Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Cálculo del trabajo, potencia y fuerzas de conformado mediante el método de la energía uniforme Método de la energía uniforme Haremos las siguientes suposiciones: -Deformación uniforme -Todo el trabajo realizado por la prensa o máquina se gasta en energía de deformación plástica, no hay otras pérdidas. -Paso de deformación hasta la deformación final es constante =k. -Las pérdidas por roce y por deformación redundante (deformación que no contribuye al cambio de forma) se incluyen al final como un factor de eficiencia.
 se incluyen al final como un factor de eficiencia..")
2
Cálculo de fuerzas de conformado mediante el método de la energía uniforme Pasos del método: 1)Determinar el estado de deformación inicial (I) y el final (F) del material en un gráfico ε 1 – ε 2 y calcular de esta manera Δε eq (I-F). 2)Igualar el trabajo o la potencia desarollada por la máquina con la energía o potencia de deformación plástica recibida por el material s ij ·dε ij dw = σ ij · dε ij σ eq · dε eq donde w= energía de deformación plástica por unidad de volumen de material procesado
Igualar el trabajo o la potencia desarollada por la máquina con la energía o potencia de deformación plástica recibida por el material s ij ·dε ij dw = σ ij · dε ij σ eq · dε eq donde w= energía de deformación plástica por unidad de volumen de material procesado.")
3
Cálculo de fuerzas de conformado mediante el método de la energía uniforme Integrando entre ε eq(0) y ε eq(F) y considerando que el material sea perfectamente plástico = Y = constante w = Y·(ε eq(F) - ε eq(0) ) Si el material se endurece según la ley σ eq = C·ε eq n ε eq(F) w = ∫ C·ε eq n ·dε eq = (C/(n+1))·[ ε n+1 eq(F) – ε n+1 eq(0) ] ε eq(0)
![Cálculo de fuerzas de conformado mediante el método de la energía uniforme Integrando entre ε eq(0) y ε eq(F) y considerando que el material sea perfectamente plástico = Y = constante w = Y·(ε eq(F) - ε eq(0) ) Si el material se endurece según la ley σ eq = C·ε eq n ε eq(F) w = ∫ C·ε eq n ·dε eq = (C/(n+1))·[ ε n+1 eq(F) – ε n+1 eq(0) ] ε eq(0)](http://images.slideplayer.es/33/10247212/slides/slide_3.jpg "Cálculo de fuerzas de conformado mediante el método de la energía uniforme Integrando entre ε eq(0) y ε eq(F) y considerando que el material sea perfectamente plástico = Y = constante w = Y·(ε eq(F) - ε eq(0) ) Si el material se endurece según la ley σ eq = C·ε eq n ε eq(F) w = ∫ C·ε eq n ·dε eq = (C/(n+1))·[ ε n+1 eq(F) – ε n+1 eq(0) ] ε eq(0)")
4
Cálculo del trabajo ideal y de la potencia ideal necesarios para el conformado, mediante el método de la energía uniforme El trabajo (W) para deformar un volumen V de material será: W = Y·(ε eq(F) - ε eq(0) )·V W = (C/(n+1))·[ε n+1 eq(F) – ε n+1 eq(0) ]·V La correspondiente potencia es dW/dt, luego: dW/dt = Y·(ε eq(F) - ε eq(0) )·dV/dt dW/dt = (C/(n+1))·[ε n+1 eq(F) – ε n+1 eq(0) ]·dV/dt dV/dt = Ø = flujo de material
![Cálculo del trabajo ideal y de la potencia ideal necesarios para el conformado, mediante el método de la energía uniforme El trabajo (W) para deformar un volumen V de material será: W = Y·(ε eq(F) - ε eq(0) )·V W = (C/(n+1))·[ε n+1 eq(F) – ε n+1 eq(0) ]·V La correspondiente potencia es dW/dt, luego: dW/dt = Y·(ε eq(F) - ε eq(0) )·dV/dt dW/dt = (C/(n+1))·[ε n+1 eq(F) – ε n+1 eq(0) ]·dV/dt dV/dt = Ø = flujo de material](http://images.slideplayer.es/33/10247212/slides/slide_4.jpg "Cálculo del trabajo ideal y de la potencia ideal necesarios para el conformado, mediante el método de la energía uniforme El trabajo (W) para deformar un volumen V de material será: W = Y·(ε eq(F) - ε eq(0) )·V W = (C/(n+1))·[ε n+1 eq(F) – ε n+1 eq(0) ]·V La correspondiente potencia es dW/dt, luego: dW/dt = Y·(ε eq(F) - ε eq(0) )·dV/dt dW/dt = (C/(n+1))·[ε n+1 eq(F) – ε n+1 eq(0) ]·dV/dt dV/dt = Ø = flujo de material")
5
Energía ideal de deformación por unidad de volumen como área bajo la curva tensión deformación Es importante destacar que la energía ideal de deformación por unidad de volumen de material (w) corresponde al área bajo la curva σ eq – ε eq entre las deformaciones ε eq(F) y ε eq(0). Esto se puede demostrar como: εeq(F) w = ∫C·ε eq n ·dε eq = {C/(n+1)}·[ε eq(F) n+1 - ε eq(0) n+1 ] εeq(0) La expresión para w representa precisamente el área bajo la curva σ eq -ε eq
 w = ∫C·ε eq n ·dε eq = {C/(n+1)}·[ε eq(F) n+1 - ε eq(0) n+1 ] εeq(0) La expresión para w representa precisamente el área bajo la curva σ eq -ε eq.")
6
Cálculo del trabajo real y fuerzas reales de conformado mediante el método de la energía uniforme 3) El trabajo real y la potencia real realizados por la prensa o la máquina: se calculan como: W real = W ideal /η dW real /dt =(dW ideal /dt)·(1/η) η = eficiencia del proceso de conformado, lo que se debe a dos tipos de pérdidas de energía: -Pérdida de energía por roce entre el material y las herramientas de conformado; -Pérdidas de energía por trabajo redundante, lo que se explica con la figura siguiente:.
 El trabajo real y la potencia real realizados por la prensa o la máquina: se calculan como: W real = W ideal /η dW real /dt =(dW ideal /dt)·(1/η) η = eficiencia del proceso de conformado, lo que se debe a dos tipos de pérdidas de energía: -Pérdida de energía por roce entre el material y las herramientas de conformado; -Pérdidas de energía por trabajo redundante, lo que se explica con la figura siguiente:.")
7
Cómo evaluar la deformación inicial En la práctica industrial se procesan materiales recocidos, sin deformación plástica previa, en este caso ε 0 ≈ 0; también se procesan materiales que han sido sometidos a deformación en frío antes de comprarlos, en este caso ε 0 ≠ 0 y la energía de deformación por unidad de volumen de material (w) corresponde al área verde en el gráfico anterior. ¿Cómo saber si hay deformación previa, el vendedor no lo dice? Se practica un ensayo de tracción uniaxial se determina su tensión de fluencia inicial y se ubica este valor en la curva σ eq - ε eq del material recocido.

8
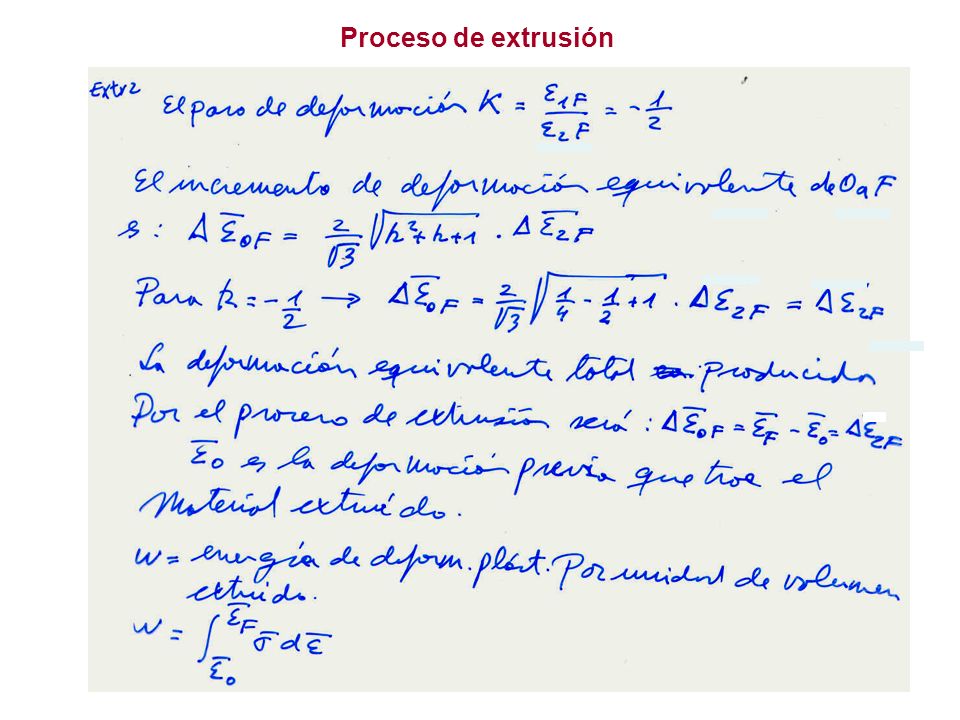
Proceso de extrusión circular Una barra de sección circular pasa porcausa de la presión aplicada por el punzón a través del agujero e la matriz, bajando el diámetro de D → d. (Fig. Extr.a) Este proceso se denomina extrusión directa; también existe extrusión inversa, en la cual el punzón comprime el material contra el fondo de la matriz y el material escurre entre el punzón y el costado de la matriz (Fig. Extr. b) Para aplicar el método de la energía uniforme se debe graficar el paso de deformación (Fig. Extr. c): ε 1F = ε 3F = ln(d/D) ε 2F = - (ε 1F + ε 3F ) = -2·ln(d/D) = ln (A 0 /A F )
 Este proceso se denomina extrusión directa; también existe extrusión inversa, en la cual el punzón comprime el material contra el fondo de la matriz y el material escurre entre el punzón y el costado de la matriz (Fig. Extr. b) Para aplicar el método de la energía uniforme se debe graficar el paso de deformación (Fig. Extr. c): ε 1F = ε 3F = ln(d/D) ε 2F = - (ε 1F + ε 3F ) = -2·ln(d/D) = ln (A 0 /A F ).")
9
Proceso de extrusión

11
Energía y potencia de extrusión

12
Potencia ideal y real de extrusión

13
Fuerza y presión de extrusión

14
Trefilación (método para fabricar alambres) La trefilación es el método utilizado para fabricar alambres. Se diferencia de la extrusión solamente en que en la trefilación se tira el material que ha salido del dado o matriz. Las deformaciones equivalentes son idénticas a las de la extrusión; por consiguiente se usan las mismas ecuaciones en ambos procesos. La Fuerza de trefilación (F tr ) se calcula como: dW/dt = F tr · v salida De acuerdo con la Fig Tref. a): dW/dt = Y·ln(A 0 /A 1 )·A 1 ·v salida ·(1/η) F tref = Y·ln(A 0 /A 1 )·A 1 ·(1/η) σ tref = Y·ln(A 0 /A 1 )·(1/η)
 se calcula como: dW/dt = F tr · v salida De acuerdo con la Fig Tref. a): dW/dt = Y·ln(A 0 /A 1 )·A 1 ·v salida ·(1/η) F tref = Y·ln(A 0 /A 1 )·A 1 ·(1/η) σ tref = Y·ln(A 0 /A 1 )·(1/η).")
15
Trefilación (método para fabricar alambres) En extrusión se puede dar una deformación equivalente mucho mayor que en trefilación. La tensión de trefilación σ tref no puede superar la tensión de fluencia del material, esta condición se muestra en la Fig. 6.4. La máxima deformación equivalente en un paso de trefilación es aquella que lleva la σ tref hasta tocar la curva σ eq – ε eq σ tref = σ eq = K·ε eq n ε eq ε eq σ tref =(1/η)· ∫ σ eq · dε eq =(1/η)· ∫ K·ε eq n dε eq 0 0 K·ε eq n = K·{1/(n+1)}· ε eq n+1 ·(1/η) ε eq = η·(n+1) Si η =1 y n=0 ε eq =1, lo que da un %RA = 63% Si η =0,65 y n=0 ε eq =0,65, lo que da un %RA = 48% más realista.
· ∫ σ eq · dε eq =(1/η)· ∫ K·ε eq n dε eq 0 0 K·ε eq n = K·{1/(n+1)}· ε eq n+1 ·(1/η) ε eq = η·(n+1) Si η =1 y n=0 ε eq =1, lo que da un %RA = 63% Si η =0,65 y n=0 ε eq =0,65, lo que da un %RA = 48% más realista..")
16
Trefilación proceso para fabricar alambres Existe un semiángulo α del dado de trefilación que optimiza o reduce las pérdidas por roce y por deformación redundante (Figs. Tref d) y e)). Valores de α entre 6º y 10º producen máxima eficiencia en los rangos usuales de %RA en un paso
 y e)). Valores de α entre 6º y 10º producen máxima eficiencia en los rangos usuales de %RA en un paso.")
17
Trefilación de tubos Para poder controlar el espesor final de la pared del tubo trefilado es necesario colocar al interior del tubo una “pepa”, la que puede estar sujeta desde atrás (Fig. 7.5) o puede ser “flotante”, no sujeta, pero no puede pasar por el dado o matriz por su forma. En este proceso de trefilación, se reducirá el diámetro del tubo desde un diámetro incial D hasta uno final d y el espesor desde t 0 hasta t. Para el análisis del proceso los ejes coordenados se muestran en la Fig. 7.6.
 o puede ser flotante , no sujeta, pero no puede pasar por el dado o matriz por su forma. En este proceso de trefilación, se reducirá el diámetro del tubo desde un diámetro incial D hasta uno final d y el espesor desde t 0 hasta t. Para el análisis del proceso los ejes coordenados se muestran en la Fig")
18
Trefilación de tubos Suponiendo que el material inicial es libre de deformación (recocido), el paso de deformación de muestra en la Fig. 7.7 ε 1F = ln(t F /t 0 ) ; ε 3F =ln(d/D) ; ε 2F = -(ε 1F + ε 3F ) = -[ln(t F /t 0 ) + ln(d/D) ] ε 2F = - ln[(t F ·d·π)/(t 0 ·D·π)] = ln(A 0 /A F )
 ; ε 3F =ln(d/D) ; ε 2F = -(ε 1F + ε 3F ) = -[ln(t F /t 0 ) + ln(d/D) ] ε 2F = - ln[(t F ·d·π)/(t 0 ·D·π)] = ln(A 0 /A F ).")
19
Trefilación de tubos ε eq(F) = [(2/3)·(ε 1 2 + ε 2 2 + ε 3 2 )] ½ = [(2/3)·{(ln(t F /t 0 ) 2 + (lnA 0 /A F ) 2 + (lnd/D) 2 }] ½ La energía de deformación plástica real por unidad de volumen (w real ), para un material que se endurece según : σ eq = C·ε eq n, es: εeq(F) εeq(F) w real = (1/η)·∫σ eq ·dε eq = ∫C·ε eq n ·dε·(1/η) = C·ε eq(F) (n+1) · {(1/(n+1))·(1/η)}, εeq(0) 0 para ε0= 0 La potencia real : dW real /dt = w real ·(dV/dt) donde: dV/dt = flujo de material trefilado = A F ·v tiro A F = area transversal final del tubo; v tiro = velocidad con que se tira el tubo dW real /dt = C·(ε eq ) (n+1) ·A F ·v tiro ·{(1/(n+1))·(1/η)}
![Trefilación de tubos ε eq(F) = [(2/3)·(ε ε ε 3 2 )] ½ = [(2/3)·{(ln(t F /t 0 ) 2 + (lnA 0 /A F ) 2 + (lnd/D) 2 }] ½ La energía de deformación plástica real por unidad de volumen (w real ), para un material que se endurece según : σ eq = C·ε eq n, es: εeq(F) εeq(F) w real = (1/η)·∫σ eq ·dε eq = ∫C·ε eq n ·dε·(1/η) = C·ε eq(F) (n+1) · {(1/(n+1))·(1/η)}, εeq(0) 0 para ε0= 0 La potencia real : dW real /dt = w real ·(dV/dt) donde: dV/dt = flujo de material trefilado = A F ·v tiro A F = area transversal final del tubo; v tiro = velocidad con que se tira el tubo dW real /dt = C·(ε eq ) (n+1) ·A F ·v tiro ·{(1/(n+1))·(1/η)}](http://images.slideplayer.es/33/10247212/slides/slide_19.jpg "Trefilación de tubos ε eq(F) = [(2/3)·(ε ε ε 3 2 )] ½ = [(2/3)·{(ln(t F /t 0 ) 2 + (lnA 0 /A F ) 2 + (lnd/D) 2 }] ½ La energía de deformación plástica real por unidad de volumen (w real ), para un material que se endurece según : σ eq = C·ε eq n, es: εeq(F) εeq(F) w real = (1/η)·∫σ eq ·dε eq = ∫C·ε eq n ·dε·(1/η) = C·ε eq(F) (n+1) · {(1/(n+1))·(1/η)}, εeq(0) 0 para ε0= 0 La potencia real : dW real /dt = w real ·(dV/dt) donde: dV/dt = flujo de material trefilado = A F ·v tiro A F = area transversal final del tubo; v tiro = velocidad con que se tira el tubo dW real /dt = C·(ε eq ) (n+1) ·A F ·v tiro ·{(1/(n+1))·(1/η)}")
20
Trefilación de tubos Además : dW real /dt = F tiro ·v tiro F tiro = fuerza de trefilación =(dW real /dt)/v tiro = C·(ε eq(F) ) (n+1) ·A F ·{(1/n+1)·(1/η)} σ trefilación = tensión de trefilación = F tiro /A F = C·(ε eq(F) ) (n+1 )·{(1/n+1)·(1/η)} La eficiencia η depende de las condiciones de roce y del semiángulo del dado (α), éste es usualmente 14º para tubos y 6º a 10º para barras llenas o alambres. También existe una limitación para la tensión máxima de trefilación y para la deformación equivalente en un paso: σ trefilación = C·(ε eq(F) ) (n+1) ·{(1/n+1)·(1/η)} ≤ C·(ε eq(F) ) n Por tanto = ε eq(F) ≤ η·(n+1)
 ) (n+1) ·{(1/n+1)·(1/η)} ≤ C·(ε eq(F) ) n Por tanto = ε eq(F) ≤ η·(n+1).")
21
Usaremos el método de la energía uniforme para calcular potencia y torque de laminación. Las dimensiones y ejes coordenados utilizados se muestran en la Fig. 7.8. El material sigue una ley de endurecimiento σ eq = ε eq n. En procesos de laminación de planchas la deformación según el ancho de la plancha es cero: ε 1(F) =0; luego ε 2(F) = -ε 3(F) ε 3(F) = ln(t/t 0 ) y ε 2(F) = ln(t 0 /t) El paso de deformación se muestra en la Fig. 7.9. ε eq(F) = (2/√3)·(k 2 +k+1) ½ ·ε 2(F) ; con k=0 ε eq(F) = (2/√3)·ln(t 0 /t) w real = (1/η)·∫σ eq ·ε eq (de ε eq(0) a ε eq(F) ) = w real = [C /(η·(n+1))]·[ε eq(F) (n+1) – ε eq(0) (n+1) ] Proceso de laminación [C/(η·(n+1))] ·[(2/√3)·ln(t 0 /t)] (n+1) Si ε eq(0) =0 w real =
 =0; luego ε 2(F) = -ε 3(F) ε 3(F) = ln(t/t 0 ) y ε 2(F) = ln(t 0 /t) El paso de deformación se muestra en la Fig ε eq(F) = (2/√3)·(k 2 +k+1) ½ ·ε 2(F) ; con k=0 ε eq(F) = (2/√3)·ln(t 0 /t) w real = (1/η)·∫σ eq ·ε eq (de ε eq(0) a ε eq(F) ) = w real = [C /(η·(n+1))]·[ε eq(F) (n+1) – ε eq(0) (n+1) ] Proceso de laminación [C/(η·(n+1))] ·[(2/√3)·ln(t 0 /t)] (n+1) Si ε eq(0) =0 w real =.")
22
Proceso de laminación Para el cálculo de la potencia real requerida para la laminación se tiene: dW real /dt = w real ·a·t 0 ·v entrada o = w real ·a·t f· v salida (v entrada,, v salida = velocidad de entrada y salida respectivamente del planchón al y del laminador) Para el cálculo del torque aplicado por los rodillos, la velocidad de arrastre que imprimen los rodillos al planchón es: v arrastre = 2·π·(rps)·r = (dθ/dt)·r rps= revoluciones por segundo y (dθ/dt) = velocidad de rotación angular r= radio del rodillo Como se verá en el próximo capítulo, hay un punto de la zona de contacto en que la velocidad circunsferencial del rodillo es igual a la del material, y esto ocurre aproximadamente a ½ ·(t 0 + t f ), antes de este punto el material avanza más lento y después de este punto avanza más rápido que la superficie del rodillo Potencia real = dW real /dt = w real ·½·(t 0 + t f )·a·(dθ/dt)·r Potencia real = 2·Torque rodillo· (dθ/dt) ( hay dos rodillos) T = torque de cada rodillo = w real ·½·(t 0 + t f )·a·r/2
 Para el cálculo del torque aplicado por los rodillos, la velocidad de arrastre que imprimen los rodillos al planchón es: v arrastre = 2·π·(rps)·r = (dθ/dt)·r rps= revoluciones por segundo y (dθ/dt) = velocidad de rotación angular r= radio del rodillo Como se verá en el próximo capítulo, hay un punto de la zona de contacto en que la velocidad circunsferencial del rodillo es igual a la del material, y esto ocurre aproximadamente a ½ ·(t 0 + t f ), antes de este punto el material avanza más lento y después de este punto avanza más rápido que la superficie del rodillo Potencia real = dW real /dt = w real ·½·(t 0 + t f )·a·(dθ/dt)·r Potencia real = 2·Torque rodillo· (dθ/dt) ( hay dos rodillos) T = torque de cada rodillo = w real ·½·(t 0 + t f )·a·r/2")
23
Forja con deformación plana Ambas placas de forja aplican fuerza F y se desplazan a la misma velocidad. El material es y paralepípedo de largo l, altura h y profundidad e. Se hará un análisis diferencial. El incremento de trabajo externo dW externo = p promedio ·l·e·│2dh│ p promedio : es la presión promedio que aplica la placa de forja al material a través del largo. Le energía de deformación plástica que recibe el material es: dW interna = l·h·e·σ eq ·dε eq Este es un caso de deformación plana: dε 3 =0 ; dε 1 = - dε 2 dε eq = [ (2/3)·(dε 1 2 + dε 2 2 + dε 3 2 ) ½ = (2/√3)·│dε 2 │; │ dε 2 │= │2·dh/h │ Igualando dW externo =dW interno p promedio ·l·e·│2dh│= l·h·e·σ eq ·dε eq = l·h·e·σ eq · (2/√3)· │2dh/h│ p promedio = σ eq ·(2/√3)· La fuerza necesaria para forjar es F = σ eq ·(2/√3)·l·e
·(dε dε dε 3 2 ) ½ = (2/√3)·│dε 2 │; │ dε 2 │= │2·dh/h │ Igualando dW externo =dW interno p promedio ·l·e·│2dh│= l·h·e·σ eq ·dε eq = l·h·e·σ eq · (2/√3)· │2dh/h│ p promedio = σ eq ·(2/√3)· La fuerza necesaria para forjar es F = σ eq ·(2/√3)·l·e.")
Presentaciones similares










>")






 detrás del rotor afecta la eficiencia de generación.>")

