Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Metodologías para la Validación del Diseño
TEMA 4 Metodologías para la Validación del Diseño

2
El CAE para la validación del diseño
CAE / Ingeniería Asistida por Computadora El CAE, es el uso de la tecnología de la información para apoyar a los ingenieros en tareas tales como el análisis, la simulación, el diseño, la fabricación, planificación, diagnóstico y reparación. Las herramientas de software que se han desarrollado para apoyar estas actividades son consideradas herramientas CAE. Las herramientas CAE ayudan a los miembros del equipo de ingeniería concurrente a analizar, optimizar y documentar los diseños. Un proceso típico de CAE incluyen pasos de pre-procesado, solución y post-procesado. En el futuro, los sistemas CAE serán los proveedores principales de información para ayudar a los equipos de apoyo en la toma de decisiones de diseño.

3
La fase de diseño CAE se compone de las siguientes subfases:
Modelado geométrico. Análisis. Síntesis del Diseño. Documentación del análisis. Las aplicaciones CAE soportan una gran variedad de disciplinas y fenómenos de la ingeniería incluyendo: -Análisis de estrés y dinámica de componentes y ensambles utilizando el Análisis de Elementos Finitos (FEA). -Análisis termal y de fluidos utilizando Dinámica de Fluidos Computacional (CFD). -Análisis de cinemática y de dinámica de mecanismos (dinámica multicuerpos). -Simulación mecánica de eventos (MES). -Análisis de control de sistemas. -Simulación de procesos de manufactura como forja, moldes y troquelados -Optimización del proceso de productos
. -Análisis termal y de fluidos utilizando Dinámica de Fluidos Computacional (CFD). -Análisis de cinemática y de dinámica de mecanismos (dinámica multicuerpos). -Simulación mecánica de eventos (MES). -Análisis de control de sistemas. -Simulación de procesos de manufactura como forja, moldes y troquelados. -Optimización del proceso de productos.")
4
Implantación de un sistema CAD /CAE
Ventajas en la empresa bajo el enfoque de ingeniería concurrente (varían según el tipo de actividad de diseño) dentro de las mismas cabe mencionar: -Aumento de la competitividad -Los diseños pueden evaluarse y refinarse utilizando simulaciones computarizadas en lugar de hacer pruebas a prototipos físicos, ahorrando tiempo y dinero. -Aplicaciones CAE apoyan a los equipos de ingeniería a administrar riesgos y comprender las implicaciones en el desempeño de sus diseños. -Incremento en la flexibilidad en la empresa. -Mejora de calidad del producto. -Reducción de tiempo de diseño y desarrollo. -Documentación del diseño más precisa. -Mayor facilidad de actualización de los documentos y gestión de la configuración.
 dentro de las mismas cabe mencionar: -Aumento de la competitividad. -Los diseños pueden evaluarse y refinarse utilizando simulaciones computarizadas en lugar de hacer pruebas a prototipos físicos, ahorrando tiempo y dinero. -Aplicaciones CAE apoyan a los equipos de ingeniería a administrar riesgos y comprender las implicaciones en el desempeño de sus diseños. -Incremento en la flexibilidad en la empresa. -Mejora de calidad del producto. -Reducción de tiempo de diseño y desarrollo. -Documentación del diseño más precisa. -Mayor facilidad de actualización de los documentos y gestión de la configuración.")
5
Desventajas: -Reducción de tiempo de diseño y desarrollo.
-Documentación del diseño más precisa. -Mayor facilidad de actualización de los documentos y gestión de la configuración. Desventajas: -Altos costos de adquisición. -Falta de software adecuado, en algunos casos. -Estructura inadecuada de la empresa.

6
Proceso de elección e introducción de un sistema CAD/CAE
-Investigación previa, consiste en la evaluación del estado del arte de la tecnología y despliegue del marco conceptual del entorno para introducir el sistema CAD/CAE -Análisis de requerimientos funcionales del sistema, consiste en determinar las necesidades de la empresa en materia CAD/CAE -Preparación del entorno de CAD/CAE, en cuanto a infraestructura y personal y su formación. -Introducción del sistema mediante una instalación piloto y validación con trabajos habituales. -Implantación definitiva del sistema. Funcionamiento con soporte técnico y orientación a usuarios, mantenimiento y expansión del sistema.

7
Modelo de evaluación de un sistema CAD/CAE
Las dimensiones o parámetros para la evaluación de un sistema de las características que nos ocupa son: Parámetros tecnológicos (PT). -Posibilidades de expansión del software. -Portabilidad y posibilidad de integración con proveedores. -Mantenimiento de software y hardware. -Posicionamiento en el mercado del producto. Parámetros económicos. Costos iniciales o fijos (CF). -Inversión en software, hardware de infraestructura, locales. -Planificación de la introducción del sistema CAD/CAE. -Elección del sistema Costos de Explotación anuales (CE). -Personal. -Formación.
. -Posibilidades de expansión del software. -Portabilidad y posibilidad de integración con proveedores. -Mantenimiento de software y hardware. -Posicionamiento en el mercado del producto. Parámetros económicos. Costos iniciales o fijos (CF). -Inversión en software, hardware de infraestructura, locales. -Planificación de la introducción del sistema CAD/CAE. -Elección del sistema. Costos de Explotación anuales (CE). -Personal. -Formación.")
8
Determinación de la rentabilidad
Para ello definimos los siguientes conceptos: H1= horas de trabajo antes de la introducción del sistema CAD/CAE. H2= horas de trabajo no afectadas por el sistema CAD/CAE. H3= horas de trabajo con el sistema CAD/CAE. Chm= costo hora medio Bi= beneficios indirectos. Cpt= costo del puesto de trabajo CAD/CAE por hora. Rh, Rc = Relación de costos o de horas-hombre entre producción con CAD y técnicas tradicionales de una carga de trabajo xi. 𝐑𝐜=( 𝑪𝒑 𝒕 + 𝑪𝒉 𝒎 )/ 𝑪𝒉 𝒎 𝐑𝐡= 𝑯 𝟏 − 𝑯 𝟐 / 𝑯 𝟑
/ 𝑪𝒉 𝒎. 𝐑𝐡= 𝑯 𝟏 − 𝑯 𝟐 / 𝑯 𝟑.")
9
La Reducción de Costos Totales más el Beneficio Indirecto es:
Rct=Bi+(H1-H2)Chm-H3( CHm + Cpt ) Si el costo o las horas-hombre es Rc/Rh veces mayor en producir una carga de trabajo xi, empleando técnicas tradicionales que CAD/CAE, se fija un punto de rentabilidad en base a: Rh más rápido el sistema CAD/CAE que el sistema convencional. Rc más económico con sistema CAD/CAE que el sistema convencional. Rh menor en horas-hombre con CAD/CAE que el sistema convencional. O bien el nivel de recuperación de la inversión en un periodo Ti por ejemplo 2 años. RctxTi= [Bi+(H1+H2)Chm-H3(Chm + Cm)] xTi= < Inversión
Chm-H3( CHm + Cpt ) Si el costo o las horas-hombre es Rc/Rh veces mayor en producir una carga de trabajo xi, empleando técnicas tradicionales que CAD/CAE, se fija un punto de rentabilidad en base a: Rh más rápido el sistema CAD/CAE que el sistema convencional. Rc más económico con sistema CAD/CAE que el sistema convencional. Rh menor en horas-hombre con CAD/CAE que el sistema convencional. O bien el nivel de recuperación de la inversión en un periodo Ti por ejemplo 2 años. RctxTi= [Bi+(H1+H2)Chm-H3(Chm + Cm)] xTi= < Inversión.")
10
Simulación en paralelo

11
(AMFE) Análisis Modal de Fallos y Efectos
 Análisis Modal de Fallos y Efectos")
12
(AMFE) Análisis Modal de Fallos y Efectos
Carácter preventivo sistematizado Participativo Es una herramienta de análisis de identificación, evaluación y prevención de los posibles fallos y efectos que pueden aparecer en un PRODUCTO/SERVICIO o PROCESO

13
Tipos de AMFE AMFE de Producto AMFE de Proceso

14
Definiciones Básicas Cliente Fallo Modo potencial Efecto Potencial
Puede ser tanto el usuario final como la siguiente fase Cliente Cuando un PRODUCTO o SERVICIO no lleva a cabo de forma satisfactoria, la prestación que de el se espera Fallo Es la forma en que es posible que un producto/servicio o proceso falle Modo potencial Es la consecuencia que pueda traer consigo la ocurrencia de un modo de fallo Efecto Potencial

15
Etapas del proceso Selección del grupo de trabajo
Establecer tipo de AMFE, objetivo y limites Aclarar las prestaciones o funciones del producto o proceso Determinar modo potenciales de fallo Determinar los efectos potenciales de fallo Determinar las causas potenciales de fallo Identificar los sistemas de control Determinar los índices de evaluación en cada modo de fallo Proponer acciones de mejora Aplicar las acciones Revisión del AMFE

16
Etapas del proceso Selección del grupo de trabajo
El grupo de trabajo estará compuesto por personas que dispongan de amplia experiencia y conocimientos del producto/servicio y/o del proceso objeto del AMFE. Establecer tipo de AMFE, objetivo y limites Se definirá de forma precisa el producto o parte del producto, el servicio o el proceso objeto de estudio, delimitando claramente el campo de aplicación del AMFE. El objeto del estudio no debería ser excesivamente amplio, recomendando su subdivisión y la realización de varios AMFE en caso contrario.

17
Aclarar las prestaciones o funciones del producto o proceso

18
Servicio Lavandería funciones Lavado de una cantidad de prendas de vestir por cliente Lavado de uniformes al mayor (Ejercito, Bomberos, Etc.) Lavado de sabanas al hospital

19
Determinar los Modos Potenciales de Fallo

20
modos potenciales de fallo
Servicio Función Modo de fallo Lavandería Lavado de una cantidad de prendas de vestir por cliente Retraso en la entrega Perdida de total o de parte del conjunto de prendas Servicio incompleto Danos menores a las prendas Daños irreparables a prendas Lavado de uniformes al mayor Lavado de sabanas al hospital

21
Determinar Efectos potenciales de fallo

22
Determinar Efectos potenciales de fallo
Servicio Función Fallo Modo Efecto Lavandería Lavado de una cantidad de prendas de vestir por cliente Retraso en la entrega Incomodidad menor del usuario Perdida de total o de parte del conjunto de prendas Insatisfacción severa por parte del usuario Servicio incompleto insatisfacción Danos menores a las prendas Molestia en el usuario Daños irreparables a prendas Insatisfacción severa Lavado de uniformes al mayor

23
Determinar las Causas Potenciales de Fallo

24
Determinar las causas potenciales de fallo
Servicio Función Fallo Modo Efecto Causa Lavandería Lavado de una cantidad de prendas de vestir por cliente Retraso en la entrega Incomodidad menor del usuario Mala estimación de duración del proceso Perdida de total o de parte del conjunto de prendas Insatisfacción severa por parte del usuario Sistema de etiquetado deficiente Servicio incompleto insatisfacción Falla en la transmisión de información Danos menores a las prendas Molestia en el usuario Secadoras con partes fallando Daños irreparables a prendas Insatisfacción severa

25
Identificar los sistemas de control

26
Lavado de una cantidad de prendas
Función Fallo Controles actuales Modo Efecto Causa Lavado de una cantidad de prendas Retraso en la entrega Incomodidad menor del usuario Mala estimación de duración del proceso muestreo Perdida de total o de parte del conjunto de prendas Insatisfacción severa por parte del usuario Sistema de etiquetado deficiente Muestreo de quejas Servicio incompleto insatisfacción Falla en la transmisión de información Danos menores a las prendas Molestia en el usuario Secadoras con partes fallando Revisión periódica Daños irreparables a prendas Insatisfacción severa ninguno

27
Determinar los índices de evaluación para cada modo de fallo

28
Índice de Ocurrencia (O) Índice de detección (D)
Índice de gravedad (G) Índice de Ocurrencia (O) Índice de detección (D) Números de Prioridad de Riesgo NPR=G*O*D
 Índice de Ocurrencia (O) Índice de detección (D) Números de Prioridad de Riesgo. NPR=G*O*D.")
29
Índice de gravedad (G) Criterio Clasificación
Irrazonable pensar que el fallo produjese un efecto perceptible en el servicio 1 Baja gravedad debido a la escasa importancia del fallo tal vez produzca un ligero descontento 2 3 Moderada gravedad del fallo que causaría cierto descontento podría llevar a devolución 4 5 6 Alto grado de gravedad ya que el fallo produce una gran incomodidad sin llegar a incumplir normativa o leyes 7 8 Total insatisfacción e inclusive riesgo a la seguridad o incumplimiento de normativa 9 10

30
Índice de ocurrencia (0)
Criterio Clasificación Probabilidad Remota probabilidad de ocurrencia Irrazonable pensar que se produjera el fallo 1 1/10000 Baja probabilidad de ocurrencia Ocasionalmente podría producirse un numero bajo de fallos 2 3 1/5000 1/2000 Moderada probabilidad de ocurrencia, Asociado a situaciones similares que hayan tenido fallos esporádicos 4 5 6 1/1000 1/500 1/200 Alta probabilidad de ocurrencia, Los fallos se presentan con frecuencia 7 8 1/100 1/50 Muy alta probabilidad de ocurrencia se presentara el fallo con total seguridad 9 10 1/20 1/10

31
Índice de detección (D)
Criterio Clasificación Probabilidad Remota probabilidad de que el defecto llegue al cliente Casi completa fiabilidad de los controles 1 1/10000 Baja Remota probabilidad de que el defecto llegue al cliente ya que de producirse seria detectado por os controles 2 3 1/5000 1/2000 Moderada probabilidad de que el producto de que el producto o servicio llegue al cliente 4 5 6 1/1000 1/500 1/200 Alta probabilidad de que el producto de que el producto o servicio llegue al cliente debido a la baja fiabilidad de los controles 7 8 1/100 1/50 Muy Alta probabilidad de que el producto de que el producto o servicio llegue al cliente, la falla es latente y no se detectara en fase de producción 9 10 1/20 1/10

32
Calculo de los índices de NPR

33
Fallo Controles actuales Índices G O D NPR Modo Efecto Causa Retraso en la entrega Incomodidad menor Mala estimación del proceso muestreo 2 7 9 126 Perdida de total o de parte Insatisfacción severa etiquetado deficiente Muestreo de quejas 8 5 6 240 Servicio incompleto insatisfacción Falla en la transmisión de información 3 10 210 Danos menores a las prendas Molestia Secadoras con partes fallando Revisión periódica 4 224 Daños irreparables a prendas Sistema de etiquetado deficiente ninguno 144

34
Finalidad del AMFE Obtener una lista de Modos de Fallo Potenciales, sus Efectos posibles y las Causas que podrían contribuir a su aparición clasificados por unos índices que evalúan su impacto en el cliente.

35
Proponer Acciones de Mejora
Cuando se obtengan Números de Prioridad de Riesgo (NPR) elevados, deberán establecerse Acciones de Mejora para reducirlos. Se seguirá el principio de prevención para eliminar las causas de los fallos en su origen (Acciones Correctoras). En su defecto, se propondrán medidas tendentes a reducir la gravedad del efecto (Acciones Contingentes). Los puntos prioritarios en la actuación serán en los que el NPR sea elevado y aquellos en los cuales el índice de gravedad (G) sea elevado , aunque el NPR sea normal
 elevados, deberán establecerse Acciones de Mejora para reducirlos. Se seguirá el principio de prevención para eliminar las. causas de los fallos en su origen (Acciones Correctoras). En su defecto, se. propondrán medidas tendentes a reducir la gravedad del efecto (Acciones. Contingentes). Los puntos prioritarios en la actuación serán en los que el NPR sea elevado. y aquellos en los cuales el índice de gravedad (G) sea elevado , aunque el NPR sea normal.")
36
Las acciones de corrección se orientan en
Reducir la gravedad de los efectos de modo de fallo Reducir la probabilidad de ocurrencia Aumentar la probabilidad de atención

37
Control Estadístico de Procesos (SPC)
")
38
Control Estadístico de Procesos (SPC)
El control de proceso estadístico (SPC) es un método de control de calidad que utiliza métodos estadísticos . SPC se aplica con el fin de supervisar y controlar un proceso. Monitorear y controlar el proceso asegurando que funciona a su máximo potencial. Las herramientas clave utilizadas en SPC incluyen gráficos de control , un enfoque en la mejora continua, y el diseño de experimentos. Un ejemplo de un proceso en el que se aplica es SPC líneas de fabricación. Métodos Estadísticos: Recolección, organización, análisis, interpretación y presentación de datos.se basa en estudios experimentales y estudios de observaciones.
 es un método de control de calidad que utiliza métodos estadísticos . SPC se aplica con el fin de supervisar y controlar un proceso. Monitorear y controlar el proceso asegurando que funciona a su máximo potencial. Las herramientas clave utilizadas en SPC incluyen gráficos de control , un enfoque en la mejora continua, y el diseño de experimentos. Un ejemplo de un proceso en el que se aplica es SPC líneas de fabricación. Métodos Estadísticos: Recolección, organización, análisis, interpretación y presentación de datos.se basa en estudios experimentales y estudios de observaciones.")
39
GRAFICOS DE CONTROL: Estudios de experimentales:
Son herramientas que se utilizan para determinar si una manufactura o proceso de negocios se encuentran en un estado central estadístico Estudios de experimentales: planificación de la investigación diseño de experimento realización del experimento sugerir nueva hipótesis para estudios futuros documentación y presentación de los resultados del estudio. Estudio observacional: Explorar las correlaciones del tema a través de encuestas. Recoger observaciones a cerca del área de interés. Análisis de resultados estadísticos.

40
GRAFICOS DE CONTROL: Son herramientas que se utilizan para determinar si una manufactura o proceso de negocios se encuentran en un estado central estadístico

41
El análisis objetivo de la variación
Descripción El análisis objetivo de la variación SPC es un proceso valioso debido a que permite el examen de partes específicas de un proceso. En particular, se ve en las partes que pueden ocultar las fuentes de variación en la calidad del producto. El examen consiste en un análisis objetivo en lugar de opinión subjetiva. SPC también permite que la fuerza de cada fuente de variación para determinar numéricamente. Si las fuentes de variación son detectadas y medidas, pueden ser susceptibles de corrección. A su vez, la corrección de las variaciones puede reducir los residuos en la producción y puede mejorar la calidad del producto que llega al cliente. SPC se debe practicar en 2-etapas, donde en la primera fase de SPC para establecer el proceso inicialmente y después de que en la segunda fase durante el proceso de producción. En la segunda fase, tenemos que decidir el período que se examina, en función de la variación de 4-M y las condiciones de tasa de desgaste de las piezas utilizadas en el proceso de fabricación (partes de máquinas, plantillas y herramientas estándar y accesorio)
")
42
El énfasis en la detección temprana
Una ventaja de SPC sobre otros métodos de control de calidad, tales como "inspección", es que se hace hincapié en la detección temprana y la prevención de los problemas, en lugar de la corrección de problemas después de que hayan ocurrido. El aumento de la tasa de producción Además de la reducción de residuos, SPC puede conducir a una reducción en el tiempo requerido para producir el producto. SPC hace que sea menos probable que el producto final tendrá que ser revisado. SPC también puede identificar cuellos de botella, tiempos de espera, y otras fuentes de retrasos en el proceso.

43
Historia "común" y "especial" de las fuentes de variación
SPC fue iniciado por Walter A. Limitaciones La aplicación de SPC a un proceso pretende resultar en la eliminación de los residuos del proceso. Esto, a su vez, elimina la necesidad de la etapa de proceso de inspección después de la fabricación. El éxito de Shewhart en los años 1920. W. Edwards Deming aplicó los métodos del SPC en los Estados Unidos durante la Segunda Guerra Mundial, para mejorar la calidad en la fabricación de municiones y otros productos de importancia estratégica. Deming también fue instrumental en la introducción de métodos SPC japonés industrial después de la guerra había terminado. Shewhart desarrolló el "gráfico de control" y el concepto de un estado de control estadístico determinado por experimentos cuidadosamente diseñados. "común" y "especial" de las fuentes de variación Mientras Shewhart sacó de puras teorías estadísticas matemáticas, entendió que los datos de los procesos físicos raramente producen una " distribución normal la curva ", es decir, una distribución de Gauss o " curva de campana ".

44
Diferencia entre inspección y Spc
En la masa de fabricación, tradicionalmente, la calidad de un artículo terminado es asegurada, mediante inspección post-fabricación del producto. Cada artículo (o una muestra de los artículos de un lote de producción) puede ser aceptada o rechazada de acuerdo a qué tan bien cumple su diseño especificaciones. En contraste, SPC utiliza estadísticos herramientas para observar el rendimiento del proceso de producción con el fin de predecir las variaciones significativas que pueden resultar en la producción de un artículo de calidad inferior. La aplicación de SPC La aplicación del SPC comprende tres conjuntos principales de actividades: 1. El primero es la comprensión del proceso. Esto se consigue mediante mapeo de procesos de negocio. 2. El segundo es la medición de las fuentes de variación asistida por el uso de gráficos de control 3. La tercera es la eliminación asignables (especial) las fuentes de variación.
 puede ser aceptada o rechazada de acuerdo a qué tan bien cumple su diseño especificaciones. En contraste, SPC utiliza estadísticos herramientas para observar el rendimiento del proceso de producción con el fin de predecir las variaciones significativas que pueden resultar en la producción de un artículo de calidad inferior. La aplicación de SPC. La aplicación del SPC comprende tres conjuntos principales de actividades: 1. El primero es la comprensión del proceso. Esto se consigue mediante mapeo de procesos de negocio. 2. El segundo es la medición de las fuentes de variación asistida por el uso de gráficos de control. 3. La tercera es la eliminación asignables (especial) las fuentes de variación.")
45
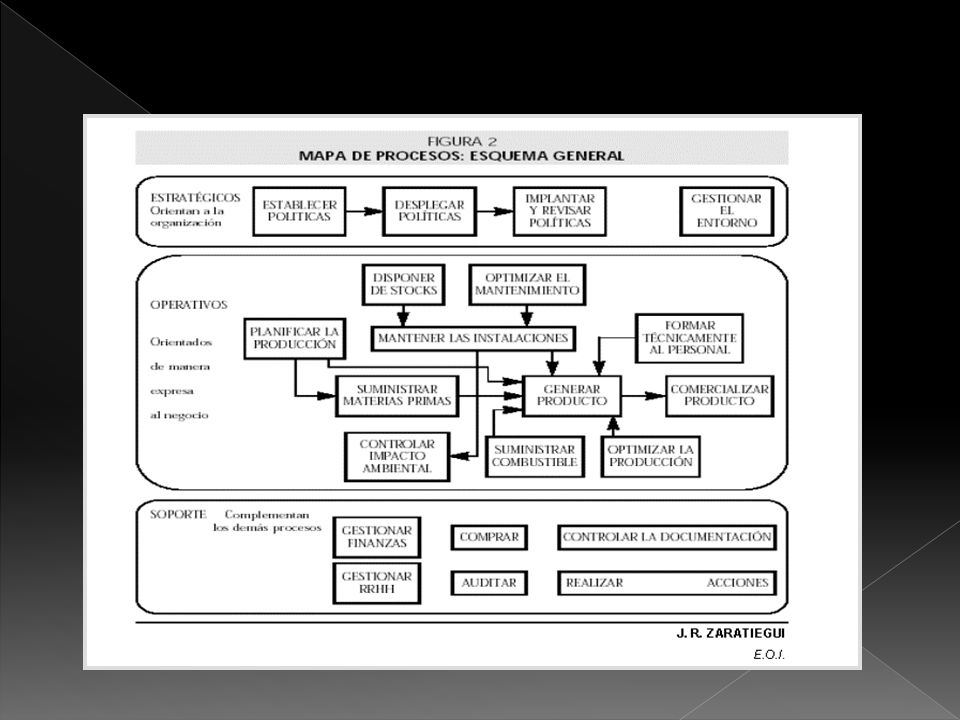
Mapa de Procesos Un Mapa de Procesos proporciona la más importante información visual que representa “quien hace que” en una organización u empresa. El mapa ayuda a identificar las mejores oportunidades de mejora de rendimiento y optimización de las actividades de una empresa. De forma más detallada tenemos: 1. Define el inicio y el fin del proceso 2. Documenta las actividades que la gente hace entre el inicio y el fin del proceso. Inicia la documentación a alto nivel y de forma iterativa, introduce nuevos sub-mapas de procesos que incluyen información más detallada. 3. Documenta los Mapas de Procesos. Planifica la revisión de los mismos. Asegúrate de que verificas y clarificas las actividades del proceso con los propietarios del mismo. Mejorar los procesos se hace por medio de algunas de las siguientes opciones: Eliminar los procesos innecesarios Automatizar, combinar y/o modificar algunas de las actividades del proceso Externalizar algunos de los pasos del proceso Cambiar la localización donde se realizan o quien realiza alguna de las actividades del proceso

47
Metodologías para la Validación del Diseño
RONDA DE PREGUNTAS

Presentaciones similares









>")
>")








