Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Cartas p y Cartas c

2
Las cartas de control para X y R o X y S, están diseñadas para monitorear los datos cuantitativos de un proceso.

3
En ocasiones es necesario medir la calidad de un proceso o la producción de dicho proceso, con base en la aceptación de un atributo.

4
Este procedimiento estadístico determina si un proceso es aceptable con base en la proporción y el número de defectos.

5
Dos tipos comunes de cartas de control se concentran en la aceptabilidad.

6
Cartas p. Miden la proporción de defectos. Cartas c. Registran el número de defectos por artículo.

7
Cartas p. En su construcción simplemente se toma nota de la proporción de artículos defectuosos en una muestra.

8
Esta proporción, p es:

9
De la misma manera que para las cartas de control para variables, se toman varias muestras obteniéndose varios valores para p.

10
La proporción media de defectos para estas varias muestras, se calcula así:

11
Este valor promedio de p, sirve como el estimado de π, la proporción de defectos poblacional, en caso de que π sea desconocido.

12
La desviación estándar de la proporción de defectos es:

13
En el caso muy probable de que π se desconozca σ p, se estima mediante S p, en donde:

14
Los límites superior de control [LSC p ] y los límites inferiores de control [LIC p ], se forman a 3σ de distancia por encima y por debajo de la población de defectos.
![ Los límites superior de control [LSC p ] y los límites inferiores de control [LIC p ], se forman a 3σ de distancia por encima y por debajo de la población de defectos.](http://images.slideplayer.es/10/2844203/slides/slide_14.jpg " Los límites superior de control [LSC p ] y los límites inferiores de control [LIC p ], se forman a 3σ de distancia por encima y por debajo de la población de defectos.")
15
Es decir:

17
Guitar´s Nightmare, empresa dedicada al rubro de la elaboración de guitarras eléctricas, fabrica un modelo de guitarra especial [Auditory Anihilator].
![ Guitar´s Nightmare, empresa dedicada al rubro de la elaboración de guitarras eléctricas, fabrica un modelo de guitarra especial [Auditory Anihilator].](http://images.slideplayer.es/10/2844203/slides/slide_17.jpg " Guitar´s Nightmare, empresa dedicada al rubro de la elaboración de guitarras eléctricas, fabrica un modelo de guitarra especial [Auditory Anihilator].")
18
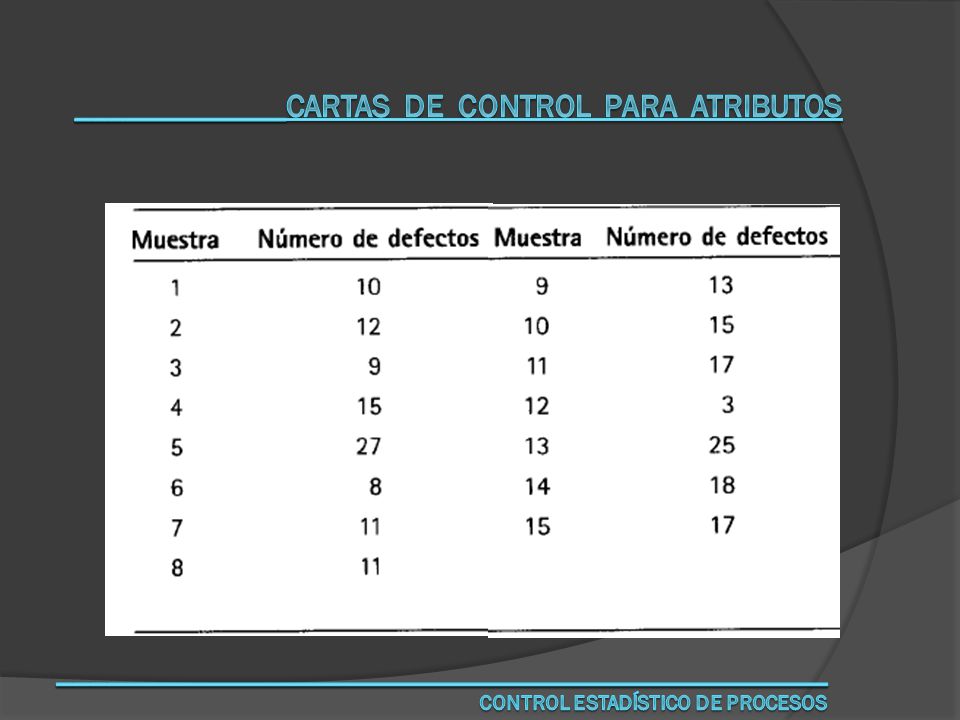
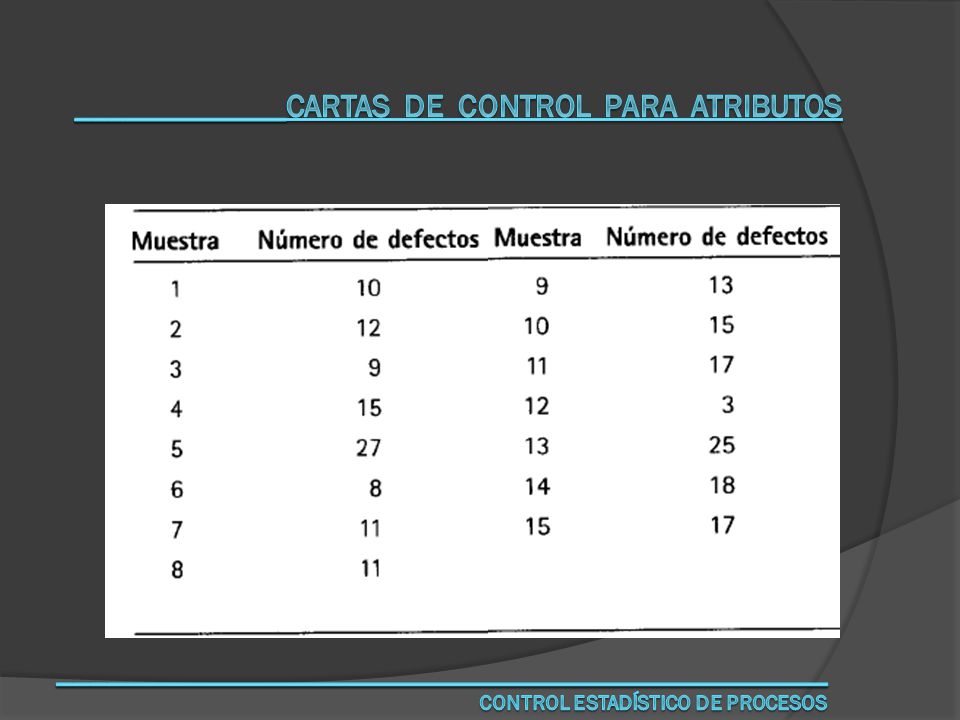
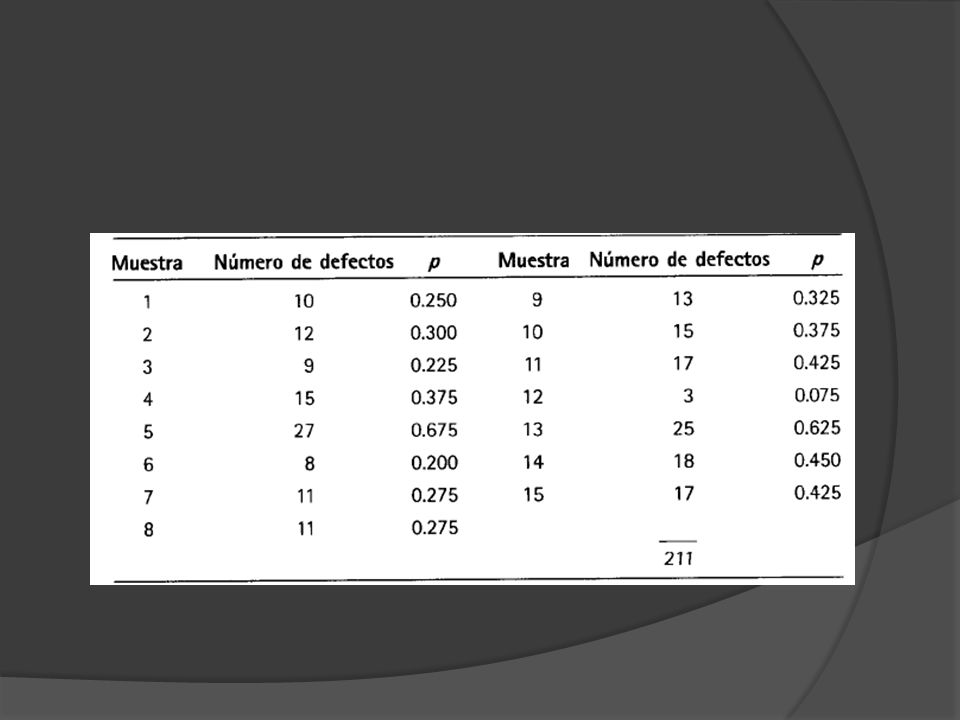
Un procedimiento de control de calidad para detectar los defectos en este modelo de guitarra, comprende la selección de 15 muestras [K] diferentes de tamaño n = 40
![ Un procedimiento de control de calidad para detectar los defectos en este modelo de guitarra, comprende la selección de 15 muestras [K] diferentes de tamaño n = 40](http://images.slideplayer.es/10/2844203/slides/slide_18.jpg " Un procedimiento de control de calidad para detectar los defectos en este modelo de guitarra, comprende la selección de 15 muestras [K] diferentes de tamaño n = 40")
19
El número de defectos en cada muestra se ilustra en la siguiente tabla:

22
1. Encontrar la proporción media de defectos.

24
2. Establecer los límites de control.

25
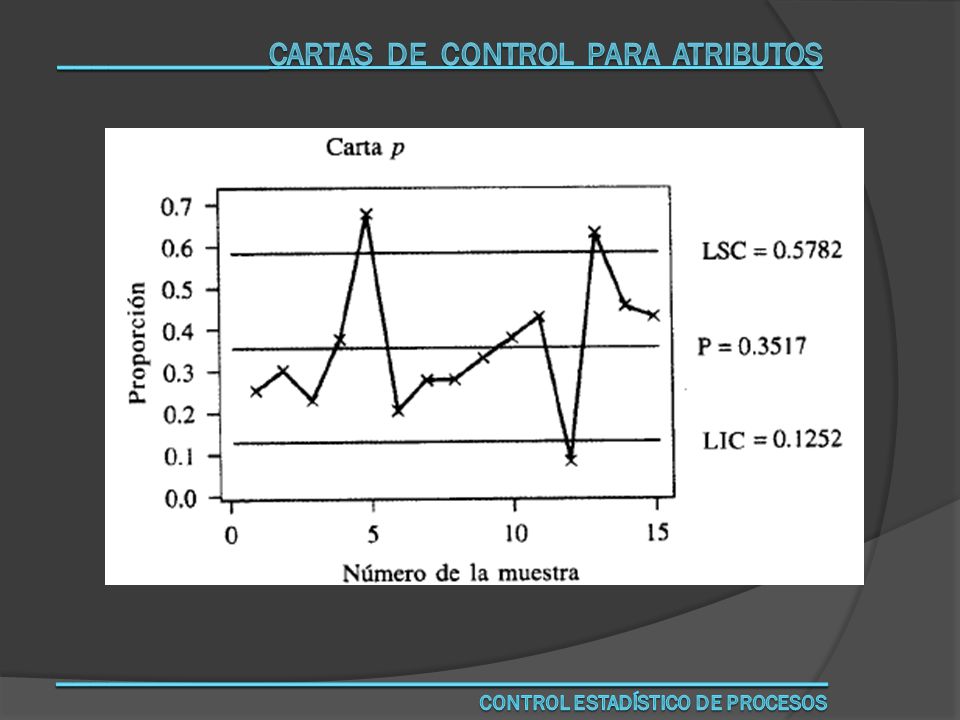
3. Graficar los límites de control y observar si existe algún punto fuera de control.

28
Las muestras 5 (p = 0.675) 12 (p = 0.075) 13 (p = 0.625) Están claramente fuera de control
 12 (p = 0.075) 13 (p = 0.625) Están claramente fuera de control")
29
La búsqueda de causas asignables revelaron lo siguiente:

30
La muestra 5 se tomo cuando personal clave estaba de vacaciones y fueron reemplazados por empleados menos hábiles.

31
La baja producción de defectos en la muestra 12, provino del uso de materias primas superiores, cuando el proveedor no pudo suministrar las materias primas habituales.

32
La muestra 13 se tomó cuando la construcción de una nueva planta interrumpió temporalmente el fluido eléctrico, no permitiendo el uso de métodos computarizados.

Presentaciones similares





 Capacidad del proceso>")





 Francisco Javier Contreras Cornejo (portador) Pedro Cornejo Sánchez (líder)>")









