Descargar la presentación
La descarga está en progreso. Por favor, espere

1
TECNOLOGIA INDUSTRIAL INDUSTRIAL Doris Guzmán Karen Leiva Katalin tausch

2
Corte por Plasma + ENERGIA + ENERGIA PLASMA CONDUCTORELECTRICO El chorro de gas se ioniza al atravesar un campo eléctrico concentrado sobre un área muy pequeña alcanzando temperaturas en el centro del arco entre 15.000 y 30.000 ºC,alta velocidadEl chorro de gas se ioniza al atravesar un campo eléctrico concentrado sobre un área muy pequeña alcanzando temperaturas en el centro del arco entre 15.000 y 30.000 ºC,alta velocidad Luego el arco de plasma atraviesa aumenta su energía cinética, este gas plasmageno, funde y expulsa el metalLuego el arco de plasma atraviesa aumenta su energía cinética, este gas plasmageno, funde y expulsa el metal

3
Corte por Plasma

4
Gases En aceros de carbono y de baja aleación, este corte se realiza por uno de estos cinco gases: En aceros de carbono y de baja aleación, este corte se realiza por uno de estos cinco gases: Aire Aire Mezcla de Nitrógeno con Bióxido de Carbono Mezcla de Nitrógeno con Bióxido de Carbono Mezcla de Nitrógeno con Oxigeno o Aire Mezcla de Nitrógeno con Oxigeno o Aire Mezcla de Tubstar y Shinestar Mezcla de Tubstar y Shinestar Oxigeno Oxigeno

5
Gas no inflamable e inerte que permite su uso como gas de corte por plasma. Su alta pureza permite cortes de excelente calidadGas no inflamable e inerte que permite su uso como gas de corte por plasma. Su alta pureza permite cortes de excelente calidad Gas utilizado como gas de corte especialmente en aluminio Gas de uso universal utilizado en el corte por plasma, el oxigeno del aire proporciona energía adicional para el corte Se refiere a la mezcla de nitrógeno con hidrogeno y argon con hidrogeno. Estas son gas de protección en el corte por plasma NITROGENO ARGON AIREMEZCLAS

6
Características del corte Chapas hasta 40 mm. De espesor Chapas hasta 40 mm. De espesor La ranura del corte es de 2 a 4 mm. De ancho La ranura del corte es de 2 a 4 mm. De ancho Tiende a dejar canto oblicuos Tiende a dejar canto oblicuos El haz es normalmente de 5mm. aprox. El haz es normalmente de 5mm. aprox. Velocidad de corte elevada Velocidad de corte elevada Este proceso puede cortar cualquier metal eléctricamente conductivo, siempre y cuando su espesor y forma permita que el chorro de plasma atraviese por completo el metal Este proceso puede cortar cualquier metal eléctricamente conductivo, siempre y cuando su espesor y forma permita que el chorro de plasma atraviese por completo el metal

7
Características del corte por oxigeno El corte por plasma por oxigeno es aplicado a aceros de carbono o inoxidable de hasta 45 mm. De espesor El corte por plasma por oxigeno es aplicado a aceros de carbono o inoxidable de hasta 45 mm. De espesor Por su alta velocidad es considerado el método mas productivo entre los cortes. Por su alta velocidad es considerado el método mas productivo entre los cortes. La zona afectada por el calor es mayor que la del corte láser y menor que la de oxicorte La zona afectada por el calor es mayor que la del corte láser y menor que la de oxicorte

8
Características del corte por electricidad Corta todo tipo de materiales conductores de electricidad Corta todo tipo de materiales conductores de electricidad El espesor de corte va de 0.8 mm. A 35 mm. Dependiendo del material que se valla a cortar El espesor de corte va de 0.8 mm. A 35 mm. Dependiendo del material que se valla a cortar Este sistema proporciona ventajas en : Este sistema proporciona ventajas en : 1.Mejor calidad de corte 2.Reducción de consumo eléctrico 3.Reducción de humos y ruidos

9
Beneficios Menor aporte de calor que en el oxicorte, significando una menor zona afectada por el calor y menor distorsión de la pieza Menor susceptibilidad a las condiciones de la superficie del material base (escamadura o pintura) Posibilidad de mecanización y robotización Todos los metales pueden ser cortados mediante el proceso Corte Plasma Velocidades de corte más altas que en oxicorte para espesores medios y finos
 Posibilidad de mecanización y robotización Todos los metales pueden ser cortados mediante el proceso Corte Plasma Velocidades de corte más altas que en oxicorte para espesores medios y finos")
10
Tipos de equipos Equipos Manuales Equipos Manuales Equipos Industriales con Equipos Industriales con C. N. C. C. N. C. Equipos robotizados Equipos robotizados

11
Usos Industrias de climatización y de ventilación Industrias de climatización y de ventilación Construcción de aparatos, recipientes y conductos tubulares Construcción de aparatos, recipientes y conductos tubulares Carrocerías Carrocerías Sectores artesanales y ferreteros Sectores artesanales y ferreteros Talleres de mediana y pequeña producción Talleres de mediana y pequeña producción

12
Corte por oxigeno Es un proceso que permite cortar aceros de bajas aleaciones Es un proceso que permite cortar aceros de bajas aleaciones Mezcla de un gas comburente y un gas combustible. Mezcla de un gas comburente y un gas combustible. Rango de utilización desde 5 a 400 mm. De espesor, para chapas de acero al carbono. Rango de utilización desde 5 a 400 mm. De espesor, para chapas de acero al carbono.

13
Ventajas Produce cortes con excelente terminación y sumamente veloces Produce cortes con excelente terminación y sumamente veloces Baja inversión y bajo costo de operación Baja inversión y bajo costo de operación Capacidad para cortar grandes espesores Capacidad para cortar grandes espesores

14
Desventajas El campo de corte esta limitado a los 300 amperios, lo que supone el corte de 25 a 30 mm. como máximo El campo de corte esta limitado a los 300 amperios, lo que supone el corte de 25 a 30 mm. como máximo Necesita tiempo de precalentamiento Necesita tiempo de precalentamiento La zona afectada técnicamente es grande La zona afectada técnicamente es grande Puede cortar solo aceros de baja aleación, habiendo problemas con inoxidables y aleaciones de aluminio Puede cortar solo aceros de baja aleación, habiendo problemas con inoxidables y aleaciones de aluminio

15
Corte por Rayo Láser Un láser es un haz de luz colimado (haz de rayos paralelos a partir de un foco luminoso), monocromático (un solo color, ya que consiste en una sola longitud de ondas) y coherente, que emite generalmente los fotones en un rayo estrechísimo, perfectamente definido. Procedimiento: Cuando la energía de un haz láser se focaliza sobre una pieza de trabajo, una parte de la misma es absorbida produciéndose calor. Este calor se usa para cortar el material.

16
No existe método de seguridad de trabajo, pues no existe contacto mecánico con la pieza. Proceso automatizado CAD-CAM. No requiere fabricación de matriceria, pues la matriz esta diseñada en un computador, a través de un programa especializado. Ventajas

17
Alto aprovechamiento de material Reducida zona afectada por el calor Altas velocidades de corte Alta presición y capacidad de corte de detalles Corte limpio, sin bordes salientes, no requiere de trabajo posterior. Pequeño ancho de surco (0,1- 0,5 mm), mucho menor que el surco que deja el corte manual.
, mucho menor que el surco que deja el corte manual..")
18
Acero en General: diamantada, galvanizado, templado, cromo níquel, acero rápido. Espesores: desde 0,1mm hasta 20mm. Acero Inoxidable: espesores desde 0,1mm hasta 12mm Aluminio Espesores: desde 0,1mm hasta: 10mm Cobre espesores: desde0,1mm hasta 3mm Bronce Espesores : desde 0,1mm hasta 3mm Permitido Cortar

19
Maderas como : mdf, trupan. Maciza, terciado. Espesores: desde 0,1mm hasta 35mm Acrílicos todos los tipos, colores y texturas. Espesores: desde 0,1mm hasta 35mm. Materiales que no se pueden cortar: el vidrio, debido a su reflectividad.

20
Dependiendo del espesor y del material, la precisión del corte láser puede ser rigurosa, llegando a +/- 0,1mm Como se evalúa el corte láser: Es básicamente por tiempo de uso de maquina. Para esto se debe tomar en cuenta el material, el espesor, el nivel de detalle de la geometría, el perímetro total y el numero de perforaciones de la pieza a cortar. Precisión del corte

21
Corte limpio: En el corte de metales el corte láser permite obtener los bordes libres de oxido y carbonizaciones. Corte brillante : En acrílicos se puede lograr el corte brillante sobre el borde cortado, lo que permite lograr complejos perfiles con el brillo deseado. Condiciones de Calidad

22
Es un sistema de corte que se realiza a través de un chorro de agua de pocos milímetros de diámetro a presiones que superan los 4,000bares, mezclando el chorro de agua con una arena abrasiva. El proceso del corte empieza al acelerar la conducción del agua por una boquilla dirigida a una velocidad de 1000 metros por segundo, esto se logra con la aplicación de un intensificador de presión. Para obtener cortes sobre materiales de altas resistencias se mezclas el agua con abrasivos controlados, alcanzando cortes hasta 15cm de espesor en aceros. Corte por chorro de agua

23
Materiales que se pueden cortar sin abrasivos: Espuma – Papel – Cartón – Goma – Plástico – tapiz automotriz – cualquier otro material blando no metálico. Utilizaciones del proceso

24
Materiales que se pueden cortar con abrasivos Acero- acero inoxidable – acero templado – aluminio – titanio – latón – mármol - granito – vidrio – vidrio blindado – cerámica - azulejo, cualquier otro tipo de material de alto índice de dureza y de grandes espesores. Utilizaciones de proceso

25
Maquinado con Chorro Abrasivo En el maquinado po chorro abrasivo se dirige un chorro de alta velocidad de aire seco nitrógeno o dióxido de carbono con partículas abrasivo, hacia la superficie de la pieza, bajo condiciones controladas. El impacto de las partículas desarrolla una fuerza suficientemente concentrada como para efectuar operaciones como: Corte por chorro abrasivo

26
Cortar pequeños orificios, ranuras y figuras en materiales metálicos, duros o frágiles Limpieza general de componentes con superficies irregulares Quitar óxidos y otras partículas superficiales

27
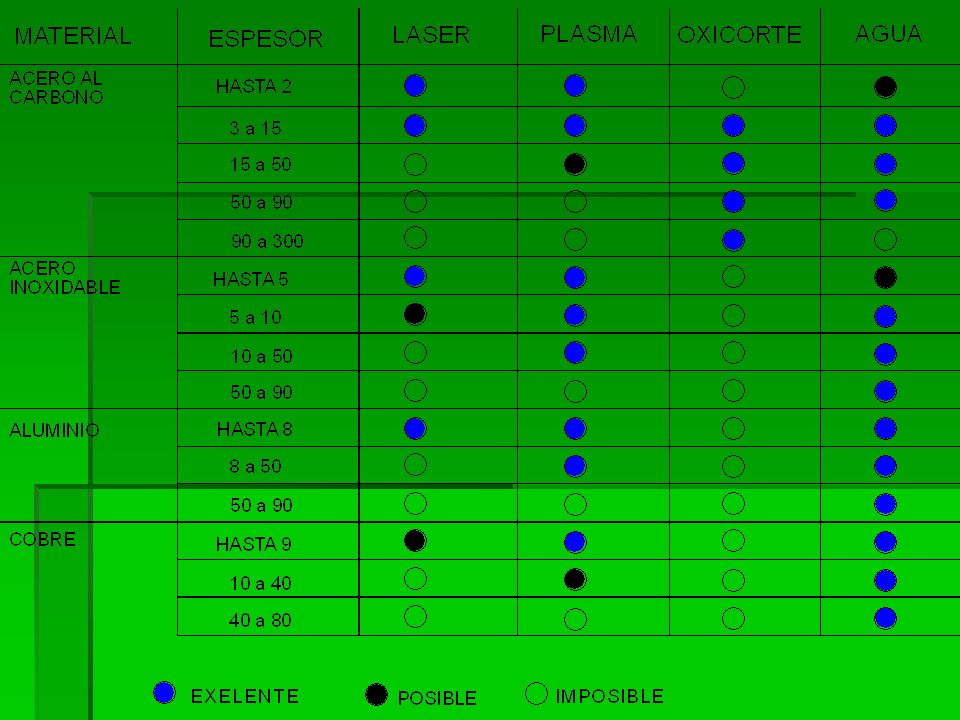
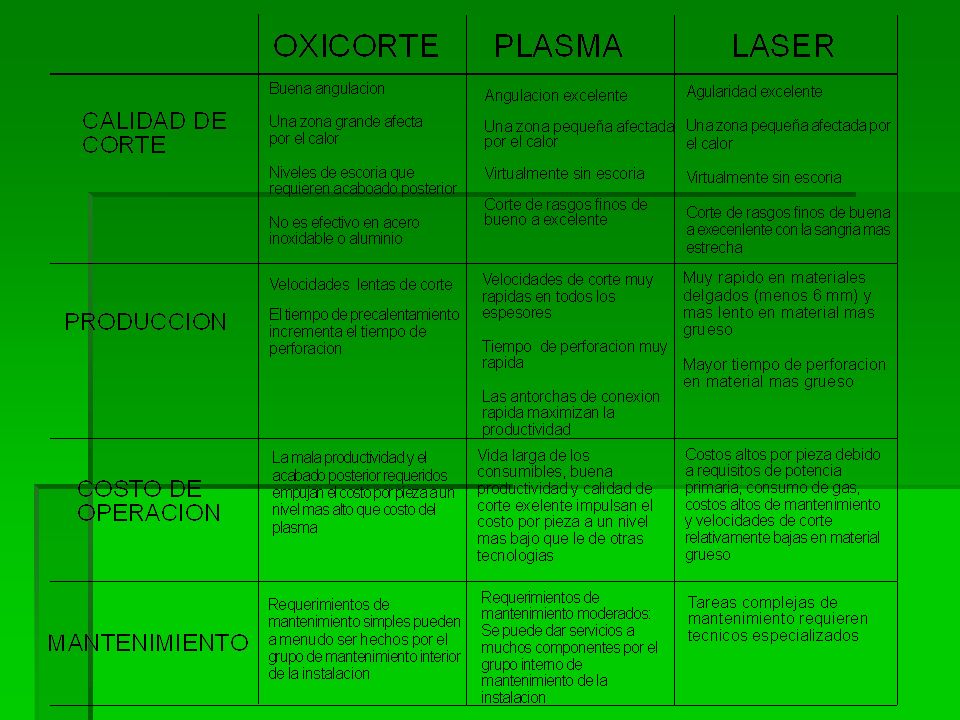
OXICORTE: El oxicorte esta limitado a acero al carbono y no es efectivo en acero inoxidable o aluminio PLASMA: El plasma proporciona la mezcla optimiza la calidad de corte productividad y costo de operación para acero al carbono, inoxidable, y aluminio por toda una amplia gama de espesores, a un precio competitivo de equipo de capital LASER: Proporciona calidad de corte y productividad excelentes en material de menos de 6 mm.(1/4) De espesor. La tecnología láser tiene equipos de capital, funcionamiento y costos de mantenimiento altos, por lo tanto requiere un alto volumen de operación para poder justificar el costo del equipo.

28
Ventajas de plasma v/s oxicorte Calidad mejor de corte Calidad mejor de corte Flexibilidad de espesores de materiales Flexibilidad de espesores de materiales Productividad costo por longitud de corte significativamente mas bajo Productividad costo por longitud de corte significativamente mas bajo

29
Ventajas de Plasma v/s Láser Productividad significativamente mas alta. Productividad significativamente mas alta. Flexibilidad incrementada para cortar una gama amplia de espesores y tipos de materiales Flexibilidad incrementada para cortar una gama amplia de espesores y tipos de materiales Capital, operación y costos de mantenimiento significativamente mas bajas Capital, operación y costos de mantenimiento significativamente mas bajas

32
Costos de producción

Presentaciones similares