Descargar la presentación
La descarga está en progreso. Por favor, espere

1
TECNOLOGIA ALIMENTARIA

2
OBJETIVOS DE LA INDUSTRIA ALIMENTARIA

3
1.- Aumentar la VIDA ÚTIL de los alimentos, permitiendo disponer de un mayor tiempo para la distribución a centros muy alejados de los de producción y un almacenamiento doméstico mas eficaz Se logra mediante:

4
técnicas de conservación que inhiban el
desarrollo microbiano técnicas reductoras de: cambios bioquímicos

5
2.-Aumentar la VARIEDAD DE LA DIETA aumentando el rango de:
bouquets, colores, aromas, texturas como características de la: calidad organoléptica o sensorial

6
3.- Contribuir a la CALIDAD NUTRITIVA de un alimento, proporcionando los nutrientes necesarios para la salud

7
4.- Generar BENEFICIOS

8
Para lograr el máximo de estos objetivos, de manera simultánea, es necesario incidir en las : TECNICAS DE ELABORACION para conseguir: Reducción gastos de producción Calidad nutritiva Calidad organoléptica Alto índice de calidad sanitaria Adaptación a las normas y especificaciones de los asesores dietéticos

9
TECNOLOGÍAS APLICADAS en alimentacion 7 grupos:

10
TRATAMIENTOS TERMICOS, FRIO / CALOR
ADITIVOS MAQUINARIA Y PROCESOS CONTROL DE PROCESOS CONTROL E HIGIENE DE MATERIAS PRIMAS Y PROCESADO ENVASADO DISTRIBUCION FISICA

13
ACTIVIDAD DE AGUA

14
FACTOR principal de la. Alteración de los Alimentos por
FACTOR principal de la Alteración de los Alimentos por microorganismos: CONTENIDO EN AGUA masa de agua M = masa de sólidos

16
Aw Fenómeno Ejemplos 1,00 Alimentos FRESCOS PERECEDEROS
0,95 No CRECEN:PSEUDOMONAS Alim. 40% SACAROSA ó 75% SAL BACILLUS ; CLOSTRIDIUM PERF. SALCHICHAS COCIDAS - PAN 0,9 Límite inferior CRECIMIENTO BACTERIAS 55% SACAROSA Ó 12% SAL SALMONELLA ; CLOSTRI.BOTULINUM JAMÓN CURADO - QUESO nomaduro 0,85 NO CRECEN muchas LEVADURAS 65% SACAROSA Ó 15% SAL SALAMI - QUESOS MADUROS - MARGARI, 0,8 Lím. Inf.Crec.MOHOS - ENZIMAS % Agua Staphilococcus aureus JARABES FRUTAS - LECHE CONDEN. 0,75 Lím.Inf.Crec.BACTERIAS HALÓFILAS % Agua MAZAPAN - CONFITURAS 0,65 Velocidad máx. Reacción MAILLARD 10 % Agua COPOS AVENA - MELAZAS - FRUT. SECOS 0,60 LI.C. MOHOS -LEVADURAS OSMÓFILAS FRUTOS SECOS 15-20% Agua CARAMELOS 8% Agua - MIEL 055 Principio DESORDEN del Ac.ADN (Fin Vida) 0, FRUTOS SECOS -ESPECIAS - PASTA SECA 0,4 Mínima Velocidad OXIDACION 5 % Agus HUEVO en POLVO 0,25 Máxima REMORRESISTENCIA ESPORAS 3 %Agus LECHE POLVO 0, % Agua VERDURAS SECAS
 0,5 FRUTOS SECOS -ESPECIAS - PASTA SECA. 0,4 Mínima Velocidad OXIDACION 5 % Agus HUEVO en POLVO. 0,25 Máxima REMORRESISTENCIA ESPORAS. 3 %Agus LECHE POLVO. 0,20 5 % Agua VERDURAS SECAS.")
20
CARACTERISTICAS ORGANOLEPTICAS DE LOS ALIMENTOS

21
Textura La textura queda determinada por el contenido y proporción en:
agua grasa proteínas Hidratos de carbono (celulosa, almidones, pectinas)
")
23
Sabor, bouquet, aroma, color
El sabor (dulce, salado, amargo, ácido) no suele quedar afectado por los procesos de elaboración excepto los provocados por la respiración metabólica de los alimentos frescos los cambios de acidez y dulzor producidos durante las fermentaciones.
 no suele quedar afectado por los procesos de elaboración. excepto los provocados por. la respiración metabólica de los alimentos frescos. los cambios de acidez y dulzor producidos durante las fermentaciones.")
24
Por calor - cambios pH - oxidaciones Se producen:
componentes volátiles extraños pardeamientos enzimáticos hidrólisis de los lípidos a Ac.grasos y seguidamente en : aldehídos, ésteres y alcoholes destrucción de pigmentos naturales

25
Características nutritivas
Los tratamientos térmicos son la causa principal de los cambios en: las propiedades nutritivas de los alimentos: positivo - negativo

26
Gelatinización de almidones Coagulación de las proteinas
(aumenta digestibilidad) Destrucción de antinutritivos ( inhibidor de la tripsina de las legumbres) Destrucción de Vit. termolábiles Reducción valor biológico de las proteinas por la: destrucción de proteinas en las (Reacciones de Maillard)
 Destrucción de antinutritivos. ( inhibidor de la tripsina de las legumbres) Destrucción de Vit. termolábiles. Reducción valor biológico de las proteinas por la: destrucción de proteinas en las (Reacciones de Maillard)")
28
Factores de inestabilidad en nutrientes

31
OXIDACIÓN produce cambios en el valor nutritivo de los alimentos :

32
lípidos a hidroperóxidos
Degradación de lípidos a hidroperóxidos (compuestos carbonílicos, hidroxi, ácidos grasos de cadena corta, compuestos tóxicos en frituras,etc) Destrucción de vitaminas oxidables
 Destrucción de vitaminas oxidables.")
33
TRATAMIENTOS TERMICOS Y MICROORGANISMOS

34
La acción principal del calor sobre los microorganismos se debe a:
la desnaturalización de las proteinas la actividad enzimática de los microorganismos

35
La velocidad de destrucción de los microorganismos se produce a:
periodos de tiempo fijos siempre el mismo porcentaje de muertes independientemente del nº de microorganismos inicialmente presentes en el alimento Este efecto se denomina "orden de muerte logaritmica" y se describe con una "gráfica de supervivencia"

36
Indica GRAN RESISTENCIA TIEMPO DE CALENTAMIENTO (MIN)
D ELEVADO: Indica GRAN RESISTENCIA AL CALOR Nº ESPORAS SUPERVIVIENTES 100 10 D < > 5 10 TIEMPO DE CALENTAMIENTO (MIN)
")
37
D Z EFECTO LETAL minutos Un Tratamiento de 100 min. a 102ºC
tiene el mismo EFECTO LETAL Que un tratamiento de 10 min. a 113ºC Tiempo de REDUCCION DECIMAL D 100 10 Z < > 102 113 TEMPERATURA ºC

39
el nivel de termorresistencia
El tiempo de tratamiento térmico necesario para la destrucción del 90% de los microorganismos presentes en un alimento es: tiempo de reduccion decimal - valor D - característico de cada microorganismo, indicando la relación directa con el nivel de termorresistencia

40
Según el grado de contaminación inicial de cada producto
Se establece un equilibrio de: tiempo-temperatura para obtener un nivel de: esterilidad comercial aceptable

41
Z pendiente de la curva es:
La destrucción de microorganismos está en relación directa con la temperatura (a temperaturas mas altas mueren más rápidamente) se representa en un gráfico dichas relaciones: Z pendiente de la curva es: el nº de grados centígrados necesarios para reducir a la décima parte el tiempo de reducción decimal D
 se representa en un gráfico dichas relaciones: Z pendiente de la curva es: el nº de grados centígrados necesarios para reducir a la décima parte. el tiempo de reducción decimal D.")
42
Los valores D y Z se utilizan para caracterizar
la resistencia frente al calor de: un enzima un determinado microorganismo un componente alimentario

43
Factores que intervienen en la resistencia térmica de microorganismos:
Tipo de microorganismo Condiciones de incubación, durante el crecimiento y la esporulación, tales como: la temperatura la edad del cultivo el medio del cultivo utilizado

44
Condiciones del tratamiento
el pH del alimento bacterias patógenas resistentes a pH 7 levaduras y hongos soportan pH bajo pero menos termorresistentes que las esporas bacterianas Aw y el calor húmedo es más eficaz la composición de los alimentos.

45
REDUCCION DE TAMAÑO

46
EFECTOS EN SOLIDOS

47
Mejora la eficacia del mezclado
La rotura celular y el incremento de superficie favorece la oxidación actividad enzimática actividad microbiológica Oxidación de carotenos, reduciendo valor nutritivo En alimentos húmedos se desarrollan aromas y bouquets raros

48
Se liberan enzimas hidrolíticos, alterando la textura
Oxidación de ácidos grasos y vitamina A Pérdidas del 50 % Vit.C y Tiamina en frutas y verduras durante el corte Las pérdidas en el almacenamiento dependen de la T - Hr - O

49
EFECTOS EN ALIMENTOS LIQUIDOS
EMULSIFICACION Y HOMOGENIZACION

50
Estabilidad de las emulsiones se determina por:
El tipo y cantidad de emulsificante Tamaño de los glóbulos de la fase dispersa Las fuerzas de la interfase que actúan en la superficie de los glóbulos Viscosidad de la fase continua Diferencias de densidad entre la fase continua y dispersa

51
Efectos y calidad de las emulsiones

52
En cárnicas: Las relaciones carne/hielo/agua/grasa
De los polifosfatos empleados para retener agua El tiempo, temperatura, velocidad de homogenización La emulsión se consolida con la cocción

53
El valor nutritivo de los alimentos emulsificados cambia si los componentes se separan.
Se mejora la digestibilidad de las grasas y proteinas al reducirse el tamaño de las partículas.

54
IRRADIACION

55
Ventajas No se modifican las características organolépticas
Se tratan alimentos envasados Se conservan sin aditivos El coste energético es bajo No hay pérdidas de valor nutritivo Control automático del proceso, sin mano de obra

56
Desventajas > Ventajas
Coste elevadísimo de instalaciones Adaptación de resistencia de algunas bacterias a la radiación Inexistencia de sistemas analíticos adecuados para la detección de alimentos irradiados Posibilidad de efectos de radioactividad inducida

57
Efectos sobre los alimentos
Las dosis media y máxima recomendadas es de 10 kGy-15 kGy A estas dosis las energías de emisión del Co 60 y Ce 137 son incapaces de inducir en los alimentos ¿ ninguna radioactividad ?, no suponiendo: "ningún riesgo de intoxicación u otro tipo, sobre el ¿ valor nutritivo y la calidad microbiológica ? de los alimentos" según el Comité de Expertos en Irradiación de Alimentos de la FAO-IAEA-WHO, opinión compartida por la Advisory Committee on Irradiated and Novel Foodtstuffs

58
A las dosis empleadas no indigestibilidad de proteínas
ni en composición de aminoácidos esenciales hidrólisis de grupos sulfhidrilos de los aminoácidos sulfurados de las proteínas, cambiando aroma y sabor Despolimerización de carbohidratos que son hidrolizados y oxidados siendo susceptibles de ataques por enzimas hidrolíticos Formación de hidroperóxidos por autooxidación de lípidos no irradiación de alimentos muy grasos

59
TRATAMIENTO TERMICO

60
ESCALDADO

61
Se aplica antes del procesado de esterilización, deshidratación, congelación para destruir la actividad enzimática de frutas y verduras, combinándose con el pelado y limpieza

62
Efecto sobre los alimentos
Las pérdidas vitamínicas durante el escaldado, dependen de: Grado de maduración del alimento y su variedad Relación superficie/volumen de las piezas Tiempo y temperatura de escaldado Método de enfriamiento Relación cantidad de alimento/agua Para evitar la pérdida de clorofila se añade 0,125% p/p de carbonato sódico al agua de escaldado

63
PASTEURIZACION

64
Efecto sobre los alimentos
Empardamiento enzimático de los zumos por la polifenooxidasa, evitándose con la desaireación previa a la pasteurización No se afectan los pigmentos vegetales ni animales Pérdidas de volátiles en zumos La desaireación previa reduce las pérdidas en caroteno y Vit.C

65
ESTERILIZACION

66
Efecto sobre los alimentos

67
Color Las combinaciones tiempo/temperatura afectan la estabilidad de los pigmentos: La oximioglobina (rojo) de la carne se trasforma en metabioglobina (marrón) y la mioglobina (púrpura) se transforma en miohemicromógeno (rojo-marrón) El pardeamiento de Maillard, es característico Al adicionar nitrito y nitrato sódico (anti C.botulinum) se produce nítrico-mioglobina y nitrito-metamioglobina (rojo-rosado)
 de la carne se trasforma en metabioglobina (marrón) y la mioglobina (púrpura) se transforma en miohemicromógeno (rojo-marrón) El pardeamiento de Maillard, es característico. Al adicionar nitrito y nitrato sódico (anti C.botulinum) se produce nítrico-mioglobina y nitrito-metamioglobina (rojo-rosado)")
68
En frutas y verduras: En el almacenamiento:
la clorofila pasa a feofitina los carotenos se isomerizan de 5,6 epóxicos a 5,8 epóxicos las antocianinas se degradan a pigmentos marrones En el almacenamiento: La reacción del hierro con las antocianinas dan color púrpura En la leche, reacciones de Maillard; cambios de reflectancia de las micelas de caseina;

69
Aroma y bouquet

70
En carne enlatada, se producen 600 compuestos aromáticos, debido a:
Pirólisis Desaminación y decarboxilación de aminoácidos Caramelización y reacciones de Maillard Paso de carbohidratos a furfural e hidroximetilfurfural Oxidación y decarboxilación de lípidos

71
En la fruta y verdura, los cambios se deben a:
Degradación, recombinación, volatilización de: aldehidos cetonas azúcares lactonas aminoácidos ácidos orgánicos

72
Textura - Viscosidad

73
En carnes enlatadas los cambios de textura se deben a:
Coagulación y pérdida de capacidad de retención de agua, con retracción y endurecimiento de tejido muscular Reblandecimiento por hidrólisis del colágeno Solubilización de la gelatina Fusión y dispersión de la grasa Para aumentar la capacidad de retención de agua se añade polifosfatos

74
En frutas y verduras, el reblandecimiento se debe a:
Hidrólisis de materiales pécticos Gelatinización de almidones Solubilización parcial de las hemicelulosas Para dar firmeza, se añade sales cálcicas, jarabes, salmueras, provocando pectato cálcico

75
Valor nutritivo

76
El tratamiento térmico provoca:
Hidrólisis en carbohidratos y lípidos El valor nutritivo no se altera Las proteínas se coagulan Las pérdidas en aminoácidos pueden superar el 20% Los envasados asépticos de tratamiento térmico, reducen las pérdidas de Vit.; lípidos; carbohidratos; minerales

77
Las pérdidas en vitaminas a:
Tiamina > 50% Acido pantoténico 30% En frutas y verduras pueden perderse todas las Vit. hidrosolubles, dependiendo de los tratamientos anteriores de escaldado, pelado y de los jarabes o salmueras. En productos de soja-carne esterilizados se incrementa el valor nutritivo por la presencia de un factor (sin identificar) que reduce la estabilidad del inhibidor de la tripsina de la soja
 que reduce la estabilidad del inhibidor de la tripsina de la soja.")
78
DESHIDRATACION

79
MECANISMOS DE LA DESHIDRATACION

80
El vapor de agua 1.- Atraviesa por difusión la capa de aire en contacto con el alimento 2.- Es arrastrado por el movimiento 3.- Generándose sobre aquél una zona de baja presión 4.- Se crea entre el aire y el alimento un gradiente de presión de vapor.

81
la fuerza impulsora que permite eliminar el agua
Este gradiente proporciona: la fuerza impulsora que permite eliminar el agua El agua escapa de la superficie del alimento por los siguientes mecanismos:

82
por capilaridad por difusión: “por la diferencia en concentración de solutos del alimento” por difusión del agua: “ absorbida en diversas capas sobre la superficie de los componentes sólidos del alimento” por difusión gaseosa: “por el gradiente de presión de vapor existente en el interior del alimento”.

83
Los alimentos se clasifican en:
higroscópicos no higroscópicos

84
Para que la deshidratación se realice de forma adecuada en el período de velocidad constantes el aire debe cumplir tres condiciones: temperatura de bulbo seco moderadamente elevada, baja HR, velocidad elevada

85
CAPA SUPERFICIAL DE AIRE QUE RODEA AL ALIMENTO
dificulta, durante la deshidratación, la transferencia del calor y del vapor Su grosor está principalmente determinado por la velocidad del aire Velocidad demasiado baja: el vapor que abandona la superficie del alimento aumenta la humedad relativa del aire circundante, reduciendo el gradiente de presión de vapor y dificultando la deshidratación.

86
a) temperatura del aire desciende
b) humedad relativa aumenta c) la velocidad de evaporación disminuye d) la deshidratación se hace más lenta.
 humedad relativa aumenta. c) la velocidad de evaporación disminuye. d) la deshidratación se hace más lenta.")
88
PERÍODO DE VELOCIDAD DECRECIENTE
Cuando el contenido en agua del alimento desciende por debajo de la humedad crítica, el alimento se equilibra con el aire. Los alimentos no higroscópicos poseen un solo periodo de velocidad decreciente, y los higroscópicos poseen dos.

89
EFECTOS SOBRE LOS ALIMENTOS

90
TEXTURA La temperatura y la velocidad de deshidratación son determinantes sobre la textura de los alimentos. Velocidades rápidas y temperaturas más elevadas provocan mayores cambios:

91
Al eliminarse el agua, los solutos se desplazan hacia la superficie
la evaporación del agua concentra los solutos en la superficie las temperaturas elevadas provocan: cambios físicos y químicos en la superficie formación de un acortezamiento, reduce la velocidad de deshidratación produce un alimento seco en superficie y húmedo en interior.

92
FRUTAS Y VERDURAS DESHIDRATADAS
El tipo de pretratamiento la intensidad con la que se aplica por ejemplo: la adición de cloruro cálcico al agua de escaldado. el tipo e intensidad con que se realiza la reducción de tamaños el pelado

93
En alimentos adecuadamente escaldados las pérdidas de textura están provocadas por:
la gelatinización del almidón la cristalización de la celulosa tensiones internas durante la deshidratación dando lugar a roturas y compresiones que provocan distorsiones permanentes en las células, relativamente rígidas, confiriendo al alimento un aspecto arrugado.

94
Rehidratación Los alimentos adsorben agua más lentamente y no llegan a adquirir de nuevo la textura firme y las características de la materia prima original. El grado de contracción varía mucho de unos alimentos a otros

95
CARNE Los cambios se producen por la agregación y desnaturalización de las proteínas, que pierden su capacidad de retención de agua, lo que provoca un endurecimiento del tejido muscular.

96
PRODUCTOS EN POLVO

97
Instantaneizacion Tratamiento de aglomeración, dejando número mínimo de espacios entre partículas Polvos instantaneizados se emplean para rellenar otros de mayor tamaño desplazando al aire y alargando su vida util Con grasa se dificulta: Zumos; Patata; Café (+) Leche entera; Extractos de Carne (-)
 Leche entera; Extractos de Carne (-)")
98
BOUQUET Y AROMA

99
Efectos del Calor El calor provoca: pérdida de componentes volátiles
depende de la temperatura de la concentración de sólidos en el alimento de la presión de vapor de las sustancias volátiles solubilidad en el vapor de agua (hierbas y especias) se deshidratan a temperaturas bajas.
 se deshidratan a temperaturas bajas.")
100
Efectos de la Oxidacion
pérdidas de aroma durante el almacenamiento por oxidación de: los pigmentos vitaminas lípidos

101
Estas oxidaciones se producen por la presencia de oxígeno, como consecuencia de la estrucctura porosa que se desarrolla durante la deshidratación y depende de: la actividad de agua en el alimento la temperatura de almacenamiento

102
En leche deshidratada:
la oxidación de los lípidos da: Aroma a rancio motivado por las sigma_lactosa

103
En frutas y verduras: Oxidación de los ácidos grasos insaturados
Dan lugar a hidroperóxidos y posteriores: polimerizaciones, deshidrataciones y oxidaciones que los transforman en: aldehídos, cetonas y ácidos, (aroma a violetas) del que es responsable la oxidación de los carotenos a beta_iononas
 del que es responsable la oxidación de los carotenos a beta_iononas.")
104
Pueden reducirse mediante:
envasado a vacío o en atmósferas especiales almacenando el producto a bajas temperaturas protegiéndolo de la luz ultravioleta visible reduciendo su contenido en agua adicionándole antioxidantes sintéticos procurando que en el proceso de elaboración los antioxidantes naturales no se destruyan.

105
Proteccion de los alimentos deshidratados contra la oxidación
Enzima técnico glucosa_oxidasa Se coloca sobre el alimento deshidratado y de su envase, un segundo envase permeable al oxígeno, pero no al vapor de agua, que contiene glucosa y el enzima.

106
Leche en polvo: Almacen en atmósfera de N2 + 10% de CO2
La absorción de éste por la leche provoca un vacío parcial en el espacio de cabeza provocando una difusión hacia el espacio de cabeza del aire retenido en la misma Se elimina rellenando con la mezcla de N2 + 10% de CO2

107
Reduccion de cambios en aroma por oxidaciones o hidrólisis enzimática

108
FRUTA. anhídrido sulforoso. ácido ascórbico
FRUTA anhídrido sulforoso ácido ascórbico ácido cítrico LECHE O ZUMOS pasteurizándolos VERDURAS escaldado.

109
Otros métodos para protejer el aroma de los alimentos deshidratados

110
Recuperación de volátiles
Readicionar al producto durante su deshidratación Mezcla de sustancias volátiles recuperadas con compuestos fijadores del aroma Readicionar la mezcla al producto deshidratado, en granulado (carne deshidratada en polvo)
")
111
Activando las enzimas naturales Adicionando enzimas externos
Provocando el desarrollo de sustancias aromáticas a partir de los precursores naturales del aroma (la deshidratación de la cebolla y del ajo en condiciones que no afecten a los enzimas responsables de su aroma característico) La maltosa se utiliza como portador, en deshidratación de componentes aromáticos
 La maltosa se utiliza como portador, en deshidratación de componentes aromáticos.")
112
COLOR La deshidratación cambia el color y reflectancia

113
Caroteno - Clorofila se modifican por:
calor y oxidación durante la deshidratación La oxidación y actividad enzimática residual favorecen el desarrollo del empardamiento en almacenamiento Puede evitarse con escaldado y tratando la fruta con ácido ascórbico o anhídrido sulfuroso.

114
En almacenamiento de fruta y verdura:
Contenido residual en anhídrido sulfuroso alto Velocidad de empardeamiento bajo decoloración de las antocianinas modificaciones que en color experimentan durante el almacenamiento las frutas y verduras deshidratadas

115
Reacciones de Maillard en leche y fruta
Depende de: la temperatura y de la actividad de agua La reacción aumenta con: Temperaturas deshidratación elevadas Contenido en agua producto del 4-5% Temperatura almacenamiento > 38ºC.

116
PERDIDAS EN VALOR NUTRITIVO
Se deben a: Diferentes sistemas de PREPARACION TEMPERATURA durante el Proceso Condiciones de ALMACENAMIENTO

117
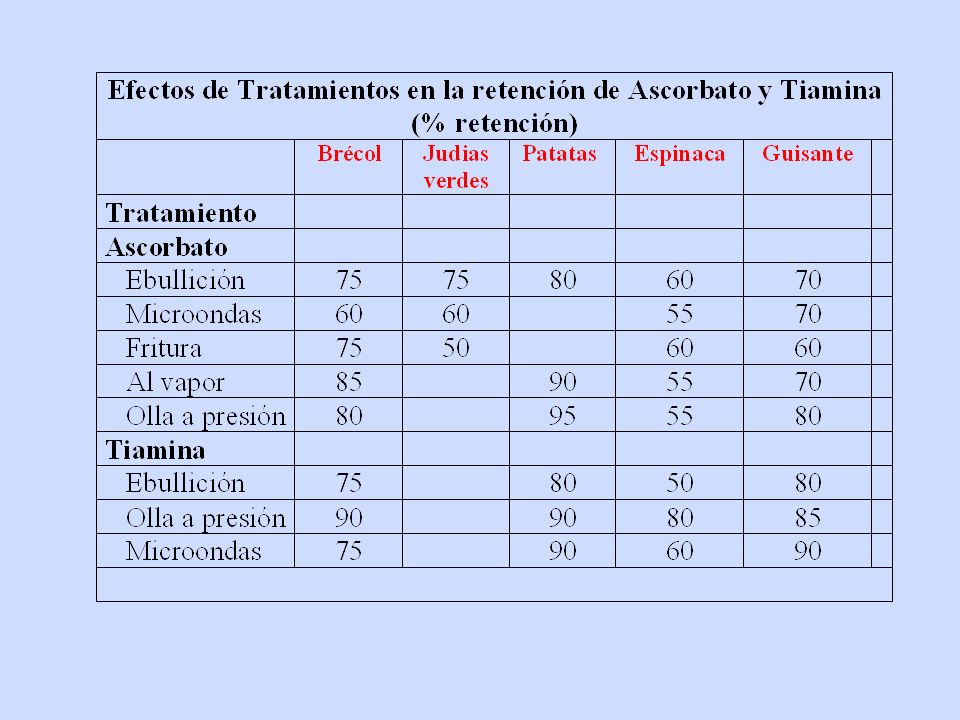
Ejemplo de Pérdidas Vit C Durante el PROCESADO en MANZANAS (%)
RODAJAS ESCALDADO PURE SECADO RODILLOS

118
perdidas VITAMINAS “Transparencias”

119
Los NUTRIENTES LIPOSOLUBLES
Acidos Grasos Esenciales Vit A ; D ; E ; K Por estar en la materia seca no se concentran en el secado

120
Los METALES PESADOS por ser CATALIZADORES de oxidacion de nutrientes insaturados, están en la fase acuosa, y al evaporar: aumentan su reactividad de oxidación las Vit, Liposolubles reaccionan con los PEROXIDOS de la oxidación de las grasas

121
VALOR BIOLOGICO Y DIGESTIBILIDAD DE PROTEINAS
En LECHE VALOR BIOLOGICO ( Temp. ALMACEN alta y HR >5%) ---> disminuye por Maillard (ENTRE LISINA y LACTOSA) Secado TAMBOR (Pérdidas) VALOR BIOLOGICO % LISINA % SPRAY (Pérdidas) VALOR BIOLOGICO % LISINA %
 ---> disminuye por Maillard (ENTRE LISINA y LACTOSA) Secado TAMBOR (Pérdidas) VALOR BIOLOGICO % LISINA % SPRAY (Pérdidas) VALOR BIOLOGICO % LISINA %")
122
REHIDRATACION El calor del SECADO provocó:
HIDRATACIÓN menor del ALMIDON ELASTICIDAD menor de membranas COAGULA PROTEINAS reduciendo: CAPACIDAD RETENCION DE AGUA VELOCIDAD e INTENSIDAD REHIDRATACION son INDICES DE CALIDAD

123
CEREALES

124
I GENERALIDADES SOBRE LOS CEREALES

125
Son granos o semillas alimenticias pertenecientes a 10 especies:
trigo, arroz, maiz, cebada, centeno, sorgo, avena, alforfón, mijo, triticale. Principalmente se componen de: almidón proteinas insolubles en agua prolaminas (extensibilidad) glutelinas (elasticidad) permiten la panificación, siendo los más adecuados el trigo y el centeno.
 glutelinas (elasticidad) permiten la panificación, siendo los más adecuados el trigo y el centeno.")
126
El trigo en: pastas alimenticias cocina
bebidas alcohólicas, realizadas en dos etapas: 1.-Hidrólisis del almidón por amilasas 2.-Fermentación de la maltosa o glucosa por una levadura

127
II TRIGO: COMPOSICION

128
1.- Salvado: formado por la aleurona rica en: los tegumentos ricos en:
proteinas y minerales los tegumentos ricos en: celulosa, sílice y lignina Elimina en el tamizado de harina: perdiendo vitaminas y enzimas pero aumenta su digestibilidad No es eliminado en las harinas integrales, enriquecidas asi en AA esenciales.

129
2.- Albumen: 75% de almidón y 12% agua
El almidón es la reserva energética en forma de granos característicos Las proteinas de reserva rodean los granos de almidón.

130
3.- Proteinas de reserva-GLUTEN
Son las prolaminas y gluteninas ( 40%) Dan a la harina la propiedad de formar pasta en su amasado con agua. Por su especial composición en AA su Ph es neutro Formación de puentes de hidrógeno interacciones hidrofóbicas Bajo contenido en Lys y Trp.
 Dan a la harina la propiedad de formar pasta en su amasado con agua. Por su especial composición en AA su Ph es neutro. Formación de puentes de hidrógeno. interacciones hidrofóbicas. Bajo contenido en Lys y Trp.")
131
3.1.- Prolaminas : GLIADINAS DEL TRIGO ORDENINA DE CEBADA Presentan gran polimorfismo y son corresponsables de la viscosidad y de la extensibilidad de la pasta de trigo.

132
Elevado contenido en: glutamina (34,5% de todas las proteínas), originando la enfermedad celíaca prolina (16 % total proteínas) AA básicos Lys, His, Arg contenido bajo Lis, Trif muy bajo (en maiz casi 0), provocando pelagra en regiones con excesiva alimentación a base de maiz
, provocando pelagra en regiones con excesiva alimentación a base de maiz.")
133
3.2.- Gluteninas Muy polimórficas debido a su gran tendencia a asociarse por puentes de hidrógeno y disulfuros e interacciones hidrofóbicas. La presencia de complejos de gran tamaño son la causa de la elasticidad del gluten y favorecen la panificación.

134
III EL PAN

135
1.- La harina: 1.1-Trigo blando:(triticum aestivum)
adecuado para panadería,pastelería 1.2- Trigo duro:(triticum durum) utilizado en sémolas, pastas alimenticias, cuscús etc., con mayor proporción de proteinas y cultivado en paises cálidos.
 utilizado en sémolas, pastas alimenticias, cuscús etc., con mayor proporción de proteinas y cultivado en paises cálidos.")
136
2.- Composición de enzimas:
amilasas a , ß lipasas proteasas lipooxigenasa.

137
4.- Fermentación del pan:
La ß-amilasa ataca al almidón lacerado en la molturación, formándose maltosa y dextrinas La a-amilasa rompe estas dextrinas y la levadura se desarrolla a expensas de los azúcares liberados en la fermentación, produciendo: CO2, alcohol y ácidos orgánicos. El volumen de gas se triplica, durando el total de la fermentación.

138
5.- Cocción: a 220ºC en min. en horno con elevada humedad (para favorecer la formación de la corteza). Suben los niveles de anhídrido carbónico y se eliminan los alcoholes se forma la corteza y se reparten el gas y el agua formando alveolos. El enfriamiento es lento.

139
CONGELACION

140
La inmovilización del agua en forma de hielo y el aumento de la concentración de solutos en el agua no congelada reduce la actividad del agua del alimento

141
La conservación por congelación se consigue por un efecto combinado de las bajas temperaturas y una actividad de agua más bajas.

142
Principales grupos de alimentos congelados industrialmente:
Frutas, bien enteras o en forma de puré o como zumos concentrados. Verduras. Filetes de pescado y mariscos. Carnes. Alimentos horneados. Platos preparados.

143
TEORIA 1º Eliminación del calor sensible del alimento
2º Bajada de temperatura hasta alcanzar la temperatura de congelación 3º En los alimentos frescos se elimina el calor generado por la respiración metabólica 4º La cantidad de calor a extraer ("carga calórica") determina la potencia de la instalación 5º Eliminación del calor latente de congelación provocando la formación de cristales de hielo 6º Eliminarse del calor latente de las grasas
 determina la potencia de la instalación. 5º Eliminación del calor latente de congelación provocando la formación de cristales de hielo. 6º Eliminarse del calor latente de las grasas.")
144
Tabla I. Contenido de agua y temperatura de congelación de diversos alimentos

146
la cantidad de energía necesaria para congelar es grande

147
Formación de cristales de hielo
La congelación rápida da lugar a la formación de gran número de cristales de hielo.

148
Concentración de los solutos
El incremento en la concentración de solutos durante la congelación provoca cambios en la viscosidad, el pH y el potencial redox del líquido no congelado A medida que la temperatura desciende, se va alcanzando la saturación de las distintas sustancias disueltas que, como consecuencia, cristalizan..

149
Cambios de volumen. durante la congelación de los alimentos se produce una dilatación. La dilatación varía de acuerdo con los siguientes factores:

150
1.- Contenido en agua: a mayor contenido en agua, mayor aumento de volumen.
2.- Disposición celular: los tejidos vegetales poseen unos espacios intracelulares, rellenos de aire, que absorben los incrementos internos de volumen sin que se aprecien cambios importantes de volumen global. 3.- La concentración de solutos: las concentraciones elevadas de solutos bajan el punto de congelación. 4.- La temperatura de la cámara de congelación: determina la proporción de agua congelada y por tanto, el grado de dilatación.

151
EFECTOS SOBRE LOS ALIMENTOS.

152
Efecto de la congelación.
Los cristales de hielo dañan las células. La congelación no afecta a los pigmentos, aromas o componentes importantes. La congelación puede desestabilizar las emulsiones y las proteínas disueltas a veces precipitan. Esta es la razón por la que la leche no se congela.

153
En los alimentos horneados se requiere una concentración elevada de amilopectina en el almidón para evitar la retrogradación y endurecimiento Las carnes poseen una estructura más fibrosa y durante la congelación, en lugar de romperse, se separa, por lo que su textura no se modifica. Como la estructura celular de frutas y verduras es muy rígida, la formación de los cristales de hielo le puede afectar con más facilidad.

154
Efecto de la congelación sobre los tejidos vegetales: (a)-Lenta, (b)-rápida
-Lenta, (b)-rápida")
155
Efecto de la congelación sobre los tejidos vegetales:
Congelación lenta: los cristales de hielo crecen en los espacios intracelulares deformando y rompiendo las paredes de las células con las que contactan. Durante la descongelación las células son incapaces de recuperar su forma y turgencia originales. Como consecuencia, el alimento se reblandece y el material celular se pierde por "goteo".

156
Congelación rápida: los cristales de hielo que se forman, tanto en el interior de la célula como en los espacios intracelulares, son de menor tamaño, por lo que la estructura celular apenas resulta dañada.

157
Efectos del almacenamiento en congelación.
cuanto más baja es la temperatura de almacenamiento en congelación, menor es la velocidad a la que se producen los cambios bioquímicos y microbiológicos.

158
La resistencia de los microorganismos a las bajas temperaturas es también muy diversa:
las levaduras, los mohos y las bacterias gram negativas la resisten con dificultad; las bacterias gram positivas y las esporas de los mohos son más resistentes las esporas de las bacterias, las resisten perfectamente. El escaldado de la mayoría de los vegetales se realiza para inactivar sus enzimas y reducir su carga microbiana.

159
Fig.2. Efecto de la temperatura de almacenamiento sobre las características organolépticas.

160
Los principales cambios que se producen en los alimentos congelados durante el almacenamiento son los siguientes:

161
1.- Degradación de los pigmentos:
En las verduras (incluso escaldadas) la clorofila se degrada lentamente a feofitina, de color marrón. En la fruta, los cambios de pH provocados por la precipitación de las sales en las soluciones concentradas provoca cambios de color en las antocianinas.
 la clorofila se degrada lentamente a feofitina, de color marrón. En la fruta, los cambios de pH provocados por la precipitación de las sales en las soluciones concentradas provoca cambios de color en las antocianinas.")
162
2.- Pérdidas vitamínicas:
A temperaturas inferiores a las de congelación, se producen pérdidas en algunas vitaminas hidrosolubles. Las pérdidas de vitamina C son muy dependientes de la temperatura. Las pérdidas en otras vitaminas se deben, principalmente a las que se producen en el exudado durante la descongelación, especialmente en carnes y pescados.

163
3.- Actividad enzimática residual:
La principal causa de las pérdidas de calidad de las verduras insuficientemente escaldadas, o la fruta, se deben a la actividad polifenoloxidasa que provoca empardamiento, o a la actividad lipooxigenasa, que provoca, a partir de los lípidos, el desarrollo de aromas y olores extraños.

164
4.- Oxidación de los lípidos:
A -18°C estas reacciones se producen lentamente, provocando el desarrollo de aromas y olores extraños.

165
RECRISTALIZACIÓN

166
SE PRODUCEN 3 TIPOS: 1.- Recristalización isomásica: Transformación de la forma o estructura interna de los cristales reduciendo su relación superficie/volumen. 2.- Recristalización acretiva: Cuando dos cristales que se hallan en contacto se unen, forman un cristal de mayor tamaño, reduciendo el número total de los cristales en el alimento. 3.- Recristalización migratoria: Incremento del tamaño de los cristales más grandes a expensas de los más pequeños. El número global de cristales desciende y su tamaño medio aumenta.

167
DESCONGELACIÓN El daño celular provocado por la congelación lenta y la recristalización da lugar a una pérdida de componentes celulares, que se manifiesta como un exudado, que contiene diversos nutrientes hidrosolubles. Las perdidas por "goteo" liberan sustratos para posteriores degradaciones enzimáticas y microbianas. La contaminación microbiana de los alimentos, debida a un lavado o escaldado inadecuados, muestra intensamente sus efectos en este período.

168
El salto térmico utilizado en la descongelación de alimentos a escala doméstica es menor que el que se suele utilizar a escala industrial.

169
El período de descongelación es, en este último caso, más largo y, por tanto, el riesgo de contaminación por microorganismos patógenos y causantes de alteraciones, es mayor.

170
A escala industrial, los alimentos suelen descongelarse a una temperatura ligeramente inferior a la del punto de descongelación, con objeto de que retengan parte de su textura para su procesado.

171
Algunos alimentos se cocinan inmediatamente después de su descongelación, por lo que el calentamiento rápido a estas temperaturas resulta suficiente para la destrucción de su carga microbiana.

172
Otros, en cambio, no reciben antes de su consumo tratamiento térmico culinario alguno y deben, por tanto, consumirse poco tiempo después de su descongelación.

173
FRITURA

174
La fritura modifica las caracteristicas organolépticas del alimento y produce:
un efecto conservador por destrucción térmica de los microorganismos y de enzimas reduccion de la actividad de agua en la superficie del alimento.

175
TEORIA Al sumergir un alimento en aceite caliente su temperatura aumenta muy rapidamente y el agua que contiene se elimina en forma de vapor. En la superficie se forma una corteza y el frente de evaporacion se va desplazando hacia el interior.

176
En la superficie del alimento
se alcanza la temperatura del aceite y en el interior aumenta lentamente hasta alcanzar los 100ºC.

177
El tiempo de fritura alimento depende de:
tipo de alimento temperatura del aceite sistema de fritura (superficial o imersion) grosor del alimento los cambios a conseguir.
 grosor del alimento. los cambios a conseguir.")
178
La temperatura de fritura viene determinado por consideraciones económicas y por el tipo de producto a elaborar.

179
A altas temperaturas: tiempos de fritura más cortos
el aceite se altera más hay que cambiarlo con mayor frecuencia incrementa los costos de elaboracion se produce un producto de hidrólisis la acroleina contaminante atmosferico.

180
Temperatura de fritura determinada por:
el tipo de producto a elaborar alimentos que deben quedar blandos en su interior se utilizan temperaturas muy altas para que se forme la corteza lo más rapidamente posible Cuando hay que producir una deshidratación del producto se utilizan temperaturas inferiores.

181
Fritura comercial Fritura por contacto: Fritura por inmersion
La cantidad de calor que recibe el alimento no es uniforme en toda su superficie. Fritura por inmersion El calor que recibe el alimento es uniforme por lo que la tonalidad marron que adquiere con la fritura es uniforme en toda la superficie del alimento.

182
EFECTO DEL CALOR SOBRE EL ACEITE
Calentamiento prolongado del aceite Elevadas temperaturas En presencia de oxigeno y agua de los alimentos oxidacion del aceite dando compuestos: carbonicos volatiles, hidroxiacidos, cetoacidos y epoxiacidos (obscureciendolo y malos aromas)
")
183
La polimerizacion del aceite (en ausencia de oxigeno)
compuestos cíclicos y polímeros de peso molecular elevado aumentando la viscosidad (h <) aumenta la retención de aceite Destrucción de: Retinol - Carotenoides - Tocoferol Ac. Linoleico: Relación AGS/AGPS aumenta
 aumenta la retención de aceite. Destrucción de: Retinol - Carotenoides - Tocoferol. Ac. Linoleico: Relación AGS/AGPS aumenta.")
184
EFECTO DEL CALOR SOBRE LOS ALIMENTOS
Obtención de una capa superficial; textura; color; aroma; bouquet característicos por: reacciones de Maillard proteinas - azúcares + calor absorción de volátiles del aceite por el alimento

185
Los factores de estos cambios son:
Tipo de aceite Integral térmica del aceite Temperaturas máximas de fritura Tamaño y características superficiales del alimento Tratamientos posteriores a la fritura

186
Pérdidas de valor nutritivo
mínimas ( producción de corteza )
")
187
Pérdidas de lisina en el pescado
15% con primeras frituras 25% con aceites recalentados Pérdidas en Vit.C en patatas fritas: menores que en ebullición “durante la ebullición el Ac. dehidroascórbico (DDA), se hidroliza en forma de 2,3-dicetoglutárico no asimilable por el organismo”
, se hidroliza en forma de 2,3-dicetoglutárico no asimilable por el organismo")
188
La Vit.E se oxida durante el almacenamiento (similar a congelar):
hasta el 77% a los dos meses y a temperatura ambiente Higado frito por contacto: Pérdidas del 15 % de TIAMINA Sin pérdidas en FOLATO Pérdidas de Vit. TERMOSENSIBLES

189
GRASAS Y ACEITES

190
I GENERALIDADES

191
GRASAS COMESTIBLES

192
Compuestas principalmente por:
mezcla de animales y/o vegetales “mantequilla es la grasa lactea tras maduración butírica” Compuestas principalmente por: triglicéridos agua 16% en mantecas y margarinas 0-8% en grasas animales 0% en vegetales.

193
Margarina misma estructura que mantequilla
diferente composición en ac. grasos.

194
II TRATAMIENTOS DE MODIFICACION
Aportan propiedades específicas a las materias grasas favorecen su intercambiabilidad en las aplicaciones alimentarias e industriales.

195
1 Hidrogenación

196
Saturación con hidrógeno de dobles enlaces de ac. grasos insaturados.
Aumenta estabilidad a la oxidación, ppal.del linoleico (soja, colza ). Hidrogenación no selectiva para margarinas. Se pasa hidrógeno muy puro en presencia de catalizador, sales de Cu o Ni, sobre la grasa a ºC. Pérdida de valor nutritivo: transformación de ac. linolénico y pigmentos carotenoides.
. Hidrogenación no selectiva para margarinas. Se pasa hidrógeno muy puro en presencia de catalizador, sales de Cu o Ni, sobre la grasa a ºC. Pérdida de valor nutritivo: transformación de ac. linolénico y pigmentos carotenoides.")
197
2 Transesterificación 2.1.- No dirigida:
reordenación de ac. grasos sobre el glicerol, que sigue una ley estadística( transesterificación al azar ) pudiéndose predecir el resultado.
 pudiéndose predecir el resultado.")
198
2.2.- Dirigida: se rebaja la temperatura para favorecer el cambio de estado, triacilglicerol líquido a sólido cambiando el equilibrio en fase líquida llegando a la mezcla deseada de grasa de cerdo a emulsificables para helados y confitería

199
III ACEITES

200
1 De animales marinos: denominadas "grasas", no consumidas directamente; en margarinas; ac. grasos de cadena larga y elevado P.M.

201
2 Aceites vegetales

202
2.1.- Ricos en ac. grasos saturados y ac. oleico:
aceite de cacahuete (19%-60%) oliva (14%-81%) 2.2.- Ricos en poliinsaturados: aceite de cártamo 75% (10% saturadas) soja 58% (14% saturados) girasol 64% (14% saturados). 2.3.- Intermedios: colza nuevo (saturados 7%, oleico 60%, poliinsaturados 33%).
 oliva (14%-81%) Ricos en poliinsaturados: aceite de cártamo 75% (10% saturadas) soja 58% (14% saturados) girasol 64% (14% saturados) Intermedios: colza nuevo (saturados 7%, oleico 60%, poliinsaturados 33%).")
203
Con mas del 2% de linolénico no pueden utilizarse en fritura por oxidarse a productos susceptibles de riesgo toxicológico (irritantes y cancerígenos)
")
204
Cocciones ligeras a menos de 150ºC:
Como condimento: oliva, soja, colza y cartamo Cocciones ligeras a menos de 150ºC: girasol y maiz.

205
3 Preparación de los aceites vegetales

206
3.1 Hinchamiento y ruptura de los granos
en estufas a 80-90ºC y en humedad. Las proteinas coagulan y se libera aceite

207
3.2 Presión elevada 2000 Kgr/cm2
separándose el aceite virgen del residuo en prensas continuas.

208
3.3 Extracción con hexano de los residuos en una columna a contra corriente, pasando en forma de micelas a la solución.En una estufa anexa se elimina el disolvente y se obtienen las "tortas" destinadas a la alimentación del ganado.

209
3.4 Filtración y destilación
para separar el aceite de extracción del hexano, que es reciclado.

210
3.5 La refinación se aplica a los aceites de presión ( ac. virgen ) y a los de extracción:
 y a los de extracción:")
211
3.5.1.- Eliminación de mucílagos o desgomado:
lecitina y gomas en posos; tratamiento con agua a 70-80ºC y ac. fosfórico durante 30 min. ; luego centrifugación. Saponificación con sosa: ac. grasos libres que dan 4- 8% de acidez. Los jabones obtenidos son insolubles en el aceite.

212
3.5.3.- Decoloración con bentonita: para fijar pigmentos.
Desodorización: por arrastre con vapor de agua a presión reducida, eliminando los aldehidos y cetonas responsables del sabor a semilla.

213
Segun el tipo de aceite puede variar alguna de las etepas o no utilizarse (oliva virgen sin refinado)
")
214
IV MARGARINAS Y GRASAS EMULSIONANTES

215
Inventada en 1869 por Mége-Mouries Gran variedad de aceites empleados en su elaboración: ballena, vegetales, etc. .

216
1 FABRICACION DE MARGARINAS

217
Calentamiento de lípidos a 40ºC
agitación fuerte con leche fermentada y con agua Se utilizan tubos refrigerantes con láminas raspadoras, realizando en continuo la mezcla; se obtiene la emulsión, y se mejora la textura al enfriar por la formación de pequeños cristales de triglicéridos;finaliza con el amasado.

218
2 COMPOSICION Y DIFERENTES TIPOS

219
La composición varia mucho con:
El origen de las grasas El uso elegido Se añaden agentes emulsionantes y estabilizantes como mono y digliceridos y lecitina Conservadores antimicrobianos como el ClNa y ac. ascórbico Antioxidantes, almidón como indicador de fraude, vitaminas, colorantes liposoluble y aromas como el ac. butírico y caproico y el diacetilo.

220
Para uso doméstico: Firmes a 20ºC
extensibles y cualidades organolépticas similares a la mantequilla agua máximo 16% aporte calórico 740Kcal-100gr Segun la cantidad de ac. grasos poliinsaturados: margarinas duras con el 10% semiduras con el 10-20% blandas el 20-30% extrablandas el 30% o mas.

221
Dietéticas o "pastas para untar"
extensibles en refrigeración menos calorias( 400 Kcal-100gr ) se obtienen a partir de: la grasa butírica caseinatos subproductos del suero de mantequilla o de lactosueros ultrafiltrados Pueden contiener grasas vegetales como la soja, colza y otros que aportan poliinsaturados.
 se obtienen a partir de: la grasa butírica. caseinatos. subproductos del suero de mantequilla o de lactosueros ultrafiltrados. Pueden contiener grasas vegetales como la soja, colza y otros que aportan poliinsaturados.")
222
Industria alimentaria
estables a altas temperaturas grasas de fritura elevada plasticidad en un amplio intervalo de temperatura galletas y pastelería sin ac. grasos libres resistentes a la oxidación.

223
Grasas emulsionables sin agua retienen aire y agua
importante en pasteles esponjosos En hojaldres la cantidad de triglicéridos sólidos puede ser del 30%

224
HORNEO Y ASADO

225
El horneo y el asado son esencialmente la misma operación, ya que en las dos se hace uso del aire caliente para modificar las características de los alimentos. El horneo se aplica normalmente a frutas y alimentos harinosos y el asado a las carnes, nueces diversas y verduras. A partir de ahora nos referiremos a las dos con el termino horneo. El horneo posee como objetivo secundario la conservación del alimento por destrucción de su carga microbiana y por reducción de la actividad de agua en su superficie. No obstante esto hay que complementarlo con una refrigeración posterior.

226
EFECTO SOBRE LOS ALIMENTOS

227
El objetivo del horneo, como ya hemos dicho es mejorar las características organolépticas de los alimentos, con objeto de mejorar su palatabilidad y ampliar la variedad de sabores, aromas y texturas de la dieta.

228
Textura

229
Los cambios producidos dependen:
Naturaleza del alimento (contenido en agua y composición de alimento) Temperatura Tiempo de calentamiento.
 Temperatura. Tiempo de calentamiento.")
230
En el caso de la carne cuando se hornea tiene lugar los siguientes cambios:
Fusión de las grasas que se dispersan en forma de aceite por todo el alimento. Solubilización del colágeno que se transforma en gelatina Las proteínas se desnaturalizan, perdiendo la capacidad de retención de agua, y se contraen los que provoca un endurecimiento del alimento. Destrucción de microorganismos e inactivación de enzimas Endurecimiento de la superficie formándose una corteza crujiente y dura.

231
El calentamiento rápido produce una costra impermeable que retiene la humedad y la grasa e impide la degradación de diversos nutrientes y componentes aromáticos. Es necesaria que el almacenamiento de estos alimentos sea el correcto ya que si no el reblandecimiento de la corteza empeora las características organolépticas y reduce la vida útil.

232
Si el calentamiento en el horno es lento las pérdidas de agua desde la superficie hasta que se forma la corteza son mayores y la parte interna del alimento es más seca. En los hornos de panadería la perdida de agua de la capa superficial de la masa se evita calentando primero el horno con vapor. Así, la corteza permanece elástica durante más tiempo y se evitan roturas en la masa que impedirían que esta se esponjase adecuadamente.

233
Sabor, aroma y color

234
Las altas temperaturas en las capas superficiales provocan reacciones de Maillard entre los azucares y los aminoácidos. Estas condiciones también provocan la caramelización de los azucares y la oxidación de los ácidos grasos, aldehidos, lactonas, cetonas, alcoholes y ésteres produciendose los distintos aromas.

235
Si el calentamiento se intensifica, las sustancias volátiles que se producen, se degradan dando aroma a quemado o a humo.

236
El tipo de aroma depende:
De la composición en grasas, aminoácidos y azucares de las capas superficiales del alimento. Del tiempo de calentamiento De la temperatura Del contenido en agua.

237
El color marrón característico de los productos horneados se debe a la reacción de Maillard, a la caramelización de los azucares y dextrinas y a la carbonización de los azucares, grasas y proteínas.

238
Valor nutritivo

239
Los cambios más importantes que tiene lugar durante el horneo tienen lugar en la superficie del alimento. A excepción de la vitamina C que en el pan se añade a la masa para mejorarla, y que se destruye completamente durante el horneo, las pérdidas en el resto de las vitaminas son de escasa importancia. Hay un aumento en el contenido de niacina y vitaminas del grupo B debido a la liberación que se produce en la fermentación de las masas panarias.

240
En el caso de la carne las perdidas en valor nutritivo dependen de:
Tamaño de las porciones La proporción de hueso y grasa Los tratamientos pre y postsacrificio La especie animal.

241
En el caso de los cereales para desayuno, pan tostado y bizcochos las pérdidas en tiamina dependen de la temperatura de horneo y el pH del alimento en cuestión (las perdidas de tiamina en pan horneado son del 15% pero la de pasteles y bizcochos, que se fermentan químicamente con bicarbonato sódico, pueden ser de hasta 50-95%).
.")
242
Durante el horneo el estado físico de las proteínas y las grasas se altera y el almidón se gelatiniza y se hidroliza a dextrinas y finalmente a azucares reductores. Sin embargo, el valor nutritivo del alimento en ningún caso resulta afectado.

243
HUEVOS EL HUEVO DE GALLINA

244
Tres constituyentes: cáscara, yema, clara, y dos membranas separadas en el polo mas agudo por una cámara de aire, que aumenta en la conservación con los intercambios gaseosos, siendo una medida de frescura.

245
I.- CASCARA Compuesta por carbonato cálcico 96%, fosfato y Mg, insertados en un retículo fibrilar de queratina (2%). Recubierta en su parte externa por una capa de proteinas insolubles, pero de eliminación facil con un cepillado, lo que aumenta el riesgo de infecciones durante su conservación. Por su especial composición en AA las proteinas del huevo sirven de base para el cálculo de la calidad de otras proteínas, siendo estas el ideal (valor 100).
. Recubierta en su parte externa por una capa de proteinas insolubles, pero de eliminación facil con un cepillado, lo que aumenta el riesgo de infecciones durante su conservación. Por su especial composición en AA las proteinas del huevo sirven de base para el cálculo de la calidad de otras proteínas, siendo estas el ideal (valor 100).")
246
II-YEMA DEL HUEVO Es una dispersión de partículas en plasma. El conjunto engloba a los lípidos. Las partículas se separan por centrifugación. Inestables a la manipulación: 25% de extracto seco (60% de proteinas). La fase continua da 75% de extracto seco:
. La fase continua da 75% de extracto seco:")
247
1.- Fosvitina: 2.- Lipovitelina:
es una fosfoproteína muy fosforilada. Esteres de serina y ac. ortofosfórico, sin cisteina y nivel bajo de Tyr, Trp y Met; representa el 80% del fósforo y el 10% de proteinas totales. 2.- Lipovitelina: Lipoproteína del tipo HDL, poco fosforiladas y contenido en lípidos (20%). Rica en Cys, Asp, Glu.
. Rica en Cys, Asp, Glu.")
248
3.- Lipovitelenina: 4.- Livetinas: 5.- Ovovitelina:
Lipoproteína LDH, 86-88% de lípidos; 2/3 de lípidos neutros, 4% colesterol, 1/3 fosfolípidos. Baja en Cys. Unida a glúcidos. Nucleo hidrófobo y monocapa envolvente. 4.- Livetinas: globulinas plasmáticas. 5.- Ovovitelina: poco fósforo, coagula por quimosina, desfosforila por calentamiento.

249
6.- Tratamientos térmicos:
Se espesa y seca liberando SH2. Al atomizar o liofilizarla se deteriora Al congelarla aumenta su viscosidad, debido a la agregación irreversible de las lipoproteínas de baja densidad LDH, evitándolo con 5% de glicerol, sal o azucar. En confitería se emplea la clara concentrada y azucarada (40% azucar), y la yema salada (10%) y azacarada (10%) a temperatura ambiente.
, y la yema salada (10%) y azacarada (10%) a temperatura ambiente.")
250
III-CLARA DE HUEVO El albumen tiene estructura de gel en la puesta, con un 85 % de proteínas. La elevación del Ph de 7,4 a 9 en tres dias, fluidifica el albumen por cambios del complejo ovomucina-lisozima, provocando desfavorables consecuencias. Conservación: 4% CO2 y 10ºC; evita licuefacción y evolución del Ph.

251
Intercambios: de clara a yema: difusión de H2O y paso de iones divalentes.
de yema a clara: paso de AA libres y de Fe.

252
1. - Ovoalbúmina:. 60% del total de proteinas
1.- Ovoalbúmina: 60% del total de proteinas. Solo Glu superior a 10% y ningún AA inferior a 1,3%. Tiene propiedades gelificantes y espumantes. 2.- Conalbúmina: coagula a 63ºC,cogelificando la ovoalbúmina con la insolubilización de conalbúmina. 3.- Ovomucoide: factor antitripsina, en el intestino se desnaturaliza; la clara cruda resiste un tiempo la digestión. 4.- Ovomucina: responsable de la viscosidad del albumen.Estabiliza espumas en frio.

253
IV-PROPIEDADES FUNCIONALES DE LOS OVOPRODUCTOS

254
1.- Poder coagulante del huevo:
Ruptura de uniones intramoleculares provocando un despliegue de moléculas proteicas con formación de nuevos enlaces intermoleculares. Coagulan por acción de calor y mecánica, asi como por iones inorgánicos y metales pesados. Temperatura de coagulación: clara 57% y yema 65%. Influyen la relación tiempo/temperatura y la concentración de sales. Su poder coagulante se utiliza en industrias de cocción: pastelería; charcutería

255
2.- Poder anticristalizante y espumante de la clara:
Utilizado en confitería (galleta; bizcochos; merengues) Limita la formación de cristales de sacarosa La ovomucina se desnaturaliza parcialmente por acción mecánica del batido formando una película protectora alrededor del aire, estabilizando la espuma Las globulinas, al rebajar la tensión superficial, favorecen la formación de espuma y las proteinas coagulantes por el calor evitan el aplastamiento de la misma por la cocción.
 Limita la formación de cristales de sacarosa. La ovomucina se desnaturaliza parcialmente por acción mecánica del batido formando una película protectora alrededor del aire, estabilizando la espuma. Las globulinas, al rebajar la tensión superficial, favorecen la formación de espuma y las proteinas coagulantes por el calor evitan el aplastamiento de la misma por la cocción.")
256
3.- Poder emulsionante de la yema:
Poder tensoactivo de fosfolípidos (lecitinas) en complejos fosfoproteicos y colesterol. Favorece la viscosidad de la yema La adicción de sal, azucar y especias reduce el agua libre aumentando el poder emulsionante Elaboración de mayonesas, salsas emulsionantes, helados.
 en complejos fosfoproteicos y colesterol. Favorece la viscosidad de la yema. La adicción de sal, azucar y especias reduce el agua libre aumentando el poder emulsionante. Elaboración de mayonesas, salsas emulsionantes, helados.")
257
LECHE Y PRODUCTOS LACTEOS
GENERALIDADES

258
Ponderalmente es equilibrada:
glucidos 1.5; lipidos 1.0; protidos 1.0. sales, vitaminas y enzimas poder calórico: 650 Kcal. por Kgr de leche.

259
Por aplicación de fuerza centrífuga se separa en:
1.- Materia globular,llamada crema ,de color amarillo,con la misma estructura que la leche entera. 2.- Las caseinas: albúminas y globulinas.

260
Contiene calcio (1. 25 gr/l), fósforo (1 gr/l), potasio (1
Contiene calcio (1.25 gr/l), fósforo (1 gr/l), potasio (1.5 gr/l) y sodio (0.5 gr/l); siendo la principal fuente de calcio en la nutrición humana. Cambios ligeros en el Ph,que es del orden de ,tienen consecuencias importantes.
, fósforo (1 gr/l), potasio (1.5 gr/l) y sodio (0.5 gr/l); siendo la principal fuente de calcio en la nutrición humana. Cambios ligeros en el Ph,que es del orden de ,tienen consecuencias importantes.")
261
I- LACTOSA Y OLIGOHOLOSIDOS
Todos los glúcidos de la leche de vaca están constituidos por la lactosa: ß y D - galactopiranosil (1 ® 4) D - glucopiranósido a ó ß. Oligósidos libres: 1,0-1,6 gr/l en vaca 10 gr/l en mujer, además de lactosa, L - fucosa, N - acetilglucosamina y ácido neurámico. Estas sustancias constituyen un factor de crecimiento de lactobacillus bifidus, bacteria casi única de los lactantes alimentados con leche materna, lo que la hace muy superior a la de vaca.
 D - glucopiranósido a ó ß. Oligósidos libres: 1,0-1,6 gr/l en vaca. 10 gr/l en mujer, además de lactosa, L - fucosa, N - acetilglucosamina y ácido neurámico. Estas sustancias constituyen un factor de crecimiento de lactobacillus bifidus, bacteria casi única de los lactantes alimentados con leche materna, lo que la hace muy superior a la de vaca.")
262
Cristaliza en ß-lactosa anhidra por encima de 94ºC y en a-lactosa hidratada por debajo de 94ºC (forma habitual de lactosa seca).
.")
263
1.- Reacciones de degradación:
1.1.-Descomposición por el calor: A 100ºC se forma complejo de caseina-lactosa y a 120ºC aparece pardeamiento. A mas de 120ºC se descompone en ácido fórmico e hidroximetilfurfural que activan el crecimiento de bacterias lácticas. 1.2.- Reacción de Maillard: Entre grupos nitrogenados libres de los aminoácidos, principalmente Lys y grupos reductores. 1.3.- Fermentación láctica: Sin producción de gas, (via Meyerhof-Embden), con producción de ácido láctico, indeseable en la leche de consumo, cortándose cuando alcanza un 0.5 % a 20ºC. En derivados lácteos (mantequilla, queso, yogourt), la acidificación láctica es indispensable, formándose además sustancias aromáticas: diacetilo; etanal.
, con producción de ácido láctico, indeseable en la leche de consumo, cortándose cuando alcanza un 0.5 % a 20ºC. En derivados lácteos (mantequilla, queso, yogourt), la acidificación láctica es indispensable, formándose además sustancias aromáticas: diacetilo; etanal.")
264
II.- LIPIDOS: ASPECTOS QUIMICOS
1.- La materia grasa: gliceridos 98% Sólida y libre en forma de dispersión fina en los glóbulos grasos. Fosfolípidos (1%) unidos a la membrana globular. Lipoides insaponificables, hidrófobos, como carotenos y esteroles (vit. A y D) Triglicéridos (98%); diglicéridos (1.5%); monoglicéridos (0.5%) Los radicales de los ácidos grasos son variados y numerosos. Las 2/3 partes son saturados, y de los insaturados destacan el palmítico y el oleico 2.- Acidos grasos insaturados: Son reactivos, con bajo punto de fusión, propiedades biológicas especiales. El consumo de hierba los aumenta, convirtiendo el ac. linoleico en ac. oleico, linoleico y vaccenico, dando un índice de iodo alto (índice de calidad); en leches de animales estabulados este índice es bajo y la mantequilla de peor calidad.
 unidos a la membrana globular. Lipoides insaponificables, hidrófobos, como carotenos y esteroles (vit. A y D) Triglicéridos (98%); diglicéridos (1.5%); monoglicéridos (0.5%) Los radicales de los ácidos grasos son variados y numerosos. Las 2/3 partes son saturados, y de los insaturados destacan el palmítico y el oleico. 2.- Acidos grasos insaturados: Son reactivos, con bajo punto de fusión, propiedades biológicas especiales. El consumo de hierba los aumenta, convirtiendo el ac. linoleico en ac. oleico, linoleico y vaccenico, dando un índice de iodo alto (índice de calidad); en leches de animales estabulados este índice es bajo y la mantequilla de peor calidad.")
265
4.- Oxidación de la materia grasa:
3.- Acido linoleico: Esencial en niños al ser precursor de prostaglandinas; en leche de vaca 1,1-2,0 %, en leche materna 8-9 %. 4.- Oxidación de la materia grasa: Autooxidación de ac. grasos insaturados, conservando el doble enlace, con formación de hidroperóxidos finalizando en la formación de compuestos con grupo carbonilo en posicion a y ß del doble enlace. Estos aldehidos y cetonas poseen sabores y olores muy fuertes. El sabor a oxidado es desagradable, tanto en leche como en mantequilla. Como catalizadores de la oxidación: cobre; hierro; la luz solar; Ph bajo; NaCl

266
III.- LIPIDOS: EL ESTADO GLOBULAR
1.- Glóbulos grasos: Muy pequeños.( micras), presentan una membrana, con una capa interna de glucoproteinas y fosfolípidos con actividad enzimática y alta resistencia, y una capa externa con actividad enzimática intensa: fosfatasa alcalina,xantinaoxidasa.... 2.- Separación de los glóbulos grasos: Se producen variaciones en la velocidad de ascensión teorica calculada según la fórmula de Stokes. Espontaneamente se aglomeran glóbulos (7-8ºC) y por calemtamiento (65ºC) se destruye la aglutinina responsable de la aglutinación.
, presentan una membrana, con una capa interna de glucoproteinas y fosfolípidos con actividad enzimática y alta resistencia, y una capa externa con actividad enzimática intensa: fosfatasa alcalina,xantinaoxidasa Separación de los glóbulos grasos: Se producen variaciones en la velocidad de ascensión teorica calculada según la fórmula de Stokes. Espontaneamente se aglomeran glóbulos (7-8ºC) y por calemtamiento (65ºC) se destruye la aglutinina responsable de la aglutinación.")
267
IV.- MATERIAS NITROGENADAS: LAS CASEINAS
Las caseinas( 75 % de N proteico) son proteinas fosforiladas mediante un enlace ester en la Ser o la Tre, lo que acentúa su reaccion ácida.En su estado nativo están asociadas en micelas grandes y mineralizadas.
 son proteinas fosforiladas mediante un enlace ester en la Ser o la Tre, lo que acentúa su reaccion ácida.En su estado nativo están asociadas en micelas grandes y mineralizadas.")
268
La caseina K se distingue de las mayoritarias por:
Estructura poco fosforilada, dos restos de cisteina y glicosilada. Ejerce un poder estabilizante frente al calcio para las otras caseinas. Permite la formación de micelas y es soluble en calcio. Es el sustrato específico del cuajo en la reacción primaria de la coagulación de la leche. No se a podido determinar la estructura secundaria de las caseinas.

269
V - PROTEINAS DEL LACTOSUERO
Menos abundantes, no participan en la coagulación, pero su valor nutritivo es mas alto por su contenido en AA azufrados y en Lys. 1.- Lactoglobulina: Baja masa molecular, gran solubilidad, movilidad electroforética y naturaleza holoproteica. 2.- Lactoalbumina: Predominante en la especie humana. Es el factor de regulación del sistema enzimático de la lactosa sintetasa. 3.- Inmunoglobulinas: Presentes en todas las leches, aumentan su conc. en el calostro. 4.- Proteosas-peptonas: Son fosfoglicoproteinas.

270
VI.- ASOCIACION DE CASEINAS: MICELAS
1.- En ausencia de calcio: Asociación de caseinas por enlaces hidrófobos. 2.- En presencia de calcio: Las caseinas a y ß precipitan, mientras que la caseina K permanece en disolución, ejerciendo un poder estabilizante al formar micelas con iones Ca, Mg y PO43- con un 70% de agua, compuestas por submicelas formadas por un nucleo hidrófobo rodeado de capa polar que reune partes ricas en fosfórico e hidrófilos (la caseina K en esta parte).
.")
271
VII.- COAGULACION DE LA LECHE
1.- Acidificación láctica de la leche, con adición de ácido hasta pH 4,65 precipitando la caseina entera y desmineralizada (poco utilizada). 2.- Coagulación por cuajo, que rompe a la molécula de caseina K, siendo necesaria la presencia de Ca.
. 2.- Coagulación por cuajo, que rompe a la molécula de caseina K, siendo necesaria la presencia de Ca.")
272
Conserva de caseina (armazón) y grasa, los dos insolubles.
VIII.- PRINCIPIOS DE QUESERIA Conserva de caseina (armazón) y grasa, los dos insolubles. Fases: coagulación, desverado (sep.cuajada-suero), moldeado, salado y maduración; en la maduración se degrada la lactosa, eleva el Ph, pérdida de agua, proteolisis y lipolisis,se forma la corteza.
 y grasa, los dos insolubles. Fases: coagulación, desverado. (sep.cuajada-suero), moldeado, salado y maduración; en la maduración se degrada la lactosa, eleva el Ph, pérdida de agua, proteolisis y lipolisis,se forma la corteza.")
273
1/El cuajo, extraido del cuajar o cuarto estómago de los rumiantes en periodo de lactancia,contiene quimosina y pepsina.Pueden utilizarse otras enzimas de microorganismos. 2/El salado el salmuera saturada de sal: protección contra microor.,facilita el drenaje del suero,realza el sabor,lentifica las actividades enzimáticas,formación de la corteza.

274
3/La degradación de la lactosa forma ac
3/La degradación de la lactosa forma ac. láctico y sustancias sápidas: influye en el aroma,proteje al bajar el Ph a menos de 5, solubiliza minerales unidos a caseinas y modifica textura.El ac. se degrada en fermentaciones posteriores o reacciona con la cal ,etc. 4/ La microflora: lactobacillus, resisten mucho tiempo, enterococos, sus proteasas degradan la caseina, levaduras, resisten Ph acido y salado(10%NaCl), mohos, en superficie salvo en azules (se pinchan e introducen). 5/Acciones enzimáticas:importantes desde cuajada a queso;digestión progresiva de caseina;se obtiene una textura untuosa y parte del aroma (enzima coagulante de cuajada,proteasas bacterianas y fungicas) tabla
, mohos, en superficie salvo en azules (se pinchan e introducen). 5/Acciones enzimáticas:importantes desde cuajada a queso;digestión progresiva de caseina;se obtiene una textura untuosa y parte del aroma (enzima coagulante de cuajada,proteasas bacterianas y fungicas) tabla.")
275
X-ELABORACION DE MANTEQUILLA

276
La agitación fuerte provoca primero una espuma que finalmente se destruye separándose la grasa en forma de granos de mantequilla. Se deja madurar la crema.

277
La incorporación de aire se realiza mediante el batido
La incorporación de aire se realiza mediante el batido. En la crema se establece una fase gaseosa discontinua, gracias a la adsorción de proteinas, que forman una película protectora en la interfase aire/líquido.Se estabiliza cuando las burbujas de aire se subdividen formando pequeños. núcleos,alrededor de los que se agregan los glóbulos de grasa. El volumen aumenta. La agitación prolongada comprime los glóbulos grasos y una parte de los lípidos (50%)se libera, formándose los granos de mantequilla. La fase grasa continua envuelve a los glóbulos grasos intactos y a una pequeña. cantidad de agua (16 % como max.). Se produce una inversión de las fases, de "grasa en agua" se pasa a "agua en grasa".
se libera, formándose los granos de mantequilla. La fase grasa continua envuelve a los glóbulos grasos intactos y a una pequeña. cantidad de agua (16 % como max.). Se produce una inversión de las fases, de grasa en agua se pasa a agua en grasa .")
Presentaciones similares