Descargar la presentación
La descarga está en progreso. Por favor, espere

1
PROCESOS TECNOLÓGICOS DE MANUFACTURA
SEMINARIO 1 Indicadores de la Precisión de las Piezas.

2
1. Asignación de servicio y tipos de superficies.
Sumario: 1. Asignación de servicio y tipos de superficies. 2.Calidad 3. Indicadores de calidad. 4.Precisión. Indicadores de precisión. 5.Tareas a Realizar por el Tecnólogo. 6. Ejemplos.

3
Objetivos: Establecimiento de los índices de precisión necesarios en una pieza según su asignación de servicio. Bibliografía: Plataforma Moodle Libro: Material de estudio para la asignatura Fundamentos de los Procesos Tecnológicos.

4
ASIGNACIÓN DE SERVICIO Y TIPOS DE SUPERFICIES.
Se entiende por asignación de servicio a la formulación clara y precisa de la tarea para la cual se destina la máquina o pieza, especificándose al máximo las condiciones en que debe realizarse la misma.

5
Descripción de la tarea que realizará la máquina o la pieza.
En la formulación de una asignación de servicio conlleva: Descripción de la tarea que realizará la máquina o la pieza. Materiales utilizados. Formas geométricas. Caracterización de las superficies Dimensiones y requisitos de precisión Errores en la formulación de la asignación de servicio genera gastos económicos adicionales que quizás el artículo no requiera por una elevación innecesaria de los indicadores de la precisión.

6
TIPOS DE SUPERFICIES DE LAS PIEZAS .
•Superficies de basificación principal: Son las superficies de la pieza por las cuales ella se instala en su correspondiente unidad de ensamble, por lo que determinan su posición mediante la basificación. Estas son las superficies de mayor importancia en la pieza, por lo que sus requisitos de precisión tendrán las mayores exigencias.

7
Superficies de basificación secundaria: Son las superficies de la pieza por las cuales se instalan a ella otras piezas, determinando la posición de las mismas. Estas superficies son las que basifican a las otras piezas que se acoplan a la analizada. Superficies ejecutoras: Son las superficies de la pieza por las cuales se cumple la asignación de servicio. Superficies libres: Son las superficies que completan la configuración de la pieza, y que no se acoplan con otras piezas.

8
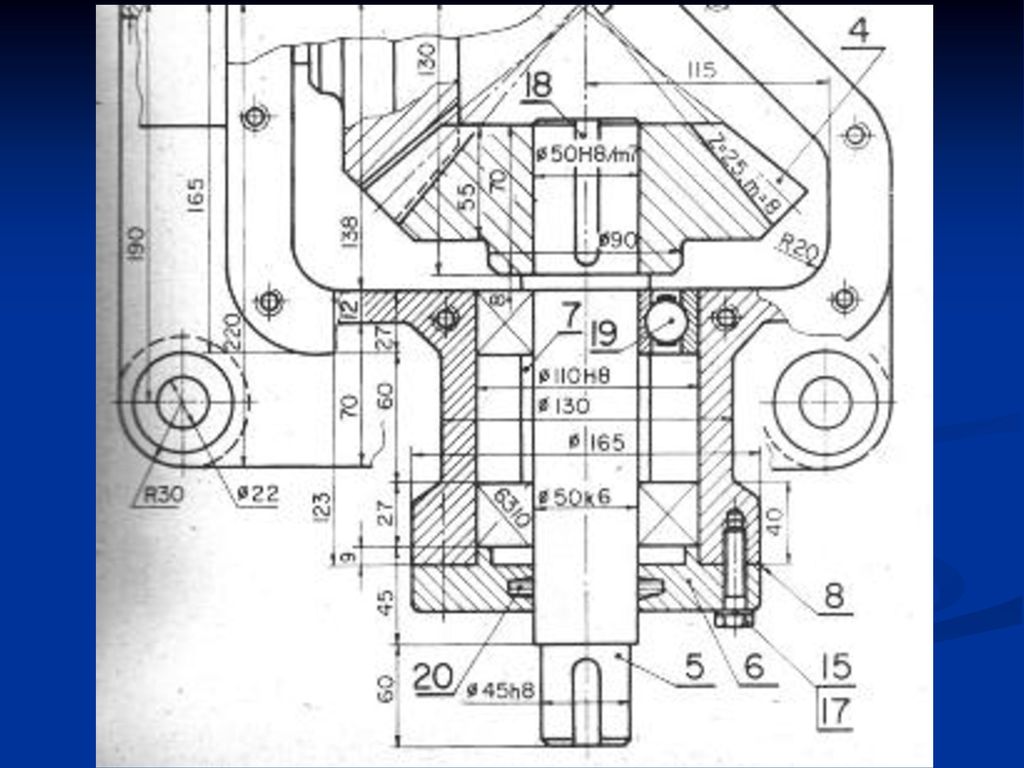
Sup. Basificación principal (1,2y 3)
Sup. Basificación secundaria (4,5,6)) Sup. Ejecutora (4, 7) Sup. libres (las restantes)
) Sup. Ejecutora (4, 7) Sup. libres (las restantes)")
9
Calidad En la producción moderna la calidad de la máquina es el factor fundamental y la misma se garantiza desde su concepción en el diseño constructivo. Se entiende por calidad de la máquina (NC /80), al conjunto de cualidades que determinan su correspondencia con su asignación de servicio y que la diferencian de otras máquinas similares.
, al conjunto de cualidades que determinan su correspondencia con su asignación de servicio y que la diferencian de otras máquinas similares.")
10
Indicadores de Calidad
Los indicadores fundamentales de la calidad de una máquina son: La estabilidad en el cumplimiento de su asignación de servicio. La calidad de la producción que se obtenga con la máquina. La capacidad de mantener la calidad de su producción en toda su vida útil. La capacidad de cumplir económicamente su asignación de servicio en función del tiempo. La productividad. La seguridad en el trabajo. La comodidad y sencillez del mando y de su mantenimiento. El nivel de ruido. La precisión que se alcanza en las piezas que se elaboran en ella.

11
Precisión. Se entiende por precisión al grado de aproximación de la pieza o la máquina a su prototipo geométrico ideal.

12
Indicadores de precisión:
Precisión de las medidas lineales: distancia entre superficies de la pieza, o de dimensión. Precisión de las posiciones relativas: paralelismo, perpendicularidad, coaxialidad, pulsación, simetría, inclinación e intersección de ejes. Precisión de las formas geométricas : circularidad, cilindricidad, rectitud, planicidad y perfil de sección longitudinal. Precisión del acabado superficial: contemplán el estado de la capa superficial y la rugosidad superficial.

13
Precisión de las medidas lineales.
La precisión de las medidas lineales (NC 16-30/80, NC 16-31/80 y NC 16-33/80) se establece para todas las superficies de la pieza, teniendo la mayor precisión en las superficies de basificación principal. En el caso de las superficies libres, se toleran desde IT 12 hasta IT 14 por arranque de virutas.
 se establece para todas las superficies de la pieza, teniendo la mayor precisión en las superficies de basificación principal. En el caso de las superficies libres, se toleran desde IT 12 hasta IT 14 por arranque de virutas.")
14
La precisión de las posiciones relativas
La precisión de las posiciones relativas (NC 16-68/82) se establece de las superficies de basificación secundarias y ejecutoras con respecto a las principales. En el caso de que la pieza tenga superficies de basificación principal de diferente importancia (lo cual se determina por la cantidad de grados de libertad que elimina cada una), entonces la relación se establece de las de menor importancia con respecto a las más importantes.
 se establece de las superficies de basificación secundarias y ejecutoras con respecto a las principales. En el caso de que la pieza tenga superficies de basificación principal de diferente importancia (lo cual se determina por la cantidad de grados de libertad que elimina cada una), entonces la relación se establece de las de menor importancia con respecto a las más importantes.")
15
La precisión de las formas geométricas
La precisión de las formas geométricas (NC 16-68/82) La cilindricidad se establece para superficies cilíndricas largas La circularidad para cilindros cortos. La rectitud se establece en superficies planas largas y estrechas La planicidad para superficies largas y anchas.
 La cilindricidad se establece para superficies cilíndricas largas. La circularidad para cilindros cortos. La rectitud se establece en superficies planas largas y estrechas. La planicidad para superficies largas y anchas.")
16
La rugosidad superficial
La rugosidad superficial (NC 16-60/81) puede establecerse en Ra o Rz, siendo el primero el más empleado en la industria moderna.
 puede establecerse en Ra o Rz, siendo el primero el más empleado en la industria moderna.")
17
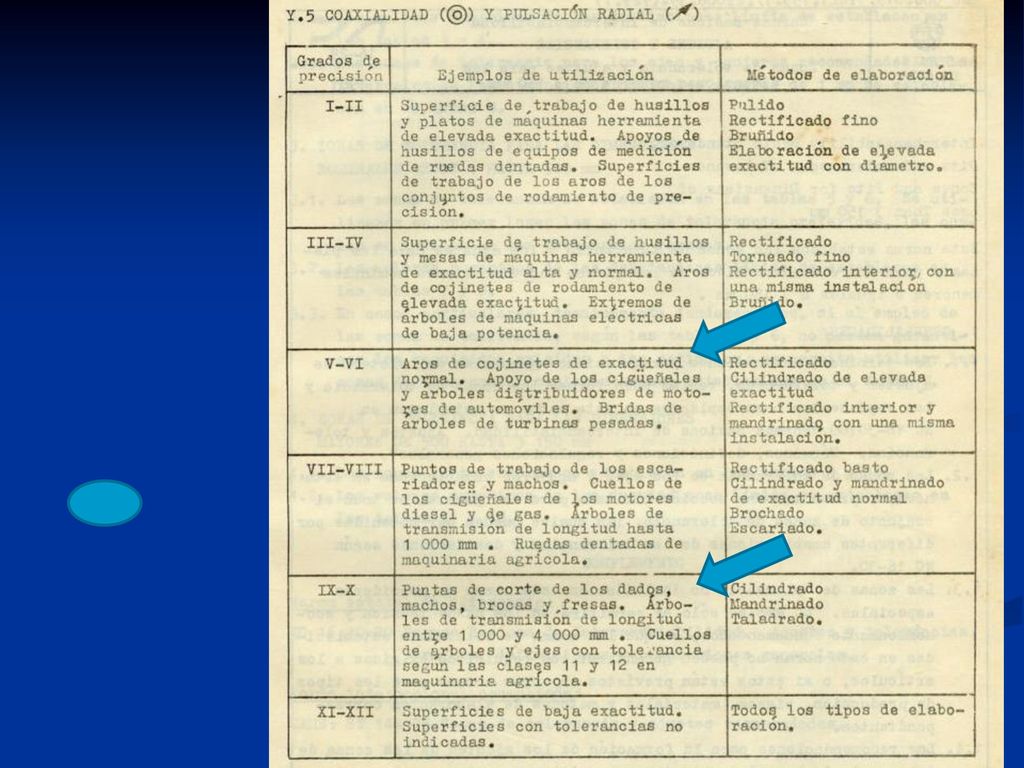
Observaciones Es importante destacar, que la pulsación radial se establece en superficies de piezas cuya asignación de servicio requiere del movimiento de rotación, mientras que la coaxialidad en piezas que no rotan. La precisión de las formas geométricas (NC 16-68/82) no se establece en superficies conjugadas que tengan ajuste con aprieto, quedando solo para las que tienen ajustes móviles e indeterminados.
 no se establece en superficies conjugadas que tengan ajuste con aprieto, quedando solo para las que tienen ajustes móviles e indeterminados.")
19
Entre estos indicadores de la precisión de las piezas se plantean las siguientes relaciones en la NC 16-30/80: Para precisión normal: La tolerancia de posición relativa será: Tp = 0,6 Tm La tolerancia de forma geométrica será: Tf = 0,3 Tm = 0,5 Tp La rugosidad superficial será: Ra = 0,045 Tm[µm]

20
Relación entre los indicadores de la precisión de las piezas
Grado de Tolerancia Tolerancia de posición relativa Tolerancia de forma geométrica Tolerancia de rugosidad sup. Planas Cilínd. Tf = 0,5 Tp Ra = 0,150 Tf IT n Baja > n >= n Ra > 0,045 Tm Normal n n-1 Ra = 0,045 Tm Alta n-2 Ra = 0,030 Tm Elevada n-3 Ra = 0,018 Tm

21
Tareas a Realizar por el Tecnólogo
Conocimiento de la asignación de servicio del conjunto, sub conjunto y de la pieza. Conocer las características de las diferentes superficies integrantes de la pieza . Verificación de los índices de precisión de las dimensiones. Verificación de las rugosidades superficiales establecidas. Verificación o establecimiento de los índices de precisión de forma. Verificación o establecimiento de los índices de precisión de posición relativa.

26
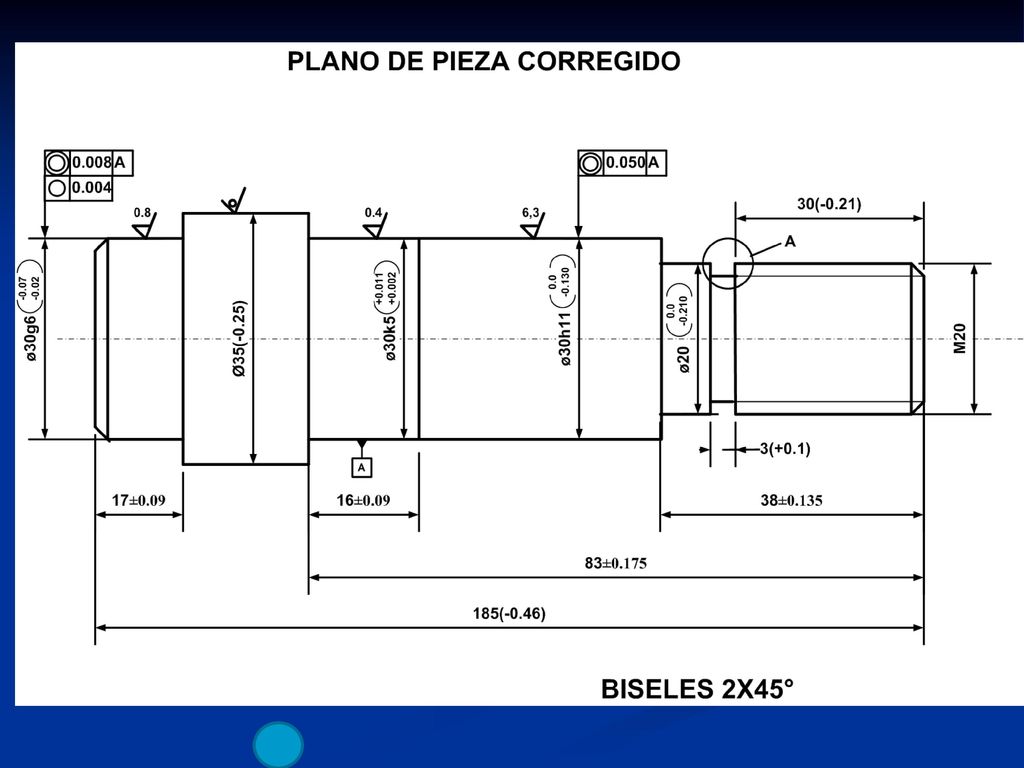
PRECISION DE LAS DIMENSIONES LONGITUDINALES Y NOMINALES
Las dimensiones longitudinales (LIBRES) se establecen según IT-12 a IT-14 con la posición de la zona de tolerancia h; H o Js, según el caso: 17±0.09 83±0.175 16±0.09 38±0.135
 se establecen según IT-12 a IT-14 con la posición de la zona de tolerancia h; H o Js, según el caso: 17± ± ± ±")
28
NORMA DE AJUSTE Y TOLERANCIA NC-1630 (Tabla 7)
")
29
NORMA DE AJUSTE Y TOLERANCIA NC-1630 (Tabla 7)
")
30
Valores normalizados según NC. Designación convencional
Valores de rugosidad superficial en relación a los grados de precisión de las dimensiones. Valores normalizados según NC. Relación entre los grados de precisión de las dimensiones y la rugosidad superficial Designación convencional Prec. Dimensiones [mm] Ra Rz Clase 3 3 – 18 18 – 80 80 – 250 250 0.012 0.05 14 Designación de Ra μm 0.025 0.1 13 IT-6 0.2 0.4 0.8 1.6 12 IT-7 11 IT-8 3.2 10 IT-9 6.3 9 IT-10 12.5 8 IT-11 2.3 7 IT-12 25.0 6 IT-13 - 5 IT-14 50 4 25 100 200 2 400 1

32
NORMA CUBANA DE FORMA Y POSICIÓN
(NC 16-68) 1
 1.")
33
NORMA CUBANA DE FORMA Y POSICIÓN
(NC 16-68)
")
Presentaciones similares