Descargar la presentación
La descarga está en progreso. Por favor, espere

1
PROCESO LIXIVIACIÓN

2
Sistemas de lixiviación
En general, la práctica industrial de la lixiviación presenta diferentes sistemas de operación que se seleccionan de acuerdo a factores técnicos y económicos en el análisis de un proyecto, algunos de los cuales son : - ley de la especie de interés a recuperar - reservas de mineral - caracterización mineralógica y geológica - comportamiento metalúrgico - capacidad de procesamiento - costos de operación y de capital - rentabilidad económica, ...

3
Una forma de clasificar los métodos de lixiviación es :
Lixiviación de lechos fijos : - in situ, in place - en botaderos - en pilas - en bateas Lixiviación de pulpas : - por agitación, a presión ambiente - en autoclaves

4
Tabla 3.3, Resumen de diferentes técnicas de lixiviación de minerales
Tabla 3.3, Resumen de diferentes técnicas de lixiviación de minerales Rangos de Aplicación y resultados Métodos de Lixiviación En Botaderos En Pilas Percolación Agitación Ley del mineral Baja ley Baja-media Media-alta Alta ley Tonelaje grande Gran a mediano Amplio rango Inversión mínima media Media a alta alta Granulometría Corrido de mina Chancado grueso Chancado medio Molienda húmeda Recuperaciones típicas 40 a 50 % 50 a 70% 70 a 80% 80 a 90 % Tiempo de tratamiento Varios años Varias semanas Varios días horas Calidad de soluciones Diluidas (1-2 gpl Cu) (1-6 gpl Cu) Concentradas (20-40 gpl Cu) Medianas (5-15 gpl Cu) Problemas principales en su aplicación -recuperación incompleta, -reprecipitación de Fe y Cu, -canalizaciones, -evaporación - pérdidas de soluciones - soluciones muy diluidas. -requiere de grandes áreas, - canalizaciones, - reprecipita ciones, - evaporación. - bloqueo por finos, - requiere de más inversión, - manejo de materiales, -necesidad de mayor control en la planta. - molienda, - lavado en contracorriente, - tranque de relaves, - inversión muy alta, - control de la planta es más sofisticado.
 (1-6 gpl Cu) Concentradas. (20-40 gpl Cu) Medianas. (5-15 gpl Cu) Problemas principales en su aplicación. -recuperación incompleta, -reprecipitación. de Fe y Cu, -canalizaciones, -evaporación. - pérdidas de soluciones. - soluciones muy diluidas. -requiere de. grandes áreas, - canalizaciones, - reprecipita ciones, - evaporación. - bloqueo por finos, - requiere de. más inversión, - manejo de materiales, -necesidad de. mayor control en la planta. - molienda, - lavado en contracorriente, - tranque de relaves, - inversión muy alta, - control de la planta es más sofisticado.")
5
3.2.2. Lixiviación in situ - in place
La lixiviación IN PLACE se refiere a la lixiviación de residuos fragmentados dejados en minas abandonadas, mientras la lixiviación IN SITU se refiere a la aplicación de soluciones directamente a un cuerpo mineralizado. Por lo general, estas operaciones presentan actualmente un gran interés por los bajos costos de inversión y operación que se requieren, y que posibilitan recuperar valores metálicos que de otra manera no podrían ser extraídos. Los bajos costos son consecuencia de evitar o al menos disminuir los costos de extracción minera, el transporte del mineral a la planta y de los desechos finales del proceso, y la construcción de una planta de lixiviación. Generalmente, la recuperación es baja ( < 50% ). Dependiendo de la zona a lixiviar, que puede ser subterránea o superficial, se distinguen tres tipos de lixiviación in situ, como se puede visualizar desde Fig 3.7
. Dependiendo de la zona a lixiviar, que puede ser subterránea o superficial, se distinguen tres tipos de lixiviación in situ, como se puede visualizar desde Fig 3.7.")
6
Tipo I : Se trata de la lixiviación de cuerpos mineralizados fracturados situados cerca de la superficie, sobre el nivel de las aguas subterráneas. Puede aplicarse a minas en desuso, en que se haya utilizado el "block caving", o que se hayan fracturado hidráulicamente o con explosivos (IN PLACE LEACHING). Tipo II : Son lixiviaciones IN SITU aplicadas a yacimientos situados a cierta profundidad bajo el nivel de aguas subterránea, pero a menos de 300 - 500 m de profundidad. Estos depósitos se fracturan en el lugar y las soluciones se inyectan y se extraen por bombeo. Tipo III : Se aplica a depósitos profundos, situados a más de 500 m bajo el nivel de aguas subterráneas

7
Figura 3.7, Sistemas de minería de soluciones

8
3.2.3. Lixiviación en botaderos (Dump leaching)
Esta técnica consiste en lixiviar lastres, desmontes o sobrecarga de minas de tajo abierto, los que debido a sus bajas leyes (por ej. < 0.4% Cu) no pueden ser tratados por métodos convencionales. Este material, generalmente al tamaño "run of mine" es depositado sobre superficies poco permeables y las soluciones percolan a través del lecho por gravedad. Normalmente, son de grandes dimensiones, se requiere de poca inversión y es económico de operar, pero la recuperación es baja (por ej % Cu) y necesita tiempos excesivos para extraer todo el metal. Las soluciones se alimentan generalmente por aspersión. Normalmente la lixiviación en botaderos es una operación de bajo rendimiento (pero también de bajo costo). Entre las diferentes razones para ello se puede mencionar : - Gran tamaño de algunas rocas (> 1 m). - Baja penetración de aire al interior del botadero. - Compactación de la superficie por empleo de maquinaria pesada. - Baja permeabilidad del lecho y formación de precipitados (yeso, ...) - Excesiva canalización de la solución favorecida por la heterogeneidad de tamaños del material en el botadero.
 no pueden ser tratados por métodos convencionales. Este material, generalmente al tamaño run of mine es depositado sobre superficies poco permeables y las soluciones percolan a través del lecho por gravedad. Normalmente, son de grandes dimensiones, se requiere de poca inversión y es económico de operar, pero la recuperación es baja (por ej % Cu) y necesita tiempos excesivos para extraer todo el metal. Las soluciones se alimentan generalmente por aspersión. Normalmente la lixiviación en botaderos es una operación de bajo rendimiento (pero también de bajo costo). Entre las diferentes razones para ello se puede mencionar : - Gran tamaño de algunas rocas (> 1 m). - Baja penetración de aire al interior del botadero. - Compactación de la superficie por empleo de maquinaria pesada. - Baja permeabilidad del lecho y formación de precipitados (yeso, ...) - Excesiva canalización de la solución favorecida por la heterogeneidad de tamaños del material en el botadero.")
9
Figura 3.8, Botaderos

10
3.2.4. Lixiviación en batea (por percolación)
Esta técnica consiste en contactar un lecho de mineral con una solución acuosa que percola e inunda la batea o estanque. Un esquema de equipo empleado en lixiviación en batea se presenta en Fig. 3.9. Los minerales a tratar por este método deben presentar contenidos metálicos altos o muy altos, debiendo ser posible lixiviar el mineral en un período razonable (3 a 14 días) y en trozos de tamaño medio con tonelajes suficientes de mineral percolable en el yacimiento que permitan amortizar la mayor inversión inicial que requiere este tipo de proceso. Ya que esos minerales no existen más, es una tecnología antigua actualmente en desuso.
 y en trozos de tamaño medio con tonelajes suficientes de mineral percolable en el yacimiento que permitan amortizar la mayor inversión inicial que requiere este tipo de proceso. Ya que esos minerales no existen más, es una tecnología antigua actualmente en desuso.")
11
Figura 3.9, Equipos de lixiviación en batea.

12
3.3. Lixiviación en pilas (heap leaching)
Descripción El esquema general del proceso se puede observar en la Fig El mineral procedente de la explotación, a cielo abierto o subterránea, debe ser ligeramente preparado en una planta de chancado y/o aglomeración, para conseguir una granulometría controlada que permita un buen coeficiente de permeabilidad. Una vez preparado el mineral, se coloca en montones de sección trapezoidal y altura calculada para proceder a su riego con la solución lixiviante. Tras percolar a través de toda la pila, se recolectan los líquidos enriquecidos (solución rica) que se llevan a la planta de proceso de recuperación de la sustancia mineral (sal o metal). Las aguas sobrantes del proceso vuelven a ser acondicionadas para ser recicladas hacia las pilas. También en algunos casos es preciso añadir agua nueva, para reponer las fuertes pérdidas de evaporación del circuito.
 que se llevan a la planta de proceso de recuperación de la sustancia mineral (sal o metal). Las aguas sobrantes del proceso vuelven a ser acondicionadas para ser recicladas hacia las pilas. También en algunos casos es preciso añadir agua nueva, para reponer las fuertes pérdidas de evaporación del circuito.")
13
Se denomina cancha de lixiviación a la superficie de apoyo de la pila donde se coloca la impermeabilización. Cuando la cancha es recuperada para reutilizarla con un nuevo mineral se trata de lixiviación en PILAS DINAMICAS, mientras que si el terreno no es recuperado y, por lo tanto, el mineral agotado queda en el depósito como nueva base para otra pila, se está en la lixiviación en PILAS ESTATICAS o PERMANENTES. La solución rica (S.R. o P.L.S. : pregnant leach solution) es generalmente impura y diluida y debera ser purificada y concentrada antes de recuperar el metal. En la hidrometalurgia del cobre, eso se realiza mediante la extracción por solvente seguida por la electrodepositación del cobre. La solución rica sólo contiene g/l Cu y g/l H2SO4 y es impura ( 5 g/l Fe, SiO2, Al2O3 coloides, sólidos en suspensión, ...)
 es generalmente impura y diluida y debera ser purificada y concentrada antes de recuperar el metal. En la hidrometalurgia del cobre, eso se realiza mediante la extracción por solvente seguida por la electrodepositación del cobre. La solución rica sólo contiene g/l Cu y g/l H2SO4 y es impura ( 5 g/l Fe, SiO2, Al2O3 coloides, sólidos en suspensión, ...)")
14
Figura 3.10, Esquema de Lixiviación en pila.

15
3.3.2. Construcción de las pilas
El diseño de las pilas debe tener en cuenta los siguientes factores : - La calidad del patio o base de apoyo (impermeable) - Las facilidades de riego y recolección o drenaje del efluente. - La estabilidad de la pila seca y saturada en agua - Los tanques (piscinas) de soluciones ricas y pobres - La forma de apilamiento o depositación del material lixiviable (Compactación, homogeneidad, ...)
 - Las facilidades de riego y recolección o drenaje del efluente. - La estabilidad de la pila seca y saturada en agua. - Los tanques (piscinas) de soluciones ricas y pobres. - La forma de apilamiento o depositación del material lixiviable (Compactación, homogeneidad, ...)")
16
3.3.2.1. Preparación de la base de las pilas
Se necesita disponibilidad de amplias superficies de terreno relativamente llanas (menos de 10% de pendiente ). La cancha debe ser considerada con su sistema de impermeabilización, para controlar las pérdidas de soluciones y evitar contamina-ciones del medio ambiente. El sistema consiste en : - Una base firme y consolidada, debidamente preparada - Una capa de lecho granular sobre el que apoyar suavemente la lámina - La lámina o capa de impermeabilización - Un conjunto de drenaje o capa de recolección de líquidos - Una capa protectora del sistema Generalmente, las membranas o láminas de impermeabilización del patio son geomembranas de origen sintético (láminas de plástico : polietileno de alta densidad o PVC de 1 a 1.5 mm o polietileno de baja densidad de 0.2 a 0.3 mm de espesor) pero también pueden ser materiales arcillosos compactados sobre el propio terreno, hormigón, asfalto, etc.. Se pueden disponer de membranas o sellados simples, dobles o triples, de acuerdo con el número de capas impermeables o membranas que se hayan utilizado.
. La cancha debe ser considerada con su sistema de impermeabilización, para controlar las pérdidas de soluciones y evitar contamina-ciones del medio ambiente. El sistema consiste en : - Una base firme y consolidada, debidamente preparada. - Una capa de lecho granular sobre el que apoyar suavemente la lámina. - La lámina o capa de impermeabilización. - Un conjunto de drenaje o capa de recolección de líquidos. - Una capa protectora del sistema. Generalmente, las membranas o láminas de impermeabilización del patio son geomembranas de origen sintético (láminas de plástico : polietileno de alta densidad o PVC de 1 a 1.5 mm o polietileno de baja densidad de 0.2 a 0.3 mm de espesor) pero también pueden ser materiales arcillosos compactados sobre el propio terreno, hormigón, asfalto, etc.. Se pueden disponer de membranas o sellados simples, dobles o triples, de acuerdo con el número de capas impermeables o membranas que se hayan utilizado.")
17
Una parte importante de la construcción de la pila es el sistema de recolección de la solución rica, que, en general consta de grava o material filtrante sobre la lámina y tuberías perforadas drenantes de plástico. Técnicas de apilamiento del mineral El uso de cargadores frontales y camiones (Fig. 3.12a) a sido desplazado, en los últimos proyectos, por apiladores autopropulsados de bajo perfil de carga, como en el caso de Lince, para tonelajes de a tpd (Fig b). Para tonelajes mayores, tpd en Quebrada Blanca por ejemplo, se ha adoptado el sistema de correas cortas y móviles (grass hoppers) que se articulan flexiblemente en secuencia para transportar el mineral desde el aglomerador hasta el apilador móvil que construye la pila (Fig. 3.12c). Para tonelajes aún mayores, como en El Abra tpd, se implementaron otros tipos de equipos (apiladores sobre orugas, ...). La altura de la pila fluctúa entre 2.5 m para sistemas de camión y cargador frontal, hasta 10 m para apiladores.
 a sido desplazado, en los últimos proyectos, por apiladores autopropulsados de bajo perfil de carga, como en el caso de Lince, para tonelajes de 5000 a tpd (Fig. 3.12b). Para tonelajes mayores, tpd en Quebrada Blanca por ejemplo, se ha adoptado el sistema de correas cortas y móviles (grass hoppers) que se articulan flexiblemente en secuencia para transportar el mineral desde el aglomerador hasta el apilador móvil que construye la pila (Fig. 3.12c). Para tonelajes aún mayores, como en El Abra tpd, se implementaron otros tipos de equipos (apiladores sobre orugas, ...). La altura de la pila fluctúa entre 2.5 m para sistemas de camión y cargador frontal, hasta 10 m para apiladores.")
18
Riego de la pila El riego de las pilas se puede realizar fundamentalmente por dos procedimientos : por aspersión o por distribución de goteo, este último siendo recomendable en caso de escasez de líquidos y bajas temperaturas (Fig 3.13 a y b). En la industria, se utiliza generalmente una tasa de riego del orden de litros/h.m2. El riego tiene que ser homogeneo. (a) Por aspersión (b) Por goteo Figura 3.13, Técnicas de irrigación de las pilas
. En la industria, se utiliza generalmente una tasa de riego del orden de litros/h.m2. El riego tiene que ser homogeneo. (a) Por aspersión (b) Por goteo. Figura 3.13, Técnicas de irrigación de las pilas.")
19
Figura 3.12, Técnicas de apilamiento del mineral.
Cargador frontal Chancado Aglomerado Correa Camión Pila (a) Producciones pequeñas, baja inversión Chancado Apilador Mobil Aglomerado Correa Pila Camión (b) Producciones pequeñas - medianas. Mejora la permeabilidad de la pila. Chancado Correa Mobiles Aglomerado Correa Correa Fija Correas mobiles Apilador Mobil Pila (c) Producciones medianas - grandes. Menor costo operación. Figura 3.12, Técnicas de apilamiento del mineral.
 Producciones pequeñas, baja inversión. Chancado. Apilador Mobil. Aglomerado. Correa. Pila. Camión. (b) Producciones pequeñas - medianas. Mejora la permeabilidad de la pila. Chancado. Correa Mobiles. Aglomerado. Correa. Correa Fija. Correas mobiles Apilador Mobil Pila. (c) Producciones medianas - grandes. Menor costo operación. Figura 3.12, Técnicas de apilamiento del mineral.")
20
Operación de las pilas Al inicio de la operación, se deben disponer como mínimo de dos pilas, comenzándose con el riego de la primera de ellas. En un principio se obtendrá una alta concentración (Cmx) en la solución, que irá descendiendo hasta un valor por debajo de la concentración media (Cmd) de diseño. En este momento se pone simultáneamente en operación la segunda pila, con dos sistemas posibles : a) Lixiviación de las dos pilas con obtención de una única solución rica final. b) Lixiviación de la primera pila con producción de solución intermedia (pobre), que se recicla a la segunda pila nueva en donde se obtiene la solución rica (Fig. 3.15). Este segundo sistema se generalizo, ya que permite alargar el tiempo de lixiviación de las pilas y/o disminuir el caudal de solución rica y entonces el tamaño de la planta de SX. Cuando la primera pila alcanza el valor mínimo económico, se procede al lavado con agua fresca y drenaje hasta el agotamiento, yendo esta solución al depósito o piscina de solución estéril para recirculación al sistema. Al mismo tiempo se pone en operación una nueva pila.
 en la solución, que irá descendiendo hasta un valor por debajo de la concentración media (Cmd) de diseño. En este momento se pone simultáneamente en operación la segunda pila, con dos sistemas posibles : a) Lixiviación de las dos pilas con obtención de una única solución rica final. b) Lixiviación de la primera pila con producción de solución intermedia (pobre), que se recicla a la segunda pila nueva en donde se obtiene la solución rica (Fig. 3.15). Este segundo sistema se generalizo, ya que permite alargar el tiempo de lixiviación de las pilas y/o disminuir el caudal de solución rica y entonces el tamaño de la planta de SX. Cuando la primera pila alcanza el valor mínimo económico, se procede al lavado con agua fresca y drenaje hasta el agotamiento, yendo esta solución al depósito o piscina de solución estéril para recirculación al sistema. Al mismo tiempo se pone en operación una nueva pila.")
21
Según las disponibilidades de área, la pila agotada se puede cargar y transportar a un vertedero cercano (PILA DINAMICA o REMOVIBLE) o puede servir de base para la formación de una nueva pila (PILA PERMANENTE). La tendencia se desplaza al uso de pilas permanentes, para evitar los costos asociados a los movimientos de materiales residuales y aminorar las perdidas de solución por filtración a través de la lámina de plástico. Por ejemplo, en Mantos Verde, se planea subir hasta 6 pisos de 3 m cada uno. Si el tiempo de lixiviación no es suficiente, la recuperación baja. Es un problema, porque no es posible aumentar el tiempo sin aumentar el area de la cancha de lixiviación.

22
Figura 3.14, Esquema de un sistema de lixiviación en pilas.

23
Ácido 3 g/l Cu g/l Cu [ ácido ] debil [ácido] élevada Pila 6 g/l Cu Piscina solución rica Piscina solución intermedia Piscina refino Primeros días Ultimos días SX SX Figura 3.15, Reciclage de la solución lixiviante en contra - corriente.
![Ácido 3 g/l Cu 0.5 g/l Cu. [ ácido ] debil. [ácido] élevada.](http://slideplayer.es/slide/38254/1/images/23/%C3%81cido+3+g%2Fl+Cu+0.5+g%2Fl+Cu.+%5B+%C3%A1cido+%5D+debil.+%5B%C3%A1cido%5D+%C3%A9levada..jpg "Pila. 6 g/l Cu. Piscina solución rica Piscina solución intermedia. Piscina refino. Primeros días. Ultimos días. SX. SX. Figura 3.15, Reciclage de la solución lixiviante en contra - corriente.")
24
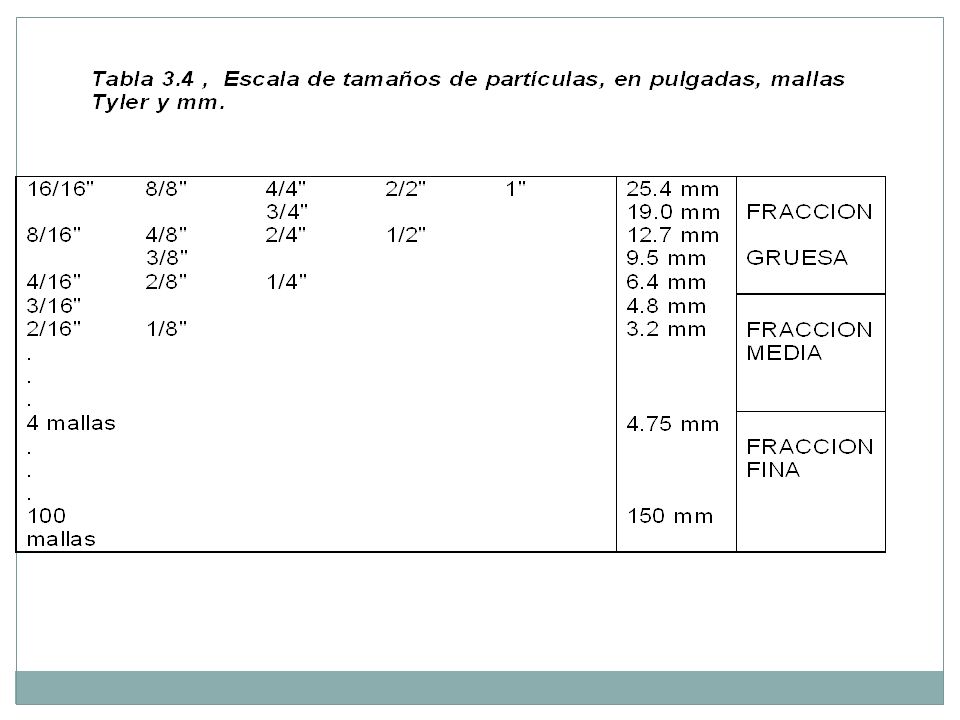
Chancado del mineral El chancado del mineral debe cumplir con tres objetivos : (1) Ser lo suficiente fino para que la mayoría de la especie metálica valiosa este expuesta a la acción de la solución lixiviante. Por ej. : 100 % bajo 3/4" (2) No puede producir demasiado partículas finas para no alterar la permeabilidad de la pila. ( Por convención, se llama fina toda partícula bajo 100 mallas) Ù “Material arcilloso” Por ej. : partículas finas < 10% (3) El mineral chancado debe ser el más homogéneo posible, todas las partículas siendo comprendidas en un estrecho rango de tamaño (Fig.3.16).
 Ser lo suficiente fino para que la mayoría de la especie metálica valiosa este expuesta a la acción de la solución lixiviante. Por ej. : 100 % bajo 3/4 (2) No puede producir demasiado partículas finas para no alterar la permeabilidad de la pila. ( Por convención, se llama fina toda partícula. bajo 100 mallas) Ù Material arcilloso Por ej. : partículas finas < 10% (3) El mineral chancado debe ser el más homogéneo posible, todas las partículas siendo comprendidas en un estrecho rango de tamaño (Fig.3.16).")
26
Figura 3.17 , Concepto de la lixiviación TL (capa delgada).
.")
27
Aglomeración Lixiviación TL (Thin Layer) Este concepto revolucionó la industria de lixiviación del cobre (Pudahuel 1980). Consiste en impedir la acumulación de solución en la pila. Al contrario de la lixiviación en bateas, la pila no se inunda. La solución escurre sobre las partículas de minerales, formando una capa delgada de líquido (Fig. 3.17) Permeabilidad del lecho Se necesita que el lecho de partículas que conforman la pila sea bien permeable, para asegurar una buena percolación y dispersión de la solución lixiviante en la pila, sin escurimiento preferencial. También, las pilas podrían derrumbarse si había acumulación de agua en la pila. La permeabilidad del lecho de mineral es mayor si : - Las partículas son de tamaño suficientemente grande - No hay acumulación de partículas finas - El tamaño de las partículas es homogéneo en la pila - No hay compactación de la pila por maquinaria pesada
. Consiste en impedir la acumulación de solución en la pila. Al contrario de la lixiviación en bateas, la pila no se inunda. La solución escurre sobre las partículas de minerales, formando una capa delgada de líquido (Fig. 3.17) Permeabilidad del lecho. Se necesita que el lecho de partículas que conforman la pila sea bien permeable, para asegurar una buena percolación y dispersión de la solución lixiviante en la pila, sin escurimiento preferencial. También, las pilas podrían derrumbarse si había acumulación de agua en la pila. La permeabilidad del lecho de mineral es mayor si : - Las partículas son de tamaño suficientemente grande. - No hay acumulación de partículas finas. - El tamaño de las partículas es homogéneo en la pila. - No hay compactación de la pila por maquinaria pesada.")
28
3.3.5.3. Proceso de aglomeración
De lo anterior, se deduce que se tiene que reducir la cantidad de partículas finas en la pila para aumentar su permeabilidad. Hoy en día, el proceso más empleado para solucionar el problema de los finos es la aglomeración. El procesos de aglomeración consiste en esencia en la adhesión de partículas finas a las gruesas, que actúan como núcleos o la aglomeración de los finos con los finos, a partir de la distribución de tamaños en la alimentación (Fig. 3.18). Figura 3.18, Concepto de aglomeración.
. Figura 3.18, Concepto de aglomeración.")
29
Aglomeración por humedad
El proceso más simple de aglomeración es humedecer el mineral con líquido, hasta alcanzar un contenido de agua que origine una tensión superficial suficiente, para que al colisionar las partículas entre sí, los finos se adhieran a los tamaños gruesos. Se forma un puente líquido entre las partículas. El cálculo teórico de la humedad óptima es casi imposible y depende de muchos factores como la mineralogía del mineral, contenido de finos, arcillas, ... Puede ser de % para minerales muy limpios, hasta un % H2O para materiales normales. Aglomeración por adherentes Existen ciertos materiales que pueden mejorar la adherencia de las partículas finas a las gruesas, prolongando esta unión tanto en la manipulación como en la operación de lixiviación. En el caso de la lixiviación del cobre, la aglomeración (o curado) se realiza con el mismo lixiviante ácido en un tambor rotatorio (Fig. 3.19). Primero, se humecta el mineral (+/- 4%) con agua o solución pobre (refino). Después, se agrega ácido sulfúrico concentrado (+/- 30 kg/t o 3%), este ácido ataca el mineral y genera compuestos cementantes entre las partículas.
 se realiza con el mismo lixiviante ácido en un tambor rotatorio (Fig. 3.19). Primero, se humecta el mineral (+/- 4%) con agua o solución pobre (refino). Después, se agrega ácido sulfúrico concentrado (+/- 30 kg/t o 3%), este ácido ataca el mineral y genera compuestos cementantes entre las partículas.")
30
Además de la aglomeración, ocurren reacciones químicas conduciendo a la formación de sulfatos de cobre y hierro (curado propiamente tal). Estas reacciones son exotérmicas y generan mucha calor. Por ejemplo : CuO + H2SO4 => CuSO4 + H2O CuSiO3 + H2SO4 => CuSO4 + SiO2 + H2O Después de la aglomeración en el tambor rotatorio, se deja reposar el mineral durante 24 h en la pila, para que se completen las reacciones químicas y que se adhieren entre sí las partículas en la misma pila. En el caso de la aglomeración de minerales de oro y plata, los aglomerantes son normalmente el cemento y la cal. Estos reactivos mejoran la adhesión de las partículas entre sí, y también aumentan el pH del mineral para su posterior cianuración.

31
Equipos El equipo más común es el tambor aglomerador. Consiste en un cilindro inclinado girando a baja velocidad, ocasionando el deslice (cascada) y la aglomeración del mineral previamente mojado con agua y/o adherentes (Fig 3.19). Se practica también la aglomeración en depósitos (stock), en cintas transportadoras y en platos.
 y la aglomeración del mineral previamente mojado con agua y/o adherentes (Fig 3.19). Se practica también la aglomeración en depósitos (stock), en cintas transportadoras y en platos.")
33
Todos estos factores están relacionados entre si.
Por ejemplo, si se aumenta la altura de la pila, la concentración en ácido del primer metro es buena, pero baja a medida que la solución percola en la pila y el cobre de los estratos inferiores no se lixivia bien. Se puede aumentar la concentración en ácido de la solución de lixiviación, para salir de la pila con +/- 3 g/l [H+], pero más ácido se da a la ganga y más se come, así que se va a incrementar el consumo de ácido. Otra posibilidad es aumentar la tasa de riego, pero existe un riesgo de inundar la pila.

34
Diseño de las pilas En este párrafo, se considera el diseño de una operación mediana de lixiviación de óxidos de cobre, por ejemplo Mantos Verde (III región). Datos Capacidad de la planta : tCu/año = 4000 tCu/mes = 133 tCu/día Ley del mineral : % CuT (0.80% Cu soluble % Cu insoluble) Fierro : 5% Consumo de ácido : 3.5 kg ácido/kg Cu producido Recuperación en la pila : 80% CuT en 2 meses (le da las pruebas piloto) Granulometría : 100% < 3/8" Altura de la pila : 5 m (parámetro de diseño) Densidad aparente del mineral en la pila : 1.45 t/m3 (material chancado)
 Datos. Capacidad de la planta : tCu/año = 4000 tCu/mes = 133 tCu/día. Ley del mineral : 0.95 % CuT. (0.80% Cu soluble % Cu insoluble) Fierro : 5% Consumo de ácido : 3.5 kg ácido/kg Cu producido. Recuperación en la pila : 80% CuT en 2 meses (le da las pruebas piloto) Granulometría : 100% < 3/8 Altura de la pila : 5 m (parámetro de diseño) Densidad aparente del mineral en la pila : 1.45 t/m3 (material chancado)")
36
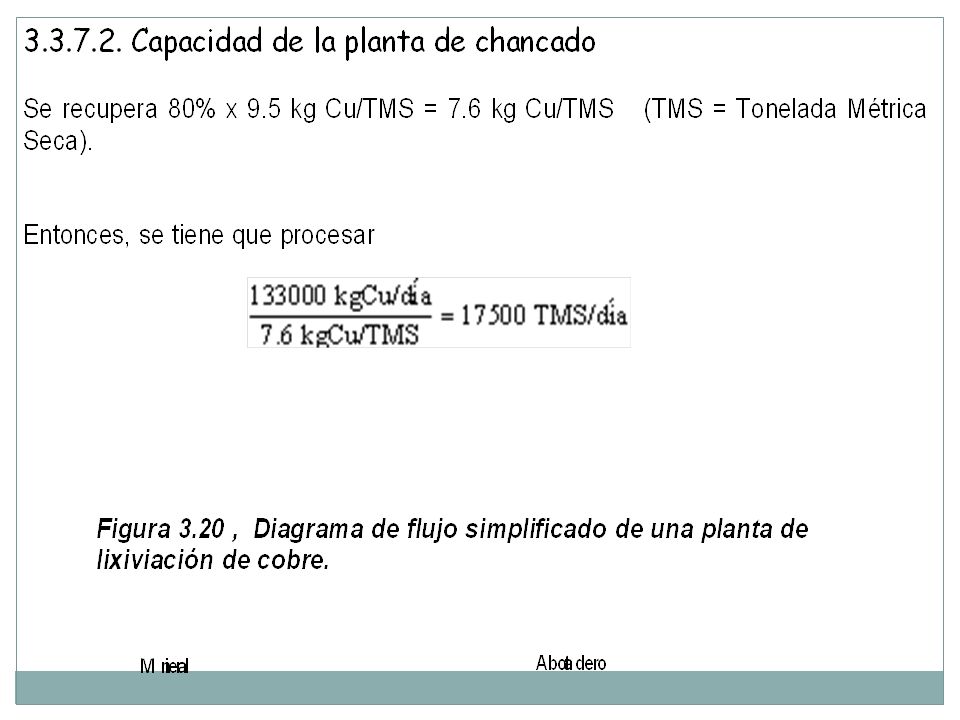
0 9.5%Cu Mineral A botadero 17.500TMS/d ía 17.367TMS /día Cátodos
Planta Recupera= 80% %Cu 17.367TMS /día Cátodos 133TM Cu /día

37
3.4. Lixiviación por agitación
Descripción La lixiviación por agitación se utiliza en los minerales de leyes más altas, cuando los minerales generan un alto contenido de finos en la etapa de chancado, o cuando el mineral deseado está tan bien diseminado que es necesario molerlo para liberar sus valores y exponerlos a la solución lixiviante. Es también el tipo de técnica que se emplea para lixiviar calcinas de tostación y concentrados. Se recurre a la agitación mediante burbujeo o bien a la agitación mecánica para mantener la pulpa en suspensión hasta que se logra la disolución completa, siendo el tiempo de contacto de los sólidos con la solución del orden de horas comparado con el proceso de lixiviación en pilas que requiere meses. Los agitadores mecánicos son simplemente impulsores colocados en el interior del tanque (Fig. 3.21a), mientras que los tanques agitados con aire son a menudo tanques de tipo "Pachuca" (Fig. 3.21b). Sus ventajas comparativas con otros métodos de lixiviación son : - Alta extracción del elemento a recuperar - Tiempos cortos de procesamiento (horas) - Proceso contínuo que permite una gran automatización - Facilidad para tratar menas alteradas o generadoras de finos Sus desventajas son : - Un mayor costo de inversión y operación - Necesita una etapa de molienda y una etapa de separación sólido- líquido (espesamiento y filtración)
, mientras que los tanques agitados con aire son a menudo tanques de tipo Pachuca (Fig. 3.21b). Sus ventajas comparativas con otros métodos de lixiviación son : - Alta extracción del elemento a recuperar. - Tiempos cortos de procesamiento (horas) - Proceso contínuo que permite una gran automatización. - Facilidad para tratar menas alteradas o generadoras de finos. Sus desventajas son : - Un mayor costo de inversión y operación. - Necesita una etapa de molienda y una etapa de separación sólido- líquido (espesamiento y filtración)")
38
En la región de Atacama, Chile, se puede mencionar la planta "La Coipa", propiedad de Minera Mantos de Oro y mayor productora de plata del mundo. Utiliza el proceso de cianuración de oro y plata por agitación en ocho tanques en serie. Procesa t/día de mineral para producir 8214 kg/año de oro y 3315 t/año de plata (1993). Figura 3.21, Equipos de lixiviación por agitación

39
Variables del proceso El análisis de las variables de la lixiviación por agitación en sistemas industriales, para la definición y optimización del proceso, debe necesariamente hacer confluir aspectos técnico, operacionales y económicos. Granulometría El grado de molienda debe ser lo suficiente para exponer, por lo menos parcialmente, la superficie del mineral valioso a la acción de la solución lixiviante. Depende del tipo de mineral y de sus caracteristicas mineralogicas. Debera considerarse un tamaño tal que no contenga un exceso de gruesos (> 2 mm) que produzca problemas en la agitación (embancamiento, aumento de la potencia del agitador) y que por otra parte, no contenga un exceso de finos (menos de 40% < 75 micrones) , que dificulten la separación sólido-líquido posterior de la pulpa lixiviada. Debido a lo anterior, y además, para disminuir los consumos de energía por concepto de molienda y los costos de filtración y decantación, la agitación se deberá tratar de realizarla al mayor tamaño que la operación lo permita.
 que produzca problemas en la agitación (embancamiento, aumento de la potencia del agitador) y que por otra parte, no contenga un exceso de finos (menos de 40% < 75 micrones) , que dificulten la separación sólido-líquido posterior de la pulpa. lixiviada. Debido a lo anterior, y además, para disminuir los consumos de energía por concepto de molienda y los costos de filtración y decantación, la agitación se deberá tratar de realizarla al mayor tamaño que la operación lo permita.")
40
(mm) (mallas ASTM) Cobre oxidado Oro Conc. de oro (sulfuros) Calcinados de zinc Tabla 3.5, Tamaño de algunos minerales para la lixiviación por agitación Mineral Tamaño de lixiviación

41
Tiempo de lixiviación La economía del proceso de lixiviación es función del grado de disolución o porcentaje de extracción del mineral valioso. Sin embargo, esto no es tan importante como el tiempo necesario para una extracción aceptable, es decir la velocidad de disolución. Figura 3.21, Porcentaje de extracción en función del tiempo

42
La figura 3. 21 muestra una curva típica entre estos dos parámetros
La figura 3.21 muestra una curva típica entre estos dos parámetros. Existe al principio una extracción rápida, que decrece posteriormente al máximo obtenible para un tamaño dado de partícula. Esta curva se puede obtener de pruebas de lixiviación en botellas en el laboratorio. Mineralogía del mineral El tamaño y la disposición de la especie valiosa influye el grado de molienda necesario para exponer esta especie a la solución lixiviante (Tabla 3.5). La arcillas son una familia de minerales, alumino-silicatos, existen en todos las menas y producen partículas muy finas (algunos micrones). La presencia de muchas arcillas puede impedir una buena filtración del relave
. La arcillas son una familia de minerales, alumino-silicatos, existen en todos las menas y producen partículas muy finas (algunos micrones). La presencia de muchas arcillas puede impedir una buena filtración del relave.")
43
La lixiviación se realiza a temperatura ambiente (o en autoclaves).
Otras variables La lixiviación se realiza a temperatura ambiente (o en autoclaves). La concentración de reactivos debe ser optimizada según el tipo de operación. El porcentaje de sólidos debe ser en la mayoría de los casos lo más alto posible para alcanzar una alta concentración del ion metálico en la solución de lixiviación, minimizar los costos de inversión en el circuito de lixiviación por menor capacidad volumétrica y reducir el tamaño y costo subsecuente de espesamiento y filtración. El porcentaje de sólidos en la pulpa varia entre 20 y 50%. El porcentaje de sólidos se calcula por el peso del mineral en la pulpa. Por ejemplo, si una pulpa es constituida por 1 kg de mineral en 2 litros de agua,
. La concentración de reactivos debe ser optimizada según el tipo de operación. El porcentaje de sólidos debe ser en la mayoría de los casos lo más alto posible para alcanzar una alta concentración del ion metálico en la solución de lixiviación, minimizar los costos de inversión en el circuito de lixiviación por menor capacidad volumétrica y reducir el tamaño y costo subsecuente de espesamiento y filtración. El porcentaje de sólidos en la pulpa varia entre 20 y 50%. El porcentaje de sólidos se calcula por el peso del mineral en la. pulpa. Por ejemplo, si una pulpa es constituida por 1 kg de mineral en. 2 litros de agua,")
44
La velocidad de agitación debe ser lo suficiente alta para mantener los sólidos en suspención, para que no decanten. Una velocidad de agitación alta tiende a favorecer la cinética de la reacción, pero tiene un costo energetico apreciable (Fig. 3.22). Favorece también la disolución de gases en la solución. Existen varios diseños de agitadores (Fig. 3.23). Figura 3.22, Efecto de la agitación en la velocidad de lixiviación Figura 3.23, Varios diseños de turbinas.

45
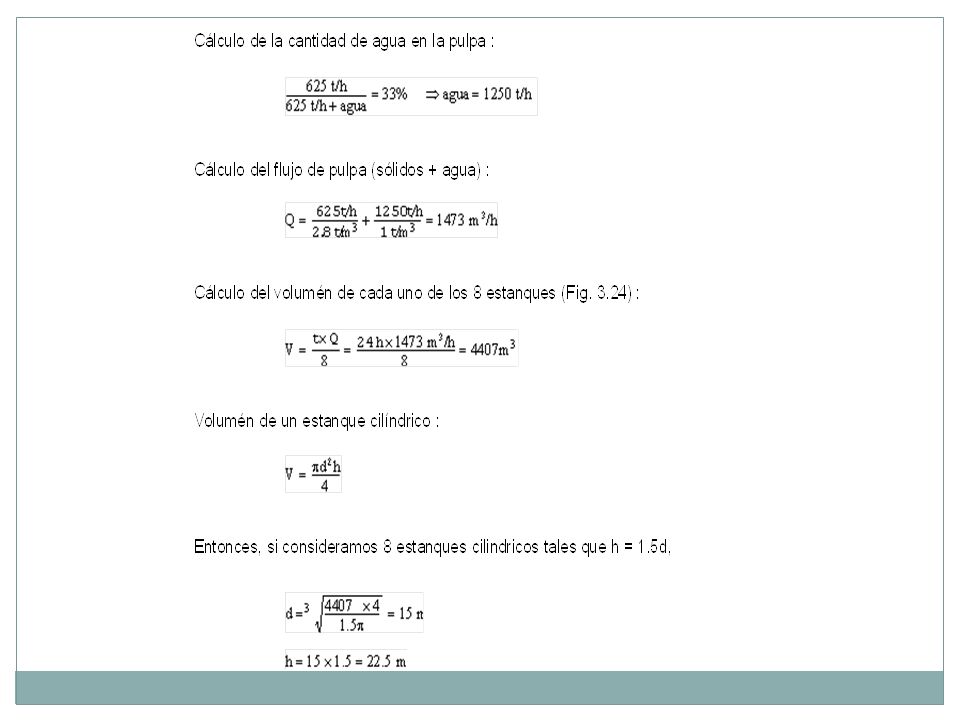
Diseño Se considera como ejemplo un sistema de lixiviación contínua industrial constituido de varios estanques en serie (Fig. 3.24). Datos Número de estanques : 8 Capacidad : t/d = 625 t/h % sólidos : % grado de molienda : 100% < 60 mallas ASTM densidad real del mineral : 2.8 g/cm3 = 2.8 t/m3 Tiempo de lixiviación : 24h (determinado por la curva grado de lixiviación/tiempo)
. Datos. Número de estanques : 8. Capacidad : t/d = 625 t/h. % sólidos : 33.33% grado de molienda : 100% < 60 mallas ASTM. densidad real del mineral : 2.8 g/cm3 = 2.8 t/m3. Tiempo de lixiviación : 24h. (determinado por la curva grado de lixiviación/tiempo)")
46
Pulpa a etapa de separación sólido - líquido
Mineral molido Solución Pulpa Pulpa a etapa de separación sólido - líquido Figura 3.24, Esquema de un sistema contínuo industrial

48
3.5. Separación sólido-líquido
Introducción En una planta de lixiviación en pilas, la solución que escurre de las pilas es bastante clara y contiene muy pocos sólidos en suspensión. En la mayoría de los casos, no hay etapa específica de separación sólido - líquido. La solución rica se almacena en piscinas donde pueden decantar los pocos sólidos que contiene. Al contrario, la lixiviación por agitación produce una pulpa consistente en pequeñas partículas sólidas en suspensión en la solución. Una etapa de separación sólido - líquido es absolutamente necesaria para sacar los sólidos de la solución y enviarlos al tranque de relaves, mientras la solución clarificada puede pasar una posterior etapa de recuperación de valores. Hay dos métodos de separación sólido - líquido : - El espesamiento (hasta 55% sólidos) - La filtración (hasta 92% sólidos)
 - La filtración (hasta 92% sólidos)")
49
Alimentación (Pulpa) Solución clara Solución clara Solución Decantación sólidos Pulpa más concentrada ( % sólidos) Figura 3.25, Esquema de un espesador
 Figura 3.25, Esquema de un espesador.")
50
Espesadores Los espesadores son equipos que efectúan la separación líquido - sólido por decantación de los sólidos en un estanque grande. Un esquema se presenta en la figura 3.25. Lavado en circuitos de decantación en contracorriente (DCC) El sólido (barro decantado) siempre viene acompañado de solución de impregnación (+/- 40 %), y está contiene valores, por lo cual es imperativo recuperarla. Después de la lixiviación dinámica, la pulpa que se obtiene del último agitador debe pasar por etapas de separación sólido - líquido y lavado, antes de desechar los sólidos lixiviados. El lavado se puede realizar en varios espesadores, en los cuales el agua de lavado y la pulpa fluyen en contracorriente (Fig. 3.26). Del primer espesador sale la solución exenta de sólidos que continua el proceso y del último, el mineral agotado o relave.
 El sólido (barro decantado) siempre viene acompañado de solución de impregnación (+/- 40 %), y está contiene valores, por lo cual es imperativo recuperarla. Después de la lixiviación dinámica, la pulpa que se obtiene del último agitador debe pasar por etapas de separación sólido - líquido y lavado, antes de desechar los sólidos lixiviados. El lavado se puede realizar en varios espesadores, en los cuales el agua de lavado y la pulpa fluyen en contracorriente (Fig. 3.26). Del primer espesador sale la solución exenta de sólidos que continua el proceso y del último, el mineral agotado o relave.")
51
A las operaciones de lavado de los sólidos en contracorriente, se les denomina como etapas DCC, que significa decantación en contracorriente. Figura 3.26 Circuito de decantación en contra corriente DCC.

52
3.5.3.1. Determinación de la eficiencia de lavado por balance másico
en circuitos DCC. Operacionalmente, el balance másico del sistema permite determinar la eficiencia de lavado en sistemas DCC. Su aplicación se visualizará a través del siguiente ejemplo (Fig. 3.27). 1000 t/d mineral 55% sólidos en la descarga de los espesadores Razón de lavado RL = 2.5 (agua de lavado / flujo de solución de lix. acompañando a los sólidos) 55% sólidos en la alimentación Figura 3.27, Balance de masa en un circuito DCC.
 t/d mineral. 55% sólidos en la descarga de los espesadores. Razón de lavado RL = 2.5 (agua de lavado / flujo de solución de lix. acompañando a los sólidos) 55% sólidos en la alimentación. Figura 3.27, Balance de masa en un circuito DCC.")
53
Volumen de líquidos, m3/d: Alimentación A = 1000 x (100 - 55)% = 818
Alimentación A = 1000 x ( )% = 818 Descarte D = 818 Agua de lavado W = 818 x 2.5 = 2000 Solución rica SF = 2000 Cálculo de las concentraciones : o 800 C C2 = 2800 C1 2 C0 + 5 C2 = 7 C1 800 C C3 = 2800 C2 2 C1 + 5 C3 = 7 C2 800 C C4 = 2800 C3 2 C2 + 5 C4 = 7 C3 800 C x 0 = 2800 C4 2 C3 + 0 = 7 C4 Por lo tanto, La eficiencia de lavado queda dada por :
% = 818. Descarte D = 818. Agua de lavado W = 818 x 2.5 = Solución rica SF = Cálculo de las concentraciones : o. 800 C C2 = 2800 C1 2 C0 + 5 C2 = 7 C C C3 = 2800 C2 2 C1 + 5 C3 = 7 C C C4 = 2800 C3 2 C2 + 5 C4 = 7 C C x 0 = 2800 C4 2 C3 + 0 = 7 C4. Por lo tanto, La eficiencia de lavado queda dada por :")
54
3.5.3.2. Ecuación de PAGE para cálculos DCC
PAGE ha desarrollado y comprobado una ecuación generalizada, definida en términos de razón de lavado y número de etapas, para el caso más simple, pero más común en DCC (Fig. 3.26), asumiendo que no hay disolución en los espesadores y que la mezcla de la pulpa y solución de lavado es completa en cada etapa. Cn : concentración metal en la etapa n CL : concentración metal en la alimentación al primer espesador CW : concentración metal en el agua o solución de lavado RL : razón de lavado = Qw / QL n : número de etapas de lavado QW : flujo de la solución de lavado QL : flujo de la solución de lixiviación (alimentación)
, asumiendo que no hay disolución en los espesadores y que la mezcla de la pulpa y solución de lavado es completa en cada etapa. Cn : concentración metal en la etapa n. CL : concentración metal en la alimentación al primer espesador. CW : concentración metal en el agua o solución de lavado. RL : razón de lavado = Qw / QL. n : número de etapas de lavado. QW : flujo de la solución de lavado. QL : flujo de la solución de lixiviación (alimentación)")
55
Filtros El empleo de filtros en hidrometalurgia permite recuperar una cantidad adicional de líquido retenido a partir de precipitados o de pulpas de 55-60% en sólidos procedentes de espesamiento como también tratar directamente soluciones de lixiviación, a objeto de disminuir la cantidad de sólidos en suspensión que pueden afectar procesos posteriores de tratamiento. Filtros de vacío : - de tambor (Fig. 3.28) - de discos (o cerámica) - horizontal, de cinta Filtros de presión : - prensa - stellar - de arena El lavado del sólido es posible en los filtros de tipo vacío, como lo muestra la figura Se rocía agua sobre el sólido filtrado para desplazar a la solución que contiene. Se alcanza fácilmente una eficiencia de lavado del orden de 70%.
 - de discos (o cerámica) - horizontal, de cinta. Filtros de presión : - prensa. - stellar. - de arena. El lavado del sólido es posible en los filtros de tipo vacío, como lo muestra la figura Se rocía agua sobre el sólido filtrado para desplazar a la solución que contiene. Se alcanza fácilmente una eficiencia de lavado del orden de 70%.")
56
Figura 3.22, Lavado de un mineral en un filtro de tambor.
Succión de aire y agua Sólido seco Pulpa Figura 3.22, Lavado de un mineral en un filtro de tambor.

57
Purificación y concentración de la solución
Introduccion En un proceso de purificación o de concentración, siempre hay dos fases en contacto ( líquido - sólido o líquido - líquido). Se trata de un proceso de : Purificación si la impureza va a la otra fase Concentración si el elemento deseado va a la otra fase Los procesos de purificación y/o concentración son muy variados y dependen de : - la naturaleza del elemento deseado - las impurezas presentes en la solución - el tipo de proceso de recuperación - el grado de pureza deseado para el producto final
. Se trata de un proceso de : Purificación si la impureza va a la otra fase. Concentración si el elemento deseado va a la otra fase. Los procesos de purificación y/o concentración son muy variados y dependen de : - la naturaleza del elemento deseado. - las impurezas presentes en la solución. - el tipo de proceso de recuperación. - el grado de pureza deseado para el producto final.")
58
Los procesos de purificación y/o concentración se pueden dividir en varias categorías :
- Hidrólisis - Cementación - Precipitación de un compuesto específico - Extracción por solventes - Resinas de intercambio iónico Para evaluar un proceso de separación, los criterios son la selectividad de la separación, la recuperación (o grado de remoción) y el consumo de reactivos (o de energía). Obviamente, esos tres parámetros están intercorrelados y se necesita hacer la evaluación económica del proceso que se desea utilizar.
 y el consumo de reactivos (o de energía). Obviamente, esos tres parámetros están intercorrelados y se necesita hacer la evaluación económica del proceso que se desea utilizar.")
Presentaciones similares