Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Se entiende por leche de calidad la que proviene de vacas sanas, bien alimentadas y que reúne las siguientes características: - Cantidad y calidad apropiada de los componentes sólidos (grasa, proteínas, lactosa y minerales). - Con una carga microbiana mínima. - Libre de bacterias causantes de enfermedades (ej. brucelosis, tuberculosis o bacterias que producen mastitis) y toxinas (sustancias tóxicas) producidas por bacterias o por hongos. - Libre de residuos químicos e inhibidores. - Con un mínimo de células somáticas.
 y toxinas (sustancias tóxicas) producidas por bacterias o por hongos. - Libre de residuos químicos e inhibidores. - Con un mínimo de células somáticas..")
2
Materia prima: La leche es un alimento altamente perecedero. Leche recién ordeñada (T =35/37ºC) En el tambo, el almacenamiento debe ser refrigerado (T=4/6ºC) y el enfriamiento rápido.
 En el tambo, el almacenamiento debe ser refrigerado (T=4/6ºC) y el enfriamiento rápido..")
3
Ordeño Almacenamiento refrigerado Transporte a la Central lechera

4
La leche de tambo se envía a silo solamente si es legal. Al llegar a Planta el chofer: Entrega la muestra al laboratorio En el laboratorio Organolépticos (aspecto, olor, sabor, T) Agua Proteína Grasa Recuento bacteriano Antibióticos y hormonas Transvase de leche del camión cisterna Filtración de sólidos (>0.5mm) Desaireación Medida de caudal Centrifugación (higienizadora) Enfriamiento Silos refrigerados
 Agua Proteína Grasa Recuento bacteriano Antibióticos y hormonas Transvase de leche del camión cisterna Filtración de sólidos (>0.5mm) Desaireación Medida de caudal Centrifugación (higienizadora) Enfriamiento Silos refrigerados.")
5
Llenado: por la parte inferior para evitar: Excesivo movimiento mecánico Formación de espumas Separación de la grasa Acero inoxidable Diversidad en volumen y forma Pueden aislarse c/camisas de intercambio de calor De fácil limpieza No transmiten olores ni sabores Pueden adaptarse muchas piezas (termómetros) Tienen sistemas de agitación
 Tienen sistemas de agitación")
6
Leche en refrigeración + 24hs. Crecimiento PSICROTROFOS Producción de PROTEASAS Y LIPASAS Termorresistentes Termolábiles Tratamiento térmico suave (57/58ºC – 15/20 s) Enfriamiento rápido p/impedir crecimiento de esporas Fosfatasa alcalina (+) TERMIZACIÓN
 Enfriamiento rápido p/impedir crecimiento de esporas Fosfatasa alcalina (+) TERMIZACIÓN.")
7
Por decantación Glóbulo de grasa (GG) Se obtienen cremas “Plásticas” de hasta 80% de grasa. Las crioglobulinas a T<15ºC precipitan y pasan a la crema →µ↑ Por centrífugas La crema obtenida tiene tan sólo 20 a 25% de materia grasa. Las crioglobulinas a T<37ºC se insolubilizan y precipitan sobre los GG formando flóculos que engloban plasma y otros GG.

8
Principio:

9
Reducción de diámetro medio<1µ Aumento de superficie total de la interfase grasa-plasma Los nuevos GG se recubren con membranas artificiales. Susceptibilidad a lipólisis si hay lipasas activas No se separa espontáneamente línea de crema Leche más blanca y de sabor más suave Poca calidad para formar cuajadas Espuma mejor Menos estable al calor

10
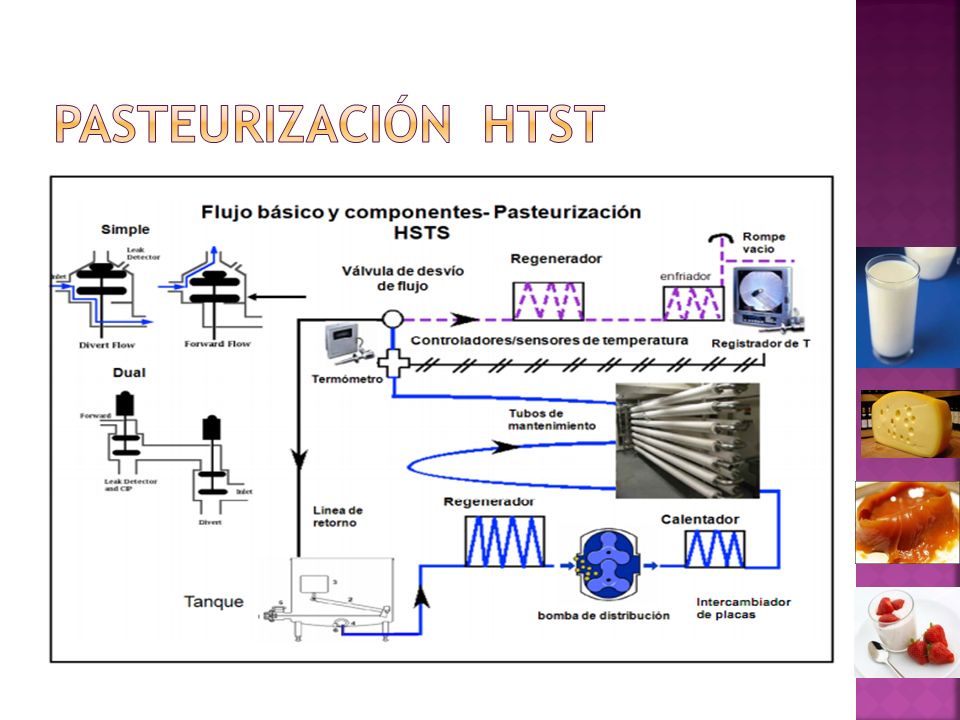
Normalmente en las plantas de pasteurización de leche comercial se coloca tras la primera sección de regeneración.

11
Pasteurización Pasteurización baja. 60ºC /30 min (LTLT) Batch Pasteurización media: 70-72ºC /15-30 s (HTST) Pasteurización alta: 83-85ºC/15 – 20s Ultrapasteurización: 138 ºC/2s Esterilización UAT: 135-150ºC/2-8s (envasado aséptico) Esterilización convencional: 110-120ºC/20min (productos esterilizados en envases)
 Batch Pasteurización media: 70-72ºC /15-30 s (HTST) Pasteurización alta: 83-85ºC/15 – 20s Ultrapasteurización: 138 ºC/2s Esterilización UAT: ºC/2-8s (envasado aséptico) Esterilización convencional: ºC/20min (productos esterilizados en envases).")
13
Exenta de gérmenes patógenos Fosfatasa alcalina (-) Peroxidasa (+) Color uniforme blanco o ligeramente amarillo Olor y sabor característico Venta dentro de las 72 hs siguientes a su envasado
 Peroxidasa (+) Color uniforme blanco o ligeramente amarillo Olor y sabor característico Venta dentro de las 72 hs siguientes a su envasado")
15
Sobre las proteínas a) Alteración de las estructuras secundaria, terciaria y cuaternaria b) Alteración de la estructura primaria Despliegan las proteínas Mejora el valor Biológico (Los enlaces peptídicos están mas accesibles a las enzimas digestivas) Puede reducir la digestibilidad y producir residuos no biodisponibles Formación de enlaces cruzados de lisoalanina en la cadena proteica que reducen su biodigestibilidad. Micela de caseína La Pasteurización o procesado UHT no da origen a la formación significativa de residuos lisinoalanino. No obstante, se producen en la esterilización de latas y en la ebullición.

16
Pasteurización Elimina patógenos (Micobacterium Tuberculosis) y enzimas (lipasas lipolíticas) pero no esporas Preserva la mayoría de sus propiedades nutricionales y organolépticas Se presentan pérdidas marginales en la lisina disponible (1-2%) no significativas La leche pasteurizada no es estéril y posee un periodo de vida inferior a 1 semana bajo refrigeración. Los procesos más severos que la pasterización producen considerables cambios de los caracteres químicos y físicos de la leche.

17
Tratamiento térmico que asegura la destrucción total de todos los m.o. patógenos y no patógenos, en sus formas vegetativas y esporuladas y la mayor parte de los sistemas enzimáticos causantes de alteraciones en la leche.

18
Discontinuo (Batch) Continuo Esterilizada en envases herméticamente cerrados Debe permanecer el cierre intacto durante todo el proceso Sin cambios perceptibles durante 15 días a 30ºC o 7 días a 55ºC Fosfatasa Alcalina (-) Peroxidasa (-) Menos de 10 gérmenes por 0.1 ml a 30ºC Color amarillento ligeramente tostado Olor característico debido al fuerte calentamiento
 Continuo Esterilizada en envases herméticamente cerrados Debe permanecer el cierre intacto durante todo el proceso Sin cambios perceptibles durante 15 días a 30ºC o 7 días a 55ºC Fosfatasa Alcalina (-) Peroxidasa (-) Menos de 10 gérmenes por 0.1 ml a 30ºC Color amarillento ligeramente tostado Olor característico debido al fuerte calentamiento")
19
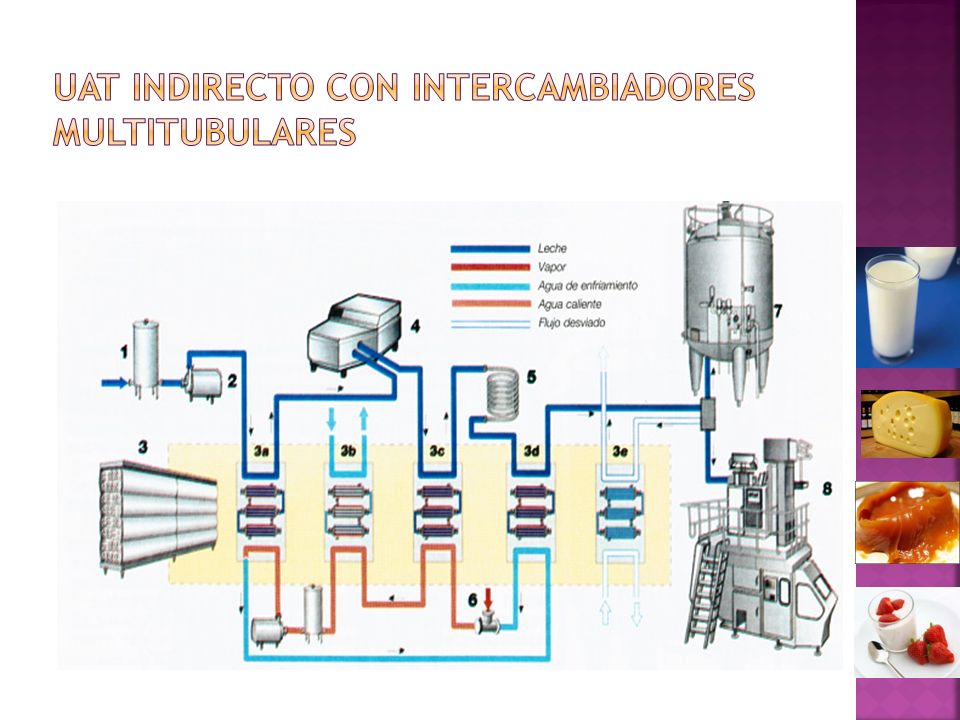
Tratamiento térmico de alta temperatura corto tiempo (130ºC-150ºC/2-4 s) como la ultrapasteurización. Procesado aséptico Etapas comunes Pre-esterilización (agua caliente 30 min) Limpieza final aséptica (CIP) TRATAMIENTO DIRECTO Mayores eficacias Costes de funcionamiento menores Mayor aprovechamiento energético Mejor aroma y sabor No contiene residuos sólidos Menor daño térmico Más baratas Más sencillas Forman depósitos de sólidos Tiempo de uso menor Paradas para limpieza
 Limpieza final aséptica (CIP) TRATAMIENTO DIRECTO Mayores eficacias Costes de funcionamiento menores Mayor aprovechamiento energético Mejor aroma y sabor No contiene residuos sólidos Menor daño térmico Más baratas Más sencillas Forman depósitos de sólidos Tiempo de uso menor Paradas para limpieza.")
21
Producto libre de sabor a “cocido” y de mayor vida útil. Los efectos sobre la calidad nutricional son mínimos No se presentan cambios en el contenido graso, la lactosa o las sales Sólo se presentan cambios marginales en el valor nutricional de proteínas y vitaminas La caseina no es afectada mayormente por el tratamiento térmico. La desnaturalización es mucho menor que la causada por un mal manejo de la leche cruda (acidificación) y por el contrario, el tratamiento facilita la digestibilidad de algunas proteínas. Pérdidas marginales de lisina no significativas (2-4%)
 y por el contrario, el tratamiento facilita la digestibilidad de algunas proteínas. Pérdidas marginales de lisina no significativas (2-4%).")
22
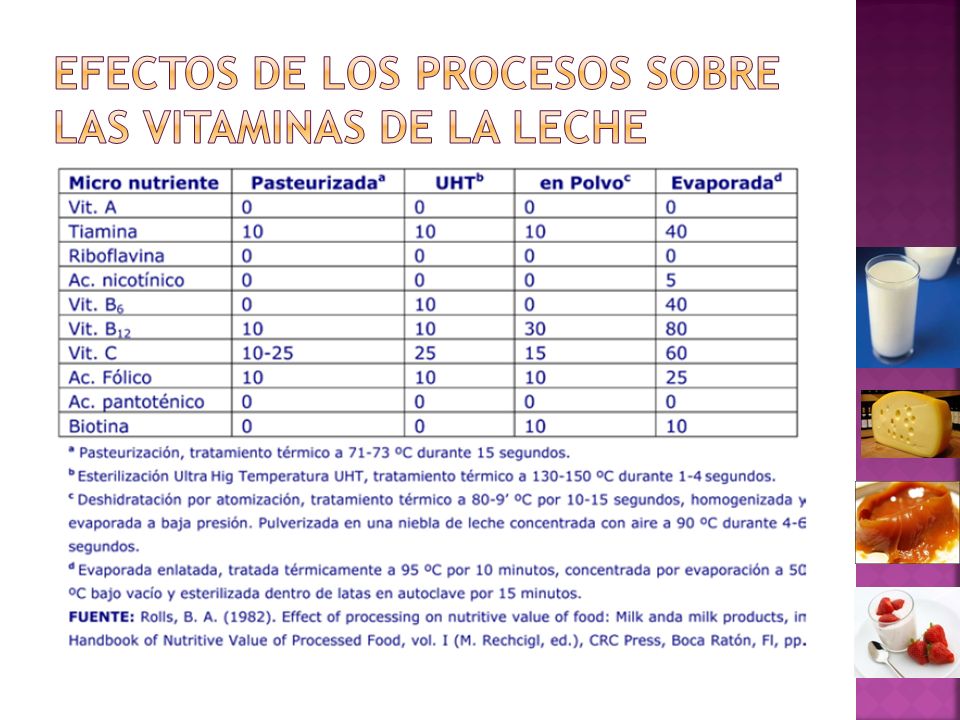
Vitaminas Las vitaminas liposolubles (A,D y E) y las hidrosolubles(Riboflavina, Biotina, ac. Pantoténico y ac. Nicotínico)permanecen bastantes estables La tiamina, ac. Fólico, B12 y B6 y el ascorbato (vit. C) son susceptibles al calor /oxidación. La tiamina es la menos termoestable (pérdidas no >3%) mientras que la vit.C la B12 y el ac. Fólico son susceptibles a la oxidación durante el procesamiento o almacenaje. A estas se las protege eliminando el O2. La protección de la acción de la luz, a través del envase, es importante para evitar el desarrollo de aromas desagradables y pérdidas de riboflavina.
permanecen bastantes estables La tiamina, ac. Fólico, B12 y B6 y el ascorbato (vit. C) son susceptibles al calor /oxidación. La tiamina es la menos termoestable (pérdidas no >3%) mientras que la vit.C la B12 y el ac. Fólico son susceptibles a la oxidación durante el procesamiento o almacenaje. A estas se las protege eliminando el O2. La protección de la acción de la luz, a través del envase, es importante para evitar el desarrollo de aromas desagradables y pérdidas de riboflavina..")
23
“ Se entiende por Leche en Polvo al producto que se obtiene por deshidratación de la leche, entera, descremada o parcialmente descremada y apta para la alimentación humana, mediante procesos tecnológicamente adecuados” Leche (líquido) ∼88% H 2 O Leche en polvo (sólido) 2,5-5% H 2 O La evaporación tiene como objetivo reducir el costo del secado Como la leche es sensible a los efectos del calor la evaporación se realiza a vacío
 ∼88% H 2 O Leche en polvo (sólido) 2,5-5% H 2 O La evaporación tiene como objetivo reducir el costo del secado Como la leche es sensible a los efectos del calor la evaporación se realiza a vacío")
24
Materia prima La leche para secado debe ser de excelente calidad Bactofugación o microfiltración (Secado por atomización) Tratamiento térmico previo no debe ser excesivo Evitar coagulación de las PS Pérdida de solubilidad, aromas y sabor Prueba de peroxidasa o INPS (mg spnd/g polvo) determina la intensidad del tratamiento Se debe evitar una población inicial elevada de bacterias termodúricas: pueden sobrevivir a la pasteurización y proliferar durante las etapas de evaporación. El contenido bacteriano debe ser bajo (30000 -50000 bacterias por gramo de polvo)
.")
25
Leche entera en polvo: Leche normalizada No necesita homogeneizarse a menos que se seque en rodillos o vaya a la producción de leche instantánea Pasteurización a alta T (80-85ºC) para inactivación de lipasas (peroxidaxa(-)) Leche desnatada Previamente clarificada y desnatada Pasteurizada (test de fosfatasa (-))
 para inactivación de lipasas (peroxidaxa(-)) Leche desnatada Previamente clarificada y desnatada Pasteurizada (test de fosfatasa (-))")
26
Consiste en eliminar agua por ebullición Evaporador de pelicula descendente Evaporadores de múltiple efecto. Dos a siete unidades que operan a presiones cada vez más bajas. Utilizan el vapor del efecto anterior como medio de calentamiento. Para aumentar la eficiencia, el vapor proveniente del producto se puede recomprimir (termocompresión y/o compresión mecánica) concentrado Propiedades: No demasiado viscoso (60/100cP) Sólidos: 48/50% No desnaturalización excesiva de proteinas ni flóculos proteicos
 concentrado Propiedades: No demasiado viscoso (60/100cP) Sólidos: 48/50% No desnaturalización excesiva de proteinas ni flóculos proteicos.")
27
Secado en rodillos o tambor rotatorio Secado por atomización Liofilización La Deshidratación es el método de conservación empleado Elimina la casi totalidad del agua (95-97%) Impide el desarrollo de m.o. (aw ↓ y ↑ ∏ presión osmótica) Prolonga la vida útil 3años para leche desnatada 6 meses para entera (oxidación de la grasa)
 Prolonga la vida útil 3años para leche desnatada 6 meses para entera (oxidación de la grasa).")
28
El tratamiento térmico es intenso Efectos en el producto Baja solubilidad Decoloración Aumento de la absorción de agua Según la forma de alimentar la leche Secadores alimentados por canal (1) Secadores alimentados por rociado Principio (1) Leche tratada → canal → formación de una capa delgada de leche → se calienta rápidamente y se evapora → secado → Rascador despega la capa sobre un transportador tornillo que la muele hasta reducirse a hojuelas → Molino → polvo → separación por tamizado de partículas duras y/o quemadas Partículas quemadas Desnaturalización de PS Caramelización de la Lactosa No es un producto de buena calidad para reconstituirlo a leche fluida pero puede ser interés en alimentos preparados y chocolates.
 Secadores alimentados por rociado Principio (1) Leche tratada → canal → formación de una capa delgada de leche → se calienta rápidamente y se evapora → secado → Rascador despega la capa sobre un transportador tornillo que la muele hasta reducirse a hojuelas → Molino → polvo → separación por tamizado de partículas duras y/o quemadas Partículas quemadas Desnaturalización de PS Caramelización de la Lactosa No es un producto de buena calidad para reconstituirlo a leche fluida pero puede ser interés en alimentos preparados y chocolates.")
29
150-250ºC Transporte neumático y enfriamiento Etapas 1-Evaporación (falling film) hasta un contenido de MS del 45-55% 2-Bombeo del concentrado a la torre de atomización para su secado final. Fases en el secado final Dispersión del concentrado en gotas muy finas Mezcla con aire caliente (cámara) y evaporación de agua (rápido) Separación partículas – aire de secado SECADO EN UNA ETAPA
 y evaporación de agua (rápido) Separación partículas – aire de secado SECADO EN UNA ETAPA.")
30
Si el contenido de humedad del polvo es alto se incorporará una 2da etapa de secado de acabado. H% polvo saliente de la cámara es 2-3% > H%(F) LF elimina exceso de humedad y enfría el polvo Mayor economía del proceso Se desarrolló inicialmente para obtener polvos aglomerados
 LF elimina exceso de humedad y enfría el polvo Mayor economía del proceso Se desarrolló inicialmente para obtener polvos aglomerados.")
31
Para que se disuelva rápidamente en agua la leche en polvo debe ser instantaneizada. Para ello las partículas de leche deben ser tratadas: Formación de aglomerados grandes y porosos 1 - Secado de capilares y poros (agua → aire) 2 – Re-humidificación (hinchamiento de la superficie cerrando los capilares) → superficie pegajosa → se unirán formando aglomerados. Partícula de polvo con agua en sus capilares y poros Partícula de polvo seca Partícula re-humificada en superficie
 2 – Re-humidificación (hinchamiento de la superficie cerrando los capilares) → superficie pegajosa → se unirán formando aglomerados. Partícula de polvo con agua en sus capilares y poros Partícula de polvo seca Partícula re-humificada en superficie.")
32
El método más eficiente de instantaneizado es utilizando lecho fluidizado (LF) Básicamente consiste de un túnel con fondo perforado. La carcasa está montada sobre muelles y vibra por medio de un motor. El polvo se desplaza a velocidad uniforme por el túnel. A la salida se encuentra un tamiz que separa partículas de dimensiones mayores a un estándar y son recirculadas a la entrada del equipo Primera sección de humidificado con vapor Restantes secciones de secado y enfriamiento

33
Se diferencian en el tratamiento térmico aplicado:

36
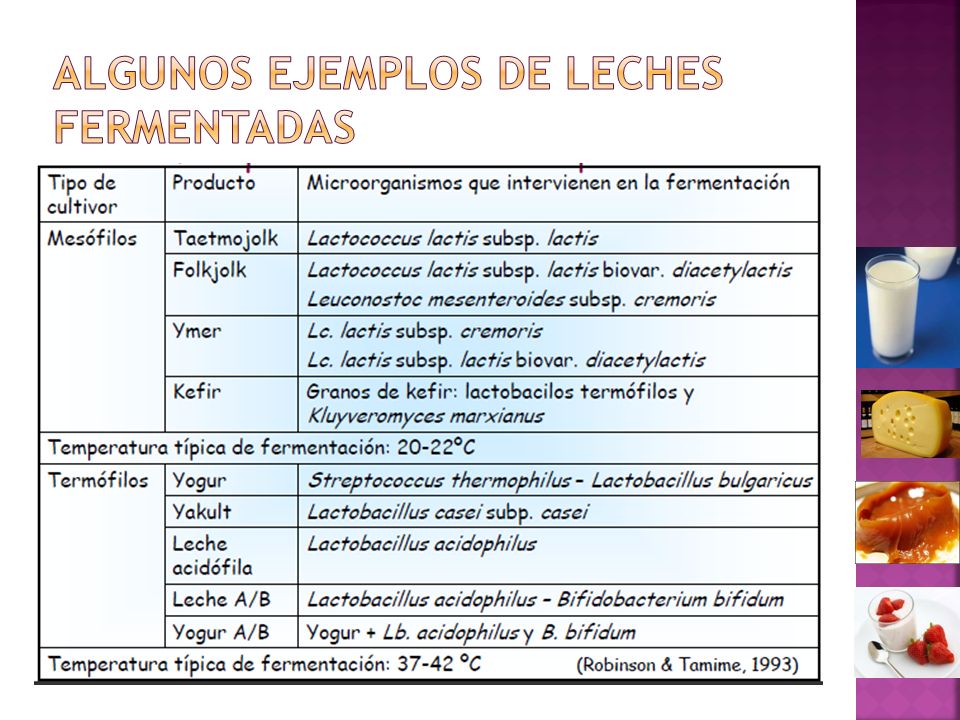
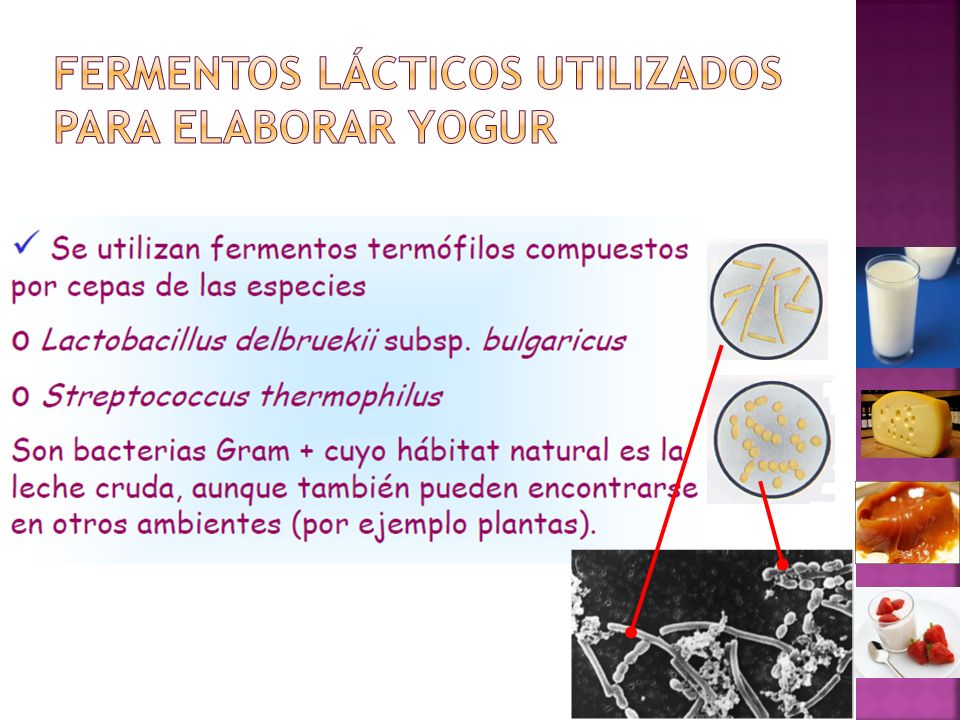
El primer ejemplo de leche acidificada fue presumiblemente producido accidentalmente por nómadas. La leche se volvía ácida y coagulaba bajo la influencia de ciertos m.o. Ejemplos: Yogur (40-45ºC) Kefir (25-28 ºC) Es la denominación genérica para un producto que consiste en leche inoculada con un fermento que convierte parte de la lactosa a ácido láctico. Art.576 CAA CAPITULO_VIII.pdfCAPITULO_VIII.pdf Leches Fermentadas
 Kefir (25-28 ºC) Es la denominación genérica para un producto que consiste en leche inoculada con un fermento que convierte parte de la lactosa a ácido láctico. Art.576 CAA CAPITULO_VIII.pdfCAPITULO_VIII.pdf Leches Fermentadas.")
38
Valor nutricional Aporte proteico: Aumento del valor biológico por la mejor digestibilidad debido a : Aporte Glucídico: La propia fermentación Acidificación Coagulación de la caseína Aporte energético Fuente de galactosa ( azúcar estructural de células cerebrales) Metabolito principal: Ácido láctico. Contribuye: VALOR CALORICO YOGUR ≈ VALOR CALÓRICO LECHE NUTRICIONALMENTE ES MEJOR POR SU FÁCIL DIGESTIÓN ELEVADO CONTENIDO DE ENZIMAS Y LIGERO AUMENTO DE VITAMINA B LACTOSA Inocuidad bacteriológica Textura Aroma y sabor Absorción de Ca y P Desarrollo de una flora intestinal benéfica que destruye los componentes de la putrefacción en el intestino humano.

39
Actividad Lactásica En los adultos, la actividad lactásica disminuye, lo que provoca un menor aprovechamiento de la lactosa y al mismo tiempo estimulación del peristaltismo con aceleración del tránsito intestinal, a veces doloroso. El aporte de lactosa al organismo estará en función de la capacidad de absorción de ésta en el intestino El yogur aporta fermentos que tienen actividad lactásica hidrolizando la lactosa en el intestino delgado e incorporando así glucosa y galactosa a través de la barrera intestinal INTOLERANCIA A LA LACTOSA

40
Valor nutricional Aporte lipídico: YOGUR ENTERO VS. DESCREMADO CONTENIDO EN LÍPIDOS LOS LÍPIDOS DEL YOGUR NO DIFIEREN DE LOS DE LA LECHE DE PARTIDA Ac. Grasos entre 4 y 20 átomos de C (lípidos de reserva) Fosfolípidos (membranas celulares) Colesterol (0,3% de la fracción grasa) Vitaminas liposolubles (A,D, E y K)
 Fosfolípidos (membranas celulares) Colesterol (0,3% de la fracción grasa) Vitaminas liposolubles (A,D, E y K).")
41
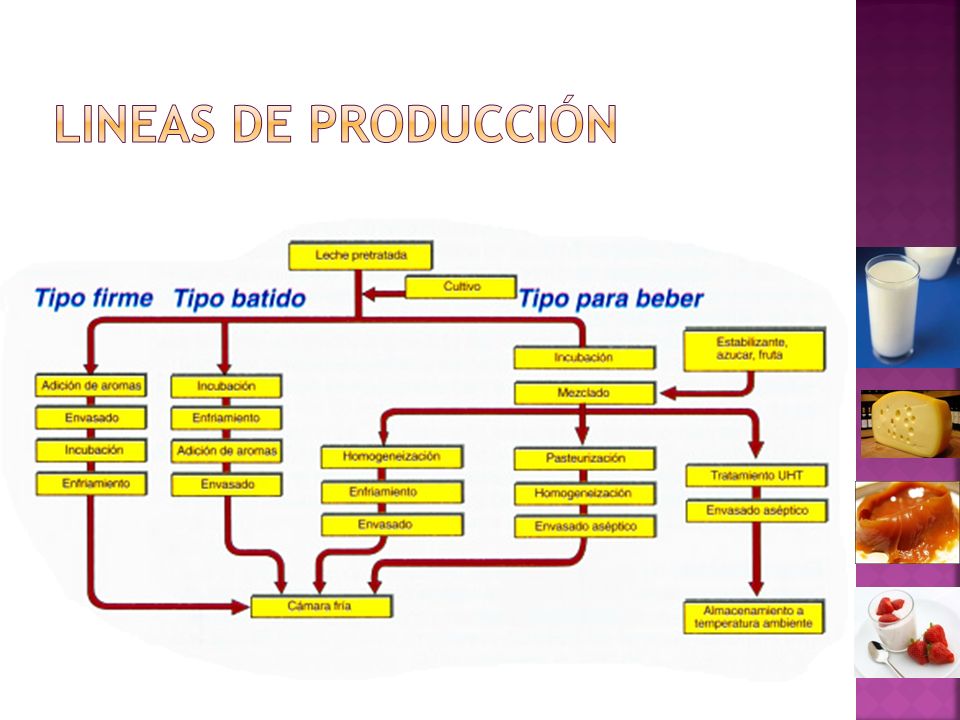
Clasificación s/textura Yogur firme, incubado y enfriado en el mismo envase Yogur batido, incubado en depósitos y enfriado antes de su envasado Yogur líquido, similar al batido, aunque su coagulo se rompe hasta obtener una forma líquida antes de su envasado Yogur congelado Yogur concentrado

43
De la mutua cooperación entre S. thermophilus y Lb. Bulgaricus resulta una fermentación más rápida de la lactosa que si se consideran las contribuciones individuales de ambas especies de BAL. El pH de la leche desciende como consecuencia de la formación de ácido láctico, y a valores cercanos al punto isoeléctrico de las caseínas (pH4,6-4,4) se produce la desestabilización de las mismas y la formación del típico gel ácido del yogur. Relación Protosimbiótica: 40:60 BIOLACT – Y01
 se produce la desestabilización de las mismas y la formación del típico gel ácido del yogur. Relación Protosimbiótica: 40:60 BIOLACT – Y01.")
44
Leche: Micelas de caseínas nativas Estables por cargas negativas y repulsión estérica Acidificación: BAL termófilas(LB. bulgaricus +S. thermophilus) Metabolizan la lactosa en proporción variable Formación de ácido láctico pH ↓ : Solubilización del fosfato coloidal Agregación de micelas de caseínas a partir de pH 5.8 Gel de caseína ácida irrevesrsible GG actúan como relleno de esta estructura interaccionando con la red proteica Los fermentos pueden intervenir en la formación de la estructura del yogur (exopolisacáridos)
 Metabolizan la lactosa en proporción variable Formación de ácido láctico pH ↓ : Solubilización del fosfato coloidal Agregación de micelas de caseínas a partir de pH 5.8 Gel de caseína ácida irrevesrsible GG actúan como relleno de esta estructura interaccionando con la red proteica Los fermentos pueden intervenir en la formación de la estructura del yogur (exopolisacáridos).")
45
Elección de la leche: De la máxima calidad bacteriológica Libre de inhibidores Leche “joven” ≡ Poco tiempo almacenada en refrigeración → Bajo grado de Proteólisis Antibióticos Restos de desinfectantes y productos de limpieza Bacteriófagos A > grado de proteólisis → menos calidad del producto Pérdida de textura Sabores amargos Bajo recuento bacteriano

46
Normalización de la leche en grasa y sólidos no grasos (SNG) Grasa (0-10%) Materia seca (MS) FAO/OMS Contenido mín SNG de la leche = 8,2 % (FAO/OMS) A > %MS → ↑ µ, menor sinéresis Métodos p/normalizar MS Evaporación (10-20% Volumen de leche) Adición de leche descremada en polvo (máx. 3%) Adición de leche concentrada Adición de retenato de UF de leche desnatada
 Adición de leche concentrada Adición de retenato de UF de leche desnatada.")
47
Aditivos lácteos Azúcar o edulcorantes Estabilizantes IMPORTANTE: Incorporados los ingredientes DESAIREAR Sacarosa Jarabes de Glucosa Sólos o en combinación con frutas Edulcorantes (diabéticos, dieta) Sobre todo en yogur batido. Mejora µ y consistencia. Mejora sensación en la boca. Reduce calorías sin cambios sensoriales. Ej.: Gelatina, Almidón, Pectinas, etc. (1% max.) Favorece el crecimiento del cultivo iniciador Reduce la sinéresis, mejora estabilidad y viscosidad Mejora las condiciones de trabajo del homogeneizador Menos riesgo de ensuciamiento durante el TT
 Favorece el crecimiento del cultivo iniciador Reduce la sinéresis, mejora estabilidad y viscosidad Mejora las condiciones de trabajo del homogeneizador Menos riesgo de ensuciamiento durante el TT.")
48
Homogeneización. Objetivos: Prevenir la separación de la crema durante la fermentación (estabilidad de la emulsión) Asegurar la distribución uniforme de la grasa de la leche Para obtener propiedades físicas óptimas del producto homogeneizar a: La estabilidad, la consistencia, el cuerpo y la blancura de leches acidificadas se ven mejoradas con la homogeneización, incluso con bajo contenido en grasas. 20 – 25 MPa (Presión) 60 – 65 ºC
 Asegurar la distribución uniforme de la grasa de la leche Para obtener propiedades físicas óptimas del producto homogeneizar a: La estabilidad, la consistencia, el cuerpo y la blancura de leches acidificadas se ven mejoradas con la homogeneización, incluso con bajo contenido en grasas. 20 – 25 MPa (Presión) 60 – 65 ºC.")
49
Tratamiento térmico. Objetivos: Destrucción de microorganismos y de la mayor parte de las enzimas Desnaturalización de las proteínas del suero y su asociación con las caseínas lo que resulta en: Aumento de la viscosidad y firmeza del gel (Cuerpo) Reducción del tiempo de gelación Menor sinéresis Destrucción de inhibidores de las BAL Formación de compuestos que estimulan la fermentación Hidratación de estabilizantes de alta temperatura Aumento de fosfato de calcio coloidal Disminución del O 2 disuelto 90-95ºC / 5-10 min (Continuo) 80-85ºC /30 min (Batch) UAT
 Reducción del tiempo de gelación Menor sinéresis Destrucción de inhibidores de las BAL Formación de compuestos que estimulan la fermentación Hidratación de estabilizantes de alta temperatura Aumento de fosfato de calcio coloidal Disminución del O 2 disuelto 90-95ºC / 5-10 min (Continuo) 80-85ºC /30 min (Batch) UAT.")
50
Tratamiento previo gral. de los productos lácteos fermentados El coagulo formado durante la fermentación es sensible al tratamiento mecánico. Esto hace que sea muy importante la adecuada selección y correcto dimensionamiento de válvulas, bombas, enfriadores, tuberías, etc. DISEÑO DE LA PLANTA

51
Una vez pre-tratada la leche se lleva a la temperatura de fermentación ( ∼45ºC) Siembra de cepas seleccionadas Incubación (42-43ºC/ 4 – 6hs hasta pH 4,6) Control del descenso del pH Los cultivos están disponibles actualmente como: Concentrados, congelados o liofilizados y están siendo utilizados más o menos ampliamente. De esta manera se evita invertir en una sala separada de cultivo, un ahorro de costos que debería ser confrontado con los de abastecimiento y almacenamiento apropiado de los cultivos. Por otro lado, La inoculación directa minimiza el riesgo de contaminación ya que se evitan las etapas de propagación.

52
Enfriamiento y almacenamiento Alcanzada la acidez adecuada y formado el gel se enfría los envases (firme o set) en túneles de frío de 43ºC a 4-6ºC y en dos etapas para evitar sinéresis. El objetivo del enfriamiento es detener la actividad microbiana para conservar los caracteres organolépticos del yogur y evitar la excesiva acidez Finalmente, almacenamiento refrigerado entre 1ºC y 8ºC hasta el momento de consumo, que no debe exceder de los 28 días desde su fabricación.

Presentaciones similares