Descargar la presentación
La descarga está en progreso. Por favor, espere

1
TRATAMIENTO TÉRMICO DISEÑO DE PROCESOS TÉRMICOS PARA PRODUCTOS PESQUEROS EN ENVASES FLEXIBLES

2
DISEÑO DE PROCESOS TÉRMICOS PARA LA PRESERVACIÓN DE PRODUCTOS PESQUEROS
Los diseños térmicos se realizan: Con la finalidad de determinar la eficacia térmica de un proceso mediante estudios de distribución y penetración de calor.

3
PRUEBAS DE DISTRIBUCIÓN Y PENETRACIÓN DE CALOR
El propósito de los procesos térmicos es la destrucción de microorganismos que representan un peligro para la salud del consumidor así como de aquellos que puedan descomponer un producto en condiciones normales de almacenamiento sin refrigeración.

4
Clostridum botulinum En la industria conservera el objetivo principal de un proceso térmico es la eliminación del Clostridum botulinum que es una bacteria resistente al calor y capaz de producir una toxina mortal.

5
PRUEBAS DE DISTRIBUCIÓN DE CALOR
AUTOCLAVES ESTACIONARIOS A VAPOR Thermal Processes for Low-Acid Foods in Metal Containers Bulletin 26-L, 13th edition, National Food Processors Association Protocol for carrying out heat penetration studies Institute for Themal Processing Specialists (IFTPS) Temperature distribution protocol for processing in still, water immersion retorts, including agitation systems operated in a still mode Institute for Themal Processing Specialists (IFTPS)
 Temperature distribution protocol for processing in still, water immersion retorts, including agitation systems operated in a still mode. Institute for Themal Processing Specialists (IFTPS)")
6
Se realizan para determinar las zonas frías o de calentamiento mas lento en una autoclave.
Para la eliminación de aire para tener temperatura uniformes en autoclave (autoclaves que operan con vapor saturado puro).
.")
7
EVALUACIÓN DE LAS AUTOCLAVES
Antes de realizar cualquier prueba se evaluará las instalaciones de las autoclaves. Deberá describirse todas las instalaciones e instrumentos como por ejemplo: Número de conexiones en la tubería de la eliminación de aire. Uso de múltiples. Diámetro más pequeño en la tubería de eliminación de aire. Diámetro y tipo de válvula de eliminación de aire. Diámetro de la válvula de ingreso de vapor. Diámetro de distribuidor de vapor, diámetro y número de agujeros, localización y orientación. Ubicación del termómetro de mercurio en vidrio. Ubicación del bulbo del termoregistrador. Procedimiento de carga de los envases en la autoclave y uso de placas divisoras. Diámetro de los agujeros y distancia de separación entre ellos, en las placas divisoras y en la base de las canastillas. Forma de carga, tamaño de los envases, número de envases por nivel y número de niveles. Diseño de construcción de las canastillas o carros y áreas abiertas. Tamaño de la autoclave y número de carros. Diseño de las instalaciones. Ubicación y diámetro de la espitas.

8
EVALUACIÓN DE LAS AUTOCLAVES
Cada autoclave deberá ser estudiada. Cualquier cambio en el sistema de autoclaves deberá ser revisado por un especialista en proceso térmicos para verificar si los cambios efectuados afectaron la eficacia del sistema.

9
DISEÑO DE UN ESTUDIO DE DISTRIBUCIÓN DE CALOR
Deberán ser diseñados por institutos o especialistas en procesos térmicos. Cuando varias autoclaves operan en una misma instalación deberá seleccionarse aquel que represente el peor de los casos.

10
SELECCIÓN DEL PRODUCTO Y ENVASE
Las autoclaves deberán llenarse de la misma manera como si fuese una producción comercial (envases, carros, placas divisoras en caso que se utilice) para optimizar las condiciones de distribución de calor en sus operaciones
 para optimizar las condiciones de distribución de calor en sus operaciones.")
11
UBICACIÓN DE LAS TERMOCUPLAS
Los sensores deberán estar distribuidos entre los envases para monitorear la temperatura a través de la autoclave. Como mínimo un sensor deberá estar colocado cerca al termómetro de mercurio, como referencia. La ubicación y número de sensores deberá determinarlo un especialista en procesos térmicos. En autoclaves horizontales y verticales (vapor saturado) la zona fría está generalmente localizada a lo largo del eje central vertical de la canastilla entre el centro y la base. Los sensores no deberán formar canales artificiales a través de los envases.
 la zona fría está generalmente localizada a lo largo del eje central vertical de la canastilla entre el centro y la base. Los sensores no deberán formar canales artificiales a través de los envases.")
12
UBICACIÓN DE LAS TERMOCUPLAS
La ubicación de todos los sensores serán documentados y se acompañará con un gráfico con vista superior y lateral de las canastillas indicando el nivel en que se encuentran ubicados los sensores y su posición. El número de sensores deberán ser los suficientes como para evaluar los puntos propuestos en una autoclave totalmente cargada.

13
TEMPERATURA INCIAL DEL PRODUCTO
La temperatura del producto cargado en autoclave deberá aproximarse a la temperatura inicial más fría que puede esperarse durante una producción comercial.

14
TEMPERATURA DE LA AUTOCLAVE
Deberá aproximarse a la temperatura más baja, esperada durante una producción normal.

15
DESCRIPCIÓN Y PREPARACIÓN DE LOS EQUIPOS UTILIZADOS EN LAS PRUEBAS.
Termocuplas y equipo registrador de temperatura. Se utilizan: Potenciómetros con varios canales o un computador para la colección de datos. Termocuplas tipo T (cables) de cobre – constantan. Calibre de las termocuplas entre 20 – 24. La unión sensible de la termocuplas no debe contactar con ningún objeto en la autoclave salvo el flujo de vapor o medio de calentamiento.
 de cobre – constantan. Calibre de las termocuplas entre 20 – 24. La unión sensible de la termocuplas no debe contactar con ningún objeto en la autoclave salvo el flujo de vapor o medio de calentamiento.")
16
DESCRIPCIÓN Y PREPARACIÓN DE LOS EQUIPO DE MEDICIÓN DE TEMPERATURA
Calibración: El equipo registrador de temperatura y los cables deberán ser calibrados antes de cualquier prueba. Si existen diferencias significativas entre termómetro patrón y las termocuplas deberá investigarse la exactitud de estos últimos. Cada sensor deberá ser marcado. Cada canal del equipo registrador deberá corresponder a un sensor en particular.

17
CONDUCCIÓN DE LA PRUEBA
Las pruebas de distribución de calor deberán ser realizadas por personal calificado y entrenado. Los envases deberán colocarse en las canastillas de tal manera que representen el peor de los casos en una producción normal. Los tiempos y temperatura deberán registrarse a intervalos de un minuto menos desde el momento que ingresa el vapor o el medio de calentamiento hasta aproximadamente 20 minutos después de alcanzar la temperatura del autoclave.

18
CONDUCCIÓN DE LA PRUEBA
Pueden realizarse pruebas usando información de ensayos o experiencias anteriores para eliminación de aire en autoclaves con vapor saturado hasta alcanzar un proceso apropiado. Si los datos registrados son adecuados, los procedimientos de operación de las autoclaves y las condiciones de las pruebas serán consideradas como requisitos mínimos para alcanzar una remoción adecuada de aire. Una vez encontradas las condiciones de operación satisfactoria deberá repetirse la prueba una vez más como mínimo.

19
DOCUMENTACIÓN DE LAS PRUEBAS DE DISTRIBUCIÓN
Toda la información de las prueba de distribución de calor deberán ser registradas y los factores críticos identificados. Registros inadecuados pueden conducir a procesos incorrectos. Se deberá documentar la siguiente información antes de empezar las pruebas: Fecha Identificación de la prueba Responsable de conducir la prueba Tamaño y tipo de envase Producto usado Ubicación de las termocuplas Presión de la línea de vapor. Otras demandas de vapor al momento de la prueba (incluir el número de autoclaves que se encuentran eliminado aire). Otras informaciones relevantes.
. Otras informaciones relevantes.")
20
DOCUMENTACIÓN DE LAS PRUEBAS DE DISTRIBUCIÓN
Durante la prueba se deberá registrar: Tiempo de ingreso de vapor( vapor, vapor –aire) Tiempo y temperatura en que se cerró la válvula de drenaje. Tiempo en que se cierra la válvula de eliminación de aire. Temperatura a la cual se cerró la válvula de eliminación de aire. Tiempo de subida de temperatura. Periodo de lectura del termómetro de mercurio en vidrio. Tiempo en que se cierra la válvula de vapor. Información sobre otros factores críticos.
 Tiempo y temperatura en que se cerró la válvula de drenaje. Tiempo en que se cierra la válvula de eliminación de aire. Temperatura a la cual se cerró la válvula de eliminación de aire. Tiempo de subida de temperatura. Periodo de lectura del termómetro de mercurio en vidrio. Tiempo en que se cierra la válvula de vapor. Información sobre otros factores críticos.")
21
DOCUMENTACIÓN DE LAS PRUEBAS DE DISTRIBUCIÓN DE CALOR
Después que la pruebas han finalizado, los carros serán descargados cuidadosamente para verificar la ubicación de las termocuplas y comprobar si permanecieron en sus ubicaciones.

22
ANÁLISIS DE LA INFORMACIÓN
Deberá establecerse una relación entre el instrumento indicador de temperatura (termómetro de mercurio) y las termocuplas ubicadas entre los envases. Los datos deberán presentarse en un formato que indique: tiempo, temperatura de la termocupla, temperatura indicada por el termómetro de mercurio y la diferencia entre la temperatura mas baja de la termocupla y la indicada por el termómetro. La termocupla que tiene la diferencia de temperatura más grande con el termómetro indicador representa la zona fría del autoclave. Los datos de distribución de calor son aceptables si la diferencia de temperatura para la termocupla más fría es menos de 1.5º C, con relación al termómetro de mercurio un minuto después de haber terminado el periodo de su vida de temperatura y menos de 0.5º C, tres minutos después del periodo de su vida de temperatura.
 y las termocuplas ubicadas entre los envases. Los datos deberán presentarse en un formato que indique: tiempo, temperatura de la termocupla, temperatura indicada por el termómetro de mercurio y la diferencia entre la temperatura mas baja de la termocupla y la indicada por el termómetro. La termocupla que tiene la diferencia de temperatura más grande con el termómetro indicador representa la zona fría del autoclave. Los datos de distribución de calor son aceptables si la diferencia de temperatura para la termocupla más fría es menos de 1.5º C, con relación al termómetro de mercurio un minuto después de haber terminado el periodo de su vida de temperatura y menos de 0.5º C, tres minutos después del periodo de su vida de temperatura.")
23
Curvas de Distribución de Calor

24
Curvas de Distribución de Calor

25
PRUEBA DE PENETRACIÓN DE CALOR EN ENVASES FLEXIBLES ESTERILIZABLES
El desarrollo de los procesos térmicos requiere de especialistas entrenados y capacitadas en pruebas de penetración de calor con conocimiento de: Resistencia térmica del microorganismo problema. Características de la penetración del calor en el producto. Características de distribución de calor en la autoclave. Experiencia para analizar datos y calcular procesos térmicos.

26
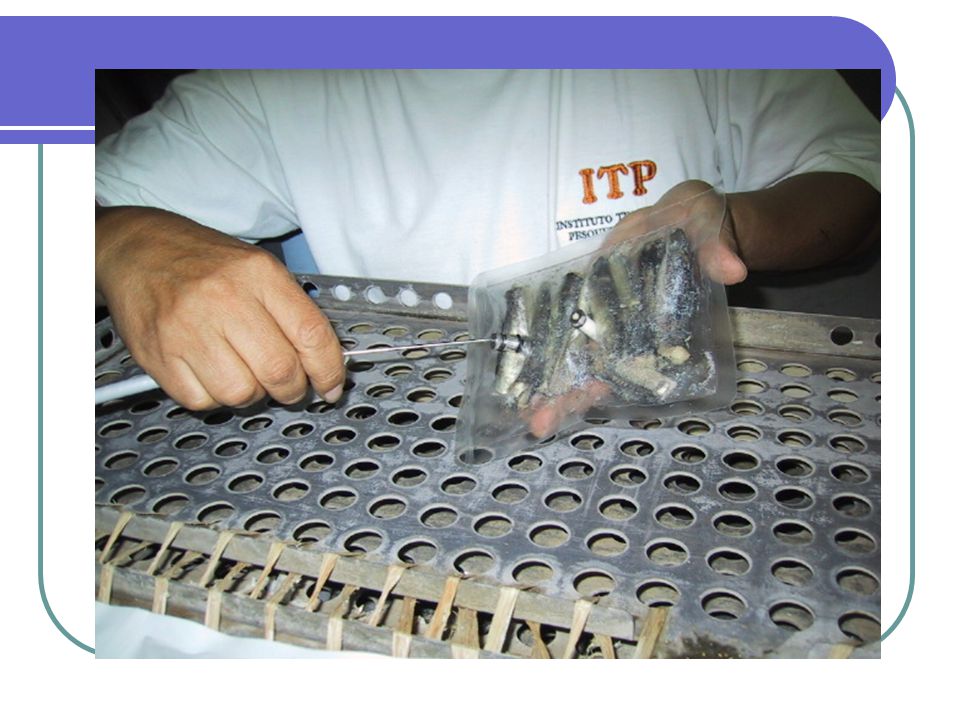
PRUEBA DE PENETRACIÓN DE CALOR EN ENVASES FLEXIBLES ESTERILIZABLES
Los estudios de penetración de calor consisten en medir la temperatura en el interior de los envases con el producto, colocando un sensor de temperatura en cada bolsa flexible. Se deberá localizar por medio de pruebas, la zona de calentamiento mas lento o punto frío de los envases. Solamente datos provenientes de pruebas de penetración de calor adecuadamente diseñados y conducidos deberán utilizarse para calcular procesos térmicos.

28
DISEÑO DE UN ESTUDIO DE PENETRACIÓN DE CALOR
El estudio deberá ser diseñado por especialistas en procesos térmicos. Los diseños deberán efectuarse considerando las peores condiciones que pueden encontrarse en producciones comerciales como por ejemplo: Preparación del producto. Ubicación de la termocupla Llenado de los envases Orientación de las bolsas flexibles Temperatura inicial del producto Temperatura del autoclave Otros factores críticos

29
PREPARACIÓN DEL PRODUCTO
Es preferible la utilización de productos preparados comercialmente. Si se efectúan en un laboratorio deberán representar las peores condiciones que podrían encontrarse en una producción normal. Algunos factores que pueden afectar el grado de calentamiento del producto: Viscosidad de la salsa. Tamaño de los trozos. Tendencia de las partículas a agruparse. Peso de llenado. Proporción de sólido a líquido. Espesor de las bolsas flexibles con producto y, Otros factores dependiendo del producto

31
UBICACIÓN DE LAS TERMOCUPLAS
Para productos con calentamiento por conducción, el punto frío está localizado en centro geométrico del envase. En productos calentados por convección, con las bolsas en orientación vertical, la zona de calentamiento más lenta está en el tercio inferior del envase a lo largo del eje vertical. Las termocuplas son colocadas a través de la bolsas flexibles. Un mínimo de 10 envases, con la termocupla en el punto de calentamiento más lento, deberá utilizarse por prueba. Dependiendo del resultado de las pruebas, evaluaciones adicionales pueden ser necesarias. Deberá confeccionarse un gráfico con la ubicación de las termocuplas dentro de la autoclave, tanto en vista lateral como superior. Estos gráficos formaran parte de la documentación de la prueba de penetración de calor.

32
UBICACIÓN DE LAS TERMOCUPLAS

33
UBICACIÓN DE LOS SENSORES DENTRO DEL PRODUCTO
Para monitorear la temperatura de grandes partículas el sensor necesariamente deberá estar dentro de ella. En los trozos, las puntas sensibles de las termocuplas deberán estar ubicadas en el centro geométrico de la partícula. Puede ser necesario asegurar las partículas al sensor para prevenir movimientos durante el procesamiento

36
LLENADO DE LAS BOLSAS FLEXIBLES ESTERILIZABLES
Las bolsas deben llenarse de acuerdo a los procedimientos comerciales. Si se realizan en el laboratorio deben asemejarse a una producción común, siempre asumiendo el peor de los casos. El peso llenado para pruebas de penetración pueden ser 5% por encima de lo utilizado en una producción comercial. Procedimiento de llenado que puede afectar el grado de los productos: Orientación del producto Peso envasado (líquido- sólido) Acomodo del producto (ordenado-desordenado) Otros factores que deberán ser identificados por un especialista.
 Acomodo del producto (ordenado-desordenado) Otros factores que deberán ser identificados por un especialista.")
38
ORIENTACIÓN DE LA BOLSA FLEXIBLE ESTERILIZABLE
Productos envasados en salmuera y procesados en orientación vertical puede calentarse de una manera más lenta que un producto procesado en posición horizontal. Deberá evitarse que haya sobreposición entre las bolsas, en las bandejas. En bolsas flexibles esterilizables, el espesor es un factor crítico. Entre las bandejas deberá haber circulación de agua. Deberán utilizarse autoclaves especialmente diseñados para esterilizar bolsas flexibles.

40
Las bolsas deberán estar entre bandejas que limiten el espesor de las bolsas durante el esterilizado. El espesor de la bolsa flexible no debe ser más de 2.5 cm. Cuanto más delgado sea el espesor, la velocidad de penetración de calor será mayor. La gran superficie de exposición al calor, de las bolsas, permite una rápida transmisión de calor.

41
BOLSAS EN ESPACIO NO LIMITADO
6 oz. 6 1/4 oz. 6 1/4 oz. 6 1/4 oz. 0.59 0.62 0.65 0.75 Sobrellenado Expansión Superficie no uniforme BOLSAS EN ESPACIO LIMITADO 6 oz. 6 1/4 oz. 6 1/4 oz. 6 1/4 oz. 0.56 Sobrellenado Expansión Superficie no uniforme

42
TEMPERATURA INICIAL DEL PRODUCTO
La temperatura inicial será la más cercana a la esperada en producciones comerciales. Se considerará la temperatura del contenido del envase más frío al momento de empezar el proceso térmico.

43
TEMPERATURA DE LA AUTOCLAVE
Deberá utilizarse aquella planificada para la producción comercial.

44
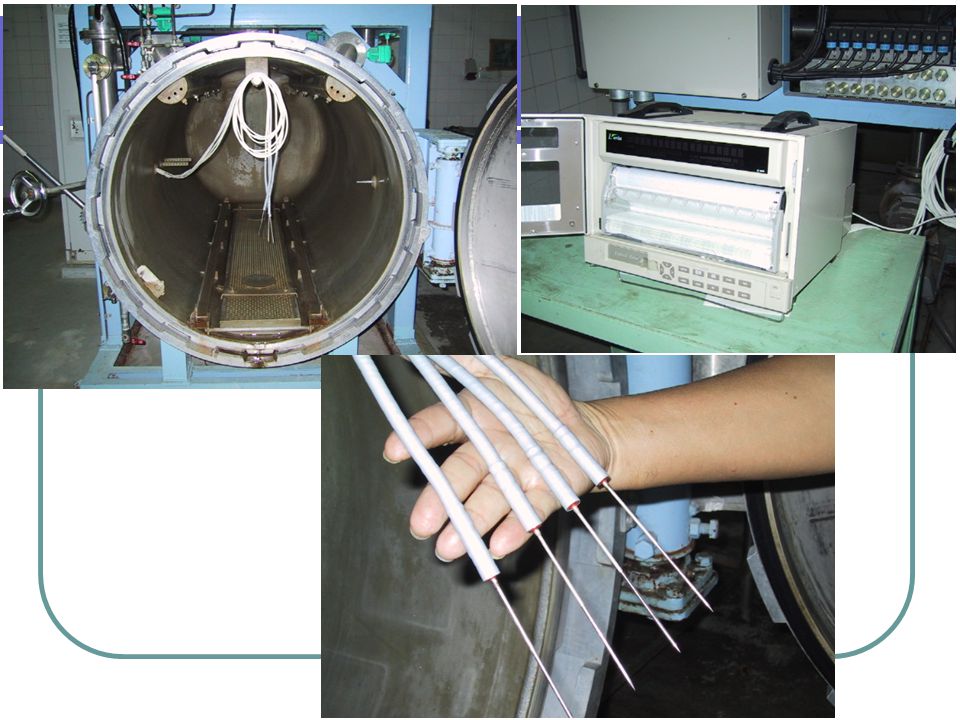
EQUIPOS PARA REALIZAR PRUEBAS DE PENETRACIÓN DE CALOR
El equipo registrador de tiempo y temperatura consiste de un potenciómetro de varios canales o computador modificado para registrar información. Termocuplas de cobre- constantan ( tipo T ). Los cables deberán ser de un calibre de 20 a 24 forrado con teflón. Durante las pruebas deberá evitarse el ingreso de condensado o agua en los cables. Como mínimo un sensor de temperatura deberá ser colocado cerca del termómetro de mercurio en vidrio para registrar la temperatura del autoclave durante la prueba. Los cables deben instalarse a través del autoclave usando una conexión especial.
. Los cables deberán ser de un calibre de 20 a 24 forrado con teflón. Durante las pruebas deberá evitarse el ingreso de condensado o agua en los cables. Como mínimo un sensor de temperatura deberá ser colocado cerca del termómetro de mercurio en vidrio para registrar la temperatura del autoclave durante la prueba. Los cables deben instalarse a través del autoclave usando una conexión especial.")
47
CALIBRACION DE LOS EQUIPOS
Los equipos registradores de tiempo temperatura así como las termocuplas deberán ser calibrados contra un estándar de exactitud conocida. Cada sensor deberá marcarse y corresponderá a un canal particular del equipo registrador. Deberá mantenerse documentación de la calibración de los equipos.

48
CONDUCCIÓN DE LAS PRUEBAS DE PENETRACIÓN DE CALOR
El personal que realiza pruebas de penetración de calor deberá ser entrenado y experimentado. Antes de empezar las pruebas se evaluará el funcionamiento de cada canal del equipo registrador. El equipo será activado al momento de ingreso de vapor o otro medio de calentamiento. (cero minutos).. Los intervalos de tiempo , en que se registran los datos, serán uniformes a través de toda la prueba. En algunas circunstancias puede requerirse el registro de datos de enfriamiento.
.. Los intervalos de tiempo , en que se registran los datos, serán uniformes a través de toda la prueba. En algunas circunstancias puede requerirse el registro de datos de enfriamiento.")
49
DOCUMENTACION DE LAS EVALUACIONES
Los registros son parte esencial de las pruebas de penetración de calor. Documentación en formatos son medios para prevenir errores en la recopilación de la información. Antes de las pruebas deberá registrarse: Fecha Responsable Tamaño y tipo de bolsa flexible . Procedimiento de llenado Identificación de las bolsas flexibles Pesos ( bruto y neto) Posiciones de las termocuplas Viscosidad de la salsa y, Espesor de la bolsa Otras informaciones que se consideren importantes.
 Posiciones de las termocuplas. Viscosidad de la salsa y, Espesor de la bolsa. Otras informaciones que se consideren importantes.")
50
Durante las pruebas se registraran (autoclaves con inmersión en agua):
Tiempo de ingreso del medio de calentamiento. Tiempo de subida de temperatura. Temperatura del agua. Lecturas periódicas de las temperaturas (termómetro de mercurio en vidrio). Tiempo de finalización del proceso. Tiempo y presión del enfriamiento cuando se usen y, Otras informaciones consideradas críticas.
. Tiempo de finalización del proceso. Tiempo y presión del enfriamiento cuando se usen y, Otras informaciones consideradas críticas.")
51
Una vez terminada la prueba deberá controlarse el peso bruto, para evaluar posibles perdidas por fugas. Se evaluará cada bolsa flexible para verificar la ubicación de los sensores dentro del producto. Después de la prueba deberá registrarse: Peso bruto Peso drenado Ubicación de la termocupla en el producto y, Otras informaciones que se consideran relevantes.

52
ANALISIS DE LOS DATOS Los datos solamente deberán ser analizados por un especialista en procesos térmicos. Todos los datos de tiempo y temperatura de las bolsas flexibles esterilizadas deberán analizarse. La termocupla de calentamiento más lento será usado para el establecimiento de los procesos térmicos. Registros precisos deberán mantenerse describiendo la forma en que los datos fueron analizados y como el proceso térmico fue establecido.

53
Curvas de Penetración Calor

54
Curvas de Penetración Calor

55
PROCESOS MÍNIMOS SEGUROS
SEGÚN Pflug: PARA C. botulinum SE SUGIERE UN NIVEL DE REDUCCIÓN IGUAL A PARA MICROORGANISMOS MESÓFILOS ESPORULADOS NO PATÓGENOS PARA GÉRMENES TERMÓFILOS 10-3, SI EL PRODUCTO ES ALMACENADO POR DEBAJO DE 30ºC Y 10-6, SI ES CONSERVADO A TEMPERATURAS MAYORES.

56
VALORES “D” RECOMENDADOS PARA CALCULAR FO:
MICRORGANISMOS QUE REPRESENTAN UN PELIGRO PARA LA SALUD D121.1= 0.2 min. MESÓFILOS NO PATÓGENOS D121.1=0.5 min. TERMÓFILOS NO PATÓGENOS D121.1=1.5 min.

57
VALORES DE FO RECOMENDADOS:
PARA EVITAR RIESGOS CONTRA LA SALUD FO= 3 min. PREVENCIÓN CONTRA ESPORAS MESÓFILAS FO= 5 – 7 min. PREVENCIÓN CONTRA ESPORAS TERMÓFILAS: ALMACENAMIENTO <30ºC ,FO = min. ALMACENAMIENTO >30ºC, FO = min.

58
TRATAMIENTO TÉRMICO PARA LA CONSERVA DE PESCADO
LOS TRATAMIENTOS TÉRMICOS DEBEN DAR UNA PROBABILIDAD DE SUPERVIVENCIA DE ESPORAS DE C.botulinum DE UN NIVEL TAN BAJO QUE NO CONSTITUYAN UN RIESGO PARA LA SALUD DEL CONSUMIDOR. LA PROBABILIDAD DE SUPERVIVENCIA DE UNA ESPORA DE C.botulinum EN CUALQUIER ENVASE SOMETIDO AL CALOR NO DEBE SER MAYOR DE EXPERIENCIA DEMUESTRA QUE UN TRATAMIENTO EQUIVALENTE A DOCE REDUCCIONES DECIMALES (12 D ó “botulinum cook”) EN LA POBLACIÓN DE ESPORAS DE C.botulinum, ES SUFICIENTE PARA GARANTIZAR SEGURIDAD.
 EN LA POBLACIÓN DE ESPORAS DE C.botulinum, ES SUFICIENTE PARA GARANTIZAR SEGURIDAD.")
Presentaciones similares

















 Alfredo Olvera Gómez.>")







 Características técnicas de operación>")