Descargar la presentación
La descarga está en progreso. Por favor, espere

1
MARTERIALES AERONÁUTICOS CURSO 2013
Curso de Extensión MARTERIALES AERONÁUTICOS CURSO 2013 MATERIALES UTILIZADOS EN ESTRUCTURAS Y COMPONENTES AERONÁUTICOS Departamento de Aeronáutica F.I.- U.N.L.P. - CICARE S.A.

2
¿Por qué a ciertos materiales los denominamos materiales aeronáuticos?
Curso de Extensión ¿Por qué a ciertos materiales los denominamos materiales aeronáuticos? Concepto: obtener un producto aeronáutico (aeronave, motor y hélices) de alta confiabilidad Requerimientos estructurales de acuerdo a la categoría de la aeronave Para cumplir con los requerimientos estructurales y tener confiabilidad se deben certificar los materiales, es decir, debe lograrse calidad y trazabilidad del producto. ¿Cómo se logra esta calidad en los materiales? Cumpliendo con normas Nacional e Internacional aceptadas por las autoridades aeronáuticas. Normas: MIL (Military Standard), ASTM (American Society for Testing and Material), NAS (National Aeronautics Standard), AN (Airforce and Navy aeronautical Standard), etc Departamento de Aeronáutica F.I.- U.N.L.P. - CICARE S.A.
 de alta confiabilidad. Requerimientos estructurales de acuerdo a la categoría de la aeronave. Para cumplir con los requerimientos estructurales y tener confiabilidad se deben certificar los materiales, es decir, debe lograrse calidad y trazabilidad del producto. ¿Cómo se logra esta calidad en los materiales Cumpliendo con normas Nacional e Internacional aceptadas por las autoridades aeronáuticas. Normas: MIL (Military Standard), ASTM (American Society for Testing and Material), NAS (National Aeronautics Standard), AN (Airforce and Navy aeronautical Standard), etc. Departamento de Aeronáutica F.I.- U.N.L.P. - CICARE S.A.")
3
Curso de Extensión Departamento de Aeronáutica F.I.- U.N.L.P. - CICARE S.A.

4
Materiales Dos grandes grupos: Metálicos y No metálicos Metálicos: Aceros (aleaciones base hierro-carbono), Aceros aleados, Aleaciones no ferrosas (aleaciones de aluminio, de titanio, de magnesio). No Metálicos: Plásticos (termorrígidos, termoplásticos, etc), Materiales compuestos, Maderas. Metálicos Aceros: hierro aleado con el carbono (%C no mayor a 2), y con otros metales. Al aumentar el Carbono se tienen: Ventajas: aumenta la resistencia mecánica (tracción, torsión, compresión, dureza) Desventajas: disminuye la ductilidad, la resistencia a la corrosión y las cualidades para ser soldado.
, Aceros aleados, Aleaciones no ferrosas (aleaciones de aluminio, de titanio, de magnesio). No Metálicos: Plásticos (termorrígidos, termoplásticos, etc), Materiales compuestos, Maderas. Metálicos. Aceros: hierro aleado con el carbono (%C no mayor a 2), y con otros metales. Al aumentar el Carbono se tienen: Ventajas: aumenta la resistencia mecánica (tracción, torsión, compresión, dureza) Desventajas: disminuye la ductilidad, la resistencia a la corrosión y las cualidades para ser soldado.")
5
Clasificación de los Aceros
AISI (American Iron and Steel Institute) ó SAE (Society of Automotive Engineer). Son clasificaciones equivalentes. Rangos en %C: entre 0,15 y 0,30, aceros bajo de carbono mayor de 0,30 y hasta 0,5, aceros de medio carbono mayor de 0,50 y hasta 0,9 aceros de alto carbono Nomenclatura: N 1 N2 X X % C (es un rango de valores) Principal aleante en % Designa si es un acero al C o un acero aleado
 ó SAE (Society of Automotive Engineer). Son clasificaciones equivalentes. Rangos en %C: entre 0,15 y 0,30, aceros bajo de carbono. mayor de 0,30 y hasta 0,5, aceros de medio carbono. mayor de 0,50 y hasta 0,9 aceros de alto carbono. Nomenclatura: N 1 N2 X X. % C (es un rango de valores) Principal aleante en % Designa si es un acero al C o un acero aleado.")
6
Aceros al Carbono N1: el 1 designa a los aceros al carbono, otro numero es un acero aleado con otro u otros metales. N2: Puede ser 0 (acero al carbono), 1 acero al carbono resulfurizado, 2 acero al carbono resulfurizado y refosforado, 3 aleado con manganeso. Ejemplo: N2= 3 (manganeso), SAE 1330 Aceros al carbono en estructuras reticuladas aeronáuticas (antiguamente usadas en fuselajes, bancada de motores) no superan el 0.30% de C y nunca es inferior al 0.20%. Más C mayor fragilidad, problemas con la soldadura. Aceros al carbono con mas de 0.30% C hasta 0.90% C se utilizan en la fabricación de herrajes, terminales de comando, flex plate, resortes entre otros componentes.
, 1 acero al carbono resulfurizado, 2 acero al carbono resulfurizado y refosforado, 3 aleado con manganeso. Ejemplo: N2= 3 (manganeso), SAE Aceros al carbono en estructuras reticuladas aeronáuticas (antiguamente usadas en fuselajes, bancada de motores) no superan el 0.30% de C y nunca es inferior al 0.20%. Más C mayor fragilidad, problemas con la soldadura. Aceros al carbono con mas de 0.30% C hasta 0.90% C se utilizan en la fabricación de herrajes, terminales de comando, flex plate, resortes entre otros componentes.")
10
Aceros aleados Es un acero (Fe-C) fusionado con uno o más metales. El producto final en un material con mejoras mecánicas respecto al material base o acero al carbono.
 fusionado con uno o más metales. El producto final en un material con mejoras mecánicas respecto al material base o acero al carbono.")
11
En la tabla anterior se ha marcado los acero aleados mas utilizados.
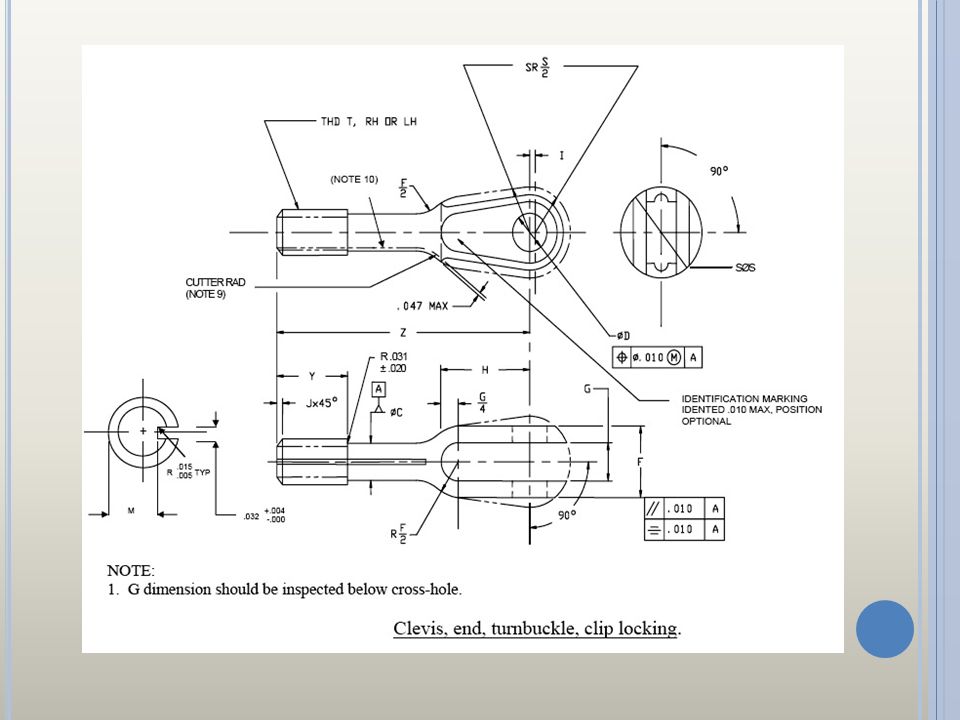
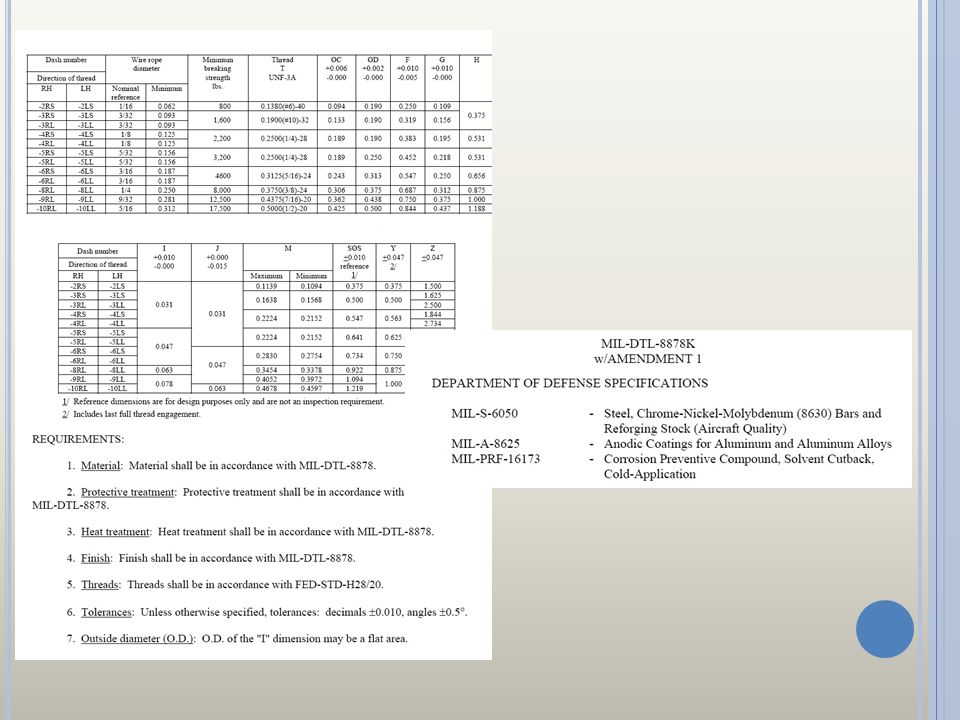
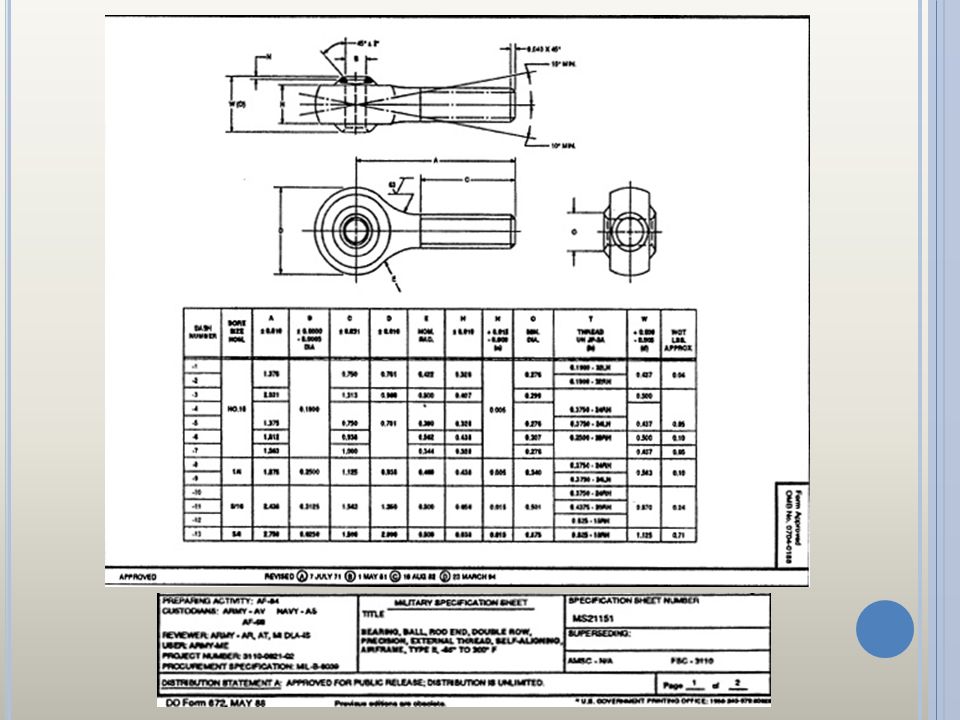
Algunas aplicaciones en partes y estructuras: SAE 1020 – 1025:Estructuras tubulares de fuselajes (J-3, PA-11, otros) y bancadas de motores. Buena resistencia mecánica, proceso de soldadura oxiacetilénica con excelentes resultados, problemas de corrosión, necesidad de protección anticorrosiva. SAE 1030 – 1045: Ejes, bieletas, terminales de comando, herrajes (clevis fork y rod end). El material se utiliza en barras, forjado. Buenas a muy buenas resistencias mecánicas sin tratamientos térmicos. Problemas de corrosión, procesos de protección anticorrosivo. SAE 4037: Bulones AN (hoy no es el material mas común para este tipo de elementos). Material sin tratamiento térmico, alta resistencia mecánica, gran tenacidad, buena resistencia a cargas cíclicas.
 y bancadas de motores. Buena resistencia mecánica, proceso de soldadura oxiacetilénica con excelentes resultados, problemas de corrosión, necesidad de protección anticorrosiva. SAE 1030 – 1045: Ejes, bieletas, terminales de comando, herrajes (clevis fork y rod end). El material se utiliza en barras, forjado. Buenas a muy buenas resistencias mecánicas sin tratamientos térmicos. Problemas de corrosión, procesos de protección anticorrosivo. SAE 4037: Bulones AN (hoy no es el material mas común para este tipo de elementos). Material sin tratamiento térmico, alta resistencia mecánica, gran tenacidad, buena resistencia a cargas cíclicas.")
12
SAE 4130: Uno de los aceros mas utilizados en estructuras aeronáuticas (bancadas, fuselajes). Se lo utiliza sin tratamientos térmico, alta resistencia mecánica, gran tenacidad, buena resistencia a cargas cíclicas. SAE 4340: Utilizados para la fabricación de ejes con grandes solicitaciones mecánicas. Sin tratamientos térmicos tiene muy buenas propiedades mecánicas, gran tenacidad, buena resistencia a cargas cíclicas. SAE 8740: Bulones AN, NAS, ejes. Material sin tratamiento térmico, alta resistencia mecánica, gran tenacidad, buena resistencia a cargas cíclicas. SAE 8620: Coronas y piñones de cajas de transmisión de helicópteros y cajas reductoras de turbo ejes. El material, con este porcentaje de carbono, está preparado para realizarle tratamiento de endurecimiento superficial de carburizado.

13
SAE 9315: Coronas y piñones de cajas de transmisiones de helicópteros y cajas reductoras de turbo ejes. El material, con este porcentaje de carbono, está preparado para realizarle tratamiento de endurecimiento superficial, el proceso es semejante a los comúnmente utilizados pero posee una etapa de enfriamiento criogénica. Cr. Aumenta la resistencia a la corrosión y al disolverse en la austenita aumenta también la templabilidad. En aceros de alto contenido de carbono, aumenta la resistencia a la abrasión y al desgaste. Ní. Disminuye las temperaturas críticas del acero y aumenta la templabilidad de ellos. Se pueden obtener aceros resistentes con menor contenido de carbono, incrementándose la tenacidad y la resistencia a la fatiga. Aumenta la ductilidad y la resistencia a la corrosión. Mn. Usado para desoxidar y desulfurar. El manganeso que no se combina con el azufre, favorece la maquinabilidad del acero. Más del 1% de Mn en el acero se clasifica como un acero aleado al manganeso (como vimos).
.")
14
Si. Se agrega como desoxidante
Si. Se agrega como desoxidante. Junto con manganeso, cromo y vanadio, estabilizan carburos. El contenido en silicio debe ser menor o igual al 0,2% en aceros que se van a soldar, el sílice tiene un punto de fusión muy alto. En aceros obtenidos por moldeo puede ser de hasta 0,3%, le da al acero fundido fluidez. En aceros con alto contenido en carbono, el contenido de silicio deber ser bajo (favorece la descomposición de la cementita en grafito). Mo. Después del carbono es el que provee alta dureza y alto grado de tenacidad. Es un fuerte formador de carburos y aumenta fuertemente la templabilidad de los aceros. Mejora la resistencia mecánica de los aceros a altas temperaturas y reduce la susceptibilidad a la fragilidad en el revenido en aceros al cromo- niquel. V. Refinador del tamaño de grano, también aumenta la tenacidad del acero. Utilizado ampliamente en aceros para herramientas.
. Mo. Después del carbono es el que provee alta dureza y alto grado de tenacidad. Es un fuerte formador de carburos y aumenta fuertemente la templabilidad de los aceros. Mejora la resistencia mecánica de los aceros a altas temperaturas y reduce la susceptibilidad a la fragilidad en el revenido en aceros al cromo- niquel. V. Refinador del tamaño de grano, también aumenta la tenacidad del acero. Utilizado ampliamente en aceros para herramientas.")
15
Tratamiento térmico de los aceros
Consisten fundir el acero hasta ciertas temperaturas y luego producir el enfriamiento rápido o lento dependiendo de las características mecánicas que se pretendan obtener. Los comúnmente utilizado en aeronáuticos son: Normalizado: se calienta el material por encima de la temperatura crítica, se produce la total transformación de la austenita. Se logran estructuras cristalinas (grano) uniformes (perlita fina) cuando el material es enfriado en aire calmo hasta la temperatura ambiente. Aceros tenaces, proceso previo al templado. Templado y Revenido: se calienta el material hasta un rango crítico de temperaturas (depende del % de C). Transformación de la estructura (la perlita pasa a austenita). Enfriamiento rápido (agua, aceite, etc) obteniéndose un grano pequeño y fino (martensita). Estructuras de granos frágiles, se les realiza un proceso de revenido recuperando ductilidad y resistencia a impactos.
 uniformes (perlita fina) cuando el material es enfriado en aire calmo hasta la temperatura ambiente. Aceros tenaces, proceso previo al templado. Templado y Revenido: se calienta el material hasta un rango crítico de temperaturas (depende del % de C). Transformación de la estructura (la perlita pasa a austenita). Enfriamiento rápido (agua, aceite, etc) obteniéndose un grano pequeño y fino (martensita). Estructuras de granos frágiles, se les realiza un proceso de revenido recuperando ductilidad y resistencia a impactos.")
16
Video de tratamientos térmicos
Aluminio No se encuentra en la naturaleza como tal sino como un óxido, como todos los metales. A partir de procesar la bauxita (óxido) se logra el aluminio puro. Ventajas: muy maleable, alta capacidad de conducir el calor y la electricidad, muy reflectivo, resistente a la corrosión, de baja densidad si se la compara con el acero (aprox. 1/3 de la densidad del acero) Desventajas: del punto de vista de su resistencia no debe ser aplicado en estructuras ni componentes por su muy baja resistencia mecánica. Solamente puede duplicarse su resistencia por deformación (se logra el doble aproximadamente) y no adquiera resistencia por tratamientos térmicos.
 se logra el aluminio puro. Ventajas: muy maleable, alta capacidad de conducir el calor y la electricidad, muy reflectivo, resistente a la corrosión, de baja densidad si se la compara con el acero (aprox. 1/3 de la densidad del acero) Desventajas: del punto de vista de su resistencia no debe ser aplicado en estructuras ni componentes por su muy baja resistencia mecánica. Solamente puede duplicarse su resistencia por deformación (se logra el doble aproximadamente) y no adquiera resistencia por tratamientos térmicos.")
17
Aleaciones de aluminio
La metodología utilizada para mejorar la resistencia del aluminio, incrementándola bastante sin reducir demasiado otras propiedades deseables tales como la ductilidad y la densidad, es aleándolo con uno o más metales o metaloides. Las aleaciones que logran mayor resistencia que el aluminio puro se dividen en dos clases: las que pueden ser endurecidas por trabajo en frío (deformación a temperatura ambiente). las que responden tanto al endurecimiento por trabajo en frío y tratamientos térmicos o a ambos por separado.
. las que responden tanto al endurecimiento por trabajo en frío y tratamientos térmicos o a ambos por separado.")
18
Clasificación del aluminio y sus aleaciones
Aluminio puro y sus aleaciones (productos no fundidos) se designación de acuerdo a ANSI (American Nacional Standard Institute) H35.1. Aleaciones fundidas se codifican de acuerdo a ASTM B275. Estas designaciones son internacionales aunque hay países que poseen su propia designación equivalente.
 se designación de acuerdo a ANSI (American Nacional Standard Institute) H35.1. Aleaciones fundidas se codifican de acuerdo a ASTM B275. Estas designaciones son internacionales aunque hay países que poseen su propia designación equivalente.")
19
Nomenclatura: Aluminio puro (no aleado) A 1 A2 X X Ejemplo: 1050 se interpreta como un aluminio de 99,50% de pureza, sin especial control de impurezas Mínimo porcentaje de aluminio en centésimas. Este valor va de 0 a 9, es el control de impurezas que se realiza. Se reserva el 1 para Al puro (99% de pureza), los números siguientes definen el principal aleante.
, los números siguientes definen el principal aleante.")
20
Aluminio aleado A 1 A X X Ejemplo: 2024 se interpreta como una aleación de aluminio al Cu. últimas dos cifras sirven para identificar las diferencias de las aleaciones en el grupo. de 0 a 9, cero se trata de la aleación original. Los números del 1 al 9 son consecutivamente indicando las modificaciones de la aleación los 2 al 9 definen el principal aleante.

21
Hierro (Fe). Incrementa la resistencia mecánica.
Como se menciono los elementos aleantes del aluminio proporcionan ciertas ventajas y desventajas. A continuación se enumeran estas. Cromo (Cr). Aumenta la resistencia mecánica cuando está combinado con otros elementos Cu, Mn, Mg. Cobre (Cu). Incrementa las propiedades mecánicas pero reduce la resistencia a la corrosión. Hierro (Fe). Incrementa la resistencia mecánica. Magnesio (Mg). Produce alta resistencia tras el conformado en frío. Manganeso (Mn). Incrementa las propiedades mecánicas y pmejora la calidad de embutición (aleación 3XXX son utilizadas en productos para almacenar líquidos, etc) Silicio (Si). Combinado con magnesio (Mg), logra mayor resistencia mecánica. Titanio (Ti). Aumenta la resistencia mecánica. Zinc (Zn). Aumenta la resistencia a la corrosión.
. Aumenta la resistencia mecánica cuando está combinado con otros elementos Cu, Mn, Mg. Cobre (Cu). Incrementa las propiedades mecánicas pero reduce la resistencia a la corrosión. Hierro (Fe). Incrementa la resistencia mecánica. Magnesio (Mg). Produce alta resistencia tras el conformado en frío. Manganeso (Mn). Incrementa las propiedades mecánicas y pmejora la calidad de embutición (aleación 3XXX son utilizadas en productos para almacenar líquidos, etc) Silicio (Si). Combinado con magnesio (Mg), logra mayor resistencia mecánica. Titanio (Ti). Aumenta la resistencia mecánica. Zinc (Zn). Aumenta la resistencia a la corrosión.")
22
Aleaciones de aluminio
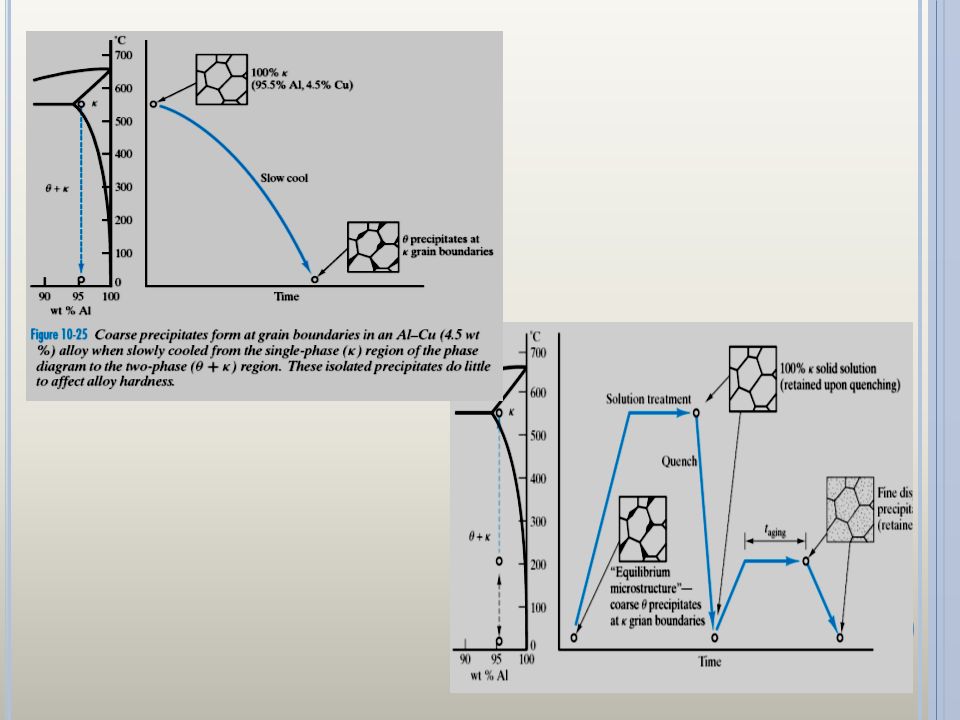
Serie 2xxx: El cobre es, como se dijo, el principal aleante y se encuentra en la aleación con valores comprendidos entre el 1,9 y el 6,8%, clásicamente 4,5%. Tratamiento de solución (enfriamiento lo mas rápido posible, minimiza formación de CuAl2) dan temples inestables. Luego envejecimiento artificial o envejecimiento por precipitación, para obtener temples estables y las máximas propiedades mecánicas. Aleación 2024: Proceso de enfriado se precipita en el borde de grano aleación con mas Cu que en la zonas próximas, diferencia de potencial electroquímico, corrosión intergranular ante la presencia de un electrolito. Envejecimiento artificial: se refina la estructura con lo que se logra mejorar las propiedades metálicas y disminuir la corrosión intergranular, una vez que empieza no se puede detener.
 dan temples inestables. Luego envejecimiento artificial o envejecimiento por precipitación, para obtener temples estables y las máximas propiedades mecánicas. Aleación 2024: Proceso de enfriado se precipita en el borde de grano aleación con mas Cu que en la zonas próximas, diferencia de potencial electroquímico, corrosión intergranular ante la presencia de un electrolito. Envejecimiento artificial: se refina la estructura con lo que se logra mejorar las propiedades metálicas y disminuir la corrosión intergranular, una vez que empieza no se puede detener.")
24
Cladding: proceso de deposición de una fina capa de aluminio puro o de la serie 6xxx sobre el aluminio aleado. Minimiza el contacto del electrolito con el aluminio aleado. Espesores máximos del 5,5% del espesor del material base. Ejemplo: 2024 T3 ALCLAD, indica que es una aleación al Cu, con un envejecimiento natural (precipitado a temperatura ambiente) y estirado en frío y cladding. Aplicaciones: muy buenas propiedades mecánicas. Intradós de alas de aviones de transporte, estructura de fuselajes semimonocasco, cuadernas, costillas, largueros, bulones, entre otras. Serie 6xxx: aluminio aleado con silicio y magnesio en proporciones tales de obtener silicato de magnesio, tratable térmicamente. Resistencias mecánicas mejoran con los TT.
 y estirado en frío y cladding. Aplicaciones: muy buenas propiedades mecánicas. Intradós de alas de aviones de transporte, estructura de fuselajes semimonocasco, cuadernas, costillas, largueros, bulones, entre otras. Serie 6xxx: aluminio aleado con silicio y magnesio en proporciones tales de obtener silicato de magnesio, tratable térmicamente. Resistencias mecánicas mejoran con los TT.")
25
Aleación 6061 Tratamiento térmico de solución y envejecido natural (T4) y hasta un tratamiento térmico de solución con envejecimiento artificial (T6). Resistencias mecánicas menores comparadas con las de aleaciones series 2000 o 7000, posee buena resistencia a la corrosión (no presenta corrosión intergranular) y buenas mecanización. Aplicaciones: utilizada en aeronáutica (particularmente en la experimental), estructuras de alas y fuselajes, piezas mecanizadas, etc. Placas, chapas, tubos conformados sin costura, etc. Serie 7xxx: Zinc es el elemento aleante más importante y cuando se le agrega una pequeña cantidad de magnesio resulta tratable térmicamente lográndose muy alta resistencia mecánica. A estas aleaciones suelen agregárseles cobre y cromo en pequeñas cantidades con el fin de mejorar sus características mecánicas. Como las aleaciones anteriormente mencionadas precipita a temperatura ambiente.
 y hasta un tratamiento térmico de solución con envejecimiento artificial (T6). Resistencias mecánicas menores comparadas con las de aleaciones series 2000 o 7000, posee buena resistencia a la corrosión (no presenta corrosión intergranular) y buenas mecanización. Aplicaciones: utilizada en aeronáutica (particularmente en la experimental), estructuras de alas y fuselajes, piezas mecanizadas, etc. Placas, chapas, tubos conformados sin costura, etc. Serie 7xxx: Zinc es el elemento aleante más importante y cuando se le agrega una pequeña cantidad de magnesio resulta tratable térmicamente lográndose muy alta resistencia mecánica. A estas aleaciones suelen agregárseles cobre y cromo en pequeñas cantidades con el fin de mejorar sus características mecánicas. Como las aleaciones anteriormente mencionadas precipita a temperatura ambiente.")
26
Aleación 7075: Aleación más conocida y utilizada de la serie en aeronáutica. Esta tiene alta resistencia mecánica, muy buenas propiedades mecánicas a la fatiga. Tratamientos térmicos de solución y envejecido artificialmente (T6) para mejorara las propiedades mecánicas. Presenta corrosión bajo tensión en presencia de vapor de agua, cloruro de sodio, oxigeno atómico. Aplicaciones: utilizada en aeronáutica en elementos estructurales sometidos a altas solicitaciones como estructuras de fuselaje, recubrimiento (extradós) de alas, etc. Serie 5xxx: Elemento dominante el magnesio, no TT, buenas propiedades mecánicas y de soldabilidad. Se mejoran las propiedades mecánicas por deformación. Aleación 5052: Poca aplicación aeronáutica, se suele utilizar en la fabricación de tanques de combustible. Resistente a la corrosión pero sufre corrosión bajo tensión semejante a 7075.
 para mejorara las propiedades mecánicas. Presenta corrosión bajo tensión en presencia de vapor de agua, cloruro de sodio, oxigeno atómico. Aplicaciones: utilizada en aeronáutica en elementos estructurales sometidos a altas solicitaciones como estructuras de fuselaje, recubrimiento (extradós) de alas, etc. Serie 5xxx: Elemento dominante el magnesio, no TT, buenas propiedades mecánicas y de soldabilidad. Se mejoran las propiedades mecánicas por deformación. Aleación 5052: Poca aplicación aeronáutica, se suele utilizar en la fabricación de tanques de combustible. Resistente a la corrosión pero sufre corrosión bajo tensión semejante a")
27
Tratamientos térmicos de las aleaciones de aluminio
Procesos térmicos que aumentan la resistencia de ciertas aleaciones de aluminio. Tratamiento térmico de solución + templado, posterior envejecimiento natural o artificial En los materiales no fundidos se utiliza la siguiente nomenclatura: W: tratamiento de solución + templado (temples inestables) T: tratamiento térmico (templado), proceso complementario al W (temples estables) A temples estables ¨ T ¨, se agregan números que identifican si fue un proceso natural, artificial, o cualquiera de ellos combinado con un proceso mecánico como estirado en frio. Los números que se agregan van del 1 al 10. Ejemplo: 2024 T3, aleación al Cu, con un envejecimiento natural (precipitado a temperatura ambiente) y estirado en frío
 T: tratamiento térmico (templado), proceso complementario al W (temples estables) A temples estables ¨ T ¨, se agregan números que identifican si fue un proceso natural, artificial, o cualquiera de ellos combinado con un proceso mecánico como estirado en frio. Los números que se agregan van del 1 al 10. Ejemplo: 2024 T3, aleación al Cu, con un envejecimiento natural (precipitado a temperatura ambiente) y estirado en frío.")
28
T4: W y envejecimiento natural.
Temples utilizados en productos de extrusión y laminados (perfiles, chapas, etc) de uso aeronáutico: T3 y el T6, eventualmente T4. T3: W, trabajado en frío y envejecimiento natural. Con estirado se obtiene el límite de las propiedades mecánicas. T4: W y envejecimiento natural. T6: W, temple y luego envejecido artificialmente (control de la temperatura). Aleaciones no tratables térmicamente Al, Al-Mn y el Al-Mg endurecen por deformación en frío (H). Eventual recocido parcial o estabilización (ablandamiento), minimiza tensiones. Los estados de deformación en frío se indican por: H1x: sin recocido H2x: parcialmente recocido H3x: estabilizado (temperatura relativamente baja respecto del recocido). Se logran menores resistencias mecánicas y se gana ductilidad.
 de uso aeronáutico: T3 y el T6, eventualmente T4. T3: W, trabajado en frío y envejecimiento natural. Con estirado se obtiene el límite de las propiedades mecánicas. T4: W y envejecimiento natural. T6: W, temple y luego envejecido artificialmente (control de la temperatura). Aleaciones no tratables térmicamente. Al, Al-Mn y el Al-Mg endurecen por deformación en frío (H). Eventual recocido parcial o estabilización (ablandamiento), minimiza tensiones. Los estados de deformación en frío se indican por: H1x: sin recocido. H2x: parcialmente recocido. H3x: estabilizado (temperatura relativamente baja respecto del recocido). Se logran menores resistencias mecánicas y se gana ductilidad.")
29
Segundo dígito (x): grado final de endurecimiento
Segundo dígito (x): grado final de endurecimiento. Recocido (0) sería el grado más bajo de dureza mientras que (8) el totalmente endurecido. 2 – 1/4 duro 4 – ½ duro 6 – ¾ duro 8 –totalmente duro Ejemplo: chapa de aleación de aluminio 5052 H32 (serie 5xxx Al- Mg) se definiría como un material endurecido por deformación, estabilizado hasta lograr una dureza final ¼ duro. La dureza se relaciona con la tensión máxima del material
: grado final de endurecimiento. Recocido (0) sería el grado más bajo de dureza mientras que (8) el totalmente endurecido. 2 – 1/4 duro 4 – ½ duro 6 – ¾ duro 8 –totalmente duro Ejemplo: chapa de aleación de aluminio 5052 H32 (serie 5xxx Al- Mg) se definiría como un material endurecido por deformación, estabilizado hasta lograr una dureza final ¼ duro. La dureza se relaciona con la tensión máxima del material")
30
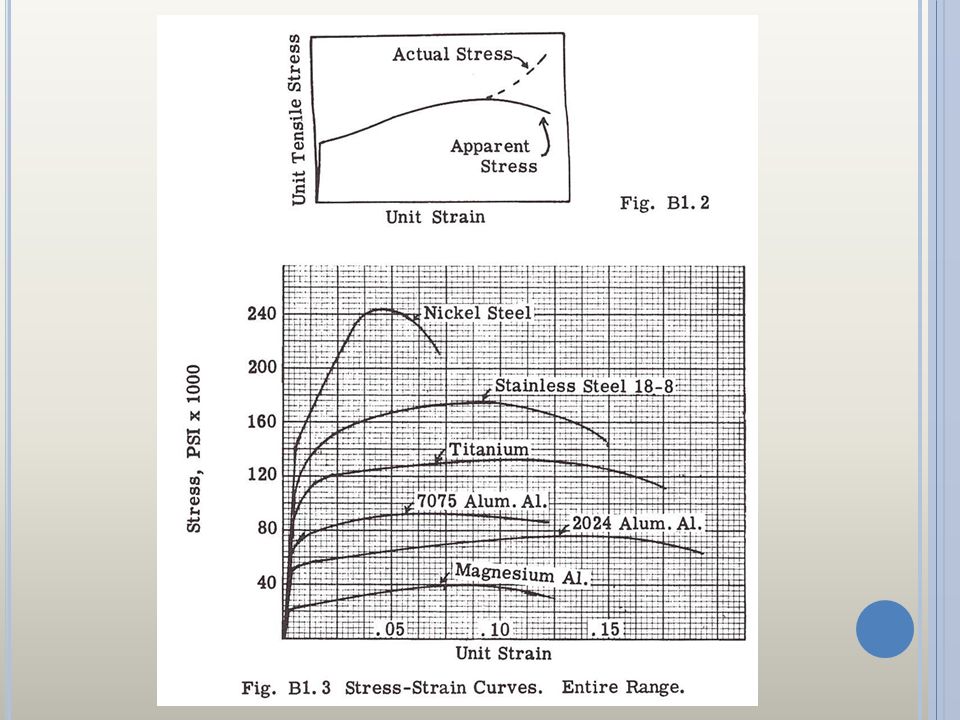
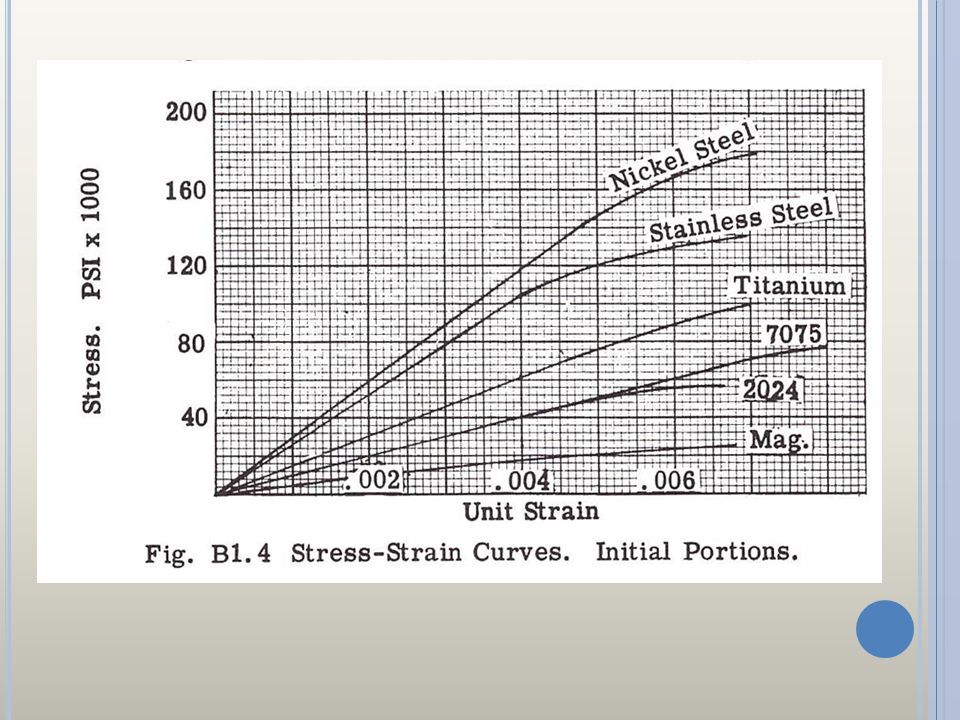
Ensayo de tracción: consiste en ir aplicando una carga (máquinas de ensayos blandas) o una deformación (máquina de ensayos duras) a probetas como las vista, a una muy baja velocidad de aplicación de la carga o de deformación (0,5 mm/min) e ir adquiriendo el valor de la carga mediante una celda de carga y la deformación absoluta con un extensómetro mecánico o eléctrico. Se obtiene el diagrama de carga vs deformación que luego es convertido al diagrama Tensión vs Deformación específica, para ello se considera que el área de la sección de ensayo no varía durante este (A=cte) y se debe tener en cuenta la longitud inicial de la zona de medición de la deformación comúnmente llamado Moderna máquina de ensayos

31
Las máquinas actuales convierten directamente un diagrama a otro
Las máquinas actuales convierten directamente un diagrama a otro. Obtenido el diagrama tensión vs deformación específica podemos comparar los materiales, utilizar los valores que se obtienen de ellos para diseñar las piezas, evaluar cual es mas apropiado para, por ejemplo, absorber energía o bien soportar mejor impactos, etc. Antigua máquina de ensayos (de tipo blanda) donde se aplica carga controlada por medio de un pistón hidráulico. A continuación se presenta un diagrama clásico de tensión vs deformación específica de un acero con bajo contenido de carbono (SAE 1020).
 donde se aplica carga controlada por medio de un pistón hidráulico. A continuación se presenta un diagrama clásico de tensión vs deformación específica de un acero con bajo contenido de carbono (SAE 1020).")
32
M R σmax Zona plástica σfluencia σprop σelástica Zona elástica

35
Del gráfico anterior se pueden distinguir ciertos valores de tensión que son utilizados en el diseño pero, además, el gráfico da mas información para la elección de un material. El área encerrada bajo la curva en el régimen elástico (zona amarilla) nos informa sobre la energía que el material puede absorber en el régimen elástico (resiliencia). El área total (parte elástica y plástica) nos habla de la capacidad total de absorber energía que tiene el material, esto se denomina tenacidad. Las tensiones Tensión elástica Tensión proporcional Tensión de fluencia Tensión 0,2 Tensión máxima Tensión de rotura A continuación se presenta una tabla obtenida del MIL-HDBK-5H

38
53,5 51

39
39

41
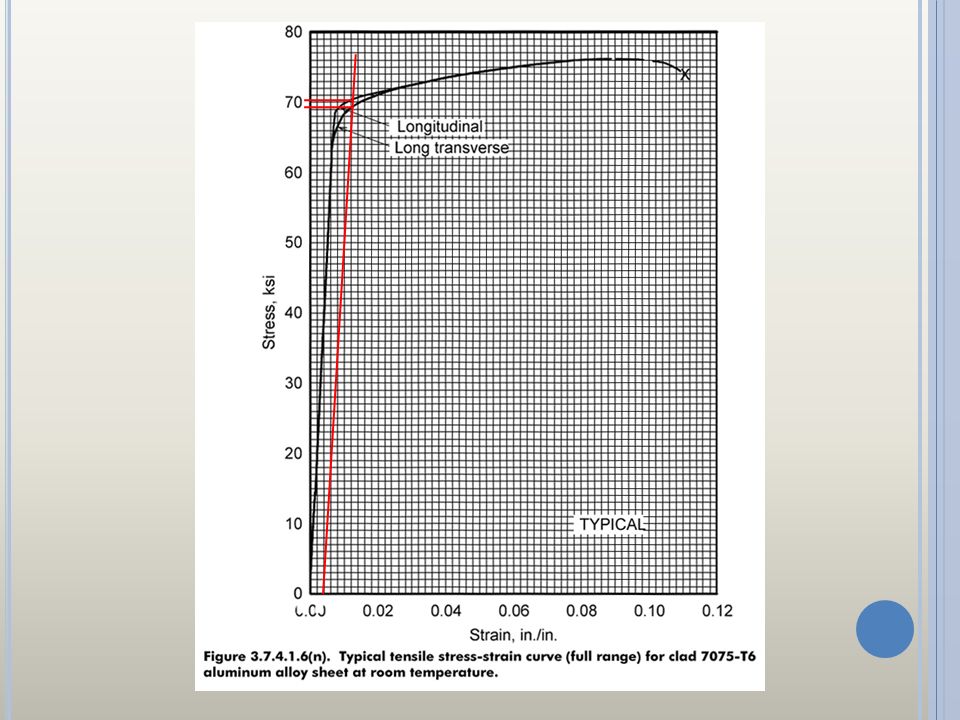
En el siguiente cuadro se observa la variación de la tensión ultima y de la tensión 0,2 (fluencia) de la aleación 7075 T6
 de la aleación 7075 T6")
42
No metálicos Material compuesto: unión de dos o más materiales disímiles. En general se entiende como material compuesto a la unión entre un tipo de fibra embebida en una matriz polimérica. Existen materiales compuesto con matriz metálica y no metálica y fibras (compuesto C-C, frenos aviones, toberas de cohetes). Maderas Material compuesto natural. Combinación fibras huecas de celulosa unidas con lignina. Son materiales que presentan resistencias semejantes en dos direcciones y muy distinta en una tercera, se los llama materiales anisotropicos y, en este caso, particularmente ortotrópicos.
. Maderas. Material compuesto natural. Combinación fibras huecas de celulosa. unidas con lignina. Son materiales que presentan resistencias semejantes en dos direcciones y muy distinta en una tercera, se los llama materiales anisotropicos y, en este caso, particularmente ortotrópicos.")
43
Maderas utilizadas en estructuras aeronáuticas:
Curso de Extensión Maderas utilizadas en estructuras aeronáuticas: Maderas blandas macizas: varios tipos de pinos (Spruce, Oregon, Hemlock, etc). Ventajas: densidades bajas, buenas resistencias mecánicas y elasticidad, alta resistencia a la fatiga (cargas cíclicas), reciclable, buena resistencia a impactos, naturalmente es un diseño fail safe. Desventajas: susceptibles de ser atacada por insectos y microorganismos, higroscópica (cambio en sus propiedades mecánicas), inflamable. Maderas duras: no se utilizan en estructuras si en la fabricación de la raíz de hélices de algunas aeronaves. Departamento de Aeronáutica F.I.- U.N.L.P. - CICARE S.A.
. Ventajas: densidades bajas, buenas resistencias mecánicas y elasticidad, alta resistencia a la fatiga (cargas cíclicas), reciclable, buena resistencia a impactos, naturalmente es un diseño fail safe. Desventajas: susceptibles de ser atacada por insectos y microorganismos, higroscópica (cambio en sus propiedades mecánicas), inflamable. Maderas duras: no se utilizan en estructuras si en la fabricación de la raíz de hélices de algunas aeronaves. Departamento de Aeronáutica F.I.- U.N.L.P. - CICARE S.A.")
44
Condiciones físicas para la aplicación en componentes estructurales
HR no inferior al 8% y no superior a 15% (zonas húmedas se admite 18%) La desviación de la veta no debe ser superior a 1/15 respecto al eje del larguero Son aceptables nodos hasta 3/8¨ de diámetro siempre que no estén ubicados en los flancos de los largueros, a nos mas de 20¨ uno de otro, y estén en el tercio central de la viga. Maderas terciadas: combinación de láminas delgadas de maderas blandas con el fin de tener características mecánicas semejantes en todas direcciones o en direcciones preferenciales.
 La desviación de la veta no debe ser superior a 1/15 respecto al eje del larguero. Son aceptables nodos hasta 3/8¨ de diámetro siempre que no estén ubicados en los flancos de los largueros, a nos mas de 20¨ uno de otro, y estén en el tercio central de la viga. Maderas terciadas: combinación de láminas delgadas de maderas blandas con el fin de tener características mecánicas semejantes en todas direcciones o en direcciones preferenciales.")
45
Materiales compuestos, resinas y refuerzos (fibras), utilizados en estructuras aeronáuticas:
Definición: material formado por fibras embebidas en una matriz. Materiales denominados anisotropicos: sus propiedades mecánicas, eléctricas, térmicas, varían con la dirección (pésimos conductores eléctricos y térmicos). Industria aeronáutica Resinas: son del tipo termorrígidas como las resinas epoxies, vinilesteres y fenólicas. Fibras: Vidrio S, Carbono (alto y bajo módulo) y Kevlar (aramida) Función de la resina: matriz que une las fibras, se encargada de transmitir los esfuerzos entre las fibras y protegerlas del medio. Función de las fibras: son los refuerzos que soportan principalmente las cargas actuantes (más rígida y resistente que la matriz).
. Industria aeronáutica. Resinas: son del tipo termorrígidas como las resinas epoxies, vinilesteres y fenólicas. Fibras: Vidrio S, Carbono (alto y bajo módulo) y Kevlar (aramida) Función de la resina: matriz que une las fibras, se encargada de transmitir los esfuerzos entre las fibras y protegerlas del medio. Función de las fibras: son los refuerzos que soportan principalmente las cargas actuantes (más rígida y resistente que la matriz).")
46
Clasificación por forma: particuladas, discontinuas y continuas.
Fibras Clasificación por forma: particuladas, discontinuas y continuas. Industria aeronáutica usa fundamentalmente continuas (uni, bi y/o multi direccional) dado que se requieren alta rigideces y resistencia. Procesos de fabricación: dependerán del material seleccionado para la matriz y el tipo de aplicación. Procesos típicos de fabricación: Sacos de vacío + autoclave (uso en aeronáutico y espacial) Bobinado (filament winding) (uso aeronáutico y espacial) RTM (Resin Transfer Moulding) (uso aeronáutico y espacial) Braiding Pultrusión (Pultruded) Matriz Termorrígida (curado) Termoplástica (consolidado) Alto desempeño (fibras continuas) Bajo costo (fibras picadas)
 dado que se requieren alta rigideces y resistencia. Procesos de fabricación: dependerán del material seleccionado para la matriz y el tipo de aplicación. Procesos típicos de fabricación: Sacos de vacío + autoclave (uso en aeronáutico y espacial) Bobinado (filament winding) (uso aeronáutico y espacial) RTM (Resin Transfer Moulding) (uso aeronáutico y espacial) Braiding. Pultrusión (Pultruded) Matriz. Termorrígida (curado) Termoplástica (consolidado) Alto desempeño (fibras continuas) Bajo costo (fibras picadas)")
47
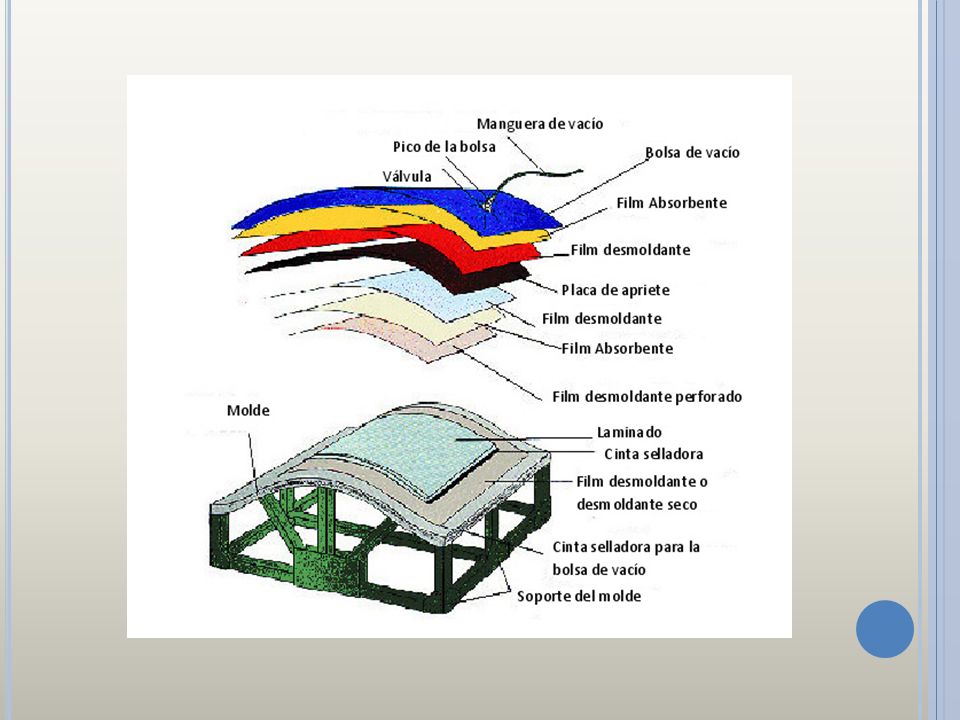
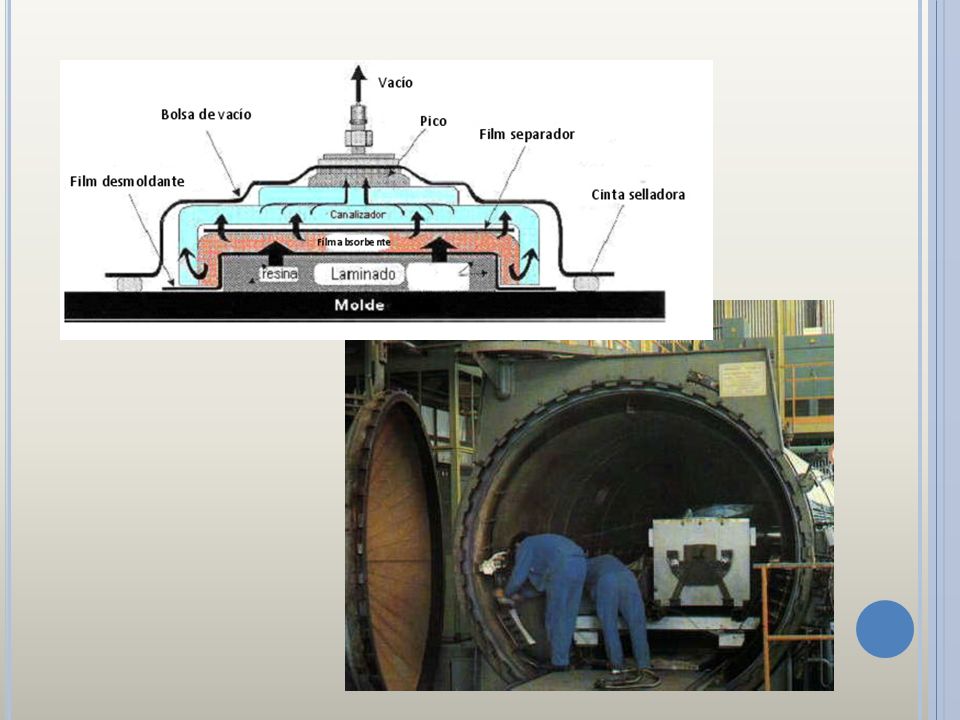
Saco de vacío + autoclave

48
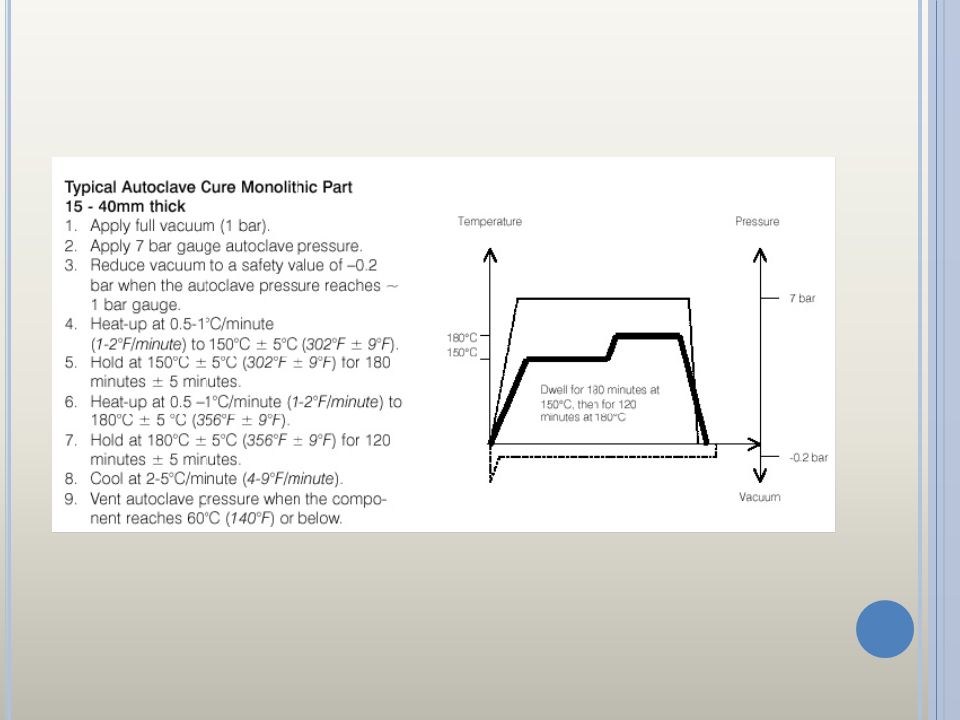
Características Baja cantidad de cavidades (vacíos) en la pieza conformada Alto volumen de fibras Requiere bolsa de vacío Aplicaciones Piezas de bajo espesor Piezas de formas complejas (planos de curvatura por ejemplo) Etapas del proceso Corte de las telas Laminación Bolsa de vacío Cura en autoclave Desmolde
 Etapas del proceso. Corte de las telas. Laminación. Bolsa de vacío. Cura en autoclave. Desmolde.")
49
Materias primas Pre impregnados (Prepeg) Fibras unidireccionales Tejidos Tipo de fibras Carbono Vidrio S Aramida (Kevlar)
")
50
Moldes Metálicos 1) Mayor durabilidad 2) Capacidad térmica 3) Alto costo 4) Proceso de fabricación por maquinado Compuesto: 1) Baja durabilidad 2) Aplicado a geometrías no muy complejas 3) Son de baja capacidad térmica (muy baja conductividad) 4) Proceso de fabricación por moldeo 5) Piezas de menor responsabilidad
 Baja durabilidad. 2) Aplicado a geometrías no muy complejas. 3) Son de baja capacidad térmica (muy baja conductividad) 4) Proceso de fabricación por moldeo. 5) Piezas de menor responsabilidad.")
54
Ventajas 1) Baja porosidad del compuesto 2) Control estricto de la relación Fibra/Resina 3) Herramientas simples 4) Variables ciclos de curado Desventajas 1) Prepeg tiene un alto costo 2) Mucho desperdicio de material 3) Sala de laminación climatizada 4) Solo se consigue una sola superficie con buen acabado 5) Elevado consumo de energía
 Variables ciclos de curado. Desventajas. 1) Prepeg tiene un alto costo. 2) Mucho desperdicio de material. 3) Sala de laminación climatizada. 4) Solo se consigue una sola superficie con buen acabado. 5) Elevado consumo de energía.")
55
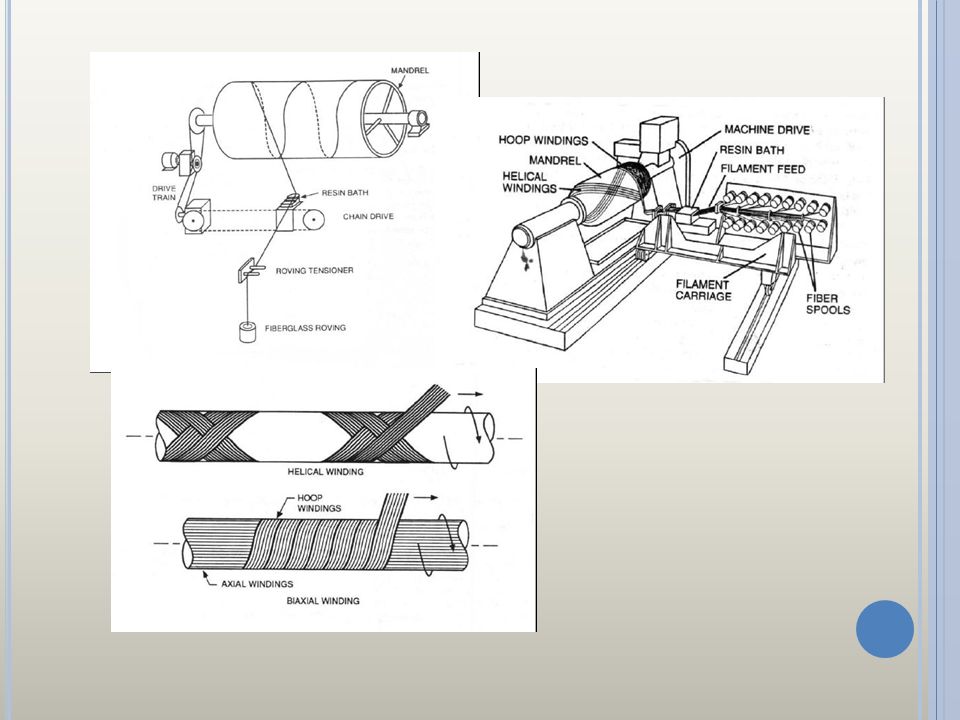
Bobinado

56
Características Baja cantidad de cavidades (vacíos) en la pieza conformada Buen control del posicionamiento de las fibras Buen aprovechamiento del material Es posible realizar uniones Aplicaciones Piezas axisimétricas: recipientes de presión, tanques, conductos, entre otros Etapas del proceso y control de parámetros Viscosidad de la resina Eliminación de exceso de resina Tensión de la fibra Velocidad de bobinado Posicionamiento de la fibra (mediante control numérico)
")
57
Materias primas Resina epoxi Resina Fenólicas Resina Poliéster Tipo de fibras Carbono Vidrio E y S Aramida (Kevlar)
")
59
Ventajas 1) Piezas grandes y pequeñas 2) Control del posicionamiento de la fibra 3) Excelente aprovechamiento del material 4) Uso de liners en recipientes a presión Desventajas 1) Limitado a formas simétricas o axisimétricas 2) Control malo del contenido de resina 3) Requiero de control operacional (programación, parámetros de procesos, etc)
 Uso de liners en recipientes a presión. Desventajas. 1) Limitado a formas simétricas o axisimétricas. 2) Control malo del contenido de resina. 3) Requiero de control operacional (programación, parámetros de procesos, etc)")
60
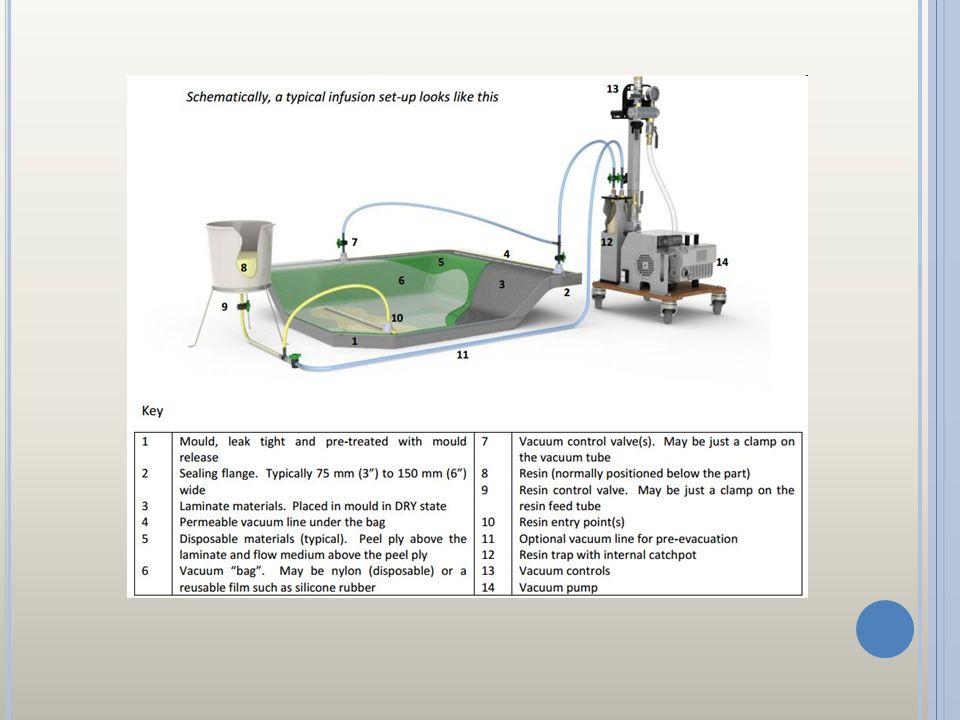
RTM

61
Características Preforma de las piezas en moldes cerrados Buen control del posicionamiento de las fibras Buen aprovechamiento del material Buen acabado de ambas superficies Aplicaciones Piezas donde los lotes son grandes Piezas de geometrías complejas Etapas del proceso Preparación de la preforma por braiding o laminación manual (en seco) Moldeo de la preforma Impregnación: uso de vacío, inyección de resina de baja viscosidad y curado (molde con temperatura)
 Moldeo de la preforma. Impregnación: uso de vacío, inyección de resina de baja viscosidad y curado (molde con temperatura)")
62
Materias primas Tejidos uni, bi o multidireccionales Bolsas de vacío Peel Ply Mantas absorbentes Mantas perforadas Cintas selladoras Tipo de fibras Carbono Vidrio E y S Aramida (Kevlar)
")
63
Control de procesos Velocidad de la resina Control de viscosidad (alta viscosidad mayor presión, deformación de moldes)
 .")
65
Ventajas 1) Alta tasa de producción 2) Control del posicionamiento de la fibra 3) Piezas grandes y pequeñas 4) Buen acabado de ambas superficies 5) Piezas de forma complejas Desventajas 1) Costo elevado de los moldes 2) Viable cuando la producción es elevada
 Buen acabado de ambas superficies. 5) Piezas de forma complejas. Desventajas. 1) Costo elevado de los moldes. 2) Viable cuando la producción es elevada.")
Presentaciones similares







.>")













