Descargar la presentación
La descarga está en progreso. Por favor, espere

1
PROCESO DE MECANIZADO La maquinabilidad se define como la capacidad de arrancar material de la pieza con un útil de corte o la habilidad del material a ser mecanizado. Si se considera que una máquina-herramienta es aquella que transmite trabajo y arranca viruta, entonces se la diferencia de: - las máquinas compuestas que transmiten fuerza (térmicas, hidráulicas, eléctricas). -las máquinas que realizando trabajo no arrancan viruta (corte, estampación, compresión). Hay diversas soluciones para obtener una forma específica a partir de una pieza de metal. Los sistemas más habituales son: Esculpir un bloque de metal eliminando el material sobrante mediante procesos tales como taladrado, fresado, torneado, etc.- Dar forma a la pieza mediante plegado, estampado, etc. Cortar un modelo sobre una plancha de metal utilizando herramientas de corte, láser, chorro de agua a alta presión, etc. Hay que tener en cuenta que el método de arranque de viruta es el único que permite construir piezas con una exactitud del orden de micras, mientras que en los dos primeros la tolerancia oscila alrededor de ± 3 mm y en el tercero de ± 0,13 mm. Por otra parte en el mecanizado se obtienen acabados superficiales muy finos, como es en el caso de operaciones de rectificado, pulido.- De forma general, se puede resumir en tres grandes grupos los materiales mecanizables. Metales Plásticos y compuestos plásticos Cerámicos, a los que preferiblemente se les aplica el mecanizado abrasivo
. -las máquinas que realizando trabajo no arrancan viruta (corte, estampación, compresión). Hay diversas soluciones para obtener una forma específica a partir de una pieza de metal. Los sistemas más habituales son: Esculpir un bloque de metal eliminando el material sobrante mediante procesos tales como taladrado, fresado, torneado, etc.- Dar forma a la pieza mediante plegado, estampado, etc. Cortar un modelo sobre una plancha de metal utilizando herramientas de corte, láser, chorro de agua a alta presión, etc. Hay que tener en cuenta que el método de arranque de viruta es el único que permite construir piezas con una exactitud del orden de micras, mientras que en los dos primeros la tolerancia oscila alrededor de ± 3 mm y en el tercero de ± 0,13 mm. Por otra parte en el mecanizado se obtienen acabados superficiales muy finos, como es en el caso de operaciones de rectificado, pulido.- De forma general, se puede resumir en tres grandes grupos los materiales mecanizables. Metales. Plásticos y compuestos plásticos. Cerámicos, a los que preferiblemente se les aplica el mecanizado abrasivo.")
2
Movimiento de alimentación o profundidad de pasada:
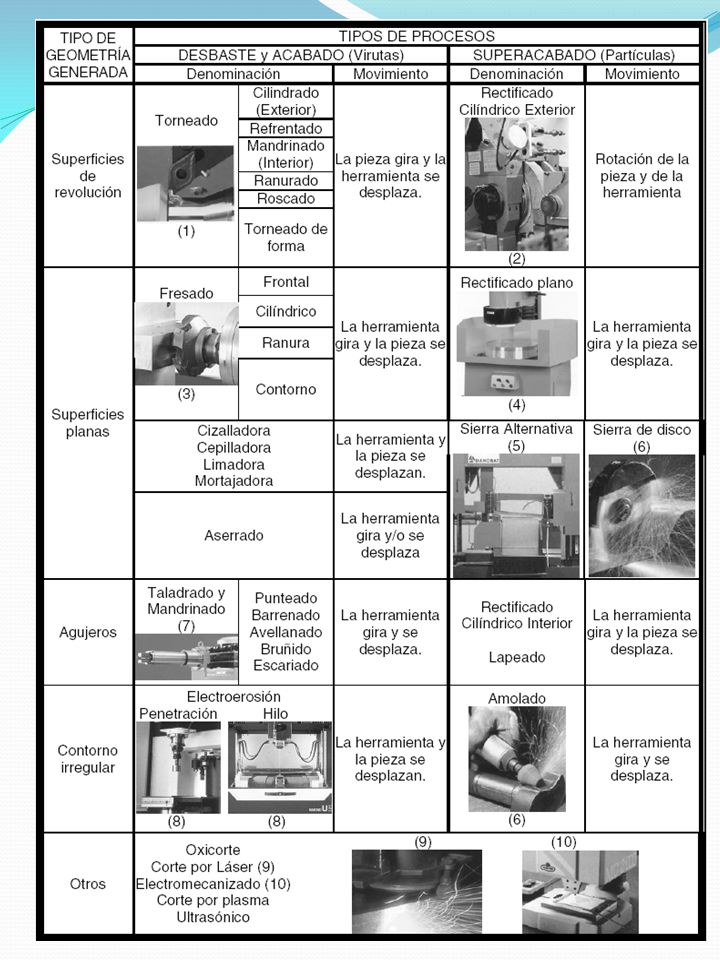
Movimientos que se realizan en el mecanizado El arranque de viruta o partícula se realiza mediante la penetración de una herramienta, cuyo material es de mayor dureza que el de la pieza a cortar. Este enclavamiento ocurre mientras se efectúa el movimiento relativo entre la pieza a trabajar y la herramienta de corte, como se muestra en la figura TIPOS DE MOVIMIENTOS A REALIZAR EN EL MECANIZADO. Cuando la herramienta y la pieza se fijan a la máquina, esta última es la encargada de transmitirle a las primeras, el movimiento de corte y el de avance, ya sean de rotación o traslación, indistintamente, dependiendo del tipo de trabajo a realizar y de la máquina que lo ejecuta. Tipos de mecanizado. Según el acabado superficial con el que se ha de obtener la pieza terminada, se distinguen tres tipos de mecanizado: Mp Es el que permite que la herramienta penetre en el material, produciendo viruta. Movimiento de corte: Movimiento avance: Es el desplazamiento del punto de aplicación de corte, es la distancia que la herramienta se desplaza horizontalmente por cada revolución de la pieza. Movimiento de alimentación o profundidad de pasada: Es con el que se consigue cortar un espesor de material, identificado a través del parámetro Profundidad de pasada. Este movimiento no es continuo, como sucede con los dos anteriores, sino que se realiza de forma escalonada y sin que la pieza esté en contacto con la herramienta.

3
A)Máquinas herramientas con arranque de material:
Desbastado: El material eliminado es del orden de milímetros o décimas de milímetros, cuya finalidad es aproximar las dimensiones de la pieza a la medida final, en el menor tiempo posible desplazando la cuchilla de corte con altas velocidades de avance y de corte. Acabado: Con el objetivo de obtener, no solo las medidas finales de la pieza, sino también poca rugosidad en la superficie, el material eliminado es del orden de centésimas de milímetro utilizando cuchillas de corte que trabajaran con velocidades de avance bajas y velocidades de corte más altas que en el desbaste. Rectificado: Con la finalidad de alcanzar medidas muy precisas y buen acabado superficial, el material rebajado es del orden de milésimas de milímetro y las velocidades de avance y de corte con que se trabaja son muy altas, desprendiéndose partículas de material por abrasión.- A)Máquinas herramientas con arranque de material: - Tornos. Tornos revólver y automáticos. Tornos especiales. - Fresadoras. - Mandriladoras y mandriladoras fresadoras. - Taladros. - Máquinas para la fabricación de engranes. - Roscadoras. - Cepilladoras, limadoras y mortajas. -Brochadoras -Centros de mecanizado (con almacén y cambio automático de herramienta). - Máquinas de serrar y tronzadoras. - Unidades de mecanizado y máquinas especiales. - Rectificadoras. Pulidoras, esmeriladoras y rebarbadoras. B) Máquinas herramientas por deformación y corte del material: - Prensas mecánicas, hidráulicas y neumáticas. - Máquinas para forjar. - Máquinas para el trabajo de chapas y bandas. - Máquinas para el trabajo de barras y perfiles. - Máquinas para el trabajo de tubos. - Máquinas para el trabajo del alambre. -Máquinas para fabricar bulones, tornillos, tuercas y remaches. - Cizalla. - Tijera. -Guillotina
Máquinas herramientas con arranque de material: - Tornos. Tornos revólver y automáticos. Tornos especiales. - Fresadoras. - Mandriladoras y mandriladoras fresadoras. - Taladros. - Máquinas para la fabricación de engranes. - Roscadoras. - Cepilladoras, limadoras y mortajas. -Brochadoras. -Centros de mecanizado (con almacén y cambio automático de herramienta). - Máquinas de serrar y tronzadoras. - Unidades de mecanizado y máquinas especiales. - Rectificadoras. Pulidoras, esmeriladoras y rebarbadoras. B) Máquinas herramientas por deformación y corte del material: - Prensas mecánicas, hidráulicas y neumáticas. - Máquinas para forjar. - Máquinas para el trabajo de chapas y bandas. - Máquinas para el trabajo de barras y perfiles. - Máquinas para el trabajo de tubos. - Máquinas para el trabajo del alambre. -Máquinas para fabricar bulones, tornillos, tuercas y remaches. - Cizalla. - Tijera. -Guillotina.")
4
ESQUEMAS PARA OBTENER PIEZAS O FORMAS EN BRUTO
Laminación Se hace pasar un lingote de material caliente (o frío) entre cilindros para obtener chapa o barra con perfil. Fundición A partir de metal fundido y moldes se obtiene la pieza. Forja rápida Se realiza un esbozo de la pieza en caliente mediante un martinete Estampado en caliente o forja lenta Se imprime en caliente en estampa (con martillo o prensa) un elemento esbozado en forja rápida. Estampado en frío A partir de una chapa mediante troqueles y prensas mecánicas o hidráulicas. Corte, doblado y embutido... Sinterización Se Calienta y prensa polvos de metal para obtener las piezas. Todas estas máquinas trabajan con una herramienta, razón por la cual se llaman MAQUINAS-HERRAMIENTAS
 entre cilindros para obtener chapa o barra con perfil. Fundición. A partir de metal fundido y moldes se obtiene la pieza. Forja rápida. Se realiza un esbozo de la pieza en caliente mediante un martinete. Estampado en caliente o forja lenta. Se imprime en caliente en estampa (con martillo o prensa) un elemento esbozado en forja rápida. Estampado en frío. A partir de una chapa mediante troqueles y prensas. mecánicas o hidráulicas. Corte, doblado y embutido... Sinterización. Se Calienta y prensa polvos de metal para obtener las piezas. Todas estas máquinas trabajan con una herramienta, razón por la cual se llaman MAQUINAS-HERRAMIENTAS.")
6
CARACTERÍSTICAS DEL TRABAJO DE LAS HERRAMIENTAS DE CORTE:
ARRANQUE DE VIRUTA CARACTERÍSTICAS DEL TRABAJO DE LAS HERRAMIENTAS DE CORTE: En conseguir estos objetivos depende en gran parte del material de que se constituyen las herramientas, las cuales se seleccionan en función del tipo de herramienta y máquina a utilizar, clase de trabajo y material a mecanizar Consiste en el cizallamiento del material de la pieza produciendo viruta para así obtener una forma determinada de la pieza.- El material arrancado aparece formando tiras fragmentadas (si este es frágil) o continuas (si este es muy dúctil), en el resto de procedimientos se desprenden pequeñísimas partículas. 1. Arrancar la mayor cantidad de material en el menor tiempo. 2. Dejar perfectamente acabada la superficie y con la mayor precisión de medidas. 3. Mecanizar cualquier clase de material por duro que sea. 4. Realizar las operaciones al menor costo. 5. Ofrecer máximo rendimiento con el mínimo desgaste. 6. Disponer de una larga duración del filo de corte, ya que se ahorran afilados. 7. Lograr que la viruta salga fácilmente. 8. Capaz de absorber elevadas temperaturas. 9. Soportar grandes esfuerzos de corte sin deformarse.
 o continuas (si este es muy dúctil), en el resto de procedimientos se desprenden pequeñísimas partículas. 1. Arrancar la mayor cantidad de material en el menor tiempo. 2. Dejar perfectamente acabada la superficie y con la mayor precisión de medidas. 3. Mecanizar cualquier clase de material por duro que sea. 4. Realizar las operaciones al menor costo. 5. Ofrecer máximo rendimiento con el mínimo desgaste. 6. Disponer de una larga duración del filo de corte, ya que se ahorran afilados. 7. Lograr que la viruta salga fácilmente. 8. Capaz de absorber elevadas temperaturas. 9. Soportar grandes esfuerzos de corte sin deformarse.")
7
DESARROLLO HISTÓRICO DE LAS HERRAMIENTAS
A fines de 1800 los materiales utilizados para la fabricación de herramientas eran aceros al carbono con 1,2 % de C (templables) pero al aumentar la velocidad de corte ocasionando un aumento en el temperatura mayor a 250º C la herramienta se comenzaba a ablandar y se desgastaba rápidamente.- En 1898 un americano llamado TAYLOR descubrió que si aleaba a los aceros al carbono con un 5% de tungsteno podía aumentar la temperatura de trabajo y llegar a los 500º C, este fue llamado Acero Rápido (HS). Existen dos tipos, aceros rápidos al Wolframio o de Cobalto lo cual hace mejorar sus condiciones de corte. En 1906 aproximadamente, TAYLOR aumento el porcentaje entre un 12 – 18 % de Tungsteno, alcanzaba una mayor temperatura de trabajo y a este acero lo llamo Acero Súper Rápido(HSS). A estas herramientas las obtenía mediante forja, pero poseía fisuras, hasta que apareció el proceso de pulvimetalurgia con lo que no se generan tensiones.- Agregando mayores porcentajes de Cobalto, cromo y tungsteno obteniendo la estelita que tenía una temperatura de trabajo de 800 ºC, cuyo principal inconveniente que presentaba era su gran fragilidad y dureza.- En 1920 se descubre el Metal Duro obtenido en proceso de pulvimetalúrgico.- El principal constituyente de Metal Duro es el carburo de Tungsteno y como elemento ligante el Cobalto (Co) y a partir de los años 70 se mejora agregando Titanio (Ti) , Tantalio (Ta), Niobio (Nb). Luego se crearon los metales duros recubiertos. Con el mencionado recubrimiento se logra un núcleo tenaz y una superficie exterior resistente a la abrasión. No son afilables ya que los espesores de los recubrimientos son de centésimas de milímetros.
 pero al aumentar la velocidad de corte ocasionando un aumento en el temperatura mayor a 250º C la herramienta se comenzaba a ablandar y se desgastaba rápidamente.- En 1898 un americano llamado TAYLOR descubrió que si aleaba a los aceros al carbono con un 5% de tungsteno podía aumentar la temperatura de trabajo y llegar a los 500º C, este fue llamado Acero Rápido (HS). Existen dos tipos, aceros rápidos al Wolframio o de Cobalto lo cual hace mejorar sus condiciones de corte. En 1906 aproximadamente, TAYLOR aumento el porcentaje entre un 12 – 18 % de Tungsteno, alcanzaba una mayor temperatura de trabajo y a este acero lo llamo Acero Súper Rápido(HSS). A estas herramientas las obtenía mediante forja, pero poseía fisuras, hasta que apareció el proceso de pulvimetalurgia con lo que no se generan tensiones.- Agregando mayores porcentajes de Cobalto, cromo y tungsteno obteniendo la estelita que tenía una temperatura de trabajo de 800 ºC, cuyo principal inconveniente que presentaba era su gran fragilidad y dureza.- En 1920 se descubre el Metal Duro obtenido en proceso de pulvimetalúrgico.- El principal constituyente de Metal Duro es el carburo de Tungsteno y como elemento ligante el Cobalto (Co) y a partir de los años 70 se mejora agregando Titanio (Ti) , Tantalio (Ta), Niobio (Nb). Luego se crearon los metales duros recubiertos. Con el mencionado recubrimiento se logra un núcleo tenaz y una superficie exterior resistente a la abrasión. No son afilables ya que los espesores de los recubrimientos son de centésimas de milímetros.")
8
Los materiales usados para el recubrimiento son:
Carburo de titanio Oxido de aluminio Nitrato de titanio Son muy costosos.- Por supuesto que desde 1990 hasta la fecha han ocurrido cambios significativos no solo en la versatilidad de la fabricación en las máquinas sino también en el desarrollo de técnicas asistidas por computadora de diseño (de piezas y herramientas), de manufactura y de ingeniería, formando un conjunto identificado por las siglas CAD-CAM-CAE, y que a su vez se resumen en el concepto CIM: Manufactura Integrada por Computadora.
, de manufactura y de ingeniería, formando un conjunto identificado por las siglas CAD-CAM-CAE, y que a su vez se resumen en el concepto CIM: Manufactura Integrada por Computadora.")
9
HERRAMIENTAS: Tiene forma de cuña, es la que produce el desprendimiento del material, formando la viruta en la herramienta . Se destacan en ella las siguientes superficies: Superficie de desprendimiento: Es por donde se desliza la viruta.- Superficie de incidencia: Es para evitar el roce entre la pieza y la herramienta.- Superficie de mecanizado: Es la obtenida por el cizallamiento de la herramienta.- El deslizamiento de la viruta y por el trabajo de la herramienta, se produce fricción lo cual causa en la herramienta elevada temperatura y desgaste, los cuales disminuyen su vida útil Superficie de mecanizado t Superficie de desprendimiento

Presentaciones similares



.>")















