Descargar la presentación
La descarga está en progreso. Por favor, espere

1
SOLDADURA POR ARCO DE METAL PROTEGIDO
SMAW SOLDADURA POR ARCO DE METAL PROTEGIDO

2
Un Arco Eléctrico es mantenido entre la punta de un electrodo cubierto (Coated Electrode) y la pieza a trabajar. Las gotas de metal derretido son transferidas a través del arco y son convertidas en un cordón de soldadura,

3
Un escudo protector de gases es producido de la descomposición del material fundente que cubre el electrodo, además, el fundente también puede proveer algunos complementos a la aleación.

4
La escoria derretida se escurre sobre el cordón de soldadura donde protege el metal soldado aislándolo de la atmósfera durante la solidificación,

5
Esta escoria también ayuda a darle forma al cordón de soldadura especialmente en soldadura vertical y sobre cabeza. La escoria debe ser removida después de cada procedimiento.

7
Oscar Kjellberg fue el inventor del electrodo cubierto, y con este la invención de la soldadura de arco, cuando en 1904 entrego en la oficina de patentes de Suecia una nota escrita a mano que describía su invención única,

8
Hasta ahora y al pasar del tiempo cientos de diferentes variedades de electrodos son producidos, a veces conteniendo aleaciones para el trabajo estructural metálico, fuerza y ductilidad para la soldadura.

11
Las labores más ligeras son efectuadas usando potencia AC por el bajo costo de los transformadores que la producen, el trabajo de alta producción industrial usualmente requiere de fuentes DC más poderosas y grandes rectificadores, para darle la polaridad exacta al proceso.

12
El proceso es principalmente usado para soldar aleaciones ferríficas en trabajos metálicos estructurales, fabricación de barcos e industrias en general.

13
A pesar de lo relativamente lento del proceso, por el recambio de electrodos y la remoción de la escoria, se mantiene como una de las técnicas más flexibles y sus ventajas en áreas de acceso restringido son notables.

14
EQUIPO ELÉCTRICO BÁSICO PARA SOLDADURA POR ARCO
En la soldadura, la relación entre la tensión o voltaje aplicado y la corriente circulante es de suma importancia. Se tienen dos tensiones: Una es la tensión en vacío (sin soldar), la que normalmente está entre 70 a 80 Volt. La otra es la tensión bajo carga (soldando), la cual puede poseer valores entre 15 a 40 Volt.
, la que normalmente está entre 70 a 80 Volt. La otra es la tensión bajo carga (soldando), la cual puede poseer valores entre 15 a 40 Volt.")
15
Los valores de tensión y de corriente variarán en función de la longitud del arco. A mayor distancia, menor corriente y mayor tensión, y a menor distancia, mayor corriente con tensión más reducida.

19
Cuando una corriente eléctrica circula a través de un alambre, ésta presenta una resistencia al paso de la electricidad, lo que se traduce en una generación de calor. Cuanto mayor es la corriente que circula, mayor es la cantidad de calor que se produce. De la misma forma, cuanto mayor es la resistencia, más calor se genera.

20
El calor utilizado en la soldadura eléctrica por arco, procede de un arco eléctrico que se produce al saltar la electricidad a través del aire, desde el extremo del electrodo hasta el metal base. El aire presenta una gran resistencia al paso de la corriente.

21
Por otra parte, la corriente que circula al producirse el arco es relativamente alta. Como consecuencia, en el arco se genera una gran cantidad de calor, alcanzándose en el mismo temperaturas de 3300°C a 5500°C (6000°F a 10000°F).
..")
22
Para lograr buenos resultados, es necesario disponer de un equipo de soldadura que posea regulación de corriente, que sea capaz de controlar la potencia y que resulte de un manejo sencillo y seguro.

23
Los equipos para soldadura por arco se clasifican en tres tipos básicos:
Equipo de Corriente Alterna (CA). Equipo de Corriente Continua (CC). Equipo de Corriente Alterna y Corriente Continua combinadas.
. Equipo de Corriente Continua (CC). Equipo de Corriente Alterna y Corriente Continua combinadas.")
24
Equipo de Corriente Alterna: Consisten en un transformador
Equipo de Corriente Alterna: Consisten en un transformador. Transforman la tensión de red o de suministro (que es de 110 ó 220 Volt en líneas monofásicas, y de 380 Volt entre fases de alimentación trifásica) en una tensión menor con alta corriente.
 en una tensión menor con alta corriente.")
25
Esto se realiza internamente, a través de un bobinado primario y otro secundario devanados sobre un núcleo o reactor ferromagnético con entrehierro regulable.

26
Transformador La máquina soldadora tipo transformador produce corriente alterna. La potencia es tomada directamente de una línea de fuerza eléctrica y transformada en un voltaje requerido para soldar.

27
El transformador CA mas sencillo tiene una bobina primaria y una bobina secundaria con un ajuste para regular la salida de corriente.

28
La bobina primaria recibe la corriente alterna de la fuente eléctrica y crea un campo magnético, lo que cambia constantemente en dirección y potencia.

29
La bobina secundaria no tiene ninguna conexión eléctrica a la fuente de fuerza pero está afectada por las líneas de fuerza cambiándose en el campo magnético; por la inducción ésta entrega una corriente transformada a un valor más alto al arco de soldar.

30
Algunos transformadores CA están equipados con un interruptor amplificador de arco lo que proporciona un oleaje de corriente para facilitar el establecimiento del arco cuando el electrodo hace contacto con el metal para soldar.

31
Después de formar el arco, la corriente automáticamente vuelve a la cantidad ajustada para el trabajo. El interruptor amplificador de arco tiene varios ajustes para permitir establecimiento rápido del arco para soldar planchas delgadas o placas gruesas.

32
Una ventaja de la máquina soldadora CA es la libertad del soplo magnético del arco lo que muchas veces ocurre al soldar con máquinas de CC. El soplo magnético del arco causa oscilación del arco al soldar en esquinas en metales pesados o al usar electrodos revestidos grandes.

33
El flujo de corriente directa a través del electrodo, metal por soldar, y grapa para puesta a tierra genera un campo magnético alrededor de cada una de estas unidades, lo que puede causar que el arco se desvíe de su vía intentada.

34
El arco generalmente es desviado sea hacia adelante o hacia atrás a lo largo de la vía de soldar y puede que cause salpicadura excesiva y fusión incompleta.

35
También tiende a atraer gases atmosféricos al arco, terminando en porosidad. La deflexión del arco se debe a los efectos de un campo magnético desequilibrado.

36
Así que cuando se desarrolle una gran concentración de flujo magnético en un lado del arco, éste tiende a soplarse fuera de la fuente de la mayor concentración.

37
El soplo magnético del arco muchas veces puede ser corregido cambiando la posición de la grapa para puesta a tierra, soldando en dirección fuera de la grapa a tierra, o cambiando la posición del metal por soldar en el banco.

38
Equipo de Corriente Continua
Se clasifican en dos tipos básicos: Los generadores y los rectificadores.

39
En los generadores, la corriente se produce por la rotación de una armadura (inducido) dentro de un campo eléctrico. Esta corriente alterna trifásica inducida es captada por escobillas de carbón, rectificándola y convirtiéndola en Corriente Continua.

40
Los rectificadores son equipos que poseen un transformador y un puente rectificador de corriente a su salida.

41
Generador CD La fuente de corriente directa consiste de un generador impulsado por un motor eléctrico o de combustión interna. Una de las características de un generador de corriente directa de soldar es la de que la soldadura puede hacerse con polaridad directa o inversa.

42
La polaridad indica la dirección de flujo de corriente en un circuito.
En polaridad directa, el electrodo es negativo y el metal por soldar es positivo, y los electrones fluyen del electrodo al metal por soldar.

43
La polaridad puede ser cambiada intercambiando los cables, aunque en las máquinas modernas se puede cambiar la polaridad simplemente accionando un interruptor.

44
Cambiando la polaridad, se puede concentrar el mayor calor dónde éste más se requiera.
Generalmente, es preferible tener más calor en el metal por soldar porque el área del trabajo es mayor y se requiere más calor para derretir el metal que para fundir el electrodo.

45
El polo positivo concentra la mayor generación de calor .
Por lo tanto, si se van a hacer grandes depósitos, el metal por soldar deberá estar más caliente que el electrodo. A este efecto, la polaridad directa es más efectiva. El polo positivo concentra la mayor generación de calor .

46
En cambio, en la soldadura sobre cabeza es necesario rápidamente congelar el metal de relleno para ayudar a sostener el metal fundido en su posición contra la fuerza de la gravedad. .

47
Utilizando la polaridad inversa, hay menos calor generado en el metal por soldar, dando mayor fuerza de retención al metal de relleno para soldar fuera de posición

48
En otras situaciones, puede que sea mejor conservar el metal por soldar tan frío como sea posible, por ejemplo para reparar una pieza fundida de hierro.

49
Con polaridad inversa, se produce menos calor en el metal por soldar y más calor en el electrodo.
El resultado de esto es que se pueden aplicar los depósitos rápidamente mientras que se evita sobrecalentamiento del metal por soldar.

50
Rectificadores Los rectificadores son dispositivos eléctricos, que cambia la corriente alterna en corriente continua. Los rectificadores para la soldadura por arco generalmente son del tipo de corriente constante donde la corriente para soldar queda razonablemente constante para pequeñas variaciones en la longitud del arco.

51
Los equipos rectificadores están construidos para proporcionar corriente CC solamente, o ambas corrientes CC y CA. Por medio de un interruptor, los terminales de salida pueden cambiarse al transformador o al rectificador, produciendo corriente CA o CC con selector de polaridad.

52
En la actualidad, los dos materiales rectificadores utilizados para máquinas soldadoras son el selenio y el silicio. Ambos son excelentes, aunque el silicio muchas veces permitirá operación con densidades de corriente más altas.

53
Densidad de corriente En algunos casos el termino intensidad de corriente no es lo suficientemente preciso, por lo que se recurre a lo que se llama densidad de corriente.

54
La densidad de corriente se obtiene dividiendo la intensidad de corriente con el área de la sección recta del electrodo y suele expresarse en amp./ mm2. De acuerdo con esto, la densidad de corriente será mayor en un hilo de 0.8mm. que en uno de 1.2 mm.

55
Equipo de Corriente Alterna y Corriente Continua
Consisten en equipos capaces de poder proporcionar tanto CA como CC. Estos equipos resultan útiles para realizar todo tipo de soldaduras, pero en especial para las del tipo TIG ó GTAW. Es importante en el momento de decidirse por un equipo de soldadura, tener en cuenta una serie de factores importantes para su selección.

56
Uno de dichos factores es la corriente de salida máxima, la que estará ligada al diámetro máximo de electrodo a utilizar. Con electrodos de poco diámetro, se requerirá de menor amperaje (corriente) que con electrodos de mayor diámetro.
 que con electrodos de mayor diámetro.")
57
Una vez elegido el diámetro máximo de electrodo, se debe tener en cuenta el Ciclo de Trabajo para el cual fue diseñado el equipo.

58
Por ejemplo, un equipo que posee un ciclo de trabajo del 30 % nos está indicando que si se opera a máxima corriente, en un lapso de 10 minutos, el mismo trabajará en forma continua durante 3 minutos y deberá descansar los 7 minutos restantes. En la industria, el ciclo de trabajo más habitual es de 60 %.

59
Ignorar el Ciclo de Trabajo, puede traer problemas de producción por excesivos tiempos muertos o bien terminar dañando el equipo por sobrecalentamiento excesivo.

60
Se deberá tener en cuenta que al trabajar con bajas tensiones y muy altas corrientes, todos los posibles falsos contactos que existan en el circuito, se traducirán en calentamiento y pérdida de potencia.

61
Para evitar dichos inconvenientes, se mencionan posibles defectos a evitar, a saber:
1.- Defectos en la conexión del cable del electrodo al equipo. 2.- Sección del cable de electrodo demasiado pequeña, ocasionando sobrecalentamiento del mismo. 3.- Fallas en el conductor (roturas, envejecimiento, etc.).
.")
62
4.- Defectos en la conexión del cable del equipo al portaelectrodo.
5.- Portaelectrodo defectuoso (falso contacto). 6.- Falso contacto entre el portaelectrodo y el electrodo. 7.- Sobrecalentamiento del electrodo. 8.- Longitud incorrecta del arco.
. 6.- Falso contacto entre el portaelectrodo y el electrodo. 7.- Sobrecalentamiento del electrodo. 8.- Longitud incorrecta del arco.")
63
9.- Falso contacto entre las partes o piezas a soldar.
10.-Conexión defectuosa entre la pinza de tierra y la pieza a soldar. 11.-Sección del cable de tierra demasiado pequeña. 12.-Mala conexión del cable de tierra con el equipo. Una vez analizados hasta aquí los aspectos eléctricos, veremos ahora las características de los electrodos.

64
El tamaño de la máquina soldadora por utilizar depende de la clase y cantidad de soldadura por hacer. La siguiente es una guía general para seleccionar una máquina soldadora: amperios: Para soldadura liviana-a-mediana. Excelente para toda fabricación y suficientemente robusta para operación continua en trabajo liviano o mediano de producción.

65
amperios Para requerimientos normales de soldadura. Utilizada en fábricas para trabajo de producción, mantenimiento, reparación, trabajo en sala de herramientas, y toda soldadura general de taller.

66
amperios Para soldadura grande y pesada. Especialmente buena para trabajos estructurales, fabricación de partes pesadas de máquina, tubería y soldadura en tanques

67
SEGURIDAD EN EL ARCO DE SOLDADURA.
Cuando se realiza una soldadura al arco durante la cual ciertas partes conductoras de energía eléctrica están al descubierto , el operador tiene que observar con especial cuidado las reglas de seguridad, a fin de contar con la máxima protección personal y también proteger a las otras personas que trabajan a su alrededor .

68
En la mayor parte de los casos, la seguridad es una cuestión de sentido común. Los accidentes pueden evitarse si se cumplen las siguientes reglas

69
Protección Personal Siempre utilice todo el equipo de protección necesario para el tipo de soldadura a realizar. El equipo consiste en: Máscara de soldar, protege los ojos, la cara, el cuello y debe estar provista de filtros inactínicos de acuerdo al proceso e intensidades de corriente empleadas.

70
Guantes de cuero, tipo mosquetero con costura interna, para proteger las manos y muñecas.
Coleto o delantal de cuero, para protegerse de salpicaduras y exposición a rayos ultravioletas del arco.

71
Polainas y casaca de cuero, cuando es necesario hacer soldadura en posiciones verticales y sobre cabeza, deben usarse estos aditamentos, para evitar las severas quemaduras que puedan ocasionar las salpicaduras del metal fundido.

72
Zapatos de seguridad, que cubran los tobillos para evitar el atrape de salpicaduras.
Gorro, protege el cabello y el cuero cabelludo, especialmente cuando se hace soldadura en posiciones.

73
Equipo de protección personal.
IMPORTANTE: Evite tener en los bolsillos todo material inflamable como fósforos, encendedores o papel celofán. No use ropa de material sintético, use siempre ropa de algodón.

74
Seguridad en operaciones de Soldadura
Riesgos de Incendio: Nunca se debe soldar en la proximidad de líquidos inflamables, gases, vapores, metales en polvo o polvos combustibles. Cuando el área de soldadura contiene gases, vapores o polvos, es necesario mantener perfectamente aireado y ventilado el lugar mientras se suelda. Nunca soldar en la vecindad de materiales inflamables o de combustibles no protegidos.

75
Ventilación: Soldar en áreas confinadas sin ventilación adecuada puede considerarse una operación arriesgada, porque al consumirse el oxígeno disponible, a la par con el calor de la soldadura y el humo restante, el operador queda expuesto a severas molestias y enfermedades.

76
Humedad: La humedad entre el cuerpo y algo electrificado forma una línea a tierra que puede conducir corriente al cuerpo del operador y producir un choque eléctrico. El operador nunca debe estar sobre una poza o sobre suelo húmedo cuando suelda, como tampoco trabajar en un lugar húmedo. Deberá conservar sus manos, vestimenta y lugar de trabajo continuamente secos.

77
Seguridad al usar una máquina soldadora.
Antes de usar la máquina de soldar al arco debe guardarse ciertas precauciones, conocer su operación y manejo, como también los accesorios y herramientas adecuadas. Para ejecutar el trabajo con facilidad y seguridad, debe observarse ciertas reglas muy simples:

78
Circuitos con Corriente: En la mayoría de los talleres el voltaje usado es 220 ó 380 volts. El operador debe tener en cuenta el hecho que estos son voltajes altos, capaces de inferir graves lesiones. Por ello es muy importante que ningún trabajo se haga en los cables, interruptores, controles, etc., antes de haber comprobado que la máquina ha sido desconectada de la energía, abriendo el interruptor para desenergizar el circuito. Cualquier inspección en la máquina debe ser hecha cuando el circuito ha sido desenergizado.

79
Línea a Tierra: Todo circuito eléctrico debe tener una línea a tierra para evitar que la posible formación de corrientes parásitas produzca un choque eléctrico al operador, cuando éste, por ejemplo, llegue a poner una mano en la carcaza de la máquina. Nunca opere una máquina que no tenga su línea a tierra.

80
Cambio de Polaridad: El cambio de polaridad se realiza para cambiar el polo del electrodo de positivo (polaridad invertida) a negativo (polaridad directa). No cambie el selector de polaridad si la máquina está operando, ya que al hacerlo saltará el arco eléctrico en los contactos del interruptor, destruyéndolos. Si su máquina soldadora no tiene selector de polaridad, cambie los terminales cuidando que ésta no esté energizada.

81
Cambio del Rango de Amperaje:
En las máquinas que tienen 2 o más escalas de amperaje no es recomendable efectuar cambios de rango cuando se está soldando, esto puede producir daños en las tarjetas de control, u otros componentes tales como tiristores, diodos, transistores, etc..

82
En máquinas tipo clavijeros no se debe cambiar el amperaje cuando el equipo está soldando ya que se producen serios daños en los contactos eléctricos, causados por la aparición de un arco eléctrico al interrumpir la corriente. En máquinas tipo Shunt móvil, no es aconsejable regular el amperaje soldando, puesto que se puede dañar el mecanismo que mueve el Shunt

83
Circuito de Soldadura: Cuando no está en uso el portaelectrodos, nunca debe ser dejado encima de la mesa o en contacto con cualquier otro objeto que tenga una línea directa a la superficie donde se suelda. El peligro en este caso es que el portaelectrodo, en contacto con el circuito a tierra, provoque en el transformador del equipo un corto circuito.

84
La soldadura no es una operación riesgosa si se respetan las medidas preventivas adecuadas. Esto requiere un conocimiento de las posibilidades de daño que pueden ocurrir en las operaciones de soldar y una precaución habitual de seguridad por el operador.

85
EQUIPO DE TALLER Pinza portaelectrodos. Para realizar un buen trabajo de soldadura es fundamental el empleo de una pinza correctamente diseñada. La pinza portaelectrodos es una herramienta manual, conectada al generador mediante el cable de pinza y provista de una dispositivo para sostener el electrodo durante la operación de soldadura.

86
- Pinza Portaelectrodo
Grapa para puesta a tierra

87
Una buena pinza portaelectrodos debe reunir las siguientes cualidades:
Ser razonablemente ligera para reducir la fatiga durante la soldadura. Presentar una buena resistencia al calentamiento.

88
Permitir un fácil balanceo.
Permitir una fácil colocación y eliminación del electrodo. Toda la superficie exterior, incluidas las pinzas, debe estar correctamente aislada.

89
La pinza de algunos portaelectrodos no esta aislada
La pinza de algunos portaelectrodos no esta aislada. Cuando se utilicen portaelectrodos de este tipo no dejarlos nunca sobre la mesa o sobre la pieza, mientras el generador esté conectado. Puede producirse un cortocircuito.

90
Herramientas de limpieza.
Para conseguir una junta sana y resistente, los bordes de las piezas a soldar deben estar libres de sustancia tales como óxido, aceite y pintura. Para esta limpieza se utiliza un cepillo de alambre de acero.

91
Una vez depositado el cordón de soldadura, la capa de escoria que lo cubre se elimina con una piqueta. Posteriormente se realiza un cepillado mediante un cepillo de alambre como el mencionado anteriormente.

92
Una cuidadosa y total limpieza de la escoria es fundamental cuando el cordón se realiza en varias pasadas superpuestas. En caso contrario pueden producirse inclusiones y porosidades que debilitan considerablemente el cordón.

93
Cortinas de soldadura. Cuando la soldadura se realiza en áreas en las que pueden estar trabajando otras personas, la operación de soldadura debe quedar encerrada mediante pantallas o cortinas que protejan a los trabajadores vecinos de las radiaciones infrarrojas y ultravioleta. Estas cortinas pueden fabricarse fácilmente a base de lona gruesa resistente al fuego y pintada mediante pintura negra o gris resistente a las radiaciones.

94
Cuando la soldadura se va a realizar siempre en el mismo sitio, como ocurre en una escuela o en algunos talleres, lo más recomendable es preparar una cabina como la que muestra en la figura.

95
Cables. Son los que transportan la corriente desde el generador hasta el puesto de soldadura. Uno de los cables va desde un terminal del generador hasta el portaelectrodos y recibe el nombre de cable de pinza.

96
El otro va desde el otro terminal hasta la mesa o hasta la pieza a soldar y recibe el nombre de cable de masa. Cuando se conecta el generador, y el electrodo (sujeto en la pinza) se pone en contacto con la pieza, se cierra un circuito a través del cual se origina un paso de corriente.
 se pone en contacto con la pieza, se cierra un circuito a través del cual se origina un paso de corriente..")
97
Es muy importante utilizar el diámetro de cable adecuado para el trabajo a realizar. Si el diámetro del cable es muy pequeño para la intensidad con que se va a trabajar, el cable se sobrecalentará y habrá una considerable pérdida de potencia. Por otra parte, cuando el cable es muy largo, debe tener también un diámetro suficiente, pues en caso contrario se producirá una gran pérdida de voltaje en los cables.

98
Incluso cuando se emplean grandes diámetros hay que tomar precauciones para no exceder las longitudes recomendables pues la falta de respeto a estas recomendaciones puede originar caídas de tensión que disminuyan la eficacia del generador de soldadura.

99
Todas las conexiones deben estar limpias y bien ajustadas, pues cualquier contacto defectuoso puede producir calentamientos excesivos o incluso pequeños arcos que pueden llegar a destruir la conexión.

100
Conexiones de masa. Una correcta toma de masa puede realizarse de muchas formas. El cable de masa puede conectarse a la pieza mediante una presilla, una pinza especial de masa, o por soldadura o atornillado del extremo del cable.

101
Sistemas de ventilación.
Los electrodos utilizados en la soldadura por arco desprenden una gran cantidad de gases y humos. Estos humos no son peligrosos siempre que la zona de soldadura esté convenientemente ventilada.

102
Nunca debe soldarse en locales que no aseguren una buena circulación de aire. En estos casos será necesario utilizar un extractor de humos o cualquier otro sistema que garantice una buena circulación de aire fresco.

103
Las cabinas permanentes de soldadura deben equiparse con una campana colectora dispuesta directamente sobre la mesa de trabajo y un sistema de respiración para evacuar humos y gases

104
Donde se realiza una gran cantidad de soldaduras deben instalarse sistemas exhaustivos que mantengan el contenido en gases tóxicos dentro de los límites admisibles para la salud. Para una ventilación adecuada se puede tomar como recomendación general una circulación de aire de 57m3 por minuto y por soldador.

105
Cuando se instalen equipos individuales de aspiración provistos de campanas colectoras, la velocidad con que se desplaza el aire en dirección a la campana, en la zona de soldadura debe ser, aproximadamente, de unos 30 metros por minuto.

106
ELECTRODOS. Medidas de los electrodos

107
A la hora de soldar nos encontramos con gran cantidad de tipos y tamaños de electrodos y si la elección no es correcta, habrá grandes dificultades para realizar un buen trabajo de soldadura.

108
En general, todos los electrodos los podemos encuadrar en cinco grandes familias:
1.- Electrodos para Aceros Ordinarios 2.- Para Aceros de Alto Contenido de Carbono 3.- Para Aceros Especiales y Aleados 4.- Para Fundiciones de Hierro 5.- Para Metales no Férreos

109
La mayor aplicación de la soldadura por arco con electrodos revestidos, la encontramos en el soldeo de aceros ordinarios, por lo que los electrodos más utilizados son los pertenecientes a este grupo.

110
Los otros tipos de electrodos tienen aplicaciones de acuerdo a lo especificado en su nombre:
Ej.: Los de la familia para metales no férreos, se utilizan en el soldeo de metales tales como Aluminio, Cobre, Latón, etc.

111
Nos centraremos en el estudio de los electrodos para el soldeo de aceros ordinarios. Los otros tipos de electrodos se consideraran mas adelante.

112
Que es un electrodo? Un electrodo es una varilla metálica, de composición aproximada a la del metal a soldar y recubierta con una sustancia que recibe el nombre de revestimiento. Cuando se establece una corriente a través del circuito de soldadura, salta un arco eléctrico entre el extremo del electrodo y la pieza. Este arco provoca la fusión del electrodo y del metal base

113
El metal fundido procedente del electrodo, cae en el cráter originado por la fusión del metal base y se forma el baño de fusión. Este al solidificar, da lugar al cordón de soldadura que establece la unión entre las dos piezas.

114
No solo se fabrican electrodos para el soldeo de distintos materiales, sino que, además, se encuentran electrodos para soldar con corriente continua y para soldar con corriente alterna.

115
Algunos electrodos funcionan igualmente con los dos tipos de corriente
Algunos electrodos funcionan igualmente con los dos tipos de corriente. Además, también se fabrican electrodos para soldar en determinadas posiciones. Por ejemplo: algunos solo se adaptan al soldeo horizontal; otros son adecuados para soldar en horizontal y en cornisa; y, por último, hay algunos que sirven para soldar en todas posiciones.

116
Elección del electrodo
La medida del electrodo a utilizar depende de los siguientes factores: Espesor del material a soldar. Preparación de los bordes o filos de la unión a soldar. La posición en que se encuentra la soldadura a efectuar (plana, vertical, horizontal, sobre la cabeza). La pericia que posea el soldador.
. La pericia que posea el soldador.")
117
El amperaje a utilizar para realizar la soldadura dependerá de:
Tamaño del electrodo seleccionado. El tipo de recubrimiento que el electrodo posea. El tipo de equipo de soldadura utilizado (CA; CC directa e inversa).
.")
118
Clasificación de los electrodos
Los electrodos están clasificados en base a: Las propiedades mecánicas del tipo de metal que conformará la soldadura, denominado como núcleo de alambre. Del tipo de cobertura o revestimiento que posea. De la posición en que el mismo deba ser utilizado. Del tipo de corriente que se le aplicará al mismo.

119
Las especificaciones requieren que el diámetro del núcleo de alambre no deberá variar en más de 0,05 mm. de su diámetro, y el recubrimiento deberá ser concéntrico con el diámetro del alambre central.

120
Durante años, el sistema de identificación fue utilizar puntos de colores cerca de la zona de amarre al portaelectrodo (zona sin recubrimiento). En la actualidad, algunas especificaciones requieren de un número clasificatorio o código, el que se imprime sobre el revestimiento o cobertura, cerca del final del electrodo.

122
A pesar de ello, el código de colores se encuentra aún en uso en electrodos de poco diámetro, en los que no permite imprimir códigos por no tener el espacio suficiente, o en electrodos extrudados con alta velocidad de producción.

123
Todos los electrodos para hierro, acero al carbono y acero aleado son clasificados con un número de 4 ó de 5 dígitos, antepuestos por la letra E que indica electrodo. Los dos primeros números indican la resistencia al estiramiento mínima del metal depositado en miles de psi. (lb./pulg.2).
.")
124
El tercer dígito indica la posición en la cual el electrodo es capaz de realizar soldaduras satisfactorias: ( 1 ) Cubre todas las posiciones posibles. ( 2 ) Para posiciones Horizontal y en cornisa ( 3 ) Solo soldeo Horizontal
 Cubre todas las posiciones posibles. ( 2 ) Para posiciones Horizontal y en cornisa. ( 3 ) Solo soldeo Horizontal.")
125
La cuarta cifra determina alguna característica especifica del electrodo, tal como tipo de revestimiento, calidad de la soldadura, exigencias eléctricas y poder de penetración. Esta cuarta cifra puede tomar los valores 0,1,2,3,4,5,6,7 y 8 y sus significados son los siguientes:

126
0 - Solo se puede utilizar con corriente continua y polaridad inversa CC+. Depósitos de alta calidad, fusión rápida, penetración profunda y aspecto plano o cóncavo. Revestimiento a base de celulosa con silicato sódico.

127
1 - Corriente continua con polaridad inversa CC+ o C. A
1 - Corriente continua con polaridad inversa CC+ o C.A. Deposita un metal de buena calidad con penetración profunda y aspecto plano o ligeramente cóncavo. Revestimiento a base de celulosa y silicato potásico.

128
2 - CC- con polaridad directa o C.A. .
Da depósitos de calidad media, con penetración media y cordones de forma convexa, gota fría. Revestimiento de Rutilo (oxido de titanio) con silicato sódico.
 con silicato sódico.")
129
3 - CC+,CC-(con cualquier polaridad) o C.A..
Depósitos de calidad media, arco suave y con pequeño poder de penetración. Cordones ligeramente convexos, gota fría. Revestimiento de Rutilo con silicato Potásico.

130
4 - CC+,CC- con cualquier polaridad o C. A. Gran velocidad de deposito
4 - CC+,CC- con cualquier polaridad o C.A.. Gran velocidad de deposito. Penetración media. Relleno de uniones a tope y deposito de cordones en ángulo. Fácil eliminación de la escoria. Revestimiento de Rutilo con polvo de Hierro.

131
5 – CC+. con polaridad inversa.
Depósitos de alta calidad. Arco suave. Penetración moderada. Cordones planos ligeramente convexos. Metal depositado de bajo contenido en hidrogeno. .Soldadura de aceros de bajo carbono y alto azufre. Electrodo de bajo Hidrogeno con revestimiento básico, con sales de sodio.

132
6 – CC+ con polaridad inversa o C.A..
Depósitos de calidad similar al numero 5.Soldadura en aceros de alto contenido de carbono y alto contenido de azufre. Electrodo de bajo hidrogeno con revestimiento básico y sales de potasio.

133
7 - CC- , CC+ o C.A.. Revestimiento con óxidos de hierro y polvo de hierro. Gran rendimiento. Penetración media. Proyecciones escasas. Cordones planos. 8 - C.C+,C.A.. Electrodo Básico, con polvo de hierro. Penetración ligera o media. Gran velocidad de aportación. Fácil eliminación de la escoria. Cordones convexos.

134
Ejemplo: E-6010 Se refiere a un electrodo que deposita un material cuya resistencia a la tracción mínima es de psi.( 42 Kg./mm2); puede utilizarse en todas posiciones y solo puede emplearse con C.C+ (polaridad inversa)
; puede utilizarse en todas posiciones y solo puede emplearse con C.C+ (polaridad inversa)")
135
En el caso de números identificatorios de cinco cifras, daremos el ejemplo de:
En el cual los tres primeros números indican la resistencia al estiramiento mínima, que en este caso es de Psi.

136
Se puede tener una terminación compuesta de una letra y un número (por ejemplo A1; B2; C3; etc.), la cual indica aproximadamente el contenido de la aleación del acero depositado mediante el proceso de soldadura.
, la cual indica aproximadamente el contenido de la aleación del acero depositado mediante el proceso de soldadura.")
137
Este valor también se encuentra detallado en la Tabla 1
Este valor también se encuentra detallado en la Tabla 1. La forma de clasificar los electrodos para soldar aceros al carbono es la norma AWS A 5.1 y para soldar aceros de baja aleación la norma AWS A 5.5

138
TABLA 1 Especificaciones AWS A5.1-69 y A5.5-69
La letra E antepuesta a las cuatro o cinco cifras identifica a los electrodos aptos para soldadura por arco Los primeros dos números de los cuatro o los tres números de los cinco indican la resistencia mínima de tracción E60XX Psi mínimo E70XX Psi mínimo E110XX El próximo dígito indica las posiciones posibles de soldadura EXX1X Todas las posiciones EXX2X Plana y horizontal solamente

139
La letra con el número final (por ejemplo EXXXX-A1) indica la aleación aproximada del metal depositado por soldadura. ·A1 0,5% Mo ·B1 0,5% Cr; 0,5% Mo ·B2 1,25% Cr; 0,5% Mo ·B3 ·B4 2,25% Cr; 1% Mo 2% Cr; 0,5% Mo ·B5 0,5% Cr; 1% Mo ·C1 2,5% Ni ·C2 3,25% Ni ·C3 1%; Ni; 0,35% Mo; 0,15% Cr ·D1 y D2 0,25 - 0,45% Mo; 1,75% Cr ·G 0,5% ≤ Ni; 0,3% ≤ Cr; 0,2% ≤ Mo; 0,1% ≤ V; 1% ≤ Mn (sólo un elemento de la lista)
")
140
TABLA 2.2 Especificaciones AWS A5.1-69
Código Corriente Cobertura EXX10 CC (-) solamente Orgánica EXX11 CA ó CC (+) EXX12 CA ó CC (-) Rutílica EXX13 CA ó CC (+-) EXX14 Rutilo - Hierro 30% EXX15 Bajo Hidrógeno EXX16 EXX18 Bajo Hidrógeno - Hierro 25% EXX20 Alto óxido férrico EXX24 Rutilo - Hierro 50% EXX27 Mineral - Hierro 50% EXX28 Bajo Hidrógeno - Hierro 50%
 solamente. Orgánica. EXX11. CA ó CC (+) EXX12. CA ó CC (-) Rutílica. EXX13. CA ó CC (+-) EXX14. Rutilo - Hierro 30% EXX15. Bajo Hidrógeno. EXX16. EXX18. Bajo Hidrógeno - Hierro 25% EXX20. Alto óxido férrico. EXX24. Rutilo - Hierro 50% EXX27. Mineral - Hierro 50% EXX28. Bajo Hidrógeno - Hierro 50%")
141
Se podrá comprobar en la práctica que la cobertura del electrodo para soldadura por arco posee una gran influencia sobre los resultados obtenidos. El tercero y el cuarto dígito en una designación de electrodos de cuatro números (el cuarto y el quinto en una de cinco números) le informa al soldador experimentado sobre las características de uso.
 le informa al soldador experimentado sobre las características de uso.")
142
Las funciones de la cobertura de un electrodo son las siguientes, a saber:
1.- Proveer una máscara de gases de combustión que sirvan de protección al metal fundido para que no reaccione con el oxígeno y el nitrógeno del aire. 2.- Proveer un pasaje de iones para conducir corriente eléctrica desde la punta del electrodo a la pieza, ayudando al mantenimiento del arco.

143
3.- Proveer material fundente para la limpieza de la superficie metálica a soldar, eliminando a los óxidos en forma de escorias que serán removidas una vez terminada la soldadura. 4.- Controlar el perfil de la soldadura, en especial en las soldaduras de filete o esquineras.

144
5.- Controlar la rapidez con que el aporte del electrodo se funde.
6.- Controlar las propiedades de penetración del arco eléctrico. 7.- Proveer material de aporte, el cual se adiciona al que se aporta del núcleo del electrodo. 8.- Adicionar materiales de aleación en caso que se requiera una composición química determinada

145
9.- Algunos de los componentes de la cobertura del electrodo que producen vapores o gases de protección bajo la acción del calor del arco eléctrico son materiales celulósicos, como algodón de celulosa o madera en polvo. Los gases producidos son dióxido de carbono, monóxido de carbono, hidrógeno y vapor de agua.

146
10.- Los componentes de la cobertura que tienen por finalidad evitar los óxidos en la soldadura son el manganeso, el aluminio y el silicio.

147
11.- Las coberturas son aprovechadas para incluir elementos en aleación con el material de aporte o de relleno. De hecho, el polvo de hierro es muy utilizado en las coberturas de los electrodos para soldadura por arco, ya que aumenta el rendimiento gravimétrico, o sea, si se añade polvo de hierro al revestimiento, el rendimiento, es decir, la relación entre el peso del metal aportado y el de la varilla fundida aumenta significativamente.

148
Dando otro ejemplo, la cobertura de un electrodo puede ser el proveedor de metales tales como manganeso, cromo, níquel y molibdeno, los que una vez fundidos y mezclados con el alma de acero del electrodo forman una aleación durante el proceso de soldadura.

149
Debido a las composiciones químicas que los electrodos poseen en su superficie, pueden absorber humedad del ambiente. Por dicho motivo, es recomendable almacenar los mismos en lugares secos, libres de humedad. Igualmente, existen hornos eléctricos para el secado previo de los electrodos, para asegurarse de esta forma que las condiciones del aporte son las óptimas.

150
Características del revestimiento:
a) Debe ser tal que se funda al mismo tiempo que el alma, ha de estar unido firmemente a ella y ser de un espesor uniforme alrededor de todo el núcleo. b) La fusión del revestimiento no debe originar en ningún caso inclusiones de escoria en el metal aportado.
 Debe ser tal que se funda al mismo tiempo que el alma, ha de estar unido firmemente a ella y ser de un espesor uniforme alrededor de todo el núcleo. b) La fusión del revestimiento no debe originar en ningún caso inclusiones de escoria en el metal aportado.")
151
c) La escoria debe cubrir el cordón de soldadura con una capa uniforme; la acumulación de escoria puede empujar al baño de fusión localmente, produciendo irregularidades en el aspecto de la soldadura. d) La escoria debe ser fácil de eliminar una vez que se ha producido el enfriamiento.
 La escoria debe ser fácil de eliminar una vez que se ha producido el enfriamiento.")
152
Para indicar la clase y la naturaleza del revestimiento hacemos a continuación una breve referencia de ellos

153
Clases de electrodos De acuerdo con las necesidades impuestas por la practica se han desarrollado varias clases de electrodos, con determinadas propiedades de soldadura y determinadas características mecánicas. Por esta razón, el revestimiento esta compuesto por mezclas de distintas sustancias.

154
Electrodos ácidos. Clasificación AWS de electrodos para aceros al carbono: AWS - E-6020. Características específicas. Estos electrodos contienen una adecuada proporción de productos desoxidantes en forma de ferroaleaciones, FeSi, FeMn. Sin embargo, el contenido de Si en el cordón se mantiene bajo por lo que el metal aportado contiene siempre una cierta cantidad de oxígeno y, en consecuencia, la resiliencia de la unión es solamente mediana.

155
Escorias. Pertenecen al sistema FeO-SiO2-MnO y contienen una gran proporción de silicatos de Fe (fayalita) y de Mn (rodonita), así como óxidos libres FeO y MnO. La reacción es ácida, o sea, disuelve los óxidos básicos, tales como el MnO. En consecuencia, gran parte del Mn se desplaza a la escoria. Este enriquecimiento en Mn disminuye la viscosidad, proporcionando un cordón de aspecto liso y facilitando el soldeo.
 y de Mn (rodonita), así como óxidos libres FeO y MnO. La reacción es ácida, o sea, disuelve los óxidos básicos, tales como el MnO. En consecuencia, gran parte del Mn se desplaza a la escoria. Este enriquecimiento en Mn disminuye la viscosidad, proporcionando un cordón de aspecto liso y facilitando el soldeo.")
156
La escoria de los electrodos típicamente ácidos es abundante, de color negro y adquiere al solidificar una estructura esponjosa que tiende a hacerse más compacta y vítrea a medida que disminuye la acidez. Se separa con bastante facilidad. Por su abundante escoria se requiere soldar con mayor intensidad de corriente e inclinación adecuada del electrodo, para evitar que la escoria se anticipe al metal fundido.

157
Metal depositado. Estos electrodos confieren al metal depositado un contenido de H2 e impurezas relativamente alto. A menudo, el cordón contiene escorias. La soldabilidad del metal base debe ser buena, pues en caso contrario pueden producirse grietas en caliente. Esta susceptibilidad es función de la acidez de la escoria y disminuye a medida que tiende a la neutralidad.

158
Parámetros de uso Tensión de cebado: Entre los 30 y 40 V. Tensión de funcionamiento: Aproximadamente 25 V.

159
Arco. Son electrodos de fusión rápida, facilitada en parte por el calor que produce la oxidación del Mn. Pueden emplearse con intensidades de corriente elevadas. Se usan normalmente sólo en corriente continua y electrodo unido al polo negativo CC-. Rendimiento gravimétrico. El rendimiento gravimétrico estándar es del 95%.

160
Aplicaciones. Destinados para soldar aceros normales de construcción, de resistencia inferior a 48 Kg./mm2. Se solía utilizar en juntas a tope o en V en calderería cuando se requería un buen aspecto del cordón. También por su facilidad en proporcionar cordones lisos en juntas en ángulo o solapadas.

161
En este tipo de electrodos, que hace unas décadas dominaba el mercado, ha ido siendo sustituido progresivamente por los rutilos y básicos. En la actualidad se encuentran prácticamente en desuso, pues su cuota de consumo no alcanza el 2% del mercado español.

162
Electrodos celulósicos
Clasificación AWS de electrodos para aceros al carbono: AWS-E-6010 (Na) y AWS-E-6011 (K). Características específicas. En estos electrodos la celulosa, obtenida a partir de un desagregado químico de la pulpa de madera conocido como floco alfa, es el componente principal.
 y AWS-E-6011 (K). Características específicas. En estos electrodos la celulosa, obtenida a partir de un desagregado químico de la pulpa de madera conocido como floco alfa, es el componente principal.")
163
Esta sustancia orgánica se descompone por el calor desarrollado en el arco, proporcionando un gas protector que aísla y protege de la oxidación al Mn y al resto de los componentes. Las reacciones de reducción se desarrollan en una atmósfera de hidrógeno que cubre el metal fundido.

164
Escoria. Es poco voluminosa ya que, recordemos, la protección del baño es esencialmente de tipo gaseoso. Se desprende con facilidad. Arco. Producen una gran penetración gracias al hidrógeno procedente de la celulosa que el calor del arco libera. La velocidad de soldeo es elevada. Se producen, sin embargo, abundantes pérdidas por salpicaduras.

165
Metal depositado. El metal depositado por estos electrodos carece prácticamente de oxígeno (O2 0,02%). En cambio, contiene una gran cantidad de hidrógeno (15-25 cm3 por cada 100 gr. de metal depositado). La superficie del cordón es rugosa y éste se enfría rápidamente. Rendimiento gravimétrico. El arco produce un fuerte chisporroteo, con abundantes pérdidas por salpicaduras. El rendimiento estándar suele ser inferior al 90%.
. En cambio, contiene una gran cantidad de hidrógeno (15-25 cm3 por cada 100 gr. de metal depositado). La superficie del cordón es rugosa y éste se enfría rápidamente. Rendimiento gravimétrico. El arco produce un fuerte chisporroteo, con abundantes pérdidas por salpicaduras. El rendimiento estándar suele ser inferior al 90%.")
166
Seguridad de uso. Los electrodos celulósicos producen una gran cantidad de humos. Por ello, es recomendable evitar su uso en recintos cerrados, como el interior de calderas, cisternas, recipientes, etc. Por otra parte, lo enérgico del arco aconseja emplear con más rigor los materiales de protección, tales como gorras, guantes, mandiles, polainas, etc. Los electrodos celulósicos no deben resecarse nunca.

167
Aplicaciones. Aunque son adecuados para soldar en todas las posiciones, se suelen emplear exclusivamente para soldar tubería en vertical descendente, porque: a) producen muy poca escoria. b) se manejan con facilidad. c) consiguen una buena penetración en el cordón de raíz, en esta posición.
 producen muy poca escoria. b) se manejan con facilidad. c) consiguen una buena penetración en el cordón de raíz, en esta posición.")
168
Su uso se está generalizando en oleoductos, y gasoductos en donde resulta ventajoso soldar en todas las posiciones, sin cambiar los parámetros de soldeo. También son adecuados en aplicaciones en donde se pretenda conseguir una buena penetración.

169
Electrodos de rutilo AWS-E-6012 (Na) y AWS-E-6013 (K).
Clasificación AWS de electrodos para aceros al carbono: AWS-E-6012 (Na) y AWS-E-6013 (K). Características específicas. El principal componente de estos electrodos es el rutilo, mineral obtenido a partir de menas que en su estado natural contienen de un 88-94% de TiO2. También puede extraerse de la ilemita, mineral compuesto por un 45-55% de TiO2 y el resto de Fe2O3. La protección en estos electrodos la proporciona la escoria.
 y AWS-E-6013 (K). Características específicas. El principal componente de estos electrodos es el rutilo, mineral obtenido a partir de menas que en su estado natural contienen de un 88-94% de TiO2. También puede extraerse de la ilemita, mineral compuesto por un 45-55% de TiO2 y el resto de Fe2O3. La protección en estos electrodos la proporciona la escoria.")
170
Escorias. Pertenecen al sistema TiO2-FeO-MnO que dan como resultado titanatos de hierro o titanatos complejos. La escoria, de aspecto globular o semiglobular, tiene la viscosidad adecuada para permitir la soldadura de elementos con ajuste deficiente o cuando entre los bordes a unir existe una distancia excesiva, resultando los electrodos de rutilo idóneos en la soldadura con defectuosa preparación de juntas. La escoria se elimina con facilidad.

171
Metal depositado. Contiene un buen número de inclusiones. El nivel de impurezas es intermedio entre el que presentan los electrodos ácidos y los básicos. El contenido de hidrógeno puede llegar a fragilizar las soldaduras. El contorno de las costuras en ángulo oscila entre convexo en el AWS-E-6012 a prácticamente plano en el AWS-E en cualquiera de los casos, el cordón presenta un buen aspecto.

172
Arco. Fácil encendido y reencendido, incluso con elevadas tensiones de vacío en la fuente de corriente. La pequeña proporción de celulosa del revestimiento permite una elevada intensidad de corriente. La cantidad de elementos refractarios del recubrimiento origina un arco tranquilo, de mediana penetración.

173
Parámetros de uso. Tensión de cebado: entre 40 y 50 V. Se emplean con corriente alterna o con corriente continua, en ambas polaridades. Rendimiento gravimétrico. El rendimiento gravimétrico estándar está comprendido entre el 90 y el 100%.

174
Aplicaciones. Estos electrodos, fáciles de encender y reencender, poco sensibles a la humedad, escasas salpicaduras y favorable eliminación de escoria, que permiten una razonable velocidad de soldeo constituyen una gama de consumibles muy apreciada.

175
Resultan por su fácil manejo en cualquier clase de montaje, la escasa influencia de las condiciones ambientales y por ser adecuados para emplearse en todas las posiciones, idóneos para todo tipo de soldaduras siempre que no se requiera una elevada tenacidad. Los principales campos de aplicación son las estructuras metálicas, en construcciones de calderas y construcciones navales.

176
Electrodos básicos AWS-E-7015 (Na) poco frecuentes y
Clasificación AWS de electrodos para aceros al carbono: AWS-E-7015 (Na) poco frecuentes y AWS-E-7016 (K) muy utilizados Características específicas. Sus componentes principales son el carburo cálcico y el fluoruro cálcico. El revestimiento, que no contiene celulosa ni arcilla, proporciona un gas protector a base de CO2 procedente del mármol y del fluoruro de silicio formado a partir de la fluorita e espato flúor, en reacción con el SiO2.
 poco frecuentes y. AWS-E-7016 (K) muy utilizados. Características específicas. Sus componentes principales son el carburo cálcico y el fluoruro cálcico. El revestimiento, que no contiene celulosa ni arcilla, proporciona un gas protector a base de CO2 procedente del mármol y del fluoruro de silicio formado a partir de la fluorita e espato flúor, en reacción con el SiO2.")
177
Funden a temperaturas muy elevadas (aprox. 2
Funden a temperaturas muy elevadas (aprox ° C), razón por la cual necesitan un fundente en su composición, como el espato flúor. La elevada proporción de TiO2 y de silicato potásico, permiten su uso en corriente alterna.
, razón por la cual necesitan un fundente en su composición, como el espato flúor. La elevada proporción de TiO2 y de silicato potásico, permiten su uso en corriente alterna.")
178
Son fuertemente higroscópicos, por lo que precisan de ciertas precauciones para evitar que una retención de humedad origine porosidades en el metal depositado y fisuraciones bajo el cordón en el soldeo de aceros ferríticos de alta resistencia o límite elástico.

179
Escorias. Pertenecen a los sistemas CaO-SiO2, 2CaO-SiO2 y 3CaO-SiO2. La escoria es poco abundante, de color pardo y aspecto brillante. Su fluidez se controla agregando espato flúor al revestimiento. Sube a la superficie con rapidez por lo que son poco probables las inclusiones. Se elimina con menos facilidad que la de los otros tipos de electrodos.

180
Arco. En general, la velocidad de fusión no es elevada ni tampoco soportan grandes intensidades de corriente. Ofrecen una velocidad de soldeo razonable en posición horizontal o cornisa y más rápida en vertical ascendente, porque es esta posición admiten una intensidad de corriente más alta que otros electrodos.

181
La longitud de arco es más corta que en el caso de los rutilos
La longitud de arco es más corta que en el caso de los rutilos. La tensión de cebado es elevada, aprox. 65 V. Por esta razón, algunos fabricantes proceden a impregnar de grafito, excelente conductor eléctrico, uno de los extremos del electrodo, para facilitar de esta manera el encendido del arco. Los básicos son más difíciles de manejar que los otros electrodos.

182
Rendimiento gravimétrico.
Oscila en torno al 110%. Metal depositado. En el momento de la fusión se produce una verdadera micrometalurgia, con fijación de elementos metálicos en el metal fundido.

183
Pueden obtenerse así, por adición de elementos adecuados tales como Mn, Cr, Ni, Mo, etc. soldaduras de elevadas características mecánicas y de alta resistencia contra determinados agentes corrosivos. El metal depositado se encuentra prácticamente exento de impurezas, libre de hidrógeno ( H2 10 ppm.) y de porosidad, si el revestimiento está seco. Posee además una elevada capacidad de deformación ( aprox. 30%) y presenta una alta tenacidad.
 y de porosidad, si el revestimiento está seco. Posee además una elevada capacidad de deformación ( aprox. 30%) y presenta una alta tenacidad.")
184
Precauciones específicas.
Si el electrodo, por su higroscopicidad, ha captado humedad deposita un metal poco dúctil y, en determinadas circunstancias, propenso a fisuración bajo el cordón. Para evitar ambos fenómenos, los electrodos básicos que hayan estado expuestos a un ambiente húmedo, deben secarse siguiendo estrictamente las recomendaciones de su fabricante.

185
La temperatura de secado en horno o estufa y el tiempo necesario de permanencia a esa temperatura deben ser los adecuados a la composición del revestimiento, que sólo el fabricante conoce con exactitud. En efecto, la humedad absorbida se encuentra en forma de hidrato lo que requiere temperaturas elevadas para extraer el agua atrapada en los cristales.

186
Aplicaciones. El campo de aplicación es muy amplio. Una de las ventajas de los electrodos básicos es que pueden eliminar el S por su reacción con el Mn, formando compuestos que pasan a la escoria, por lo que la soldadura realizada con este tipo de electrodos muestra una gran resistencia al agrietamiento en caliente.

187
El metal depositado es poco sensible a la fisuración, incluso en soldadura sometidas a fuertes tensiones de embridamiento por condiciones de rigidez. Se utilizan ampliamente en la soldadura de estructuras metálicas, recipientes sometidos a presión, construcción naval y maquinaria. Para resolver el problema de su fuerte higroscopicidad, actualmente se están desarrollando electrodos básicos menos propensos a captar humedad: electrodos LMA (Low Moisture Absortion).
..")
188
Electrodos de gran rendimiento
Clasificación AWS de electrodos para aceros al carbono: AWS-E-6027 (ácido), AWS-E-7014 (rutilo), AWS-E-7018 (básico), AWS-E-7024 (rutilo) y AWS-E-7028 (básico). Características específicas. Se denominan electrodos de gran rendimiento aquellos que, cualquiera que sea la naturaleza de la composición de su revestimiento, tienen un rendimiento gravimétrico superior al 130%.
, AWS-E-7014 (rutilo), AWS-E-7018 (básico), AWS-E-7024 (rutilo) y AWS-E-7028 (básico). Características específicas. Se denominan electrodos de gran rendimiento aquellos que, cualquiera que sea la naturaleza de la composición de su revestimiento, tienen un rendimiento gravimétrico superior al 130%.")
189
Si en los electrodos clásicos, como acabamos de ver, el rendimiento suele oscilar entre el 80% y 100%, con esta clase de electrodos se puede llegar hasta el 240%.

190
El rendimiento de un electrodo viene dado por la relación del peso del metal depositados al peso de la varilla fundida. La norma UNE versa sobre la determinación del rendimiento de los electrodos. En general, para su evaluación se desprecian 40 mm. de su longitud, aproximadamente igual a la parte desnuda del alma que se aloja en la pinza portaelectrodos de 450 mm. y 310 mm. para los que poseen una longitud original de 350 mm.

191
Esta clase de electrodos fue desarrollada por VAN DER WILLIGEN en Holanda a partir del año 1947, añadiendo polvo de Fe al revestimiento. Parece lógico suponer que la posición sobremesa es la más fácil y favorable para la soldadura. En efecto, en esa posición el metal fundido se beneficia de la fuerza de la gravedad y se pueden conseguir las máximas velocidades de deposición.

192
Después de ésta, la más ventajosa es la horizontal en ángulo
Después de ésta, la más ventajosa es la horizontal en ángulo. Por la economía que supone soldar en ambas posiciones se han desarrollado electrodos específicos que únicamente pueden emplearse en estas posturas de soldeo. Pertenecen a este grupo aquellos electrodos cuya penúltima cifra en su designación AWS es un 2. Se les llama también electrodos de contacto. El rendimiento de un electrodo, en general, es función de la naturaleza del revestimiento, del diámetro y de la intensidad de la corriente.

193
Aplicaciones. Estos electrodos requieren altas intensidades de corriente de soldeo para lograr fundir, además del alma, el polvo de Fe agregado a su revestimiento, por lo que resultan necesarias fuentes de energía potentes. Se seleccionan para reducir costes en soldadura, tanto en construcción naval como en talleres de calderería pesada.

194
Los electrodos de contacto se emplean en soldadura por gravedad mediante unos aparatos mecánicos. En los astilleros, cada operario puede controlar 2-4 aparatos simultáneamente. Los electrodos básicos de gran rendimiento con elevadas características mecánicas son utilizados en construcción off-shore y calderería pesada, donde se exigen altos valores de impacto a baja temperatura.

195
Selección del tipo de corriente
La clase de corriente depende fundamentalmente del tipo de electrodo que se va a utilizar. A pesar de que la corriente continua es la más común, la amplia gama de electrodos actualmente en el mercado, que deben utilizarse con corriente alterna han hecho que crezca el uso de este tipo de corriente.

196
El coste de la energía con corriente alterna es menor que con corriente continua pero representa una parte poco relevante del coste total de soldadura, no siendo un factor decisivo la selección del tipo de corriente.

197
Comparación entre uso de corriente continua y alterna.
Características Corriente continua Corriente alterna Pérdida de tensión en cables Grande Los cables han de ser tan cortos como sea posible Pequeña Preferible para soldar a gran distancia de la fuente. Electrodos Son válidos todos los tipos de electrodos. El revestimiento debe contener sustancias que restablezcan el arco. Encendido del arco Fácil. Más difícil sobre todo en electrodos de pequeño diámetro. Mantenimiento del arco Más difícil, excepto cuando se utilizan electrodos de gran rendimiento. Efecto de soplo Muy sensible, sobre todo cuando la soldadura está cerca de extremos de la pieza. El efecto se incrementa con la intensidad. Es raro que se produzca. La alternancia de ciclos neutraliza los campos magnéticos.

198
Características Corriente continua Corriente alterna Salpicaduras
Poco frecuentes. Más frecuentes, debidas a la pulsación. Posiciones de soldeo Más fácil de usar en posición para soldaduras de secciones gruesas. Fácil de usar en cualquier posición si se dispone del electrodo adecuado. Soldadura de hojas metálicas Preferible. Si no se actúa con gran precaución, se puede deteriorar el material debido a la dificultad de encendido del arco. Soldaduras de secciones gruesas Rendimiento bajo. Preferible pues al poder utilizar un mayor diámetro del electrodo y más intensidad de corriente, se logran altas tasas de rendimiento

199
Elección del electrodo adecuado

200
El electrodo ideal es aquel que suministra:
Una buena estabilidad de arco Un cordón de soldadura liso y bien presentado Una buena velocidad de deposito Escasez de proyecciones Máxima resistencia Fácil eliminación de la escoria.

201
Para alcanzar estas características hay que considerar diversos factores a la hora de seleccionar el electrodo: 1.- Características de material base 2.- Diámetro del electrodo 3.- Tipo de junta y preparación de bordes. 4.- Posición de soldadura 5.- Corriente de soldadura 6.- Rendimiento en el trabajo 7.- Condiciones de servicio

202
Características de material base:
Una soldadura de buena calidad debe tener tanta resistencia como el metal base. Esto quiere decir que debe utilizarse un electrodo que deposite un material con las mismas características mecánicas que el metal base. Existen electrodos para el soldeo de distintas clases de materiales.

203
Así, algunos electrodos se destinan a la soldadura de aceros al carbono, otros son mas adecuados para el soldeo de aceros aleados y algunos se destinan específicamente a la soldadura de aceros aleados de alta resistencia.

204
Según esto, antes de acometer cualquier operación de soldadura debemos asegurarnos de la composición química del metal base y seleccionar el electrodo recomendado para este material. La mayoría de los fabricantes de material de soldadura suelen suministrar este tipo de información.

205
Diámetro del electrodo:
Como regla general, no deben utilizarse nunca electrodos de diámetro superior al espesor de las piezas a soldar. Algunos soldadores prefieren los diámetros grandes debido a que permiten conseguir mayores depósitos sin interrupción, lo que aumenta la velocidad de soldeo. Sin embargo, este tipo de electrodos exige una mayor habilidad.

206
Por ejemplo, para depositar una cierta cantidad de material, con electrodos para aceros ordinarios, de 6 mm. de diámetro, se emplea, aproximadamente, la mitad de tiempo que si el trabajo se realiza con electrodos del mismo tipo pero de diámetro mm.

207
Los grandes diámetros no solo permiten el empleo de mayores intensidades de corriente, sino que además disminuyen el número de paradas para cambiar electrodo. De acuerdo con esto, desde el punto de vista de la economía, siempre es recomendable el empleo del mayor diámetro posible que sea compatible con el trabajo a realizar.

208
gota fría .(ver siguiente tabla)
Cuando se suelda en vertical o sobre cabeza, independientemente del espesor de las piezas a soldar, el mayor diámetro recomendable es el de 4 mm.. Los diámetros mayores hacen muy difícil el control del metal depositado. Normalmente, para el soldeo en estas posiciones se recomienda el empleo de electrodos de gota fría .(ver siguiente tabla)
")
209
El diámetro del electrodo también esta influenciado por la geometría de la junta.
Así, para depositar el cordón de penetración en uniones a tope, de espesores fuertes, con preparaciones en V de pequeña abertura, se emplean siempre electrodos de pequeño diámetro. Esto se hace para facilitar la penetración hasta el fondo de la junta. Por el contrario, las pasadas sucesivas de relleno se depositan con diámetros mayores.

210
Tipo de junta y preparación de bordes.
Las uniones con una abertura de chaflán insuficiente exigirán el empleo de electrodos de gota relativamente caliente y con gran poder de penetración. Los electrodos que reúnen estas características suelen exigir una mayor habilidad del soldador.

211
Por el contrario, para preparaciones con bordes muy separados, será conveniente el empleo de electrodos de penetración media y de gota más fría, para que se quede fácilmente entre los bordes. En la tabla siguiente se citan algunas características de los electrodos de empleo frecuente.

212
Clasificación según AWS Resultados de la soldadura
Tipo Clasificación según AWS Clase de corriente Posiciones Resultados de la soldadura Aceros Ordinarios E-6010 CC+ H,V,C,T Gota caliente, buena presentación, cordón plano E-6011 CC+,CA Cualquier trabajo de soldadura E-6012 CC-,CA Gota fría, pequeña penetración, para preparaciones no muy buenas,. buen contorno de cordón , pocas proyecciones. E-6013 CC-,CC+,CA E-6014 E-6020 H,C Buen rendimiento, grandes rellenos en pocas pasadas. E-6024 E-6027 Polvo de Hierro, gran aportación, buena penetración E-7014 Polvo de Hierro, buena penetración, gran velocidad. E-7024 Polvo de Hierro, gran aportación, pasada simple o múltiple Bajo Hidrogeno E-7016 Soldeo de aceros con elevado S o C, aceros sensibles a la fisuración o a porosidad. E-7018 E-7028 H=horizontal V= vertical C= cornisa T= techo

213
Posición de soldadura:
La posición de soldadura es uno de los factores mas importantes en la elección del electrodo. Algunos electrodos dan mejores resultados cuando se aplican en horizontal. Otros, por el contrario, están diseñados para el soldeo en vertical, cornisa y techo.

214
Corriente de soldadura:
Hay electrodos que solo funcionan en corriente continua con una polaridad determinada. Otros funcionan bien en corriente continua ( CC ) y en corriente alterna ( CA ).
 y en corriente alterna ( CA ).")
215
Rendimiento en el trabajo:
La velocidad de aportación es un factor muy importante en cualquier trabajo de producción. Cuanto mayor es la velocidad de soldadura, menor es el costo.

216
Aunque al aumentar la intensidad de corriente aumenta la velocidad de aportación, no todos los electrodos están preparados para dar una gran velocidad de aportación con cordones en buenas condiciones. Si esta gran velocidad se intenta conseguir con un electrodo que no sea el adecuado, el soldador encontrara grandes dificultades y la soldadura no quedara con buenas características.

217
Condiciones de servicio
Los requerimientos en servicio de la pieza que se trata de soldar, pueden demandar una soldadura de características especiales. Por ejemplo: gran resistencia a la corrosión, gran ductibilidad o elevada resistencia a la tracción. En estos casos, los electrodos deben seleccionarse para responder a esas características especificas.

218
Conservación y almacenado de electrodos
La mayoría de los electrodos son caros. Por consiguiente, hay que tratar de aprovecharlos al máximo. No deben dejarse “colillas” de mas de 30 o 40 mm. de longitud.

219
Los electrodos deben almacenarse en lugares secos, a temperatura ambiente y con una humedad relativa que no exceda el 50%. Cuando el electrodo se expone a la humedad, su revestimiento tiene tendencia a desintegrarse.

220
Al manipular los electrodos para su almacenaje, procurar no golpearlos, flexarlos o pisarlos, pues hay peligro de que se desconche el revestimiento, con lo que el electrodo queda inservible

221
Clasificación de los electrodos atendiendo a la forma de aportación
Atendiendo a la forma en que se realiza la aportación, los electrodos para el soldeo de aceros ordinarios pueden clasificarse en electrodos de gota fría, de gota caliente y de gran rendimiento.

222
Los electrodos de gota caliente dan lugar a un arco duro y de gran poder de penetración.
Aunque algunos funcionan con corriente alterna, cuando se utilizan con corriente continua suelen exigir polaridad inversa CC+.

223
Son electrodos de poca escoria y producen cordones planos.
Son ampliamente utilizados para todo tipo de trabajos, en todas posiciones, tanto en el campo de la fabricación, como en el de las reparaciones.

224
Los electrodos de gota fría producen un arco mas suave y con menor poder de penetración.
Se les suele llamar electrodos de polaridad directa, pues cuando se utilizan en corriente continua suelen exigir esta polaridad.

225
También suelen funcionar con corriente alterna.
Producen una escoria abundante y fácil de eliminar, y se emplean en todo tipo de trabajos, tanto en producción como en reparaciones. Se adaptan bien al soldeo de piezas con grandes separaciones.

226
Los electrodos de gran rendimiento son de revestimiento grueso y contienen en él polvo de hierro.
Producen un arco suave y tienen una gran velocidad de aportación.

227
Desprenden gran cantidad de escoria y dan cordones lisos y de muy buen aspecto.
Se emplean en trabajos de producción en los que se necesitan grandes aportaciones y siempre que las piezas se puedan posicionar en horizontal.

228
FACTORES IMPORTANTES PARA REALIZAR UNA OPERACIÓN DE SOLDADURA.
Longitud del arco eléctrico: Es la distancia entre la punta del electrodo y la pieza de metal a soldar. Se deberá mantener una distancia correcta y lo más constante posible.

229
Angulo del electrodo respecto a la pieza:
El electrodo se deberá mantener en un ángulo determinado respecto al plano de la soldadura. Este ángulo quedará definido según el tipo de costura a realizar, por las características del electrodo y por el tipo de material a soldar.

230
Velocidad de avance: Para obtener una costura pareja, se deberá procurar una velocidad de avance constante y correcta. Si la velocidad es excesiva, la costura quedará muy débil, y si es muy lenta, se cargará demasiado material de aporte.

231
Corriente eléctrica: Este factor es un indicador directo de la temperatura que se producirá en el arco eléctrico. A mayor corriente, mayor temperatura. Si no es aplicada la corriente apropiada, se trabajará fuera de temperatura.

232
Si no se alcanza la temperatura ideal (por debajo), el aspecto de la costura puede ser bueno pero con falta de penetración. En cambio, si se trabaja con una corriente demasiado elevada, provocará una temperatura superior a la óptima de trabajo, produciendo una costura deficiente con porosidad, grietas y salpicaduras de metal fundido.

233
Para formar el arco eléctrico entre la punta del electrodo y la pieza se utilizan dos métodos,
el de raspado o rayado el de golpeado.

234
El de rayado consiste en raspar el electrodo contra la pieza metálica ya conectada al potencial eléctrico del equipo de soldadura (pinza de tierra conectada).
.")
235
El método de golpeado es, como lo indica su denominación, dar golpes suaves con la punta del electrodo sobre la pieza en sentido vertical.

236
En ambos casos, se formará el arco cuando al bajar el electrodo contra la pieza, se produzca un destello lumínico. Una vez conseguido el arco, deberá alejarse el electrodo de la pieza unos 6 mm. para así poder mantenerlo.

237
Luego disminuir la distancia a 3 mm
Luego disminuir la distancia a 3 mm. (distancia correcta para soldar) y realizar la soldadura. Si el electrodo no se aleja lo suficiente, se fundirá con la pieza, quedando pegado a ella.
 y realizar la soldadura. Si el electrodo no se aleja lo suficiente, se fundirá con la pieza, quedando pegado a ella.")
238
UNIONES BASICAS CON ARCO PROTEGIDO (SMAW).
Estas son cinco: A) unión a tope B) unión en T C) traslapada D) unión en escuadra E) de canto.
 unión a tope. B) unión en T. C) traslapada. D) unión en escuadra. E) de canto.")
239
Además de las uniones detalladas, existen cuatro posiciones diferentes para realizarlas. Estas son:
a) Plana b) Vertical c) Horizontal d) Sobre cabeza
 Plana. b) Vertical. c) Horizontal. d) Sobre cabeza.")
240
Estas posiciones se evidencian en la figura, en la que además se ilustran todas las variantes intermedias. A la soldadura que se deposita en una unión en T se la llama soldadura de Filete. También frecuentemente, se le da este nombre a este tipo de unión.

242
Siempre que sea posible se colocan las piezas a soldar de tal forma que queden en posición plana.
En esta posición se puede soldar con más rapidez ya que así se pueden utilizar electrodos de mayor diámetro y trabajar con corrientes más elevadas.

244
Fuera de las soldaduras efectuadas en las posiciones plana y horizontal, las que se deban ejecutar en otra posición (vertical y sobre la cabeza) resultarán bastante más complicadas de realizar si no se experimenta y practica.
 resultarán bastante más complicadas de realizar si no se experimenta y practica.")
245
Siempre que se pueda, tratar de ubicar las piezas en posición plana
Siempre que se pueda, tratar de ubicar las piezas en posición plana. De no ser esto posible, se deberá soldar en la posición en que las piezas se encuentren. Para soldar verticalmente, se deberá experimentar con práctica intensiva para que la fuerza de gravedad no haga caer o derramar el metal fundido.

246
Teniendo en cuenta esto y sabiendo como ya dijimos que la punta del electrodo empuja, se deberá poner éste en un ángulo ligeramente negativo respecto a la horizontal. Si la soldadura a realizar es vertical ascendente, el electrodo se moverá hacia arriba, alejándolo y acercándolo de la pieza cada 10 o 15 mm. de recorrido. Esto se realiza para permitir que el metal fundido se solidifique.

247
Si la soldadura a realizar es vertical descendente, resulta más fácil de controlar que la ascendente, ya que el efecto de “spray” del electrodo mantiene al material fundido en posición. En este caso, se observa menor penetración que en la soldadura vertical ascendente. Por este motivo, este tipo de soldadura no es la más recomendable para uso industrial.

248
Cuando se suelda en la posición sobre cabeza, se debe aplicar la misma metodología que en la soldadura vertical ascendente. Resultará necesario realizar la soldadura en varias etapas, para evitar que se eleve demasiado la temperatura del conjunto y permitiendo que el metal de aporte se solidifique.

249
Posiciones de soldadura según ISO 6947/ EN 287 y la norma ASME sección IX

259
SOLDADURA DE ARCO CON CORRIENTE CONTINUA
Cuando se realizan las soldaduras con corriente alterna (CA), no se tiene polaridad definida de ninguno de los dos electrodos. En cambio, al realizarla con corriente continua (CC), existe un sentido único de circulación de corriente y los efectos de la polaridad sobre la soldadura son muy evidentes.
, no se tiene polaridad definida de ninguno de los dos electrodos. En cambio, al realizarla con corriente continua (CC), existe un sentido único de circulación de corriente y los efectos de la polaridad sobre la soldadura son muy evidentes.")
260
Por lo general, la polaridad que se adopta en CC es la inversa, la cual polariza al electrodo positivamente (+) respecto a la pieza. Con esta polaridad, el electrodo toma más temperatura que la pieza, el arco comienza más prontamente, y permite utilizar menor amperaje y un arco más corto.

261
Con la polarización inversa se tiene menor penetración que con la polarización directa.
La polarización inversa polariza negativamente el electrodo respecto a la pieza. Se utiliza sólo para algunos procesos particulares.

262
Existen algunos electrodos que pueden ser utilizados en CC con polarización directa o inversa indistintamente ,mientras que otros son aptos solo para corriente continua directa.

263
La principal ventaja de la corriente continua es que con ella se puede soldar todos los tipos de electrodos y casi todos los metales. Soldando con corriente continua el arco es muy flexible.

264
Como soldar por arco Preparando para soldar Antes de comenzar a soldar, observe todas las reglas de seguridad y limpieza del metal por soldar. Reglas de Seguridad Observe usted todas las precauciones para seguridad. He aquí las reglas básicas: Compruebe que el área de soldar tenga un piso de cemento o de mampostería.

265
Guarde todo material combustible a una distancia prudente.
No use guantes ni otra ropa que contenga aceite o grasa. Esté seguro que todo alambrado eléctrico esté instalado y mantenido correctamente. No sobrecargue los cables de soldar. Siempre compruebe que su máquina está correctamente conectada a la tierra. Nunca trabaje en una área húmeda.

266
Apague la máquina soldadora antes de hacer reparaciones o ajustes, para evitar choques.
Siga las reglas del fabricante sobre operación de interruptores y para hacer otros ajustes.

267
Proteja a otros con una pantalla y a usted mismo con un escudo protector. Las chispas volantes representan un peligro para sus ojos. Los rayos del arco también pueden causar quemaduras dolorosas. Siempre procure tener equipo extinguidor de fuego al fácil alcance en todo momento.

268
Para Limpiar el Material por Soldar Limpie todo herrumbre, escamas, pintura, o polvo de las juntas del metal por soldar. Asegúrese también que los metales estén libres de aceite.

269
Posiciones Para Soldar La soldadura por arco puede hacerse en cualesquiera de las cuatro siguientes posiciones: - Horizontal - Plano - Vertical - Sobrecabeza La posición plana generalmente es más fácil y rápida, además de proporcionar mayor penetración.

270
Tipos De Juntas Las juntas de tope pueden ser de tipo cerrado o abierto. Una junta de tope cerrada tiene las aristas de las dos placas en contacto directo una con la otra. Esta junta es adecuada para soldar placas de acero que no exceden a 3.2 a 4.8 mm. de grosor.

271
Se puede soldar metal más pesado pero solamente si la máquina tiene la capacidad suficiente de amperaje y si se usan electrodos más pesados.

272
La junta de tope abierta tiene las aristas ligeramente separadas para proporcionar mejor penetración. Muchas veces se coloca una barra de acero, cobre o un ladrillo como respaldo debajo de la junta abierta para evitar que se quemen las aristas inferiores.

273
Cuando el grosor del metal excede a 3. 2 a 4. 8 mm
Cuando el grosor del metal excede a 3.2 a 4.8 mm., las aristas tienen que estar biseladas para mejor penetración. El bisel puede estar limitado a una de las placas, o las aristas de ambas placas pueden estar biseladas, dependiendo en el grosor del metal. El ángulo del bisel generalmente es del 60° entre las dos placas.

274
Establecimiento Del Arco
Para establecer el arco, golpee ligeramente o rasque el electrodo en el metal por soldar. Tan pronto como se establezca el arco, inmediatamente levante el electrodo a una distancia igual al diámetro del electrodo. El no levantar el electrodo causará que se pegue al metal.

275
Si se lo deja quedar en esta posición con la corriente fluyendo, el electrodo se calentará al rojo. Cuando un electrodo se pegue, se lo puede soltar rápidamente torciendo o doblándolo. Si este movimiento no lo desaloja, suelte el electrodo del portaelectrodo.

276
La cantidad de corriente por usar depende de:
Para Ajustar La Corriente La cantidad de corriente por usar depende de: - El grosor del metal por soldar. - La posición actual de la soldadura - El diámetro del electrodo.

277
Como una regla general, se pueden usar corrientes más altas y electrodos de diámetros mayores para soldar en posiciones planas que en la soldadura vertical o sobrecabeza.

278
El diámetro del electrodo está regulado por el grosor de la plancha de metal por soldar y la posición de soldar. Para la mayor parte de la soldadura plana, los electrodos deberán ser de 8 o 9.5 mm. máximo, mientras electrodos de 4.8 mm. deberán ser el tamaño máximo para soldadura vertical y de sobrecabeza.

279
Los fabricantes de electrodos generalmente especifican una gama de valores de corriente para electrodos de varios diámetros. Sin embargo, debido a que el ajuste de corriente recomendada es aproximado solamente, el ajuste final de corriente es hecho durante la soldadura.

280
Por ejemplo, si la gama de corriente para un electrodo es de amperios, la práctica usual es la de ajustar el control en un punto medio distante entre los dos límites. Después de comenzar a soldar, haga un ajuste final, aumentando o reduciendo la corriente.

281
Cuando la corriente es demasiado alta, el electrodo se fundirá demasiado rápidamente y la mezcla de los metales fundidos estará demasiado grande e irregular.

282
Cuando la corriente esté demasiado baja, no habrá suficiente calor para fundir el metal por soldar y la mezcla de metales fundidos estará demasiado pequeña. El resultado no solo será fusión inadecuada sino que el depósito se amontonará y será de una forma irregular.

283
Una corriente demasiado alta también puede que produzca socavación, dejando una ranura en el metal por soldar a lo largo de ambos bordes del depósito de soldadura.

284
Una corriente demasiada baja causará la formación de capas superpuestas donde el metal fundido del electrodo cae en el metal por soldar sin suficiente capacidad de fundir o penetrar el metal por soldar. Ambas, la socavación y las capas superpuestas, terminan en soldaduras débiles.

285
La Longitud Del Arco Si el arco está demasiado largo, el metal se derrite del electrodo en grandes glóbulos que oscilan de un lado al otro a medida que el arco oscila. Esto produce un depósito ancho, salpicado, e irregular sin suficiente fusión entre el metal original y el metal depositado.

286
Un arco que está demasiado corto no genera suficiente calor para correctamente derretir el metal por soldar. Además, el electrodo se pegará frecuentemente y producirá depósitos desiguales con ondas irregulares.

287
La longitud del arco depende del tipo de electrodo que se usa y el tipo de soldadura por hacer.
Por lo tanto, para electrodos con diámetro pequeño, se requiere un arco más corto que para electrodos más grandes. Generalmente, la longitud del arco deberá ser aproximadamente igual al diámetro del electrodo.

288
Un arco más corto normalmente es mejor para soldadura vertical y de sobrecabeza porque se puede lograr mejor control de la mezcla de metales fundidos. El uso de un arco corto también evita entrada a la soldadura de impurezas de la atmósfera.

289
Un arco largo permite a la atmósfera mezclarse en el flujo del arco, permitiendo la formación de nitruros y óxidos. Además, cuando el arco esté demasiado largo, el calor del flujo de arco disipa demasiado rápidamente, causando salpicadura considerable.

290
Cuando el electrodo, la corriente, y la polaridad sean correctos, un buen arco corto producirá un sonido agudo de crepitación. Un arco largo puede reconocerse, por un silbido continuo muy parecido a un escape de vapor.

291
Para Formar El Cráter Cuando el arco hace contacto con el metal por soldar, se forma un bolsillo o poza, lo que se llama cráter. El tamaño y la profundidad de un cráter indica la penetración.

292
En general, la profundidad de la penetración deberá ser de entre una tercera parte y una media parte del grosor total del cordón de soldadura, dependiendo del tamaño del electrodo. Para una soldadura buena, el metal depositado del electrodo deberá fundirse completamente con el metal por soldar.

293
La fusión solamente resultará cuando el metal por soldar haya estado calentado al estado líquido y el metal fundido del electrodo fluya fácilmente al mismo. Así que, si el arco esté demasiado corto habrá una distribución insuficiente de calor, o si el arco esté demasiado largo el calor no está centralizado suficientemente para formar el cráter deseado.

294
Un cráter llenado incorrectamente puede que cause una falla de la soldadura cuando se aplique una carga a la estructura soldada. Al comenzar con un electrodo, hay siempre una tendencia de que se caiga un glóbulo grande de metal en la superficie de la placa con poca o ninguna penetración.

295
Esto es especialmente verdadero cuando se comienza a trabajar con un electrodo nuevo en el cráter dejado por una soldadura previamente depositada. Para asegurar que el cráter se llene, el arco deberá establecerse a una distancia aproximada de 12.7 mm delante del cráter.

296
El arco entonces deberá traerse a través del cráter hasta el otro punto mas allá del cráter y luego, la soldadura deberá llevarse otra vez a través del cráter. Cuando el electrodo llega al final de una costura, esté seguro que el cráter esté lleno. Esto dicta que se deberá romper el arco en el momento apropiado.

297
Se usan dos procedimientos para romper el arco para un cráter lleno:
Acorte el arco y rápidamente mueva el electrodo lateralmente, fuera del cráter. Sostenga estacionario al electrodo justamente el tiempo necesario para llenar el cráter y luego retire gradualmente del cráter.

298
De vez en cuando, el cráter puede sobrecalentarse y el metal fundido se derramará. Cuando esto sucede, levante el electrodo y muévalo rápidamente al lado o adelante del cráter. Este movimiento reduce el calor, permite que el cráter se solidifique momentáneamente, y para el depósito de metal del electrodo.

299
Posiciones Del Electrodo
La posición angular del electrodo tiene una influencia directa sobre la calidad de la soldadura. Muchas veces la posición del electrodo determinará la facilidad con la que se deposite el metal de relleno, evita socavación y escorias, y mantiene uniforme al contorno de la soldadura.

300
Dos factores primarios en la posición del electrodo son el ángulo de inclinación longitudinal y el ángulo de inclinación lateral. El ángulo de inclinación longitudinal es el que forma el electrodo con el cordón de soldadura. Se mide desde la perpendicular al cordón este ángulo suele oscilar entre los 15º y los 30º, dependiendo del estilo del soldador y de las condiciones de soldadura.

301
El ángulo de inclinación lateral es el que forma el electrodo con las piezas a soldar, medido en dirección perpendicular a la soldadura. Normalmente suele ser la mitad del ángulo que forman las piezas a soldar

303
Soldaduras De Paso Simple Y De Paso Múltiple
Una soldadura de paso simple es el depósito de una sola capa de metal de soldar. Para soldar materiales livianos, un solo paso normalmente es suficiente.

304
En planchas más pesadas y donde se requiera resistencia adicional, dos o más capas son requeridas con cada paso de soldadura solapando al otro. Siempre que se une un paso múltiple, las escorias en cada cordón de soldadura deberá removerse completamente antes de depositar la próxima capa.

316
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO.

317
Mal aspecto Recomendaciones: Causas probables:
Usar la longitud de arco, el ángulo (posición) del electrodo y la velocidad de avance adecuados. 2. Evitar el recalentamiento. 3. Usar un vaivén uniforme. 4. Evitar usar corriente demasiado elevada Causas probables: Conexiones defectuosas. 2. Recalentamiento. 3. Electrodo inadecuado. 4. Longitud de arco y amperaje inadecuado
 del electrodo y la velocidad de avance adecuados. 2. Evitar el recalentamiento. 3. Usar un vaivén uniforme. 4. Evitar usar corriente demasiado elevada. Causas probables: Conexiones defectuosas. 2. Recalentamiento. 3. Electrodo inadecuado. 4. Longitud de arco y amperaje inadecuado.")
318
Penetración excesiva Recomendaciones: Causas probables:
Disminuir la intensidad de la corriente. 2. Mantener el electrodo a un ángulo que facilite el llenado del bisel. Causas probables: Corriente muy elevada. 2. Posición inadecuada del electrodo.

319
Salpicadura excesiva Recomendaciones: Causas probables:
Disminuir la intensidad de la corriente. 2. Acortar el arco. 3. Ver lo indicado para “Arco desviado o soplado”. Causas probables: Corriente muy elevada. 2. Arco muy largo. 3. Soplo magnético excesivo

320
Arco desviado Recomendaciones: Causas probables: Usar C.A.
2. Contrarrestar la desviación del arco con la posición del electrodo, manteniéndolo a un ángulo apropiado . 3. Cambiar de lugar la grampa a tierra 4. Usar un banco de trabajo no magnético. 5. Usar barras de bronce o cobre para separar la pieza del banco. Arco desviado Causas probables: El campo magnético generado por la C.C. que produce la desviación del arco (soplo magnético).
.")
321
Soldadura porosa Recomendaciones: Causas probables:
Averiguar si hay impurezas en el metal base. 2. Usar corriente adecuada. 3. Utilizar el vaivén para evitar sopladuras. 4. Usar un electrodo adecuado para el trabajo. 5. Mantener el arco más largo. 6. Usar electrodos de bajo contenido de hidrógeno. Causas probables: Arco corto. 2. Corriente inadecuada. 3. Electrodo defectuoso.

322
Soldadura quebradiza Recomendaciones: Causas probables:
Usar un electrodo con bajo contenido de hidrógeno o de tipo austenítico. 2. Calentar antes o después de soldar o en ambos casos. 3. Procurar poca penetración dirigiendo el arco hacia el cráter. 4. Asegurar un enfriamiento lento. Causas probables: Electrodo inadecuado. 2. Tratamiento térmico deficiente. 3. Soldadura endurecida al aire. 4. Enfriamiento brusco.

323
Combadura Recomendaciones: Causas probables: Corregir el diseño.
2. Martillar (con martillo de peña) los bordes de la unión antes de soldar. 3. Aumentar la velocidad de trabajo (avance). 4. Evitar la separación excesiva entre piezas. 5. Fijar las piezas adecuadamente. 6. Usar un respaldo enfriador. 7. Adoptar una secuencia de trabajo. 8. Usar electrodos de alta velocidad y moderada penetración. Causas probables: Diseño inadecuado. 2. Contracción del metal de aporte. 3. Sujeción defectuosa de las piezas. 4. Preparación deficiente. 5. Recalentamiento en la unión.
 los bordes de la unión antes de soldar. 3. Aumentar la velocidad de trabajo (avance). 4. Evitar la separación excesiva entre piezas. 5. Fijar las piezas adecuadamente. 6. Usar un respaldo enfriador. 7. Adoptar una secuencia de trabajo. 8. Usar electrodos de alta velocidad y moderada penetración. Causas probables: Diseño inadecuado. 2. Contracción del metal de aporte. 3. Sujeción defectuosa de las piezas. 4. Preparación deficiente. 5. Recalentamiento en la unión.")
324
Soldadura agrietada Recomendaciones: Causas Probables
Eliminar la rigidez de la unión con un buen proyecto de la estructura y un procedimiento de soldadura adecuado. 2. Precalentar las piezas. 3. Evitar las soldaduras con primeras pasadas. 4. Soldar desde el centro hacia los extremos o bordes. 5. Seleccionar un electrodo adecuado. 6. Adaptar el tamaño de la soldadura de las piezas. 7. Dejar en las uniones una separación adecuada y uniforme. Causas Probables Electrodo inadecuado. 2. Falta de relación entre tamaño de la soldadura y las piezas que se unen. 3. Mala preparación. 4. Unión muy rígida.

325
Penetración incompleta
Recomendaciones: Usar la corriente adecuada. Soldar con lentitud necesaria para lograr buena penetración de raíz. 2. Velocidad adecuada. 3. Calcular correctamente la penetración del electrodo. 4. Elegir un electrodo de acuerdo con el tamaño de bisel. 5. Dejar suficiente separación en el fondo del bisel. Causas Probables: Velocidad excesiva. 2. Electrodo de Ø excesivo. 3. Corriente muy baja. 4. Preparación deficiente. 5. Electrodo de Ø pequeño

326
Fusión deficiente Recomendaciones: Causas Probables:
Puntear la unión o sujetar las piezas con prensas. 2. Conformar las piezas antes de soldarlas. 3. Eliminar las tensiones resultantes de la laminación o conformación antes de soldar. 4. Distribuir la soldadura para que el calentamiento sea uniforme. 5. Inspeccionar la estructura y disponer una secuencia (orden) lógica de trabajo. Causas Probables: Calentamiento desigual o irregular. 2. Orden (secuencia) inadecuado de operación. 3. Contracción del metal de aporte.
 lógica de trabajo. Causas Probables: Calentamiento desigual o irregular. 2. Orden (secuencia) inadecuado de operación. 3. Contracción del metal de aporte.")
327
Distorsión (deformación)
Recomendaciones: Puntear la unión o sujetar las piezas con prensas. 2. Conformar las piezas antes de soldarlas. 3. Eliminar las tensiones resultantes de la laminación o conformación antes de soldar. 4. Distribuir la soldadura 5. Inspeccionar la estructura y disponer una secuencia (orden) lógica de trabajo. Causas probables: Calentamiento desigual o irregular 2. Orden (secuencia) inadecuado de operación 3. Contracción del metal de aporte
 lógica de trabajo. Causas probables: Calentamiento desigual o irregular. 2. Orden (secuencia) inadecuado de operación. 3. Contracción del metal de aporte.")
328
Socavado Recomendaciones: Causas probables:
Usar vaivén uniforme en las soldaduras de tope. 2. Usar electrodo adecuado. 3. Evitar un vaivén exagerado. 4. Usar corriente moderada y soldar lentamente. 5. Sostener el electrodo a una distancia prudente del plano vertical al soldar filetes horizontales. Causas probables: Manejo defectuoso del electrodo. 2. Selección inadecuada del tipo de electrodo. 3. Corriente muy elevada.

Presentaciones similares

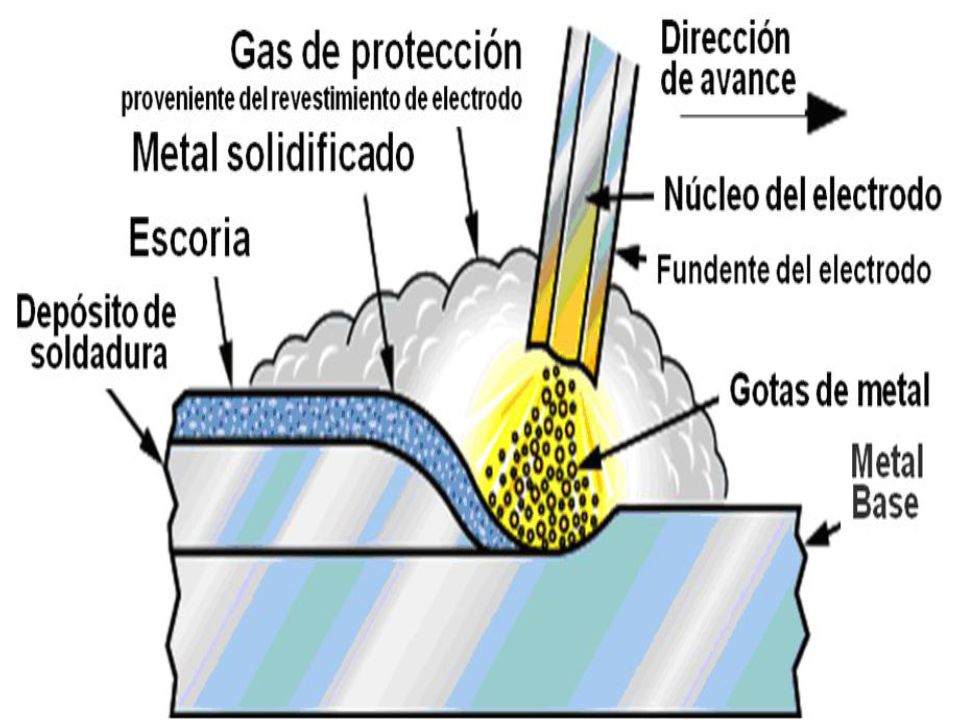
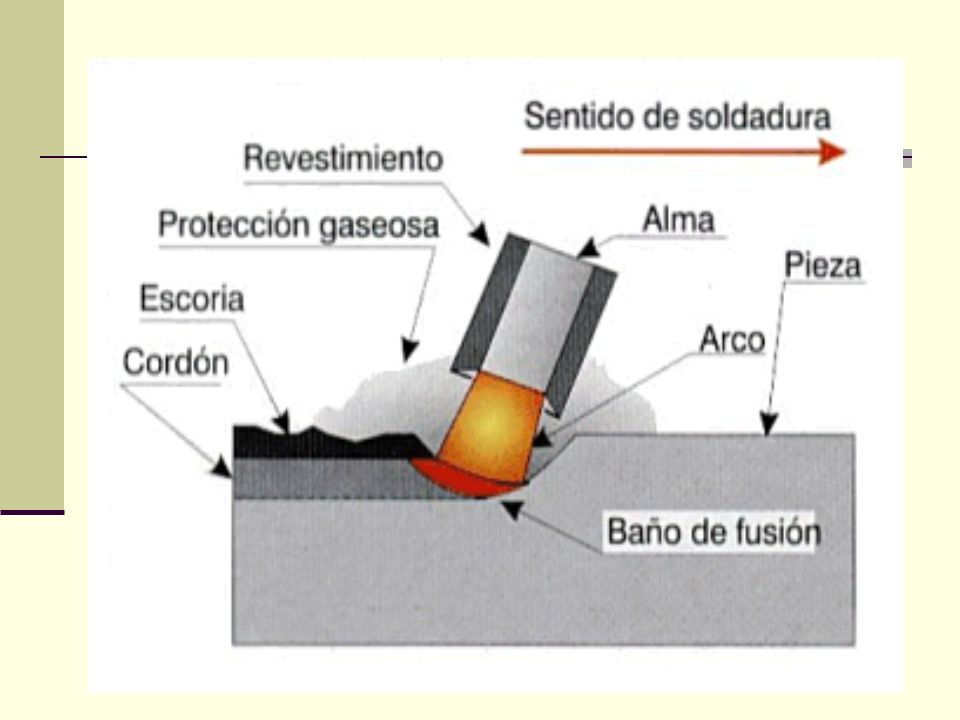
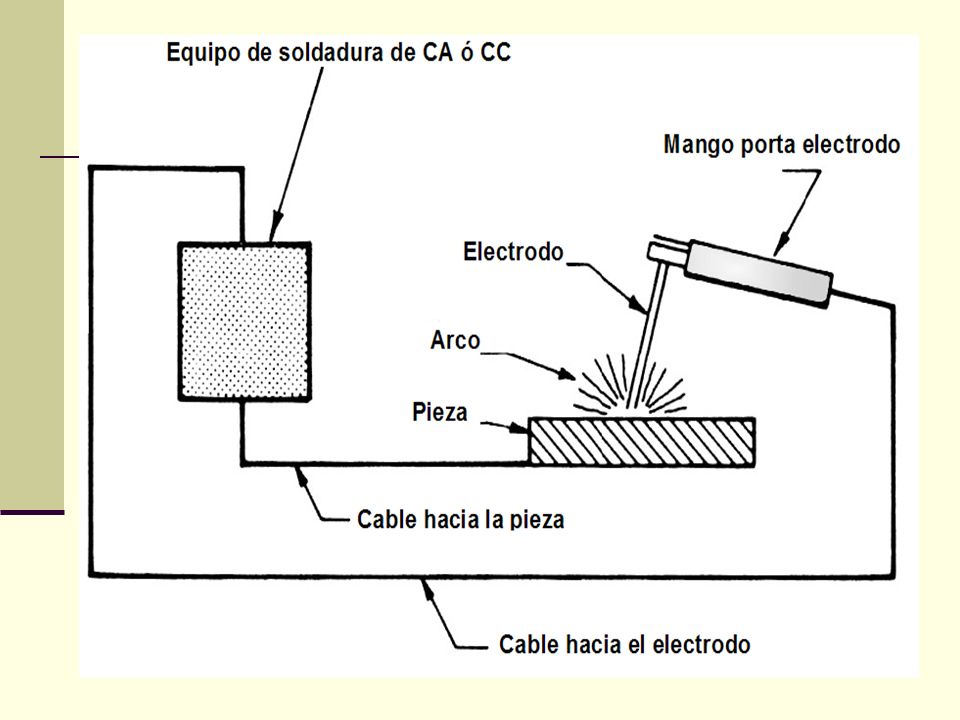
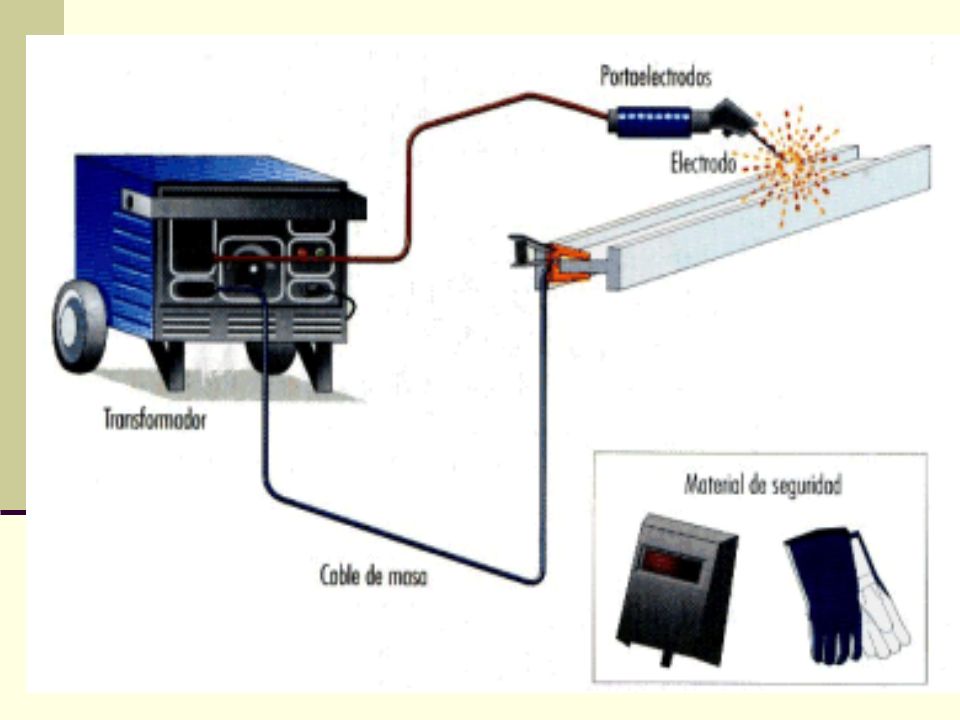
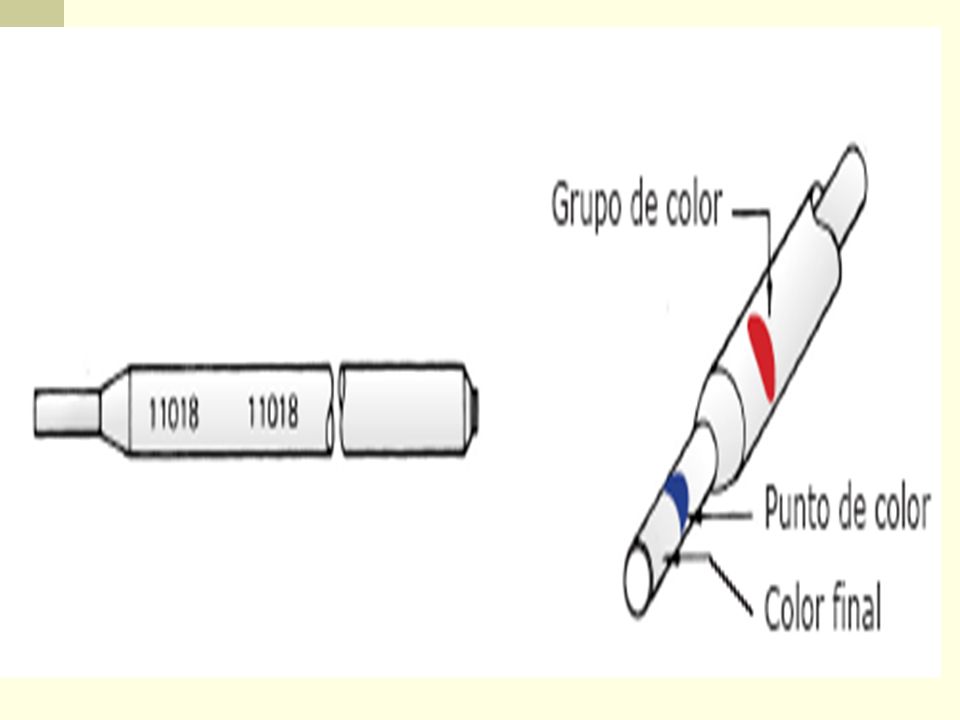

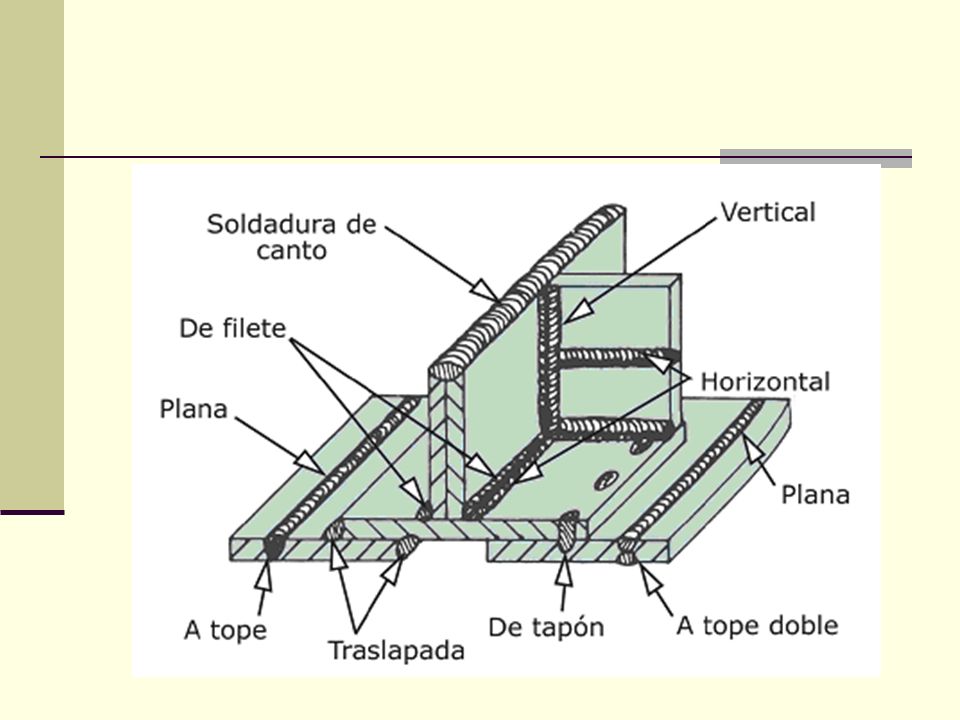
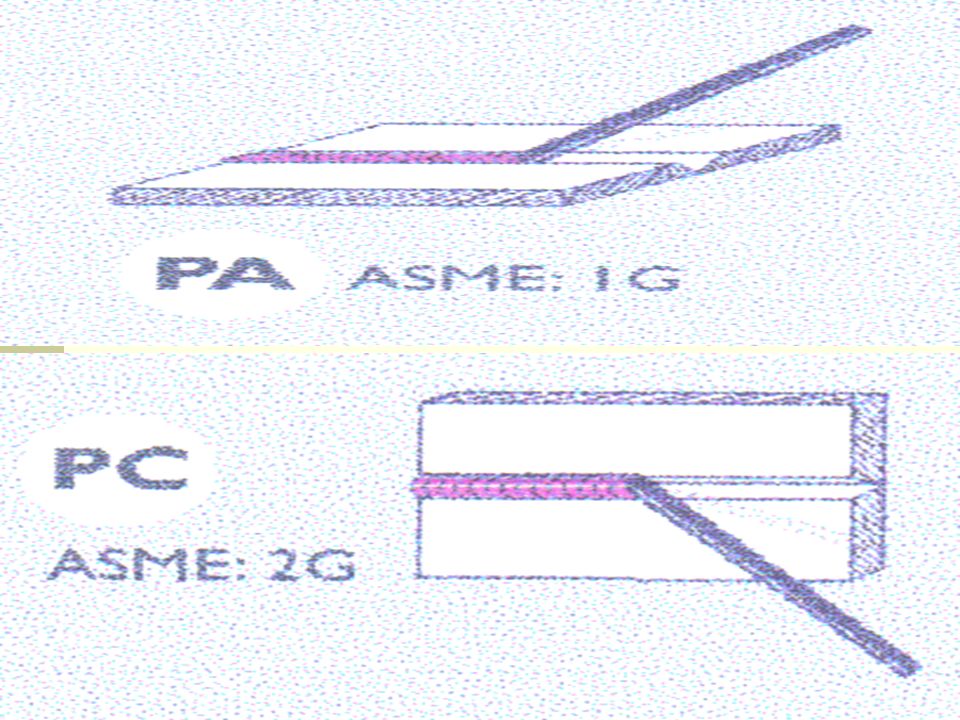
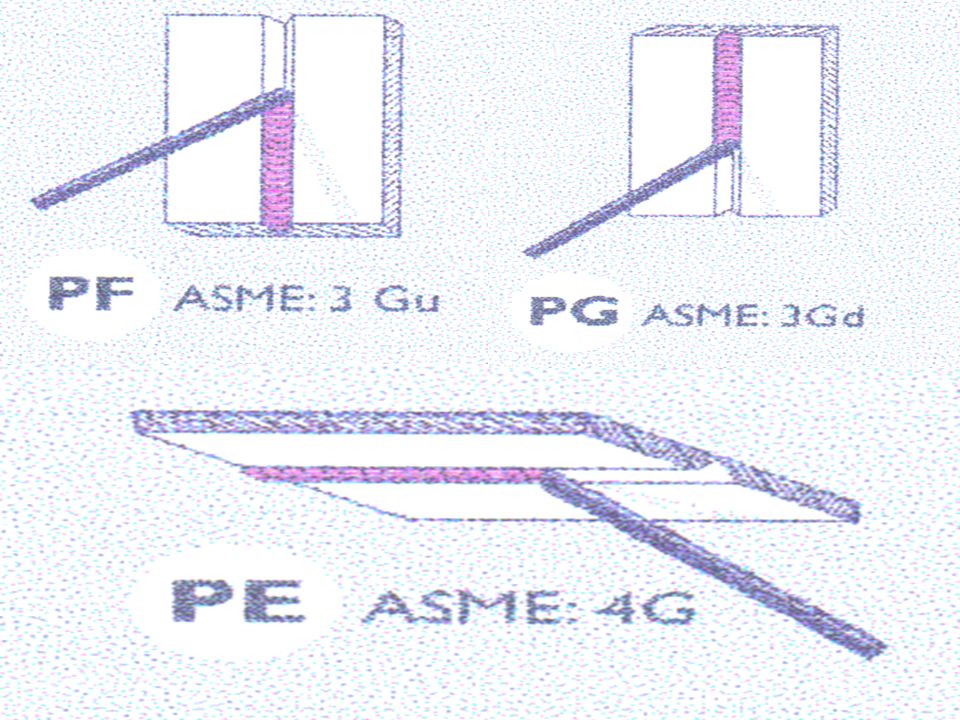
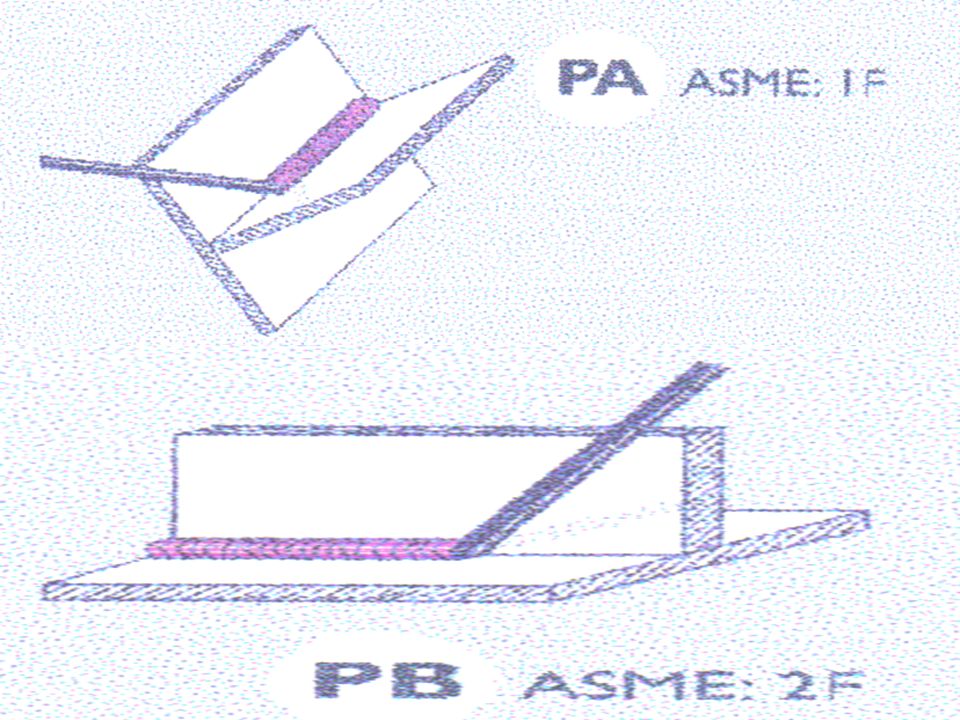
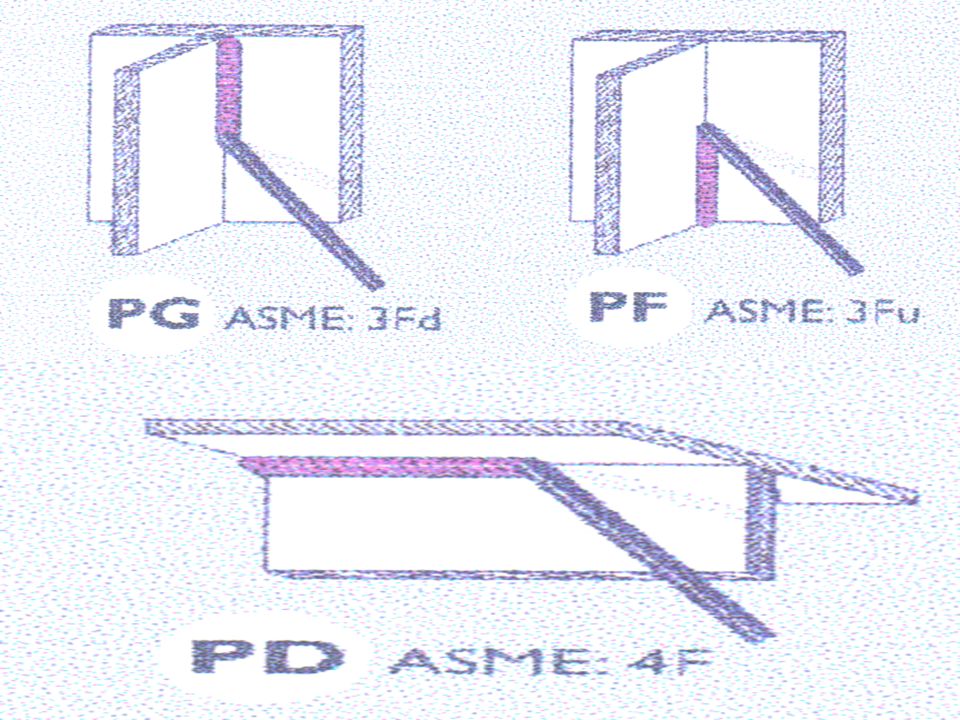
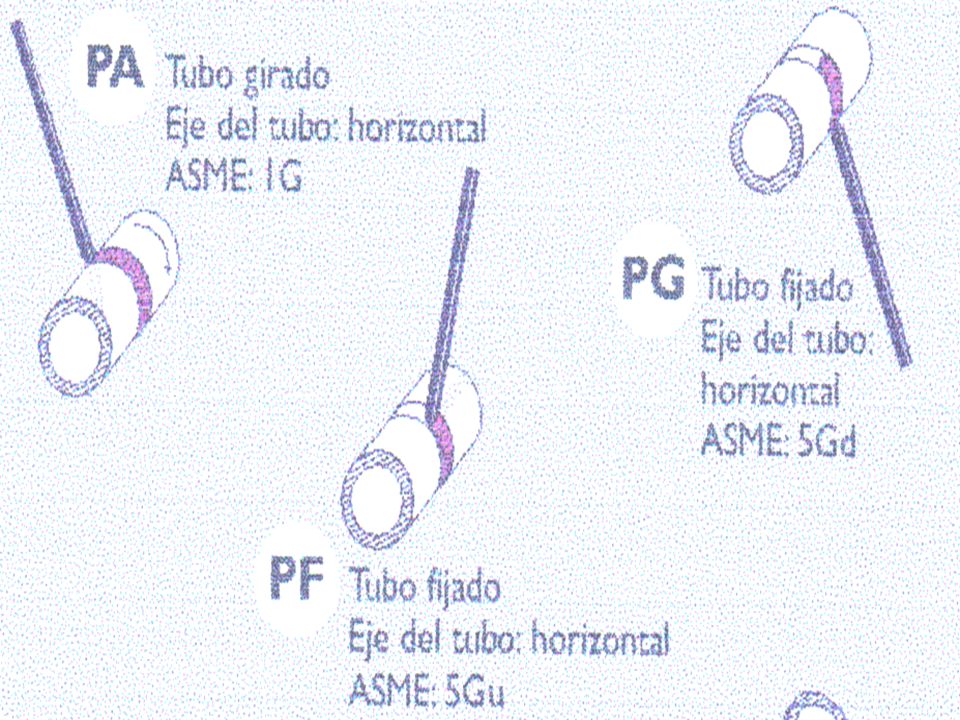
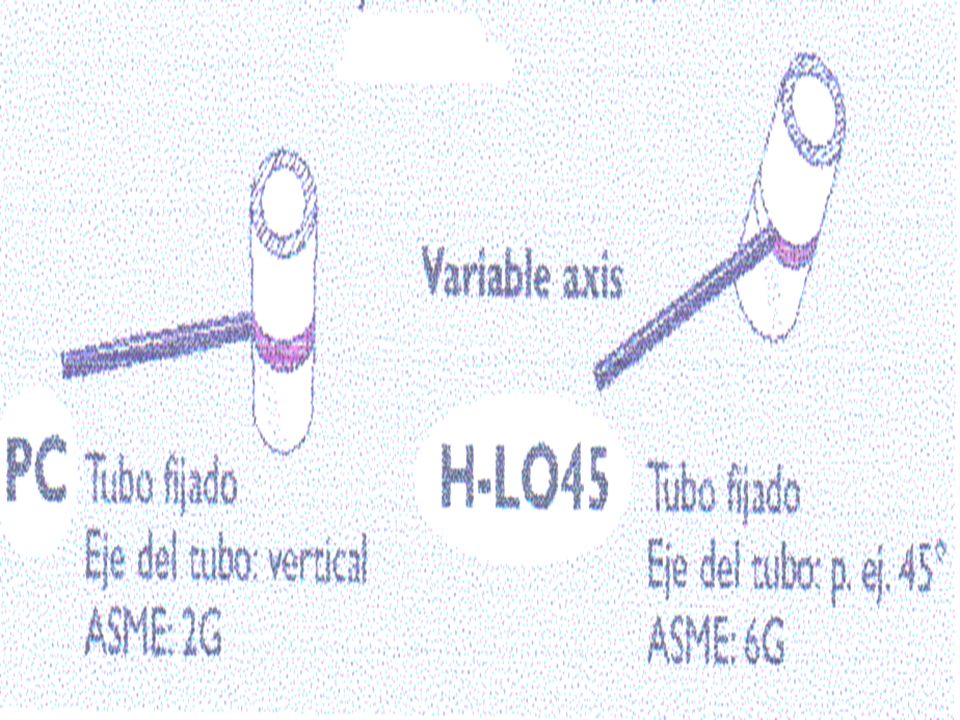
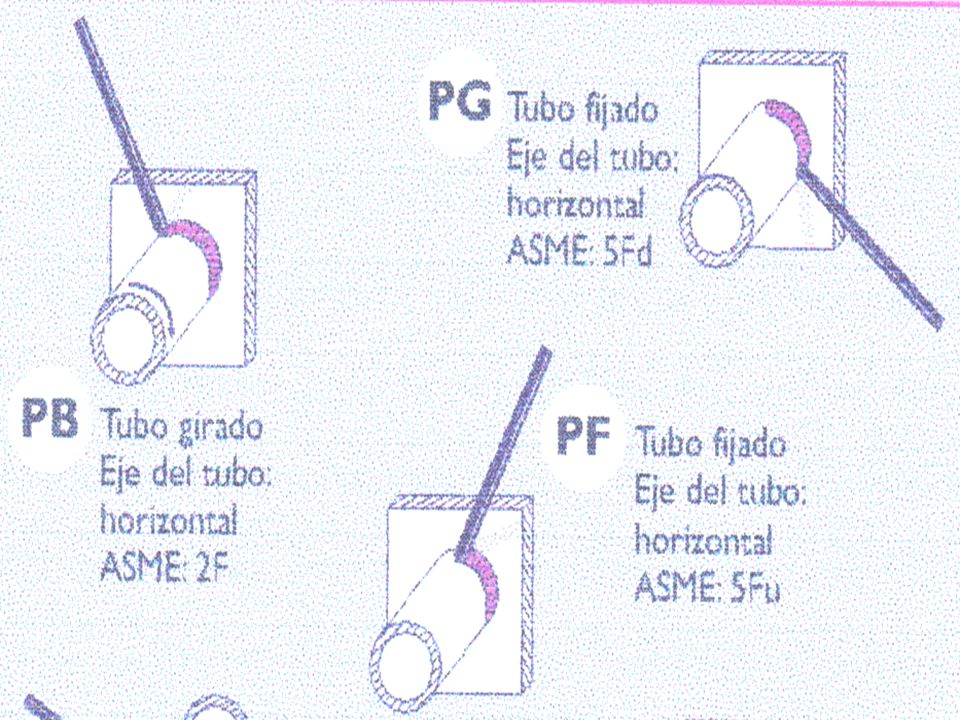

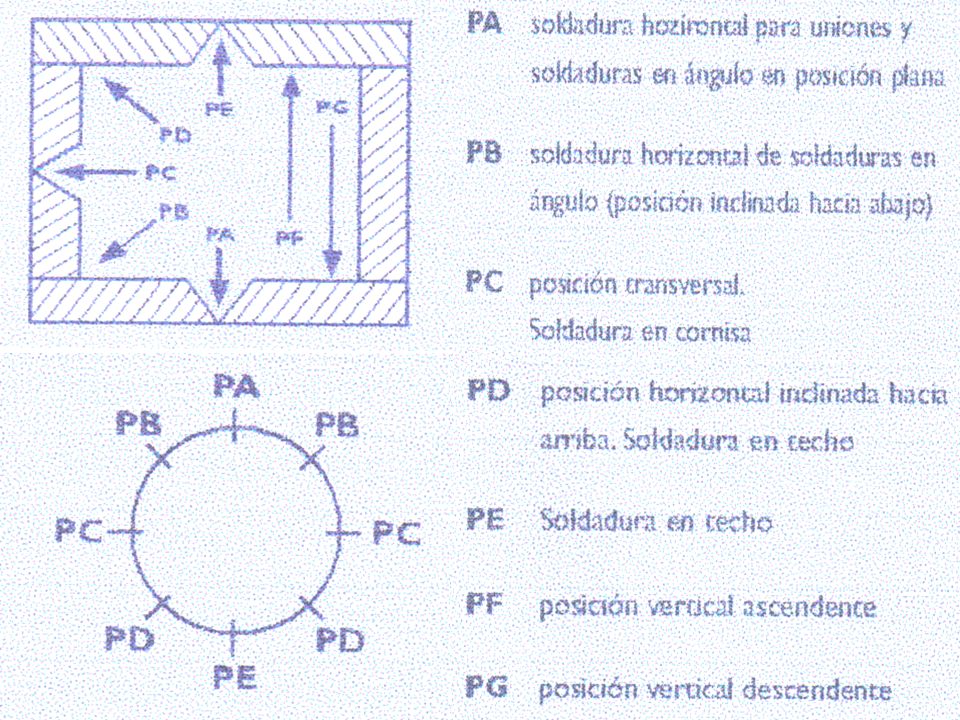
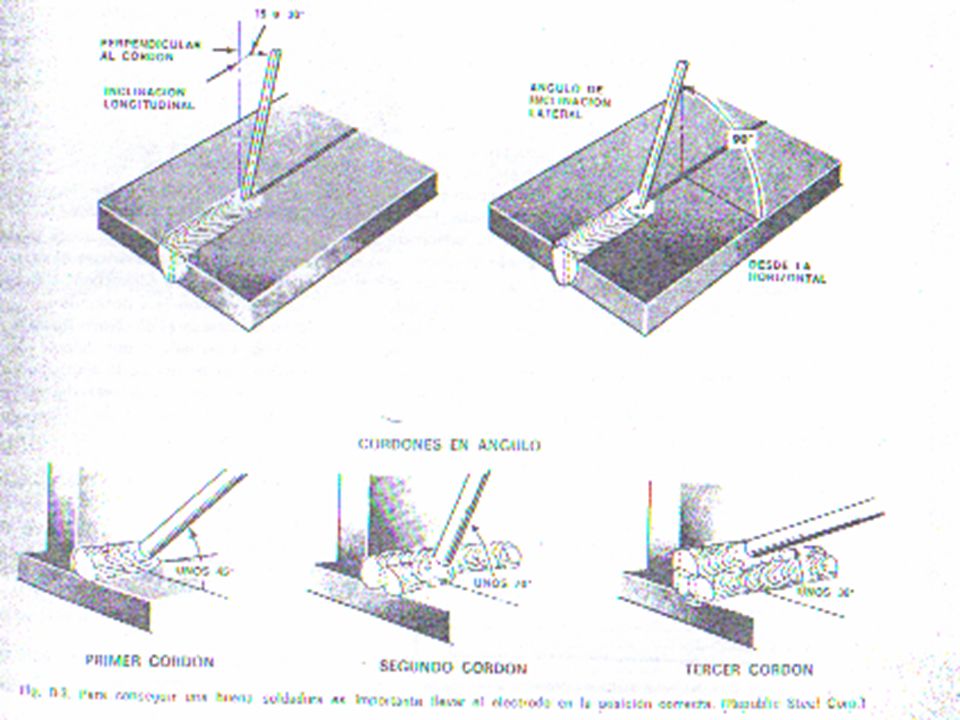
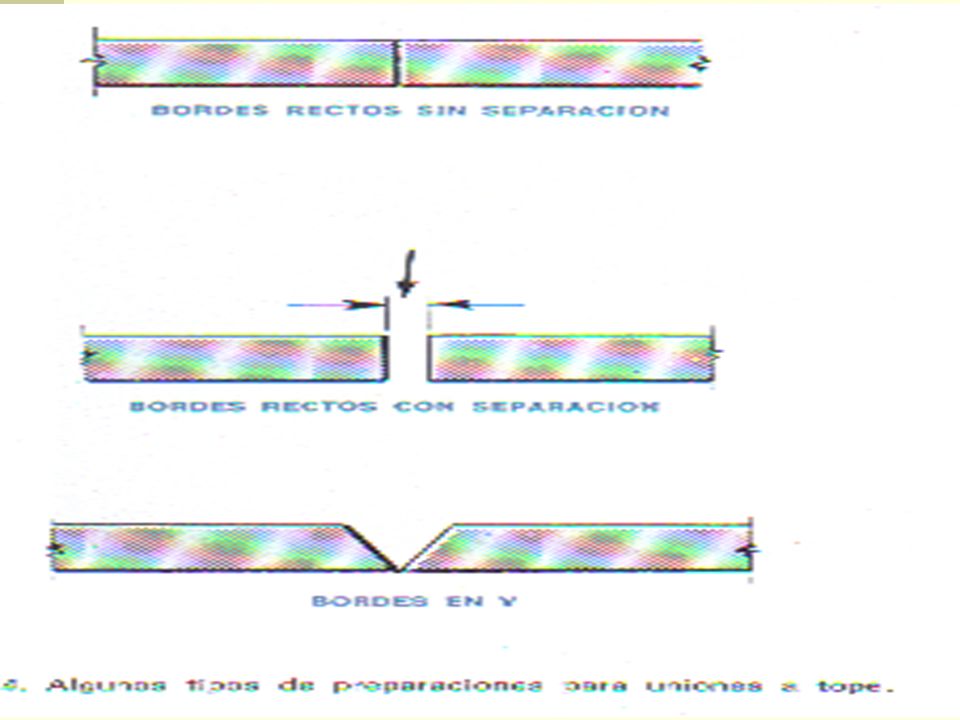
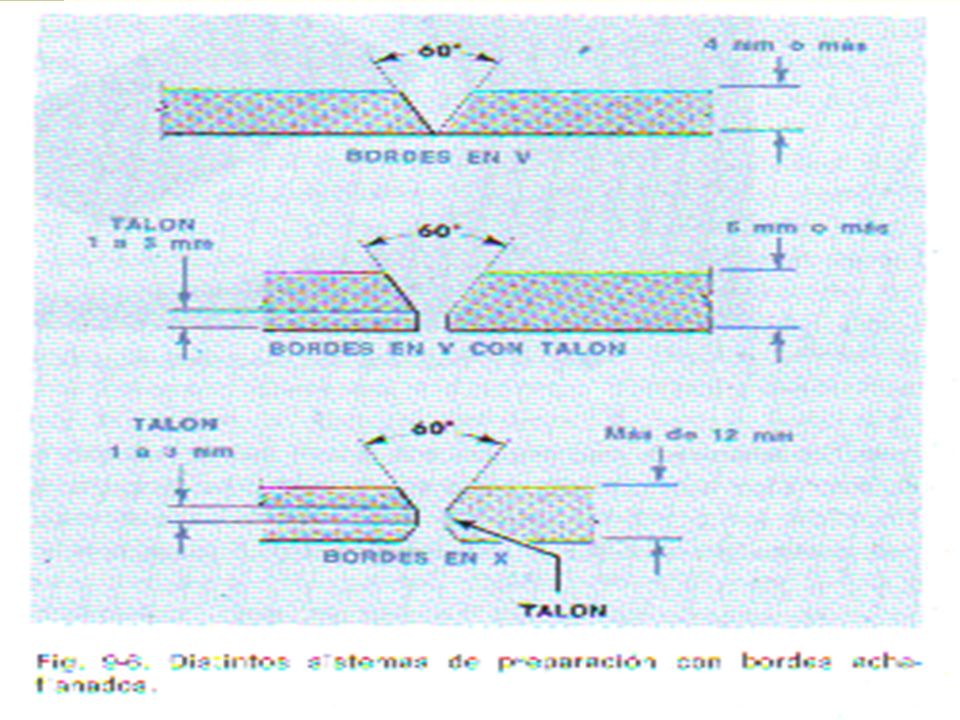

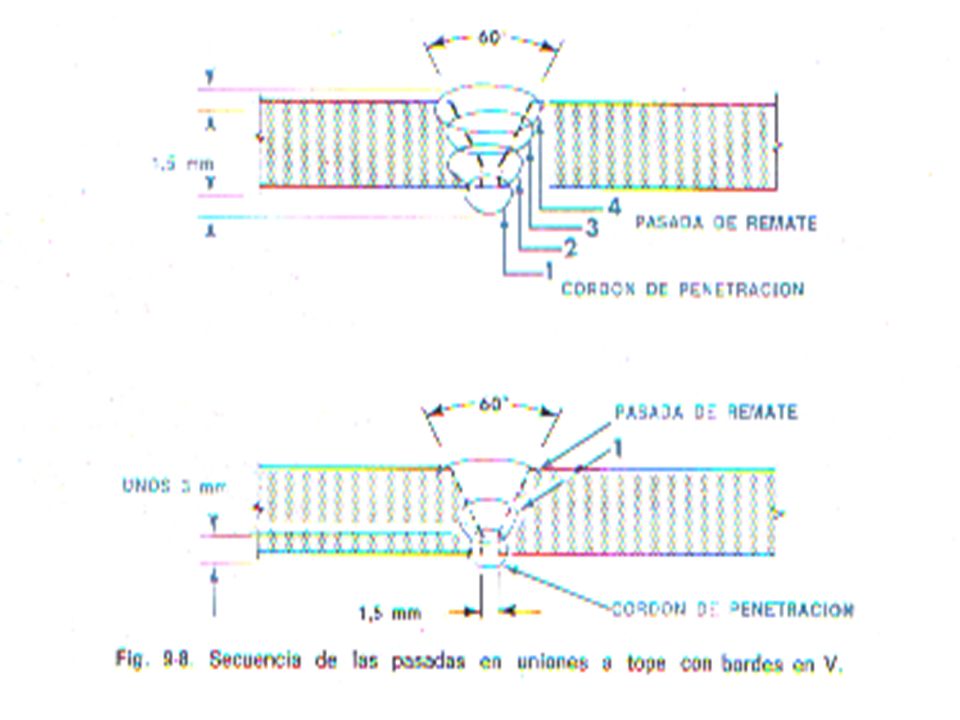
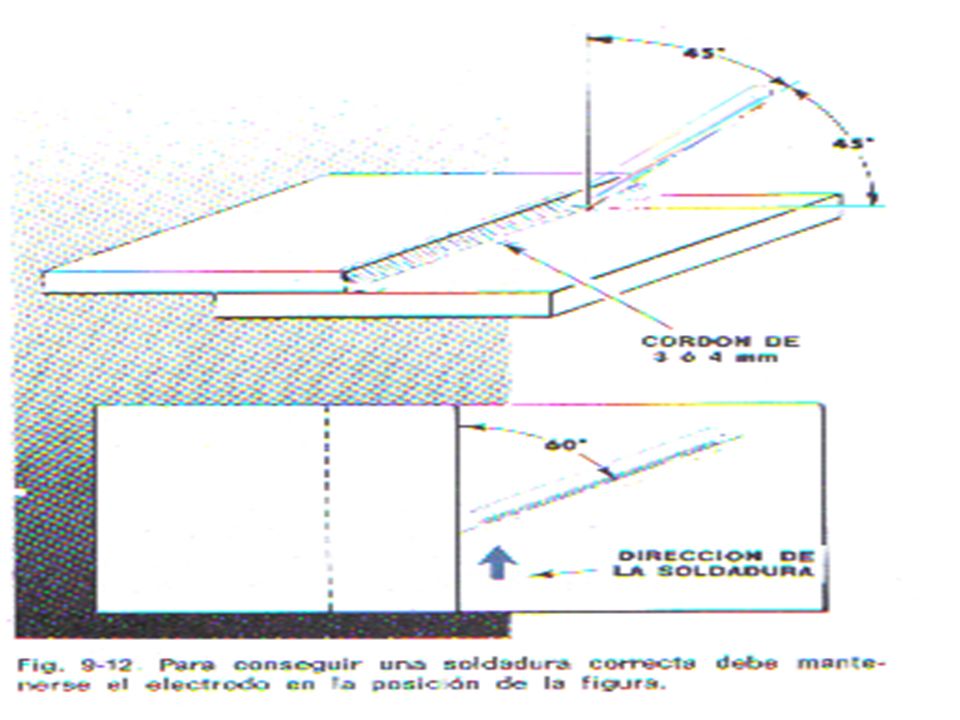
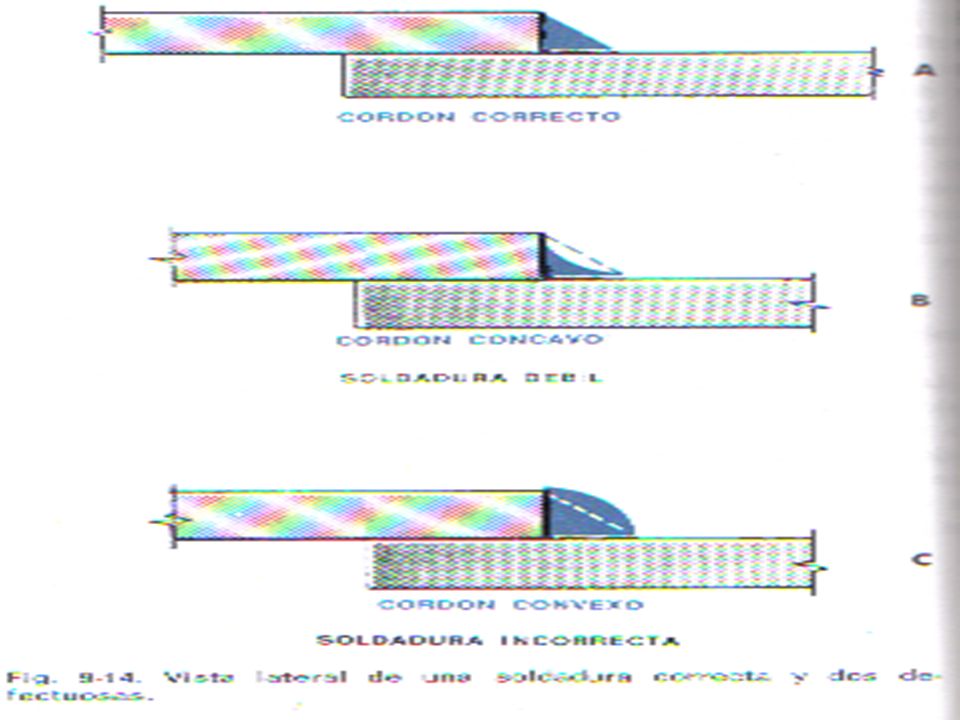

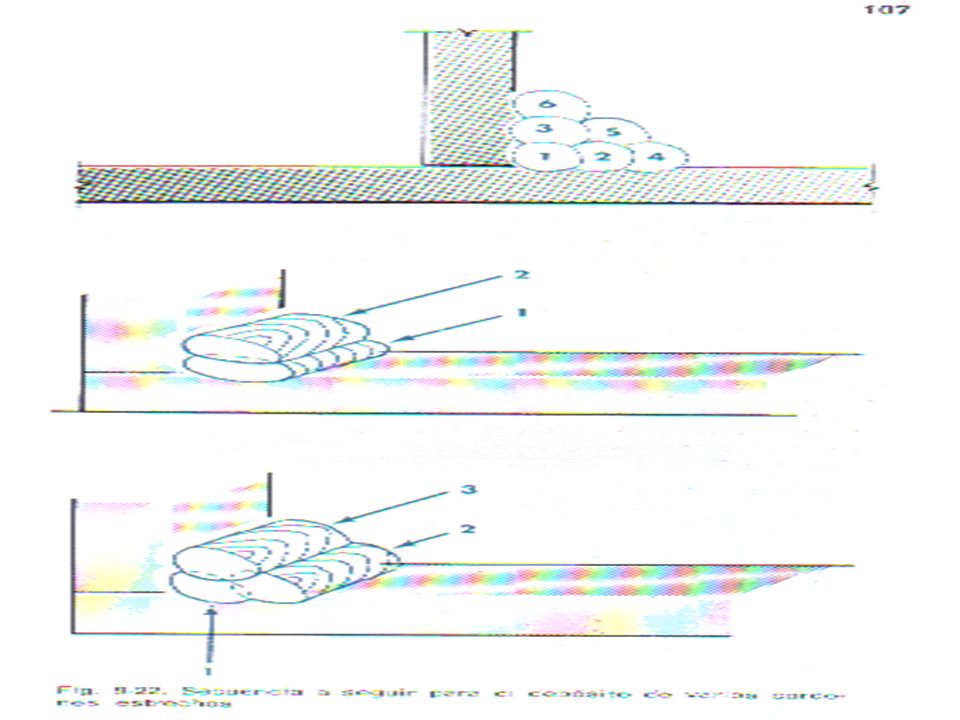

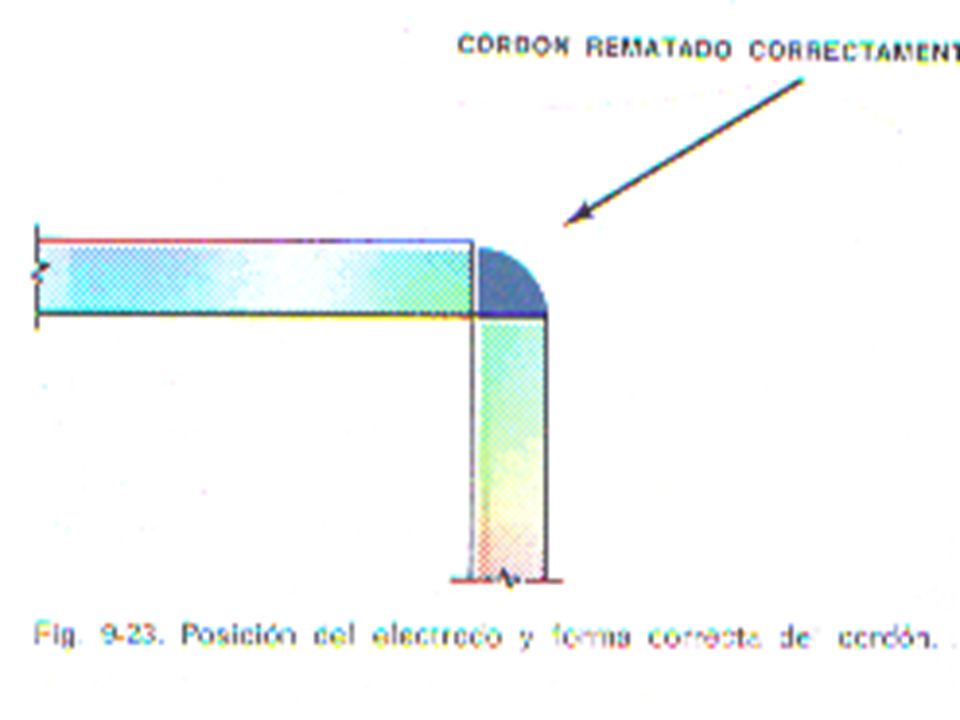







>")
>")











