Descargar la presentación
La descarga está en progreso. Por favor, espere

1
INSTRUMENTACION INDUSTRIAL III
Ing. Ricardo Alonso

2
INTRODUCCION CONTROL : OPERACIÓN PROCESOS Y PRODUCCION PRODUCTOS EN ESPECIFICACION. EL CONTROLADOR POR EXCELENCIA ES EL HOMBRE ( CONTROL MANUAL). LIMITACIONES FISIOLOGICAS IMPONEN AUTOMATIZACION. COSTOS CADA VEZ MAYORES DE OPERACIÓN. EL CONTROL AUTOMATICO SE CENTRA A LA OPTIMIZACION.

3
EVOLUCION HISTORICA GRECIA ANTIGUA : HERON Y ARQUIMEDES.
PUEBLO HEBREO : EL GOLAN. ROMA : MUY POCO DESARROLLO. FRANCIA : OBJETO DE JUEGOS Y DIVERSIONES. INGLATERA : APLICACIONES EN LAS MAQUINAS DE VAPOR. TELAR DE JAQCQUARD : CONTROL POR TARJETAS.

4
EVOLUCION HISTORICA SEGUNDA GUERRA MUNDIAL : NECESIDAD DE AUTOMATISMOS MILITARES ( PILOTO AUTOMATICO, ESPOLETA DE PROXIMIDAD, TORPEDO ACUSTICO, ETC). CARRERA ARMAMENTISTA : CONTROLES PARA SISTEMAS INTRINSECAMENTE INESTABLES, MISILES, ETC. JAPON : LOS ROBOTS Y LA INDUSTRIALIZACION. JAPON : TRENES Y AUTOS INTELIGENTES.

5
LA AUTOMATIZACION EN VENEZUELA
APLICACIÓN EN LA IPPCN APLICACIONES EN SISTEMAS DE DESPACHO DE GAS. APLICACIONES EN SISTEMAS DE OLEODUCTOS Y POLIDUCTOS. AUTOMATIZACION DEL SISTEMA ELECTRICO INTERCONECTADO NACIONAL ( OPSIS ). EMPRESAS COMO HONEYWELL Y FOXBORO IMPLANTAN SUS CUARTELES LATINOAMERICANOS AQUÍ EN VENEZUELA. ULTIMA GENERACION : CONTROL AVANZADO MULTIVARIABLE Y AUTOMATIZACION TOTAL DE UNA REFINERIA ( EL PALITO 1980 – 1997).
. EMPRESAS COMO HONEYWELL Y FOXBORO IMPLANTAN SUS CUARTELES LATINOAMERICANOS AQUÍ EN VENEZUELA. ULTIMA GENERACION : CONTROL AVANZADO MULTIVARIABLE Y AUTOMATIZACION TOTAL DE UNA REFINERIA ( EL PALITO 1980 – 1997).")
6
CONCEPTOS BASICOS SISTEMA DE CONTROL REPRESENTA ENFOQUE SISTEMICO.
COMPONENTES INDEPENDIENTES NO REALIZAN LA FUNCION DEL SISTEMA DEL CONTROL HASTA ESTAR INTEGRADOS. NO SOLO ES EL FACTOR FISICO, ES LA LOGICA IMPLICITA EN ELLA. EL SISTEMA MODERNAMENTE COMPARTE CAMPOS CON LA INFORMATICA. APOYO DE NUEVAS DISCIPLINAS : INVESTIGACION DE OPERACIONES, ETC.

7
TERMINOLOGIA VARIABLE CONTROLADA : VARIABLE CUYO VALOR SE DESEA MANTENER ESTABLE (PV) VARIABLE MANIPULADA : AQUELLA VARIABLE DEL PROCESO QUE MANIPULA EL SISTEMA DE CONTROL A FIN DE MANTENER ESTABLE LA VARIABLE DE CONTROL. CARGA : AQUELLA VARIABLE DE PROCESO LA CUAL AFECTA EL VALOR DE LA VARIABLE CONTROLADA Y NO PUEDE SER MANIPULADA POR EL SISTEMA DE CONTROL. PERTURBACION : AGENTE FISICO, AJENO AL PROCESO Y ALEATORIA, LA CUAL AFECTA A LA VARIABLE CONTROLADA.

8
TERMINOLOGIA PUNTO DE AJUSTE : ES EL VALOR ALREDEDOR DEL CUAL SE DESEA MANTENER LA VARIABLE CONTROLADA (SP) ERROR : DESVIACION DEL VALOR DE LA VARIABLE CONTROLADA CON RESPECTO AL PUNTO DE AJUSTE (E) ACCION DE CONTROL : SENTIDO EN EL CUAL SE MOVERA LA VARIABLE MANIPULADA A FIN DE CORREGIR CUALQUIER ERROR EN LA VARIABLE CONTROLADA. ELEMENTO FINAL DE CONTROL : DISPOSITIVO QUE RECIBE DIRECTAMENTE LA SEÑAL DEL CONTROLADOR Y ACTUA DIRECTAMENTE SOBRE EL PROCESO, ALTERANDO EL VALOR DE LA VARIABLE MANIPULADA.
 ACCION DE CONTROL : SENTIDO EN EL CUAL SE MOVERA LA VARIABLE MANIPULADA A FIN DE CORREGIR CUALQUIER ERROR EN LA VARIABLE CONTROLADA. ELEMENTO FINAL DE CONTROL : DISPOSITIVO QUE RECIBE DIRECTAMENTE LA SEÑAL DEL CONTROLADOR Y ACTUA DIRECTAMENTE SOBRE EL PROCESO, ALTERANDO EL VALOR DE LA VARIABLE MANIPULADA.")
9
TERMINOLOGIA CONTROLADOR : DISPOSITIVO EN EL CUAL SE CALCULA UNA ACCION DE CONTROL EN FUNCION DE UN ALGORITMO Y LA SEÑAL DE ERROR. TRANSMISOR : DISPOSITIVO QUE TRASLADA UNA SEÑAL DE UNA FORMA A OTRA, ESTANDARIZANDOLA SEGÚN UNA ESCALA COMUN. ( SEÑAL ELECTRICA DE UNA TERMOCUPLA A PRESION EN EL RANGO DE 3 A 15 PSIG). PROCESO : SISTEMA OBJETO DEL SISTEMA DE CONTROL.
. PROCESO : SISTEMA OBJETO DEL SISTEMA DE CONTROL.")
10
SEÑALES Variable manipulada SP E PV OP Elemento de medición
FINAL DE CONTROL CONTROLADOR PROCESO TRANSMISOR Elemento de medición PV estandarizada

11
OBJETIVOS DEL CONTROL AUTOMATICO
SE AUTOMATIZAN LOS PROCESOS POR : SEGURIDAD PERSONAS E INSTALACIONES. MANTENER PERFORMANCE MANTENER CALIDAD. INCREMENTAR PRODUCTIVIDAD AHORRO DE RECURSOS. REDUCIR FATIGA / INCREMENTAR PROFUNDIDAD Y AMPLITUD DEL CARGO. REDUCCION DE PERSONAL NUNCA HA JUSTIFICADO UN PROCESO DE AUTOMATIZACION.

12
PARADIGMA DEL CONTROL CONTROL TIPO RETROALIMENTACION : ENFOQUE NATURALEZA. SE COMPARA PERFORMANCE / CALIDAD VS. ESTANDAR DESEADO. SE ACTUA SOBRE EL SISTEMA DE FORMA TAL QUE EL PARAMETRO DE PERFORMANCE SEA LLEVADO AL ESTANDAR DESEADO. CONDICION BASICA : LA MANIPULACION DEL SISTEMA DEBE INCIDIR DE MANERA SIGNIFICATIVA SOBRE EL PARAMETRO CONTROLADO.

13
ESTRATEGIAS DE CONTROL ( Control por retroalimentación)
")
15
SOFISTICACION DEL CONTROL POR RETROALIMENTACION
CONTROL POR CASCADA : CONTROL DE SISTEMAS DE ALTA INERCIA MANIPULANDO VARIABLES MUY RAPIDAS Y CON RUIDOSAS. CONTROL SELECTIVO : CONTROL SECUENCIAL DE UN PROCESO POR MANEJO DE VARIABLES RESTRICTIVAS. CONTROL POR RELACION : FLUJO GAS EN CALDERAS Y HORNOS. CONTROL FEEDBACK ADAPTATIVO.

16
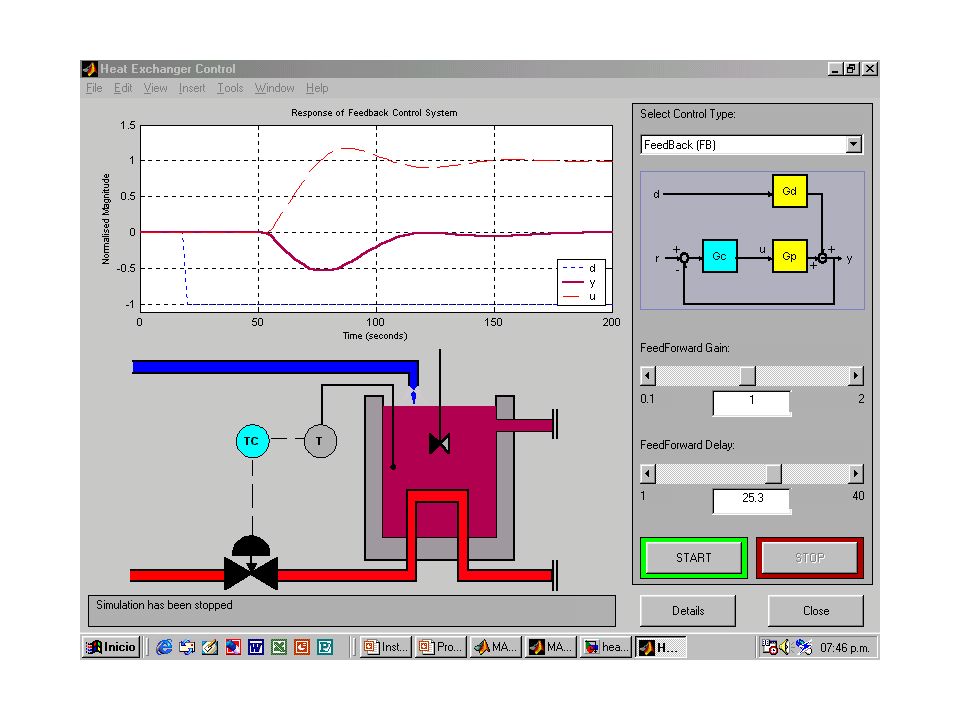
PERTURBACIONES Inclusión de una perturbación d en un lazo de control por retroalimentación.

20
OTROS ENFOQUES CONTROL TIPO FEED FORWARD SE ANTICIPA A LOS CAMBIOS AL REACCIONAR A CAMBIOS EN LAS PERTURBACIONES. CONTROL PREDICTIVO : SE APLICA A PROCESOS CON TIEMPOS MUERTOS MUY ELEVADOS. CONTROLES ADAPTATIVOS : APLICABLES A SISTEMAS NO LINEALES (FUZZY LOGIC / NEUROFUZZY / NEURAL NETS ). CONTROL MULTIVARIABLE. CONTROL ROBUSTO : AJUSTAR AGRESIVIDAD PARA MINIMIZAR EFECTO DE PERTURBACIONES.
. CONTROL MULTIVARIABLE. CONTROL ROBUSTO : AJUSTAR AGRESIVIDAD PARA MINIMIZAR EFECTO DE PERTURBACIONES.")
22
CONTROL TIPO FEEDFORWARD

24
CONTROL PREDICTIVO

26
CONTROL POR LOTES

27
CONTROL PREDICTIVO

28
NORMAS ISA ISA : INSTRUMENTATION SOCIETY OF AMERICA.
NORMAS APLICADAS EN LA ELABORACION DE LOS DTI. DTI : DIAGRAMAS DE TUBERIA E INSTRUMENTACION. REPRESENTACION ICONOGRAFICA DE LOS EQUIPOS, TUBERIAS DE CONEXIÓN E INSTRUMENTACION ( LAZOS DE CONTROL ) EN DICHOS EQUIPOS Y TUBERIAS. NEXO COMUN ENTRE INGENIEROS DE PROCESO E INSTRUMENTISTAS.
 EN DICHOS EQUIPOS Y TUBERIAS. NEXO COMUN ENTRE INGENIEROS DE PROCESO E INSTRUMENTISTAS.")
29
Modificador primera posición
NORMAS ISA Letra Primera posición Modificador primera posición Función Lectura Pasiva De Salida Modificación A Análisis - Alarma B Detector llama C Conductividad Control D Densidad Diferencial E Tensión Elemento Primario F Flujo Relación G Calibre Visor de Vidrio H Manual Alto

30
Modificador primera posición
NORMAS ISA Letra Primera posición Modificador primera posición Función Lectura Pasiva De Salida Modificación I Intensidad - Indicación J Potencia Exploración K Tiempo Estación Control L Nivel Luz Piloto Bajo M Humedad Medio N O Orificio P Presión Punto de Prueba

31
Modificador primera posición
NORMAS ISA Letra Primera posición Modificador primera posición Función Lectura Pasiva De Salida Modificación Q Cantidad Integración - R Radiación Registro S Velocidad Frecuencia Seguridad Interruptor T Temperatura Transmisor U Multivariable Multifunción V Viscosidad W Peso Fuerza Vaina Y Rele Computo

32
Modificador primera posición
NORMAS ISA Letra Primera posición Modificador primera posición Función Lectura Pasiva De Salida Modificación Z Posición - Elemento Final Control

33
SEÑALES Enlace mecánico Señal neumática Señal eléctrica Tubo capilar
Señal hidráulica Señal inalámbrica x x x x x x x x x x x x x x x x x x x x x x x x L L L L L L L L

34
ALIMENTACION SEÑALES AS Alimentación con aire de instrumentos.
ES Alimentación eléctrica. GS Alimentación con gas. HS Alimentación hidráulica. NS Alimentación con Nitrógeno. SS Alimentación con vapor. WS Alimentación con aire.

35
SIMBOLOS GENERALES

36
SIMBOLOS DE VALVULAS

37
SIMBOLOS ESPECIALES VALVULAS DE CONTROL
FC FO VALVULA FALLA ABIERTA VALVULA AIRE PARA CERRAR VALVULA FALLA CERRADA VALVULA AIRE PARA ABRIR

38
APLICACIÓN ESTANDAR ISA

39
SENSORES ESPECIALES SENSOR ES LA FORMA QUE TIENE UN SISTEMA DE CONTROL DE CAPTAR LO QUE PASA EN SU ENTORNO. PERMITE VER LAS VARIABLES CONTROLADAS Y PERTURBACIONES. VISUALIZAR LOS VALORES DE LA VARIABLE MANIPULADA. DETECCION DE LA POSICION DE LOS CONTROLADORES.

40
SENSORES ESPECIALES GENERALMENTE LOS SENSORES SE DIVIDEN EN :
SENSORES DE MEDICION. VARIABLES FISICOQUIMICAS ( PRESION, TEMPERATURA, FLUJO , ETC). VARIABLES ELECTRICAS ( VOLTAJE, INTENSIDAD, POTENCIA, ETC). VARIABLES FISICAS ( PESO, FUERZA, ACELEARACION, ETC.). VARABLES QUIMICAS ( COMPOSICION, PH, CONDUCTIVIDAD). SENSORES DE DETECCION POSICION FINAL DE CARRERA ROTACION Y DESPLAZAMIENTO.
. VARIABLES ELECTRICAS ( VOLTAJE, INTENSIDAD, POTENCIA, ETC). VARIABLES FISICAS ( PESO, FUERZA, ACELEARACION, ETC.). VARABLES QUIMICAS ( COMPOSICION, PH, CONDUCTIVIDAD). SENSORES DE DETECCION. POSICION. FINAL DE CARRERA. ROTACION Y DESPLAZAMIENTO.")
41
SENSORES ESPECIALES SENSORES CLASICOS : SENSORES ESPECIALES PRESION
TEMPERATURA FLUJO INTENSIDAD, VOLTAJE Y POTENCIA PESO, FUERZA Y ACELERACION. SENSORES ESPECIALES EL MAS COMUN SON LOS ANALIZADORES EN LINEA.

42
MEDICION CLASICA PRESION : MANOMETROS, PRESOSTATOS, PIEZOMETROS.
TEMPERATURA : TERMOPARES, TERMOMETROS RELLENOS CON FLUIDO, TERMOMETROS BIMETALICOS. FLUJO : PLACA DE ORIFICIO, VENTURI, TURBINAS, ROTAMETROS. VOLTAJE, INTENSIDAD POTENCIA : GALVANOMETRO, PUENTES DE WEAHSTONE, CONTADORES..

43
ANALIZADORES EN LINEA PERMITEN MEDIR CARACTERISTICAS FISICOQUIMICAS DE PROCESOS QUIMICOS. VARIABLES MEDIDAS: COMPOSICION : CROMATOGRAFOS DE GASES, ANALIZADORES I/R. CONDUCTIVIDAD ELECTRICA : CONDUCTIMETRO. ACIDEZ / BASICIDAD : PH-METRO. VISCOSIDAD : VISCOSIMETROS EN LINEA. GRAVEDAD ESPECIFICA : DENSIMETROS / GRAVIMETROS.

44
ANALIZADORES EN LINEA LOS ANALIZADORES EN LINEA PERMITEN MEDIR ESTE PARAMETRO SIN: TENER QUE LLEVAR UNA MUESTRA A LABORATORIO Y ESPERAR TIEMPOS LARGOS PARA OBTENER RESULTADOS. PERMITE CERRAR EL LAZO DE CONTROL SIN LAS DEMORAS DE UN ANALISIS DE LABORATORIO. DETECCION DE DESVIACIONES DE CALIDAD ENTRE MUESTREOS RUTINARIOS POR CONTROL DE CALIDAD. PERMITEN EL LOGRO DEL ASEGURAMIENTO DE CALIDAD

45
ANALIZADORES EN LINEA PRESENTA LOS PROBLEMAS SIGUIENTES :
REQUIEREN DE MANO DE OBRA ESPECIALIZADA PARA SU MANTENIMIENTO Y AJUSTE. NO ELIMINA LA NECESIDAD DE MANTENER UN LABORATORIO DE CONTROL DE CALIDAD. SE REQUIERE EL MISMO PARA RECALIBRACION DEL INSTRUMENTO. SE REQUIERE DE MANTENIMIENTO Y AJUSTE CONSTANTE. INGENIEROS ESPECIALIZADOS PARA SU ESPECIFICACION Y SELECCIÓN. INCLUYE SISTEMA DE PREPARACIOON DE MUESTRAS.

46
ANALIZADORES EN LINEA PRESENTA LOS PROBLEMAS SIGUIENTES :
ALTA INVERSION INICIAL Y COSTOS SIGNIFICATIVOS DE MANTENIMIENTO. SI EXISTEN TIEMPOS MUERTOS MUY ALTOS EN EL LAZO DE CONTROL, EL ANALIZADOR TIENE MUY APLICACIÓN EN EL SISTEMA DE CONTROL. EN ESTE CASO SE REQUIERE DE CONTROL POR ACCION PRECALCULADA , CON ANALIZADOR VIRTUAL. EL ANALIZADOR REAL SIRVE PARA RECALIBRAR EL ANALIZADOR VIRTUAL.

47
CROMATOGRAFO DE GASES Se coloca una muestra al inicio de una columna con un relleno Se inyecta un gas de arrastre inerte (N2) el cual mueve la muestra Al arrastrar el gas, cada componente es absorbido con diferente fuerza Los mas fuertemente absorbidos son los últimos en salir
 el cual mueve la muestra. Al arrastrar el gas, cada componente es absorbido con diferente fuerza. Los mas fuertemente absorbidos son los últimos en salir.")
48
CROMATOGRAFO DE GASES El primero en salir es quemado en un quemador, lo cual produce un cambio En la llama, cuya ocurrencia e intensidad es característica del compuesto Químico, la columna y la cantidad del componente en la mezcla Quemador Detector Integrador

49
CROMATOGRAFO DE GASES El primer componente presenta un área
bajo la curva mayor que el de los demás Componentes. Esto indica que es el com- ponente que esta en mayor proporción en la mezcla. Tiempo desde el inicio de inyección del gas de arrastre

50
ANALIZADOR INFRAROJO Cámara de muestra Emisor de IR Lente de enfoque
Detector de IR Muestra circulante

51
UBICACIÓN EN EL PROCESO
Válvula de control Instrumento comparador

52
PRINCIPIO FUNCIONAMIENTO
EL ANALIZADOR IR OPERA BAJO EL PRINCIPIO DE QUE LOS PRODUCTOS QUIMICOS ABSORBEN RADIACION INFRAROJA. DICHA ABSORCION DEPENDE DE LA COMPOSICION DEL FLUIDO. SE ANALIZA LA INTENSIDAD IR DEL RAYO EN LA FUENTE CON LA INTENSIDAD IR DEL RAYO EN EL DETECTOR. LA DIFEFERENCIA ES PROPORCIONAL A LA CONCENTRACION DEL COMPUESTO EN LA MUESTRA. LA MUESTRA ES INYECTADA EN LA CAMARA DE MUESTRA POR MEDIO DE UN SISTEMA DE VALVULAS CONECTADAS A UN TEMPORIZADOR.

53
MEDICION DE CONDUCTIVIDAD
TODA SOLUCION QUIMICA EN AGUA PERMITE LA CONDUCCION DE LA ELECTRCIDAD. DICHOS SÓLIDOS, AL DISOLVERSE, FORMAN CATIONES Y ANIONES, CONDUCTORES DE ELECTRICIDAD. UNA MAYOR CONCENTRACION DE SÓLIDOS IMPLICA MAYOR CAPACIDAD DE CONDUCIR LA ELECTRICIDAD, LO QUE SE OBSERVA COMO UN INCREMENTO DE LA CONDUCTIVIDAD.

54
MEDICION DE CONDUCTIVIDAD
UN INCREMENTO DE LA CONDUCTIVIDAD EQUIVALE A UN DECREMENTO DE LA RESISTENCIA ELECTRICA. ES POSIBLE MEDIR LA CONDUCTIVIDAD CON UN OHMIOMETRO O UN PUNTE DE WEAHSTONE. LA CONDUCTIVIDAD SE USA MUCHO EN EL CONTROL DE PROCESOS DE FABRICACION DE ALIMENTOS Y TRATAMIENTO DE EFLUENTES Y AGUAS DE CONSUMO.

55
MEDICION DE CONDUCTIVIDAD
Resistencia de ajuste R1 G d.c. (-) d.c. (+) R2 Recipiente de muestra del fluido
 d.c. (+) R2. Recipiente de muestra del fluido.")
56
MEDICION DE pH SE DEFINE COMO pH A LA ACIDEZ DE UNA SOLUCION ACUOSA.
ES CALCULADA COMO –LOG( [H+]) EN EL AGUA NEUTRA ( NI ACIDA NI BASICA) LA CONCENTRACION DE H+ ES 1X10-7. EN EL AGUA BASICA, ESTA CONCENTRACION ESTA POR DEBAJO DE ESTO ( < 1X10-7 ). EN EL AGUA ACIDA ESTA POR ENCIMA DE ESTA CONCENTRACION. EL pH ACIDO ESTA EN EL RANGO DE 0 A 7 Y EL BASICO EN EL RANGO DE 7 A 14.
 EN EL AGUA NEUTRA ( NI ACIDA NI BASICA) LA CONCENTRACION DE H+ ES 1X10-7. EN EL AGUA BASICA, ESTA CONCENTRACION ESTA POR DEBAJO DE ESTO ( < 1X10-7 ). EN EL AGUA ACIDA ESTA POR ENCIMA DE ESTA CONCENTRACION. EL pH ACIDO ESTA EN EL RANGO DE 0 A 7 Y EL BASICO EN EL RANGO DE 7 A 14.")
57
MEDICION DEL pH EL pH SE MIDE USANDO EL MISMO PRINCIPIO DE LA CONDUCTIVIDAD. LA DIFERENCIA ES EL USO DE UN ELECTRODO DE PLATA/HIDROGENO EL CUAL HACE SENSIBLE AL CONDUCTIMETRO A LA CONCENTRACION DE H+. EL pH SE USA EN LAS INDUSTRIAS DE ALIMENTO, TRATAMIENTO DE EFLUENTES Y TRATAMIENTO DE AGUAS DE CONSUMO. ASIMISMO ES IMPORTANTE PARA EL CONTROL DE CORROSION EN LA INDUSTRIA QUIMICA Y LOS SISTEMAS DE GENERACION DE VAPOR.

58
ANALIZADORES VIRTUALES
FORMA DE OBVIAR LOS PROBLEMAS INHERENTES A LOS ANALIZADORES EN LINEA. CORRELACIONA LAS CONDICIONES OPERACIONALES CON DETERMINADA CALIDAD DEL PROCESO. EVITA EL TIEMPO DE DEMORA EXISTENTE CON LOS ANALIZADORES EN LINEA.

59
ANALIZADORES VIRTUALES
SU PRINCIPAL PROBLEMA RADICA EN QUE DICHAS CORRELACIONES SON DIFICILES DE LOGRAR Y COSTOSAS. DICHA DIFICULTA SE INCREMENTE SI SE CONSIDERA QUE DICHA CORRELACION CAMBIA POR CAMBIOS EN : TECNOLOGIA. ENVEJECIMIENTO DE EQUIPOS, CATALIZADORES. CAMBIOS EN LA MATERIA PRIMA E INSUMOS.

60
ANALIZADORES VIRTUALES
ESTOS INCONVENIENTE PUEDEN SER OBVIADOS GRACIAS A LAS REDES NEURONALES. ACTUAN DE MANERA SIMILAR A LAS REDES NEURONALES DEL CEREBRO HUMANO. PUEDEN RECONOCER PATRONES EN LA DATA Y APRENDER ( ENTRENAR SINAPSIS ) ESOS PATRONES. SI LOS PATRONES CAMBIAS, SE PUEDE REENTRENAR EL ANALIZADOR EN LINEA.
 ESOS PATRONES. SI LOS PATRONES CAMBIAS, SE PUEDE REENTRENAR EL ANALIZADOR EN LINEA.")
61
LAZO DE CONTROL CON ANALIZADOR EN LINEA

62
LAZO DE CONTROL CON ANALIZADOR EN LINEA
EN ESTE CASO, EL CONTROL DEL VAPOR DE DESPOJAMIENTO VIENE CONTROLADO POR LA COMPOSICION DE COMPONENTE PESADO EN EL TOPE DE LA COLUMNA. SIN EMBARGO, ESTA TORRE TIENE 100 MTS DE ALTO Y 3 DE DIAMETRO. EL TIEMPO QUE MEDIA ENTRE UN CAMBIO EN EL VAPOR DE DESPOJAMIENTO Y LA OBSERVACION DE UN INICIO DE CAMBIO EN LA COMPOSICION DEL TOPE ES DE CASI 8 HORAS. DICHO CONTROL ES BASICAMENTE IMPOSIBLE DADO EL TIEMPO MUERTO

63
LAZO DE CONTROL CON ANALIZADOR VIRTUAL

64
LAZO DE CONTROL CON ANALIZADOR VIRTUAL
EN ESTE CASO EL ANALIZADOR EN LINEA ES UNA CAJA QUE ES UN CALCULO EN UNA COMPUTADORA, LA CUAL SE ALIMENTA DE CONDICIONES DE OPERACIÓN DE LA TORRE. EN NUESTRO CASO, EL CALCULO VE LA PRESION DEL TOPE DE LA TORRE, LA TEMPERTURA DE UN PLATO CLAVE DE LA TORRE. POR SUPUESTO, PARA COMPLETAR EL CICLO, ES IMPORTANTE QUE EL CALCULADOR DE LA COMPOSICION DEL TOPE COMO FUNCION DEL FLUJO DE VAPOR DE DESPOJAMIENTO. ESTO DA UN CALCULO DE LA COMPOSICION EN MUCHO MENOS DE 8 HORAS.

65
TRANSDUCTORES ESTE TIPO DE DISPOSITIVO CAMBIA UNA SEÑAL EN UN TIPO DE ENERGIA A OTRA SEÑAL, EN OTRO TIPO DE ENERGIA, LA CUAL ES MAS ACCESIBLE AL SISTEMA DE CONTROL. POR EJEMPLO, LOS PIEZOMETROS CAMBIAN LA SEÑAL DE PRESION ( ENERGIA PIEZOMETRICA ) A UNA SEÑAL ELECTRICA. OTRO CASO SON LOS TERMOPARES, CAMBIAN UNA SEÑAL DE TEMPERATURA ( ENERGIA TERMICA ) A UNA SEÑAL ELECTRICA EN mV.
 A UNA SEÑAL ELECTRICA. OTRO CASO SON LOS TERMOPARES, CAMBIAN UNA SEÑAL DE TEMPERATURA ( ENERGIA TERMICA ) A UNA SEÑAL ELECTRICA EN mV.")
66
TRANSDUCTORES OTROS TRANSDUCTORES PERMITEN LA DETECCION DE UNA CONDICION DEL PROCESO A FIN DE ENVIAR UNA SEÑAL BOOLEANA A UN SISTEMA DE CONTROL SECUENCIAL. DETECTORES DE PROXIMIDAD, DETECTORES DE INDUCCION, SENSORES INFRAROJOS Y POSICIONADORES SON ESTE TIPO DE TRANSDUCTORES. OTROS SON MAS SOFISTICADOS, TALES COMO LOS ULTRASONICOS, LOS DE RADIACION O LOS DE RADAR. ESTOS EQUIPOS SON USADOS EN LA DETECCION DE NIVEL DE FLUIDOS MUY PELIGROSOS TALES COMO ACIDOS, MATERIALES BIOLOGICOS, MATERIALES REACTIVOS, ETC.

67
TRANSDUCTORES LA ROBOTICA HACE USO DE ESTOS EQUIPOS A FIN DE BRINDAR AL ROBOT INFORMACION QUE ACERCA DEL ENTORNO.

68
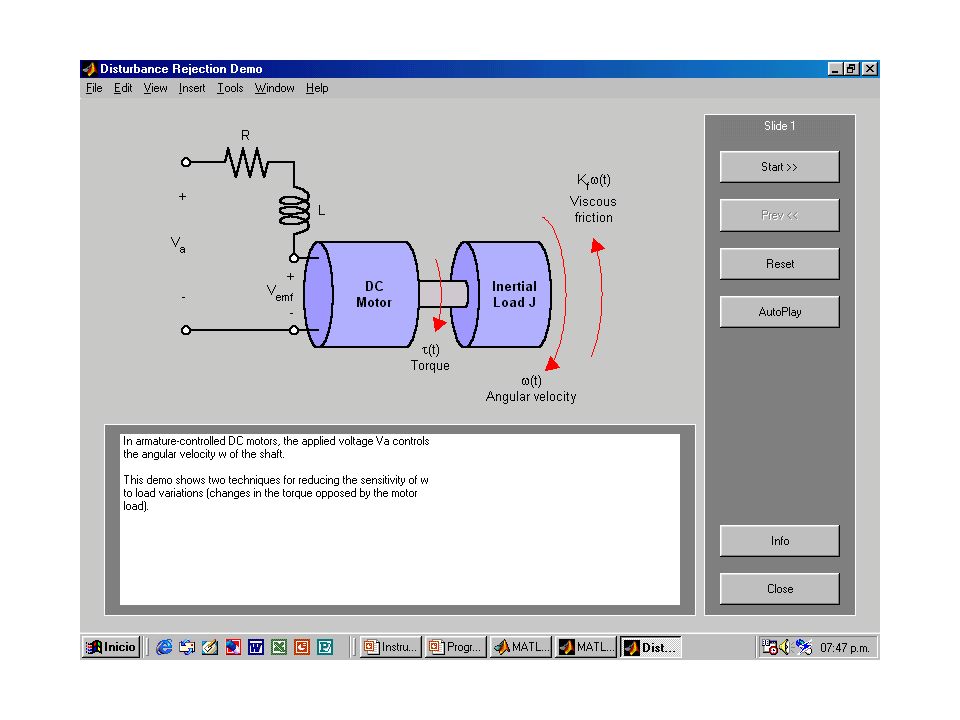
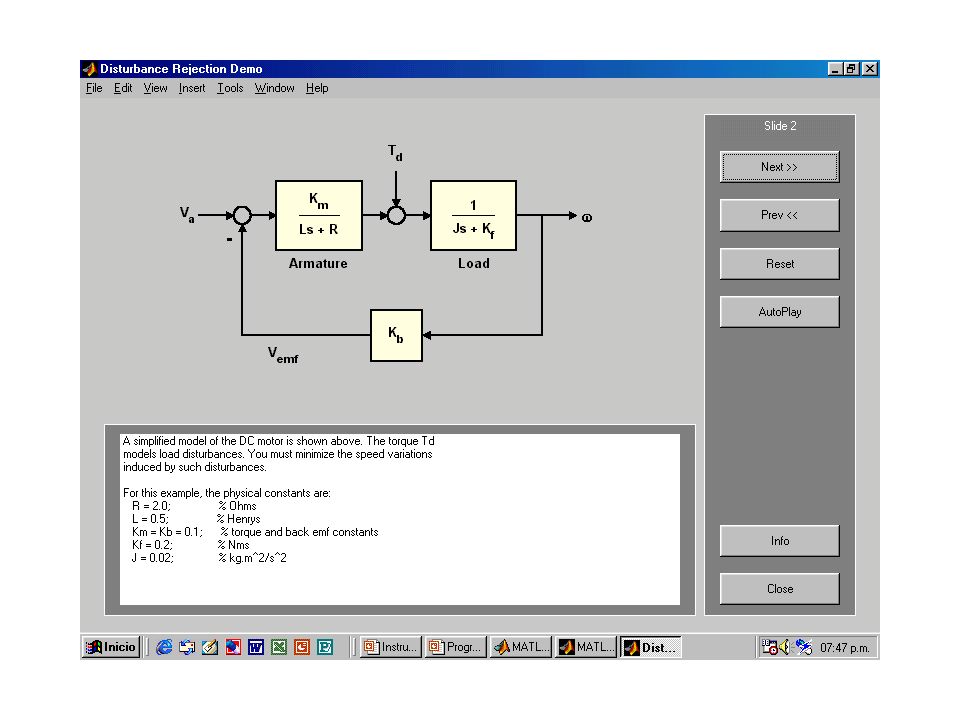
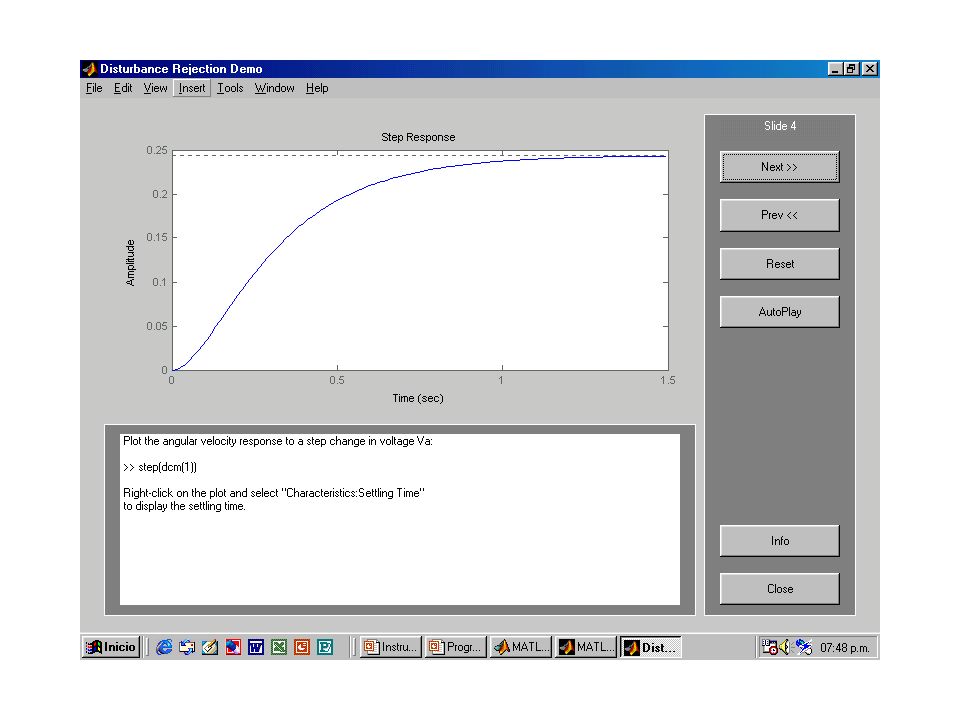
5. Características básicas del control automático
5.1 Control neumático vs. Eléctrico. 5.2 Control electrónico. 5.2.1 Control por computadora. 5.2.2 Sistema DDC. 5.2.3 Sistema SCADA. 5.2.4 Sistema DCS. 5.3 Pirámide de niveles de control. 5.4 Control ON/OFF. 5.5 Control PID. 5.6 Esquemas de control PID. 5.7 Criterios de selección. 5.8 Otros sistemas de control

69
CONTROL POR COMPUTADORA
ANALOGICO DIGITAL FACIL MODIFICACION DE PARAMETROS MAYOR RENDIMIENTO DEL PROCESO MAYOR CALIDAD MAYOR SEGURIDAD MAYOR VOLUMEN DE INFORMACION

70
CONTROL POR COMPUTADORA
ANALOGICO BASADO EN VOLTAJES Y AMPERAJES. MENOR FLEXIBILIDAD Y VOLUMEN DE OPERACIÓN MAS BARATO Y SENCILLO DE MANTENER SE EVITA PERDIDA DE INFORMACION ENTRE MUESTREOS. SE BASA EN METDOLOGIAS DE MODELAJE DE PROCESOS Y OPTIMIZACION. LA COMPUTADORA ACTUA DIRECTAMENTE SOBRE LOS ELEMENTOS FINALES DE CONTROL

71
CONTROL POR COMPUTADORA
PROBLEMAS QUE PRESENTA SOLO APLICABLES A PLANTAS DE ALTA PRODUCCION DEBIDO A SUS ALTOS COSTOS DE DESARROLLO E IMPLEMENTACION. APLICABLE EN LINEAS DE PROCESO ECONOMICAMENTE CRITICAS. NO ADECUADO EN LINEAS DE ALTO RIESGO DE SEGURIDAD. EL PROCESO DE ENVEJECIMIENTO DE LOS PROCESOS Y ACTUALIZACION TECNOLOGICA PONE FUERA DE SERVICIO AL MODELO.

72
CONTROL DIGITAL DIRECTO
( DDC ) LA COMPUTADORA EJECUTA CALCULOS PROPIOS DEL ALGORITMO PID Y ESCRIBE OP DIRECTAMENTE SOBRE LOS ELEMENTOS FINALES DE CONTROL. SE ELIMINA EL MODELO DE LA PLANTA, YA QUE LA COMPUTADORA HACE VARIOS CALCULOS PID DE LOS LAZOS DE CONTROL DE LA PLANTA. LA COMPUTADORA HACE CALCULOS DE MANERA SECUENCIAL. UNA FALLA DE LA COMPUTADORA AFECTA TODOS LOS LAZOS.
 LA COMPUTADORA EJECUTA CALCULOS PROPIOS DEL ALGORITMO PID Y ESCRIBE OP DIRECTAMENTE SOBRE LOS ELEMENTOS FINALES DE CONTROL. SE ELIMINA EL MODELO DE LA PLANTA, YA QUE LA COMPUTADORA HACE VARIOS CALCULOS PID DE LOS LAZOS DE CONTROL DE LA PLANTA. LA COMPUTADORA HACE CALCULOS DE MANERA SECUENCIAL. UNA FALLA DE LA COMPUTADORA AFECTA TODOS LOS LAZOS.")
73
ADQUSICION DE DATOS Y CONTROL SUPERVISORIO
(SCADA)
")
74
SISTEMA DE CONTROL DISTRIBUIDO
ES SIMILAR AL SCADA. LA DIFERENCIA FUNDAMENTAL ES QUE EL DCS ES UNA COMPUTADORA CON MAYOR VELOCIDAD Y CONFIABILIDAD FRECUENCIA DE FALLOS : HORAS / FALLO DISPONIBILIDAD : % USO DE ELEMENTOS ESTANDARIZADOS Y MODULARES FACILITA Y HACE ECONOMICO SU MANTENIMIENTO.

75
NIVELES DE CONTROL PROGRAMACION Y CONTROL DE LA PRODUCCION
SENSORES / ELEMENTOS FINALES DE CONTROL INSTRUMENTACION Y CONTROL DE MOTORES OPTIMIZACION DE LA OPERACIÓN DE LAS UNIDADES OPTIMIZACION DE LA OPERACIÓN POR AREA PROGRAMACION Y CONTROL DE LA PRODUCCION Min inv. Metas de producción Minimizar cambios de prod. Optimización cap. Prod./almac. Optimizar eficiencia productiva Algoritmos usuario Control y alarmas avanzadas Optimización PID

76
CONTROL PID ACRONIMO DE CONTROL PROPORCIONAL - INTEGRAL – DERIVATIVO.
CONTROL POR RETROALIMENTACION COMPARA EL SETPOINT CON LA PV ( ERROR). CALCULA LA OP NECESARIA PARA REDUCIR EL ERROR A CERO ( ALGORITMO PID ). ENVIA SEÑAL DE CONTROL A ELEMENTO FINAL DE CONTROL. REINICIA EL CICLO.
. CALCULA LA OP NECESARIA PARA REDUCIR EL ERROR A CERO ( ALGORITMO PID ). ENVIA SEÑAL DE CONTROL A ELEMENTO FINAL DE CONTROL. REINICIA EL CICLO.")
77
CONTROL PID PV Error OP SP Gcont Gact Gvalv Gproc Gtransm Gmedicion
PV en escala O-100 % PV en EU

78
CONTROL PID ACCION DE CONTROL ES EL SENTIDO DE VARIACION DE LA OP ANTE LOS CAMBIOS DE LA PV. DEPENDE DEL SENTIDO DE FALLA DEL ELEMENTO FINAL DE CONTROL. EL SENTIDO DE FALLA DE ESTE ELEMENTO ES LA POSICION DEL DISPOSITIVO SI OP FUESE 0%. ESTE SENTIDO LO DICTA LA SEGURIDAD DEL PROCESO. DOS TIPOS FALLA CERRADA ( FC ) QUE EQUIVALE A AIRE PARA ABRIR. FALLA ABIERTA ( FO ) QUE EQUIVALE A AIRE PARA CERRAR.
 QUE EQUIVALE A AIRE PARA ABRIR. FALLA ABIERTA ( FO ) QUE EQUIVALE A AIRE PARA CERRAR.")
79
EJEMPLO

80
DETERMINACION DE LA ACCION DE CONTROL
DEBIDO A QUE LA VALVULA DE CONTROL FALLA CERRADA, LA MISMA ABRE SI LA OP SE INCREMENTA. COMO RESULTADO, LA VALVULA ADMITE MAS VAPOR AL CALENTADOR. AL ADMITIR MAS VAPOR, SE INCREMENTA LA TEMPERATURA DE SALIDA DEL FLUIDO FRIO, DANDO COMO RESULTADO QUE LA PV SE INCREMENTA. SI SE DEJA AL CONTROLADOR COMO ACCION DIRECTA, EL RESULTADO ES QUE LA OP SE INCREMENTA, SE ADMITE MAS VAPOR Y LA TEMPERATURA DE SALIDA DEL FLUIDO SE INCREMENTA, LO CUAL NO ES DESEABLE. LO ANTERIOR NOS HACE CONCLUIR QUE ES DESEABLE QUE LA ACCION DE CONTROL SEA INVERSA.

81
NEMONICAMENTE SE PUEDE REALIZAR LOS SIGUIENTE :
Si PV aumenta entonces TV cierra; como TV es FC, entonces la OP debe disminuir. Como tenemos el hecho de la al aumenta PV se debe disminuir la OP, concluimos que el controlador es inverso.

82
ACCION DIRECTA

83
ACCION INVERSA

84
CONTROL PROPORCIONAL SOLAMENTE ACTUA LA SIGUIENTE ECUACION
OP ( t ) = Bias K * E( t ) E( t ) = SP PV( t ) DONDE K ES LA GANANCIA DEL CONTROLADOR. SI K > 0 SE TIENE UN CONTROLADOR DE ACCION INVERSA. SI K < 0 SE TIENE UN CONTROLADOR DE ACCION DIRECTA BANDA PROPORCIONAL SE DEFINE COMO EL VALOR DEL ERROR COMO % DE RANGO DE LA PV QUE HACE QUE LA OP DEL CONTROLADOR VARIE DE 0 A 100 %. BP = 100 / K
 = Bias + K * E( t ) E( t ) = SP - PV( t ) DONDE K ES LA GANANCIA DEL CONTROLADOR. SI K > 0 SE TIENE UN CONTROLADOR DE ACCION INVERSA. SI K < 0 SE TIENE UN CONTROLADOR DE ACCION DIRECTA. BANDA PROPORCIONAL SE DEFINE COMO EL VALOR DEL ERROR COMO % DE RANGO DE LA PV QUE HACE QUE LA OP DEL CONTROLADOR VARIE DE 0 A 100 %. BP = 100 / K.")
85
CONTROL PROPORCIONAL VENTAJAS : SENCILLEZ DEL CONTROLADOR. RAPIDEZ
FACILIDAD DE ENTONACION ( SOLO DEBE AJUSTA K ). DESVENTAJA EN EL EQUILIBRIO, EL CONTROLADOR NO IGUALA PV CON EL SP, MANTENIENDO UN ERROR CONSTANTE LLAMADO OFFSET.
. DESVENTAJA. EN EL EQUILIBRIO, EL CONTROLADOR NO IGUALA PV CON EL SP, MANTENIENDO UN ERROR CONSTANTE LLAMADO OFFSET.")
88
En el primer caso se uso como SP un valor de 10
En el segundo caso se uso como SP un valor de 5 En ambos casos, se uso una ganancia de 1 en el controlador. En el primer caso el Offset fue de 1 unidad. En el segundo caso, el Offset fue de la mitad ( 0.5 ). La diferencia se debe a que el primer SP fue el doble del segundo.
. La diferencia se debe a que el primer SP fue el doble del segundo.")
89
CONTROL PROPORCIONAL - INTEGRAL
SE COMBINA LA ACCION PROPORCIONAL CON LA INTEGRAL OP ( t ) = Bias K * E( t ) (1/ TI ) E( t ) dt E( t ) = SP PV( t ) DONDE TI ES LO QUE SE DENOMINA TIEMPO INTEGRAL. EL TIEMPO INTEGRAL ES EL TIEMPO QUE TARDA ELCONTROLADOR EN REPETIR LA ACCION PROPORCIONAL NUEVAMENTE. LA PARTE INTEGRAL ELIMINA EL OFFSET, YA QUE MIENTRAS HAYA ERROR, LA OP VARIARA. SIN EMBARGO, LA ACCION INTEGRAL DA ORIGEN A DA ORIGEN A INESTABILIDAD DEL LAZO DE CONTROL.
 = Bias + K * E( t ) + (1/ TI ) E( t ) dt. E( t ) = SP - PV( t ) DONDE TI ES LO QUE SE DENOMINA TIEMPO INTEGRAL. EL TIEMPO INTEGRAL ES EL TIEMPO QUE TARDA ELCONTROLADOR EN REPETIR LA ACCION PROPORCIONAL NUEVAMENTE. LA PARTE INTEGRAL ELIMINA EL OFFSET, YA QUE MIENTRAS HAYA ERROR, LA OP VARIARA. SIN EMBARGO, LA ACCION INTEGRAL DA ORIGEN A DA ORIGEN A INESTABILIDAD DEL LAZO DE CONTROL.")
90
e SP K*e TI 2*TI 3*TI

91
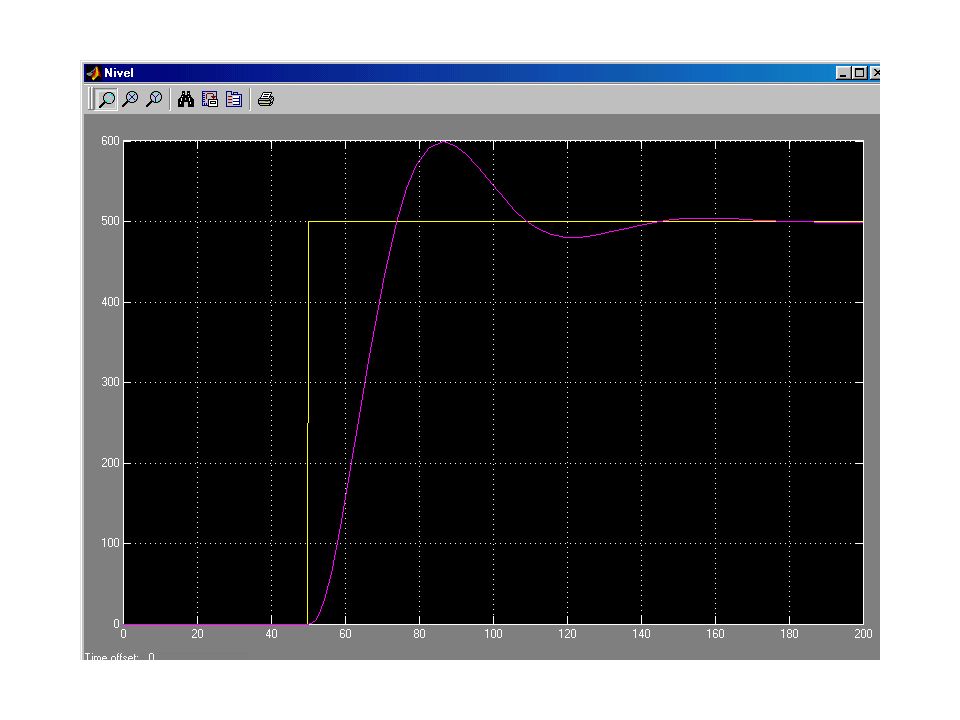
Sistema con K = 1 y TI = 10 segundos

92
Se lleva el tiempo integral a 5 segundos, haciendo que aumente la acción integral.

93
Se incrementa la acción integral al llevar a TI a 1 segundo

94
Se incrementa la acción integral al llevar a TI a 0.001 segundo

95
ACCION PI VENTAJAS : DESVENTAJAS ELIMINA EL OFFSET.
HAY QUE ENTONAR LAZO AJUSTANDO DOS PARAMETROS. INCREMENTA INESTABILIDAD DEL LAZO. DA ORIGEN AL PROBLEMA DE LA SATURACION DE LA PARTE INTEGRAL ( WINDUP).
.")
96
WINDUP SI LA SEÑAL DE ERROR PERSISTE POR UN TIEMPO MUY LARGO, LA PARTE INTEGRAL SEGUIRA INTEGRANDO AL HACER ESTO, ES MUY POSIBLE QUE EL VALOR DE LA INTEGRAL SEA SUMAMENTE ELEVADO. AL VOLVER LA PV HACIA EL SP, LA ACCION INTEGRAL HACE QUE EL CONTROLADOR TARDE EN REAJUSTARSE A LA NUEVA SITUACION, YA QUE PARA REDUCIR LA INTEGRAL HACE FALTA QUE SE MANTENGA EL ERROR EN SIGNO CONTRARIO POR UN TIEMPO TAMBIEN LARGO. PARA EVITAR ESTO, LA PARTE INTEGRAL DEL CONTROLADOR DEJA DE FUNCIONAR CUANDO LA OP ESTA FUERA DEL RANGO DE 0 A 100 %. HA ESTA ACCION SE LE DENOMINA ACCION ANTIWINDUP.

97
CONTROL PROPORCIONAL – INTEGRAL-DERIVATIVO
SE COMBINA LA ACCION PI CON LA DERIVATIVA OP ( t ) = Bias K * E( t ) (1/ TI ) E( t ) dt + Td * d E( t )/ dt E( t ) = SP PV( t ) DONDE Td ES LO QUE SE DENOMINA TIEMPO DERIVATIVO. LA ACCION DERIVATIVA INTRODUCE ESTABILIDAD AL LAZO DE CONTROL, YA QUE ADICIONA ZEROS A LA FUNCION DE TRANSFERENCIA A LAZO CERRADO. LA ACCION INTEGRAL INESTABILIZA EL LAZO, YA QUE INTRODUCE POLOS. LA ACCION DERIVATIVA NO ES RECOMENDABLE CON SEÑALES MUY RUIDOSAS.
 = Bias + K * E( t ) + (1/ TI ) E( t ) dt + Td * d E( t )/ dt. E( t ) = SP - PV( t ) DONDE Td ES LO QUE SE DENOMINA TIEMPO DERIVATIVO. LA ACCION DERIVATIVA INTRODUCE ESTABILIDAD AL LAZO DE CONTROL, YA QUE ADICIONA ZEROS A LA FUNCION DE TRANSFERENCIA A LAZO CERRADO. LA ACCION INTEGRAL INESTABILIZA EL LAZO, YA QUE INTRODUCE POLOS. LA ACCION DERIVATIVA NO ES RECOMENDABLE CON SEÑALES MUY RUIDOSAS.")
98
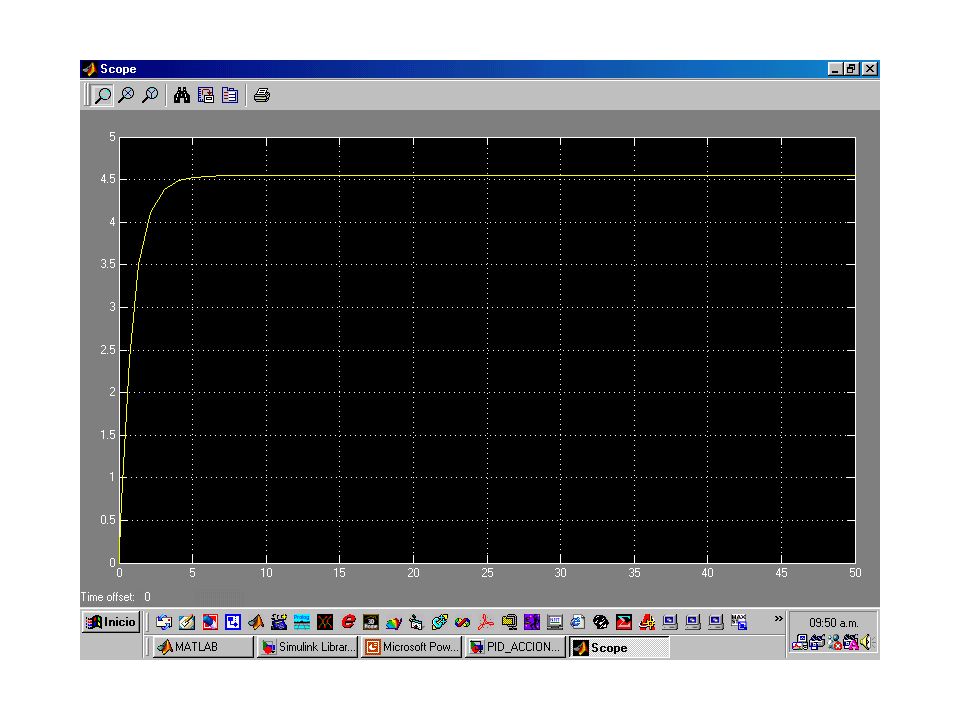
En este sistema, K=0.1 y TI = 10 segundos.

99
Esta es su respuesta a un salto.

100
Cuando se adiciona la acción derivativa con Td = 0.1 segundos.

101
Pero cuando se inyecta una señal muy ruidosa, la cosa empeora.

102
SEGUIMIENTO DE PV ( PV TRACKING )
CUANDO UN LAZO ESTA EN MANUAL ( ABIERTO ) SUCEDE QUE PV Y SP NO COINCIDEN. CUANDO SE CIERRA EL LAZO, SE MANTIENE QUE PV <> SP DICHA DIFERENCIA GENERA UN ERROR, EL CUAL HACE QUE LA OP CAMBIE A FIN DE QUE LA PV SE LLEVE AL SP. DICHA COSA NO ES DESEABLE, YA QUE LA RAZON DE MANTENER EL LAZO EN MANUAL ES QUE EL OPERADOR DE PLANTA MANIPULO LA OP A FIN DE OBTENER LA PV QUE HABIA EN EL CONTROL.
![]()
103
SEGUIMIENTO DE PV ( PV TRACKING )
DICHA ACCION ES NORMAL, YA QUE LAS PLANTAS SON AJUSTADAS A MANO Y LUEGO EL AUTOMATICO MANTIENE CONDICIONES PREVINIENDO EL EFECTO DE LAS PERTURBACIONES. CUALQUIER AJUSTE DEL SETPOINT EN AUTOMATICO SE HACE DE MANERA LENTA Y ESCALONADA PERO SOLAMENTE PARA REALIZAR PEQUEÑOS AJUSTES. EL EFECTO OBSERVADO AL COLOCAR EL LAZO EN AUTOMATICO ES, POR CONSIGUIENTE INDESEABLE, CONTRAPRODUCENTE Y MUY PERTURBADOR.
![]()
104
SEGUIMIENTO DE PV ( PV TRACKING )
EL PV TRACKING ES UNA CARACTERISTICA DE LOS CONTROLADORES DIGITALES MODERNOS QUE EVITAN ESTA PERTURBACION AL : HACER LA SP = PV HACER EL Bias = OP DE ESTA FORMA, LA PUESTA EN AUTOMATICO MANTIENE LA PV Y OP OBTENIDAS MANUALMENTE.
![]()
105
SEGUIMIENTO DE PV ( PV TRACKING )
EN EL CASO DEL CONTROL EN CASCADA EL CONTROLADOR MAESTRO ES COLOCADO EN AUTOMATICO HACIENDO LA OP DE ESTE CONTROLADOR IGUAL AL SP DEL CONTROLADOR ESCLAVO : OP maestro = SP esclavo ( esto implica ajustar el Bias del maestro. SP maestro = PV maestro DE ESTA FORMA, EL CIERRE DE LA CASCADA NO IMPLICA PERTURBACION DEL PROCESO.
![]()
106
CONTROL EN CASCADA SE USA CUANDO SE CONTROLA UNA VARIABLE ASOCIADA A UN SISTEMA DE ALTA INERCIA ( RESPUESTA LENTA ). ESA VARIABLE SE CONTROLA CON UNA VARIABLE MANIPULADA, LA CUAL VARIA MUY RAPIDAMENTE, DEBIDO AL CAMBIO DE CONDICIONES QUE LA GENERA. SE ESTABLECE UN LAZO DE CONTROL DOBLE, EL CUAL SE DENOMINA : MAESTRO : ASOCIADO A LA VARIABLE CONTROLADA FINAL. ES EL MAS LENTO DE TODOS. ESCLAVO : ASOCIADO A LA VARIBLE MANIPULADA. ESTE LAZO ES MAS RAPIDO QUE EL MAESTRO. LA MISION DE ESTE LAZO ES MANTENER LA VARIABLE MANIPULADA EN SU PUNTO DESEADO DE AJUSTE. DICHO PUNTO DE AJUSTE ES DICTADO POR EL MAESTRO.

107
CONTROL EN CASCADA EL CONTROLADOR MAESTRO ESTA EN AUTOMATICO, RECIBIENDO SETPOINT DEL OPERADOR HUMANO. DICHO SETPOINT ES EL VALOR DESEADO DE LA VARIABLE CONTROLADA. LA SALIDA DE ESTE CONTROLADOR ( OP ) ESTA EN LA ESCALA DE 0 A 100 % . ESTA OP “ ESCRIBE “ EN EL SETPOINT DEL CONTROLADOR ESCLAVO, AJUSTANDOLO. EL CONTROLADOR ESCLAVO, CONTROLA, EN CONSECUENCIA LA VARIABLE MANIPULADA A FIN DE MANTENERLA EN VALOR ESPECIFICADO, ABSORBIENDO LAS PERTURBACIONES QUE LA AFECTAN.
 ESTA EN LA ESCALA DE 0 A 100 % . ESTA OP ESCRIBE EN EL SETPOINT DEL CONTROLADOR ESCLAVO, AJUSTANDOLO. EL CONTROLADOR ESCLAVO, CONTROLA, EN CONSECUENCIA LA VARIABLE MANIPULADA A FIN DE MANTENERLA EN VALOR ESPECIFICADO, ABSORBIENDO LAS PERTURBACIONES QUE LA AFECTAN.")
108
EJEMPLO DE CONTROL EN CASCADA

109
CONTROL PID CASCADA

110
RESPUESTA SISTEMA SIN VARIACION PRESION SUMINISTRO

111
RESPUESTA SISTEMA CON UN 10% DE VARIACION EN PRESION DE SUMINISTRO

112
EJEMPLO CONTROL POR CASCADA

113
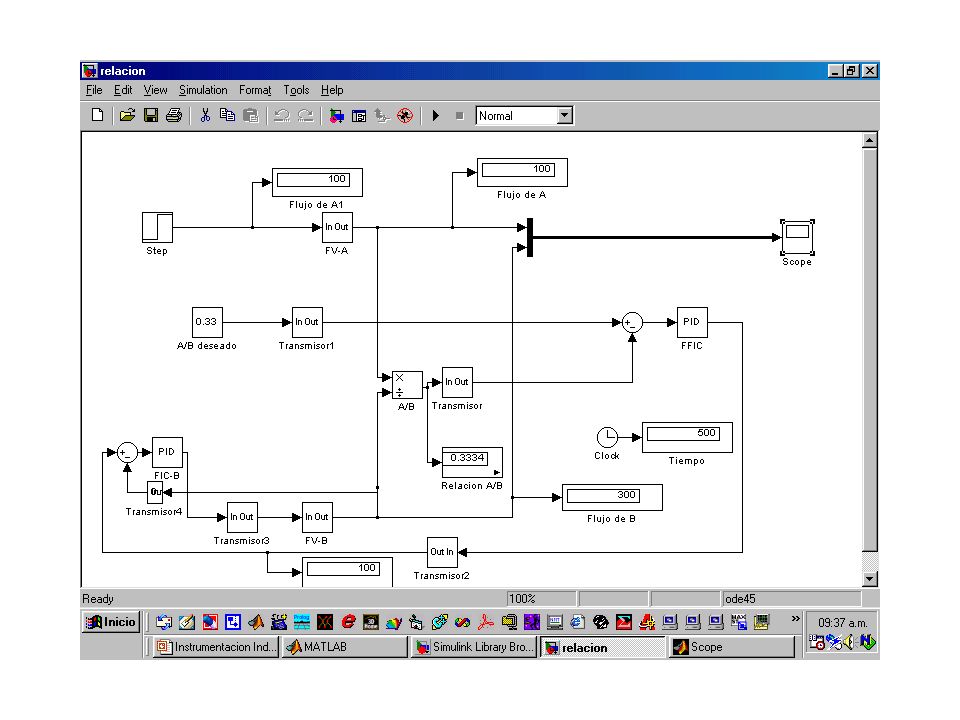
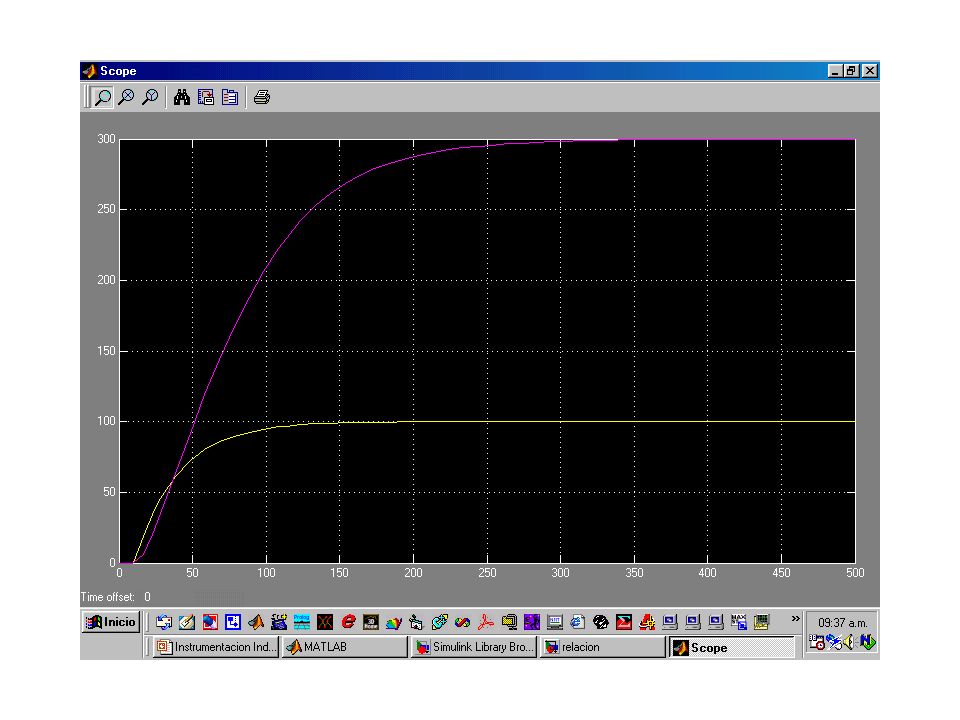
CONTROL POR RELACION SE USA CUANDO SE DESEA MANTENER UN COCIENTE CONSTANTE ENTRE DOS VARIABLES CONTROLADAS. EXISTE UNA VARIABLE QUE VARIA A VOLUNTAD O NO. EL CONTROLADOR DE RELACION MANTIENE UNA RELACION CONSTANTE ENTRE LAS DOS VARIABLE, INCREMENTANDO AUTOMATICAMENTE EL VALOR DE LA OTRA VARIABLE.

114
EJEMPLO CONTROL POR RELACION

117
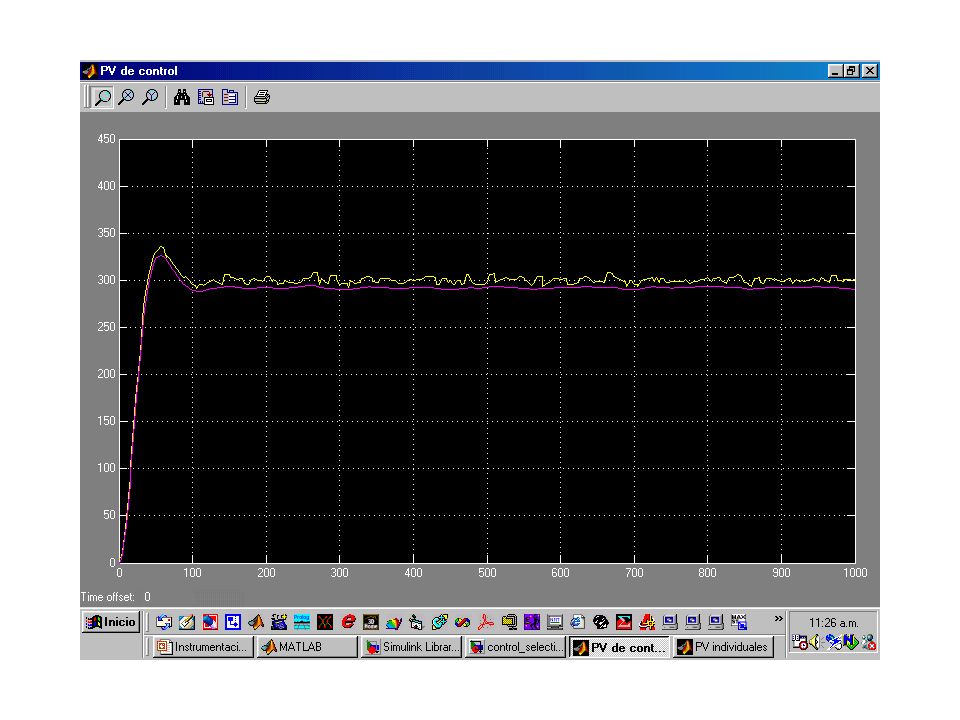
CONTROL SELECTIVO ALTERNATIVA AL CONTROL MULTIVARIABLE.
DOS O MAS CONTROLADORES ACTUAN SOBRE LA MISMA VARIABLE MANIPULADA ( SELECTOR DEL CONTROLADOR MAS CRITICO ). DOS O MAS TRANSMISORES ACTUAN DE MANEDA SECUENCIADA SOBRE UN CONTROLADOR ( SELECTOR DE ALTA O BAJA ).
. DOS O MAS TRANSMISORES ACTUAN DE MANEDA SECUENCIADA SOBRE UN CONTROLADOR ( SELECTOR DE ALTA O BAJA ).")
118
CONTROL DE TEMPERATURA

119
COMENTARIOS EN ESTE EJEMPLO EL CONTROL DE TEMPERATURA CONTROLA EL AGUA A UNA CHAQUETA DE ENFRIAMIENTO DE UN REACTOR. HAY CINCO TERMOPARES A LO LARGO DEL REACTOR, MIDIENDO LA TEMPERATURA DEL LECHO. UN SELECTOR SELECCIONA LA TEMPERTURA MAS ALTA DEL LECHO ( LECTURA MAYOR ), A FIN DE QUE SEA ESTA LA QUE PASE A CONTROLAR.
, A FIN DE QUE SEA ESTA LA QUE PASE A CONTROLAR.")
122
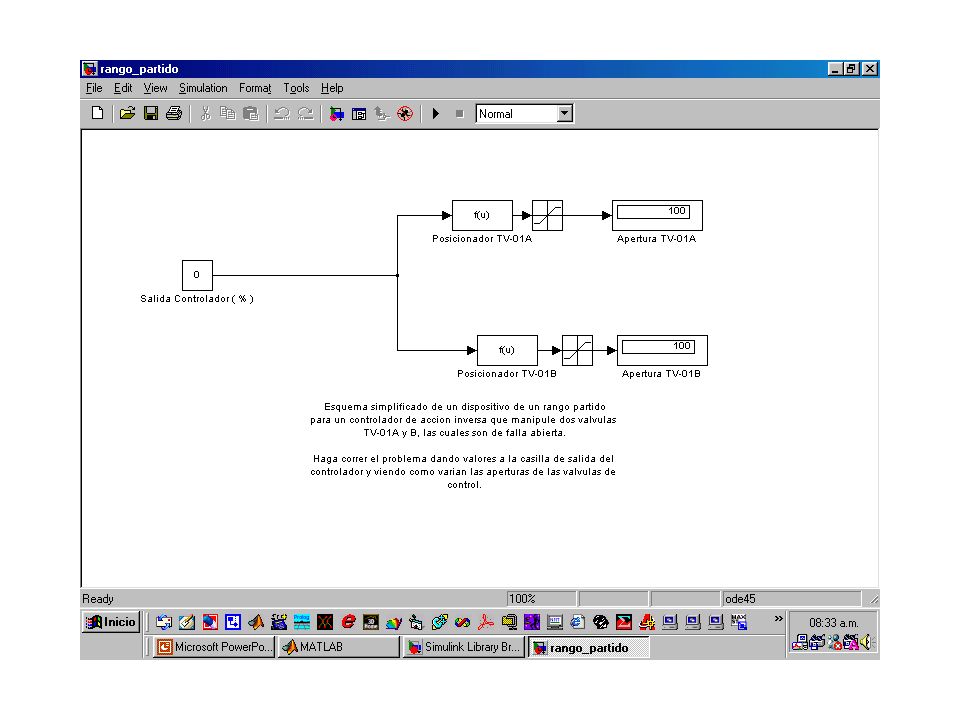
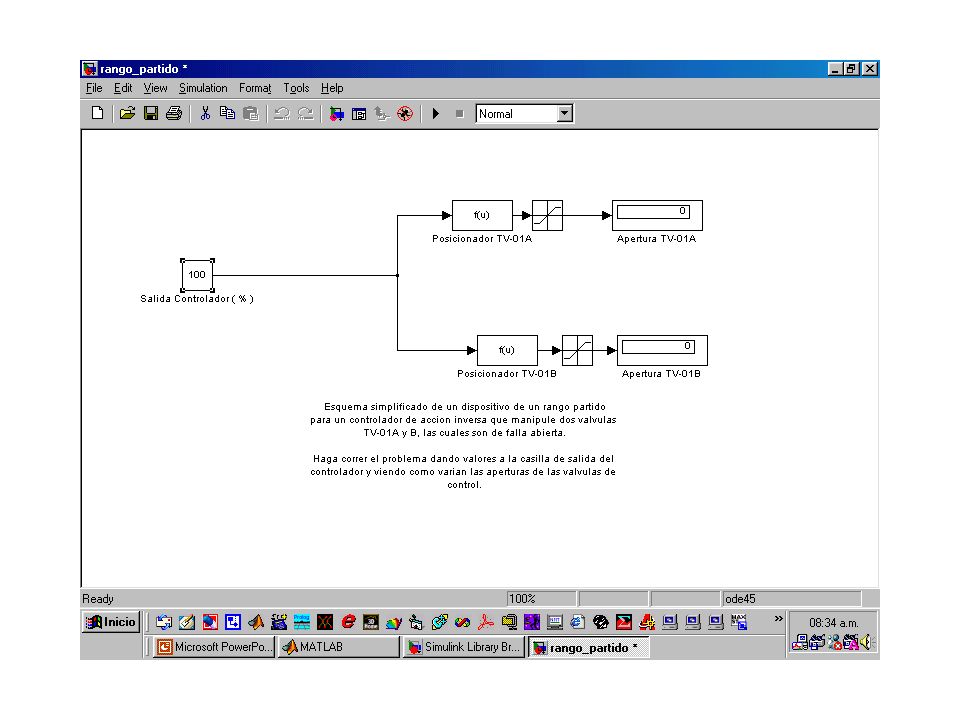
CONTROL POR RANGO DIVIDIDO
EN ESTE CASO, LA SALIDA DE UN CONTROLADOR ACTUA SIMULTANEAMENTE SOBRE DOS O MAS VALVULAS DE CONTROL. LA SALIDA ACTUA PRIMERO SOBRE UNA VALVULA. AL SATURARSE ESTA ACCION, SE PASA A LA SIGUIENTE. ESTA CONFIGURACION SE USA EN AQUELLOS DISEÑOS DE CAPACIDAD SECUENCIALMENTE CRECIENTE.

123
APLICACIÓN SE TIENEN DOS ENFRIADORES EN PARALELO PARA ENFRIAR CON AGUA UNA CORRIENTE DE PRODUCTO CALIENTE. EL CONTROL ACTUA PRIMERO SOBRE UNA VALVULA ( LA DEL ENFRIADOR A ). CUANDO LA VALVULA ABRE TOTALMENTE, SE EMPIEZA A ABRIR LA VALVULA DEL ENFRIADOR B. SE DICE QUE HAY UN RANGO PARTIDO ENTRE LAS VALVULAS FV-01A Y FV-01B
. CUANDO LA VALVULA ABRE TOTALMENTE, SE EMPIEZA A ABRIR LA VALVULA DEL ENFRIADOR B. SE DICE QUE HAY UN RANGO PARTIDO ENTRE LAS VALVULAS FV-01A Y FV-01B.")
124
APLICACION EL RANGO PARTIDO ES EL SIGUIENTE:
(%) FV-01A FV-01B 100 50 Primero abre la FV-01A y al estar 100%, empieza a abrir la FV-01B.
 FV-01A. FV-01B Primero abre la FV-01A y al estar 100%, empieza a abrir la FV-01B.")
125
DIAGRAMA DE FLUJO DEL PROCESO

129
ELEMENTOS FINALES DE CONTROL
AQUEL QUE RECIBE LA SALIDA DEL CONTROLADOR. ACTUA SOBRE LA VARIABLE MANIPULADA. MUCHOS TIPOS DE ELEMENTOS FINALES DE CONTROL

130
ELEMENTOS FINALES DE CONTROL
DISPOSITIVO COMPLEJO : TRANSDUCTOR ( SEÑAL ELECTRONICA A NEUMATICA, MECANICA, ETC. ) ACTUADOR ( MECANISMO QUE SE REALIZA UN DESPLAZAMIENTO ) ELEMENTO FINAL PROPIAMENTE DICHO ( EN CONTACTO DIRECTO CON EL PROCESO ).
 ACTUADOR ( MECANISMO QUE SE REALIZA UN DESPLAZAMIENTO ) ELEMENTO FINAL PROPIAMENTE DICHO ( EN CONTACTO DIRECTO CON EL PROCESO ).")
131
ELEMENTOS FINALES DE CONTROL
ALGUNOS EJEMPLOS : POR EXCELENCIA : LAS VALVULAS DE CONTROL. VALVULAS SOLENOIDES PARA CONTROL ON – OFF O SECUENCIAL. CONTROLADORES ELECTRONICOS DE VELOCIDAD Y TASA DE CALENTAMIENTO.

132
VALVULAS DE CONTROL DISPOSITIVO QUE ACTUA DIRECTAMENTE SOBRE UN FLUJO.
CON ESE CONTROL DE FLUJO CONTROLA MUCHAS VARIABLES : FLUJO PROPIAMENTE DICHO. PRESION. TEMPERATURA. COMPOSICION

133
VALVULAS DE CONTROL CONSISTE DE LOS SIGUIENTES ELEMENTOS.
TRANSDUCTOR ELECTRONICO/ PRESION ( 4 – 20 ma / 3 – 15 psi ) ACTUADOR ( DIAFRAGAMA MUEVE VASTAGO VALVULA CON PRESION DE AIRE DE INSTRUMENTOS ). VASTAGO ( CONECTA ACTUADOR CON TAPON VALVULA ) CUERPO DE LA VALVULA, ASIENTO Y TAPON. POSICIONADOR ( GARANTIZA QUE OP CONTROLADOR Y POSICION VALVULA SEAN IGUALES ). SUMINISTRO DE AIRE DE INSTRUMENTOS.
 ACTUADOR ( DIAFRAGAMA MUEVE VASTAGO VALVULA CON PRESION DE AIRE DE INSTRUMENTOS ). VASTAGO ( CONECTA ACTUADOR CON TAPON VALVULA ) CUERPO DE LA VALVULA, ASIENTO Y TAPON. POSICIONADOR ( GARANTIZA QUE OP CONTROLADOR Y POSICION VALVULA SEAN IGUALES ). SUMINISTRO DE AIRE DE INSTRUMENTOS.")
134
Cv actual ( % del Cv de diseño ) Posición de la válvula ( % )
VALVULAS DE CONTROL Apertura rápida Lineal Cv actual ( % del Cv de diseño ) Igual porcentaje Posición de la válvula ( % )
 Igual porcentaje. Posición de la válvula ( % )")
135
VALVULA DE ACCION LINEAL
EL FLUJO QUE PASA POR LA VALVULA ES PROPORCIONAL A LA APERTURA DE LA MISMA. USADO EN CIRCUITOS DONDE SE DESEA CONTROLAR UN NIVEL DE LIQUIDO EN UN RECIPIENTE. EN LOS PROCESOS DONDE LA CAIDA DE PRESION POR LA VALVULA ES MUY CONSTANTE. TAPON ASIENTO

136
VALVULA DE IGUAL PORCENTAJE
EL FLUJO POR LA VALVULA VARIA LENTAMENTE A CUANDO LA APERTURA DE LA VALVULA ES MUY PEQUEÑA. DICHA VARIACION SE HACE MAYOR CUANDO LA APERTURA DE LA VALVULA ES GRANDE. SE USA EN APLICACIONES DONDE LA CAIDA DE PRESION POR LA VALVULA ES MUY VARIABLE SE USA CUANDO SE DESEA QUE LA DP DE VALVULA SEA UNA FRACCION PEQUEÑA DE LA DP DEL SISTEMA.

137
TAPON ASIENTO

138
FUNCION DE TRANSFERENCIA
Q(s) Kvalvula OP(s) T s DONDE Kvalvula ES LA GANANCIA DE LA VALVULA T ES LA CONSTANTE DE TIEMPO DE VALVULA, LO CUAL DEPENDE DE LA VELOCIDAD DEL ACTUADOR.
 Kvalvula. OP(s) T s + 1. DONDE Kvalvula ES LA GANANCIA DE LA VALVULA. T ES LA CONSTANTE DE TIEMPO DE VALVULA, LO CUAL DEPENDE DE LA VELOCIDAD DEL ACTUADOR.")
139
GANANCIA DE LA VALVULA IGUAL PORCENTAJE
K válvula = Cv * ln ( a) * ( DP / Gf ) 0.5 (a) ( op-1 ) DONDE a = coeficiente de la ecuación Cv actual = Cv * a (op – 1 ) DP = caída de presión por la válvula ( psi ) Gf = gravedad especifica del fluido. OP = fracción de apertura de la válvula.
 * ( DP / Gf ) 0.5 (a) ( op-1 ) DONDE a = coeficiente de la ecuación. Cv actual = Cv * a (op – 1 ) DP = caída de presión por la válvula ( psi ) Gf = gravedad especifica del fluido. OP = fracción de apertura de la válvula.")
140
GANANCIA DE LA VALVULA LINEAL K válvula = Cv * ( DP / Gf )
DONDE: DP = caída de presión por la válvula ( psi ) Gf = gravedad especifica del fluido.
 Gf = gravedad especifica del fluido.")
Presentaciones similares