Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Cierres para Envases Semirígidos y Flexibles
Capítulo 17 Cierres para Envases Semirígidos y Flexibles

2
Introducción Hoy en día, el uso de envases semi-rígidos y flexibles es muy amplio y variado Principalmente están compuestos por distintas capas de material plástico o de cartón Están sellados por calor o doble sello Costura Continua

4
Introducción Se usan en las siguientes aplicaciones: * Autoclavado
* Proceso aséptico * Llenado en caliente * Llenado en frío * Alimentos de baja acidez * Alimentos de alta acidez

5
Introducción Normalmente los envases están compuestos de polipropileno con una capa intermedia o barrera al oxígeno Los envases se compran preformados o pueden ser formados en conjunto con la operación de llenado

6
Residuos de polipropileno parecidos a escarcha
Fig Las diferentes capas de la tapa y del envase se escogen para formar un sello apropiado y facilitar que el consumidor pueda abrirlo (falla)
")
7
Envases flexibles El producto envasado afecta la forma o perfil del envase de forma significativa Bolsas flexible y retortables Evitar contaminación del área del sello Manejar con cuidado para evitar que se dañen unas a otras Preformadas o en rollos

8
Métodos de Evacuación de Aire en Bolsas Flexibles
Chorros de vapor en el espacio de cabeza Aplicación de vacío mecánico Compresión de los lados de la bolsa Llenado con producto caliente Barrido con nitrógeno gaseoso

9
Envases Semirígidos El producto envasado no afecta la forma
El envase puede ser deformado por una presión externa menor a 10 libras por pulgada (psig) Se forman por soplado y termoformado
 Se forman por soplado y termoformado.")
10
Envases Semirígidos Semirígidos con tapas de metal y doble sello
Semirígidos con tapas selladas con calor Envases de cartón Muchas capas de material Se llenan y cierran con procesamiento aséptico Si se detectan sellos defectuosos hay que evaluar toda la producción desde la última prueba exitosa

11
Métodos para Formar Envases
Método por soplado - Involucra forzar o soplar plástico derretido dentro den un molde para dar la forma deseada al envase Método de termoformado - Los envases son fabricados ejerciendo presión sobre una película de plástico dentro de una matriz adecuada

12
Sellado de Envases Se utilizan los siguientes métodos:
Sellado por inducción Sellado por impulso Sellado por barra caliente Sellado con ultrasonido

13
Sellado de Envases Parámetros que influyen sobre la integridad del sello (especificadas por fabricante del material) Presión Temperatura de la cabeza selladora Tiempo de derretido Es importante mantener el área del sello, y las tapas, parejas, planas y libres de contaminación, grasa, humedad y alimento Las bolsas retortables no se deben llenar en exceso.

14
Inspección de los Envases Sellados
Los productores de alimentos deben trabajar con los manufactureros de envases para desarrollar métodos de prueba Inspecciones personas entrenadas Escogiendo muestras al azar de cada cabeza selladora Antes y después del procesamiento térmico

15
Inspección de los Envases Sellados
Inspecciones con frecuencia suficiente para garantizar que la maquinaria funciona bien y el sello es hermético Visuales: cada 30 minutos Desmontaje: Al menos cada 2 horas Se tienen que realizar inspecciones Al poner en marcha el equipo Después de ajustar material o equipo

16
Defectos Menor: Apariencia del empaque, no hay pérdida de hermeticidad
Mayor: Daño evidente, no hay seguridad de que se mantenga la hermeticidad Crítico: La hermeticidad se perdió

17
Documentación Requerida
La hermeticidad es esencial para la esterilidad comercial Todas las inspecciones y acciones correctivas deben ser documentadas Todas las observaciones y acciones correctivas se tienen que registrar

18
POR FIN !!!

19
Inspección de Envases Sellados
Los productores deben trabajar con los proveedores para desarrollar protocolos de pruebas

20
Pruebas no destructivas
Examen visual Examen de compresión Examen de la cámara de vacío

21
Frecuencia del Pruebas
Tienen que conducirse con una frecuencia para asegurar que los cierres sean adecuados Pruebas no destructivas, se recomiendan cada 30 minutos Pruebas destructivos se recomiendan cada 4 horas

22
Indicadores de dial Cámara de vacío Envase de muestra Lugar para colocar envase Manómetro de vacío Fig 10 Una cámara de prueba al vacío para envases plásticos sellados al calor en forma correcta, cuando se aplica presión sobre el mismo apretando las paredes laterales

23
Tapa abombada Fig. 11 La tapa de un envase plástico bien sellado formara un domo mientras la presión de la cámara decrece. Esta formación de domo (ilustrada a la derecha) se indica con la deflexión de la aguja. Al no haber deflexión se indica la existencia de una microfuga.
 se indica con la deflexión de la aguja. Al no haber deflexión se indica la existencia de una microfuga.")
24
Pruebas destructivas Prueba de estallido (explosión)
Prueba de desprendimiento de la tapa Prueba de penetración de tintura Prueba de electroconductividad

25
Fig. 12 Remueva la tapa hacia atrás para simular el anglo de apertura efectuado por un consumidor. Evalué subjetivamente la fuerza que se ha necesitado para abrir el envase

26
Tapa del envase Vista interior Pestaña del envase Fig. 13 El área sombreada del dibujo representa las zonas selladas. Tanto el sellado de la pestaña del envase como la de la tapa deben ser examinadas para detectar defectos de apariencia, igualdad, alineación y defectos visuales

27
Timbre Piezoeléctrico
Unión de cables Unión de cables Unión de cables Timbre Piezoeléctrico Batería de 9 voltios Alambre aislado Alambre aislado Fig. 15 Diagrama esquemático de un probador de electroconductividad

28
Se cubre la superficie para localizar
Timbre Piezoelectrico Batería de 9 voltios Se cubre la superficie para localizar perforaciones Torula de algodón empapada en solución de NaCl=>1% Trayecto de la electricidad Toalla de papel empapada en solución de NaCl=1% Nota: la microfuga se encuentra humeda en el interior Fig. 16 Un probador de electroconductividad puede ser utilizado para detectar agujeros microscópicos en un envase. La torula se mueve a lo largo de la superficie del envase para detectar si existen roturas en el mismo. El sonido de un timbre electrónico se escucha cuando la torula toca un agujero microscópico

29
Frecuencia de Pruebas Tienen que conducirse con frecuencia adecuada para asegurar sellos adecuados Se recomiendan exámenes no destructivos cada 15 minutos Se recomiendan exámenes destructivos cada 4 horas

30
Envases de Cartón

31
Introducción Aplicaciones de los envases de cartón: Procesos asépticos
Llenados en frío

32
Composición del Envase
Está compuesto por múltiples láminas del tipo polímero/papel/ polímero No resisten el proceso de autoclave Procesos asépticos y llenado en frío

33
Definición y Clasificación de Defectos
Para mantener la integridad de los envases, es necesario evitar los daños y los defectos que resulten del llenado y cierre de los envases de cartón

34
Defectos críticos – Envases de cartón
Canal de fuga Esquina con fuga Corte Fuga por perforación Fuga por la lengüeta de apertura Pinchadura (perforación) Fuga a través del sello Envase hinchado
 Fuga a través del sello. Envase hinchado.")
35
Defectos importantes – Envases de cartón
Abrasión Compresión - Aplastamiento Sello desalineado (deforme)
")
36
Defectos menores – Envases de cartón
Abrasión Abolladura en las esquinas Compresión - Aplastamiento Aleta (oreja) suelta Sello desalineado (deforme)
 suelta. Sello desalineado (deforme)")
37
Inspección de Envases Sellados
Los procesadores deben trabajar con los proveedores de las maquinas y de materiales para el envasado para desarrollar un protocolo de pruebas

38
Pruebas destructivas Procedimientos para desmontar el sello
Recomendados por fabricante del material

39
Frecuencia de Pruebas Tienen que conducirse con frecuencia para asegurar que los cierres sean adecuados Pruebas no destructivos, se recomiendan cada 30 minutos Pruebas destructivos se recomiendan cada 4 horas

40
Bolsas Flexibles Retortables

41
Introducción Aplicaciones de las bolsas flexibles: Autoclavado
Proceso aséptico Alimentos de baja acidez Alimentos de alta acidez

42
Introducción Las bolsas flexibles:
Están compuestas por capas múltiples de materiales Son suministradas en rollos o previamente formadas

43
Formación de las Bolsas
Las bolsas son producidas a partir de los rollos por un equipo que les da forma, las llena y las sella en forma continua

44
Llenado de las Bolsas Es esencial el control para evitar: El llenado en exceso La contaminación de las áreas de sellado

45
Sellado de las Bolsas Por barra caliente o método de impulso Se deben evitar la contaminación y las arrugas en el área de sellado Se debe mantener la temperatura de sellado, la presión y el tiempo de fusión adecuados

46
Definición y Clasificación de Defectos
Para mantener la integridad de los envases, es necesario evitar los daños y defectos que resultan del llenado, cierre y procesamiento de las bolsas flexibles

47
Defectos críticos – Bolsas flexibles
Agujero o perforación Sello desunido Rotura (desgarradura) Arrugas Canal de fuga Sello torcido/sello corto Cortes Grietas flexibles/ grietas en el sello
 Arrugas. Canal de fuga. Sello torcido/sello corto. Cortes. Grietas flexibles/ grietas en el sello.")
48
Defectos importantes – Bolsas flexibles
Abrasión o rasguño Burbujas o Ampollas Quemadura Contaminación Delaminación Unión desigual del sello Arrugas

49
Defectos menores – Bolsas flexibles
Rizos por calor Pliegue caliente Marcas en el sello Sello deslizado Unión desigual des sello Estrías (“Waffleado”) Arrugas Abrasión o rasguños Burbujas o ampollas Quemadura Contaminación Sello torcido/sello corto Delaminación Grietas flexibles / grietas en el sello
 Arrugas. Abrasión o rasguños. Burbujas o ampollas. Quemadura. Contaminación. Sello torcido/sello corto. Delaminación. Grietas flexibles / grietas en el sello.")
50
Inspección de Bolsas Retrotables Selladas
Los procesadores deben trabajar con los proveedores de las bolsas para desarrollar un protocolo de pruebas

51
Pruebas no destructivas
Inspección visual Compresión

52
Pruebas destructivas Prueba de desmontaje o desarmado
Prueba de resistencia al estallido Prueba de resistencia a la tensión del sello

53
Procedimientos de Manipulación de Bolsas Retortables
1. Evitar el contacto entre las bolsas 2. Evitar el manipuleo excesivo 3. Evitar doblar las bolsas 4. Impedir que las bolsas se amontonen y se atasquen

54
Procedimientos de Manipulación de Bolsas Retortables
5. Deben tratarse individualmente 6. No deben deslizarse 7. No deben superponerse en las bandejas del autoclave 8. Evitar la caída de las bandejas cargadas

55
Procedimientos de Manipulación de Bolsas Retortables
9. Inspeccionar las canastas del autoclave por posibles daños 10. Secar las bolsas autoclavadas inmediatamente 11. Colocar las bolsas en las cajas de cartón cuidadosamente 12. Prevenir el daño que pueda producirse con joyas o relojes

56
Mantenimiento de Registros
Es requerido documentar los resultados de la inspección y las acciones correctivas seguidas

57
Fig. 18 Formato tipo que puede ser utilizado para las inspecciones de las condiciones de envases

58
Regulaciones La tecnología para cerrar los envases varía y evoluciona constantemente Se deben realizar inspecciones y exámenes apropiados

59
Métodos para examinar envases semirígidos y flexibles
Prueba de fuga de aire Prueba biológica Prueba de estadillo Grabado químico Compresión o prueba de apretado Distribución (abuso) Penetración de tinta Probador eléctrico Electrolítico Detección de fuga de gas Incubación Luz Observación por máquina Probador de proximidad Sonido Proyector de cierres Prueba de tensión (desprendimiento) Prueba de vacío Inspección visual
 Penetración de tinta. Probador eléctrico. Electrolítico. Detección de fuga de gas. Incubación. Luz. Observación por máquina. Probador de proximidad. Sonido. Proyector de cierres. Prueba de tensión (desprendimiento) Prueba de vacío. Inspección visual.")
60
Requisitos del FDA Tienen que:
Efectuarse inspecciones (visuales y destructivas) frecuentemente Seleccionar envases de distintas selladoras Registrar los resultados de la inspección junto con la acción correctiva seguida
 frecuentemente. Seleccionar envases de distintas selladoras. Registrar los resultados de la inspección junto con la acción correctiva seguida.")
61
Requisitos del USDA Tienen que:
Efectuarse inspecciones (visuales y físicas) frecuentemente Seleccionarse envases representativos antes y después del tratamiento térmico Registrar los resultados de la inspección junto con las acciones correctivas seguidas Archivarse los registros de exámenes realizados para ser revisados por el personal del USDA
 frecuentemente. Seleccionarse envases representativos antes y después del tratamiento térmico. Registrar los resultados de la inspección junto con las acciones correctivas seguidas. Archivarse los registros de exámenes realizados para ser revisados por el personal del USDA.")
62
Requisitos del USDA (continuación)
Tienen que seguir la directiva pertinente, del FSIS Se le puede exigir que alcance los requisitos de contrato de las instituciones militares

63
Definición de Defectos
Defecto crítico Cuando es evidente que el envase ha perdido su condición de hermeticidad o evidencia que existe crecimiento microbiano Se considera como un posible problema para la salud pública

64
Definición de Defectos
Defecto mayor (grave) La magnitud del defecto es tal, que las condiciones herméticas pudieron haberse perdido o podrían perderse Una gran cantidad de envases que presenten defectos mayores requiere un muestreo extensivo del lote
 La magnitud del defecto es tal, que las condiciones herméticas pudieron haberse perdido o podrían perderse. Una gran cantidad de envases que presenten defectos mayores requiere un muestreo extensivo del lote.")
65
Definición de Defectos
Defecto menor No afecta las condiciones herméticas Solo afecta su apariencia y la posibilidad de su venta

66
Definición y Clasificación de los Defectos
Para mantener la integridad de los envases, es necesario evitar los daños y los defectos a los envases y el doble sello

67
Defectos críticos – Envases plásticos con borde metálico de doble sello
Cortes Pestañas dañadas Altura insuficiente Envase hinchado

68
Defectos importantes – Envases plásticos con borde metálico de doble sello
Abrasión Inclusión de materias extrañas Daño por carga Malformación

69
Defectos menores – Envases plásticos con borde metálico de doble sello
Abrasión Delaminación Incorporación de materias extrañas Geles Malformación

70
Fallas en los sellos al calor
Falla de adhesión del sello – Residuos de la capa sellante permanecen adheridos al frasco Falla de cohesión del sello – La capa sellante se separa completamente de la tapa y queda unida al frasco

71
Componente de poliéster en la tapa
Componente de lamina de aluminio Componente de polietileno en la tapa Pestaña de polipropileno La unión de aluminio/ polipropileno se rompe en la apertura del envase Fig. 6 La falla de adhesión del sello ocurre cuando la capa de polietileno de la tapa se separa de la capa metálica de la misma y se fusiona con el reborde del envase

72
Definición y Clasificación de Defectos
Para mantener la integridad del envase, es necesario evitar daños y defectos de los envases semirígidos y de los sellos al calor

73
Defectos críticos – Envases semirígidos con tapas selladas al calor
Fuga en forma de canal Cortes Fractura Sellado incompleto Picadura (perforación, pinchazo) Envase hinchado Arrugas
 Envase hinchado. Arrugas.")
74
Defectos importantes – Envases semirígidos con tapas selladas al calor
Abrasión Sello contaminado Comprimido Variación en el ancho del sello Impresión desigual Arrugas

75
Defectos menores – Envases semirígidos con tapas selladas al calor
Inclusión de materias extrañas Geles Etiqueta plegada Envase malformado Arrugas Abrasión Sello quemado Comprimido Delaminación Grietas o roturas flexibles

76
Recipiente Plástico con Tapas Metálicas de Doble Sello

77
Introducción Envases cerrados con doble sello (igual que los envases de metal) El sello consiste de 5 capas (3 de metal y 2 de plástico) entrelazadas
 entrelazadas.")
79
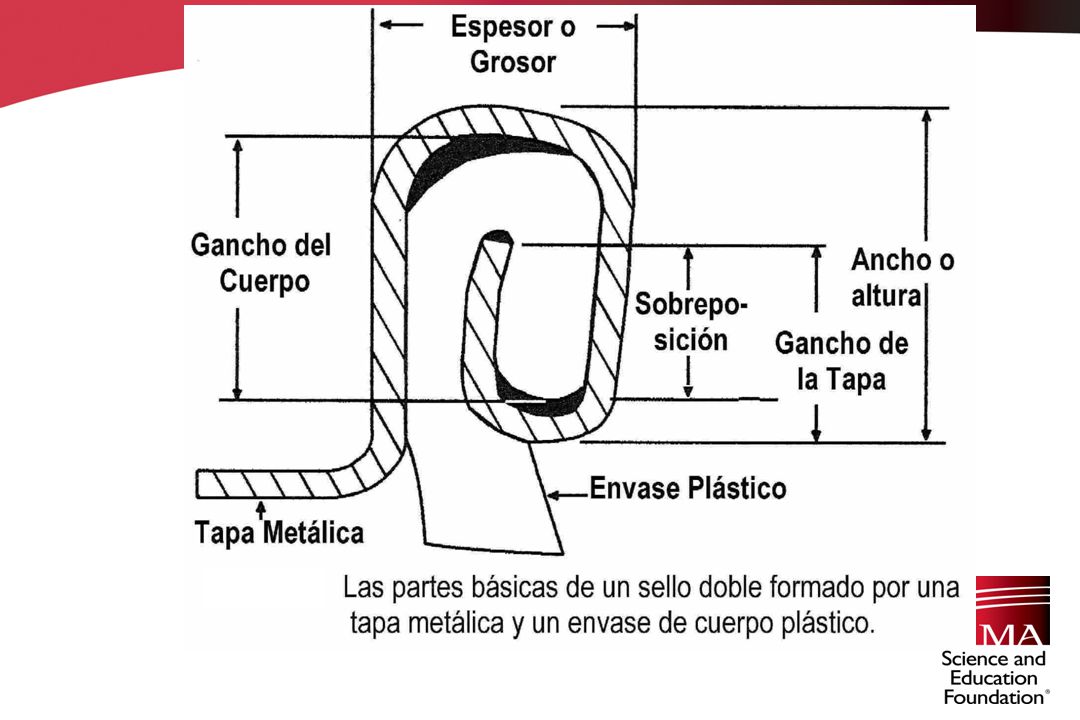
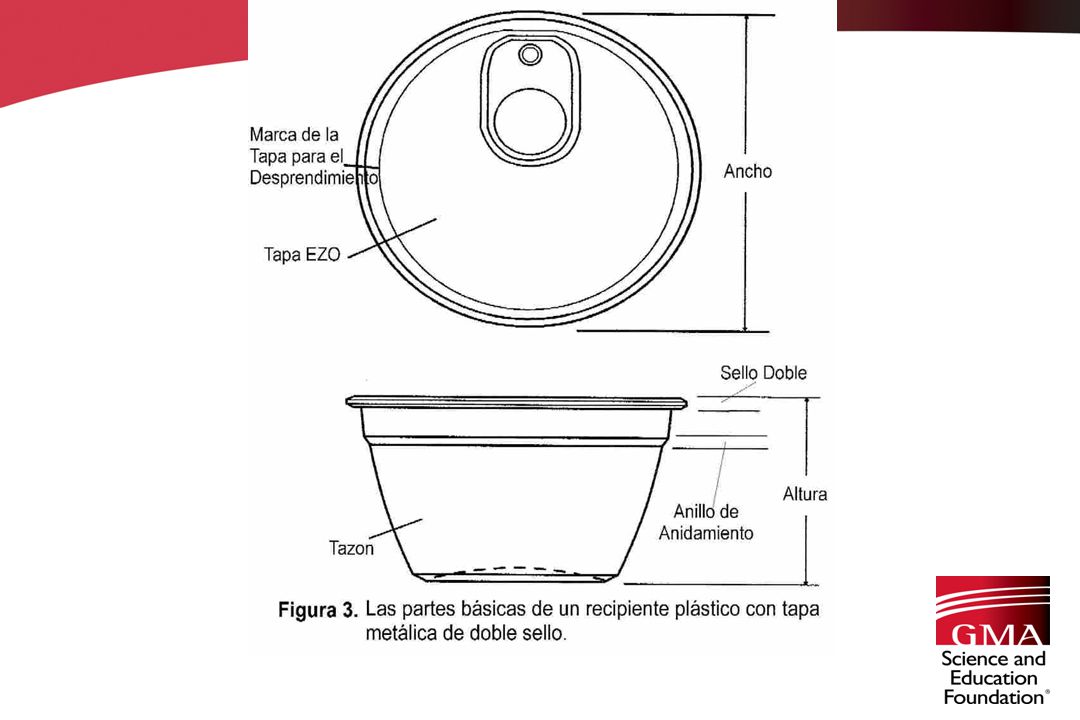
Terminología del envase
Tazon autoclavable/apto para microondas: Envase semirígido hecho de mezclas plásticas y de material adhesivo Altura: Distancia desde la base del tazón hasta la pestaña (reborde) del cuerpo Ancho: Diámetro de la apertura del tazón
 del cuerpo. Ancho: Diámetro de la apertura del tazón.")
80
Terminología del envase (continuación)
Tapa EZO (fácil de abrir): Metal marcado con una lengüeta diseñada para retirar la tapa sin abrelatas Anillo de anidamiento: área curva debajo de la pestaña del cuerpo Doble sello: La pestaña del cuerpo y la de la tapa se entrelazan para formar una fuerte estructura mecánica
: Metal marcado con una lengüeta diseñada para retirar la tapa sin abrelatas. Anillo de anidamiento: área curva debajo de la pestaña del cuerpo. Doble sello: La pestaña del cuerpo y la de la tapa se entrelazan para formar una fuerte estructura mecánica.")
82
Inspección del Doble Sello
Dos mediciones importantes: 1. Sobreposición (traslape) 2. Grado de ajuste
 2. Grado de ajuste.")
83
Sobreposición (traslape)
Entrelazado del gancho de la tapa con el del envase Se requiere el uso de un proyector de cierres o un microscopio para ver la sección transversal del sello y medir así la sobreposición de forma directa

84
Grado de Ajuste Compresión de los componentes plásticos del doble sello Evaluación por distintos métodos El método es normalmente recomendado por el proveedor de los envases

85
Intervalo de operación Compresión de las paredes del cuerpo
30%- 50% Compresión de las paredes del cuerpo 20% de Compresión Muy Suelto 70% de Compresión Muy Apretado Fig. 4 Compresión de la pared del cuerpo. El proveedor de envases puede recomendar un grado óptimo de compresión

86
Frecuencia de evaluación
Las inspecciones tienen que ser con una frecuencia como para asegurar un control apropiado Las inspecciones visuales se recomiendan cada 30 minutos Los exámenes que requieren desmontar el sello doble se recomiendan cada 4 horas

87
Envases Semirígidos y Flexibles

Presentaciones similares









 Ing. IVAN H RODRIGUEZ B www. envapack>")










