve = el volumen de fase externa.")
6
F <0.3 relación fase interna baja (LIPR)
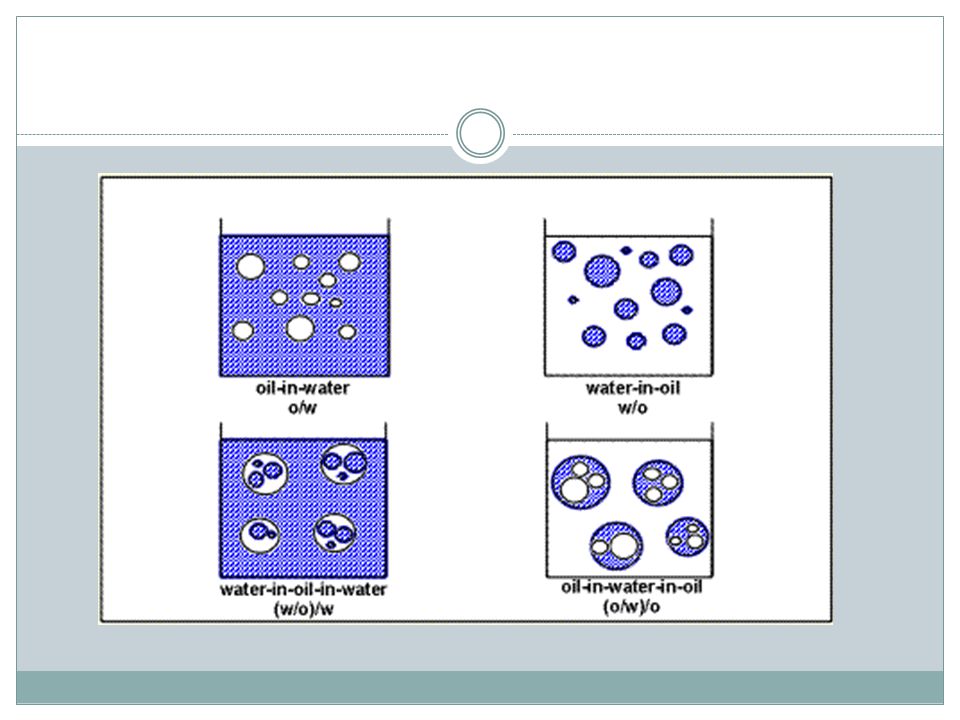
o/w: la leche, helado, y queso. (fase interna aceite , fase externa agua) El w/o: la mantequilla y margarina (fase interna agua, fase externa aceite) 0.3 <F <0.7 relación fase interna media (MIPR).La crema de leche. F> 0.7 relación fase interna alta (HIPR).La mayonesa y aderezo
 El w/o: la mantequilla y margarina (fase interna agua, fase externa aceite) 0.3 <F <0.7 relación fase interna media (MIPR).La crema de leche. F> 0.7 relación fase interna alta (HIPR).La mayonesa y aderezo.")
7
HOMOGENIZADORES La homogeneización es un término que connota un proceso por el que se hace que una mezcla presente las mismas propiedades en toda la sustancia, por regla general en la tecnología de los alimentos se entiende que se realiza una mejora en la calidad final del producto. Se denomina así a una operación intensiva de mezclado de diferentes fases insolubles (a veces con la inclusión de una sustancia tensoactiva) con el objeto de obtener una suspensión soluble o emulsión.
 con el objeto de obtener una suspensión soluble o emulsión.")
8
Homogenización de la leche
La leche cruda suele tener ciertas cantidades de grasa que aparece en la superficie, separándose del resto de la masa de líquido. Homogenización en este caso es el proceso de romper la grasa en pequeñas partículas de tamaño, de tal forma que no se separen en el futuro de la masa de líquido. Esta operación se realiza sometiendo a la leche a gran presión (entre bares) para que fluya por diminutos orificios (generalmente de diámetro de 10 a 30 µm). La estabilidad obtenida evita que la grasa se separe del resto de los componentes y pueda ascender hacia la superficie por su menor peso y su menor densidad vuelven a la leche muy desagradable al olfato y crea una capa amarillenta media verdosa parecida a la contextura de un moco acuoso.
 para que fluya por diminutos orificios (generalmente de diámetro de 10 a 30 µm). La estabilidad obtenida evita que la grasa se separe del resto de los componentes y pueda ascender hacia la superficie por su menor peso y su menor densidad vuelven a la leche muy desagradable al olfato y crea una capa amarillenta media verdosa parecida a la contextura de un moco acuoso.")
9
Homogenización de los helados
La homogeniización cuando se realiza en los helados, incrementa la viscosidad y cuerpo de la masa y produce un mejor aspecto de la mezcla helada de cara al consumo.

10
MEZCLAS El mezclado de sólidos y pastas probablemente sea la operación más frecuente en el procesado de los alimentos y al igual que el mezclado de líquidos, implica la interposición de dos o más componentes separados para formar un producto uniforme ; este proceso tiene lugar, mediante tres tipos de mecanismos: convección, difusión y mediante cizallamiento o corte. Sin embargo, existen diferencias significativas entre ambos procesos. La mezcla de líquidos depende fundamentalmente de la creación de corrientes de flujo que transportan el material no mezclado hasta la zona de mezcla adyacente al agitador, obteniéndose una fase liquida homogénea. En el caso de sólidos y pastas, no se producen tales corrientes y las muestras tomadas al azar de un producto “bien mezclado” pueden diferir notablemente en su composición.

11
Mezcladores de sólidos pulverizados y granulados:
A. Mezcladores de cintas Constituido por una cubeta horizontal semicilíndrica, provista de dos cintas helicoidales montadas sobre un mismo eje, que actúan en sentidos contrarios. Una de ellas desplaza lentamente el sólido en una dirección, mientras que la otra se mueve rápidamente en sentido contrario. El mezclado resulta como consecuencia de la turbulencia inducida por los agitadores de sentido contrario.

12
B. Mezcladores de volteo
Operan volteando la masa de los sólidos en un tambor giratorio de forma variada. La envoltura gira a velocidades de hasta 100rpm y su capacidad de carga es de 50 – 60% del volumen total. Los mezcladores de volteo son más adecuados para la mezcla suave de productos sólidos pulverizados de características similares.

13
C. Mezcladores de tornillo interno
Consisten en un tornillo vertical giratorio situado en un recipiente cilíndrico o cónico. El tornillo puede estar fijo en el centro del depósito o puede desplazarse formando una órbita alrededor del eje central, pasando cerca de las paredes del recipiente. Esta última disposición es más efectiva y evita las capas estacionarias cerca de las paredes. Las mezcladoras de tornillo vertical son rápidas, muy eficientes y particularmente útiles para mezclar pequeñas cantidades de aditivos con una gran masa de producto.

14
CRITERIOS DE EFICACIA DE UNA MEZCLADORA
las desviaciones de las composiciones de las muestras respecto a la media de la mezcla global constituyen una medida del progreso de la operación de mezclado. La manera más satisfactoria de medir esta desviación es utilizando el término estadístico conocido por desviación estándar: : desviación estándar n: numero de muestras tomadas x: concentración del componente de cada una de las muestras concentración media del componente en las muestras

15
Existen diversos índices de mezclado que permiten controlar la uniformidad de la mezcla y comparar el funcionamiento de diversas mezcladoras. Así, se ha sugerido la utilización de un índice de mezclado (IS) σ0 y σα corresponden a la desviación estándar para “mezclado cero” y para una “mezcla perfecta” al azar respectivamente.

16
Considérese una mezcla de dos componentes, consistentes en una fracción p de un componente P y una fracción q de un componente Q. Cuando la mezcla se ha dispersado totalmente , la probabilidad de que una partícula escogida al azar sea del componente Q es q y (1 - q) de que no sea Q. En componente puro P o componente puro Q; la desviación estándar viene dada por: Ampliando el razonamiento a muestras que contengan N partículas, la desviación estándar para una mezcla perfecta viene dada por

17
Se supone que el índice de mezcla debe ser tal que la velocidad de mezclado de cualquier tiempo, bajo condiciones de operación constante, debe ser proporcional a la cantidad de mezclado conseguido hasta ese momento K:constante de velocidad de mezcla, que depende del tipo de mezcladora y de la naturaleza de los componentes

18
3.3. Mezcladores de masas y pastas
La mezcla de sustancias de gran viscosidad requiere el uso de una gran variedad de equipos. Las propiedades de los materiales a mezclar en un determinado equipo pueden ser muy diferentes y, en muchos casos, éstas pueden variar notablemente a lo largo de la operación de mezclado. El equipo de mezclado ha de ser, por tanto, versátil. La elección de un determinado tipo de mezclador resulta con frecuencia un compromiso entre las condiciones extremas y la calidad del producto final. Un principio general de aplicación a los mezcladores de sustancias viscosas o pastosas es que su comportamiento depende del contacto directo entre los elementos mezcladores y los componentes de la mezcla, es decir, el material tiene que ser conducido hasta el agitador o bien el agitador tiene que recorrer todas las partes del tanque de mezcla. En ellos, la mezcla tiene lugar por los siguientes mecanismos: amasado, englobamiento y cizallamiento o corte

19
3.3.1 Mezcladores de cubetas intercambiables.
Estos equipos se utilizan para mezclar líquidos o pastas ligeras y responden a dos grandes grupos: mezcladores de cubeta estacionaria (figura 3.4a) y de cubeta giratoria (figura 3.4b). En los primeros, los elementos de mezcla se mueven a lo largo de una trayectoria planetaria llegando, con ello, a todas las partes del recipiente de mezcla. En los de cubeta giratoria, el agitador va montando excéntricamente respecto del eje del recipiente, que a su vez se monta sobre un soporte que gira en dirección contraria a la del agitador.
 y de cubeta giratoria (figura 3.4b). En los primeros, los elementos de mezcla se mueven a lo largo de una trayectoria planetaria llegando, con ello, a todas las partes del recipiente de mezcla. En los de cubeta giratoria, el agitador va montando excéntricamente respecto del eje del recipiente, que a su vez se monta sobre un soporte que gira en dirección contraria a la del agitador.")
20
3.3.2. Amasadora, dispersadores y masticadaores.
Las amasadoras se utilizan para tratar suspensiones, pastas y masas pláticas ligeras. En estos equipos la acción de mezclado tiene lugar fundamentalmente mediante los mecanismos de amasado y englobamiento. Aplastan la masa, la remueven sobre si mismo y la aplastan nuevamente. No obstante, la mayor parte de las amasadoras también desgarran y cortan la masa por la acción de los elementos de mezcla. Los dispersadores son de construcción más robusta y admiten más potencia que una amasadora. Se utilizan para incorporar aditivos y colorantes en materiales pesados. Un masticador es todavía más robusto y admite aún más potencia. Puede desmenuzar trozos de goma y tratar las masas plásticas más duras que puedan presentarse.

21
En la figura 3.5 se muestra una amasadora de dos brazos con palas tangenciales. Están compuestas por un par de hojas pesadas que giran sobre un eje horizontal dentro de una cubeta cuyo fondo tiene forma de silla de montar.

22
En la figura 3. 6 se presentan algunos diseños de palas de mezcla
En la figura 3.6 se presentan algunos diseños de palas de mezcla. La pala en forma de z o sigma, que aparece en la izquierda, se utiliza para el amasado con carácter general. Sus bordes pueden estar dentados para provocar una acción de desgarro. La pala de doble arrastre, situada en el centro, resulta especialmente eficaz para dispersar polvos o líquidos en masas plásticas. Las palas de un masticador son toda vía más robustas, teniendo a veces un diámetro un poco mayor que los ejes que los mueven.

23
Mezcladores continuos
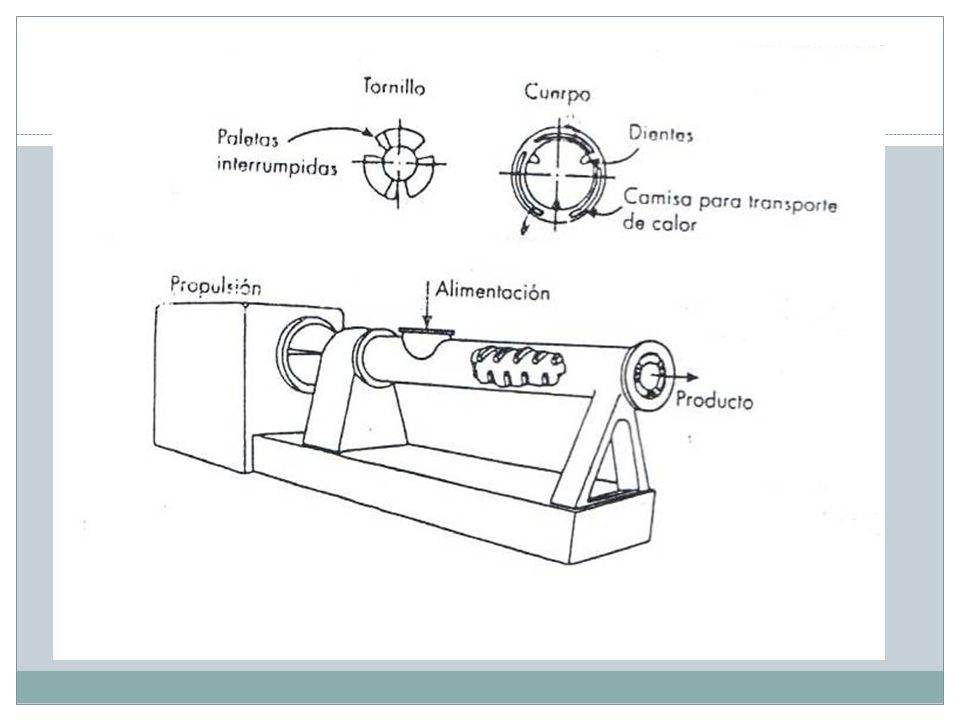
Existe una gran variedad de equipos para amasar y mezclar continuamente materiales ligeros o no muy duros. Una forma habitual de conseguirlo es obligar al material a circular a través de una serie de obstrucciones (placas perforadas, rejillas, parrillas, etc.) por medio de un transportador de tornillo simple o doble. Un diseño típico lo constituye la amasadora Ko-Kneader.
 por medio de un transportador de tornillo simple o doble. Un diseño típico lo constituye la amasadora Ko-Kneader.")
25
Criterios de eficacia de un mezclador
La eficacia de un mezclador de pastas se mide mediante un procedimiento estadístico semejante al utilizado para sólidos. Se toman al azar muestras puntuales de la mezcla a lo largo del proceso de mezclado y se analizan. La desviación estándar de los análisis , σm , respecto a su valor medio, , se estima como en el caso de sólidos a partir de la ecuación:

26
El índice de mezcla se basa no en las condiciones para una mezcla perfecta sino sobre la desviación estándar que se observa para condiciones de mezclado cero, σ0. En este caso, el índice de mezcla para pastas, Ip, viene dado por la siguiente ecuación:

27
En cualquier proceso de mezclado discontinuo, el índice de mezcla vale la unidad al inicio del proceso y aumenta progresivamente a medida que avanza el proceso de mezclado. En teoría, el índice de mezcla debería tender hacia infinito a medida que transcurre el tiempo de mezclado.

Presentaciones similares