Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Juego de Herramientas (1)
Diseño de Experimentos Juego de Herramientas (1)
")
2
Diseño de Experimentos
Explorar las relaciones causa efecto entre múltiples variables de procesos (X’s) y la salida o variable de desempeño de proceso (Y) Identifica las pocas fuentes de variación “vitales” (X´s) que tienen el mayor impacto en los resultados Cuantifica el efecto de las X´s importantes incluyendo sus interacciones Cuantifica la relación entre las X´s y Y´s de tal forma que se puedan predecir cuanto se gana o pierde al cambiar las condiciones del proceso
 y la salida o variable de desempeño de proceso (Y) Identifica las pocas fuentes de variación vitales (X´s) que tienen el mayor impacto en los resultados. Cuantifica el efecto de las X´s importantes incluyendo sus interacciones. Cuantifica la relación entre las X´s y Y´s de tal forma que se puedan predecir cuanto se gana o pierde al cambiar las condiciones del proceso.")
3
Limitaciones de los datos históricos
Los datos existentes frecuentemente tienen errores Los registros están incompletos frecuentemente Las variables importantes pueden no haber variado durante la recolección de datos Las variables del proceso pueden estar correlacionadas con otras variables – guiando hacia una falsa impresi{on de su efecto en el proceso Es imposible verificar las relaciones causa efecto

4
Enfoque tradicional – cambios en un factor y después en otros
Problemas encontrados La variación común dificulta ver si una condición es mejor o no Para más de cuatro variables los resultados pueden ser confusos Frecuentemente se selecciona una combinación de condiciones sin identificar realmente las variables importantes Es imposible detectar interacciones Información limitada sobre el efecto de los factores

5
Muchas acciones simultaneas
Problemas encontrados No se sabe cuales cambios fueron los responsables de los cambios en los resultados Algunos cambios puedes afectar negativamente los resultados sin saberlo Es imposible entender la relación costo/beneficio de cada cambio individualmente

6
Ejercicio: Caída de cartas
Dejar caer una carta hacia una marca en el piso (X) Medir la distancia de la marca a la orilla mías cercana de la carta Factores que pueden afectar los resultados: Altura (hombro vs.. cintura) Orientación (plano vs.. vertical) Peso (carta con clip vs.. sin clip) ¿Cuál combinación nos da los mejores resultados? X
 Medir la distancia de la marca a la orilla mías cercana de la carta. Factores que pueden afectar los resultados: Altura (hombro vs.. cintura) Orientación (plano vs.. vertical) Peso (carta con clip vs.. sin clip) ¿Cuál combinación nos da los mejores resultados X.")
7
El enfoque factorial Cambiar varios factores simultáneamente Iniciar con solo dos condiciones (niveles) para cada factor Considerar todas las combinaciones posibles o condiciones Probar todas las combinaciones o solo un conjunto de ellas cuidadosamente seleccionado Maneja las causas comunes de variación para determinar que factores son importantes Replicación de experimentos (pruebas repetidas) Fácil de analizar Trata con otro factores no controlados en el experimento de manera que las conclusiones sean todavía válidas
 Fácil de analizar. Trata con otro factores no controlados en el experimento de manera que las conclusiones sean todavía válidas.")
8
Términos factoriales y notación
Factores X’s Entradas o variables de proceso que queremos estudiar Condiciones factoriales Niveles que se probarán para cada factor Notación Usar “-” y “+” para designar los dos niveles Una condición estándar usa el “-” y una condición nueva el “+” Corridas experimentales Prueba o intentos, conjunto de condiciones de los factores probados en el experimento

9
Factoriales completos
Una prueba factorial completa prueba todas las combinaciones posibles Para 3 factores, cada uno en 2 niveles, hay 2x2x2 = 8 combinaciones de los niveles de factores (23) Orden std. Factor 1 Factor 2 Factor 3 1 - 2 + 3 4 5 6 7 8
 Orden std. Factor 1. Factor 2. Factor")
10
Patrones Factoriales 2K
El patrón del 1 al 16 se llama orden estándar En un experimento la secuencia debe ser aleatorizada El número de combinaciones rápidamente se incrementa 1 2 3 4 5 6 7 8 9 10 + 11 - 12 13 14 15 16 F X1 A X2 C X3 T. X4

11
Diseños fraccionales Confusión deliberada con interacciones de alto orden Factoriales fraccionales Construidos a partir de diseños completos de 2 niveles Diseños de Plackett Burman “Llenan” los gaps dejados por los fraccionales, número de corridas múltiplo de 4 (4, 8, 12, 16, 20, etc.) Pueden ser difíciles de interpretar Catálogo de diseños de Taguchi L8, L12, L16, etc.
 Pueden ser difíciles de interpretar. Catálogo de diseños de Taguchi. L8, L12, L16, etc.")
12
Resolución III Un efecto principal (1) se confunde con interacciones de dos o más factores (+2 = 3). Las interacciones de 3 f. Son raras IV Un efecto principal (1) se confunde con interacciones de tres o más factores (+3 = 4) O las interacciones de (2) factores se confunden con otras interacciones de (+ 2 = 4) factores y mayores V Un efecto principal (1) se confunde con interacciones de cuatro factores (+4 = 5) O las interacciones de (2) factores se confunden con otras interacciones de (+ 3 = 4) factores y mayores
 se confunde con interacciones de tres o más factores (+3 = 4) O las interacciones de (2) factores se confunden con otras interacciones de (+ 2 = 4) factores y mayores. V. Un efecto principal (1) se confunde con interacciones de cuatro factores (+4 = 5) O las interacciones de (2) factores se confunden con otras interacciones de (+ 3 = 4) factores y mayores.")
13
Resolución de un diseño de 8 corridas
Con un factor y cuatro replicas por nivel, se tiene una prueba t de hipótesis Con dos factores tenemos un diseño full factorial 23 con réplicas que permiten estimar la variación común Con tres factores se tiene un diseño 23 sin replicas, se pierde el estimado del error pero es claro el efecto de los factores e interacciones Para probar cuatro factores se usa la columna ABC para el factor D, con resolución 24-1 o resolución IV

14
Ejemplo Tiempo de subida de bicicleta
Un servicio de mensajería desea probar la diferencia entre dos marcas Se seleccionan 7 factores para la prueba Factor - + A: Asiento Alto Bajo B: Dinamo Fuera Puesto C: Maniublos Altos Bajos D: Engrane Medio E: Impermeable Sin Con F: Desayuno Si No G: Llantas Suaves Duras

15
Datos del ejemplo Diseño completamente saturado probando 7 factores con solo 8 corridas (fracción 1/16), res. III o 2III7-4 Se sabe que la desviación estándar histórica es de 3 Exp A B C D E F G Resp 1 -1 52 2 83 3 88 4 59 5 50 6 60 7 71 8 69

16
Análisis empírico Ordenar resultados del mejor al peor y comparar contra el patrón de signos de columna Los mejores res. Se asocian con D =1 y B = -1 Exp A B C D E F G Resp 5 -1 1 50 52 4 59 6 60 8 69 7 71 2 83 3 88

17
Contrastes Los contrastes para cada columna (Suma signos por respuesta en cada columna). Puede eliminar variables D se confunde con AB, EF, CG y B con AD, CF y EG Exp A B C D E F G Resp 1 -1 52 2 83 3 88 4 59 5 50 6 60 7 71 8 69 Suma 14 48 -90 -4 10 -2 Desv 3.5 12 -22.5 2.5 0.5

18
Pareto de contrastes abs.
Los que más impactan son los factores D y B

19
Las 6 fases de un experimento (considerar la teoría y la práctica)
A. Preparación Presupuestos, literatura relacionada, completar Definir y Medir del DMAIC e iniciar la fase de Análisis B. Identificar respuestas, factores y niveles de factores Seleccionar una o más respuestas medibles, definir el procedimiento de medición, identificar todos los factores que puedan impactar la respuesta de interés Considerar todos los pares de factores que puedan interactuar Fijar los niveles bajo y alto para cada nivel Revisar las combinaciones de factores para identificar posibles problemas

20
Las 6 fases de un experimento (considerar la teoría y la práctica)
C. Colectar los datos Preparar un formato para colectar toda la información Programar el equipo, personal, materiales, etc.} Capacitar al personal que participará en el experimento Etiquetar y guardar todas las muestras de ser posible Monitorear el desarrollo de los experimentos, llevar una bitácora detallada de eventos con desviaciones Revisar los datos y corregir los errores de ser necesario

21
Las 6 fases de un experimento (considerar la teoría y la práctica)
E. Analizar los datos Graficar los datos de varias formas Si el experimento incluye replicas, calcular medias, desv, est., y residuales para cada condición experimental y graficarlas de varias formas, en caso necesario transformar los datos Calcular los efectos de los factores y las interacciones y graficarlas de diversas formas Cuando sea útil desarrollar un modelo de predicción para relacionar los factores a la respuesta Cuando sea posible confirmar resultados de gráficas con análisis estadísticos apropiados

22
Las 6 fases de un experimento (considerar la teoría y la práctica)
F. Obtener, verificar y reportar conclusiones Interpretar los resultados del experimento usando toda la información conocida (teórica y observada) Formular y registrar conclusiones en un lenguaje no estadístico entendible por todos Verificar las conclusiones con corridas adicionales Si es necesario ir a la próxima iteración en el estudio Preparar un reporte escrito de las conclusiones y recomendaciones para finalizar la fase de Análisis del DMAIC Implementar recomendaciones Continuar con la mejora y control del DMAIC
 Formular y registrar conclusiones en un lenguaje no estadístico entendible por todos. Verificar las conclusiones con corridas adicionales. Si es necesario ir a la próxima iteración en el estudio. Preparar un reporte escrito de las conclusiones y recomendaciones para finalizar la fase de Análisis del DMAIC. Implementar recomendaciones. Continuar con la mejora y control del DMAIC.")
23
Dirigiendo el experimento
A. Preparación Metas, problema, balance de recursos B. Planeación C. Diseño Especificaciones, controles, instrucciones, planes D. Implementación Organizar, dirigir, controlar, monitorear E. Proceso Revisión, editar, tabular, entrada de datos F. Interpretación Cálculos y análisis estadístico G. Evaluación Evaluar la efectividad del estudio respecto a las metas

24
A. Preparación 1. Identificar las restricciones de presupuesto del proyecto 2. Examinar la literatura e investigaciones pasadas en el área 3. Asegurar que el problema y su historial se han comprendido 4. ¿Es apropiado el diseño de experimentos?

25
A4. ¿Es apropiado el DOE? Si ya hay experiencias anteriores que revelan causas obvias, simplemente - !Arreglarlo Experimentar si Una causa raíz no puede ser hallada Ya se han identificado y removido las causas raíz pero se quiere mejorar más Muchos factores potenciales afectan la respuesta Se quiere cuantificar las relaciones entre los factores y la respuesta

26
B. Identificar respuestas, factores y niveles de factores
5. Seleccionar una o más respuestas medibles 6. Operacionalmente definir el procedimiento de medición 7. Identificar todos los factores que pueden impactar la respuesta de interés 8. Considerar todos los pares de factores que pueden interactuar entre si 9. Establecer los niveles alto y bajo de cada factor 10. Revisar las combinaciones de los niveles de los factores identificar problemas potenciales

27
B.5 Seleccionar variables de respuesta
¿Cuál es la importancia de las KQCs? Si no son medibles: Seleccionar respuestas substitutas que midan las propiedades relacionadas a la respuesta deseada Colectar datos de todas las respuestas de interés para maximizar la información obtenida del experimento Cuando sea posible considerar la variabilidad como una variable de respuesta Definir la dirección de la mejora para cada respuesta Menor es mejor Mayor es mejor Sobre la meta es mejor

28
B7. Selección de factores
Visitar el área de trabajo y observar el proceso Arreglar una junta formal de tormenta de ideas Usar un diagrama de causa efecto para organizar los factores potenciales Categorizar los factores seleccionados como controlables y no controlables Identificar pares de factores que pueden interactuar

29
B9. Establecer niveles de factores
“Para determinar que sucede con un proceso cuando se interfiere con el, se tiene que interferir con el, no solo observarlo” George E.P. Box Poner niveles numéricos del factor Lo más alejados posible para detectar efectos si hay Lo más alejados de lo que se maneja normalmente No tan alejados para que la respuesta tenga valor Poner niveles de factores discretos Asignar “bajo” y “alto” a los niveles El “bajo = -” se usa para los niveles estándar comunes

30
B.10 Revisar combinaciones
¿Hay combinaciones de factores potencialmente peligrosas? Por ejemplo, que pasa si los niveles se ponen en nivel alto en todos ¿Hay combinaciones que producen resultados sin utilidad? Por ejemplo si todos los factores se ponen en bajo Si hay combinaciones cuestionables, se puede: Correr primero para verificar Ajustar los niveles Reasignar los factores de manera que la combinación problema no aparezca en el diseño

31
C. Seleccionar el diseño
11. Seleccionar un diseño que permita examinar el número deseado de factores con la resolución requerida para el estado actual de conocimiento 12. Decidir sobre el número de corridas experimentales permitidas por el presupuesto usando la regla del 25% u otras restricciones 13. De ser posible construir algunas réplicas en el diseño final; considerar el tamaño de los efectos detectables 14. Aleatorizar siempre que sea posible 15. Considerar la necesidad de bloqueo

32
C11. Evaluar el conocimiento actual
¿Se han identificado todos los factores posibles? ¿Qué se entiende realmente de cómo los factores afectan la respuesta?. Yendo de bajo a alto se usan: Experimentos de filtraje, > 4 factores Factoriales fraccionales, 3 – 15 factores Factoriales completos, 1 – 7 factores Superficie de respuesta, < 8 factores ¿Hay una posible interacción entre algunos factores?

33
C.12 Mejorando el conocimiento
Gastar el 25% del presupuesto en el primer experimento Planear varios experimentos La experimentación es secuencial Iniciar con muchos factores para halla los pocos triviales Buscar interacciones entre factores importantes; buscar curvatura en la respuesta Encontrar los mejores “niveles” de cada factor; establecer las relaciones entre variables

34
C13. Réplicas Es la repetición de algunas o todas las condiciones experimentales dos o más veces Beneficios Se puede estimar la variabilidad común del experimento (“error puro” o “ruido”) Un muestreo amplio aumenta la información sobre los efectos de los factores Se puede analizar el efecto de los factores en la variabilidad
 Un muestreo amplio aumenta la información sobre los efectos de los factores. Se puede analizar el efecto de los factores en la variabilidad.")
35
C13. ¿Cuántas corridas? Dependen de la magnitud de los efectos que se quieren detectar () Potencia de la probabilidad para detectar () Típicamente 80% o más Depende de la variación de causas comunes Estimar en base a la desviación estándar en cartas de control, experimentos previos, corridas piloto, procesos similares, o mejores estimados Probabilidad (P-value) de falsas alarmas Típicamente 5% o menos Dado lo anterior, se puede determinar el número de réplicas que sean necesarias para el experimento
 de falsas alarmas. Típicamente 5% o menos. Dado lo anterior, se puede determinar el número de réplicas que sean necesarias para el experimento.")
36
C14. Aleatorización Definición: Beneficio: Opciones
Para asignar el orden en el cual los experimentos serán corridos usando un mecanismo de aleatorización Beneficio: Prevenir que el efecto de una variables no considerada sea tomado erróneamente como el efecto de otro factor o de efectos escondidos de los factores probados Opciones Aleatorización restringida Mantener factores constantes Bloqueo

37
C15. Bloqueo Suponiendo que se van a correr 16 experimentos pero sólo se pueden correr ocho en un cierto periodo dentro del mes. ¿Qué se puede hacer? ¿qué hacer si sólo se pueden correr cuatro experimentos en una región particular?

38
C15. Bloqueo Problema Las corridas no pueden realizarse bajo condiciones similares o hay variables extrañas Se ha introducido una nueva fuente de variabilidad Tratar la fuente inevitable de variación como otro factor en el diseño experimental

39
C15. Bloqueo Bloqueo Es una cuidadosa selección de un subconjunto de experimentos consistiendo de corridas cercanas en tiempo o bajo condiciones similares “Condiciones similares” Factores que no se han probado en el experimento son los mismos o muy cercanos a serlo (ambiente, lotes de materiales, personal, etc.) Las condiciones experimentales son similares dentro de un bloque pero pueden diferir entre bloques
 Las condiciones experimentales son similares dentro de un bloque pero pueden diferir entre bloques.")
40
C15. ¿Cuándo se requiere el bloqueo?
Cuando no se pueden hacer todas las corridas al mismo tiempo Días, turnos, localidades Cuando no se pueden hacer todas las partes de los mismos materiales Lotes, batches, regiones Cuando no se pueden hacer pruebas bajo condiciones similares Máquinas, trabajadores, clientes, medio ambiente

41
C15. Aspectos de los diseños bloqueados
Los efectos de los bloques se confunden con los efectos de las interacciones normalmente alto orden La resolución del diseño original puede reducirse debido al efecto de confusión de los bloques con otros factores No confundir “bloques” con “factores” ya que se perderá resolución si un diseño factorial es replicado en bloques Un supuesto es que las interacciones entre bloques y otros factores son despreciables Significa que los efectos de los factores principales y las interacciones son los mismos en todos los bloques

42
D. Colectar los datos 16. Preparar un formato de colección de datos con espacio para toda la información y los comentarios 17. Programar el equipo requerido, el personal, los materiales, etc. 18. Proporcionar capacitación a todos los involucrados en el desarrollo del experimento, incluyendo a los que corren los experimentos y toman las mediciones 19. Etiquetar y guardar todas las muestras y resultados de ser posible 20. Monitorear el desempeño del experimento físicamente, llevar bitácora registrando desviaciones 21. Revisar los datos resultantes conforme se colectan y corregir cualquier error inmediatamente

43
E. Analizar los datos 22. Graficar los datos de varias formas
23. Si el experimento incluye réplicas, calcular las medias, desv. Est. Y residuos para cada condición experimental y graficarlas de varias formas 24. Calcular los efectos de los factores y las interacciones y graficarlas de diversas formas 25. Donde sea útil, desarrollar un modelo de predicción para relacionar los factores a las respuestas 26. Cuando sea posible y apropiado, confirmar los resultados de las gráficas impresas con análisis estadísticos apropiados

44
F. Obtener, verificar y reportar las conclusiones
27. Interpretar los resultados del experimento usando toda la información conocida ( teórica y observada) 28. Formular y escribir las conclusiones en lenguaje simple y no estadístico, entendible para el personal 29. Verificar las conclusiones con corridas adicionales 30. Si es apropiado, ir a la siguiente iteración de estudio 31. Preparar un reporte escrito de las conclusiones y recomendaciones
 28. Formular y escribir las conclusiones en lenguaje simple y no estadístico, entendible para el personal. 29. Verificar las conclusiones con corridas adicionales. 30. Si es apropiado, ir a la siguiente iteración de estudio. 31. Preparar un reporte escrito de las conclusiones y recomendaciones.")
45
F29. Verificar conclusiones
La verificación incluye la realización de corridas adicionales para confirmar que las conclusiones obtenidas del experimento son correctas Razones 1. No entendemos la respuesta; o puede ser muy compleja para un experimento factorial simple 2. Las conclusiones pueden depender de condiciones desconocidas presentes durante la experimentación 3. Las condiciones de verificación pueden ser diferentes de las experimentales Es muy importante verificar las conclusiones

46
G. Implementar las recomendaciones
32. Continuar con las fases de mejora y control del DMAIC

47
Juego de Herramientas (2)
AMEF y AAF Juego de Herramientas (2)
")
48
Propósito El diseño puede satisfacer objetivos pero tiene consecuencias adversas Investigar opciones de diseño en detalle No revisar el diseño con “lentes de color de rosa” Evaluar “hechos futuros” Desarrollar “lista de amenazas” Ideas de la bitácora histórica Tormenta de ideas Evaluar “amenaza” potencial Impacto (criticalidad) de la amenaza Ocurrencia (probabilidad) de la amenaza
 de la amenaza. Ocurrencia (probabilidad) de la amenaza.")
49
Líneas de aseguramiento
Reducir ocurrencia de una causa inicial Acción preventiva Mejorar la detectabilidad de la causa inicial Medición y prueba Mejorar la detectabilidad de la falla Limitar la severidad del efecto Falla segura Contener los efectos Protecciones / guardas

50
¿AMEF o AAF? AMEF (FMEA) AAF (FTA)
Revisión exhaustiva de todas las fallas potenciales del diseño, componente por componente Análisis inductivo AAF (FTA) Estratificación en la cadena de causa y efecto hasta la falla superior Análisis deductivo Los métodos son complementarios no uno u otro
 Estratificación en la cadena de causa y efecto hasta la falla superior. Análisis deductivo. Los métodos son complementarios no uno u otro.")
51
Análisis preliminar Iniciar esfuerzos multidisciplinarios en concepto/diseño (iterativos y acumulativos) Establecer límites del sistema Definir el sistema y sus objetivos Definir el ambiente, proceso, equipos Identificar reglamentaciones, leyes, estándares, etc. Identificar la misión/función/propósito de partes, componentes y subsistemas Estratificar sistemas complicados en subsistemas más simples Estar conciente de las interfases Usar todas las fuentes de información para establecer fallas potenciales y sus causas

52
Análisis del Modo y Efecto de Falla
AMEF Análisis del Modo y Efecto de Falla

53
Modo y Efectos de Falla Modo de Falla Efecto (s)
Tasa de impacto (criticalidad) Causa Tasa de ocurrencia Controles actuales de diseño Tasa de detectabilidad Detectabilidad Detectabilidad CAUSA FALLA EFECTO Ocurrencia Severidad
 Causa. Tasa de ocurrencia. Controles actuales de diseño. Tasa de detectabilidad. Detectabilidad. Detectabilidad. CAUSA. FALLA. EFECTO. Ocurrencia. Severidad.")
54
Complejidad de Causa Efecto
ÚLTIMO EFECTO INMED. CAUSA RAIZ CAUSA INMEDIATA CAUSA FALLA EFECTO CAUSA EFECTO Múltiples causas actúan separadamente Múltiples causas actúan conjuntamente Efectos simultáneos múltiples Efectos secuénciales múltiples

55
Causa y Efecto A B C D CAUSA FALLA EFECTO = = EFECTO CAUSA FALLA La falla en un componente puede ser la causa de falla de otro componente

56
Formatos de FMEA

57
4 fallas básicas de hardware
Operación prematura de un componente Falla de un componente para operar en el tiempo preestablecido Falla de un componente al cesar su operación en el tiempo preestablecido Falla de un componente durante su operación

58
5 fallas humanas básicas
Falla para realizar la tarea o parte de ésta Desarrollo de un paso o tarea incorrecto Realización de una tarea o paso que no debería ser realizado Desarrollo de una tarea o paso fuera de secuencia Falla para completar la tarea o paso dentro del periodo de tiempo disponible

59
Ejemplos de modos de falla
Contactos presumiblemente cerrados Contactos con apertura lenta Contactos presumiblemente abiertos Contactos con cierre lento Contactos en corto circuito A tierra A la fuente Entre contactos A líneas de señal Contactos intermitentes Histéresis excesiva Arqueo de contactos Bobina abierta Bobina en corto Bobina con baja resistencia Bobina con alta resistencia Bobina con sobrecalentamiento Corto circuito en bobina A tierra A la fuente Entre contactos Sobre magnetizado

60
Efectos potenciales Efecto inmediato Efecto último Efecto sobre
Efecto en la ocurrencia Efecto último Efecto después de que pasa el tiempo Efecto sobre Seguridad, leyes. Códigos, etc. Efectos en el Usuario, cliente, medio ambiente, personal

61
Lista de verificación de efectos
Variables Flujo, cantidad, temp., presión, pH, saturación, etc. Servicios Calefacción, enfriamiento, electricidad, agua, aire, etc. Especiales Mantto., arranque, apagado, catalizador, cambio, etc. Cambios Muchos, pocos, ninguno, no mezcla, depósito, corrimiento, oscilación, pulso, disparo, corrosión, ruptura, fuga, explosión, desgaste, apertura, etc. Instrumentos: sensibilidad, ubicación, tiempo de respuesta

62
Efectos ambientales Salpicadura, spray Enfriador, agua Aceite
Auto, hidráulico Solventes de limpieza Calor (frió) Humedad Manejo inadecuado de materiales Mecánico Shock, vibración, ruido Ruido eléctrico Campos electromagnéticos Radiación ultravioleta Rebabas de corte Chispas de soldadura Polvo ( suciedad, arena)
 Humedad. Manejo inadecuado de materiales. Mecánico. Shock, vibración, ruido. Ruido eléctrico. Campos electromagnéticos. Radiación ultravioleta. Rebabas de corte. Chispas de soldadura. Polvo ( suciedad, arena)")
63
4. Tasa de severidad Tasa de cada uno de los modos de falla
Efectos más severos Criterios múltiples Seguridad, función, ergonomía Independientemente de la ocurrencia o detección La severidad si la falla ocurre

64
Consideraciones en severidad
Pérdida de la vida Falla de la misión del equipo Retardo o pérdida de disponibilidad operativa Mantenimiento no programado excesivo Insatisfacción del cliente Daños al medio ambiente Violación de aspectos legales o contractuales

65
Evaluando la severidad
Efecto inmediato de falla de componente Efecto último de falla del componente En interfases del sistema “Daños colaterales” Efectos en la productividad ¿Debe pararse el sistema para reparación? Dificultad de acceso a componente con falla Herramientas especiales requeridas Tiempo estimado de reparación

66
Escalas de evaluación de la severidad
Escala de la AIAG Escalas de cinco categorías La gente no puede distinguir más de 5 categorías Escalas logarítmicas El pero caso es más de 10x el mejor caso Categorías Alfa Bajo Medio Alto / AA Alta severidad y ocurrencia

67
5. Causa potencial Las causas potenciales son debilidades del diseño no problemas de producción Las causas son siempre origen de los modos de falla Listar cada una de las causas en una línea separada

68
Causas típicas de diseño
Dimensiones inadecuadas Componentes forzados Interfases de subsistemas Capacidad insuficiente Instrucciones de mantto. Inadecuadas Protección ambiental pobre Algoritmo incorrecto Material incorrecto especificado Propiedades deficientes de material especificado Rendimiento Fatiga Inestabilidad del material Desgaste Corrosión

69
6. Prob. De ocurrencia Prob. De que la causa ocurrirá
Independientemente de su detección Incluye planes de acción preventiva Se estima en base a: Experiencia D/Bs de referencia Diagramas de bloque Árboles de falla

70
Ejercicio: Caída de cartas
Dejar caer una carta hacia una marca en el piso (X) Medir la distancia de la marca a la orilla mas cercana de la carta Factores que pueden afectar los resultados: Altura (hombro vs.. cintura) Orientación (plano vs.. vertical) Peso (carta con clip vs.. sin clip) ¿Cuál combinación nos da los mejores resultados? X
 Medir la distancia de la marca a la orilla mas cercana de la carta. Factores que pueden afectar los resultados: Altura (hombro vs.. cintura) Orientación (plano vs.. vertical) Peso (carta con clip vs.. sin clip) ¿Cuál combinación nos da los mejores resultados X.")
71
Escalas de ocurrencia Ajustar la escala a las realidades de la organización En confiabilidad las tasas de falla deben ser en términos de horas o ciclos de operación, por ejemplo: 4 Probable, falla antes de 104 horas 3 Razonable, fallas en 104 a 105 horas 2 Remota, fallas en 105 a 107 horas 1 Extremadamente remota, fallas en más de 107 horas

72
7. Controles de diseño Para cada causa Listar controles actuales
Prevención Verificación de diseño Validación de diseño Con base en que Han sucedido Se están usando Se tienen con diseños similares

73
7. Controles de diseño Tres tipos de controles
1. Prevenir que ocurra la causa 2. Detectar la causa si sucede 3. Detectar el modo de falla después de que suceda Los controles tipo 1 afectan la tasa de ocurrencia inicial Los controles tipo 2 y 3 afectan la tasa de detectabilidad

74
Controles típicos de diseño
Revisiones de factibilidad / revisiones de contrato Modelos matemáticos / Cálculos Revisiones de diseño Pruebas de laboratorio Pruebas en prototipos A prueba de falla Pruebas de calificación en máquinas Pruebas de funcionamiento

75
8. Tasa de detección Capacidad de los controles tipo 2 para detectar un mecanismo de causa Capacidad de los controles tipo 3 para detectar un modo de falla Estar conciente de “fallas” silenciosas Entre mayor sea la calificación, menor es la detectabilidad

76
9. Número de prioridad de riesgo
El RPN es producto de la Severidad x Ocurrencia x Detección Tomar acciones para reducir los RPNs altos Atención especial a severidad alta, independientemente de la ocurrencia

77
10. Acciones recomendadas
Iniciar con altas RPNs (S x O x D) Acciones típicas requeridas Diseños de experimentos Revisión de especificaciones de material Revisión del diseño Revisión del plan de prueba
 Acciones típicas requeridas. Diseños de experimentos. Revisión de especificaciones de material. Revisión del diseño. Revisión del plan de prueba.")
78
Acciones del AMEF Evaluar modos de falla de alto riesgo
Recomendar cambios de diseño Instrucciones de inspección, mantenimiento y manuales de operación Medidas para minimizar la probabilidad de ocurrencia Medidas para mejorar la detección de la causa Medidas para mejorar la detección del modo de falla Medidas para remediar los efectos de falla

79
A Prueba de Error Es una serie de tácticas para reducir o eliminar la causa de un problema o para minimizar su efecto Se usa en: Planes de acción para atender altos RPNs Cuando se descubre una falla o se prevé en revisiones y pruebas Cuando ocurran fallas en operación real

80
Seguimiento “Las promesas no cuestan”
Dar seguimiento para asegurar que se tomen las acciones y sean efectivas Recalcular los RPNs basados en nuevos diseños y planes Continuar hasta que los RPNs sean aceptables

81
AMEFP de Proceso Es similar al AMEFD de diseño Cuando usarlo
Después que el proceso ha sido mapeado y analizado y se han eliminado los problemas obvios Se puede hacer durante el concepto / diseño, pero es más efectivo a nivel de detalle El procedimiento es similar al AMEFD excepto que: Lista las actividades y su función necesarias para realizar el producto Usa la lista de problemas en el mapa de proceso para describir las formas en que la actividad puede fallar Al describir la detección, se enfoca a controles normales de proceso como verificaciones, pruebas, inspecciones, etc.

82
El AMEF más y menos Ventajas Desventajas Fácil de aplicar
Eficiente para sistemas de hardware con pocos componentes y pocos modos de falla Complementa al Análisis de Árbol de Fallas Desventajas Gran número de combinaciones de falla en sistemas complejos Atención inadecuada a factores humanos Dificultades con interacciones

83
Análisis de Árbol de Fallas
AAF (FTA) Análisis de Árbol de Fallas
 Análisis de Árbol de Fallas.")
84
Características del Árbol de Fallas
Diagrama detallado que muestra la cascada de eventos hacia el origen de una falla de sistema. Combina las prob. De falla, tasa de falla o tasa de reparación para evaluar la prob. Del evento superior Cuando usarlo Identificar problemas potenciales de confiabilidad y seguridad durante la fase de diseño Evaluar la confiabilidad y seguridad durante la operación normal Identificar componentes que pueden requerir pruebas o un aseguramiento de calidad más riguroso

85
Características del Árbol de Fallas
Procedimiento Definir el evento indeseable (“falla superior”) Trazar hacia atrás la causa efecto desde la causa inmediata, usar descripciones concretas Partir descripciones amplias en eventos específicos. Especificar componentes Construir el Árbol de falla con compuertas lógicas Analizar el Árbol de falla Modificar el diseño
 Trazar hacia atrás la causa efecto desde la causa inmediata, usar descripciones concretas. Partir descripciones amplias en eventos específicos. Especificar componentes. Construir el Árbol de falla con compuertas lógicas. Analizar el Árbol de falla. Modificar el diseño.")
86
Construcción del Árbol de Fallas
Dibujar ramas a causas inmediatas a través de compuertas. Ningún evento puede conectarse con otro sin pasar por una compuerta lógica Continuar hasta que todos los eventos básicos sean determinados o no se requiera más detalle Asignar probabilidades a eventos raíz y fallas en componentes y det. prob. De falla del evento superior Localizar grupos mínimos y fallas en un punto, en todo caso Simplificar el árbol con álgebra booleana Modificar el diseño con redundancia, uso de componentes más confiables o desacoplando modos de falla

87
Realizando AAF (FTA) Definir el evento indeseable (“falla superior”)
Conocer el sistema Trazar la ruta de causa y efecto Trabajar hacia atrás de las causas inmediatas Identificar causas conjuntas Identificar causas condicionales Construir el árbol de falla Encontrar los grupos mínimos (“reducir el árbol”) Calcular la probabilidad del evento superior Decisiones, recomendaciones y resultados
 Calcular la probabilidad del evento superior. Decisiones, recomendaciones y resultados.")
88
Símbolos del árbol de eventos de falla
Evento de falla: Resulta de la combinación de los otros eventos de falla. Sus causas se desarrollan por medio de compuertas lógicas Evento básico de falla No requiere desarrollo adiciona Evento básico secundario Compuesto de diversos eventos de falla no resueltos por el árbol de falla

89
Símbolos lógicos de Árbol de Falla
Compuertas AND Todos los eventos de entrada son requeridos para producir el evento de salida (Prob. P4 = P1*P2*P3) Compuertas OR Cualquier evento de entrada es suficiente para producir el evento de salida (Prob. P4 = P1 + P2 + P3) También existen otros símbolos como OR-Exclusiva
 Compuertas OR. Cualquier evento de entrada es suficiente para producir el evento de salida (Prob. P4 = P1 + P2 + P3) También existen otros símbolos como OR-Exclusiva.")
90
Probabilidad de la falla superior
Encontrar tasas de falla elementales de bases de datos, MIL-HDBK-217D, GIDEP Combinar tasas de falla por medio de compuertas lógicas Compuertas OR = adición de tasas de falla Compuertas AND = multiplicación de tasas de falla Continuar hasta llegar al evento superior Usar este resultado de tasa de falla para evaluar la “Ocurrencia” en el AMEF

91
Un árbol de fallas simple
Evento superior: Sala a obscuras Causas próximas: Sin energía, focos fundidos Sin energía causada por: Fallas en el suministro Fusibles rotos Focos fundidos causados por: Foco 1 fundido Foco 2 fundido

92
Arreglar las compuertas lógicas
Sala obscura Focos fundidos Sin energía Falla en Suministro De energía Fusible fundido Foco 1 fundido Foco 2 fundido

93
Eventos Evento: Es un cambio dinámico de estado en un elemento del sistema Evento normal: Se espera que ocurra Fallas: No se espera que ocurra Tipos de fallas Clase I (fallas): falla a realizar la función intencionada Clase II: realiza una función inadvertida
: falla a realizar la función intencionada. Clase II: realiza una función inadvertida.")
94
Defectos y Fallas Defectos Falla
Estado del elemento del sistema que contribuye a la ocurrencia de una falla Para describir un defecto, especificar el estado con defecto y cuando el elemento esté en este estado Falla Estado del elemento del sistema en el cual el elemento es incapaz de realizar su función Para describir una falla, especificar solo el modo de falla

95
Ejemplos de eventos Normal Defecto tipo I Defecto tipo II
Pernos de control insertados cuando el operador empuja la flecha Defecto tipo I Generador Diesel no arranca cuando el voltaje de la línea de emergencia se pierde Defecto tipo II La energía electromagnética enciende la línea de alumbrado público

96
Tipos de defectos Primario Secundario
Los componentes fallas dentro del diseño Los defectos son inherentes a los elementos considerados Secundario Los componentes fallan fuera del diseño El defecto se debe a esfuerzo excesivo en el elemento Comando (pres. botón equivocado, lectura falsa, etc.) Operación inadvertida del componente Operación normal ejecutada en un tiempo inadecuado
 Operación inadvertida del componente. Operación normal ejecutada en un tiempo inadecuado.")
97
Guías para Árboles de Falla
Reemplazar abstracto con concreto Reemplazar “motor opera mucho tiempo” con “corriente a motor por mucho tiempo” Clasificar en eventos más elementales Reemplazar “explosión de tanque” con “explosión por sobrellenado”, o “explosión por reacción química”, etc. Identificar distintas causas “Explosión inesperada” causada por “alimentación excesiva” o “falta de enfriamiento”

98
Guías Acoplar eventos de disparo con “No (acción protectora)”
Reemplazar “sobre calentamiento” con “falta de enfriamiento” acoplada con “no apagado del sistema” Encontrar causas cooperativas o “causas conjuntas” “Fuego” causado por “fugas de fluido flamable” y “arcos del relevador” Especificar componentes que fallan Reemplazar “sin enfriamiento de agua” con “válvula principal cerrada”

99
Guías “Sin milagros” Si la función normal propaga una secuencia de defecto, asumir que el componente funciona normalmente Escribir descripciones completas y detalladas de defectos Siempre completar entradas a compuertas No conectar compuertas sin eventos intermedios “Pensar localmente” Ser específico no generalizar Agregar notas al lado para clarificar supuestos

100
Grupos de mínimo costo Mínimo conjunto de causas para el evento superior Puede haber más de un conjunto mínimo Representar el árbol por una suma T = K1 + K2 + K Kn Cada Ki es una intersección de uno o más eventos primarios (círculos o diamantes) Cada Ki es un grupo mínimo el cual por si mismo puede causar el evento superior Falla en un punto: Ki consiste de un evento primario “Una falla en la función y el sistema se cae” La estrella muerta (talón de Aquiles en STAR WARS)
 Cada Ki es un grupo mínimo el cual por si mismo puede causar el evento superior. Falla en un punto: Ki consiste de un evento primario. Una falla en la función y el sistema se cae La estrella muerta (talón de Aquiles en STAR WARS)")
101
Procedimiento para grupo mínimo
Representar cada compuerta con una ecuación Booleana Substituir ecuaciones de bajo orden en ecuaciones de mayor orden Reducir ecuaciones de alto orden a su forma mínima usando álgebra Booleana por ejemplo: (AuB) y (AuC) = Au(ByC) Continuar hasta que se tenga una expresión mínima para el evento superior
 y (AuC) = Au(ByC) Continuar hasta que se tenga una expresión mínima para el evento superior.")
102
Ejemplo de grupo mínimo
Árbol de falla de un foco T = G1uG2 G1=E1uX3 G2=X1yX2 Entonces T=(E1uX3) u (X1yX2) = E1 u X3 u (X1yX2) equivale a T = E1 + X3 + (X1*X2) Grupos mínimos E Falla el suministro de energía (fallas de un punto) X Se funde el fusible (fallas de un punto) X1 y X3 ... Ambos focos se funden (conjunto mínimo)
 u (X1yX2) = E1 u X3 u (X1yX2) equivale a. T = E1 + X3 + (X1*X2) Grupos mínimos. E Falla el suministro de energía (fallas de un punto) X Se funde el fusible (fallas de un punto) X1 y X3 ... Ambos focos se funden (conjunto mínimo)")
103
Simplificar con álgebra booleana
T T C E1 E1 = AyB A E3 A A B E3 B C

104
Simplificar con álgebra booleana
T = E1 y E2 donde E1 = A u E E2 = C u E4 T = (A u E3) y (C u E4) donde E3 = BuC y E4 = AyB T = (Au (BuC)) y (C u (AyB)) T = ((AuB) u C) y (C u (AyB)) por ley asociativa T = (C u (A u B)) y (C u (AyB)) por ley conmutativa T = (C u ((A u B) y (AyB)) por ley distributiva T = C u (AyB) por ley de absorción Así la falla superior puede ocurrir ya sea porque ocurre C (falla de un solo punto) o porque ocurre A y B al mismo tiempo
 y (C u E4) donde E3 = BuC y E4 = AyB. T = (Au (BuC)) y (C u (AyB)) T = ((AuB) u C) y (C u (AyB)) por ley asociativa. T = (C u (A u B)) y (C u (AyB)) por ley conmutativa. T = (C u ((A u B) y (AyB)) por ley distributiva. T = C u (AyB) por ley de absorción. Así la falla superior puede ocurrir ya sea porque ocurre C (falla de un solo punto) o porque ocurre A y B al mismo tiempo.")
105
Construcción de un árbol de falla
Definir y esquematizar el evento superior Dibujar ramas hacia causas inmediatas vía compuertas Trabajar hacia atrás desde los eventos secundarios Repetir hasta que todos los eventos básicos sean determinados Eventos básicos (causas raíz) Resolución no deseable Control posible
 Resolución no deseable. Control posible.")
106
Crear un Árbol de Falla Crear un árbol de falla del siguiente circuito
Identificar conjuntos mínimos de falla y fallas en puntos simples Calcular la tasa de falla superior a partir de las tasas de falla de los componentes Componente Lamda (probabilidad de falla del comp) C1, C2, C C C C C C
 C1, C2, C C C C C C")
107
Ejercicio de Árbol de falla
Resistor C2 C3 C6 Foco C5 Pila C8

108
Beneficios de los Árboles de Falla
Organizar comportamiento anormal en un formato lógico y gráfico Mejor capacidad para evaluar y comunicar riesgos Análisis más objetivo Aplicable a un amplio rango de sistemas Puede incluir aspectos humanos Análisis cualitativo

109
Desventajas de árboles de falla
Consume tiempo para sistemas grandes detallados Asume eventos binarios (activo, fuera) Los eventos secuénciales son difíciles de manejar Las probabilidades elementales pueden no estar disponibles
 Los eventos secuénciales son difíciles de manejar. Las probabilidades elementales pueden no estar disponibles.")
110
Resumen Uso de AMEF para anticipar y proritizar la atención a las fallas potenciales del diseño (o del proceso de producción) Uso de AAF o FTA para estimar la probabilidad de una falla superior notada en el AMEF e identifica elementos del diseño (conjuntos mínimos) que requieren atención para prevenir ocurrencia
 que requieren atención para prevenir ocurrencia.")
111
Solución al ejercicio Cinco conjuntos mínimos y dos puntos simples de falla (C1 y C2 y C3) u (C6 y C7) u (C6 y C8) u C5 u C4
 u (C6 y C7) u (C6 y C8) u C5 u C4.")
112
Juego de Herramientas (3)
Confiabilidad Juego de Herramientas (3) Análisis de Confiabilidad
 Análisis de Confiabilidad.")
113
Confiabilidad Confiabilidad es la probabilidad de que un dispositivo:
Realice su función intencionada Durante un periodo de tiempo especificado y Bajo condiciones de operación específicas Mantenabilidad es la probabilidad de que un dispositivo: Pueda ser reparado o restaurado a su condición específica operable (“función intencionada”) Dentro de un intervalo preestablecido Cuando se mantiene en base a procedimientos establecidos
 Dentro de un intervalo preestablecido. Cuando se mantiene en base a procedimientos establecidos.")
114
Estándares Estándares de confiabilidad
MIL-STD-790 Programa de aseguramiento de la confiabilidad MIL-Hdbk-785 Programa de confiabilidad para sistemas y desarrollo de equipo y producción MIL-STD-781 Calificación de la confiabilidad de diseño y pruebas de aceptación en producción MIL-Hdbk-217 Predicción de la confiabilidad de equipos electrónicos MIL-STD-1629 Procedimiento para realizar Análisis de criticalidad, Modos y Efectos de falla

115
Estándares Estándares de Mantenabilidad
MIL-STD-470 Requerimientos del programa de mantenabilidad MIL-STD-471 Verificación de la mantenabilidad MIL-Hdbk-472 Predicción de la mantenabilidad

116
Actividades en confiabilidad
Establecer requerimientos del sistema Requerimientos funcionales Condiciones ambientales Vida útil en servicio Definir aspectos de seguridad Definir “falla” confiabilidad Establecer Metas y obstáculos Confiabilidad vs. costo vs. requerimientos

117
Calidades del producto
Calidad del diseño La medida en la que los diseñadores descubren y realizan en el diseño los aspectos necesarios para asegurar la satisfacción o el deleite del cliente Calidad de la manufactura La medida en la que las fuerzas operativas de la empresa ejecutan el diseño intencionado

118
Confiabilidad como “calidad después del embarque”
La habilidad del producto para realizar su función demandada depende de: El diseño del producto, establecido a través de aspectos especificados, propiedades de matls., dimensiones, etc. determinan: El desempeño alcanzable La manufacturabilidad del diseño La mantenabilidad del diseño La manufactura del producto a través de los defectos determina La medida en que la unidad no se apega al diseño

119
Actividades de confiabilidad
Analizar modos de falla en los equipos Estimar los tiempos medios antes de falla (MTBF) Estimar los tiempos medios para reparar (MTTR) Estimar la efectividad total del equipo Estimar la confiabilidad de diagramas de bloque Asignar confiabilidades a subsistemas Mejorar la confiabilidad a través de tolerancia a fallas, curvas de vida vs. esfuerzo, etc.
 Estimar los tiempos medios para reparar (MTTR) Estimar la efectividad total del equipo. Estimar la confiabilidad de diagramas de bloque. Asignar confiabilidades a subsistemas. Mejorar la confiabilidad a través de tolerancia a fallas, curvas de vida vs. esfuerzo, etc.")
120
Establecer requerimientos funcionales
Desempeño o carga Potencia de salida del generador, velocidad y memoria en una computadora Ambiente Temperatura, rango de humedad, concentración de polvo, impactos mecánicos, vibración, transientes, etc. Tipo de demanda Uso continuo, uso intermitente, uso único

121
Balance Al establecer requerimientos funcionales, tomar en cuenta del medio ambiente de uso, el tipo de demanda así como las necesidades de desempeño. Los requerimientos funcionales definen que se entiende por “falla” lo que perimite definir ahora los requerimientos de confiabilidad como MTTF Con lo anterior el diseñador desarrolla su diseño conceptual, estima la confiabilidad esperada y la compara con la requerida El diseñador hace un balance entre los requerimientos funcionales, requerimientos de confiabilidad y el costo

122
Definir fallas El sistema cesa de realizar su función intencionada:
Cese total: Las máquinas paran completamente La estructura se colapsa Los enlaces de comunicación se interrumpen Degradación de función El motor no desarrolla el torque esperado La estructura excede la flexión especificada El amplificador no proporciona la ganancia especificada

123
Ejemplo Una mayor fuente de confusión y último rechazo por el mercado es la definición de falla, por ejemplo: 1. El operador permite que el equipo opere sin aceite y se quema el motor 2. El equipo pierde potencia durante una tormenta 3. El herramental se desgasta después de 1,100 piezas Respuestas: 1. No es falla del equipo sino de entrenamiento del operador, sin embargo es un factor a considerar 2. Es un problema externo, tal vez se requiera una fuente de respaldo 3. Depende de la vida especificada del herramental

124
Balances Un mejor desempeño = cargas mayores = menor confiabilidad
Un mejor desempeño = mayor costo Mayor confiabilidad = mayores costos de capital Mayor confiabilidad = menor costo de reparación Ejemplo: Carros de carrera – Alto desempeño, baja confiabilidad (cuantos coches terminan la carrera) Líneas aéreas comerciales – Alta confiabilidad con poca demanda de desempeño Vuelos militares: Alto desempeño con alta confiabilidad para completar la misión, por tanto su costo es alto
 Líneas aéreas comerciales – Alta confiabilidad con poca demanda de desempeño. Vuelos militares: Alto desempeño con alta confiabilidad para completar la misión, por tanto su costo es alto.")
125
Una especificación de confiabilidad
Un sistema de arranque de coche (batería, marcha, motor) “Hay un 90% de probabilidad que la velocidad de arranque sea mayor a 85 rpm después de 10 segundos de marcha – entre –20°F y 120°F por un periodo de 10 años o 10,000 millas. La confiabilidad debe ser demostrada en 95% de confianza”
 Hay un 90% de probabilidad que la velocidad de arranque sea mayor a 85 rpm después de 10 segundos de marcha – entre –20°F y 120°F por un periodo de 10 años o 10,000 millas. La confiabilidad debe ser demostrada en 95% de confianza")
126
Factores conceptuales en la confiabilidad
Los factores conceptuales que afectan la confiabilidad incluyen: Desempeño: Mayor desempeño pone más carga en el sistema reduciendo la confiabilidad Complejidad Más partes en el sistema normalmente reducen la confiabilidad Novedad El periodo de aprendizaje en los primeros pasos de nuevas tecnologías, materiales y conceptos, reducen la confiabilidad

127
Herramientas conceptuales de la confiabilidad
Tiempo media de falla o reparación Modelos matemáticos Diagramas de bloques Asignación de la confiabilidad Conteo de partes Márgenes de seguridad (carga / capacidad) Curva de operación vs. esfuerzo (derating)
 Curva de operación vs. esfuerzo (derating)")
128
Definiciones matemáticas
Distribución de la vida, f(t) Probabilidad de que el sistema falle en el tiempo t Fracción de la población original que cae en el intervalo Tasa de falla, F(t) Probabilidad de que el sistema falle antes de del tiempo t Fracción acumulada de la población cayendo hasta t Tasa de riesgo, “tasa de falla instantanea”, h(t) Fracción de supervivientes dentro de un intervalo Confiabilidad, R(t) = 1 – F(t) Probabilidad de que el sistema sobreviva hasta el tiempo t Fracción de la población original sobreviviente hasta t
 Probabilidad de que el sistema falle en el tiempo t. Fracción de la población original que cae en el intervalo. Tasa de falla, F(t) Probabilidad de que el sistema falle antes de del tiempo t. Fracción acumulada de la población cayendo hasta t. Tasa de riesgo, tasa de falla instantanea , h(t) Fracción de supervivientes dentro de un intervalo. Confiabilidad, R(t) = 1 – F(t) Probabilidad de que el sistema sobreviva hasta el tiempo t. Fracción de la población original sobreviviente hasta t.")
129
Estimar la confiabilidad

130
Pareto de tiempos de falla
f(t) F(t)
 F(t)")
131
Gráfica de confiabilidad
R(t)
")
132
Tasa constante de falla
Pruebas de vida Tasa constante de falla

133
Opciones de pruebas de vida
Completar la prueba Todas las unidades se prueban hasta que fallen Pruebas truncadas Tipo I: terminadas después de t horas (ciclos, etc.) Tipo II: terminadas después de K fallas Pruebas censadas Unidades removidas por otras razones como fallas causadas externamente o PM se incluyen como fallas Pruebas de vida acelerada Compresión del tiempo: cargas normales y esfuerzos Esfuerzos avanzados: cargas incrementadas, medio ambiente agresivo
 Tipo II: terminadas después de K fallas. Pruebas censadas. Unidades removidas por otras razones como fallas causadas externamente o PM se incluyen como fallas. Pruebas de vida acelerada. Compresión del tiempo: cargas normales y esfuerzos. Esfuerzos avanzados: cargas incrementadas, medio ambiente agresivo.")
134
Precauciones en las pruebas de vida
Una cuidadosa definición de lo que es una falla Es difícil cuando se usan datos de servicio del cliente Una cuidadosa definición de lo que constituye “vida” Un tiempo calendario no es tiempo de servicio o número de demandas Una cuidadosa definición de “condiciones ambientales? ¿Qué cargas o esfuerzos serán usados en las pruebas? Estos estudios son importantes cuando se comparan

135
Demandas repetidas (I)
“Demanda” es el número de operaciones del sistema Accionar un interruptor, abrir una válvula, arrancar un motor, un coche cruzando el puente La probabilidad de éxito en cada demanda es independiente del número de demandas previas Rn es la probabilidad de éxito (confiabilidad) después de n demandas
 después de n demandas.")
136
Demandas repetidas (II)
Asumiendo que la probabilidad de éxito en cada demanda es constante P(Si) = 1 – p, donde p es la probabilidad de falla Rn = P(S1)*P(S2)*....*P(Sn) = (1-p)n = exp(-np) = Poisson Para demandas discretas y p pequeña Si t es el intervalo entre demandas, n = t / t , y la tasa de falla = p / t , dando: R(t) = exp(- t) o distribución exponencial Si cambiamos de demanda discreta a operación continua, Poisson -> Exp.
 = 1 – p, donde p es la probabilidad de falla. Rn = P(S1)*P(S2)*....*P(Sn) = (1-p)n = exp(-np) = Poisson. Para demandas discretas y p pequeña. Si t es el intervalo entre demandas, n = t / t , y la tasa de falla = p / t , dando: R(t) = exp(- t) o distribución exponencial. Si cambiamos de demanda discreta a operación continua, Poisson -> Exp.")
137
Ejemplo: Válvula de alivio
Demanda: La válvula opera 3 veces por semana El proveedor establece 1% de falla en operación 100 Asumir fallas aleatorias e independientes ¿Cuál es la probabilidad de falla por demanda?

138
Ejemplo: Válvula de alivio
¿Cuál es la prob. De falla en el primer año de oper.? Prob. De falla por demanda R100=exp(-100p)=0.99 p=10-4 Probabilidad de falla en el primer año Tiempo medio entre demandas = Dt = 1/(3*52) = años Tasa instantanea de falla = l = p/Dt = 10-4 / = Confiabilidad en el primer año = R(t) = exp(-lt)=0.9845 La probabilidad de falla es F(t) = 1 – R(t) =
=0.99 p=10-4. Probabilidad de falla en el primer año. Tiempo medio entre demandas = Dt = 1/(3*52) = años. Tasa instantanea de falla = l = p/Dt = 10-4 / = Confiabilidad en el primer año = R(t) = exp(-lt)= La probabilidad de falla es F(t) = 1 – R(t) =")
139
Tasa constante de riesgo
La probabilidad de falla en cada punto del tiempo: Es constante e independiente de la falla de otros puntos Caso más simple Frecuentemente verdadero a nivel de componente Frecuentemente verdadero a “media vida” del equipo No toma en cuenta: Modos de falla múltiples Desgaste y otros efectos de envejecimiento Defectos de calidad, de ensamble, etc.

140
Tasa de falla constante
f(t) R(t) MTBF=1/= .63 .37 Tiempo de falla h(t) Tiempo de operación F(t) 1/ 1/ .63 Tiempo de operación Tiempo de operación 1/ 1/
 R(t) MTBF=1/= Tiempo de. falla. h(t) Tiempo de. operación. F(t) 1/ 1/ .63. Tiempo de. operación. Tiempo de. operación. 1/ 1/")
141
Tiempo medio entre fallas
Un modo de falla exponencial no tiene “memoria” Cada falla es igualmente probable, independientemente del tiempo de prueba Una unidad probada durante 1000 hrs. Equivale a 1000 unidades probadas durante una hora Lo que importa es: El número de fallas El número de horas de prueba combinadas para todas las unidades

142
Tiempo medio entre fallas
Lamda es un parámetro de la distribución exponencial (tasa de riesgo o falla) MTBF = 1/ = Asume que la tasa de falla es constante No es válido cuando lamda depende del tiempo Estimación MTBF = Horas de operación de todas las unidades / Total de unidades con falla
 MTBF = 1/ = Asume que la tasa de falla es constante. No es válido cuando lamda depende del tiempo. Estimación. MTBF = Horas de operación de todas las unidades / Total de unidades con falla.")
143
Estimación del MTBF 10 tarjetas electrónicas se prueban hasta que 4 fallen, lo cual sucede a las 16, 40, 180, 300, las restantes soportaron 300 horas sin falla. ¿Cuál es el MTBF? MTBF = Tiempo total/#fallas = ( (300)/4 = 2336/4 = 584 horas = 1/MTBF = 1/584 Confiabilidad a 584 horas: R(t) = exp(- t) = 0.37 Es decir el 63% de las tarjetas fallan antes del MTBF No establecer al MTBF como el periodo de garantía
/4 = 2336/4 = 584 horas. = 1/MTBF = 1/584. Confiabilidad a 584 horas: R(t) = exp(- t) = Es decir el 63% de las tarjetas fallan antes del MTBF. No establecer al MTBF como el periodo de garantía.")
144
Ejercicio 18 sellos se ponen a prueba durante 500 horas bajo condiciones extremas, las fallas ocurren como sigue: 1a. Falla a las 100 hrs. 2a. Falla a las 400 hrs. Ninguna otra falla durante las restantes 100 hrs. El uso típico de los sellos es de 100 hrs. antes de su reemplazo en PM ¿Cuál es la probabilidad de que un sello no falle durante su uso normal?

145
Límite inferior del MTBF
El MTBF de datos muestrales es solo un estimado sujeto a variación Se tiene interés en el MTBF menor más probable en base con el estimado muestral MTBFi = 2T / 2 (P) T = Tiempo total en todos los equipos r = Número de fallas = 2r = Grados de libertad de pruebas censadas = 2r +2 = Grados de libertad de pruebas truncas r 2 (P) = Percentil P-ésimo de la Chi cuadrada Para un 90% de confianza, hallar el valor de Chi para P=0.1 que es la proporción de la distr. Por debajo del punto tabulado
 T = Tiempo total en todos los equipos. r = Número de fallas. = 2r = Grados de libertad de pruebas censadas. = 2r +2 = Grados de libertad de pruebas truncas r. 2 (P) = Percentil P-ésimo de la Chi cuadrada. Para un 90% de confianza, hallar el valor de Chi para P=0.1 que es la proporción de la distr. Por debajo del punto tabulado.")
146
Ejemplo de límite inferior
Siete muestras de aluminio 2014 se prueban en resistencia superficial a la corrosión Ocurren 6 fallas a las 145, 169, 227, 329, 552 y 730 hrs. La 7a. Pieza es OK al truncar la prueba a 750 hrs. Estimar tasas de falla y MTBF con 90% de confianza = 2r +2 = 2(6) + 2=14 2 (P) = 142 (cola de 0.10) = 21.06 T = =2902 hrs. MTBFinf = 2T / 2 (P) = 2(2902)/21.06 = hrs. El mejor estimado del MTBF = T/r=2902/6 = hr
 + 2=14. 2 (P) = 142 (cola de 0.10) = T = =2902 hrs. MTBFinf = 2T / 2 (P) = 2(2902)/21.06 = hrs. El mejor estimado del MTBF = T/r=2902/6 = hr.")
147
Beneficios de la exponencial
Componentes o subsistemas en serie Suponiendo que todas las confiabilidades son exponenciales Rsistema = R1*R2*R3*R4*R5*R6*R7 Rsistema = exp(- 1t)* exp(- 2t)*...* exp(- 7t) Rsistema = exp(- 1- 2t....- 7t)*t) Rsistema = exp((- 1- 2t....- 7t)*t) Rsistema = exp(-( i)*t) La tasa de falla del sistema es la suma de las tasas de falla de los componentes Encoder Encoder Encoder Encoder Encoder Encoder Encoder
* exp(- 2t)*...* exp(- 7t) Rsistema = exp(- 1- 2t....- 7t)*t) Rsistema = exp((- 1- 2t....- 7t)*t) Rsistema = exp(-( i)*t) La tasa de falla del sistema es la suma de las tasas de falla de los componentes. Encoder. Encoder. Encoder. Encoder. Encoder. Encoder. Encoder.")
148
Confiabilidad del sistema en campo
La confiabilidad del sistema es difícil de evaluar Modos de falla múltiples Efectos de añejamiento Factores humanos Procedimientos Mantenimiento Esfuerzos ambientales inesperados Aplicación inadecuada de modelos, MTBF, “bañera”, etc. El todo es más que la suma de las partes

149
Estimados gráficos Si el tiempo de falla tiene una distribución exponencial, se grafica como línea recta en papel semi logarítmico Para saber si la vida es exponencial: Poner escala superior a R = 1.0 (100%) Ordenar los tiempos de fallas de i = 1 a n en forma creciente Graficar Ri = (n – i + 0.5) / n Así R1 = (n-0.5)/n y Rn = 0.5/n
 Ordenar los tiempos de fallas de i = 1 a n en forma creciente. Graficar Ri = (n – i + 0.5) / n. Así R1 = (n-0.5)/n y Rn = 0.5/n.")
150
Ejemplo i ti R1

151
Tolerancia a fallas Estimación y mejora de la
Confiabilidad de sistemas

152
Notación de probabilidad
El grado de certeza de que ocurra un evento P(A) = Probabilidad de que ocurra el evento (A) La probabilidad tiene un rango entre 0 y 1 -A significa no A P(-A) = 1 – P(A) P(x >= 1) = 1 – P( x = 0)
 = Probabilidad de que ocurra el evento (A) La probabilidad tiene un rango entre 0 y 1. -A significa no A. P(-A) = 1 – P(A) P(x >= 1) = 1 – P( x = 0)")
153
Combinación de probabilidades
Probabilidad de A y B si son eventos independientes P(AyB) = P(A) x P(B) Probabilidad de A o B P(AuB) = P(A) + P(B) – P(AyB) P(AyB) = 0 si A y B son mutuamente exclusivas Probabilidad de A dado que B ocurra P(A\B) = P(AyB) / P(B) o P(B\A) = P(AyB) / P(A)
 = P(A) x P(B) Probabilidad de A o B. P(AuB) = P(A) + P(B) – P(AyB) P(AyB) = 0 si A y B son mutuamente exclusivas. Probabilidad de A dado que B ocurra. P(A\B) = P(AyB) / P(B) o. P(B\A) = P(AyB) / P(A)")
154
Diagrama de Bloque (I) Modelo en serie
Si un componente falla = el sistema falla Rs = Ra * Rb * Rc * .... * Rn Rsistema = Rmezc. * R bomba * R reactor R sistema = 0.9 * 0.9 * 0.9 = 0.73 Para mejorar la confiabilidad en serie, minimizar el conteo de partes Mezclador Mezclador Mezclador

155
Asignación de confiabilidad
El usuario establece la confiabilidad del producto final y condiciones El proveedor debe determinar confiabilidades requeridas para: Subsistemas Componentes Hay necesidad de un diseño conceptual para identificar los subsistemas y componentes La asignación inicial puede ser a juicio En base a experiencia, bases de datos, modelos serie

156
Cuenta de partes Estimar la confiabilidad del sistema en la etapa de concepto Los componentes frecuentemente tienen estándares y confiabilidades conocidas La configuración es única del diseño Hallar las tasas constantes de falla de las partes i y sumarlas Es un estimado conservador Ignora La tolerancia a falla (redundancia), errores humanos Efectos de envejecimiento y eventos anormales
, errores humanos. Efectos de envejecimiento y eventos anormales.")
157
Cuenta de partes Tarjeta de computadora
Cant. Tasa falla/106 hrs Total Capacitor 20 0.0027 0.056 Resistor 5 0.0002 0.0010 Flip Flop J-K 9 0.4667 4.2003 NAND Triple 0.2456 1.2280 Receptor difer. 3 0.2738 1.9196 67 Si la del sistema para 21 componentes es (suma de las tasas de falla individuales por cant. Comp.), La confiabilidad R(t) = exp(-21.66t)
, La confiabilidad R(t) = exp(-21.66t)")
158
Bases de datos de confiabilidad de componentes
Predicción de la confiabilidad de equipo electrónico (MIL-HDBK-217D) Handbook of Reliability Prediction Procedures for Mechanical Equipment GIDEP: Government / Industry Data Exchange Program
 Handbook of Reliability Prediction Procedures for Mechanical Equipment. GIDEP: Government / Industry Data Exchange Program.")
159
Estrategias de diseño Eliminar los modos de falla
Tolerancia a fallas / Redundancia Reducir esfuerzo A prueba de fallas Aviso preventivo Mantenimiento preventivo

160
Diagramas de bloques (II) Modelo paralelo
“Tolerante a fallas” Rs = 1- ((1 – Ra)*(1 – Rb)*...*(1 – Rn)) Rbombas = 1 – (1-0.9)*(1-0.9)= = 0.99 Rsistema = 0.9*0.99*0.9 = 0.80 Para mejorar la confiabilidad proporcionar respaldo o redundancia Bomba R=90% Reactor R=90% Mezclador R = 90% Bomba R=90%
*(1 – Rb)*...*(1 – Rn)) Rbombas = 1 – (1-0.9)*(1-0.9)= = Rsistema = 0.9*0.99*0.9 = Para mejorar la confiabilidad proporcionar respaldo o redundancia. Bomba R=90% Reactor. R=90% Mezclador. R = 90% Bomba R=90%")
161
Redundancia / Respaldo
Redundancia en serie Redundancia en componentes Redundancia en componentes clave

162
Redundancia Redundancia activa
Operación simultanea de la primaria y secundaria Ventajas: Menor esfuerzo por unidad, se incrementa la confiabilidad Desventajas: Doble costo, mantenimiento adicional requerido Redundancia en espera (stand by) La secundaria opera sólo cuando la primaria falla El respaldo puede manejar toda la carga Se hace mantenimiento al respaldo sin interrumpir operaciones Redundancia por votación Requiere un número par de unidades. El sistema opera sólo si la mayoría de los componentes están de acuerdo. Shuttle
 La secundaria opera sólo cuando la primaria falla. El respaldo puede manejar toda la carga. Se hace mantenimiento al respaldo sin interrumpir operaciones. Redundancia por votación. Requiere un número par de unidades. El sistema opera sólo si la mayoría de los componentes están de acuerdo. Shuttle.")
163
Redundancia Fallas de causa común, puede cancelar los beneficios de la redundancia: Elementos en serie cuyos fallas afectan a ambos el primario y el de espera (stand by) Alimentación común, conexiones, polvo, vibración, humedad Detectado por medio del análisis de árbol de fallas
 Alimentación común, conexiones, polvo, vibración, humedad. Detectado por medio del análisis de árbol de fallas.")
164
Cómo usar Tolerancia a fallas (I)
El sistema de control tiene 10 tarjetas para monitoreo de 10 operaciones Cada tarjeta tiene 320 componentes: 150 en la fuente de alimentación; 100 en E/S y 70 comunes La confiabilidad de los componentes se obtuvo del MIL-HDBK-217 Rcomp.=0.83 => Rs = = 0.155 A B C D J

165
Cómo usar Tolerancia a fallas (II)
Se decide separar la fuente de poder con 150 componentes y una confiabilidad de 0.95, los 170 componentes restantes de la tarjeta tienen una confiabilidad total de 0.95 Para incrementar la confiabilidad se pone otra fuente en paralelo, teniéndose 300 comp. Y una confiabilidad de Rfuente = 1-(1-0.95)2 = Las 10 tarjetas restantes tienen una confiabilidad de Rtarjetas = = R sistema = Rfuente * Rtarjetas = *0.5987=0.5972 P A B C D J P
2 = Las 10 tarjetas restantes tienen una confiabilidad de Rtarjetas = = R sistema = Rfuente * Rtarjetas = *0.5987= P. A. B. C. D. J. P.")
166
Ejercicio Los componentes 1 y 2 tienen el mismo costo
Las confiabilidades son: R1=0.70 y R2=0.95 El presupuesto permite agregar dos componentes redundantes para tolerancia a fallas ¿Cuál es la mejor opción? 1 2 1 2 1 2 a) c) 1 b) 1 2 1 1 2 d) 1 2
 c) 1. b) d)")
167
Ejercicio Calcular la confiabilidad del sistema 0.95 0.80 0.99 0.96

168
Márgenes de seguridad Distribución de valores extremos para cargas pico y ligas débiles

169
Márgenes de seguridad: Carga
Esfuerzo en un sistema establecido por sus los requerimientos de desempeño Mecánico Térmico Eléctrico Informacional Ambiental

170
Medición del desempeño
Márgenes de seguridad Es la brecha entre carga y capacidad (o entre “esfuerzo” y “resistencia”) La confiabilidad se relaciona al tamaño de la brecha Si la carga excede la capacidad se genera falla Carga Capacidad Margen de seguridad Medición del desempeño
 La confiabilidad se relaciona al tamaño de la brecha. Si la carga excede la capacidad se genera falla. Carga Capacidad. Margen de seguridad. Medición del desempeño.")
171
Márgenes de seguridad reales
Es la brecha entre la mayor carga y la menor capacidad (mayor “esfuerzo” y menor “resistencia”) Peor caso vs. probabilístico Carga Capacidad Margen de seguridad 0.5% Medición del desempeño
 Peor caso vs. probabilístico. Carga Capacidad. Margen. de seguridad. 0.5% Medición del desempeño.")
172
Valores extremos El factor de seguridad depende de la carga máxima (esfuerzo) y capacidad mínima (resistencia) Suma de muchas cargas = Normal Producto de muchas cargas = Lognormal Extremo o muchas cargas = Valor Extremo Ejemplos: La carga primaria de un temblor en una estructura no es la suma de la carga de temblores individuales sino la máxima La resistencia de un tanque a presión es determinada por su parte más débil

173
Distribuciones de valores extremos
Dependen de: La distribución inicial Tamaño de muestra (las grandes tienden a incluir mayores máximos o menores mínimos) 1.0 n=1 0.5 n=5 n=10 1 5 9
 1.0. n= n=5. n=")
174
Valores extremos Caso exponencial
Si la carga en un sistema es exponencial, la prob. De que la carga X sea menor a Y es = P(X<Y) = 1-eaY La probabilidad de que el máximo impacto de N cargas sea menor que y es cum(P(X-Y)=(1-eaY)N Las fórmulas para otros casos no son tan simples
 = 1-eaY. La probabilidad de que el máximo impacto de N cargas sea menor que y es cum(P(X-Y)=(1-eaY)N. Las fórmulas para otros casos no son tan simples.")
175
Valores extremos Caso ejemplo
Ensamble final de equipo grande y delicado Mover 8 veces entre estaciones de ensamble antes de instalar la funda protectora Hay un impacto en el equipo cada vez que es preparado Las cargas de impacto son exponenciales con Alfa = 0.02 seg/kg.m La capacidad de diseño para la carga de impacto es: c = 250 kg.m/seg ¿1-F ( c ), es la probabilidad de falla para el equipo?
, es la probabilidad de falla para el equipo")
176
Solución del ejemplo La prob. de que la mayor de N cargas sea < a c es: cum(P(X-Y)=(1-eaY)N = cum(P(c)=(1-e0.02*250)8=0.947 La probabilidad de falla es 1 – F( c ) = = 5.3% Para asegurar que la probabilidad de falla sea menor a 0.5% se tiene: cum(P(c)=(1-e0.02*c)8>0.995 c > - ln( /8)/0.02 c > f 369 kg.m/seg
 = = 5.3% Para asegurar que la probabilidad de falla sea menor a 0.5% se tiene: cum(P(c)=(1-e0.02*c)8> c > - ln( /8)/0.02. c > f 369 kg.m/seg.")
177
Derating Reducción deliberada de carga para mejorar vida
La confiabilidad es proporcional a la Capacidad / Carga Por debajo de 270 la vida se extiende drásticamente por lo que se recomienda que el esfuerzo no lo exceda Esfuerzo (N/mm2) 300 290 280 260 250 vida ciclos
 vida ciclos.")
178
Incremento de la confiabilidad en pruebas
En cada ciclo de construcción del prototipo – prueba – rediseño, la confiabilidad se incrementa No se repiten las fallas del mismo sistema Al final determinar la confiabilidad del sistema Probar Prototipos Modificar Diseño

179
Modelo de J. Duane La confiabilidad se incrementa en línea recta en un papel doble logarítmico, conforme se hacen pruebas y madura el diseño Se puede predecir la confiabilidad en función del tiempo dedicado T a pruebas y desarrollo Tasa de falla Acumulada 100 10 1.0 0.1 B A vida acum. en Hrs.

180
Incremento del MTBF MTBF acumulado = T/n = Tiempo total de pruebas / número de fallas MTBF instantáneo = 1/ (1 – alfa) veces MTBF acum. MTBF instantáneo = MTBF acum./(1-alfa) Log de MTBF acum. Tasa = 1/(1-alfa) MTBF acumulado Log de tiempo de prueba acumulado
 Log de. MTBF. acum. Tasa = 1/(1-alfa) MTBF acumulado. Log de tiempo de prueba acumulado.")
181
Ejemplo Un nuevo sistema de Robot está en el proceso de “probar-arreglar-probar-arreglar” En incrementos de 100 horas, el número de fallas son: 14, 7, 6, 4, 3, 1 y 1 Hacer una gráfica de MTBF y estimar el MTBF instantáneo al final de la 700 horas T (hrs. acum.) n (fallas acum.) MTBF acum=T/n 100 14 7.14 200 21 9.52 300 27 11.11 400 31 12.9 500 34 14.7 600 35 17.14 700 36 19.44
 n (fallas acum.) MTBF acum=T/n")
182
Tasa de falla de bombas

183
Tasa de falla en bombas Se puede observar que las tasas de falla no son constantes, la distribución exponencial se aplica a tasas de falla constantes no dependientes del tiempo

184
Pruebas de vida Tasas de falla dependientes del tiempo, envejecimiento o edad

185
Suma de variaciones Proceso se “enfoca” en un “valor esperado”
Muchas causas pequeñas independientes Cada una de las causas “deflecta” el proceso La cantidad y dirección es aleatoria El resultado neto es la suma de todas las deflexiones El resultado es la curva normal “Campana de Gauss” Curva de campana

186
Tasa de falla dependiente del tiempo
Cuando las tasas de falla no son constantes, se aplica la distribución normal en la región de desgaste o cuando se incrementen las tasas de falla. Las colas no ajustan bien a la realidad solo la parte central

187
Calculo de tasas de falla
No. De unidades que sobreviven al inicio de cada intervalo de tiempo: ni-1 Número de unidades que fallan en el intervalo: ri La tasa de falla para un intervalo específico i es: h(i) = ri / ni-1 Por ejemplo de las 48 bombas originales, 30 sobrevivieron para entrar al intervalo 2 De las 30, 10 fallaron durante el intervalo 2 h(s) = 10/30 = = 33.3%
 = ri / ni-1. Por ejemplo de las 48 bombas originales, 30 sobrevivieron para entrar al intervalo 2. De las 30, 10 fallaron durante el intervalo 2. h(s) = 10/30 = = 33.3%")
188
Tasa de falla dependiente del tiempo
R(t) F(t) 1.0 h(t) 0.5 -3σ -2σ -1σ +1σ +2σ +3σ
 F(t) 1.0. h(t) σ. -2σ. -1σ. +1σ. +2σ. +3σ.")
189
Caso ejemplo Un proveedor de herramienta establece que 90% de sus dados dura entre 25,000 y 35,000 golpes Asumiendo desgaste de vida normal, cual es la vida esperada, la media y la desviación estándar Asumiendo 5% por debajo de y 5% por arriba de golpes Zi = (25-)/σ [Zi]= de tablas Zi = -1.65 Zs = (35-)/σ [Zs]=0.95 de tablas Zs = +1.65 => 60 = 2 = 30 y σ = 3.03 golpes
/σ [Zi]=0.05 de tablas Zi = Zs = (35-)/σ [Zs]=0.95 de tablas Zs = => 60 = 2 = 30 y σ = 3.03 golpes.")
190
Problema con pequeñas muestras
Voltajes de disparo en compuerta lógica Hacer prueba de normalidad Tarj. #mV 1 21.0 9 20.5 2 20.6 10 3 11 20.8 4 20.9 12 5 20.4 13 21.1 6 20.7 14 7 15 8 16 20.1

191
Problema con 2 geometrías
Tarj. A mV Tarj. 1 20.1 9 20.8 2 20.4 10 3 20.5 11 20.9 4 12 5 20.6 13 21.0 6 14 7 21.7 15 8 20.7 16 21.1 Tarj. B mV Tarj. 1 20.3 9 20.5 2 20.4 10 3 11 4 12 20.6 5 13 20.7 6 14 7 15 20.8 8 16

192
Solución del caso LSE

193
Otros patrones encontrados
Patrón en zigzag Representa una mezcla de distribuciones o modos de falla Si se pueden identificar las poblaciones diferentes graficarlas por separado Patrón en curva Representa una distribución sesgada Intentar con otras distribuciones como la Lognormal, Valores Extremos o Weibull A veces se pueden transformar los datos con su raíz cuadrada, logaritmo o seno inverso

194
Caso ejemplo Un switch de una máquina se supone se active con cargas no menores a 7lb/in2. En datos tomados todos se activaron dentro de límites de diseño, ¿es un diseño seguro? 22.5 7.5 17.5 32.5 40.0 35.0 42.5 27.5 47.5 15.0 10.0 12.5 25.0 30.0 20.0

195
Caso ejemplo El percentil predicho por debajo de 7 lb es de 5% aprox. En los extremos no se aproxima a la normal

196
Pruebas de vida Tasas de falla dependientes
de la edad o envejecimiento Casos no normales

197
Producto de variaciones
El modelo Lognormal, la falla es debida al efecto de muchas imperfecciones pequeñas, ninguna de las cuales es responsable directa La variación es debida a todas las inflaciones y deflaciones, cada causa multiplica o divide a nivel proc. f(t) 10 *10 *10
 10 2*10 3*10")
198
Proceso logarítmico La temperatura de la superficie de una placa es una función de la energía radiante de calor aplicada en el otro lado T = k*exp(-bx), donde X = espesor de la placa K y b son constantes Si X sigue una distribución normal, T no la sigue Sin embargo ln(T) = -bx + ln(k) es función lineal de X Así el logaritmo de T es normla T sigue una distribución lognormal
, donde. X = espesor de la placa. K y b son constantes. Si X sigue una distribución normal, T no la sigue. Sin embargo ln(T) = -bx + ln(k) es función lineal de X. Así el logaritmo de T es normla. T sigue una distribución lognormal.")
199
Distribución de vida Lognormal
Producto de efectos aleatorios ninguno dominante Razones, proporciones, tasas de crecimiento, tasas de reacción, etc. Acabado, corrosión, difusión gaseosa, tamaño de organismos, tamaño de partículas después de molienda 1.0 f(t) σ=1 σ=0.1 0.5 σ =.5 10 *10 *10 Mediana
 σ=1. σ= σ =.5. 10 2*10 3*10 Mediana.")
200
Tasa de fallas Lognormal
La tasa de falla instantánea h(t) puede: Incrementarse, decrementarse o ambas dependiendo de la desviación estándar Sigma σ 4/σ h(t) σ=0.1 2/σ σ =0.5 σ=1 10 *10 *10
 puede: Incrementarse, decrementarse o ambas dependiendo de la desviación estándar Sigma σ. 4/σ. h(t) σ=0.1. 2/σ. σ =0.5. σ=1. 10 2*10 3*10")
201
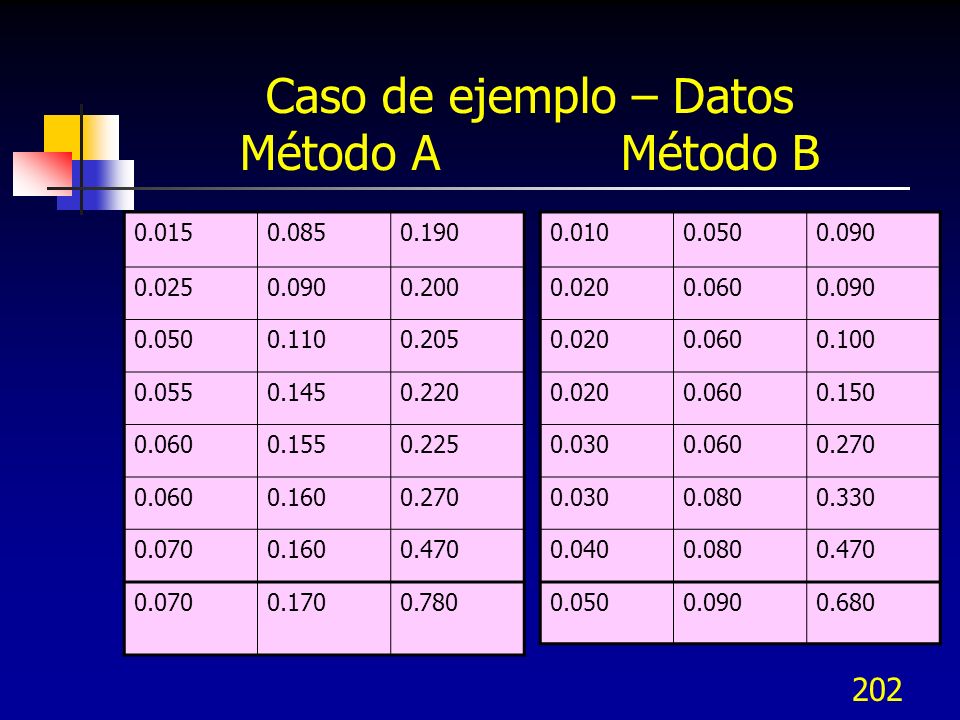
Caso ejemplo Se hacen SCRs especiales con corriente de corte de 5A máx. La aplicación del cliente requiere un máximo de .5 A La perdida de desperdicio al proveedor es del 7% Ingeniería desarrolla un método B Se hacer 24 muestras con cada material ¿El método B mejora los resultados?

202
Caso de ejemplo – Datos Método A Método B
0.015 0.085 0.190 0.025 0.090 0.200 0.050 0.110 0.205 0.055 0.145 0.220 0.060 0.155 0.225 0.160 0.270 0.070 0.470 0.170 0.780 0.010 0.050 0.090 0.020 0.060 0.100 0.150 0.030 0.270 0.080 0.330 0.040 0.470 0.680
203
Resultados del caso

204
Parámetros de la Lognormal
Media geométrica: Xg = raiz n (X1*X2*.....*Xn) La mediana es un buen estimador de la media geométrica Dispersión geométrica, g Estimada por la diferencia entre el percentil 84avo y la mediana Bandas de confianza Lp*gF
 La mediana es un buen estimador de la media geométrica. Dispersión geométrica, g. Estimada por la diferencia entre el percentil 84avo y la mediana. Bandas de confianza. Lp*gF.")
205
Tasa de falla dependiente del tiempo Distribución de Weibull
Es más flexible: Tiene como parámetros factor de escala o vida característica, se escribe como 1/λ parámetro de forma, muestra la tendencia de la tasa de falla parámetro de localización, o mínima vida La confiabilidad se evalúa con R(t) = exp(-λt) La confiabilidad en t = : R() = exp(-1) = exp(-1) = independientemente de es equivalente al MTBF, cuando = 1; =MTBF en otros casos MTBF = (1 + 1/) donde es la función Gamma completa
 = exp(-λt) La confiabilidad en t = : R() = exp(-1) = exp(-1) = independientemente de es equivalente al MTBF, cuando = 1; =MTBF en otros casos MTBF = (1 + 1/) donde es la función Gamma completa.")
206
Tasa de falla dependiente del tiempo Distribución de Weibull
La tasa de falla sigue una ley de potencia λ(t) = λ (λt) -1 Si = 1 se tiene la distribución exponencial La tasa de falla es función constante del tiempo, donde λ(t)= λ y R(t) = exp(-λt) Describe procesos donde las fallas ocurren en una tasa aleatoria constante Si = 2 se tiene la distribución de Rayleigh La tasa de falla es función lineal del tiempo, donde λ(t)= 2λ2t y R(t) = exp(-(λt)2) Describe la suma cuadrática de dos variables normales: Z = raiz(X2 + Y2)
 = λ (λt) -1. Si = 1 se tiene la distribución exponencial. La tasa de falla es función constante del tiempo, donde λ(t)= λ y R(t) = exp(-λt) Describe procesos donde las fallas ocurren en una tasa aleatoria constante. Si = 2 se tiene la distribución de Rayleigh. La tasa de falla es función lineal del tiempo, donde λ(t)= 2λ2t y R(t) = exp(-(λt)2) Describe la suma cuadrática de dos variables normales: Z = raiz(X2 + Y2)")
207
Tasa de falla dependiente del tiempo Distribución de Weibull
Si = 3 se tiene la distribución deMaxwell La tasa de falla es función cuadrática del tiempo, donde λ(t)= 3λ3t2 y R(t) = exp(-(λt)3) Describe la suma cuadrática de tres variables normales, usada en dinámica de gases y otras: Z = raiz(X2 + Y2 + W2) En general en función de se tiene: Si < 1 Fallas infantiles Si = 1 fallas aleatorias (exponencial) Si > 1 Fallas por desgaste o envejecimiento Si > 4 Aproximadamente normal
= 3λ3t2 y R(t) = exp(-(λt)3) Describe la suma cuadrática de tres variables normales, usada en dinámica de gases y otras: Z = raiz(X2 + Y2 + W2) En general en función de se tiene: Si < 1 Fallas infantiles. Si = 1 fallas aleatorias (exponencial) Si > 1 Fallas por desgaste o envejecimiento. Si > 4 Aproximadamente normal.")
208
Tiempo medio entre fallas para la distribución de Weibull
es equivalente al MTBF, cuando = 1; =MTBF en otros casos MTBF = (1 + 1/) donde es la función Gamma completa (x) es la generalización del factorial x! Para enteros, (n + 1) = n! Para x >1, (x + 1) = x (x) Un componente mecánico sigue una distribución de Rayleigh (Weibull con beta =2) La vida característica es de alfa = 1000 horas ¿Cuál es el MTBF? MTBF = (1 + 1/) = 1000 (1 + 1/2)=1000 (1.5)= 1000* = horas de (0.5)=raiz()
 donde es la función Gamma completa. (x) es la generalización del factorial x! Para enteros, (n + 1) = n! Para x >1, (x + 1) = x (x) Un componente mecánico sigue una distribución de Rayleigh (Weibull con beta =2) La vida característica es de alfa = 1000 horas. ¿Cuál es el MTBF MTBF = (1 + 1/) = 1000 (1 + 1/2)=1000 (1.5)= 1000* = horas de (0.5)=raiz()")
209
Vida de rodamientos Tiempo de falla 2.2 4.3 6.0 6.2
Se instalaron 25 rodamientos para prueba Ocurrieron 8 fallas durante la prueba ¿Cuál es el valor de vida característica, factor de forma y MTBF? ¿Cuántas refacciones se requieren en las semanas 30-40? Tiempo de falla 2.2 4.3 6.0 6.2 7.8 8.4 11.0 12.2

210
Resultados

211
Mínima Vida () Tiempo a falla de un rodamiento 625 horas 1200 horas
Los datos forman una línea cóncava, indicando una zona inmune donde no ocurren fallas Intentar graficar: (t-100), (t-200) y (t-300)
, (t-200) y (t-300)")
212
Mínima vida ()
")
213
Mínima vida () considerando las restas
 considerando las restas")
214
Curva de la bañera Si < 1 Fallas infantiles por quemado, defectos de partes y ensambles Si = 1 fallas aleatorias (exponencial) o accidentales Si > 1 Fallas por desgaste, envejecimiento, fatiga, etc. = 4 Fallas desgaste = 0.5 Fallas infantiles = 1 Fallas aleatorias

215
Curva de la bañera La curva de la bañera es una combinación de tres o más tasas de falla No es una sola distribución de Weibull sino la suma de tres o más distribuciones de Weibull Cualquier distribución de Weibull tiene una tasa de falla que: Decrece, se incrementa y permanece constante No hace las tres al mismo tiempo Con cada “corrida” en el patrón de tasa de falla, se requiere una nueva distribución de Weibull

216
Tolerancia Estadística

217
Expectativas de diseño
Los diseñadores pueden predecir exactamente: Costos de producción y rendimientos No. De entradas para obtener n salidas aceptables Dada una tolerancia en el producto final, los costos de producción y rendimientos se determinan por especificaciones de componentes “Variación es el enemigo” No es suficiente con especificar un valor meta Las variaciones del producto deben ser asignadas a componentes Los diseñadores deben entender la capacidad de proceso, propagación de varianzas y asignación de varianzas

218
Modelo del diseño El mejor momento para descubrir problemas de diseño es cuando el diseño está todavía en papel Descubre relaciones entre las variables clave de entrada (X’s) y los CTQ’s (Y) del cliente Expresar las relaciones en familias de fórmulas Y1 = f(X1, X2, , Xn) Determinar el desempeño estimado de Y con base en el comportamiento de las X’s Valor esperado (media) y variabilidad (desv. Estándar) Usar esta información para establecer especificaciones en las X’s con base en la tolerancia del cliente en sus CTQ’s
 y los CTQ’s (Y) del cliente. Expresar las relaciones en familias de fórmulas. Y1 = f(X1, X2, , Xn) Determinar el desempeño estimado de Y con base en el comportamiento de las X’s. Valor esperado (media) y variabilidad (desv. Estándar) Usar esta información para establecer especificaciones en las X’s con base en la tolerancia del cliente en sus CTQ’s.")
219
Simulación y modelos Definición: Cuando usarlo:
Un modelo de simulación es una representación matemática Y = f(X’s) o física del proceso Cuando usarlo: Durante el diseño conceptual para estudiar como se comporta el sistema sin afectar al cliente, uso de materiales u otros recursos
 o física del proceso. Cuando usarlo: Durante el diseño conceptual para estudiar como se comporta el sistema sin afectar al cliente, uso de materiales u otros recursos.")
220
Simulación y modelos Procedimiento:
Representar cada subsistema por fórmulas que relacionen las salidas con las entradas, deducidas de la ciencia o del diseño de experimentos y correlaciones Agregar variación aleatoria usando la Propagación de varianzas Validar el sistema asignado valores a las entradas para las cuales las salidas se han verificado con datos o experiencia Experimentar con el sistema usando diferentes valores para las entradas y factores fuera del sistema. Identificar retardos, mal producto o condiciones indeseadas

221
Funciones de transferencia
Relacionar necesidades funcionales a características técnicas del producto Y = f(X) donde Y es el CTQ y X es factor de entrada La distribución de Y esta relacionada a la distribución de X CTQ Tasa de protección Peso de la película
 donde Y es el CTQ y X es factor de entrada. La distribución de Y esta relacionada a la distribución de X. CTQ. Tasa de. protección. Peso de la película.")
222
Método del peor caso Asumir que los valores extremos se suman: Ventaja
Max Y = Max X1 + Max X2 Min Y = Min X1 + Min X2 Ventaja 100% de rendimiento Desventajas Tolerancias de componentes exageradamente cerradas Sobre estima la variación total de Y X1 Y X2

223
Tolerancia estadística
Determinar la variabilidad de Y, basado en la variabilidad de los componentes X’s Tolerancias en componentes más razonables Los beneficios se incrementan conforme se incrementa el número de componentes # de componentes Tolerancia de ensamble Diseño de peor caso Diseño estadístico 99.7% Para un rendimiento de % 5 50.5 1 0.1 10.22 10.11 15 150.5 10.39 10.19 45 450.5 10.67 10.34

224
Tolerancia estadística
Los diseños de peor caso tienen un rendimiento del 100% En caso de tener 5 componentes, la tolerancia puede ser duplicada con una modesta mejora en rendimiento y sin inspección al 100%, solo control del proceso Si hay 15 componentes, la tolerancia puede ser doblada a no tener efecto práctico y aun cuadruplicada son pérdidas minúsculas

225
Peor caso vs. estadística
Si se tienen dos componentes X y Y que se ensamblan, para dar una dim. Z en el producto terminado, el peor caso permite 50% más variación que la variación aleatoria en 3 σ. Peor caso X = 12 6 o [6, 18] Y = 18 3 o [14, 22] Lo que resulta en el peor caso Z = [6+14, 18+22]=[20,40]

226
Peor caso vs. estadística
z = x + y = = 30 Como la tolerancia de X es 6, sigma X = 2 y para el caso de Y la tolerancia es 3 entonces sigma Y =1. σz=raiz(varianza de X+Varianza Y)=raiz(4+1)=2.236 Min Z=30-3*2.236=23.3 y Max Z=30+3*2.236= 36.7 Si la tolerancia de Z es 6.7 y se ve que la tolerancia que requiere X es del doble de la que requiere Y entonces tomando el límite superior se tiene: (12 + 6sy) + (18 + 3sy) = => Sy = Esto da una tolerancia de X de 4.5 y para Y de 2.2 en vez de 6 y 3 del peor caso respectivamente
=raiz(4+1)= Min Z=30-3*2.236=23.3 y Max Z=30+3*2.236= Si la tolerancia de Z es 6.7 y se ve que la tolerancia que requiere X es del doble de la que requiere Y entonces tomando el límite superior se tiene: (12 + 6sy) + (18 + 3sy) = 36.7 => Sy = Esto da una tolerancia de X de 4.5 y para Y de 2.2 en vez de 6 y 3 del peor caso respectivamente.")
227
Funciones de transferencia
Calcular la media y varianza de Y a partir de X El caso más simple: Y = mX + b σ y = m σx Esto no se cumple para relaciones no lineales o trascendentales X2 <>( X)2 Ln (X) <> ln (X)
2. Ln (X) <> ln (X)")
228
Relaciones generales Las siguientes relaciones son útiles en una amplia gama de circunstancias Y = f(X) Y = f(X) f” (X) σ2x σy = [f ‘ (X) ] σx
 f (X) σ2x. σy = [f ‘ (X) ] σx.")
229
Ejemplo Área transversal de un rodillo
Y = f(X) = r2, donde r es el radio Suponiendo E( r ) = 10 mm y σr = 0.2 mm Evaluamos Y, Y’, Y” en r = 10 Y(10) = * 100 = 314.2 Y’(10) = 2 r = 2* *10 = 62.8 Y”(10) = 2 = 6.3 De esta forma: Y = *6.3*0.4 – mm2 σy = 0.2[62.8] = 12.6 mm
 = r2, donde r es el radio. Suponiendo E( r ) = 10 mm y σr = 0.2 mm. Evaluamos Y, Y’, Y en r = 10. Y(10) = * 100 = Y’(10) = 2 r = 2* *10 = Y (10) = 2 = 6.3. De esta forma: Y = *6.3*0.4 – mm2. σy = 0.2[62.8] = 12.6 mm.")
230
Funciones de transferencia Más de una X
Suma de variables Z = X Y σz = raíz (σ2x + σ2y) Producto de variables Z = X * Y σz = raíz ((Y)2 σ2x + (X)2 σ2y) Ejemplo: Ley de Ohm E = I*R X Y Z = X*Y
 Producto de variables. Z = X * Y. σz = raíz ((Y)2 σ2x + (X)2 σ2y) Ejemplo: Ley de Ohm E = I*R. X. Y. Z = X*Y.")
231
Funciones de transferencia Más de una X
División de variables Z = X / Y σz = raíz [ ((Y)2 σ2x + (X)2 σ2y) / (Y)4 ] Por ejemplo: Potencia = Trabajo / tiempo
2 σ2x + (X)2 σ2y) / (Y)4 ] Por ejemplo: Potencia = Trabajo / tiempo.")
232
Ensamble no lineal Problema Y es una función de múltiples X’s
Las X’s no se combinan en forma lineal Procedimiento Tomar las derivadas parciales y evaluar en los valores de X nominales (o medios) La varianza de Y está dada por: σ2y = C21 σ2x1 + C22 σ2x C2n σ2xn Ci = Y / Xi
 La varianza de Y está dada por: σ2y = C21 σ2x1 + C22 σ2x C2n σ2xn. Ci = Y / Xi.")
233
Supuestos Las X’s pueden ser representadas por una función continua de probabilidad Las X’s son mutuamente independientes Las derivadas existen y son “relativamente constantes” en los rangos útiles de las X’s

234
Ejemplo Esfuerzo de rozadura en una flecha giratoria
B = ρ2R2 / 3g, donde: B = esfuerzo promedio ρ= Densidad ( 0.008) = velocidad rotacional (5236 70 rad/seg) R = radio (4 pulgadas) G = Constante de gravedad (386.4 in/seg2 desc.) Los resultados son: C ρ = B / ρ = 2R2 / 3g C = B / = 2ρR2 / 3g C R = B / R = 2ρR / 3g σ2B = C2ρ σ2 ρ + C2 σ2x +C2 R σ2R
 = velocidad rotacional (5236 70 rad/seg) R = radio (4 pulgadas) G = Constante de gravedad (386.4 in/seg2 desc.) Los resultados son: C ρ = B / ρ = 2R2 / 3g. C = B / = 2ρR2 / 3g. C R = B / R = 2ρR / 3g. σ2B = C2ρ σ2 ρ + C2 σ2x +C2 R σ2R.")
235
Resumen Los diseñadores pueden explorar la variabilidad del producto Y por medio de funciones de transferencia Calculada de regresiones Conocidos de manuales de ingeniería Permite establecer especificaciones más realistas y económicas en las X’s Las fórmulas de propagación de la varianza son relativamente simples para el caso de comb. Lineales Para casos no lineales, se pueden usar derivadas o derivadas parciales Cuando las X’s no son independientes, los cálculos se vuelven muy complejos

236
Juego de Herramientas (4)
Tiempos de ciclo y DPUs Juego de Herramientas (4)
")
237
Impacto de DPU en tiempos de ciclo
Si un proceso está en Control Estadístico: Los defectos ocurren al azar Con una probabilidad conocida En este caso se puede estimar el trabajo necesario para: Descubrir los defectos Corregir los defectos Determinar el tiempo de ciclo enfocado a: Inspección y prueba (I/T) Análisis, reparación o reemplazo Predecir la capacidad necesaria para estas tareas
 Análisis, reparación o reemplazo. Predecir la capacidad necesaria para estas tareas.")
238
Categorías de I/T Caso 1: Unidad no reparable
Se aplica a ambas Como algunas unidades son desperdicio, debemos fabricar e inspeccionar unidades “extra” Caso 2: Unidad es reparable (inspección) La inspección encuentra todos los defectos en un paso Algunas unidades se inspeccionan dos veces Caso 3: La unidad es reparable (prueba) La prueba identifica un defecto a un tiempo Algunas unidades se deben probar varias veces
 La inspección encuentra todos los defectos en un paso. Algunas unidades se inspeccionan dos veces. Caso 3: La unidad es reparable (prueba) La prueba identifica un defecto a un tiempo. Algunas unidades se deben probar varias veces.")
239
Caso 1: No reparable ¿Cuántas inspecciones se deben realizar para obtener 100 unidades al final? Si FTY = 75%. De FTY * X = 100, entonces X = 133 Como FTY = exp (-DPU), se deben someter X=100*exp(DPU) Así para obtener una unidad aceptada, debemos realizar X = exp(DPU) inspecciones o sean X = 1/ 0.75 = 1.33
, se deben someter X=100*exp(DPU) Así para obtener una unidad aceptada, debemos realizar X = exp(DPU) inspecciones o sean X = 1/ 0.75 =")
240
Caso 2: Inspección Reparable
¿Cuántas inspecciones se deben realizar para obtener 100 unidades al final? Si FTY = 75%. Todos los defectos se encuentran a la primera insp. FTY son las unidades que se inspeccionan y pasan OK 1-FTY unidades reciben una segunda inspección ya que en la primera se rechazan, se reparan y al final se verifican, entonces: X = 1 + (1 – FTY) = 1 + (1- exp (-DPU)= 2-exp(-DPU) Así para obtener 100 unidades OK, 75 se inspeccionan una vez y 25 se inspeccionan 2 veces, esto nos da 125 inspecciones independientemente del DPU.
 = 1 + (1- exp (-DPU)= 2-exp(-DPU) Así para obtener 100 unidades OK, 75 se inspeccionan una vez y 25 se inspeccionan 2 veces, esto nos da 125 inspecciones independientemente del DPU.")
241
Caso 2: Prueba Reparable
¿Cuántas inspecciones se deben realizar para obtener 100 unidades al final? Si FTY = 75%. Cada defecto se encuentra en una prueba separada Entonces el número de pruebas de las unidades defectuosas es igual al número de defectos individuales o sea el DPU. X = 1 + DPU = 1 – ln (FTY) = = 1.287 Todas las unidades se prueban la primera vez dando 100 pruebas. 75 pasan y el resto se prueba dos o más veces, de acuerdo a Poisson de las 25 unidades restantes habrá: 1 defecto en 21.6, 2 defectos en 3.1 y 3 defectos en 0.3 unidades, el total de pruebas al final es de (1) = pruebas
 = = Todas las unidades se prueban la primera vez dando 100 pruebas. 75 pasan y el resto se prueba dos o más veces, de acuerdo a Poisson de las 25 unidades restantes habrá: 1 defecto en 21.6, 2 defectos en 3.1 y 3 defectos en 0.3 unidades, el total de pruebas al final es de (1) = pruebas.")
242
Ciclos I/T por unidad aceptada
Debe hacerse una prueba para obtener una unidad buena Tiempo de ciclo total por unidad aceptada (t = 1/ T tiempo) Caso 1: Unidad no reparable Exp (DPU) Exp (DPU) = t1 Caso 2: La unidad es reparable, identificar todos los defectos 2 – Exp( -DPU) (2 – Exp( -DPU))*t1 Caso 3: La unidad es reparable, probar un defecto a la vez 1 + DPU (1 + DPU)*t1
 Caso 1: Unidad no reparable. Exp (DPU) Exp (DPU) = t1. Caso 2: La unidad es reparable, identificar todos los defectos. 2 – Exp( -DPU) (2 – Exp( -DPU))*t1. Caso 3: La unidad es reparable, probar un defecto a la vez. 1 + DPU. (1 + DPU)*t1.")
243
Caso 3: Carga de trabajo de pruebas
El proceso está en control estadístico es decir sigue la distribución de Poisson: con rendimiento del 75% FTY = 371 / 500 = 74.2% DPU = 148/500 = 0.296 Defectos por unidad c Unidades con c defectos Defectos encontrados Pruebas realizadas 371 1 111 222 2 17 34 51 3 4 Total 500 148 648

244
Análisis y reparación Si los defectos son analizados y reparados
Los tiempos medios de Análisis (Ta) y de reparación (Tr) son: Todos los defectos a un tiempo (1 – exp(-DPU)) *t Un defecto a un tiempo DPU*t
 y de reparación (Tr) son: Todos los defectos a un tiempo. (1 – exp(-DPU)) *t. Un defecto a un tiempo. DPU*t.")
245
Caso 3: Ejercicio Paso 30 del proceso: prueba de defectos en tarjetas
Cada iteración detecta un defecto Encontrar, reparar, probar de nuevo Y a lo mejor se encuentra otro defectos Los tiempos promedio históricos son: Tiempo para probar una tarjeta 8 min. Tiempo para analizar una tarjeta = 90 min. Tiempo para reparar una tarjeta = 30 min. Determinar el FTY y tiempos de ciclo promedio para probar-analizar-reparar una unidad

246
Caso 3: Ejercicio Cuellos de botella T prueba T análisis T reparac
T total DPU FTY 8 90 30 0.00 1.00 8.0 0.0 0.05 0.951 8.4 4.5 1.5 14.4 0.10 0.905 8.8 9.0 3.0 20.8 0.15 0.861 9.2 13.5 27.2 0.50 0.607 12.0 45.0 15.0 72.0 0.368 16.0 90.0 30.0 136.0 1.50 0.223 20.0 135.0 200.0 2.00 0.135 24.0 180.0 60.0 264.0 3.00 0.050 32.0 270.0 392.0

247
Caso 3: Ejercicio Cuellos de botella Capacidad DPU FTY Pruebas
Por hora Análisis por hora Reparac por hora 0.00 1.00 7.5 N/D 0.05 0.951 7.1 13.3 40.0 0.10 0.905 6.8 6.7 20.0 0.15 0.861 6.5 4.4 0.50 0.607 5.0 1.3 4.0 0.368 3.8 0.7 2.0 1.50 0.223 3.0 0.4 2.00 0.135 2.5 0.3 1.0 3.00 0.050 1.9 0.2

248
Capacidad del equipo de prueba
Su capacidad es determinada por las DPUs ¿Qué factor en el slide anterior determina la salida del proceso completo? Prueba, análisis, reparación El numero de equipos requerido para cada paso en el proceso es: E = V / C donde V = Volumen requerido en unidades por hora C = Capacidad del equipo en unidades / hora

249
Ejercicio: equipos de prueba requeridos
DPU FTY # de equipos de prueba # de equipos de análisis # de equipos de reparación 0.00 1.00 2 N/D 0.05 0.951 1.0 0.10 0.905 2.0 0.15 0.861 3.0 0.50 0.607 8.0 0.368 3 15.0 5.0 1.50 0.223 4 23.0 2.00 0.135 30.0 10.0 3.00 0.050 6 45.0

250
Costo de manufactura y DPU
El DPU incrementa el costo debido a: Tiempo de diagnóstico Tiempo de reparación Repetir prueba o reinspección Extras: Equipos, espacios, etc. Personal Materiales Soporte de la dirección Inventarios Etc.

251
Resumen Las cargas de trabajo se pueden calcular si los DPUs son estables o en control Las cargas de trabajo se incrementan en proporción al DPU Determinar tiempos de ciclo a partir de tareas de “Inspección y prueba” y “Análisis y reparación” Calcular las capacidades requeridas de tiempos de ciclo La capacidad (para unidades aceptables) es inversamente proporcional a las cargas de trabajo y por tanto de los DPUs
 es inversamente proporcional a las cargas de trabajo y por tanto de los DPUs.")
252
Juego de Herramientas (5)
Herramientas de DFSS Juego de Herramientas (5)
")
253
Definición del Proyecto
Herramientas desarrolladas especialmente para definir el proyecto de diseño

254
Planeación multigeneracional (MGP)
La MGP es el desarrollo de una secuencia de iteraciones sucesivas de un concepto o producto construido alrededor de las competencias distintivas Usada durante la planeación estratégica adelante del desarrollo específico de proyectos para: Enfocar al negocio en las metas de largo plazo Acortar el tiempo de ciclo de lanzamiento al mercado Reducir los riesgo del desarrollo Controlar el “desvío de la misión” manteniendo una meta constante

255
Planeación multigeneracional (MGP)
Procedimiento: 1. Establecer una meta a largo plazo para cada uno de los productos clave con base en: Evolución anticipada del mercado Productos de la competencia más allá de las aplicaciones actuales 2. Desarrollar una serie de cambios incluyendo una variedad de accesorios y tecnología 3. Asegurar que las competencias distintivas, plataformas, etc. Puedan ser utilizados para impulsar generaciones sucesivas rápidamente

256
Herramienta de alcance (Scoping tool)
Una tormenta de ideas sirve para definir los alcances de un proyecto, a que esté dentro de la experiencia del grupo y su autoridad para las soluciones. Se usa para definir que va resolver el proyecto y que no va a resolver En la fase de mejora puede servir para expandir la solución propuesta a otros productos similares

257
Herramienta de alcance (Scoping tool)
Procedimiento: Lluvia de ideas sobre los elementos del proyecto Usar una lista de verificación de categorías como: personal, financieros, equipos, tiempo, etc., para sugerir donde se pueden encontrar los límites Escribir cada elemento en un Post It Dibujar un círculo en un pizarrón para indicar los límites del proyecto Poner los Post Its dentro o fuera del círculo para indicar si el elemento está dentro del alcance del equipo o no Revisar con el promotor

258
Herramienta de alcance (Scoping tool)
Agregar personal Rediseño Del producto Dentro del alcance Modificación al producto Cambio organizacional Nuevas habilidades Nueva Plataforma De TIC Actualización De máquinas Inversión < a $10K ROI 5 años Personal actual Inversiones De capital Fuera del alcance

259
Matriz de compromiso Es una matriz para visualizar los niveles de compromiso de los que son afectados por el proyecto, principalmente quienes deben comprometer recursos Se usa cuando es necesario evaluar el soporte y la oposición, o cuando ya se tienen planes concretos. Se usa junto con el plan de comunicación incluyendo: Mensajes clave, audiencias objetivo y canales seleccionados para compartir la solución

260
Matriz de compromiso Procedimiento:
Identificar a los grupos y personal afectado por el cambio, escucharlos y determinar el nivel requerido de compromiso para el éxito del proyecto y dibujar un círculo en su cuadro. Evaluar el nivel real demostrado de compromiso o soporte contra la escala derecha y dibujar una X en el cuadro. Dibujar una flecha de este punto al círculo.

261
Matriz de compromiso Procedimiento (cont..):
Establecer prioridades, deben recibir una mayor atención los que tengan las flechas más largas. Identificar los factores (sicológicos o culturales) que crean la resistencia en los estos grupos. Desarrollar planes de comunicación para los diferentes grupos con objeto de lograr el compromiso necesario para el éxito del proyecto. El plan debe atender las razones de resistencia o neutralidad.
 que crean la resistencia en los estos grupos. Desarrollar planes de comunicación para los diferentes grupos con objeto de lograr el compromiso necesario para el éxito del proyecto. El plan debe atender las razones de resistencia o neutralidad.")
262
Planeación del compromiso
Stakeholders Nivel de compromiso Ventas Mfra. Servicio cliente Soporte entusiasta Req. Apoya al trabajo Apoya con reservas Indiferente X real No cooperativo Se opone Hostil

263
Categorías de riesgo Es un esquema de prioritización para asignar riesgos. Se denomina “AMEF ligero” Se usa: En el proyecto como un todo En diseños que compiten u opciones en análisis de decisiones En los componentes de diseño en el AMEF de diseño En los pasos del proceso en el AMEF de proceso

264
Categorías de riesgo Procedimiento para cada etapa del proyecto:
Identificar cualquier riesgo conocido así como los riegos potenciales, tales como desvió de la misión, disponibilidad de recursos, tecnologías no probadas, etc. Realizar el análisis conforme se avanza en las fases del proyecto, el diseño de los accesorios del producto y/o los pasos del proceso, conforme sea requerido Indicar en que punto en el diseño y desarrollo, se tendrán datos disponibles para evaluar los riesgos potenciales

265
Categorías de riesgo Procedimiento para cada etapa del proyecto:
Desarrollar planes de contingencia para atender cada uno de los riesgos identificados Actualizar la evaluación de los riesgos conforme avanza el proyecto Desarrollar un plan de contingencia adecuado para atender cada riesgo identificado

266
Categorías de riesgo Procedimiento para cada etapa del proyecto (cont..): Asignar un responsable. Nunca diluir la responsabilidad entre varias personas Establecer una fecha de toma de acción contingente Evaluar el estatus de la acción contingente periódicamente Actualizar la evaluación del riesgo conforme avanza el proyecto Agregar nuevos riesgos conforme sean descubiertos o anticipados

267
Categorías de riesgo Bajo Medio Alto Baja Media Alta
Impacto en el proyecto si se materializa el riesgo Bajo Medio Alto Probabilidad de ocurrencia de que el riesgo Baja Luz amarilla, proceder con precaución Luz Roja, atender antes de seguir Luz roja, no proceder Se materialice Media Luz roja, reevaluar el proyecto Alta Luz verde, proceder

268
Diagrama de Gantt Un diagrama de Gantt (inventada por Jack Gantt de GE) muestra el programa en tiempo para subproyectos y tareas asociadas con el proyecto Se usa al principio del proyecto en su definición a pesar de que puede ser afinado durante su desarrollo
 muestra el programa en tiempo para subproyectos y tareas asociadas con el proyecto. Se usa al principio del proyecto en su definición a pesar de que puede ser afinado durante su desarrollo.")
269
Diagrama de Gantt Procedimiento
Desarrollar una lista de tareas específicas a través de árboles de estructuras de desglose de tareas (Work Breakdown) Para cada una de las tareas dibujar una barra en la gráfica mostrando el tiempo de inicio y de terminación Indicar el nombre de la tarea y de la persona responsable de la barra Conectar barras con flechas para mostrar cuando las tareas están relacionadas, o cuando su inicio dependa de la terminación de otra previa
 Para cada una de las tareas dibujar una barra en la gráfica mostrando el tiempo de inicio y de terminación. Indicar el nombre de la tarea y de la persona responsable de la barra. Conectar barras con flechas para mostrar cuando las tareas están relacionadas, o cuando su inicio dependa de la terminación de otra previa.")
270
Diagrama de Gantt

271
Diagrama PERT Program Evaluation Review Technique
Un diagrama PERT (US Navy) es un diagrama de red de un proyecto usada para programarlo, organizarlo y coordinar las tareas. El CPM (Critical Path Method) se desarrolló en el sector privado casi al mismo tiempo que el PERT y es sinónimo de éste: PERT, CPM, PERT/CPM Se usa en vez del diagrama de Gantt por qué muestra las dependencias y resalta la ruta crítica. Es más complejo, los administradores normalmente utilizan ambas técnicas
 es un diagrama de red de un proyecto usada para programarlo, organizarlo y coordinar las tareas. El CPM (Critical Path Method) se desarrolló en el sector privado casi al mismo tiempo que el PERT y es sinónimo de éste: PERT, CPM, PERT/CPM. Se usa en vez del diagrama de Gantt por qué muestra las dependencias y resalta la ruta crítica. Es más complejo, los administradores normalmente utilizan ambas técnicas.")
272
Diagrama PERT Program Evaluation Review Technique
Procedimiento: 1. Numerar los nodos y eventos no las tareas 2. Las flechas son tareas. Su etiqueta indica el nombre de la tarea y el número su duración 3. La dirección de la flecha indica la secuencia o dependencia de tareas seriadas 4. Las flechas divergentes indican tareas paralelas o concurrentes que pueden ser hechas en forma independiente 5. Las flechas punteadas indican actividades artificiales que deben realizarse en secuencia pero no requieren recursos

273
Diagrama PERT Program Evaluation Review Technique

274
Project Charter Es un acuerdo escrito entre la dirección y el equipo describiendo lo que se espera lograr, incluyendo los recursos necesarios y las limitaciones Normalmente tiene seis componentes: Establecimiento del problema Establecimiento de la oportunidad Importancia Expectativas Alcance Equipo de trabajo

275
Project Charter Establecimiento del problema:
Describe cual es la situación actual, describe los problemas o retos que experimentan los clientes internos y externos Establecimiento de la oportunidad Describe las oportunidades de mercado que el nuevo diseño atenderá y las oportunidades de negocio a las que puede conducir Importancia Explica porqué se debe hacer el proyecto ahora

276
Project Charter Expectativas Alcance Equipo de trabajo
Define que necesita ser diseñado, sin describir en específico el producto, proceso, o servicio que todavía está en proceso de desarrollo Alcance Define los límites y alcances del proyecto Equipo de trabajo Identifica a los miembros del equipo y expertos técnicos describiendo sus roles y responsabilidades en el proyecto

277
Project Charter Se usa cuando es necesario el apoyo y la colaboración de diversas personas dentro de la organización. Al establecer metas y objetivos así como recursos y limitaciones hacen que el personal haga compromisos firmes más que promesas vagas

278
Project Charter Procedimiento
Es un esfuerzo colaborativo entre el equipo de trabajo, el Black Belt y el Champion o promotor Resume el alcance, evaluación de riesgos, actividades detalladas y programa de trabajo en un documento Revisión del documento con el Champion El Champion aprueba el documento final y autoriza cualquier cambio que sea necesario durante el desarrollo del proyecto

279
Requerimientos de Medición
Herramientas adecuadas para Identificar y evaluar las necesidades del cliente

280
Segmentación de mercados y de clientes
Es una clasificación de clientes en diferentes grupos que pueden tener diferentes necesidades y deseos Se usa antes de embarcarse en escuchar la voz del cliente

281
Segmentación de mercados y de clientes
Procedimiento: Identificar criterios para segmentación que reflejen diferentes necesidades Estatus: clientes actuales, anteriores, de competencia Cadena de valor: usuario interno, distribuidor, procesador, usuario externo Tipo de producto adquirido Volumen de compra: alta, media, baja Geografía, Negocio o Industria Demografía: género, edad, etc. Colectar la voz del cliente por separado en cada segmento y realizar análisis

282
Voz del cliente (VOC) “Ser un cliente”
Estar conciente que hay Necesidades establecidas, Reales, percibidas, culturales, De usos no intencionados, etc. “Ser un cliente” Simular el uso del cliente “Comprador misterioso” Estudiar el comportamiento del cliente Observación directa Inteligencia de campo Comunicarse directamente con los clientes vitales Encuesta contextual Entrevistas Grupos de enfoque Encuestas

283
Modelo de Kano Es una extensión del modelo de satisfacción e insatisfacción de la motivación humana a los aspectos de calidad del producto Se usa durante la escucha de Voz del cliente (VOC), pero también durante el diseño conceptual y detallado, conforme se generan ideas de posibles características a realizar que satisfagan los deseos y necesidades del cliente
, pero también durante el diseño conceptual y detallado, conforme se generan ideas de posibles características a realizar que satisfagan los deseos y necesidades del cliente.")
284
Modelo Kano Procedimiento. Las calidades o características se pueden clasificar en: Básicas: son necesarias, aunque el cliente nunca las mencione, su ausencia produce mucha insatisfacción. Sin embargo su incremento no saca al cliente de su estado neutral. Por ejemplo un limpiador de coche. Expectativas: son características en las cuales “mayor es mejor” en relación con la satisfacción. Por ejemplo el buen rendimiento.

285
Modelo Kano Procedimiento. Las calidades o características se pueden clasificar en: Deleitadoras / Excitantes: son características que sorprenden o deleitan. Cuando están ausentes nadie está insatisfecho, la novedad es uno de ellos. Con el tiempo estas decaen a expectativas y a básicas. Por ejemplo la TV de blanco y negro, elevadores eléctricos de auto.

286
Diagramas de afinidad (Diagramas KJ – Kawakita Jiro)
Es un proceso para identificar grupos de ideas significativas en una lista resultado de lluvia de ideas Se usan cuando se tiene una gran cantidad de datos imprecisos verbales que deben ser organizados y clarificados, principalmente cuando se cambian paradigmas e ideas anteriores. Se aplican cuando: Existe caos El grupo está estratificando dentro de un gran número de ideas Se trata de identificar aspectos o temas amplios

287
Diagramas de afinidad - KJ
Procedimiento Formar un equipo adecuado con el conocimiento y experiencia necesaria en la temática a tratar Establecer el tema y ponerlo visible al equipo Generar y registrar ideas en Post Its o tarjetas, generadas de la voz del cliente o problemas internos Mostrar las tarjetas con las ideas en un pizarrón grande y permitir que lo vean todos los miembros del equipo

288
Diagramas de afinidad - KJ
Procedimiento Agrupar las tarjetas o Post Its en grupos relacionados, por cada uno de los miembros y en silencio Mover las tarjetas en silencio en caso necesario duplicarlas Permitir que los grupos “emerjan del caos” no hacer grupos “lógicos” Si una tarjeta queda sola tratar de ver si se puede reagrupar Crear tarjetas de encabezado Capturar ideas centrales y escribirlas en forma concisa, los títulos no deben ser muy familiares Dibujar el diagrama de afinidad final Encerrar en un rectángulo las ideas relacionadas con cada grupo

289
Diagrama de estructura de Árbol
Es una representación pictórica de los datos de una categorización de afinidad Se usa para: Preparar las filas de la casa de la calidad Resumir en una forma organizada los resultados de un ejercicio de Afinidad Estratificar los detalles del diseño desde el concepto, a ensambles y componentes La técnica se puede usar para clarificar la estructura de actividades detalladas

290
Diagrama de estructura de Árbol
Procedimiento: Transferir la información del diagrama de afinidad a formato horizontal conectándolos con flechas. En el caso de la casa de la calidad se clasifica la información en “necesidades de primer nivel”, “necesidades de segundo nivel” y “necesidades de tercer nivel”

291
Evaluación competitiva
Compara el desempeño de la organización contra la competencia en relación con la importancia relativa de cada necesidad del cliente Se usa después de organizar deseos y necesidades del cliente (“calidades primarias”) con un diagrama de afinidad o diagrama de árbol
 con un diagrama de afinidad o diagrama de árbol.")
292
Evaluación competitiva
Procedimiento: Poner las calidad primarias agrupadas en el diagrama de afinidad en las filas de una matriz. Estos son QUEs o lo que debe ser logrado por el diseño Con base en la voz del cliente, ponderar cada calidad primaria como (A, B, C o 5, 3, 1, etc.) Determinar o desarrollar un método de medición, es decir su unidad de medida y el método para obtenerla. Peor Mejor
 Determinar o desarrollar un método de medición, es decir su unidad de medida y el método para obtenerla. Peor Mejor.")
293
Benchmarking de desempeño
Es una estrategia de negocio Procedimiento: Identificar al mejor en lo se quiere hacer, comparar el desempeño propio y tomar acciones de mejora Se puede identificar al mejor no importa que esté en otro campo diferente al de la organización En el diseño y desarrollo estamos interesados en saber quien satisface mejor a los clientes en las necesidades a las que nos estamos enfocando. El objetivo es tener una vista lo más alta posible y no simplemente ver que es lo adecuado

294
Evaluación competitiva
Procedimiento: Obtener información del cliente en relación a que tan bien la organización satisface cada una de las necesidades en relación con la competencia Identificar prioridades en desempeños más deficientes que la competencia ante las necesidades. Una necesidad que nadie está satisfaciendo bien es un área de oportunidad de ser mejor que la competencia.

295
Análisis del diseño Herramientas adecuadas para
Crear el diseño conceptual de Alto nivel y el diseño detallado Que satisfagan las necesidades del cliente

296
Crear características del producto
Es necesario un proceso creativo que incluya el uso de conceptos de ciencia e ingeniería para desarrollar una lista de características potenciales del producto que satisfagan el intento del diseño Es importante tener claros los objetivos a alcanzar prioritizados (se aplica en general y no solo al diseño)
")
297
Crear características del producto
Lado izquierdo del cerebro Comparaciones del producto Revisión de la literatura Simulaciones Modelos matemáticos Estudios del producto Prototipos Etc. Lado derecho del cerebro Tormenta de ideas Escritura del cerebro Analogías Caja de ideas Parejas Personificación Cartas morfológicas Etc.

298
Tormenta de ideas Es una técnica para generar muchas ideas en un corto tiempo (Madison Avenue para crear campañas publicitarias excitantes) Se usa siempre que se requiera creatividad y exploración de ideas. En Diseño y desarrollo es usada por el equipo cuando se trata de identificar características del producto que satisfagan las necesidades del cliente

299
Tormenta de ideas Procedimiento:
Todos deben participar aun los introvertidos No críticas durante la fase de generación de ideas Promover la generación de ideas salvajes o anormales Importa la cantidad de ideas generadas, construir sobre las ideas proporcionadas, no parar Capturar la esencia de cada idea en una lista escrita, no tratar de detallarla todavía Agrupar las ideas en un diagrama de afinidad o árbol

300
Tormenta de ideas escrita (Brainwriting 6-5-3)
Los miembros generan ideas de manera escrita Tomar 5 minutos para escribir tres ideas de solución en el primer renglón del formato Pasar el formato hacia la derecha En el formato recibido del compañero, agregar otras tres ideas en el segundo renglón Agregar ideas con base en: Enriquecer una idea ya escrita Agregar una variación de la idea ya escrita Agregar una idea completamente nueva Repetir el proceso con tantos renglones como miembros del equipo haya

301
Palabras gatillo Es una técnica de creatividad que usa sinónimos para hacer preguntas pertinentes para definir el problema Se usa durante el diseño conceptual, mientras de está tratando de traducir la necesidad del cliente en algo real

302
Palabras gatillo Procedimiento Ejemplo
Usar el verbo en la definición del problema o necesidad del cliente como una palabra gatillo Buscar otros verbos que puedan sustituir a la palabra gatillo Usar cada palabra nueva para crear ideas de cómo solucionar el problema Ejemplo Mover un objeto de la posición A a la B. Otros verbos a usar son empujar (bulldozer, grupo de hombres), flotar (bote, tubo, colchón de aire), jalar, etc.
, flotar (bote, tubo, colchón de aire), jalar, etc.")
303
Analogías Aleatoriamente escoger una palabra de un libro o diccionario o escoger una imagen de un grupo Orientar al grupo a hacer asociaciones de la palabra y registrar sus respuestas en un pizarrón Hacer que el grupo piense en relación con las conexiones ente las asociaciones de palabras listadas en el pizarrón y el concepto o solución en el que están trabajando

304
Carta Morfológica (Dr. F. Zwicky Calif. Inst. Technology)
Es el análisis sistemático de alternativas de solución relacionando todas las característica necesarias o funciones requeridas del diseño, a todas las formas posibles de realizarlas Se usa durante la fase de diseño conceptual cuando se está buscando un enfoque creativo de satisfacer las necesidades de los clientes

305
Carta Morfológica (Dr. F. Zwicky Calif. Inst. Technology)
Procedimiento 1. Preparar un establecimiento del problema amplio 2. Definir tan amplio y competo como sea posible todos los factores a ser considerados tales como forma, tamaño, material, peso, etc. Del producto deseado Los factores deben ser: Necesarios – sin ellos el diseño no cubre la intención Suficientes – no se requieren otros para hacer el diseño Distintos – con muy poco traslape entre ellos

306
Carta Morfológica (Dr. F. Zwicky Calif. Inst. Technology)
Procedimiento 3. Poner cada factor como encabezado de columna 4. Preparar una especificación contra la cual aceptar o rechazar cada solución posible en términos cualitativos y cuantitativos 5. Esta especificación hecha en base a las necesidades de los clientes se usa para reducir el campo de soluciones posibles 6. Generar soluciones de diseños potenciales combinando artículos de cada renglón. Evaluar las ideas vs. Especs.

307
Estructura de árbol para características
Es equivalente al diagrama de árbol Se usa para crear varios niveles de COMOs, en forma similar a los varios niveles de QUEs en la casa de la calidad Se puede usar en servicios para desglosar los detalles de los servicios prestados

308
Estructura de árbol para características
Procedimiento Determinar que subsistemas comprenden cada ensamble, módulo, o componente del sistema En base a la meta global de confiabilidad, DPMO u otra métrica, descomponerla en métricas adecuadas para cada uno de los subsistemas. Usar la experiencia, bases de datos, etc. Para obtener expectativas adecuadas Recordar que las confiabilidades en el nivel bajo se multiplican para obtener confiabilidades en el nivel superior. Los DPMOs y tasas de falla se suman. Las dimensiones se combinan geométricamente.

309
La Casa de la Calidad (Dr. Yoji Akao – Mitsubishi Kobe)
El QFD es un método para asegurar que las características del producto diseñado sean orientadas a cumplir con las necesidades del cliente Estructura de la casa de la calidad: 1. QUEs. Son las necesidades del cliente halladas al escuchar su voz (VOC) y organizadas utilizando el Diagrama de Afinidad y el Diagrama de Árbol 2. Ponderación de importancia. Obtenida de la VOC, son los pesos relativos que los clientes le asignan a cada actividad
 y organizadas utilizando el Diagrama de Afinidad y el Diagrama de Árbol. 2. Ponderación de importancia. Obtenida de la VOC, son los pesos relativos que los clientes le asignan a cada actividad.")
310
11. Matriz de correlación 2. Impor -tancia 4. Priori -dades 1. QUEs
5. COMOs 6. MR 7. Priori -dades 3. eval. Compet. 8. Metas 9. Eval. de Ingeniería Vs. competencia

311
La Casa de la Calidad (Dr. Yoji Akao – Mitsubishi Kobe)
Estructura de la casa de la calidad: 3. Evaluación competitiva. Es la última fase de la VOC para comparar el desempeño relativo a sus necesidades contra los competidores principales 4. Prioridades. Esta evaluación resulta en identificar ciertas necesidades en las que se está débil y explotar oportunidades donde se está mejor

312
La Casa de la Calidad (Dr. Yoji Akao – Mitsubishi Kobe)
Estructura de la casa de la calidad: 5. COMOs. Las partes, dimensiones, u otras características técnicas con las cuales los diseñadores intentan cumplir con los QUEs, resultado de las actividades creativas. Al principio son generales pero conforme el diseño madura se van detallando 6. Matriz de relaciones. Es el centro de la casa (sala) en la cual por medio de un sistema de puntaje y símbolos especiales muestra que tan bien cada una de las características técnicas atiende cada uno de los QUEs. Muchas celdas pueden estar vacías por no haber relación
 en la cual por medio de un sistema de puntaje y símbolos especiales muestra que tan bien cada una de las características técnicas atiende cada uno de los QUEs. Muchas celdas pueden estar vacías por no haber relación.")
313
La Casa de la Calidad (Dr. Yoji Akao – Mitsubishi Kobe)
Estructura de la casa de la calidad: 7. Resultados. Este renglón lista las sumas del producto de la intensidad de las relaciones y los pesos de los clientes 8. Objetivos. Este renglón lista para cada característica el valor intencionado, nominal o con tolerancia. En algunos casos también se incluyen los métodos de medición

314
La Casa de la Calidad (Dr. Yoji Akao – Mitsubishi Kobe)
Estructura de la casa de la calidad: 9. Evaluación técnica de ingeniería. “Voz del Ingeniero” compara la organización vs. Los principales competidores en mediciones de los COMOs. 10. Matriz de correlación. El “techo” registra como o si las diferentes características técnicas se correlacionan una con otras, para establecer compromisos.

315
La Casa de la Calidad (Dr. Yoji Akao – Mitsubishi Kobe)
Procedimiento: 1. Obtener los requerimientos del cliente. QUEs 2. Ponderar la importancia de los requerimientos por el cliente 3. Calificación del desempeño de la organización y de la competencia por el cliente 4. Características del producto o servicio COMOs

316
La Casa de la Calidad (Dr. Yoji Akao – Mitsubishi Kobe)
Procedimiento: 5. Desarrollo de la Matriz de relaciones Para cada necesidad el diseñador identifica las características que van a satisfacer esa necesidad. Usar una escala 5, 3, 1 o 9, 3, 1 para indicar una relación fuerte, media o débil respectivamente Se pueden también utilizar símbolos especiales para indicar la fuerza de las relaciones

317
La Casa de la Calidad (Dr. Yoji Akao – Mitsubishi Kobe)
Procedimiento: 6. Análisis de la matriz de relaciones Examinar las anormalidades Cada QUE debe tener al menos un símbolo de relación fuerte con un COMO que lo atenderá Cada característica debe tener al menos un símbolo de relación fuerte en su columna Se debe revisar si hay varias correspondencias de 1 a 1

318
La Casa de la Calidad (Dr. Yoji Akao – Mitsubishi Kobe)
Procedimiento: 7. Identificar las KQCs La salida del QFD es una lista prioritizada de características, obtenida al multiplicar las ponderaciones de las necesidades por los puntos de las relaciones y sumándolas Las características de calidad claves KQCs (CTQs) son las que tienen un alto puntaje relativo
 son las que tienen un alto puntaje relativo.")
319
Diagrama de dispersión
Es una técnica analítica para relacionar las necesidades de los clientes con las características técnicas del producto. La magnitud del coeficiente de correlación determina el símbolo usado en la matriz de correlación y en el techo del QFD Se usa siempre que se quiera probar si dos factores cuantitativos están relacionados

320
Diagrama de dispersión
Procedimiento 1. Colectar 20 o más pares de datos X, Y. X debe tener el rango suficiente para revelar una relación con Y si hay 2. Establecer la escala vertical para Y y horizontal para X 3. Graficar cada par de datos coordenados (X, Y) 4. Determinar la recta de regresión, el coeficiente de correlación y el error estándar
 4. Determinar la recta de regresión, el coeficiente de correlación y el error estándar.")
321
Diagrama de dispersión
Procedimiento 5. Interpretar los resultados numéricos y el patrón del diagrama de dispersión: Una forma de “hambuguesa” señala que no hay correlación o que el rango de X es insuficiente Una forma de “hot dog” indica correlación fuerte Los puntos dispersos indicar causas especiales Los clusters indican poblaciones múltiples por un tercer factor Z. La curvatura indica una relación no lineal

322
Diagrama de dispersión
Procedimiento 6. Estratificar los datos para evitar lo siguiente: Puede existir correlación aparente entre X y Y si ambas están relacionadas a una tercera variable Z Dos “hot dogs” pueden resultar en una “hamburguesa” y viceversa

323
Diagrama de dispersión

324
Diagramas de bloques Un diagrama de bloques muestra las relaciones entre subsistemas y que entradas y salidas tienen Usarlo durante el diseño conceptual para mostrar la configuración del sistema y con diagramas más detallados son útiles para el diseño de subsistemas también Este diagrama es un punto de inicio para las simulaciones

325
Diagramas de bloques Procedimiento
1. Listar los subsistemas superiores (ensambles, paquetes de transacciones, etc.) 2. Para cada subsistema listar sus entradas y salidas y 3. Para cada entrada determinar su fuente. Para cada salida determinar su destino. Evaluar si esas fuentes y destinos están dentro o fuera del sistema que se está diseñando 4. Arreglar la información en bloques representado subsistemas y flechas para entradas y salidas
 2. Para cada subsistema listar sus entradas y salidas y. 3. Para cada entrada determinar su fuente. Para cada salida determinar su destino. Evaluar si esas fuentes y destinos están dentro o fuera del sistema que se está diseñando. 4. Arreglar la información en bloques representado subsistemas y flechas para entradas y salidas.")
326
Simulación y modelos Una simulación o modelo es una representación matemática o física del proceso Se usa durante el diseño conceptual para estudiar como se comporta el sistema sin afectar al cliente, usando materiales u otros recursos

327
Simulación y modelos Procedimiento
1. Representar cada subsistema por fórmulas que relacionen salidas a entradas, pueden ser descubiertas desde varias fuentes incluyendo DOE 2. Agregar variación aleatoria, usando la “Propagación de varianza” 3. Validar el sistema alimentando valores para los cuales las salidas han sido verificados con datos o experiencia 4. “Experimentar “ en el sistema usando diferentes valores de entradas y para factores externos al sistema. Identificar deficiencias en el sistema

328
Diseño de experimentos
Es el arreglo deliberado de combinaciones específicas de factores seleccionados para determinar su efecto en el sistema Se usa durante en diseño conceptual para explorar como afectan la respuesta los diferentes factores y entre si mismos. También se usa para resolver problemas

329
Diseño de experimentos
Procedimiento: 1. Seleccionar los factores a ser probados En algunos casos primero se hacen experimentos con varios factores para filtrarlos y después trabajar con los relevantes 2. Establecer los rangos sobre los cuales serán variados los factores o niveles, deben ser lo suficientemente grandes para identificar su efecto pero cuidando que no ocasionen daños al sistema 3. Seleccionar un diseño de entre los diseños disponibles, requiere un balance entre Resolución y número de experimentos ya que tienen un costo

330
Diseño de experimentos
Procedimiento: 4. Prepararse para controlar factores extraños. Incluir aleatorización de corridas, mantener factores extraños constantes, y bloquear grupos de corridas experimentales, de manera que el efecto de estos factores extraños afecte de la misma forma a los niveles y factores de control 5. Realizar los experimentos y analizar los resultados. Los métodos más comunes son el ANOM, ANOVA y Análisis de Regresión

331
Matriz de selección de Pugh

332
Matriz K/T

333
Matriz de desición

334
Mapa de soluciones

335
Diseño del producto Herramientas adecuadas para
Crear el diseño detallado Que satisfagan las necesidades del cliente

336
AMEF de Diseño Es una herramienta para identificar todas las fallas potenciales y su efecto en el sistema Se usa después de haber corregido todos los problemas obvios del diseño de manera de asegurar que los menos obvios también son atendidos

337
AMEF de Diseño Procedimiento
1. Listar los diferentes componentes que tiene el producto y describir la función de cada uno 2. Listar las formas en que los componentes pueden fallar 3. Evaluar el efecto inmediato en la ocurrencia, el efecto último con el paso del tiempo, el efecto en la seguridad, en las reglamentaciones, en los usuarios, en el medio ambiente y en el personal

338
AMEF de Diseño Procedimiento
4. Para cada modo de falla listar una o más causas potenciales en una línea diferente. Éstas representan debilidades en el diseño, no fallas en ejecución 5. Para cada causa listar los controles actuales que se tienen para su prevención tales como verificación del diseño, validación del diseño, etc. Actividades normales planeadas en el proceso de desarrollo.

339
AMEF de Diseño Procedimiento
6. Calificar la severidad de los efectos de cada modo de falla. Cuando ocasione múltiples defectos usar el efecto más severo. 7. Calificar la probabilidad de ocurrencia de cada causa potencial del modo de falla, las acciones preventivas pueden reducir esta ocurrencia 8. Calificar cada uno de los controles de diseño y su habilidad para detectar ya sea el mecanismo de falla o el modo de falla. Una alta calificación implica que es menos detectable

340
AMEF de Diseño Procedimiento
9. Calcular la probabilidad de riesgo (RPN) como el producto de la severidad, ocurrencia y detección. Este número prioritiza los riesgos totales para cada causa y modo de falla. El RPN total es la suma de todos los RPNs 11. Iniciando con el mayor RPN desarrollar un plan de acción para reducir el riesgo. De todas formas atender los de severidad alta. 12. Asignar un responsable y las fechas de conclusión de la acción.
 como el producto de la severidad, ocurrencia y detección. Este número prioritiza los riesgos totales para cada causa y modo de falla. El RPN total es la suma de todos los RPNs. 11. Iniciando con el mayor RPN desarrollar un plan de acción para reducir el riesgo. De todas formas atender los de severidad alta. 12. Asignar un responsable y las fechas de conclusión de la acción.")
341
AMEF de Diseño Procedimiento
13. Dar seguimiento a las acciones tomadas y verificarlas 14. Recalcular el RPN con base en los resultados de las acciones tomadas y su impacto en la ocurrencia o detección 15. Proceder en forma iterativa hasta reducir todas las RPNs a niveles aceptables. Los resultados del AMEF orientarán lo que se debe controlar para mantener las mejoras.

342
A Prueba de Error A prueba de error es un conjunto de tácticas para reducir o eliminar la causa de un problema o reducir su efecto Se usa cuando: Un plan de acción debe desarrollarse para atender un RPN alto Siempre que una falla se descubra o anticipe en revisiones y pruebas Siempre que ocurran las fallas en las operaciones reales

343
A Prueba de Error I. Prevención de errores
A. Eliminar la posibilidad de error Tapón de gasolina con cadena B. Delegar decisiones El cajero calcula el cambio C. Facilitar la tarea Alambres de conexión con código de colores I. Reducir efecto de errores A. Detectar errores Checador de ortografía Autoapagado en planchas B. Reducir errores Radar para evitar colisiones Autocorrección en Word

344
Conteo de partes El conteo de partes es una herramienta simple para estimar la ocurrencia de fallas del sistema. Entre más componentes se tengan, mayor probabilidad de falla Se usa durante la fase conceptual de diseño, conforme se están estableciendo el número y el tipo de componentes, actividades o personas en servicios

345
Conteo de partes Procedimiento
1. Hacer una lista de todos los componentes usados en el diseño 2. Estimar la probabilidad de falla para cada uno y multiplicarlas por el número de componentes a ser usados. Se pueden encontrar datos en bases de datos 3. Sumar las probabilidades de falla de todos los componentes, para dar una idea de la probabilidad de falla del sistema 4. Reducir la probabilidad de falla, reduciendo el número de partes y/o incluir redundancia

346
Árboles de falla Un árbol de falla es un diagrama detallado que muestra la cascada de eventos que generan una falla del sistema. El FTA evalúa la probabilidad de falla del evento superior combinando las probabilidades de falla, tasas de falla o tasas de reparación Se usa para: Identificar problemas potenciales de confiabilidad o seguridad del sistema durante el diseño Evaluar la confiabilidad o seguridad del sistema durante la operación Identificar los componentes que pueden requerir métodos rigurosos de aseguramiento de calidad

347
Árboles de falla Procedimiento:
1. Definir el evento indeseable (“falla superior”) 2. Trazar la falla hacia abajo analizando causa y efecto a partir de la causa inmediata. Usar descripciones concretas y especificar el componente que falla 3. Construir el árbol de falla con ramas y compuertas lógicas. Usar AND si un evento es producido por la ocurrencia simultanea de varias causas. Usar OR si un evento es producido al ocurrir una de varias causas.
 2. Trazar la falla hacia abajo analizando causa y efecto a partir de la causa inmediata. Usar descripciones concretas y especificar el componente que falla. 3. Construir el árbol de falla con ramas y compuertas lógicas. Usar AND si un evento es producido por la ocurrencia simultanea de varias causas. Usar OR si un evento es producido al ocurrir una de varias causas.")
348
Árboles de falla Procedimiento:
4. Continuar hasta que determinar los eventos básicos o hasta que una mayor resolución no sea necesaria 5. Asignar probabilidades de falla a los eventos raíz y fallas en componentes y determinar la probabilidad de falla del evento superior, que puede usarse para establecer su ocurrencia en el AMEF 6. Localizar grupos de falla mínimos y puntos simples de falla que ocasionan la falla superior, de ser necesario utilizar álgebra booleana 7. Modificar el diseño proporcionando redundancia, reemplazando componentes más confiables o desacoplando modos de falla potencial

349
Métodos de confiabilidad
Los métodos de confiabilidad incluyen muchas estrategias, tácticas y técnicas. Los planeadores conociendo la confiabilidad inicial del prototipo y la pendiente de la línea de mejoras al diseño, pueden pronosticar la confiabilidad final con rediseños Se usa durante las fases de diseño de concepto y diseño detallado. Los FTAs también se aplican a ambientes de servicios.

350
Métodos de confiabilidad
Entre los métodos utilizados se encuentran: Márgenes de seguridad. El diseñador debe minimizar la probabilidad de que las cargas máximas coincidan con las capacidades mínimas (tolerancia estadística). Derating. Uso de un componente para una mayor capacidad, trabajando a carga reducida Modelos de confiabilidad. Incluyen aproximaciones matemáticas de mecanismos de falla tales como: exponencial, normal, Weibull, etc.
. Derating. Uso de un componente para una mayor capacidad, trabajando a carga reducida. Modelos de confiabilidad. Incluyen aproximaciones matemáticas de mecanismos de falla tales como: exponencial, normal, Weibull, etc.")
351
Redundancia La redundancia replica alguna parte del sistema para reducir la ocurrencia de falla. Puede ser activa o en espera (stand by) o por votación. Se usa cuando un componente es esencial pero tiene poca confiabilidad, sin embargo el costo de duplicarlo es menor que el costo de falla Ejemplo: dos cajeros por separado capturan información y la computadora checa que coincidan
 o por votación. Se usa cuando un componente es esencial pero tiene poca confiabilidad, sin embargo el costo de duplicarlo es menor que el costo de falla. Ejemplo: dos cajeros por separado capturan información y la computadora checa que coincidan.")
352
Tolerancia estadística
La tolerancia estadística tiene el propósito de establecer la tolerancia de una variable con base en la variabilidad inherente de los factores que contribuyen Se usa en vez del análisis del “peor Caso” ya que se reducen costos al nivel de componentes por permitir una tolerancia mayor

353
Tolerancia estadística
Procedimiento Determinar de un análisis de regresión, superficie de respuesta, o de otras formas, como se “apilan” las variables. Por ejemplo V = IR; Y = X + W Usar las fórmulas correspondientes para determinar la media y la desviación estándar conjuntas, de ser necesario usar derivadas parciales.

354
Mapas de proceso Los mapas de proceso son representaciones gráficas de las actividades y sus dependencias dentro de un proceso. Indica la función responsable de cada actividad y los tiempos de ciclo y/o distancias requeridas. Se debe usar tan pronto como se pueda en el diseño, para iniciar el desarrollo del proceso a usar para producir el diseño. El diseñador debe conocer las capacidades de los procesos disponibles como entradas al diseño.

355
Mapas de proceso Procedimiento:
1. Definir los entregables del proceso y su punto de inicio 2. Identificar los procesos y actividades requeridas para producir los entregables y clasificarlas en “obligatorias” y “deseadas” 3. Arreglar las “obligatorias” en secuencia. Usar un renglón diferente para cada responsable. Para cada acitividad “deseada” crear un rombo de decisión e insertar un bucle dentro del flujo apropiado. 4. Validar el flujo al “vivirlo” o simularlo 5. Analizar la carta

356
Mapas de proceso Análisis
1. Determinar el tiempo mínimo, promedio y máximo necesario para cada actividad o grupo de actividades. Determinar la distancia viajada por el personal, objeto, equipo, etc. 2. Compilar una lista de problemas. Auxiliarse del AMEF de proceso.

357
Mapas de proceso Análisis 3. Preguntar los 7 porqués
¿por qué se realiza el proceso? ¿Por qué se realiza cada actividad? ¿Cuál es el valor agregado? En transacciones distinguir las actividades que alteran el contenido de la información y en mfra. Las que alteran físicamente el producto ¿Quién debe realizar la actividad? Reasignar las tareas

358
Mapas de proceso 3. Preguntar los 7 porqués
¿Cuándo se debe realizar la actividad en el flujo? Alterar la secuencia puede reducir el tiempo de ciclo ¿Dónde se debe hacer la actividad? Relocalizando actividades o recursos puede reducir el tiempo de ciclo ¿Cómo debe realizarse la tarea? ¿se puede hacer con menos recursos, consumir menos tiempo, tener mayor capacidad?

359
Mapas de proceso Aplicar los 4 principios:
1. Eliminar, de ser posible una actividad que no agrega valor 2. Combinar actividades en una 3. Simplificar los métodos de trabajo, eliminar partes y pasos 4. Cambiar la secuencia, responsabilidad, localización, etc.

360
Mapas del Layout Es un mapa del plan de piso que permite estudiar la distancia viajada. El transporte es una actividad que no agrega valor. Se usa durante la fase de análisis de mapeo de proceso, al planear los procesos con los que se realizará el producto. Se aplica a áreas administrativas y de manufactura

361
Mapas del Layout Procedimiento:
1. Una vez validado el mapa del proceso, identificar en el piso donde se realizan las actividades. Dividirlas en partes más pequeñas, para tener visibilidad de tiempos y distancias. 2. Medir las distancias viajadas, tomar en cuenta el método de transporte 3. Buscar oportunidades para relocalizar recursos cercanos a los usuarios para minimizar el tiempo y distancia viajada

362
Apilamiento de tiempos de ciclo
Operación Media Sigma Recibir y registrar 0.1 hr 0.05 hr Capturar en sistema 0.2 hr Revisar crédito 24 hr 5 hr Preparar paquete de préstamos 2 hr 1 hr Revisar y preparar 8 hr Tiempo total = = 34.3 hr Varianza = = 27 hr Desviación estándar = 5.2 hr Capacidad estimada a 3σ = 0 a 49.9 hrs

363
AMEF de proceso El AMEFP es similar al AMEFD de diseño, se basa en los pasos del proceso y sus problemas potenciales en vez de los componentes del producto Se usa después que el proceso ha sido mapeado y analizado y donde todos los defectos obvios se han eliminado

364
AMEF de proceso Procedimiento. Difiere del AMEFD en lo siguiente:
1. Listar las diferentes actividades para la realización del producto y describe las funciones de cada una 2. Usar los problemas del mapa del proceso para describir las diferentes formas en las cuales la actividad puede salir mal 3. En la detección, enfocarse a controles normales del proceso, como verificaciones, pruebas, inspecciones, etc.

365
Histogramas Un histograma es un diagrama de barras que muestra el porcentaje de resultados cayendo dentro de un intervalo especificado Se usa cuando el diseñador desea ver si la característica de calidad se apega a una distribución de probabilidad, para poder hacer predicciones

366
Histogramas Procedimiento
1. Colectar 50 o más muestras, de preferencia consecutivas 2. Dividir el rango total en 5 a 14 intervalos 3. Clasificar los datos por intervalo y crear una gráfica de barras. Determinar media y desviación estándar. 4. Examinar la gráfica y determinar si hay causas especiales de variabilidad

367
Graficas de probabilidad
Una grafica de probabilidad muestra los datos vs. Una escala de probabilidad, si se ajustan los datos, se apegan a una línea recta Se usa durante pruebas de prototipos cuando no hay datos suficientes para hacer un histograma Procedimiento: Método de rangos Minitab

368
Estudios de capacidad Un estudio de capacidad sirve para “identificar y destruir” causas asignables de variación. Se realiza cuando el proceso esta “desempeñándose lo mejor posible” y mostrará una distribución predecible Se usa durante la fase de desarrollo cuando se consideran los procesos para realizar el nuevo diseño. Pueden servir para determinar la probabilidad de ocurrencia en los AMEFs

369
Estudios de capacidad Procedimiento
1. Seleccionar la característica CTQ a ser estudiada 2. Seleccionar la carta de control de Shewhart adecuada 3. Seleccionar el método de subgrupos racionales para estimar la capacidad a corto plazo 4. Establecer una frecuencia para los subgrupos 5. Determinar el periodo inicial a cubrir

370
Estudios de capacidad Ejemplo – Western Electric 1950
Procedimiento para realizar el estudio de capacidad 1. Colectar datos y graficar en una carta de control 2. Examinar la carta para identificar patrones de anormalidad utilizando los siete patrones básicos 3. Simplificar patrones complejos, usando las cinco estrategias para facilitar la interpretación 4. Tomar acciones en causas anormales hasta que el proceso esté en control 5. Cuando el proceso esté en control evaluar la adecuación de la variación del proceso determinando los índices de capacidad de diseño

371
Índice de Capacidad de Diseño
Cp = Tolerancia / Capacidad = (LSE – LIE) / 6σ Cp es una figura de mérito para los diseñadores Se usa en la fase de planeación de manera de establecer metas que puedan alcanzar los ingenieros de proceso y de diseño Cp 1.0 1.33 1.67 2.0 Sigma 3 σ 4 σ 5 σ 6 σ
 / 6σ. Cp es una figura de mérito para los diseñadores. Se usa en la fase de planeación de manera de establecer metas que puedan alcanzar los ingenieros de proceso y de diseño. Cp Sigma. 3 σ. 4 σ. 5 σ. 6 σ.")
372
Índice de Desempeño Sigma
Procedimiento (para un componente) 1. En atributos: Del FTY determinar el DPU, las DPMOs = 1,000,000*DPU/# oportunidades Para variables: Calcular el Cp y determinar el DPMO de la tabla Cp 0.5 0.7 0.8 1.0 1.33 1.5 2.0 DPMOs Sin Corrim 500 K 274.5K 184.1K 66.8 6.4 1.3 3.4 Sigma 1.5 σ 2.1 σ 2.4 σ 3 σ 4 σ 4.5 σ 6 σ
 1. En atributos: Del FTY determinar el DPU, las DPMOs = 1,000,000*DPU/# oportunidades. Para variables: Calcular el Cp y determinar el DPMO de la tabla. Cp DPMOs. Sin Corrim K K K Sigma. 1.5 σ. 2.1 σ. 2.4 σ. 3 σ. 4 σ. 4.5 σ. 6 σ.")
373
Índice de Desempeño Sigma
Procedimiento (sigma de todo el producto) 2. Sumar las DPMOs para todos los componentes y todas las operaciones. Con este valor determinar el nivel de desempeño del proceso por medio de la tabla 3. Si el nivel Sigma es insatisfactorio considerar una ampliación de la tolerancia o mejorar la capacidad
 2. Sumar las DPMOs para todos los componentes y todas las operaciones. Con este valor determinar el nivel de desempeño del proceso por medio de la tabla. 3. Si el nivel Sigma es insatisfactorio considerar una ampliación de la tolerancia o mejorar la capacidad.")
374
Índice de Desempeño Sigma
Sigma de todo el producto Componente/ Operación A (1) B(3) C(3) Total Cp 1.0 1.33 1.5 DPMO (sin corrim. 1.5 σ) 66,800 6,400 1,300 Total de DPMOs 19,200 3,900 89,900 Sigma 3σ 4σ 4.5σ 2.85 σ
 B(3) C(3) Total. Cp DPMO (sin corrim. 1.5 σ) 66,800. 6,400. 1,300. Total de DPMOs. 19,200. 3, ,900. Sigma. 3σ. 4σ. 4.5σ σ.")
375
Diseño para manufacturabilidad (DFM)
El DFM es una estrategia de diseño para asegurar que el diseño pueda realmente ser reproducido con una tasa pequeña aceptable de error Se usa durante todo el ciclo de diseño y desarrollo, desde el concepto hasta la realización, también se denomina “Plan de ejecución”

376
Diseño para manufacturabilidad (DFM)
Principios Simplificar y reducir el número de partes Minimizar sujetadores Minimizar partes flexibles y conexiones Evitar uso de herramental y disp. de montaje especiales Estandarizar y usar partes y materiales comunes Diseñar productos modulares Proporcionar accesibilidad a mantenimiento y reparación Minimizar reorientación Incluir Poka Yokes de ensamble Diseñar para la capacidad del proceso

377
Diseño para manufacturabilidad (DFM)
Ejemplo: rediseño de panel d controles de un helicóptero Helicóptero Panel actual Panel DFM/A # Partes 74 9 Tiempo de fabricación 305 hr 20 hr Tiempo de ensamble 149 hr 8 hr Tiempo de instalación 153 hr 152 hr Tiempo total 697 hr 181 hr Peso 3 kg. 2.74 kg. Costo 100% 34%

378
Verificación del diseño
Herramientas adecuadas Para Transferir el diseño a operaciones

379
Producción piloto Consiste de una recopilación de todos los elementos del plan con el propósito de verificar que el intento del diseño se ha logrado y atender cualquier problema imprevisto que aparezca Se usa en la fase de diseño para prueba de prototipos. Sin embargo deben utilizarse los recursos de producción normal

380
Planeación de pilotos Productos Pruebas de mercado Maquetas
Grupos de enfoque Pruebas Alfa Pruebas Beta Procesos Recorridos en el proceso Recapitulación Simulaciones Corridas en vacío Grupos de prueba / control

381
Cartas de control Es una herramienta para probar si un proceso es estable en el tiempo Se utiliza para: Realizar estudios de capacidad de procesos Analizar corridas piloto Analizar Experimentos diseñados Mantener al proceso en control estadístico

382
Cartas de control Procedimiento
1. Seleccionar el tipo de carta a ser usada 2. Determinar el subgrupo racional para los datos 3. Establecer límites preliminares en base a la variación promedio dentro de los subgrupos 4. Establecer un intervalo de muestreo suficiente para detectar cambios en el proceso 5. Analizar la carta para identificar patrones de anormalidad

383
Plan de administración del proceso (Plan de control)
Es una lista de los pasos del proceso, de las mediciones a tomar para verificar la calidad en cada paso y las acciones remediadoras estándar en caso de problemas Se usa durante el desarrollo de prototipos, la producción piloto y la producción normal Procedimiento Determinar las características clave en cada paso del proceso Implementar las acciones a partir de los AMEFD y AMEFP

384
Diseño para costo total unitario (DTUC)
Se consideran los costos siguientes para los componentes y sistema Efectividad del proceso Rty incluyendo DPUs Costos de recibo e inspección a la entrada Costo de devoluciones Costos de retrabajos y desperdicios Costos de inventarios Costos de garantías Etc. Es necesario analizar los costos incurridos y tomar las acciones para reducirlos

Presentaciones similares







 BOLETÍN 5020>")











