Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Estudio del Trabajo 1 Temario: Introducción al estudio del trabajo
Análisis de operaciones. Estudio de tiempos. 4. Estudio de movimientos. Diagramas de procesos. Muestreo del trabajo Calificación de la actuación

2
Forma de evaluar Exámenes: 40%
Practicas , tareas, avance proyecto: 60% Avances, proyecto de aplicación, real: (se deberá entregar cada semana el avance del proyecto), el equipo podrá ser de máximo 3 integrantes. Todas las entregas de avance de proyecto deben ser en forma electrónica.
, el equipo podrá ser de máximo 3 integrantes. Todas las entregas de avance de proyecto deben ser en forma electrónica.")
3
Fechas: Inicio de clases 24 de Agosto Fin de clases
14 de Diciembre, si es que no te queda a nivelación o extraordinario. 1er. Examen 24 de Septiembre , Jueves 2do. Examen 05 de Noviembre , Jueves 3er. Examen 14 de Diciembre, Lunes

4
Si en nivelación repruebas los dos parciales te vas a repite.
Primer Parcial Unidad 1 Segundo Parcial Unidad 2 y 3 Tercer Parcial Unidad 4 y 5 Reprobó Aprobó Nivelación Si en nivelación repruebas esta unidad, te vas a extraordinario de esta unidad Si en nivelación repruebas los dos parciales te vas a repite. Si en nivelación apruebas el primer parcial y repruebas el segundo te vas a repite. Si en nivelación repruebas el primer parcial y apruebas el segundo te vas ha extraordinario del segundo parcial. Repite

5
Libros recomendados Introducción al estudio del trabajo, Editorial Limusa, OIT Estudio del trabajo, Roberto García Criollo, Mc Graw Hill Ingeniería Industrial: métodos, estándares y diseño del trabajo, Editorial Alfaomega, Niebel

6
Entrega de trabajos, de preferencia de forma electrónica
Lista de mails: A B Nombre del maestro: Ing. MII. Edgar Javier Silva. Mail:

7
Formación de equipos para exposición:
Se deberá entregar el trabajo de exposición una semana antes de exponerlo, para poder revisar y dar el visto bueno o en su caso corregir o aumentar lo que haga falta. Equipos de no mas de tres personas. Cada equipo deberá traer ejemplos de aplicación y un ejercicio para realizarlo en clase y dejarlo de tarea. De preferencia traer fotos y videos Hacer participar a los compañeros en clase, realizando los ejercicios o realizando preguntas respecto a la exposición. Traer un cuestionario de 5 preguntas que deberán contestar al final los alumnos y que deberán contestar con el material visto en su exposición.

8
Visita Industrial Realizar una visita a alguna planta industrial, con un objetivo definido.

9
Unidad 1 Conceptos generales del estudio del trabajo y de la ingeniería de métodos. Precursores: Taylor Gilbreth. Otros. Relación de la Ingeniería de Métodos con otros departamentos de una organización. Definición de estudio de movimientos y estudio de tiempos. Definición de estudio del trabajo. Definición de producción y productividad. Resistencia al cambio.

10
Practica 1: Conocer los instrumentos de medición del laboratorio de ingeniería de métodos. Conocimientos previos: Material necesario para la practica:

11
Estudio del Trabajo El estudio del trabajo es el examen sistémico de los Métodos para realizar actividades con el fin de mejorar la utilización eficaz de los recursos y de establecer normas de rendimiento con respecto a las actividades que se están realizando.

12
Estudio del Trabajo Definiciones y Contexto del Estudio del Trabajo:
Estudio del trabajo = Gran Bretaña Antes: Estudio de tiempos y movimientos (EE.UU.) Ahora: Ingeniería de Métodos o Ingeniería del Trabajo. Estudio de métodos: Es el estudio del diseño detallado de estaciones de trabajo, y en grado menor de las relaciones entre estaciones de trabajo. Referente al diseño. Medición del Trabajo: referente al control.
 Ahora: Ingeniería de Métodos o Ingeniería del Trabajo. Estudio de métodos: Es el estudio del diseño detallado de estaciones de trabajo, y en grado menor de las relaciones entre estaciones de trabajo. Referente al diseño. Medición del Trabajo: referente al control.")
13
Estudio del Trabajo Evolución de la Ingeniería del Trabajo (estudio del trabajo): 1776 Adam Smith publica Wealth of Nations, “especialización del trabajo”, para mejorar la productividad. 1800. James Watt jr. Mejoramientos organizacionales en Soho. 1832. C. Babbage publica: On the Economy of Machinary and Manufacturer. División del trabajo. F. Taylor. Propuso diseñar, medir, planear el trabajo. 1903. H. Ford y su montaje progresivo de automóviles. 1920. Gilbreth análisis de los movimientos fundamentales de la actividad humana. Emergen y resurgen las teorías de Fayol, Weber y Herzberg. Alemania y su estandarización del producto. II guerra mundial y la optimización de recursos.

14
Estudio del Trabajo 10. 1946-55. Posguerra y el boom en EUA.
Japón y Alemania se incorporan al mundo comercial. Japón y sus técnicas innovadoras de producción. Inicia la competitividad internacional. Embargo petrolero árabe. Inicio de la globalización y énfasis en la Calidad. Énfasis en la reducción de costos. Fin de la guerra fría y apertura de europa del este. Fomento e impulso por los niveles de fabricación. Aplicación de la reingeniería. Aplicación de técnicas japonesas adaptativas y énfasis por control de la información (kaizen, TQM). cadena de abastecimiento uso de Internet. Cadenas de Valor (paradigma chino).
 cadena de abastecimiento uso de Internet Cadenas de Valor (paradigma chino).")
15
Estudio del Trabajo y la Productividad de una Empresa
Disciplinas relacionadas: Administración. Investigación de Operaciones. Ingeniería de Sistemas. Estadística. Ergonomía. Ingeniería de Manufactura. Departamentos relacionados: Calidad Producción Almacenes.

16
Estudio del Trabajo y la Productividad de una Empresa
Producción: Creación de un producto o servicio. Productividad: Es la relación entre producción e insumo (OIT) (terrenos, edificios, materiales, energía, máquinas, equipo, R.H.) Hacer el mejor el trabajo con los mismos recursos o menos (administración de Mundel). Eficiencia: hacer bien las cosas. Eficacia: hacer las cosas correctas. Exactitud vs. Precisión.
 (terrenos, edificios, materiales, energía, máquinas, equipo, R.H.) Hacer el mejor el trabajo con los mismos recursos. o menos (administración de Mundel). Eficiencia: hacer bien las cosas. Eficacia: hacer las cosas correctas. Exactitud vs. Precisión.")
17
Tarea: Para la próxima sesión: preparar una exposición sobre, los antecedentes de la ingeniería del trabajo, sus precursores, Taylor, Gilbreht, Ford, etc. Realizar un mapa conceptual, sobre el tema anterior, realizarlo en hoja de rotafolio o en formato de electrónico, para su presentación en clase.

18
Estudio del Trabajo y la Productividad de una Empresa
La Resistencia al Cambio Implicaciones: Aprender nuevos métodos. Cambio de rutina. Mayor esfuerzo para realizarlos y adaptarse. Estar sujeto a nuevas evaluaciones de desempeño. El ser humano trabajaba bajo la ley “del menor esfuerzo”.

19
Estudio del Trabajo y la Productividad de una Empresa
Elementos de diseño del trabajo y métodos de trabajo: AMBIENTE Mercado Social Legal Economías De Producción Recursos y Capacidad Técnica Metas de Organi- zación y prio- ridades Capacidades de organización y capacidad Productos que se generarán y procesos que se usarán Diseño de trabajo metas estándares. Individual y de grupo Valores y nececidad Individual y de grupo conocimientos habilidades Métodos del trabajo Ing. Del trabajo economía de movimientos Satisfacción del Trabajo Medición del trabajo

20
Técnicas del Diseño del Trabajo

21
Diagrama de proceso de operaciones. Diagrama de proceso de flujo.
UNIDAD 2 Diagrama de proceso de operaciones. Diagrama de proceso de flujo. Diagrama de proceso de recorrido. Diagrama hombre maquina. Diagrama de proceso de grupo. Elaboración de un diagrama bimanual

22
Diagramas de Ingeniería Industrial
Herramientas Básicas para el estudio de métodos: (Técnicas de representación Gráfica) a) diagrama de procesos de operación. b) diagrama de flujo. c) diagrama de recorrido d) diagrama hombre-máquina e) gráfica de proceso de cuadrilla. f) gráfica de mano izquierda y derecha. g) diagrama bimanual.
 a) diagrama de procesos de operación. b) diagrama de flujo. c) diagrama de recorrido. d) diagrama hombre-máquina. e) gráfica de proceso de cuadrilla. f) gráfica de mano izquierda y derecha. g) diagrama bimanual.")
23
Diagramas de Ingeniería Industrial
Método Actual Retroalimentación Análisis Sistemático de la Situación Método Propuesto estación de trabajo

24
Diagramas de Ingeniería Industrial
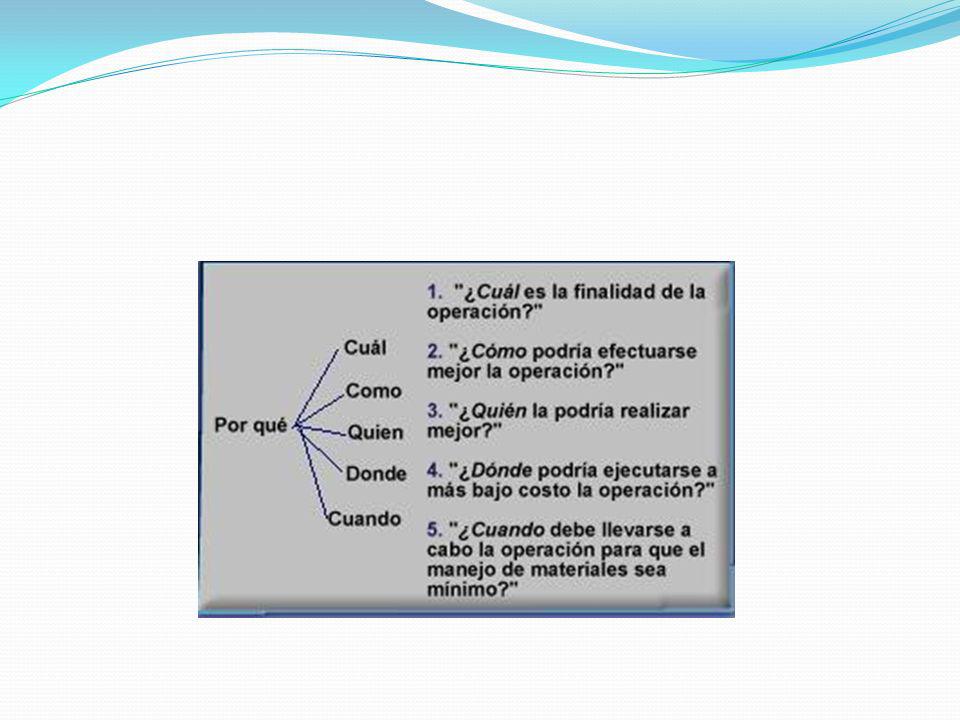
Enfoques: Propósito de la operación. Diseño de la parte o pieza. Tolerancias y especificaciones. Materiales. Proceso de fabricación. Preparación y herramental. Condiciones de trabajo Distribución en la planta. Condiciones de seguridad. Principios de la economía de movimientos. Cuál Cómo Quién Dónde Cuándo Por qué (se hace esta operación)
")
25
Diagrama Procesos de Operación
Características: Configuración de línea de montaje basado en un requerimiento de producción y otros atributos (almacenes, entregas, etc). Flujos generales de producción en la planta. Visualizar con detalle el acomodo de la maquinaria. Incluyendo todo el trabajo realizado por un trabajador o una cuadrilla en una ubicación y en un momento dado.
. Flujos generales de producción en la planta. Visualizar con detalle el acomodo de la maquinaria. Incluyendo todo el trabajo realizado por un trabajador o una cuadrilla en una ubicación y en un momento dado.")
26
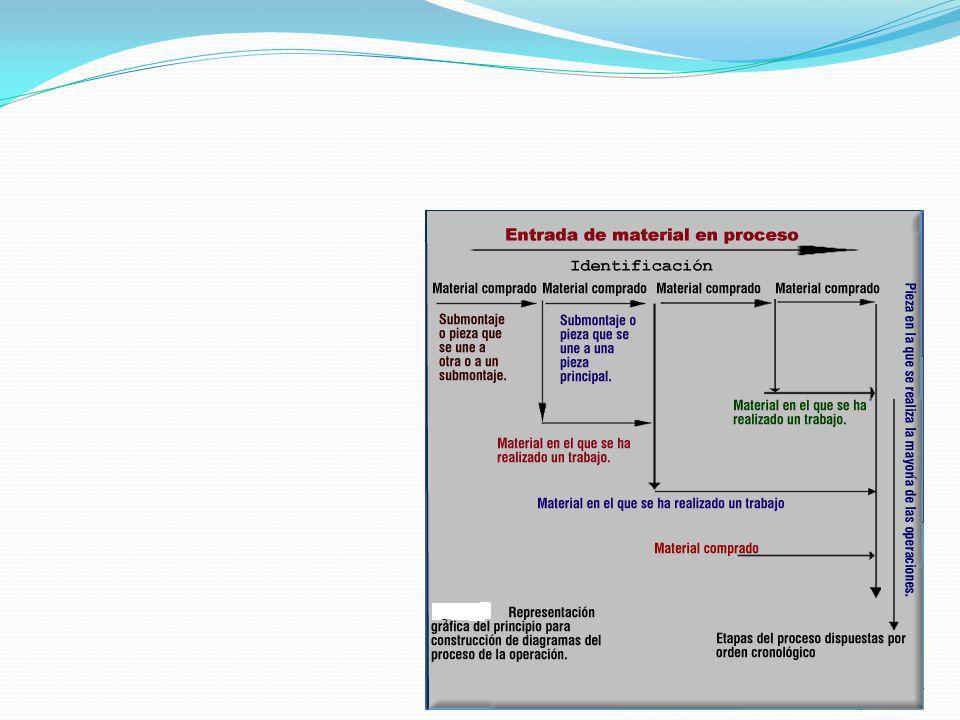
Diagrama Procesos de Operación
Es una representación gráfica de los puntos en los que se introducen materiales en el proceso y del orden de las inspecciones y de todas las operaciones, excepto las incluidas en la manipulación de las operaciones; puede además comprender cualquier otra información que se considere necesaria para el análisis, como puede ser el tiempo requerido, la situación de cada paso o si sirven los ciclos de fabricación.

27
Diagrama Procesos de Operación
Su objetivo principal es dar una imagen clara de toda la secuencia de los acontecimientos del proceso, estudiando las fases del proceso en forma sistémica.

28
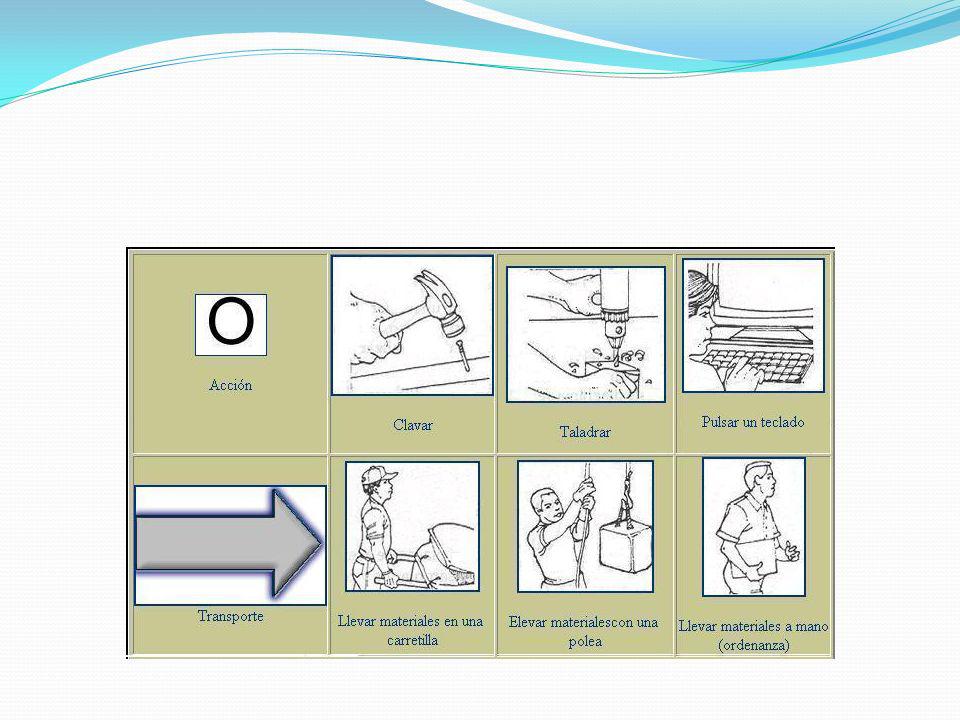
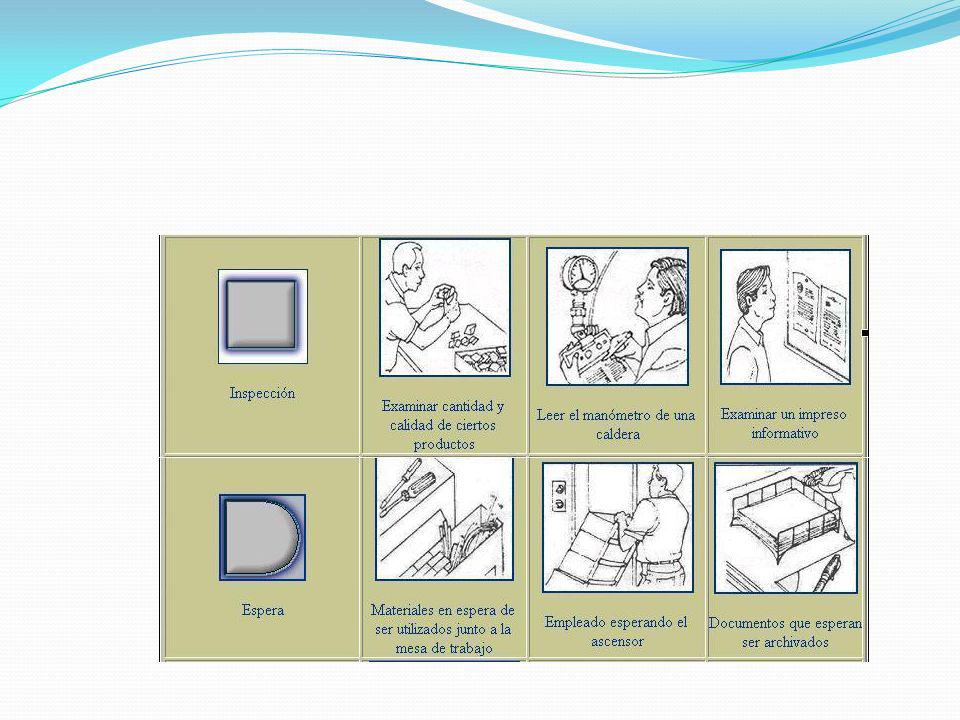
Simbología INSPECCIÓN OPERACIÓN

29
Diagrama de procesos

30
Cualquier diagrama debe reconocerse por medio de la información escrita en la parte superior del mismo. Si el papel tiene que doblarse para ser archivado, la información necesaria debe también colocarse como mejor convenga a su localización. Es práctica común encabezar la información que distingue a estos diagramas con la frase diagrama del proceso de operación.

33
El procedimiento del analista consiste en adoptar una actitud inquisitiva, en lo que respecta a su influencia en el costo y la producción del producto en estudio. La cuestión más importante que el analista tiene que plantear cuando estudia los eventos del diagrama de operaciones es "Por qué?" Las preguntas típicas que se deben hacer son: "¿Por qué es necesaria esta operación?" "¿Por qué esta operación se efectúa de esta manera?" "¿Por qué son tan estrechas estas tolerancias?" "¿Por qué se ha especificado este material?" "¿Por qué se ha asignado esta clase de operario para ejecutar el trabajo?"

35
Aplicación practica Trazar el diagrama de proceso de la operación. Eje
Moldura de plástico Pernete de tope

36
Operaciones requeridas en el eje:
Cepillar, tornear, muescar y cortar en torno revólver (0.025 hr). Cepillar extremo opuesto (0.010 hr). Inspección. Fresar (0.070 hr). Eliminar rebaba (0.020 hr). Inspección del fresado. Desengrasar ( hr). Cadminizar (0.008 hr).
. Cepillar extremo opuesto (0.010 hr). Inspección. Fresar (0.070 hr). Eliminar rebaba (0.020 hr). Inspección del fresado. Desengrasar ( hr). Cadminizar (0.008 hr).")
37
Operaciones requeridas en la moldura de plástico:
10. Cepillar la parte de plástico (0.80 hr). 11. Taladrar para el pernete de tope (0.022 hr). 12. Inspección. 13. Montar el moldeado en la parte pequeña del eje y taladrar de lado para el pernete de tope. (0.020 hr).
. 11. Taladrar para el pernete de tope (0.022 hr). 12. Inspección. 13. Montar el moldeado en la parte pequeña del eje y taladrar de lado para el pernete de tope. (0.020 hr).")
38
Operaciones a realizar en el pernete de tope:
14. Tornear una espiga de 2 mm; biselar extremo y cortar en torno revólver (0.025 hr). 15. Quitar rebaba con una pulidora (0.005 hr). 16. Desengrasar ( hr). 17. Cadminizar (0.006 hr). 18. Inspección. 19. Fijar el pernete al montaje (0.045 hr). 20. Inspección. Con los datos anteriores, elabórese el diagrama de proceso de operación.
. 15. Quitar rebaba con una pulidora (0.005 hr). 16. Desengrasar ( hr). 17. Cadminizar (0.006 hr). 18. Inspección. 19. Fijar el pernete al montaje (0.045 hr). 20. Inspección. Con los datos anteriores, elabórese el diagrama de proceso de operación.")
39
Diagrama de Flujo Es una representación gráfica de los pasos que se siguen en toda una secuencia de actividades, dentro de un proceso o un procedimiento, identificándolos mediante símbolos de acuerdo con su naturaleza; incluye, además, toda información que se considera necesaria para el análisis, tal como distancias recorridas, cantidad considerada y tiempo requerido.

40
Simbología Simbología: Diagrama de flujo de proceso.
INICIO/TERMINACIÓN DEMORA ALMACENA MIENTO OPERACIÓN TRANSPORTE INSPECCION Simbología: Diagrama de flujo de proceso.

41
Simbología SÍMBOLOS NO ESTÁNDAR Simbología: Diagrama de
TOMA DE DECISION OPERACIÓN/INSPECCIÓN SE CREA UN REGISTRO SUJETAR SE AGREGA INFORMACIÓN A UN REGISTRO UNA OPERACIÓN Y UN TRANSPORTE SE REALIZAN AL MISMO TIEMPO. SÍMBOLOS NO ESTÁNDAR Simbología: Diagrama de flujo de proceso.

42
Diagrama de flujo

46
Ejemplo 1(Placas de acero) En una fábrica de calderas se rolan placas de acero en caliente para formar cilindros, que posteriormente serán ensamblados y constituirán un domo. Los eventos que se llevan a cabo para rolar y formar los cilindros se presentan en el siguiente archivo: placas de acero

47
Rolado de placa de acero, caso practico

48
Preguntas de comprobación para acortar las distancias recorridas y reducir el tiempo de manejo de material. 1.- ¿Se está practicando la tecnología de grupos de productos, para reducir el número de preparaciones y permitir mayores corridas o ciclos de producción. 2.- ¿Puede una instalación reubicarse económicamente para reducir las distancias recorridas? 3.- ¿Qué puede hacerse para reducir el manejo de materiales? 4.- ¿Cuál es el equipo adecuado para manipulación de materiales? 5.- ¿Cuánto tiempo se pierde en llevar y traer materiales de la estación de trabajo? 6.-¿Se debería considerar el agrupamiento de productos en vez del agrupamiento de procesos?

49
Ejemplo 2 Realizar el diagrama de flujo, del caso practico, fabricación de cinturón de dama. Ejemplo 3 Realizar el diagrama de flujo, del video, pegado de etiquetas.

50
7.- ¿Qué puede hacerse para aumentar el tamaño de la unidad de material manipulado a fin de reducir el manejo, el desperdicio y los tiempos muertos? 8.- ¿Qué podría hacerse acerca de los pasadizos y pasajes para vehículos a fin de acelerar el transporte? 9.- ¿Cuál es la posición más apropiada en que debe colocarse el material para reducir la cantidad de manipulación requerida por un operario? 10.- ¿Cómo podría utilizarse la entrega o traslado por gravedad?

51
Diagrama de Recorrido Es una representación objetiva y topográfica de la distribución de zonas y edificios, en la que se indica la localización de todas las actividades registradas, mediante un plano de la distribución existentes de las áreas. Complemento del Diagrama de Flujo. Utiliza la misma simbología.

52
Diagrama de recorrido

53
Aunque el diagrama de flujo, suministra la mayor parte de la información pertinente relacionada con el proceso de fabricación, no es una representación objetiva en el plano del curso de trabajo. Algunas veces esta información sirve para desarrollar un nuevo método. Por ejemplo antes de que pueda acortarse un transporte es necesario ver o visualizar dónde habría sitio para agregar una instalación o dispositivo que permita disminuir la distancia. Asimismo, es útil considerar posibles áreas de almacenamiento temporal o permanente.

54
Practica software Visio/Excel/Día
Construir el diagrama de recorrido anterior con Software

55
Diagrama PERT Este diagrama es un medio de pronóstico de planeación y control que revela gráficamente el camino optimo a seguir para llegar a un objetivo predeterminado, por lo general en términos de tiempo.

56
Red con operaciones y tiempos, para la producción de cierto producto
Diagrama

57
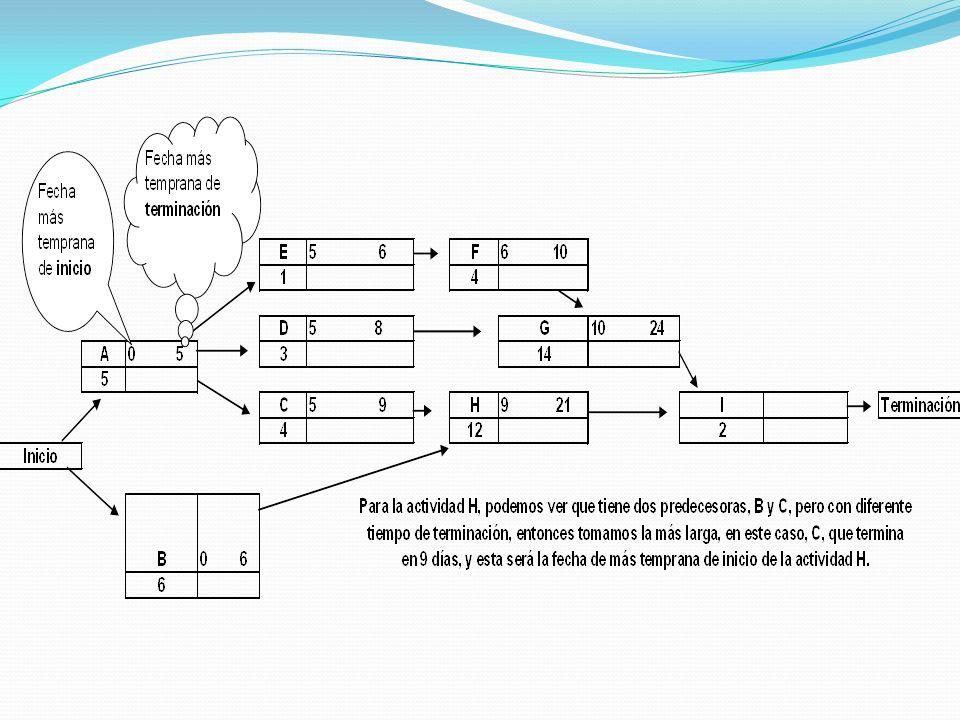
Determinación del camino crítico
Empezaremos por encontrar cuál es la fecha más temprana de inicio y cuál la fecha más tardía de inicio de todas las actividades de la red. Supongamos que ES=fecha más temprana de inicio de una actividad EF=fecha más temprana de terminación de una actividad t= tiempo de actividad La fecha más temprana de terminación de cualquier actividad es EF=ES + t

59
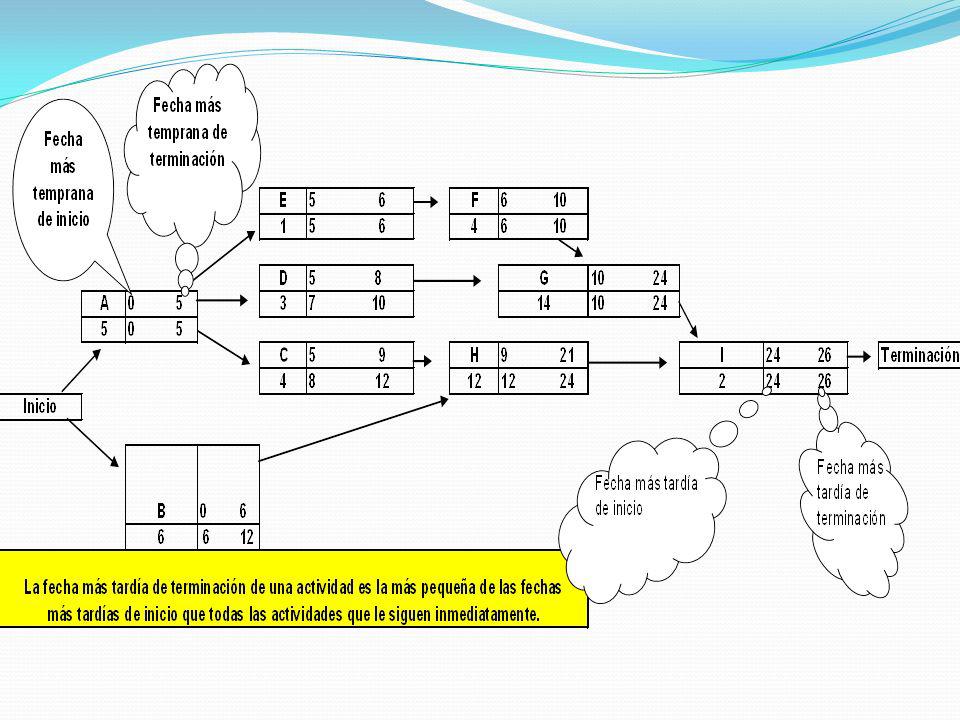
24-14 LS= fecha más tardía de inicio de una actividad
LF= fecha más tardía de terminación de una actividad LS = LF - t

62
Programación de proyectos con tiempos inciertos de actividades.
En esta parte discutiremos los detalles de la programación de proyectos para un problema que involucra investigación y desarrollo de nuevos productos. Dado que muchas de las actividades de este proyecto nunca se han intentado, el administrador del proyecto desea tomar en consideración la incertidumbre en los tiempos de las actividades.

64
Estimaciones de tiempo de actividades optimista, más probable y pesimista (en semanas) del proyecto porta-vac t = (a + 4m + b) / 6
 / 6.")
65
σ2 = ((b – a) /6)2 Varianza Aquí primero realizas b-a, después lo divides entre 6 y después este resultado lo elevas al cuadrado t =(a + 4m+b)/6 Tiempo esperado
/6. Tiempo esperado.")
66
Completa la siguiente tabla, esta red, pertenece al problema planteado de PORVAC

67
Completa la siguiente tabla con los datos del problema de PORVAC

68
Tiempo esperado, varianza y desviación Standard
Hagamos que T represente el tiempo total requerido para terminar el proyecto. El valor esperado de T, es la suma de los tiempos esperados de las actividades críticas. E(T) = ta+te+th+ti+tj ¿son 17 semanas? La varianza en el tiempo de terminación del proyecto es la suma de las varianzas de las actividades del camino crítico: =2.72 La desviación estándar es la raíz cuadrada de la varianza esto es la raíz de es 1.65
 = ta+te+th+ti+tj. ¿son 17 semanas La varianza en el tiempo de terminación del proyecto es la suma de las varianzas de las actividades del camino crítico: =2.72. La desviación estándar es la raíz cuadrada de la varianza esto es la raíz de 2.72 es")
69
¿Cuál es la probabilidad de que el producto se termine en 20 semanas?
Z = ( X - µ )/σ σ = 1.65 Z = (20-17)/ = 1.82 Media = 17 Buscando este valor en la tabla de distribución normal z, encontramos que le corresponde un valor de y a esto le agregamos 0.5 que corresponde a la otra mitad de la campana nos da una valor de , esto quiere decir que existe un 96.56% de probabilidad de que el proyecto se termine en 20 semanas.
/σ. σ = Z = (20-17)/1.65 = Media = 17. Buscando este valor en la tabla de distribución normal z, encontramos que le corresponde un valor de y a esto le agregamos 0.5 que corresponde a la otra mitad de la campana nos da una valor de , esto quiere decir que existe un 96.56% de probabilidad de que el proyecto se termine en 20 semanas.")
70
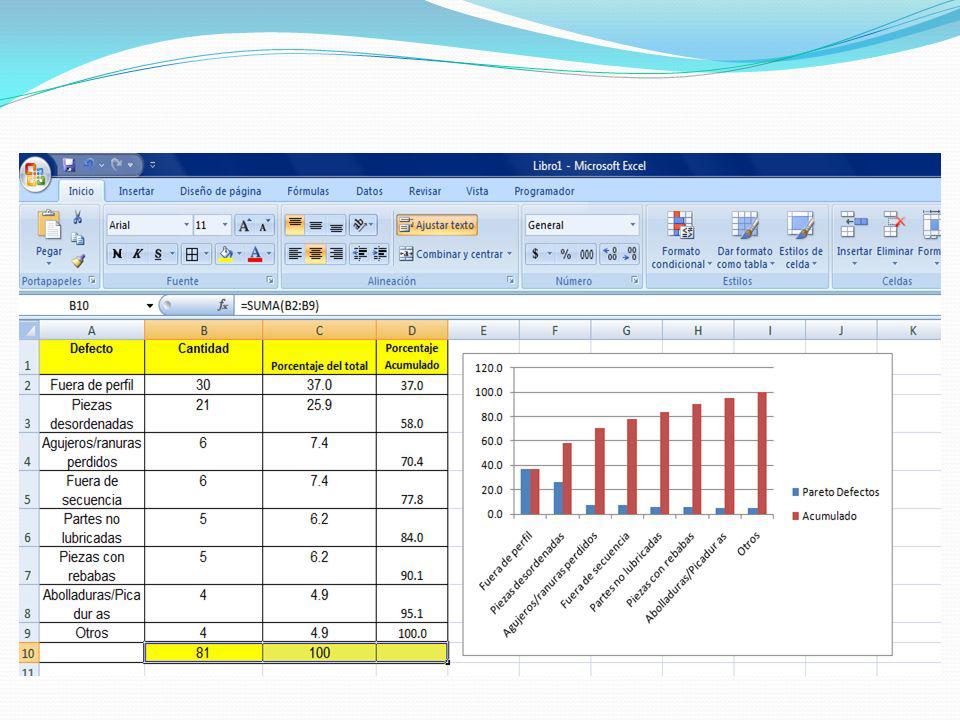
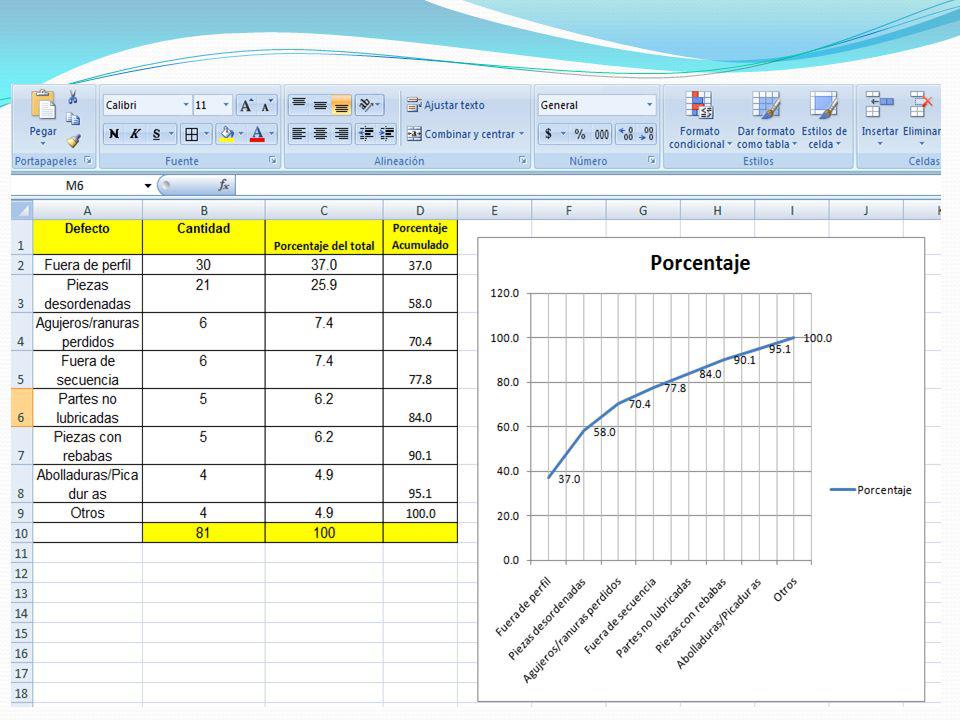
Construcción del diagrama de Pareto
Ejemplo: Construir el diagrama de Pareto de los defectos en elementos estructurales en puertas. Durante una jornada laboral el equipo de control de calidad decidió hacer un conteo de los defectos que se presentaban en los elementos estructurales para puertas que se manufacturaban dentro de la empresa recabando los siguientes datos:

71
Pasos: 1.- Ordenar de mayor a menor. 2.- Obtener los porcentajes de los defectos con respecto al total 3.- Obtener el porcentaje acumulado. 4.- Realizar la grafica de líneas, donde el eje x, sean los defectos y en el eje y, se pongan los porcentajes acumulados.

74
Obsérvese cómo el diagrama de Pareto pone de relieve que relativamente pocos defectos son responsables de la mayor parte de los defectos observados en la pieza. El diagrama de Pareto es una parte importante de un programa de mejoramiento de la calidad porque permite que administradores e ingenieros enfoquen su atención a los defectos críticos en un producto o proceso. Una vez que se identifican estos defectos críticos, deben desarrollarse e implantarse las acciones correctivas para reducir o estimar dichos defectos. Lo anterior es más fácil de hacer cuando nos aseguramos de estar atacando un problema legítimo, pues es mucho más sencillo reducir o eliminar defectos que ocurren con frecuencia que aquellos que se presentan en raras ocasiones

75
UNIDAD 3 Análisis de las operaciones
Los 10 enfoques primarios del análisis de la operación. Finalidad de la operación Diseño de la pieza Tolerancias Materiales Proceso de manufactura Preparación herramental Condiciones de trabajo Manejo de materiales Distribución de equipo

76
Análisis de las operaciones
El segundo nivel de análisis del trabajo corresponde a la operación. En este caso se parte de la base de que en ella intervienen los siguientes elementos. El hombre La máquina Las herramientas El lugar de trabajo. Se puede decir que el objeto de analizar las operaciones es racionalizar el uso de dichos elementos y elevar el nivel de eficiencia del trabajo desarrollado.

77
Diagrama Hombre-Máquina
Diagrama empleado para estudiar, analizar y mejorar sólo una estación de trabajo a la vez. Indicando la relación exacta en tiempo entre el ciclo de trabajo de la persona y el ciclo de operación de su máquina.

78
Diagrama de proceso hombre-máquina
Este diagrama, que es la representación gráfica de la secuencia de elementos que componen las operaciones en que intervienen hombres y maquinas, permite conocer el tiempo empleado por cada uno; es decir, saber el tiempo invertido por los hombres y el utilizado por las máquinas.

79
Diagrama hombre-maquina, permite conocer el tiempo empleado por cada uno de ellos, de tal manera de optimizar los tiempos.

80
Pasos para la construcción de un diagrama hombre-máquina.
1.- Se debe seleccionar la operación que será diagramada; se recomienda elegir aquellas importantes que puedan ser costosas, repetitivas y que causen dificultades en el proceso. 2.- Se debe determinar dónde empieza y dónde termina el ciclo que se quiere diagramar. 3.- Es necesario observar varias veces la operación para dividirla en sus elementos e identificarlos claramente.

81
Construcción del diagrama hombre-máquina
Seleccionar una distancia en centímetros o en pulgadas que nos represente una unidad de tiempo. Esta selección se lleva a cabo debido a que los diagramas hombre-máquina se construyen siempre a escala. Por ejemplo un centímetro puede representar un centésimo de minuto. Existe una relación inversa en esta selección; es decir mientras más larga es la duración del ciclo de la operación, menor debe ser la distancia por unidad de tiempo escogida. A la izquierda del papel se debe hacer una descripción de los elementos que integran la operación. En el extremo de lo hoja se colocan las operaciones y tiempos del hombre y sus tiempos inactivos

82
Obtener los porcentajes de utilización:
El tiempo de trabajo del hombre se representa por una línea vertical continua; cuando hay un tiempo muerto o un tiempo de ocio, se representa con una línea discontinua. Un poco más hacia la derecha se coloca la gráfica de la máquina o máquinas, que es igual a la anterior. Los tiempos de preparación y descarga de las maquinas se representan por una línea punteada, pues las maquinas no están en operación pero tampoco inactivas. Obtener los porcentajes de utilización: Ciclo total del operador= preparar +hacer+retirar Ciclo total de la maquina=preparar+hacer+retirar Tiempo productivo de la máquina=hacer Tiempo improductivo del operador= espera Tiempo improductivo de la máquina=ocio Porcentaje de utilización del operador= Tiempo productivo del operador/tiempo de ciclo total Porcentaje de la máquina=Tiempo productivo de la máquina/tiempo de ciclo total

83
Caso practico, diagrama hombre-máquina
Desarrolle el diagrama hombre-máquina del siguiente caso, realizarlo en Excel. Un operador tiene a su cargo dos taladros. El taladro 1 tiene una sola broca para efectuar el proceso de barrenado y el taladro 2 es de doble broca. La actividad que realiza el operador es: Carga y descarga del taladro1 : 0.53 min Carga y descarga del taladro2 : 0.78 min Caminar del taladro 1 al 2 o viceversa: 0.07 min Limpiar pieza antes de colocarla en el taladro: 0.10 min El taladro de una sola broca tarda en hacer el barrenado 0.5 minutos y el taladro doble tarda 0.63 minutos para efectuar la operación; los taladros se levantan automáticamente al fin del ciclo.

84
Diagrama hombre-máquina
Operación Maquina tipo Departamento Operador Maquina1 Máquina2 Descripción linea Escala Tiempo Cargar y descargar M1 0.53 0.53 Camino a máquina2 (0.07) 0.07 Taladro1 (0.5) Limpia la pieza(0.10) 0.1 Cargar y descargar M2 0.78 0.5 0.78 Camino a máquina1 (0.07) Taladro 2 (0.63) 0.63 1.65 1.03 1.41
 Taladro1 (0.5) Limpia la pieza(0.10) 0.1. Cargar y descargar M Camino a máquina1 (0.07) Taladro 2 (0.63)")
85
Diagrama hombre máquina (observación)
El analista debe tener cuidado de no engañarse con lo que parezca ser una cantidad apreciable de tiempo muerto de hombre. En muchos casos es mucho más conveniente o económico que un operario esté inactivo durante una parte sustancial de un ciclo, que lo esté un costoso equipo o proceso, aún durante una pequeña porción de ciclo. Con objeto de estar seguro de que su propuesta es la mejor solución, el analista debe conocer el costo de la inactividad de una máquina, así como el de la inactividad de un obrero.

86
Diagrama de Cuadrilla Es la ilustración de la forma de cómo las actividades elementales de los trabajadores que actúan en cuadrilla o equipo se pueden analizar para determinar un tiempo de ciclo mínimo para una unidad de producción. Es un Diagrama Hombre Máquina con dos o más trabajadores interactuando entre sí.

87
Diagrama de cuadrilla(diagrama de proceso de grupo)
El diagrama de proceso de grupo se define como la representación gráfica de la secuencia de los elementos que componen una operación en la que interviene un grupo de personas. Se registran cada uno de los elementos de la operación y sus tiempos de ocio. Además, se conocen los tiempos de actividad y de ocio de la máquina. Luego de conocer esos datos podemos hacer un balanceo que nos permita aprovechar al máximo las personas y las máquinas.

88
Pasos para la construcción, diagrama de proceso de grupo.
Paso 1: se selecciona una máquina de gran magnitud donde se sospeche que los operadores son más de los necesarios para manejarla con eficiencia. Paso 2: se determina dónde empieza y dónde termina el ciclo de la operación. Paso 3: se observa varias veces la operación para descomponerla en cada uno de sus elementos y se registran todas las actividades de cada uno de los operadores y ayudantes. Paso 4: una vez descompuesta la operación y registradas todas las actividades de los operadores, se procede a medir el tiempo empleado. Finalmente con los datos anteriores se procede a la construcción del diagrama. La elaboración del diagrama se lleva a cabo de la misma manera que el diagrama hombre-máquina.

89
Análisis de movimientos
El análisis de movimientos es el estudio de todos y cada uno de los movimientos de cualquier parte del cuerpo humano para poder realizar un trabajo de la forma más eficiente. Para poder lograr este propósito es preciso dividir un trabajo en todos sus elementos básicos y analizar cada uno de ellos tratando de eliminar o, si esto no es posible, de simplificar sus movimientos. Herramientas para lograr esto: Diagrama bimanual de trabajo Análisis de movimientos básicos y los principios de la economía de movimientos.

90
Diagrama Mano Izquierda Mano Derecha
Instrumento para el estudio de movimientos. Presenta todos los movimientos y pausas realizadas por la mano izquierda y derecha, y las relaciones entre las divisiones básicas relativas de la ejecución de trabajo realizada por las manos. Su objetivo es poner de manifiesto una operación dada con los detalles suficientes, de modo que se pueda mejorar mediante un análisis.

91
Diagrama Mano Izquierda Mano Derecha
Objetivos: Equilibrar los movimientos de ambas manos y reducir la fatiga. Eliminar y/o reducir los movimientos no productivos. Acortar la duración de los movimientos productivos. Adiestrar a nuevos operarios en el método ideal. Lograr que se acepte el método propuesto.

92
Diagrama Bimanual Diagrama igual al de mano izquierda/mano derecha pero con la característica de incluir tiempos de ejecución y dividido en micromovimientos.

94
Diagrama bimanual Este diagrama muestra todos los movimientos realizados por la mano izquierda y por la mano derecha y la relación que existe entre ellos. El diagrama bimanual sirve principalmente para estudiar operaciones repetitivas, en cuyo caso se registra un solo ciclo completo de trabajo. Para representar las actividades se emplean los mismos símbolos que se utilizan en los diagramas de proceso, pero se les atribuye un sentido ligeramente distinto para que abarquen más detalles.

95
Símbolos del diagrama bimanual
Actividad Definición Símbolo Operación Se emplea para los actos de asir, sujetar, utilizar, soltar, etc., una herramienta-pieza o material Transporte Se emplea para representar el movimiento de la mano hasta el trabajo, herramienta o material o desde uno de ellos Demora Se emplea para indicar el tiempo en que la mano no trabaja (aunque quizá trabaje la otra) Sostenimiento o almacenamiento Con los diagramas bimanuales no se emplea el término almacenamiento, y el símbolo que le correspondía se utiliza para indicar el acto de sostener alguna pieza, herramienta o material con la mano cuya actividad se está consignando.
 Sostenimiento o almacenamiento. Con los diagramas bimanuales no se emplea el término almacenamiento, y el símbolo que le correspondía se utiliza para indicar el acto de sostener alguna pieza, herramienta o material con la mano cuya actividad se está consignando.")
96
Guías para elaborar los diagramas bimanuales
Estudiar el ciclo de las operaciones varias veces antes de comenzar las anotaciones. Registrar una sola mano a la vez Registrar unos pocos símbolos cada vez El momento de recoger o asir otra pieza al comienzo de un ciclo de trabajo, se presta para iniciar las anotaciones. Conviene empezar por la mano que coge la pieza primero o por la que ejecuta más trabajo. Es necesario fijar el mismo punto exacto de partida que se elija, ya que al completar el ciclo se llegará nuevamente allí, pero debe fijarse con claridad Luego se añade en la segunda columna la clase de trabajo que realiza la segunda mano.

97
Registrar las acciones en el mismo renglón cuando se realizan al mismo tiempo.
Las acciones que tienen lugar sucesivamente deben registrarse en reglones distintos. Es necesario verificar si en el diagrama la sincronización en las dos manos corresponde a la realidad. Nota: Procure registrar todo lo que hace el operador y evítese combinar las operaciones con transportes o colocaciones, a no ser que ocurran realmente al mismo tiempo.

98
Ejemplo: En el recargado de cartuchos calibre 32 se utiliza una serie de operaciones. Se necesitan fulminantes, casquillos, pólvora y balas. Los fulminantes están en una caja, los casquillos en otra y las balas en otra. La pólvora se encuentra en un recipiente y es necesario pesarla antes de introducirla en el cartucho. Fulminante Casquillo Bala Pólvora Pesadora

99
Recargado de cartuchos
El procedimiento para el formado de los cartuchos es el siguiente: La mano izquierda agarra el fulminante y la mano derecha el casquillo (0.5 s ). La mano izquierda coloca el fulminante en el casquillo y la mano derecha sostiene el casquillo (0.8 s) La mano izquierda agarra la pólvora y la mano derecha coloca el casquillo. La mano izquierda coloca la pólvora en la pesadora y la derecha espera (1s). La mano derecha toma la pólvora y la deposita en el casquillo, mientras la izquierda sostiene el casquillo (2s) La mano izquierda sostiene el casquillo con pólvora y la mano derecha agarra la bala (0.5s). La mano izquierda sostiene el casquillo y la mano derecha coloca la bala y presiona (1.5s) Elabore el diagrama bimanual actual.
. La mano izquierda coloca el fulminante en el casquillo y la mano derecha sostiene el casquillo (0.8 s) La mano izquierda agarra la pólvora y la mano derecha coloca el casquillo. La mano izquierda coloca la pólvora en la pesadora y la derecha espera (1s). La mano derecha toma la pólvora y la deposita en el casquillo, mientras la izquierda sostiene el casquillo (2s) La mano izquierda sostiene el casquillo con pólvora y la mano derecha agarra la bala (0.5s). La mano izquierda sostiene el casquillo y la mano derecha coloca la bala y presiona (1.5s) Elabore el diagrama bimanual actual.")
101
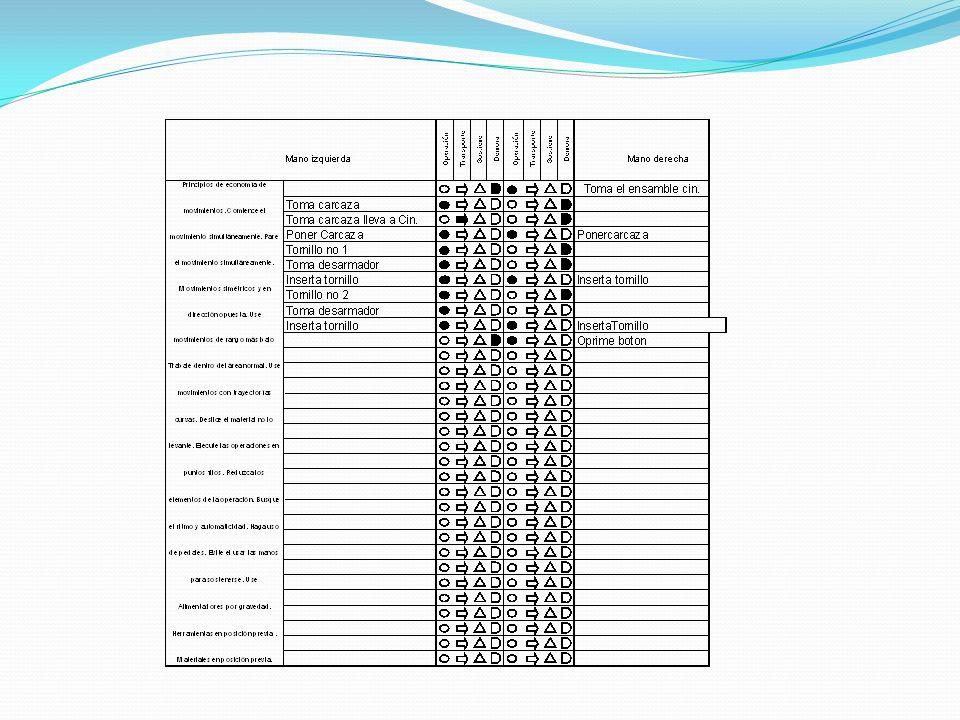
Practica: Formen equipos de 5 personas. 1.-Tomar las piezas de lego 2.-Armar una pieza con tres sub-ensambles, cada sub-ensamble con por lo menos 4 piezas. 3.-Realizar completas 5 secuencias de la pieza anterior (arma 5 piezas como la del paso 2) 4.-Tomar fotos a las piezas, para el reporte de la practica. 5.-Realizar la secuencia de 5 veces, otra vez, (arma las piezas como las del paso 2) y realiza el diagrama mano izquierda y mano derecha, en Excel. Cada integrante del equipo deberá enviar su propio reporte de practica, con el diagrama de proceso y el diagrama mano izquierda y mano derecha, con las fotos respectivas.
 4.-Tomar fotos a las piezas, para el reporte de la practica. 5.-Realizar la secuencia de 5 veces, otra vez, (arma las piezas como las del paso 2) y realiza el diagrama mano izquierda y mano derecha, en Excel. Cada integrante del equipo deberá enviar su propio reporte de practica, con el diagrama de proceso y el diagrama mano izquierda y mano derecha, con las fotos respectivas.")
102
UNIDAD 4 Definición de los movimientos fundamentales Therblings. Clasificación de los therblings. Efectivo. Inefectivo. Principios de economía de movimiento. Relativos al uso del cuerpo humano. Disposición y condiciones en el sitio de trabajo. Diseño de las herramientas y el equipo. Análisis del diagrama bimanual. Análisis de Therblings inefectivos. Diseño de la estación de trabajo

103
Estudio del Trabajo y la Productividad de una Empresa
Estudio de Movimientos El estudio de métodos (movimientos) es el registro y examen crítico Sistemático de los modos de realizar las actividades en una estación de trabajo con el fin de efectuar mejoras.
 es el registro y examen crítico Sistemático de los modos de realizar las actividades en una estación de trabajo con el fin de efectuar mejoras.")
104
Estudio del Trabajo y la Productividad de una Empresa
Estudio de Movimientos Estudio visual de movimientos .- Uso más amplio debido a que no necesita justificar económicamente su empleo. Comprende la observación cuidadosa de la operación y la elaboración de un diagrama de proceso del operario considerando las leyes de economía de movimientos. Método de estudio de Micromovimientos .- aplica a trabajos de mucha actividad, cuya duración y repetición son grandes.

105
Principios de la economía de movimientos:
Existen principios de economía de movimientos, los cuales fueron desarrollados por Gilbreth y completados por Barnes, estas leyes son aplicables a cualquier tipo de trabajo, pero se agrupan en tres subdivisiones: Aplicación y uso del cuerpo humano. Arreglo del área de trabajo Diseño de herramientas y equipo

106
Principio de Economía de Movimientos (Barnes):
Las dos manos deben comenzar y terminar sus movimientos al mismo tiempo. 2) Las dos manos no deben estar ociosas al mismo tiempo excepto durante períodos de descanso. 3) Los movimientos de los brazos deben hacerse en direcciones opuestas y simétricas, y se deben hacer simultáneamente. 4) Los movimientos de manos y cuerpo deben confinarse a la clasificación más baja en la cual sea posible realizar el trabajo bien. 5) El impulso se debe aprovechar para ayudar al trabajador cuando sea posible y se debe reducir al mínimo si es necesario superarlo con esfuerzo muscular.
 Las dos manos no deben estar ociosas al mismo tiempo excepto. durante períodos de descanso. 3) Los movimientos de los brazos deben hacerse en direcciones. opuestas y simétricas, y se deben hacer simultáneamente. 4) Los movimientos de manos y cuerpo deben confinarse a la. clasificación más baja en la cual sea posible realizar el trabajo bien. 5) El impulso se debe aprovechar para ayudar al trabajador cuando sea. posible y se debe reducir al mínimo si es necesario superarlo con. esfuerzo muscular.")
107
Principio de Economía de Movimientos (Barnes):
6) Los movimientos curvados, continuos y uniformes de las manos son preferibles a movimientos en línea recta que impliquen cambios repentinos y abruptos de dirección. 7) Los movimientos de envió son más rápidos, más fáciles y más exactos que los movimientos restringidos o “controlados”. 8) El trabajo debe disponerse de tal modo que permita un ritmo fácil y natural siempre que resulte posible. 9) Las fijaciones a la altura de la vista deben ser contadas y estar juntas unas de otras como sea posible. 10) Debe haber un lugar expreso y fijo para colocar todas las herramientas y materiales.
 Los movimientos curvados, continuos y uniformes de las manos. son preferibles a movimientos en línea recta que impliquen. cambios repentinos y abruptos de dirección. 7) Los movimientos de envió son más rápidos, más fáciles y más. exactos que los movimientos restringidos o controlados . 8) El trabajo debe disponerse de tal modo que permita un ritmo fácil. y natural siempre que resulte posible. 9) Las fijaciones a la altura de la vista deben ser contadas y estar. juntas unas de otras como sea posible. 10) Debe haber un lugar expreso y fijo para colocar todas las. herramientas y materiales.")
108
Principio de Economía de Movimientos (Barnes):
11) herramientas, materiales y controles deberán estar ubicados cerca del punto de uso. 12) Se debe usar alimentadores y recipientes accionados por gravedad para entregar el material cerca del punto de uso. 13) Se deben usar entregas por caída cuando sea posible. 14) Los materiales y las herramientas deben estar ubicados para permitir la mejor secuencia de movimientos. 15) Se deben procurar condiciones buenas de visibilidad. La buena iluminación es el primer requisito para una percepción visual satisfactoria.
 herramientas, materiales y controles deberán estar ubicados. cerca del punto de uso. 12) Se debe usar alimentadores y recipientes accionados por. gravedad para entregar el material cerca del punto de uso. 13) Se deben usar entregas por caída cuando sea posible. 14) Los materiales y las herramientas deben estar ubicados para. permitir la mejor secuencia de movimientos. 15) Se deben procurar condiciones buenas de visibilidad. La buena. iluminación es el primer requisito para una percepción visual. satisfactoria.")
109
Principio de Economía de Movimientos (Barnes):
16) De preferencia la altura del lugar de trabajo y de la silla debe Ajustarse de modo que sea posible sentarse y permanecer de pie alternativamente. 17) A cada trabajador se le debe proporcionar una silla del tipo y altura que permita una buena postura. 18) Las manos deben estar libres de todo trabajo que se pueda hacer ventajosamente mediante un soporte, una instalación fija o un dispositivo operado con pedal. 19) Dos o más herramientas deben combinarse cuando sea posible.
 De preferencia la altura del lugar de trabajo y de la silla debe. Ajustarse de modo que sea posible sentarse y permanecer de pie. alternativamente. 17) A cada trabajador se le debe proporcionar una silla del tipo y. altura que permita una buena postura. 18) Las manos deben estar libres de todo trabajo que se pueda hacer. ventajosamente mediante un soporte, una instalación fija o un. dispositivo operado con pedal. 19) Dos o más herramientas deben combinarse cuando sea posible.")
110
Principio de Economía de Movimientos (Barnes):
20) Las herramientas y los materiales deben proporcionarse de antemano cuando sea posible. 21) Cuando cada dedo realice algún movimiento específico, como en un teclado, la carga debe distribuirse de acuerdo con las capacidades inherentes de los dedos. 22) Palancas, volantes y otros controles deben ubicarse en posiciones tales que el operador pueda manipularlos con el cambio mínimo en la posición corporal y con la mayor velocidad y facilidad.
 Las herramientas y los materiales deben proporcionarse de. antemano cuando sea posible. 21) Cuando cada dedo realice algún movimiento específico, como. en un teclado, la carga debe distribuirse de acuerdo con las. capacidades inherentes de los dedos. 22) Palancas, volantes y otros controles deben ubicarse en. posiciones tales que el operador pueda manipularlos con el. cambio mínimo en la posición corporal y con la mayor. velocidad y facilidad.")
112
Movimiento Símbolo Productivos Alcanzar A
Mover la mano hacia un destino o lugar general Mover M Transportar un objeto a un destino Coger C Conseguir suficiente control sobre un objeto con los dedos de la mano Posicionar P Alinear, orientar y montar un objeto en otro. Desmontar D Romper el contacto entre dos objetos. Soltar SC Abandonar el control que los dedos de la mano ejercen sobre un objeto. Examinar E Identificar o inspeccionar un objeto empleando cualquier sentido. Hacer H Efectuar total o parcialmente los fines de la operación.

113
Movimiento Símbolo Retardantes Cambiar dirección CD Cambiar la línea o plano a través del cual se realiza un A o un M Posición previa PP Preparar el objeto transportado para el elemento básico siguiente. Buscar B Localizar cualquier objeto Seleccionar SE Escoger entre varios objetos. Planear PL Retraso o vacilación para decidir el método a seguir. Retraso nivelador RN Una parte del cuerpo se retrasa por la lentitud de la obra con la que debe realizar una operación simultánea.

114
Movimiento Símbolo Improductivos Sostener S Mantener con la mano un control estético sobre el objeto mientras se ejecuta un trabajo sobre él. Retraso evitable RE Atribuible a la desidia o pereza del trabajador. Retraso inevitable RI Atribuido al método Retraso por fatiga F Descanso para vencer la fatiga.

115
Diseño de herramientas y equipo
Siempre que sea posible deben usarse guías, sostenes o pedales para que las manos realicen más trabajo productivo. También se debe procurar que dos o más herramientas se combinen en una y que junto con los materiales queden en posición de ser utilizados fácilmente.

116
Diseño de herramientas y equipo
En un trabajo tal como escribir a máquina, en que cada dedo efectúa un movimiento específico, la carga debe ser distribuida de acuerdo con la capacidad inherente a cada uno

117
Diseño de herramientas y equipo
Ciertos mangos, como los usados en desarmadores grandes y manivelas, deben diseñarse para permitir que la mano entre en contacto lo más que sea posible con la superficie. Esto es importante ya que al usarlo se ejerce fuerza. Las palancas, los travesaños y manivelas deben colocarse en una posición que permita manejarlas con el menor cambio de postura del cuerpo y con la mayor ventaja mecánica.

118
Las cinco clases generales de movimientos.
Debe considerarse que, para lograr el máximo aprovechamiento del lugar de trabajo, es importante que los movimientos efectuados por el operador sean los que menos lo fatigan. Por lo tanto, es conveniente relacionar las zonas de trabajos normales y máximas con las siguientes clases de movimientos: Movimiento en los que sólo se emplean los dedos de la mano. Movimiento en los que sólo se emplean los dedos y la muñeca Movimiento en los que sólo se emplean los dedos, la muñeca y el antebrazo. Movimientos en los que sólo se emplean los dedos, la muñeca, el antebrazo y el brazo. Movimientos en los que se emplean los dedos, la muñeca, el antebrazo, el brazo y el cuerpo.

119
Descansa la muñeca y el antebrazo

120
Mujer Talla: 1.59 m Peso: 54 kg Hombre Talla: 1.68 m Peso: 68 kg A 0.480 0.550 B 0.300 0.335 C 0.200 0.240 D 1.370 1.550 E 1.100 1.350 F 0.640 0.720 G 0.600 H

121
Mujer Talla: 1.59 m Peso: 54 kg Hombre Talla: 1.68 Peso: 68 kg A 1.400 1.550 B 1.100 1.350 C 0.680 0.770 D 0.720 0.880 E 0.630 0.700 F 1.260 G 0.730 0.800 H 0.430 0.500

123
Estudio del Trabajo y la Productividad de una Empresa
Estudio de Movimientos 1 Seleccionar 2 Registrar 3 Examinar 4 Establecer 5 Evaluar 6 Definir 7 Implantar 8 Controlar

124
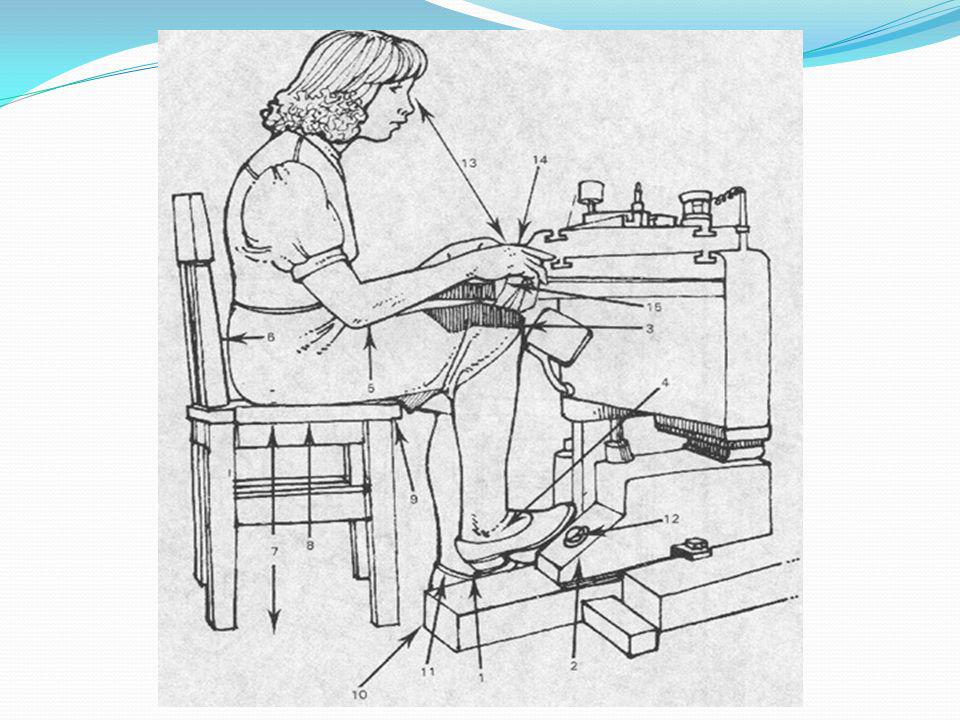
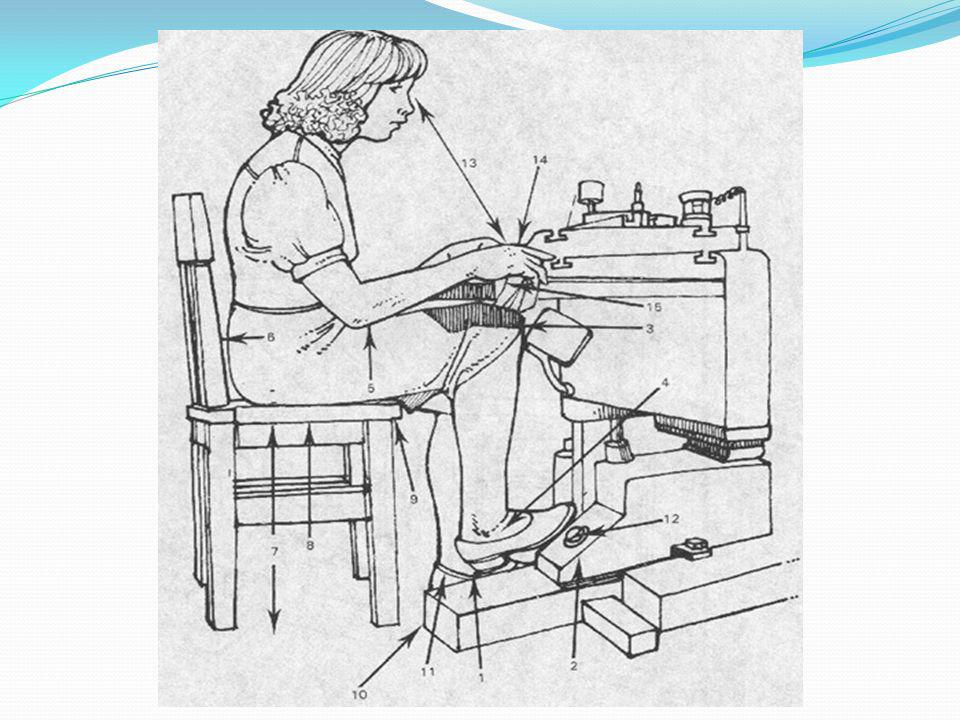
Errores de diseño de la estación de trabajo. ¿Cuáles son?

126
1. El pie derecho no tiene soporte adecuado.
2. El pedal está demasiado alto. 3. Las rodillas pueden golpear con la máquina. 4. El ángulo que forman el pie y la pierna es muy agudo. 5. El codo queda más abajo de su altura normal. 6. El respaldo de la silla es incorrecto. 7. La altura de la silla no es adecuada. 8. El asiento de la silla no está curvado. 9. Las esquinas y bordes de la silla son en ángulo recto.

128
10. La máquina obstaculiza el paso.
11. El pie izquierdo no está a la misma altura que el derecho, lo que produce una posición no simétrica. 12. El pedal de accionamiento debe ser plano y en forma de pie no en forma de botón cóncavo que es resbaladizo. 13. La distancia normal para trabajos de precisión debe ser de 25 a 30 cm. 14. La operación se está ejecutando fuera del área normal de trabajo. 15. Las manivelas son muy pequeñas.

129
Diseño de plantillas y dispositivos.
Los dispositivos de producción se caracterizan por ser sencillos y relativamente baratos. Constituyen el fundamento para la mejora de muchas operaciones. Por otro lado, es común que sean ideas originales; es decir que aunque estén compuestos por elementos conocidos como tornillos, placas de acero, etc., en conjunto son innovaciones. Alguna clasificación: Dispositivos para soporte, colocación y montaje. Guía o plantillas. Dispositivos para depósito y alimentación de material Conjuntos de cambio rápido. Pedales Dispositivos de selección o medición (control de calidad) Dispositivos especiales.
 Dispositivos especiales.")
130
Dispositivo para soldadura a tope con láser de chapas metálicas, que comprende: dos tableros substancialmente coplanares (13, 14), para soportar dos tableros respectivos (A, B) que se deben soldar a tope, una plantilla de posicionado (29) para situar las chapas metálicas con precisión Dispositivo para ensamblar.

131
Estudio del Trabajo y la Productividad de una Empresa
Movimientos fundamentales de las manos (Therblig): Buscar (search) Seleccionar (select) Tomar {asir} (grasp). Alcanzar (reach) Mover (move) Sostener (hold) Soltar (release) Colocar en posición (position) Pre-Colocar en posición (pre-position)
: Buscar (search) Seleccionar (select) Tomar {asir} (grasp). Alcanzar (reach) Mover (move) Sostener (hold) Soltar (release) Colocar en posición (position) Pre-Colocar en posición (pre-position)")
132
Estudio del Trabajo y la Productividad de una Empresa
Movimientos fundamentales de las manos (Therblig) cont: 10) Inspeccionar (inspect) 11) Ensamblar (assemble) 12) Desensamblar (disassemble) 13) Usar (use) 14) Demora inevitable (unavoidable delay). 15) Demora evitable (avoidable delay) 16) Planear (plan) 17) Descansar (rest to overcome fatigue)
 cont: 10) Inspeccionar (inspect) 11) Ensamblar (assemble) 12) Desensamblar (disassemble) 13) Usar (use) 14) Demora inevitable (unavoidable delay). 15) Demora evitable (avoidable delay) 16) Planear (plan) 17) Descansar (rest to overcome fatigue)")
133
Estandarización de operaciones mediante, la aplicación de la hoja de método de trabajo.
La hoja de trabajo pretende servir como base para: Cumplir y mejorar las operaciones Facilitar la capacitación de los operadores. Servir como fuente de consulta durante la realización de las operaciones Ser la base de la auditorías del proceso para elevar la eficiencia de la operación y de la línea de trabajo.

134
De la necesidad de unificar la forma de llevar a cabo las actividades por parte de los generadores de un producto surge la estandarización, cuya finalidad es evitar desviaciones que puedan ocasionar problemas en las actividades diarias.

135
Influencia de las actividades de tiempos y métodos en las operaciones
Ventas: el costo está determinado principalmente por los Métodos de fabricación. Los estándares de tiempo son la base de los costos estándares Producción, los estándares proporcionan bases para medir la Actuación de los departamentos de producción. Compras, el tiempo es común denominador para comparar equipos y suministros competitivos.

136
Influencia… Personal, se mantienen buenas relaciones laborales haciendo uso de estándares equitativos y tasas justas de salarios. Los métodos y los procesos influyen en los diseños de los productos. Los estándares establecen la base del mantenimiento preventivo.

137
Influencia… Los estándares dan fuerza a la calidad
La programación de producción, se basa en los estándares de tiempo. Producción, los métodos y los estándares dicen como hay que hacer el trabajo y en qué tiempo se hará.

138
Cómo examinar o analizar una operación
Objetivos del análisis del trabajo Perfeccionar el método de trabajo Instrucción en el trabajo. Diseño de útiles y herramientas Documentación del método de trabajo.

139
Técnicas para el análisis del trabajo
Principales técnicas: La técnica de la actitud interrogante. La lista de comprobación de análisis. Técnica de la actitud interrogante Sea cual fuere el objetivo del análisis del trabajo, el analista siempre debe preguntarse: ¿es necesaria la operación? ¿puede eliminarse? , ¿puede combinarse con otra?, ¿puede cambiarse el orden? , ¿puede simplificarse?

140
Lista de comprobación de análisis
La siguiente guía es muy importante para apoyar la técnica de la actitud interrogante: Comprenda Analice ¿Qué se logra? ¿Es necesario? ¿Dónde se hace? ¿Por qué ahí? ¿Quién lo hace? ¿Por qué esa persona? ¿Cómo se hace? ¿Por qué de esa manera?

141
Existen diversas formas de analizar una operación, pero en todas ellas es necesario:
Ser cautelosos con lo que se ve. Colocar el trabajo en el banquillo de los acusados y que se justifique de la siguiente forma: Sí No Con hechos Con palabras Con causas Con efectos Con razones Con excusas

142
Datos Preguntas Intención ¿Qué se hace? Eliminar ¿Dónde se hace?
¿Por qué se hace? ¿Es necesario hacerlo? ¿Cuál es la finalidad? ¿Qué otra cosa podría hacerse para alcanzar el mismo resultado? Eliminar ¿Dónde se hace? ¿Por qué se hace ahí? ¿Se conseguirían ventajas haciéndolo en otro lado? ¿Podría combinarse con otro elemento? ¿Dónde podría hacerse mejor? ¿Cuándo se hace? ¿Por qué se hace en ese momento? ¿Sería mejor realizarlo en otro momento? ¿El orden de las acciones es el apropiado? ¿Se conseguirán ventajas cambiando el orden? Combinar y reordenar ¿Quién lo hace? ¿Tiene las calificaciones apropiadas? ¿Qué calificaciones requiere el trabajo? ¿Quién podría hacerlo mejor? ¿Cómo se hace? ¿Por qué se hace así? ¿Es preciso hacerlo así? ¿Cómo podríamos hacerlo mejor? Simplificar

143
Requisitos para simplificar el trabajo
Tener una mente abierta. Un paracaídas solo funciona cuando se mantiene abierta.

144
Continuación Mantener una actitud interrogativa. La interrogación en la simplificación del trabajo, es una de las herramientas mas útiles.

145
Requisitos Trabaje sobre las causas, no sobre los efectos. No se conforme con ver como la gente hace su trabajo: analícelo y estúdielo para simplificarlo.

146
Requisitos Trabaje sobre los hechos, no sobre las opiniones. Mucha gente cree que un trabajo se hace de determinada manera porque desde muchos años antes se ha hecho así…, lo cual es sólo una opinión, de ningún modo un hecho.

147
Requisitos Acepte las razones, no las escusas, pues…este…. La razón es ésta.

148
Requisitos Elimine el miedo a la critica. Despójese de su amor propio y de su pereza mental, pues solo así lograra cambios que valgan la pena.

149
Requisitos Logre vencer la resistencia la cambio. Todos, por naturaleza, nos oponemos al cambio, pero él es el requisito necesario para el progreso.

150
Procedimientos del estudio de métodos
Seleccionar el trabajo que debe mejorarse. Registrar los detalles del trabajo. Analizar los detalles del trabajo. Desarrollar un nuevo método para hacer el trabajo. Adiestrar a los operarios en el nuevo método de trabajo. Aplicar el nuevo método de trabajo.

151
1. Seleccionar el trabajo que debe mejorarse.
Desde el punto de vista humano. Desde el punto de vista económico. Desde el punto de vista funcional del trabajo.

152
Desde el punto de vista humano
Los primeros trabajos cuyo método debe mejorarse, son los de mayor riesgo de accidentes; por ejemplo, aquellos en los que se manejan sustancias toxicas, en donde haya prensas, máquinas de corte e instalaciones eléctricas.

153
Desde el punto de vista económico
En segundo lugar, se debe dar preferencia a los trabajos cuyo valor represente un alto porcentaje del costo del producto terminado.

154
Desde el punto de vista funcional del trabajo.
Cuellos de botella Ruta critica (PERT/CPM)
")
155
Registrar los detalles del trabajo.
Para poder mejorar un trabajo, debemos saber exactamente en qué consiste. Para registrar el proceso de fabricación se utilizan los diagramas de proceso de operaciones, de proceso de flujo de recorrido y de hilos.

156
Analizar los detalles del trabajo.
Para poder analizar un trabajo de forma completa, el estudio de métodos utiliza una serie de preguntas que deben hacerse sobre cada detalle con el objeto de justificar existencia, lugar, orden, persona y forma en que se ejecuta. ¿Por qué existe cada detalle? ¿Para que sirve cada uno de ellos?

157
Si contestamos afirmativamente, las anteriores preguntas, entonces.
¿Dónde debe hacerse el detalle? ¿Cuándo debe ejecutarse el detalle? ¿Quién debe hacer el detalle?

158
Procedimiento sugerido para desarrollar un centro de trabajo.
Recopilar todos los hechos relacionados con el diseño, como planos y dibujos, cantidades requeridas y plazos de entrega. Se recomienda la elaboración de diagramas de proceso. Efectuar un análisis, considerando los enfoques primarios del análisis de operaciones y los principios del estudio de movimientos.

159
Procedimiento… Idear un método. Presentar o formular éste.
Instalar el centro de trabajo. Llevar a cabo un análisis de trabajos en dicho centro. Establecer estándares de tiempo. Seguir el método.

160
Cómo aplicar el nuevo método
Esta fase del procedimiento, fundamental para simplificar el trabajo, quizá sea la más difícil. Para llevarla a cabo se necesita por igual del respaldo activo de la dirección y del sindicato, y que el especialista en estudio del trabajo o analista ponga en juego todas sus cualidades personales.

161
La aplicación del nuevo método puede dividirse en cinco etapas:
Vender las ideas propias relacionadas con el fin del estudio y las aportaciones y sugerencias de los trabajadores relacionadas con el tema. Durante el periodo de estudio pedir a los supervisores que emitan los puntos de vista propios. Dejar que el trabajador desempeñe un papel lo más amplio posible en la creación y desarrollo del nuevo método, a fin de que también lo considere como obras suya.

162
Preparar un informe que contenga:
El diagrama propuesto con las firmas de aprobación El costo de materiales, mano de obra y gastos generales de los métodos. Las economías esperadas. El aumento de producción. La reducción de desperdicios El aumento de la calidad y la seguridad industrial Necesidades de inversión El costo de implantar el nuevo método. La acción ejecutiva que se necesitará para implantar el nuevo método. El calendario de su implantación

163
Examinar el informe juntos con el supervisor y la dirección en su caso.
Lograr la aprobación de los cambios por parte de los trabajadores y la dirección. Preparar las normas de ejecución por escrito. En esta fase se deben elaborar hojas con instrucciones para el operador y carta de descripción del método, o carta de fabricación con objeto de: Registrar todos los detalles del nuevo método. Explicar el método a los afectados. Preparar el equipo necesario. Ayudar al adiestramiento o readiestramiento. Tener la base para el estudio de tiempos.

164
Carta de descripción del método
Este importante documento, imprescindible para la aplicación del método, reúne las siguientes características y funciones: Es una guía para indicar los procedimientos por seguir en el perfeccionamiento de métodos. Es una ayuda para el análisis y el estudio de tiempos y movimientos. Puede emplearse para organizar la distribución de planta. Puede emplearse como la forma escrita oficial del método que se sigue en cada operación. Un libro que contenga todas las cartas de descripción de métodos formaría el Manual de Operación de Instrucción (M.O)
")
165
El M.O. será la base para capacitar a todo el personal.
El M.O. será la norma que regulará las operaciones para facilitar la labor de supervisión y la normalización de los procedimientos, es decir, será la base para exigir que se cumplan los métodos establecidos. Cuando se desarrolle un nuevo método de trabajo, se hará inmediatamente la carta de descripción del mismo y se colocará en el M.O. en sustitución de la carta de descripción antigua, si existe.

166
Consideraciones al aplicar un nuevo método:
Informar con anticipación al personal sobre los cambios que le afectarán. Tratar al personal con la dignidad que se merece por su calidad humana. Promover que todos aporten sugerencias. Reconocer la participación de quien lo merezca. Ser honesto en el uso de las sugerencias ajenas. Explicar las razones del rechazo de una idea sugerida. Hacer sentir al personal que forma parte del esfuerzo común por mejorar las condiciones de trabajo de la fábrica. Capacitar al trabajador que va ha aplicar el nuevo método.

167
Simplificación del trabajo y relaciones humanas.
Principios básicos de las relaciones humanas: El ingeniero industrial obtiene resultados en su trabajo a través de los hombres. Los resultados serán malos si los trabajadores no cooperan con él y serán excelentes si el grupo colabora de manera entusiasta.

168
Cada persona debe ser tratada como individuo, es decir, considerando ciertas características que lo hacen diferente a de los demás.

169
Resistencia al cambio Son pocos los individuos que no perciben la necesidad de mejorar los métodos. Muy pocos desaprobarán los objetivos. Sin embargo, ellos pueden ver en esta técnica un peligro para su status quo, razón por la cual resistirán con determinación a cualquier cambio.

170
Causas de la resistencia al cambio
Temor a lo desconocido. Inercia de los viejos métodos. Incertidumbre. No entender lo nuevo. Sentimiento de obsolescencia. Por diferencias personales entre quien cambia y quien debe ser afectado por el cambio. Rechazo a la ayuda exterior Por falta de tacto de quien hace la proposición.

171
Causas de la resistencia al cambio …
Falta de confianza de quien propone el cambio. Inoportunidad de los cambios. Por relaciones sociales. Resentimiento contra las órdenes nuevas y contra un mayor control de las actividades. Por actitudes sindicales. Por factores económicos.

172
Disminución de la resistencia a los cambios.
Alicientes económicas. Comunicación en ambos sentidos. Acuerdos tomados en grupo. Actitudes para romper el hielo. Negociaciones. Hacer cambios por vía de ensayo.

173
Cómo mantener el nuevo método.
Se debe mantener un estrecho contacto con los adelantos logrados en el trabajo, hasta comprobar que marcha tal como se había pensado. Es necesario evaluar los resultados del método mejorado y retroceder si es necesario.

174
Normalización Una vez que el método de trabajo ha sido decidido, es esencial que se asegure la normalización no sólo de él sino también de los materiales, del equipo y de las condiciones de trabajo. A menos de que se dé la importancia que merecen todos estos factores, será imposible establecer que con sólo llenar adecuadamente los formatos se va ha ejecutar eficientemente determinada tarea.

175
UNIDAD 5 Definición del estudio de tiempos. Alternativas para llevar a cabo un estudio de tiempos. Tanteo Datos estadísticos Cronometro. Requisitos que se deben de cumplir para llevar a cabo un buen estudio del tiempo. Estudio de movimientos.. Gerencia. Sindicatos. Supervisor. Operario Análisis de tiempos.

176
Equipo para el estudio de tiempos.
Tablas. Cronometro. Técnicas de cronometración. Lectura de vuelta a cero. Lectura continua. División de la operación en sus elementos. Ciclo Elementos y su clasificación.

177
Medición del trabajo La medición del trabajo es un método investigativo basado en la aplicación de diversas técnicas para determinar el contenido en una tarea definida fijando el tiempo que un trabajador calificado invierte en llevarla a cabo con arreglo a una norma de rendimiento preestablecida.

178
Objetivos de la medición del trabajo.
Incrementar la eficiencia del trabajo. Proporcionar estándares de tiempo que servirán de información a otros sistemas de la empresa, como el de costos de programación de la producción, supervisión, etc.

179
Desarrollo del estudio de tiempos y relación con la simplificación del trabajo.
Frederick W. Taylor introdujo, en 1881, las bases del sistema actual de la medición del trabajo, él siguió el siguiente orden. Análisis de todas las operaciones con el objeto de eliminar aquellas que fueran innecesarias. Determinación del mejor método de ejecución. Estandarización de los métodos, materiales, herramientas, equipo y condiciones de trabajo. Exacta determinación del tiempo que un operador calificado como normal necesita para ejecutar un trabajo.

180
Procedimiento para medir el trabajo.
Para medir los tiempos de trabajo existen dos premisas fundamentales. Las medidas deben tomarse con la mas escrupulosa justicia, es decir, con las mayores garantías de que está perfectamente realizada. Las medidas deben tomarse con el grado de exactitud estrictamente necesario, de acuerdo con la importancia de lo que se pide.

181
Cómo mantener el nuevo método.
Es importante que una vez que se ha implantado un método se le mantenga en la forma especificada, es decir, no debe permitirse que los trabajadores reinstalen el método antiguo o introduzcan elementos no permitidos, a menos de que exista un motivo fundamentado.

182
Medición del trabajo La medición del trabajo es un método investigativo basado en la aplicación de diversas técnicas para determinar el contenido de una manera definida fijando el tiempo que un trabajador calificado invierte en llevarla a cabo con arreglo a una norma de rendimiento preestablecida.

183
Observaciones necesarias para calcular el tiempo normal
El número de ciclos que deberá observarse para obtener un tiempo medio representativo de una operación se determina mediante los siguientes procedimientos: Fórmulas estadísticas. Ábaco de Lifson. Tabla Westinghouse. Criterio de la General Electric.

184
Fórmulas estadísticas:
Por medio de estas fórmulas se determina el número N de observaciones necesarias para obtener el tiempo de reloj representativo con un error e %, con riesgo fijado de R %. Se aplica la siguiente formula: Xi = valores obtenidos de reloj = media de los tiempos de reloj N = frecuencia de cada tiempo de reloj tomado. n = número de mediciones efectuadas. e = error expresado en forma decimal K=coeficiente de riesgo cuyos valores. K=1 riesgo de error de 32% K=2 riesgo de error de 5% K=3 riesgo de error de 0.3%

185
Ejercicio: Supongamos que se han tomado las lecturas 5, 8, 7, 5 , 6, 7, 7, 6, 8, 5, en centésimas de minuto y se trata de determinar cuál es el número mínimo de observaciones necesarias para obtener el tiempo de reloj representativo con un error de 4% y un riesgo de 5% Valores Xi Frecuencia “f ” Xi - x (Xi – x )2 f. (Xi – x )2
2. f. (Xi – x )2.")
186
Objetivos de la medición del trabajo:
Incrementar la eficiencia del trabajo. Proporcionar estándares de tiempo que servirán de información a otros sistemas de la empresa, como el de costos de programación de la producción, supervisión, etc.

187
Desarrollo del estudio de tiempos y relación con la simplificación del trabajo.
Análisis de todas las operaciones con el objeto de eliminar aquellas que fueran innecesarias. Determinar el mejor método de ejecución. Estandarización de los métodos, materiales, herramientas, equipo y condiciones de trabajo. Exacta determinación del tiempo que un operador calificado como normal necesita para ejecutar el trabajo.

188
Técnicas de medición del trabajo. (principales técnicas)
Por estimación de datos históricos. Estudio de tiempos con cronómetro. Por descomposición en micromovimientos de tiempos predeterminados. (MTM, MODAPTS, técnica MOST). Método de las observaciones instantáneas (muestreo del trabajo) Datos estándar y fórmulas de tiempo.
. Método de las observaciones instantáneas (muestreo del trabajo) Datos estándar y fórmulas de tiempo.")
189
El estándar de tiempos y sus componentes
Tiempo valorado al ritmo normal Suplementos P D S P= personal D= descanso (fatiga) S = suplementario
 S = suplementario.")
190
Estudio de tiempos con cronómetro. Pasos básicos para su realización:
Preparación Selección de la operación Selección del trabajador Actitud frente al trabajador Análisis de comprobación del método de trabajo Ejecución Obtener y registrar la operación Descomponer la tarea en elementos. Cronometrar. Calcular el tiempo observado.

191
Valoración Suplementos Ritmo normal del trabajador promedio
Técnicas de valoración Calculo del tiempo base o valorado. Suplementos Análisis de demoras Estudio de fatiga. Cálculo de suplementos y sus tolerancias.

192
Requisitos de un buen sistema de valoración
La primera y la más importante de las características de un sistema de calificación es su exactitud; sin embargo, no se puede esperar una coherencia perfecta en el método de calificar, ya que las técnicas para hacerlo se basan esencialmente en el juicio del analista de tiempos. No obstante, hay que considerar los procedimientos que permitan, a los distintos analistas, dentro de una misma organización, el estudio de operadores diferentes, empleando el mismo método, para llegar a factores de calificación que no se desvíen en más o menos 5% de tolerancia.

193
Método de calificación Nivelación
Cuando se utiliza este método, al evaluar la actuación del operador se consideran cuatro factores: habilidad, esfuerzo, condiciones y consistencia Habilidad +0.15 A1 +0.13 A Habilísimo +0.11 B1 +0.08 B Excelente +0.06 C1 +0.03 C Bueno 0.00 D Promedio -0.05 E1 -0.10 E Regular -0.15 F1 -0.22 F Deficiente La habilidad se define como el aprovechamiento al seguir un método dado

194
Esfuerzo +0.13 A1 +0.12 A2 Excesivo +0.10 B1 +0.08 B2 Excelente +0.05
+0.02 C Bueno 0.00 D Promedio -0.04 E1 -0.08 E Regular -0.12 F1 -0.17 F Deficiente El esfuerzo se define como una demostración de la voluntad, para trabajar con eficiencia. El esfuerzo es representativo de la velocidad con que se aplica la habilidad y puede ser controlada en un alto grado por el operador.

195
Condiciones Consistencia
+0.06 A Ideales +0.04 A Perfecto B Excelente +0.03 B Excelente +0.02 C Buena +0.01 C Buena 0.00 D Promedio D Promedio -0.03 E Regulares -0.02 E Regulares -0.07 F Malas -0.04 F Deficientes Las condiciones son aquellas circunstancias que afectan sólo al operador y no a la operación. Los elementos que pueden afectar las condiciones de trabajo incluyen temperatura, ventilación, alumbrado, ruido, etc. Consistencia: Es el grado de variación en los tiempos transcurridos, mínimos y máximos, en relación con la media, juzgado con arreglo a la naturaleza de las operaciones y a la habilidad y esfuerzo del trabajador.

196
Muestreo del trabajo El muestreo del trabajo como técnica de la Ingeniería de métodos puede aplicarse con éxito para resolver una gran variedad de problemas de todas clases sobre actividades relacionadas con grupos de personas o equipos.

197
Metodología del muestreo del trabajo.
Pasos preliminares Definición de los objetivos, incluyendo especificación de las categorías de actividad por observar. Diseño del procedimiento de muestreo, lo que implica: Estimación del número satisfactorio de observaciones que deben hacerse. Selección de la longitud del trabajo Determinación de los detalles del procedimiento de muestreo, tales como programación de las observaciones, método exacto de observaciones, diseño de la hoja de observaciones y rutas a seguir. Recopilación de datos mediante la ejecución de un plan de muestreo previamente diseñado. Procesamiento de cálculos. Presentación de resultados.

198
Técnicas del muestreo por atributos:
La desviación típica en el muestreo por atributos se calcula de la siguiente manera: p=m/n m= número total de actividades indeseables. n= número total de actividades controladas.

199
p= Actividades de mayor interés/número total de actividades
Determinación del número de observaciones para realizar un estudio de muestreo de trabajo. Hacer un calculo aproximado del porcentaje que representa un elemento cualquiera con relación al total de actividades: p= Actividades de mayor interés/número total de actividades Determinar los límites aceptables de tolerancia, es decir, decidir qué aproximación se desea tener en los resultados en relación con los valores reales. Una tolerancia aceptable es de +/- 5% Determinar la exactitud o certidumbre y nivel de confianza que se deseen. Por exactitud se entiende el número de veces que se tendrá la seguridad de que el resultado obtenido esté dentro de los límites de tolerancia fijados.

200
N= tamaño de la muestra Z= nivel de confianza S = precisión deseada P= probabilidad de la presencia de elemento o proporción de la actividad de interés expresada como decimal. Z=1, representa una probabilidad de % Z=2, representa una probabilidad de % Z=3, representa una probabilidad del % El nivel z=2 se utiliza en la industria en general, y el k=3 en la industria farmacéutica y de alimentos.

201
Ejemplo: Se requiere determinar el porcentaje de inactividad de unas maquinas. Supóngase que se desea un nivel de confianza de 95.45% y una precisión de +/- 5%, un primer muestreo nos dio los siguientes resultados: Máquinas activas 140 Máquinas inactivas 60

202
Z=2, s= y p = 0.30 N=

203
Aplicación 2 En la limpieza de ciertas partes metálicas es necesario el uso de un gas. Se procedió a realizar un estudio de muestreo de trabajo con el propósito de determinar el tiempo que el operador está expuesto al gas. El estudio se inició analizando los siguientes elementos: Cargar piezas metálicas con ganchos. Meter ganchos a tinas. Esperar tiempo de proceso. Sacar ganchos de tinas. Inspeccionar. Durante los elementos 1,2 y 4 los operarios se exponen a los gases, no así durante los elementos 3 y 5. Se tomaron 80 observaciones diarias y se obtuvieron los siguientes datos que señala la siguiente tabla.

204
Para una precisión de s=8% y un nivel de confianza de z=95.45%,
Día 1 2 3 4 5 20 28 15 22 21 16 18 17 25 23 13 9 10 7 6 12 8 Totales 80 Elemento Para una precisión de s=8% y un nivel de confianza de z=95.45%, Determinar si el numero de observaciones es suficiente:

205
Número de veces que sí se exponen
Número de veces que no se exponen P= S=

206
Datos estándar: Los datos estándar son, en su mayor parte, tiempos elementales estándar tomados de estudios de tiempo que han probado ser satisfactorios Obtención de datos de tiempo estándar: Para obtener estos datos es preciso distinguir los elementos constantes de los elementos variables. Elemento constante: es aquel donde el tiempo asignado permanecerá aproximadamente igual para cualquier pieza dentro de un trabajo específico. Elemento variable: es aquel donde el tiempo asignado cambia dentro de una variedad específica de trabajo.

207
Algunas veces, debido a la brevedad de los elementos individuales es imposible medir su duración por separado, como por ejemplo al tratar de tomar el tiempo a una secretaria competente, lo que se sugiere es en este caso, cronometrar grupos de elementos y resolver usando ecuaciones.

208
Ejemplo El analista de una compañía está acumulando datos estándar del departamento de prensas. A causa de la brevedad de los elementos ha decidido medir grupos de tiempos, agrupándolos para luego determinar el valor de cada elemento. Sus datos son: a.- Alcanzar cintas de metal, sujetarlas y deslizarlas contra el tope. b.- Soltar material, alcanzar la manivela de la prensa, sujetarla y moverla. c.- Mover el pie para operar el pedal. d.- Alcanzar la pieza, sujetarla y quitarla del troquel. e.- Mover la pieza hasta la caja y soltarla.

209
Los datos anteriores se cronometraron de la siguiente manera:
a + b + c =0.048 b + c +d =0.062 c+ d + e =0.050 d + e + a =0.055 e + a + b =0.049 Resolver este sistema de ecuaciones a fin de determinar el tiempo de cada actividad:

210
Tiempos predeterminados
Los tiempos predeterminados, son una colección de tiempos válidos asignados a movimientos y a grupos de movimientos básicos, que no pueden ser evaluados con exactitud con el procedimiento ordinario del estudio cronométrico de tiempos. Son el resultado del estudio de un gran número de muestras de operaciones diversificadas, con un dispositivo para tomar el tiempo, tal como la cámara de cine, que es capaz de medir elementos muy cortos. Principales sistemas de tiempos predeterminados: 1.-MTM 2.-WORK FACTOR 3.-GPD (General Purpose Data-Basado en MTM) 4.-BMT (Basic Motion Timestudy) 5.-MODADPTS 6.- TECNICA MOST
 4.-BMT (Basic Motion Timestudy) 5.-MODADPTS. 6.- TECNICA MOST.")
Presentaciones similares




















 Ing. Marco Jara Riofrìo DOCENTE UNIVERSIDAD ECOTEC.>")


