Descargar la presentación
La descarga está en progreso. Por favor, espere

1
CAPITULO 6º SOLDADURA ELECTRICA

2
GENERALIDADES

3
OBJETIVOS DE LA SOLDADURA
Soldadura de Producción Soldadura de Relleno ó Mantenimiento Recuperación de piezas desgastadas Fabricación de piezas metálicas de una o más piezas

4
EQUIPOS THUNDERBOLT 300/200 AC/DC DIALARC 250 ELEMENTOS

5
MATERIAL DE APORTE Electrodos (STICK) Rollos (MIG – MAG)
Varillas de aporte (TIG) ELEMENTOS
 ELEMENTOS.")
6
SEGURIDAD GUANTES CARETA Y BATOLA BOTAS
Estos son los elementos usados para proteger el soldador de los rayos X , las chispas de soldadura y aislarlo de descargas eléctricas, riesgos que se corren comúnmente en el proceso. ELEMENTOS
![]()
7
CLASES DE CORRIENTE Corriente continua:
Es cuando el flujo de electrones se produce en el mismo sentido. El punto por donde sale la corriente se llama polo negativo ( - ) y el punto por donde llega se llama polo positivo( +). En los artefactos eléctricos se simboliza con las letra DC o CD
 y. el punto por donde llega se llama polo positivo( +). En los artefactos eléctricos se simboliza con las letra DC o CD.")
8
CLASES DE SOLDADURAS QUE UTILIZAMOS
Proceso Stick: Tipo de protección: Revestimiento o fundente. Tipo de aporte: Electrodo revestido Magnitud controlada: Corriente. Proceso Tig: Tipo de protección: Gas Tipo de aporte: Varilla de aporte Magnitud controlada: Corriente. Proceso Mig: Tipo de protección: Gas Tipo de aporte: Rollo de alambre Magnitud controlada: Voltaje:

9
Proceso Tig: Velocidad de aplicación : Lenta Tipo de corriente: AC y DC Material base: Aluminio, Acero, Acero inoxidable y galvanizado Clase de Gas: Argon Puro Proceso Mig: Velocidad de aplicación : Rápida Tipo de Corriente: DC Material base: Aluminio, Acero, Acero inoxidable. Clase de Gas: CO2, Argon puro, Agamix, Tizón Proceso Stick: Velocidad de aplicación: Media Tipo de corriente: AC y DC Material base: Aluminio, Acero, Acero inoxidable. Clase de Gas: No gas

11
STICK TIG MIG Thunderbolt 300/200 Syncrowave 180SD Millermatic 210

14
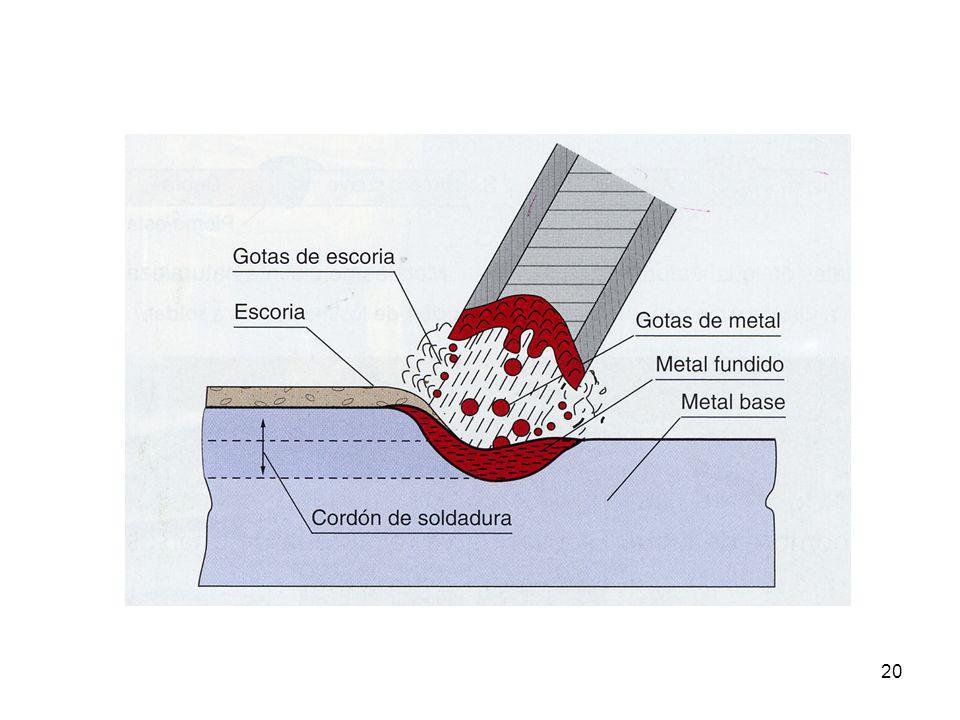
PROCESO STICK Es una de las soldaduras por arco eléctrico, el calor necesaria para fundir las piezas que se van a soldar , se obtiene por medio de un arco eléctrico que se establece en el materia base y el electrodo. este proceso es reconocido como electro manual revestido, el arco se establece entre el materia que se va a soldar y un electrodo metálico fusible que va recubierto por un compuesto químico especial.

15
ELEMENTOS PARA PROCESO STICK

16
DISPOSITIVOS Cables de alimentación:
Como su nombre lo dice son los cables por medio de los cuales se le da el voltaje al transformador o los transformadores que pueda tener la fuente. Fuente de poder: Es el equipo que no suministra la corriente y el voltaje de salida , suficiente para hacer soldadura. Electrodo: Es el material conductor entre el porta electrodo y el arco eléctrico en el caso de soldadura Stick el electrodo posee un alma que fusiona con el material base y un químico que se convierte gas para proteger de la contaminación del medio ambiente

17
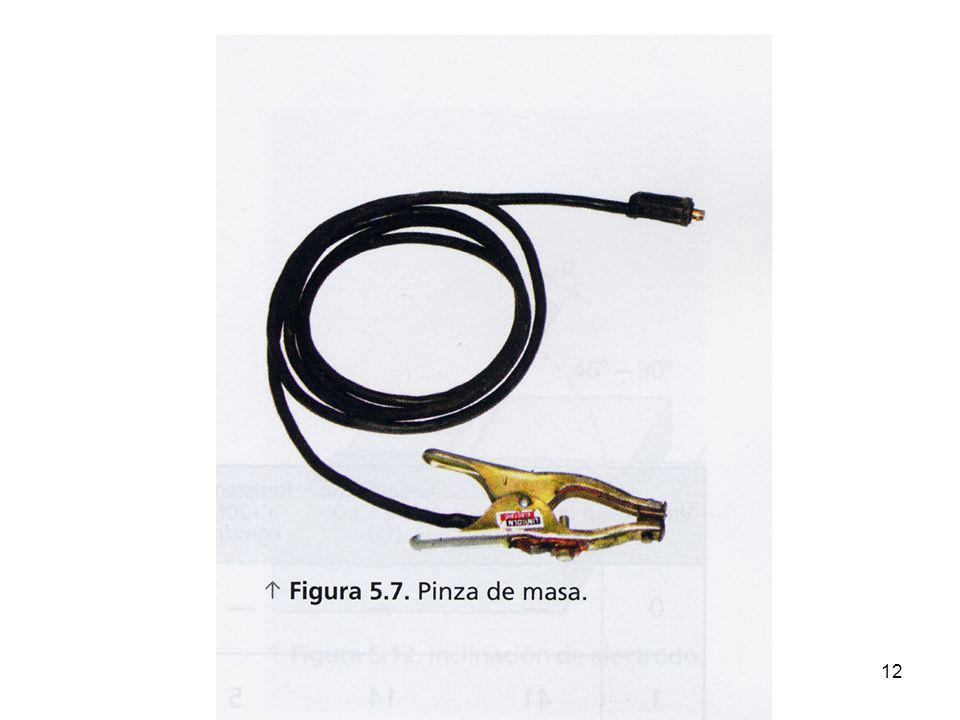
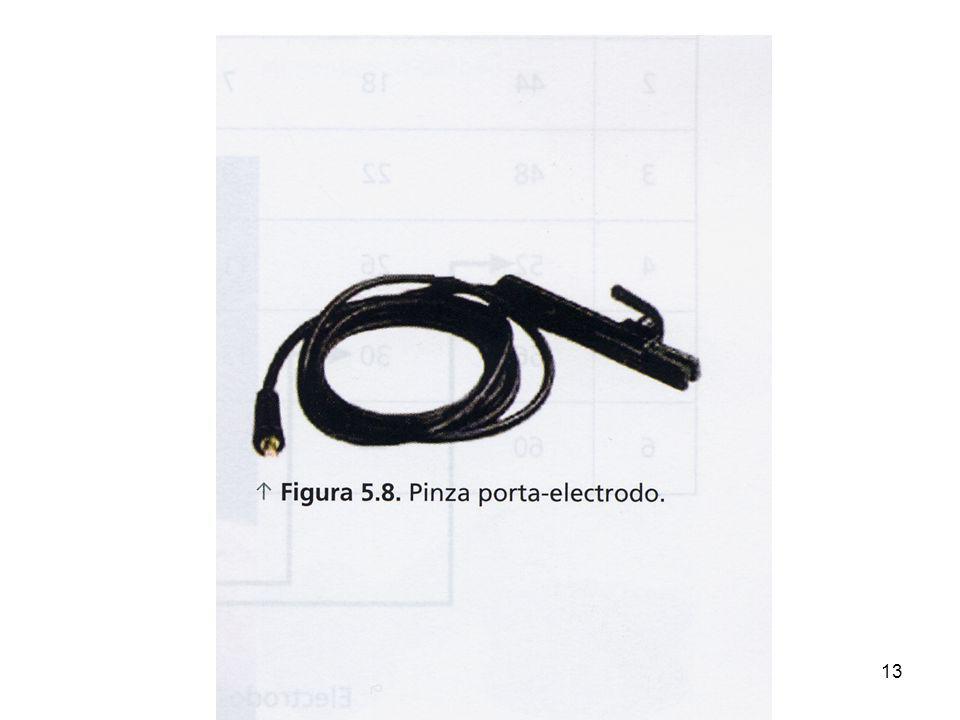
DISPOSITIVOS Portaelectrodo:
Es un dispositivo para conducir la corriente de soldadura al electrodo mientras el electrodo esta en contacto con el material base, este viene recubierto en su parte externa con un material aislante de corriente y temperatura para proteger al soldador. Cables de poder: Son los cables que transportan la corriente de salida de soldadura hasta los dispositivos finales como portaelectrodo y masa, normalmente posen la característica de ser robustos y largos. Masa: Dispositivo hecho de un material conductor de corriente empleado para hacer que la corriente tenga un retorno hacia la fuente de poder

18
CONTENIDO DEL REVESTIMIENTO POSICION DE LA SOLDADURA
ELECTRODOS Revestimiento ÁCIDO Revestimiento RUTILO Revestimiento BÁSICO CONTENIDO DEL REVESTIMIENTO Oxido de Hierro Más Polvo de Hierro Celulosa Más Potasio o Calcio Oxido de Titanio POSICION DE LA SOLDADURA Todas las Posiciones Todas las Posiciones Horizontal Solamente MATERIAL

19
TECNOLOGÍA DE MATERIALES 13.1.1 Procedimientos de soldeo
Tecnologías de unión 13.1 Soldadura Procedimientos de soldeo MIG ( metal inert gas) MAG (metal active gas) TIG (tungsten inert gas) Soldeo semiautomático (GMAW, GTAW) TIG ZAT
 MAG (metal active gas) TIG (tungsten inert gas) Soldeo semiautomático (GMAW, GTAW) TIG. ZAT.")
21
SEGURIDAD RIESGO DE INCENDIO Nunca se debe soldar en la proximidad de líquidos inflamables, gases,vapores, metales en polvo o polvos combustibles. Cuando el área de soldadura contiene gases, vapores o polvos, es necesario mantener perfectamente aireado y ventilado el lugar mientras se suelda. Nunca soldar en la vecindad de materiales inflamables o de combustibles no protegidos.

22
SEGURIDAD Ventilación: Soldar en áreas confinadas sin ventilación adecuada puede considerarse una operación arriesgada, porque al consumirse el oxígeno disponible, a la par con el calor de la soldadura y el humo restante, el operador queda expuesto a severas molestias y enfermedades.

23
SEGURIDAD Humedad: La humedad entre el cuerpo y algo electrificado forma una línea a tierra que puede conducir corriente al cuerpo del operador y producir un choque eléctrico. El operador nunca debe estar sobre un charco o sobre suelo húmedo cuando suelda, como tampoco trabajar en un lugar húmedo. Deberá conservar sus manos, vestimenta y lugar de trabajo continuamente secos.

24
GASES INDUSTRIALES VÁLVULAS Y REGULADORES

25
FACTORES DE RIESGO HUMOS Y GASES DE SOLDADURA
CONTAMINANTES PRESENTES EN SOLDADURA Contaminantes TLV Óxido de hierro 5 mg/m3 Ozono (0,05 ¸ 0,1) p.p.m. Óxido de cromo 0,5 mg/m3 NO2 3 p.p.m. Óxido de aluminio 10 mg/m3 CO 25 p.p.m. Óxido de níquel 1 mg/m3 CO2 5000 p.p.m. Óxido de cobre 0,2 mg/m3 Fosgeno (0,02 ¸ 0,08) p.p.m. Óxido de plomo 0,15 mg/m3 Humos (NCOF) Óxido de cinc
 p.p.m. Óxido de cromo. 0,5 mg/m3. NO2. 3 p.p.m. Óxido de aluminio. 10 mg/m3. CO. 25 p.p.m. Óxido de níquel. 1 mg/m3. CO p.p.m. Óxido de cobre. 0,2 mg/m3. Fosgeno. (0,02 ¸ 0,08) p.p.m. Óxido de plomo. 0,15 mg/m3. Humos (NCOF) Óxido de cinc.")
26
FACTORES DE RIESGO HUMOS Y GASES DE SOLDADURA
SISTEMAS DE PREVENCIÓN de HUMOS DE SOLDADURA Extracción incorporada a la pistola de soldadura Extracción incorporada en la pantalla de protección

27
FACTORES DE RIESGO RADIACIONES UV Y LUMINOSAS
Protecciones generales o colectivas PELIGRO ZONA DE SOLDADURA El material debe estar hecho de un material opaco o translúcido robusto. La parte inferior debe estar al menos a 50 cm del suelo para facilitar la ventilación. Se debería señalizar con las palabras: PELIGRO ZONA DE SOLDADURA, para advertir al resto de los trabajadores

Presentaciones similares








 29 de julio de 2004.>")




>")
>")







