Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Mantenimiento autónomo

2
PASO 7 Mantenimiento autónomo
1 Limpieza inicial Conseguir que los operadores se interesen y responsabilicen por su equipo Eliminar fuentes de contaminación y lugares inaccesibles 2 Establecer estándares de limpieza y lubricación 3 Reducción de averías y formación de operadores que comprendan y dominen su equipo 4 Inspección general del equipo 5 Autoinspección Mantenimiento Autónomo sistemático 6 Organización robusta y cultura de que cada lugar de trabajo sea capaz de autocontrolarse 7 Práctica plena del autocontrol

3
Problemática Cuando no hay conciencia en relación al TPM se encuentra:
Equipo sucio o descuidado Tuercas y tornillos flojos, producen inestabilidad Fugas de filtros de aire sucios Lubricantes sucios, requieren cambio Instrumentos de medición sucios no se leen Ruidos anormales en bombas hidráulicas Máquinas con vibración y ruidos Superficies sucias

4
Conciencia en el equipo

5
Objetivos del mantenimiento autónomo
Eliminar las seis grandes pérdidas e incrementar la efectividad operacional del equipo por medio de actividades de grupos pequeños Educar a los empleados en conocimientos y habilidades relacionados con los equipos. Mejorar el equipo, cambiar los métodos de trabajo, y revitalizar el lugar de trabajo. Asegurar la calidad del producto al 100% estableciendo condiciones para cero defectos

6
Niveles de capacitación
Reconocer anormalidades como tales. Prepararse mentalmente y físicamente para mejorar el equipo. Comprender las funciones y estructura del equipo (cuando son normales y cuando son anormales) Conocer la relación entre la precisión del equipo y la calidad Poder realizar reparaciones del equipo
 Conocer la relación entre la precisión del equipo y la calidad. Poder realizar reparaciones del equipo.")
7
Cuidados a la máquina y personal

8
Ocho pasos en el desarrollo de mantenimiento autónomo
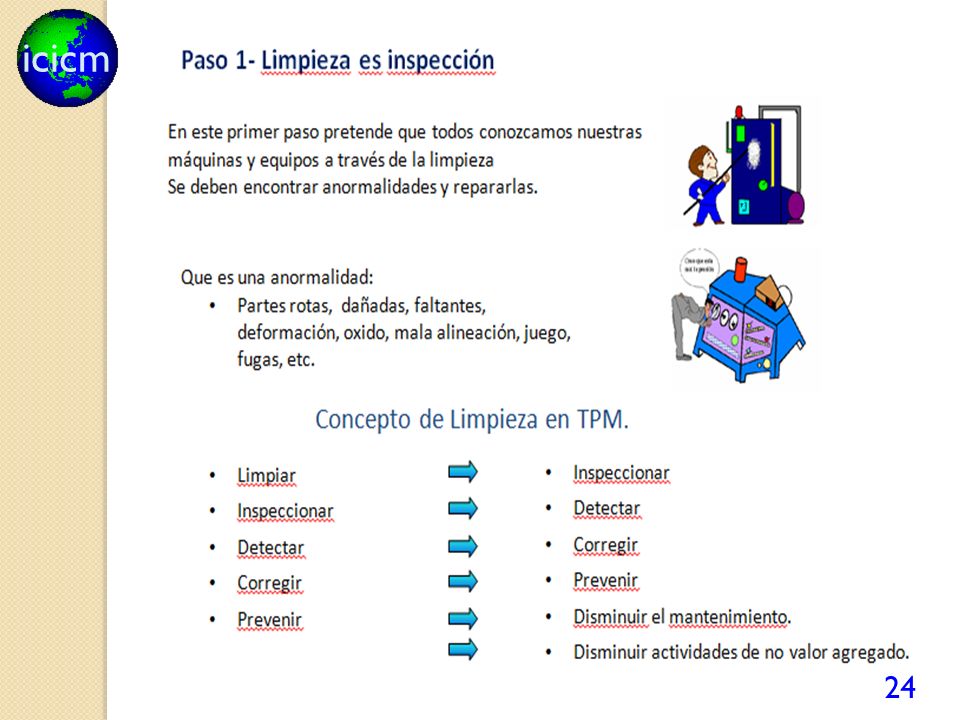
1. Realizar limpieza inicial - Eliminar todo el polvo y partículas para prevenir la deterioración acelerada - Identificar problemas escondidos al limpiar y corregirlos - Familiarizarse con el equipo y ser sensible a sus necesidades - Atacar los problemas en equipo de trabajo; aprender habilidades de liderazgo ** La limpieza es inspección Los empleados aprenden gradualmente que la limpieza es inspección y los resultados van más allá de tener el equipo brillante.

9
Ocho pasos en el desarrollo de mantenimiento autónomo
2. Atender causas de equipo sucio - Eliminar causas de suciedad; prevenir la generación de rebabas o polvo y contaminantes - Mejorar la confiabilidad del equipo al evitar que se acumule polvo y suciedad en el equipo - Ampliar el alcance de los esfuerzos de mejora de individuos a equipos pequeños - Estar orgullosos de implementar las mejoras ** Evitar dispersión de partículas localizándolas ** Mientras se mejora el mantenimiento del equipo, los operadores no solo conocen como se mejora el equipo, sino que se preparan para continuar trabajando en equipos pequeños

10
3. Mejorar áreas difíciles de limpiar
Ocho pasos en el desarrollo de mantenimiento autónomo 3. Mejorar áreas difíciles de limpiar - Reducir el tiempo necesario para limpieza y lubricación - Mejorar la mantenibilidad por medio de limpieza y lubricación mejorada - Aprender como trasparentar la gestión por medio de controles visuales simples - Estar orgullosos de implementar las mejoras Mientras se mejora el mantenimiento del equipo, los operadores no solo conocen como se mejora el equipo, sino que se preparan para continuar trabajando en equipos pequeños

11
4. Estandarizar actividades de mantenimiento
Ocho pasos en el desarrollo de mantenimiento autónomo 4. Estandarizar actividades de mantenimiento - Controlar : limpieza, lubricación y apretar tornillos y tuercas. - Emitir estándares provisionales de limpieza rutinaria, lubricación, e inspección - Comprender la importancia de mantener la calidad por medio de equipos pequeños - Estudiar las funciones básicas y estructura del equipo Emitiendo y revisando los procedimientos estándar, los operadores comprenden que así como la gente que mantiene el equipo, deben tomar, implementar y promover sus propias decisiones de mantenimiento.

12
Ocho pasos en el desarrollo de mantenimiento autónomo
6. Realizar inspección autónoma - Usar listas de verificación y procedimientos estandarizados efectivamente - Mejorar la confiabilidad operacional y clarificar condiciones anormales. - Reconocer la operación correcta, anormalidades, y acciones correctivas apropiadas - Fomentar la autonomía creando sus propias listas de verificación Los miembros del equipo prueban su comprensión y adherencia a puntos de inspección importantes

13
Ocho pasos en el desarrollo de mantenimiento autónomo
7. Organizar y administrar el lugar de trabajo - Asegurar la calidad y la seguridad estandarizando el trabajo en piso, procedimientos de orden y limpieza y mejorando la productividad - Estandarizar las cantidades y el almacenamiento de inventarios en proceso, inventarios de materia prima, productos, refacciones, jigs, y herramentales controles visuales Este paso refuerza la estandarización de reglamentaciones y controles, mejora de estándares, y uso de controles visuales para facilitar la administración del mantenimiento.

14
Ocho pasos en el desarrollo de mantenimiento autónomo
8. Motivar la administración autónoma - Trabajar juntos en las mejoras que ayudarán a lograr las métricas organizacionales - Colectar y analizar datos del equipo orientados a mejorar la confiabilidad, mantenibilidad y operabilidad - Promover la mejora continua - Aprender a registrar y analizar datos del equipo y realizar reparaciones simples del equipo ** Realizar actividades de mejora que refuercen las políticas de la organización **

15
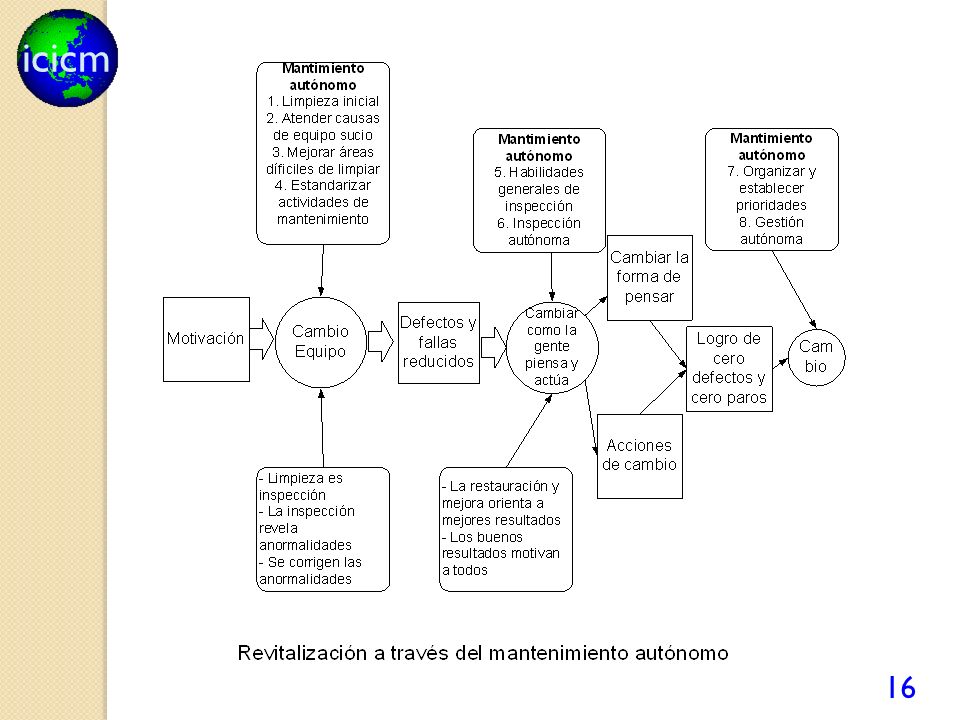
Actividades de TPM Nivel 1 Eliminar deterioración acelerada Nivel 2 Eliminar fallas Nivel 3 Eliminar defectos Nivel 4 Operación rentable Mantenimiento autónomo Exponer y corregir anormalidades en el equipo Comprender las funciones y estructura del equipo Comprender la relación entre equipo y calidad Facilitar el mantenimiento autónomo del equipo Pasos 1. Realizar limpieza inicial 2. Atender causas de equipo sucio 3. Mejorar áreas difíciles de limpiar 4. Estandarizar actividades de mantenimiento 5. Desarrollar habilidades generales de inspección 6. Realizar inspección autónoma 7. Organizar y administrar el lugar de trabajo 8. Administrar autónomamente Mejoras al equipo Eliminar pérdidas crónicas por cuellos de botella prod. Mantener cero defectos Establecer condiciones para cero defectos Grupos pequeños para cero defectos. Hacer equipo productivo

17
Rol de la gerencia Apoyar la motivación de los empleados
Realizar inspecciones y evaluaciones Facilitar la capacitación Estudios especiales de mantenimiento productivos Facilitar las reuniones de los equipos de TPM

19
Ejemplo de procedimiento de Mantenimiento autónomo
Parte Espec. Méto do Herramienta Tiempo Día Sem. Mes Por LIMPIEZA 1 Unidad A Limpia Limpia-dor A 4Hrs. O Op. 2 Motor 3Hrs. LUBRICACIÓN Dentro del tanque Ver nivel Visual B 5Hrs. 6 meses Dentro del convertidor 3 En la flecha INSPECCIÓN ¿polvo? Oír, oler, tocar Paro, llamar al técnico 30 min. Válvula Ajuste 20 min.

20
Niveles de habilidad Nivel del operador Descripción No sabe
No tiene conocimientos suficientes sobre los principios, estándares, procedimientos y equipos. Sabe sólo la teoría Tiene los conocimientos, pero no sabe como aplicarlos en la práctica Conoce en algún grado Puede usar el conocimiento en algún grado en la práctica, pero no es consistente Sabe con certeza Ha aprendido la habilidad suficientemente y puede practicarlo consistentemente en la práctica

21
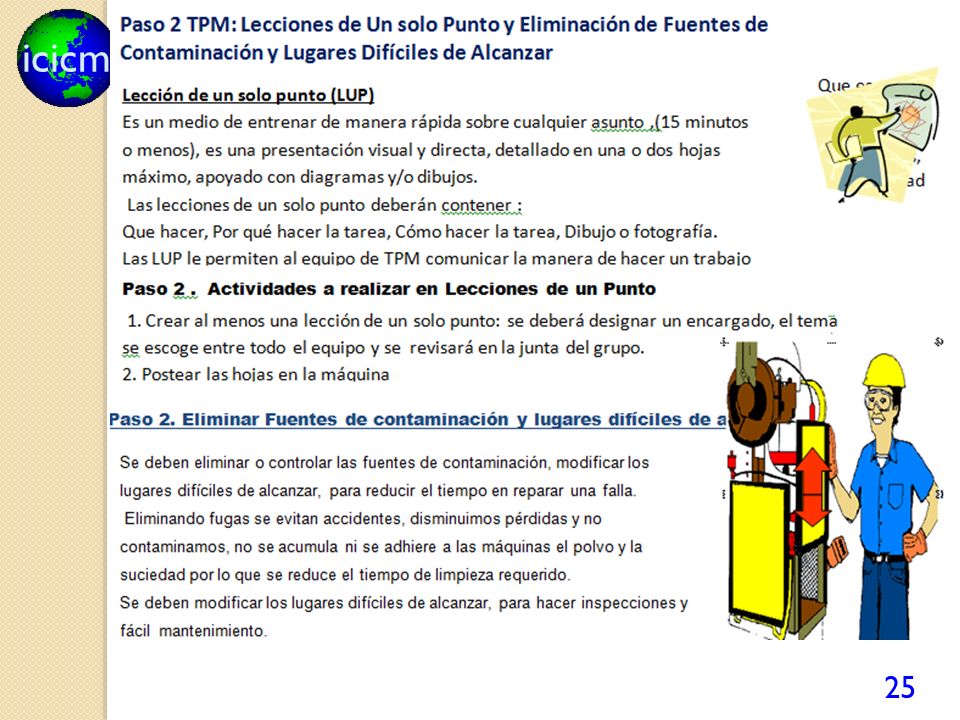
Lecciones de un solo punto
Tipo Descripción Conocimiento básico Llenar vacíos y confirmar conocimientos fundamentales Ejemplos de reparación Se usa un evento de reparación real con operadores experimentados como entrenadores Reforzar habilidades específicas o áreas de conocimiento para prevenir recurrencia de problemas Ejemplos de mejora Enseñar a la gente como tomar acciones correctivas efectivas contra anormalidades a través de casos de estudio reales

22
Acciones para cero fallas

28
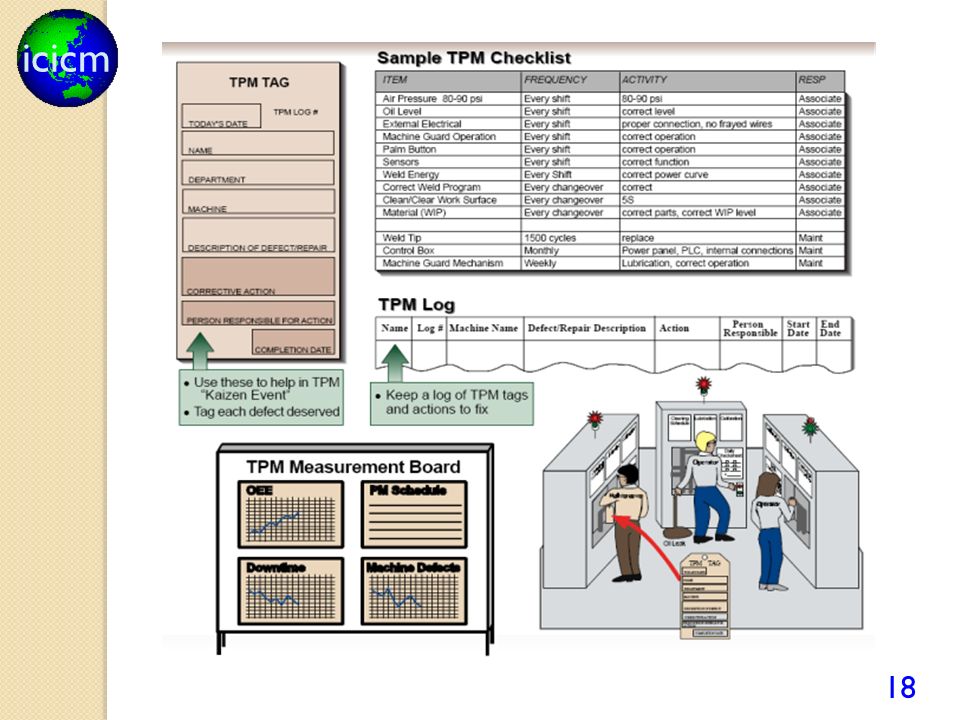
FLUJO DE TARJETAS DE TPM

29
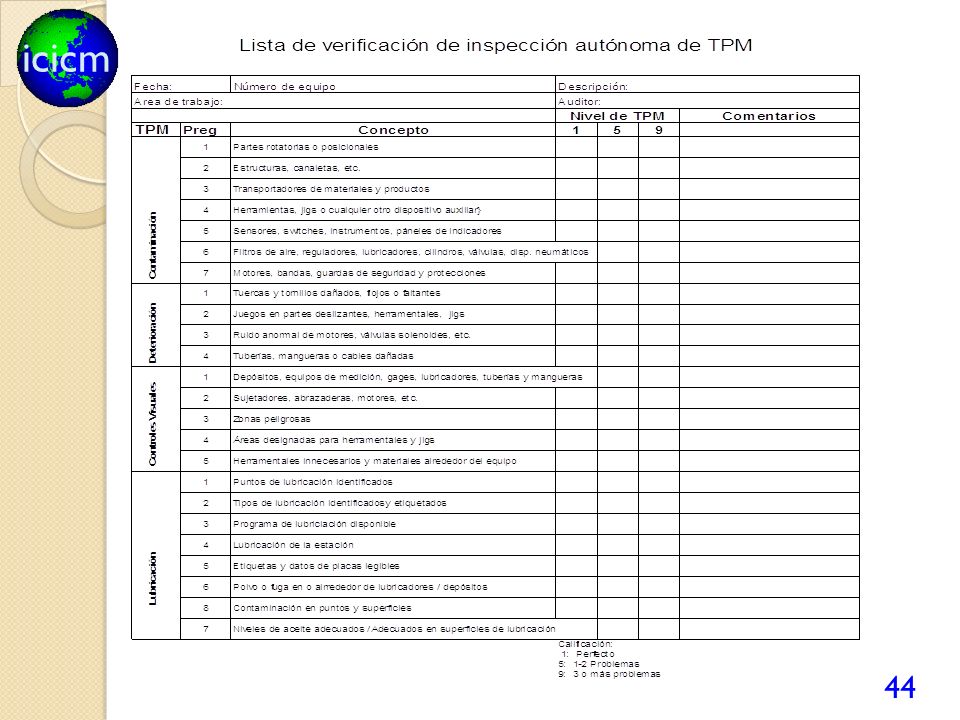
Auditoria de mantenimiento autónomo
1. Limpieza inicial 2-3. Eliminar causas de suciedad y áreas de difícil acceso 4. Estandarizar actividades de mantenimiento 5. Desarrollar actividades de inspección generales 6. Realizar inspección autónoma 7. Organizar y administrar el lugar de trabajo

30
Evento kaizen

31
Kaizen Kaizen es una palabra japonesa que significa: “Kai” cambio y “Zen” bueno, por tanto Kaizen es mejoramiento continuo.

32
Kaizen Su práctica requiere de un equipo integrado por personal de producción, mantenimiento, calidad, ingeniería, compras y demás empleados que el equipo considere necesario Su objetivo es incrementar la productividad controlando los procesos de manufactura mediante la reducción de tiempos de ciclo, la estandarización de criterios de calidad y de los métodos de trabajo por operación.

33
Evento Kaizen Un evento Kaizen se realiza entre dos a cinco días.
Su objetivos mejorar la efectividad de los equipos. Se integra un equipo multidisciplinario dependiendo del problema Según el objetivo, se da una capacitación sobre el tema muy sencilla: SMED, Muda, 5’S, mantenimiento autónomo

34
Evento Kaizen Se generan ideas de mejora sobre el objetivo, se analizan las ideas de los participantes Se analiza el área de mejora, se toman fotos y videos, se discuten y analizan las ideas de todos, se genera un plan de trabajo y se trabaja en las mejoras

35
Eventos Kaizen Organización del área de trabajo con 5S’s
Mejora de la efectividad total del equipo (OEE) Reducción de tiempos de preparación y ajuste (SMED) Prevención de defectos (mejoras en calidad) Combinaciones de los anteriores
 Reducción de tiempos de preparación y ajuste (SMED) Prevención de defectos (mejoras en calidad) Combinaciones de los anteriores.")
36
Ejemplo de evento Kaizen

37
Kaizen para mejora del OEE
Mejora del tiempo de operación del equipo (Up Time), Reducción de distancia de viaje de refacciones Reducción de tiempos de ciclo Reducción de tiempo de preparación Herramientas utilizadas: Análisis de causa raíz, Diagrama de causa efecto Diagrama de flujo, Análisis del muda Análisis del tiempo de ciclo, Otras herramientas estadísticas
, Reducción de distancia de viaje de refacciones. Reducción de tiempos de ciclo. Reducción de tiempo de preparación. Herramientas utilizadas: Análisis de causa raíz, Diagrama de causa efecto. Diagrama de flujo, Análisis del muda. Análisis del tiempo de ciclo, Otras herramientas estadísticas.")
38
Kaizen para SMED Enfoque en cambio rápido de producto
Crear la visión del grupo de Pits Reducción de tiempos de preparación y ajuste Herramientas utilizadas: Video filmación, Análisis de actividades, Gráficas de Gantt Almacenamiento en punto de uso, Análisis del muda Sesión de tormenta de ideas

39
Evento Kaizen para TPM

40
Preparación: Evento Kaizen TPM
Seleccionar el problema a resolver el VSM, alcance del evento y requisitos de información (SQCD) Seleccionar al equipo de trabajo y preparar el área seleccionada Explicación sobre la operación a trabajar Asesoramiento sobre funcionamiento del equipo, herramientas y dispositivos Prácticas de trabajo basadas en la observación de la operación
 Seleccionar al equipo de trabajo y preparar el área seleccionada. Explicación sobre la operación a trabajar. Asesoramiento sobre funcionamiento del equipo, herramientas y dispositivos. Prácticas de trabajo basadas en la observación de la operación.")
41
Desarrollo: Evento Kaizen TPM
A. Seleccionar área piloto y hacer mapa detallado B. Analizar los componentes clave del proceso (A – paro, B – afecta función, C – no afectan) C. Limpieza e inspección inicial de los equipos D. Colectar datos y determinar OEE E. Analizar proceso e identificar oportunidades
 C. Limpieza e inspección inicial de los equipos D. Colectar datos y determinar OEE E. Analizar proceso e identificar oportunidades")
42
Desarrollo: Evento Kaizen TPM
F. Establecer causas potenciales y definir las raíz G. Crear plan de acción y revisar prioridades para las mejoras. H. Tomar acciones de reparación, limpieza, ordenar refacciones, etc. I. Actualizar listas de verificación de TPM J. Roles de mantto. Preventivo, responsabilidades

43
Presentación: Evento Kaizen TPM
K. Reportar a la gerencia L. Reconocimiento al equipo M. Definir el seguimiento al plan de acción (semanal) N. Evaluar resultados, lecciones aprendidas
 N. Evaluar resultados, lecciones aprendidas")
49
Practicar los 5 por qués

52
8. MANTENIMIENTO centrado en CONFIABILIDAD

53
Confiabilidad

54
Confiabilidad ¿para qué?
¿Cuál es la vida promedio del equipo? ¿Cuántas fallas espera este y el próximo año? ¿Cuánto nos costará dar servicio a este equipo? ¿Cómo podemos hacerlo más efectivo en costo?

55
Curva de la bañera

56
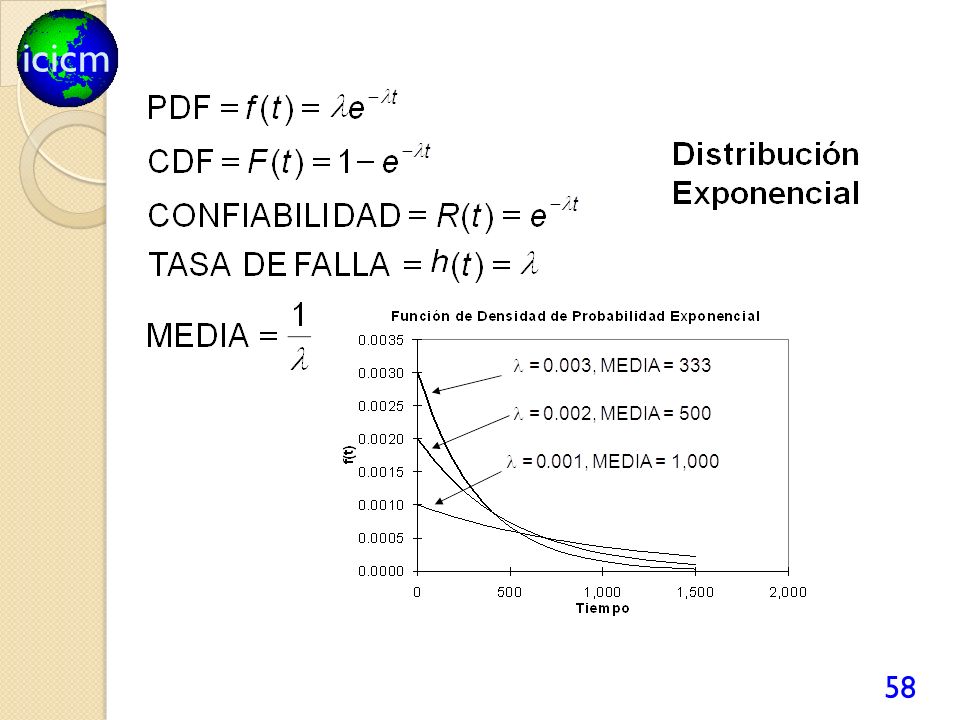
Funciones de probabilidad

57
Probabilidad de falla

59
Equipo reparable Cada vez que una unidad falla y se restaura a funcionamiento, se dice que ocurrió una renovación Checar procesos de renovación. Proceos medidos en el tiempo donde suben y bajan.

60
Equipo reparable Un equipo reparable que funciona adecuadamente un periodo de tiempo, después falla y es reparado para regresarlo a su condición operacional puede tener los siguientes comportamientos

61
Tiempo medio entre fallas (MTBF)
MTBF = 1/lamda: es el tiempo que transcurre entre una falla y otra. Unidad Horas 1 3.70 2 3.75 3 12.18 4 28.55 5 29.37 6 31.61 7 36.78 8 51.14 9 108.71 10 125.21 11 125.35 12 131.76 13 158.61 14 172.96 15 177.12 16 185.37 17 212.98 18 280.40 19 351.28 20 441.79

62
Mantenibilidad La mantenibilidad es la probabilidad de realizar una acción acertada de reparación dentro de un tiempo dado. Es la Facilidad y velocidad para restaurar un sistema al estado operacional después de que falló Por ejemplo, un componente tiene una capacidad de mantenimiento del 90% en una hora, significa que hay una probabilidad del 90% que el componente será reparado dentro de una hora. Antes prob. De que funcione en ujn tiempo t (tiempo largo) Ahora prob. Que se repare en un tiempo t. (tiempo corto)
 Ahora prob. Que se repare en un tiempo t. (tiempo corto)")
63
El tiempo-a-reparación incluye:
1. Tiempo para diagnosticar con éxito la causa de falla. 2. Tiempo que toma para entregar las piezas necesarias para realizar la reparación. 3. Tiempo que toma para quitar los componentes fallados y para substituirlos por correctos. 5. Tiempo de ajuste para traer el sistema de nuevo a estado de funcionamiento. 6. Tiempo que toma para verificar que el sistema está funcionando dentro de lo especificado.

64
Mantenibilidad Exponencial
Un sistema, donde los tiempos de reparación se distribuyan exponencial. Su mantenibilidad M(t) se da por: Donde m = tasa de la reparación. La media de la distribución se puede obtener: Se emplea lo descrito en confiabilidad, presencia de censura, no necesaria normales, hay cesgo…. Ahora interesa lo contrario: Ahora me interesa la falla, la compoostura. Mantenibilidad seria PDF proporción de artíciulos reparados al tiempo t. En confiabilidad era landa, ahora es mu.
 se da por: Donde m = tasa de la reparación. La media de la distribución se puede obtener: Se emplea lo descrito en confiabilidad, presencia de censura, no necesaria normales, hay cesgo…. Ahora interesa lo contrario: Ahora me interesa la falla, la compoostura. Mantenibilidad seria PDF proporción de artíciulos reparados al tiempo t. En confiabilidad era landa, ahora es mu.")
65
Mantenibilidad Exponencial
Por ejemplo: ¿Cuál es la probabilidad de completar una acción en las siguientes 5 horas si el MTTR es de 7 horas? M(5) =1-exp(-5/7/ = = o 51% de probabilidad de terminar Se emplea lo descrito en confiabilidad, presencia de censura, no necesaria normales, hay cesgo…. Ahora interesa lo contrario: Ahora me interesa la falla, la compoostura. Mantenibilidad seria PDF proporción de artíciulos reparados al tiempo t. En confiabilidad era landa, ahora es mu.
 =1-exp(-5/7/ = = o 51% de probabilidad de terminar. Se emplea lo descrito en confiabilidad, presencia de censura, no necesaria normales, hay cesgo…. Ahora interesa lo contrario: Ahora me interesa la falla, la compoostura. Mantenibilidad seria PDF proporción de artíciulos reparados al tiempo t. En confiabilidad era landa, ahora es mu.")
66
Mantenibilidad Weibull
En el caso de la distribución de Weibull, la mantenibilidad, M(t), es: Y la taza de reparación Weibull, es: # Reparaciones hasta el tiempo t. Probabilidad de que se repare.
, es: Y la taza de reparación Weibull, es: # Reparaciones hasta el tiempo t. Probabilidad de que se repare.")
67
Disponibilidad La disponibilidad, se define como la probabilidad que el sistema está funcionando correctamente cuando se solicita para el uso. es un criterio del funcionamiento para los sistemas reparables que considera las características de confiabilidad y de mantenibilidad de un componente o el sistema. Por ejemplo, si una lámpara tiene una disponibilidad 99.9%, habrá una vez fuera de mil que alguien necesite para utilizar la lámpara y encuentra que la lámpara no es operacional Estar disponible, estar ahí cuando lo ocupo.

68
Disponibilidad Inherente
La disponibilidad inherente es la disponibilidad del estado constante al considerar solamente el tiempo muerto correctivo del sistema. Para un solo componente, esto se puede computar cerca: Cuanto tiempo arriba y cuanto abajo.

69
Disponibilidad Inherente
Un sistema tiene un MTBF de 2080 horas y un MTTR de 10 horas. ¿Cuál es la disponibilidad inherente del sistema? Cuanto tiempo arriba y cuanto abajo.

70
Disponibilidad Operacional.
La disponibilidad operacional es una medida de la disponibilidad media durante el tiempo e incluye todas las fuentes experimentadas del tiempo muerto, tales como tiempo muerto administrativo, tiempo muerto logístico, etc. Incluye tiempos muertos que hayan ocurrido. Ej. Tiempo Fallas administrativas. Calidad intrinsiica del producto: quitar tiempos muertos.

71
Ejemplo (operacional)
Un generador diesel de energía está proveyendo electricidad El personal no está satisfecho con el generador. Estimaban que en los últimos seis meses, estaban sin electricidad debido a fallas del generador por un tiempo acumulado de 1.5 meses. Su disponibilidad es 4.5/6 Su probabilidad es 4.5/6=

72
Conceptos básicos del RCM
Mantenimiento Basado en Confiabilidad. Es un proceso específico empleado para identificar las políticas que deben ser implantadas para administrar los mecanismos de falla que puedan causar la falla funcional de algún equipo en un contexto operativo determinado.

73
Criterios de evaluación del RCM
Un proceso RCM contestar lo siguiente: ¿funciones y estándares de desempeño actuales? Modos de falla para dejar de cumplir funciones Causas de falla funcional (mecanismos de falla) Efectos de la falla en caso de ocurrir Severidad de la falla (consecuencias de la falla) Estrategias de mantenimiento para prevenir falla Acciones en caso de no poder prevenir la falla o si la confiabilidad inherente es baja
 Efectos de la falla en caso de ocurrir. Severidad de la falla (consecuencias de la falla) Estrategias de mantenimiento para prevenir falla. Acciones en caso de no poder prevenir la falla o si la confiabilidad inherente es baja.")
74
Conceptos básicos del RCM
El RCM tiene este nombre (Mantenimiento Basado en Confiabilidad) para enfatizar el papel que juega la teoría y la práctica de la confiabilidad, al enfocar las actividades de mantenimiento preventivo en retener la confiabilidad inherente por diseño de los activos. T1 T2 TIEMPO ΔR Confiabilidad inherente Indisponibilidad por mantenimiento Intervalo de confiabilidad aceptable R Criterio de falla ΔR POR MP 1 tm
 para enfatizar el papel que juega la teoría y la práctica de la confiabilidad, al enfocar las actividades de mantenimiento preventivo en retener la confiabilidad inherente por diseño de los activos. T1. T2. TIEMPO. ΔR. Confiabilidad inherente. Indisponibilidad por mantenimiento. Intervalo de confiabilidad aceptable. R. Criterio de falla. ΔR POR. MP. 1. tm.")
75
2 1 3 4 5 6 7 Identificación de funciones y estándares de desempeño
Selección de equipos para programa RCM Identificación de modos de falla 2 1 Identificación de mecanismos de falla 3 Efectos de la ocurrencia del M.F. 4 Calificación de la frecuencia de ocurrencia Fallas ocultas Fallas evidentes 5 Consecuencias de la ocurrencia del M.F. 1 Matriz de Riesgos 2 3 4 5 6 Identificación del tipo de consecuencia (seguridad, ambiente, producción, equipo) 6 5 4 Calificación de la magnitud de la consecuencia 3 2 1 M.F. asociados a la mayor consecuencia y clasificados por nivel de importancia del riesgo Indispensable reducir el riesgo a niveles mas bajos. Es necesario realizar acciones a fin de reducir el nivel de riesgo. Prueba Rehabilitación Reemplazo Busqueda de fallas Rediseño Permitir falla Operación permitida sin realizar acciones para controlar el riesgo. Estrategias de mantenimiento 6 M. F. asociados a actividades de mantenimiento 7
 Calificación de la magnitud de la consecuencia M.F. asociados a la mayor consecuencia y clasificados por nivel de importancia del riesgo. Indispensable reducir el riesgo a niveles mas bajos. Es necesario realizar acciones a fin de reducir el nivel de riesgo. Prueba. Rehabilitación. Reemplazo. Busqueda de fallas. Rediseño. Permitir falla. Operación permitida sin realizar acciones para controlar el riesgo. Estrategias de mantenimiento. 6. M. F. asociados a actividades de mantenimiento. 7.")
76
Enfoque del análisis RCM
Análisis AMEF Las primeras cinco preguntas se responden a partir de estudios de Análisis de los Modos de Falla y sus Efectos AMEF.

77
Enfoque del análisis RCM
Análisis FMEA Falla funcional. ¿Qué deja de hacer? o ¿qué hace de forma incorrecta? Modo de falla. ¿Cómo deja de cumplir su función? (forma en la que identificamos la falla). Mecanismos de falla. ¿Por qué se presentó el modo de falla? Componente 1 Mecanismo 1 Sistema Componente 2 Componente 3 Función 1 Modo 1 Función 2 Modo 2 Mecanismo 2 Modo 3 Mecanismo 3 Interruptor Mecanismo de apertura roto Sistema de arranque Interrumpir la corriente si es superior a 1000 A Falla a abrir
. Mecanismos de falla. ¿Por qué se presentó el modo de falla Componente 1. Mecanismo 1. Sistema. Componente 2. Componente 3. Función 1. Modo 1. Función 2. Modo 2. Mecanismo 2. Modo 3. Mecanismo 3. Interruptor. Mecanismo de apertura roto. Sistema de arranque. Interrumpir la corriente si es superior a 1000 A. Falla a abrir.")
78
Mecanismo de apertura roto Mecanismo de apertura roto
Enfoque del análisis RCM Análisis FMEA Efectos de la falla. ¿En qué forma se manifiesta la falla? Consecuencias. ¿Qué pérdidas provoca la falla en términos de seguridad, ambiente, operación y daños a equipo? Mecanismo 1 Efectos 1 Mecanismo 1 Consecuencia 1 Consecuencia 2 … Consecuencia n Mecanismo 2 Efectos 2 Mecanismo 2 Mecanismo 3 Efectos 3 Mecanismo 3 Mecanismo de apertura roto Sobre corriente en bus Alta temperatura Mecanismo de apertura roto Motor de 600 HP quemado Paro de producción por una semana

79
Enfoque del análisis RCM
Análisis AMEF Durante la identificación de consecuencias de los mecanismos de falla, la teoría establece que se debe suponer que todas las protecciones fallan. Este ejercicio permite al analista identificar qué tantas protecciones se tienen antes de llegar a las consecuencias identificadas. En un estudio RCM, al llegar a este punto es importante valorar las capas de protección existentes.

80
Enfoque del análisis RCM
Es necesario que la empresa determine los riesgos que considera intolerables y tolerables desde el punto de vista de seguridad, impacto ambiental, operación y de daños a equipos. Una matriz de riesgos permite establecer de manera sistemática la importancia de las fallas y contribuye a asignar la estrategia de mantenimiento apropiada. Es apropiada porque permite jerarquizar los mecanismos de falla e identificar aquellos que no son tolerables

81
Análisis del modo y efecto de falla (AMEF)
")
82
Tablas de severidad, ocurrencia y detección del AMEF de máquinas
ESCALA DE SEVERIDAD 10 Peligroso sin aviso 9 Peligroso con aviso 8 Muy alta (tiempo muerto 8 hrs., defectos 4 hrs.) 7 Alta (tiempo muerto 4-8 hrs., defectos2- 4 hrs.) 6 Moderada (tiempo muerto 1-4 hrs., defectos 1-2 hrs.) 5 Baja (tiempo muerto hrs., defectos 0-1 hrs.) 4 Muy baja (tiempo muerto min., 0 defectos) 3 Menor (tiempo muerto 0-10 min., 0 defectos) 2 Muy menor (0 tiempo muerto, 0 defectos) 1 Ninguno
 7. Alta (tiempo muerto 4-8 hrs., defectos2- 4 hrs.) 6. Moderada (tiempo muerto 1-4 hrs., defectos 1-2 hrs.) 5. Baja (tiempo muerto hrs., defectos 0-1 hrs.) 4. Muy baja (tiempo muerto min., 0 defectos) 3. Menor (tiempo muerto 0-10 min., 0 defectos) 2. Muy menor (0 tiempo muerto, 0 defectos) 1. Ninguno.")
83
Tablas de severidad, ocurrencia y detección del AMEF de máquinas
ESCALA DE OCURRENCIA 10 1 en 1 hora, 1 en 90 ciclos 9 1 en 8 horas, 1 en 900 ciclos 8 1 en 24 horas, 1 en 36,000 ciclos 7 1 en 80 horas, 1 en 90,000 ciclos 6 1 en 350 horas, 1 en 180,000 ciclos 5 1 en 1,000 horas, 1 en 270,000 ciclos 4 4 en 2,500 horas, 1 en 360,000 ciclos 3 1 en 5,000 horas, 1 en 540,000 ciclos 2 1 en 10,000 horas, 1 en 900,000 ciclos 1 1 en 25,000 horas, 1 en >900,000 ciclos

84
Tablas de severidad, ocurrencia y detección del AMEF de máquinas
ESCALA DE DETECCIÓN 10 Absolutamente imposible 9 Muy remota 8 Remota 7 Muy baja 6 Baja 5 Moderada 4 Moderadamente alta 3 Alta 2 Casi certeza 1 Certeza

85
Análisis con árbol de fallas (FTA)
Nace en la NASA para el Minuteman Utiliza compuertas AND, OR de Boole Pasos: 1. Definir el evento superior. 2. Conocer el sistema. 3. Construir el árbol (sucesos intermedios/básicos) 4. Validar el árbol. 5. Evaluar el árbol. 6. Considerar cambios constructivos. 7. Considerar alternativas y recomendación de medidas.
 4. Validar el árbol. 5. Evaluar el árbol. 6. Considerar cambios constructivos. 7. Considerar alternativas y recomendación de medidas.")
86
Enfoque del análisis de árbol de falla AAF
Sobrenivel en tánque Desc. a tq. abta Falla lazo control valv. A AND OR Valv. A falló abierta Valv. B falló cerrada Falla controlador Fallan sensores Sensor Y Sensor X D E C B A E1 E2 Válvula B Válvula A Controlador X Y Sensor E3

87
Enfoque del análisis de árbol de falla AAF
OR P(AuB)=P(A) + P(B) – P(A)*P(B) AND P(AyB) = P(A)*P(B)
=P(A) + P(B) – P(A)*P(B) AND P(AyB) = P(A)*P(B)")
88
Enfoque del análisis de árbol de falla AAF
¿Cómo utilizar la información obtenida de un FMEA para construir y evaluar un AF? Modos y Mecanismos de falla que causan indisponibilidad operativa del sistema que se analiza Frecuencia de falla de los mecanismos Tiempo de reparación de la falla Cálculo de la indisponibilidad operativa

89
Trabajar en esta parte del árbol
Enfoque del análisis de árbol de falla AAF Para el cálculo de indisponibilidad se propone utilizar AAF asumiendo que los sistemas soporte del sistema que se analiza son perfectos (no fallan). Esto permite verificar de manera muy rápida si se pueden alcanzar las metas de disponibilidad objetivo que se hayan fijado para un sistema dado. Suponga P = 0 Trabajar en esta parte del árbol
. Esto permite verificar de manera muy rápida si se pueden alcanzar las metas de disponibilidad objetivo que se hayan fijado para un sistema dado. Suponga P = 0. Trabajar en esta parte del árbol.")
90
Enfoque del análisis RCM
En RCM las estrategias de mantenimiento se enfocan a preservar la función de los equipos y no a los equipos en si. Lo que permite que para algunos mecanismos no sea necesario asignar una estrategia de mantenimiento ya que la consecuencia de la falla podría ser tolerable. Sin embargo, para aquellos mecanismos cuyo riesgo sea inaceptable, se deberán enfocar los recursos, ya sea para reducir la probabilidad de ocurrencia de la falla o para minimizar las consecuencias de la misma.

91
Enfoque del análisis RCM
Estrategias de mantenimiento: Son las políticas a seguir para enfrentar las fallas, en donde las actividades de mantenimiento proveen los mayores beneficios. Actividades con base en condición Actividades de rehabilitación Actividades de reemplazo Combinación de actividades de mantenimiento Acciones a falta de actividades de mantenimiento preventivas: Programar actividades de búsqueda de fallas No programar mantenimientos Rediseño

92
Enfoque del análisis RCM
Actividades de mantenimiento: Son las acciones específicas para mantener operando el componente. Actividad Periodicidad (meses) Limpieza y pintura 12 Engrasado 1 Alineación 3 Recalibración 3 Cambio de filtro 6 Cambio de aceite 6 Reemplazo de flecha 24 Rectificación 36
 Limpieza y pintura 12. Engrasado 1. Alineación 3. Recalibración 3. Cambio de filtro 6. Cambio de aceite 6. Reemplazo de flecha 24. Rectificación 36.")
93
Relación entre estrategia y actividad de mantenimiento
Enfoque del análisis RCM Relación entre estrategia y actividad de mantenimiento Estrategias y tareas de mantenimiento Las estrategias de mantenimiento son las políticas de administración de fallas en tanto las tareas de mantenimiento son las acciones específicas con las que se satisfacen dichas políticas. Al enunciar una tarea se debe tener claridad en: La estrategia bajo la cual se seleccionó la tarea. La certeza de que esa tarea satisface la estrategia.

94
Relación entre estrategia y actividad de mantenimiento
Enfoque del análisis RCM Relación entre estrategia y actividad de mantenimiento Actividades con base en condición (Limpieza y pintura, Alineación, Recalibración, Cambio de filtro, Cambio de aceite, etc.), el adoptar esta estrategia depende de las características del mecanismo de falla (variables a monitorear, consecuencias de la ocurrencia de la falla, características del intervalo P-F, costo, etc).
, el adoptar esta estrategia depende de las características del mecanismo de falla (variables a monitorear, consecuencias de la ocurrencia de la falla, características del intervalo P-F, costo, etc).")
95
Enfoque del análisis RCM
Tiempo Condición F P

96
Enfoque de análisis RCM
Actividades de rehabilitación programada (Limpieza y pintura, Reapriete, Recalibración, Rectificación, etc.), estas actividades de rehabilitación periódica deben asegurar que el componente se retorna a su condición de desempeño inicial
, estas actividades de rehabilitación periódica deben asegurar que el componente se retorna a su condición de desempeño inicial.")
97
Enfoque de análisis RCM
Actividades de reemplazo programado (Cambio de filtros, cambio de aceite y en general reemplazo de componentes o sistemas), se realiza el cambio físico del componente con una frecuencia definida e independientemente de su condición (normalmente aplicada a consumibles)
, se realiza el cambio físico del componente con una frecuencia definida e independientemente de su condición (normalmente aplicada a consumibles)")
98
Enfoque del análisis RCM
Programar actividades de búsqueda de fallas (Realización de pruebas de operatividad a equipos tales como válvulas SDV, PSV o sistemas en reserva), estas actividades se realizan con una periodicidad definida para identificar fallas ocultas, el adoptar esta estrategia depende de las características del mecanismo de falla (consecuencias de la ocurrencia del mecanismo de falla, tipo de prueba, costo, etc.) Válvula de alivio
, estas actividades se realizan con una periodicidad definida para identificar fallas ocultas, el adoptar esta estrategia depende de las características del mecanismo de falla (consecuencias de la ocurrencia del mecanismo de falla, tipo de prueba, costo, etc.) Válvula de alivio.")
99
Confiabilidad operacional
La Confiabilidad final de los equipos, es responsabilidad de todo el Sistema, integrado por los siguientes factores: Confiabilidad de Equipos Mantenibilidad de Equipos Confiabilidad Humana Confiabilidad de Procesos

100
Confiabilidad operacional

101
9. EVALUACIÓN DE RESULTADOS DE LA IMPLEMENTACIÓN DEL TpM

103
Cálculo del OEE

104
Medida de la utilización de la disponibilidad
A la fórmula de OEE se agrega el factor: la "Utilización de Disponibilidad”. Con esto, no sólo tenemos una medida de la Disponibilidad, Rendimiento, y Eficacia de la máquina, sino también se valora la habilidad gerencial de la planta para utilizar el equipo al máximo nivel de sus capacidades

105
Evidencia de TPM en Planta
¿Se encuentran los historiales de mantenimientos exactos y visibles en o cerca de cada parte de equipo? ¿Las máquinas son vigiladas en cuanto a su seguridad y cerradas inmediatamente si no se usan? ¿El mantenimiento es reactivo, preventivo o de predicción? ¿Se han entrenado a todos los empleados clave en el TPM?

106
Evidencia de TPM en Planta
¿Se lleva un registro del desempeño de cada parte del equipo? ¿Qué tan común es que haya descomposturas en los equipos ? ¿Se lleva un registro de los tiempos muertos programados y no programados de las máquinas? ¿Existe evidencia de acciones correctivas permanentes cuando se presenta una descompostura? ¿Existe evidencia de que el mantenimiento es dado de acuerdo a la programación?

107
Evidencia de TPM en Planta
¿Existen hojas de revisión (lubricación, inspección, calibración, limpieza, etc.) donde los operadores firmen del estado actual de las máqunas? ¿Existen estándares establecidos para cada tarea de mantenimiento? ¿Se realizan auditorías para verificar la efectividad de los estándares de mantenimiento? ¿Se realiza una inspección del equipo antes del inicio de cada turno? Cuando las auditorías identifican discrepancias ¿se especifican y llevan a cabo las acciones correctivas?
 donde los operadores firmen del estado actual de las máqunas ¿Existen estándares establecidos para cada tarea de mantenimiento ¿Se realizan auditorías para verificar la efectividad de los estándares de mantenimiento ¿Se realiza una inspección del equipo antes del inicio de cada turno Cuando las auditorías identifican discrepancias ¿se especifican y llevan a cabo las acciones correctivas")
108
Desempeño de mantenimiento
Figura 9.2 Desempeño de Mantenimiento

109
Medición del desempeño global de Mantenimiento
Disponibilidad = % de tiempo de equipo disponible = (tiempo total – tiempo muerto prog. y no prog.) / tiempo total Disponibilidad Ai = MTBF / (MTBF + MTTR) Tiempo medio entre falla MTBF = tiempo ON (Tiempo total - tiempo muerto-tiempo no utilizado)/ Numero de fallas Fallas por unidad de tiempo = 1 / MTTF
 / tiempo total. Disponibilidad Ai = MTBF / (MTBF + MTTR) Tiempo medio entre falla MTBF = tiempo ON. (Tiempo total - tiempo muerto-tiempo no utilizado)/ Numero de fallas. Fallas por unidad de tiempo = 1 / MTTF.")
110
Medición del desempeño global de Mantenimiento
Tiempo medio entre reparaciones MTTR = tiempo promedio para reparar el equipo, incluye: Tiempo de notificación, Tiempo de viaje Tiempo de diagnóstico Tiempo de eliminación de la falla Tiempos de espera de partes o de enfriamiento Tiempo de re ensamble, Tiempo de pruebas (Tiempo muerto no programado)/ Numero de fallas o (Tiempo muerto paro programado)/No. de paros
/ Numero de fallas o. (Tiempo muerto paro programado)/No. de paros.")
111
Medición de la productividad de Mantenimiento
Eficiencia del personal, mide el tiempo consumido en tareas de mantenimiento vs el tiempo planeado en MP: Eficiencia del personal = Tiempo tomado / tiempo planeado > 90% Utilización de materiales por orden de trabajo = Costo total de materiales utilizados / No. de órdenes de trabajo

112
Medición de la Organización de Mantenimiento
Tiempo utilizado en tareas planeadas como porcentaje de tiempo total, dado un cierto periodo de tiempo: Índice de tiempo planeado y programado = Tiempo planeado y programado / (No. de empleados x cantidad de horas cada uno) Tiempo consumido durante las fallas como porcentaje del tiempo total. Índice de tiempo de falla
 Tiempo consumido durante las fallas como porcentaje del tiempo total. Índice de tiempo de falla.")
113
Resultados esperados del TPM
Eliminación de fugas de aceite Disminución dramática de tiempos muertos Incremento en la eficiencia de los equipos Reducción de paros no programados Reducción de rechazos en producto intermedio y producto final Disminución consumo de energía Inventario de maquinas y equipos Limpieza absoluta

114
Resultados esperados del TPM
Reducción de horas hombre para el mantenimiento correctivo Reducción de costos por contratistas Reducción de costo por inventarios de refacciones en almacén Reducción de polvo en el ambiente Reducción de ruido Reducción de conflictos producción / mantenimiento Limpieza absoluta

115
Mediciones en Mantenimiento
Productividad: efectividad en el uso de recursos Organización: efectividad de la organización y actividades de planeación Eficiencia del trabajo del personal Costos: en relación con el servicio Calidad: que tan bien se realiza el trabajo Desempeño general: evaluar los resultados globales

116
Diagrama de Radar Productividad Costos Tiempo De respuesta
Organización ACTUAL % META Backlog Calidad Entrenamiento Ausentismo

Presentaciones similares