Descargar la presentación
La descarga está en progreso. Por favor, espere

1
ANALISIS DE ACEITES

2
Explícito Tácito 20% 80% Mas fácil de reproducir Genera competencias
Contribuye a la eficiencia Explícito Mas fácil de reproducir Mas fácil de compartir y almacenar 20% 80% Genera competencias Más difícil de capturar Más difícil de expresar Tácito Más difícil de transferir Alta ventaja competitiva

3
Una Estrategia de Negocios diferente
CONFIABILIDAD Una Estrategia de Negocios diferente En el mundo moderno, el concepto de Confiabilidad adquiere gran trascendencia. Confiabilidad es la "capacidad de un ítem de desempeñar una función requerida, en condiciones establecidas”. Habremos logrado la Confiabilidad requerida cuando el "ítem" hace lo que queremos que haga. Al decir "ítem" podemos referirnos a una máquina, a una planta industrial, a un proceso, a un rodado, a un sistema y también a una persona. La Confiabilidad impacta directamente sobre los Resultados de la Empresa, debiendo aplicarse no sólo a máquinas o equipos aislados sino a la totalidad de los procesos que integran la cadena de valor de la Organización.

4
La Cultura de la Confiabilidad Operacional
“La Ingeniería de la Confiabilidad” se destaca como el marco teórico en el cual conviven las metodologías y técnicas necesarias para la optimización del uso de los activos físicos.

5
La Cultura de la Confiabilidad Operacional
“La Confiabilidad Operacional” incluye procesos de mejoramiento continuo, nuevas tecnologías, metodologías y herramientas de diagnóstico, con el objetivo de mejorar la Productividad Industrial

6
La Cultura de la Confiabilidad Operacional
Estrategias básicas de implementación de la Confiabilidad Operacional; Presenta los elementos y las políticas para generar una nueva cultura, Que permita trabajar en equipo, Con el objeto de optimizar los programas, Minimizar los costos totales de operación y mantenimiento Aumentar la competitividad de la organización. Analiza aspectos relacionados con el uso eficiente de la información Criterios para mejorar la confiabilidad de la gestión de los activos físicos y del Talento Humano.

7
Gestión de la Confiabilidad operacional
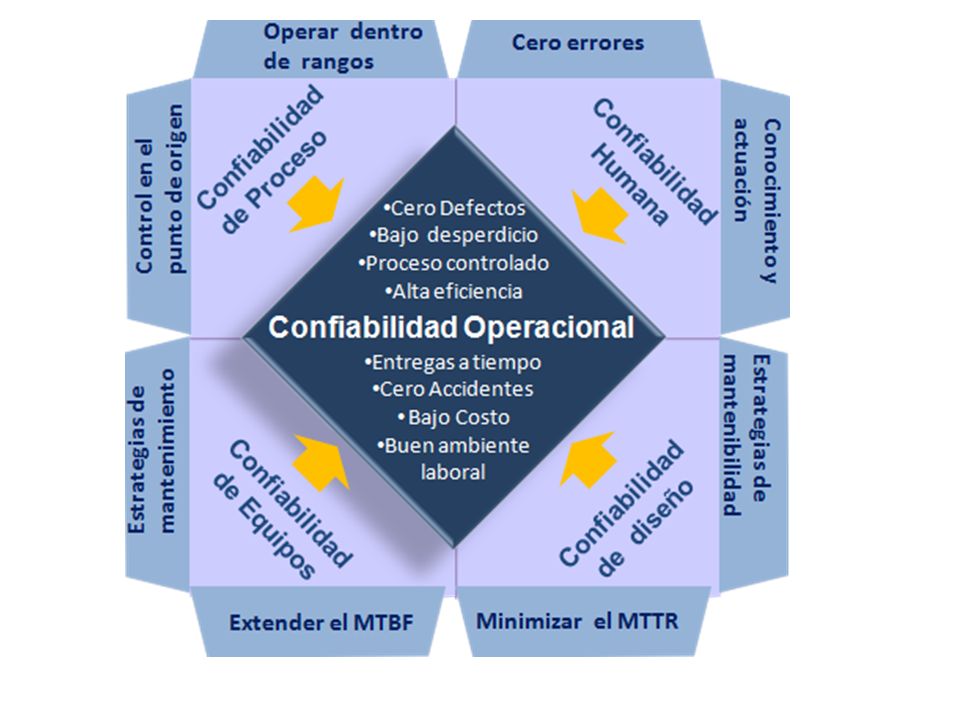
Es importante puntualizar que en un programa de optimización de la confiabilidad operacional de un sistema, es necesario el análisis sistemático de los cuatro parámetros operacionales: Confiabilidad humana Confiabilidad de los procesos Mantenibilidad de los equipos Confiabilidad de los equipos La variación en conjunto o individual que pueda sufrir cada uno de los cuatro parámetros, afectara el comportamiento global de la Confiabilidad operacional de un sistema.

9
ANALISIS DE LA CAUSA RAIZ, ESTRATEGIA DE CONFIABILIDAD OPERACIONAL
“La Confiabilidad operacional se define como una serie de procesos de mejora continua, que involucra en forma sistémica, avanzadas herramientas de diagnostico, metodologías de análisis y nuevas tecnologías, para optimizar la planificación y gestión de la Producción Industrial”

10
ANALISIS DE LA CAUSA RAIZ, ESTRATEGIA DE CONFIABILIDAD OPERACIONAL
“La Confiabilidad Operacional lleva implícita la capacidad de la empresa, para cumplir su función o el propósito que se espera de ella, dentro de sus límites de diseño y bajo un específico contexto operacional”

11
ESTRATEGIAS DE LA CONFIABILIDAD OPERACIONAL
Mantenimiento preventivo planeado (PPM) Mantenimiento basado en condición (CBM) Mantenimiento productivo total (TPM) Mantenimiento centrado en confiabilidad (MCC) Optimización de mantenimiento preventivo (PMO) Mantenimiento basado en el negocio (BBM) Prevención de mantenimiento (MP) Modelos mixtos de confiabilidad (RMM) Optimización integral de mantenimiento (MIO)
 Mantenimiento basado en condición (CBM) Mantenimiento productivo total (TPM) Mantenimiento centrado en confiabilidad (MCC) Optimización de mantenimiento preventivo (PMO) Mantenimiento basado en el negocio (BBM) Prevención de mantenimiento (MP) Modelos mixtos de confiabilidad (RMM) Optimización integral de mantenimiento (MIO)")
12
Herramientas de la confiabilidad operacional
AC Análisis de criticidad ACR Análisis Causa Raíz ACRB Análisis Costos Riesgo Beneficio AMFE Análisis Modos de Fallas y Efectos IBR Inspección basada en Riesgo MCC Mantención Centrada en Confiabilidad UT Tiempo Operativo entre Fallas TBF Tiempo entre Fallas (Time Between Failures) DT Tiempo no Operativo entre Fallas (Down Time)) TTR Tiempo necesario para Reparar (Time too Repair) TO Tiempo fuera de Control (Time out) MTTR Tiempo medio para reparar MTBF Tiempo Medio entre Fallas (Mean time Between Failures) MUT Tiempo medio de Funcionamiento entre Fallas (Mean up Time) MTO Tiempo medio Fuera de control (Mean out time)
 DT Tiempo no Operativo entre Fallas (Down Time)) TTR Tiempo necesario para Reparar (Time too Repair) TO Tiempo fuera de Control (Time out) MTTR Tiempo medio para reparar. MTBF Tiempo Medio entre Fallas (Mean time Between Failures) MUT Tiempo medio de Funcionamiento entre Fallas (Mean up Time) MTO Tiempo medio Fuera de control (Mean out time)")
13
Análisis de Modos de Fallas y Efectos (AMFE) (FMEA):
Análisis de criticidad (CA): Análisis de la Causa Raíz (ACR (RCFA)): Costo de Ciclo de Vida (LCC): Inspección Basada en Riesgos (RBI): Análisis Costo – Riesgo – Beneficio (BRCA
: Análisis de la Causa Raíz (ACR (RCFA)): Costo de Ciclo de Vida (LCC): Inspección Basada en Riesgos (RBI): Análisis Costo – Riesgo – Beneficio (BRCA.")
14
Análisis de criticidad (CA): Es una técnica que permite jerarquizar sistemas, equipos e instalaciones, en función de su impacto global, con el fin de facilitar la toma de decisiones. Análisis de Modos de Fallas y Efectos (AMFE) (FMEA): Es una metodología que permite determinar los modos de fallas de los componentes de un sistema, el impacto y la frecuencia con que ocurren. Análisis de la Causa Raíz (ACR (RCFA)): Es una técnica sistemática que se aplica con el objetivo de determinar las causas que originan las fallas, sus impactos y frecuencia de aparición, para poder mitigarlas o eliminarlas.
 (FMEA): Es una metodología que permite determinar los modos de fallas de los componentes de un sistema, el impacto y la frecuencia con que ocurren. Análisis de la Causa Raíz (ACR (RCFA)): Es una técnica sistemática que se aplica con el objetivo de determinar las causas que originan las fallas, sus impactos y frecuencia de aparición, para poder mitigarlas o eliminarlas.")
15
Inspección Basada en Riesgos (RBI): Es una técnica que permite definir la probabilidad de falla de un equipo o sistema, y la consecuencia que las fallas pueden generar sobre la gente, el ambiente y los procesos. Análisis Costo – Riesgo – Beneficio (BRCA): Es una metodología que permite establecer una combinación óptima entre los costos de hacer una actividad y los logros y beneficios que la actividad genera, considerando el riesgo que involucra la realización o no de tal acción. Costo de Ciclo de Vida (LCC): El análisis LCC es una metodología que permite elegir entre opciones de inversión o acciones de incremento de la confiabilidad con base en su efecto en el costo total del ciclo de vida de un activo nuevo o en servicio.
: Es una metodología que permite establecer una combinación óptima entre los costos de hacer una actividad y los logros y beneficios que la actividad genera, considerando el riesgo que involucra la realización o no de tal acción. Costo de Ciclo de Vida (LCC): El análisis LCC es una metodología que permite elegir entre opciones de inversión o acciones de incremento de la confiabilidad con base en su efecto en el costo total del ciclo de vida de un activo nuevo o en servicio.")
16
Involucramiento, propiedad alineamiento
CONFIABILIDAD HUMANA Involucramiento, propiedad alineamiento CONFIABILIDAD EN PROCESO Operaciones entre parámetros, entendimiento del proceso y procedimientos CONFIABILIDAD DEL DISEÑO (Mantenibilidad) Mejor selección de equipos y componentes, diseño adecuado CONFIABILIDAD OPERACIONAL CONFIABILIDAD DE EQUIPOS Estrategia para mantener, efectividad en los trabajos
 Mejor selección de equipos y componentes, diseño adecuado. CONFIABILIDAD. OPERACIONAL. CONFIABILIDAD DE EQUIPOS. Estrategia para mantener, efectividad en los trabajos.")
18
Gestión de la Confiabilidad operacional
CONFIABILIDAD HUMANA: La confiabilidad humana que involucra “la parte blanda” de la empresa, es decir, la estructura organizacional de todo el personal, tipo de gerencia, cultura de la empresa, sistemas administrativos, etc. Los procesos confiables demandan de personal capacitado, calificado y motivado para ejecutar las operaciones. Se debe hacer de su personal la herramienta vital de su producción

19
Confiabilidad Humana Se requiere de un alto Compromiso de la Gerencia para liderar los procesos de capacitación, motivación e incentivación de los equipos de trabajo, generación de nuevas actitudes, seguridad, desarrollo y reconocimiento, para lograr un alto involucramiento de los talentos humanos.

20
NUESTRO PAR DE CONFIABILIDAD Saber Hacer Querer Hacer
Dimensión Actitudes (Eje “Y”). Dimensión Conocimiento y Expertice (Eje “X”) ACTITUD OPTIMO Saber Hacer Competencias Técnicas Pertenencia Capacitación APTITUD No Pertenece Caso a caso Querer Hacer Competencias Personales
. Dimensión Conocimiento y Expertice (Eje X ) ACTITUD. OPTIMO. Saber Hacer. Competencias Técnicas. Pertenencia. Capacitación. APTITUD. No Pertenece. Caso a caso. Querer Hacer. Competencias Personales.")
21
Para que el aprendizaje individual sea provechoso debe ir acompañado del aprendizaje corporativo, que representa el Capital Intelectual estructurado de la Organización. El primero es propiedad de la gente y reside en la memoria de cada uno; el segundo siempre es propiedad de la empresa y reside en un sistema o en la memoria corporativa, donde el uso creativo de la tecnología informática y sus diversas posibilidades de comunicación (Internet, Intranet, Extranet, Videoconferencias), integran el factor decisivo para gerenciar el conocimiento.
, integran el factor decisivo para gerenciar el conocimiento.")
22
“Errar es humano. Ocultar los errores es imperdonable
“Errar es humano. Ocultar los errores es imperdonable. No aprender de ellos no tiene justificación”

23
El Error Humano: Todo los seres humanos en mayor o menor grado están sujetos a cometer errores. “Es de humanos equivocarse”, es una frase muy frecuente que no debe volverse norma; los procesos de capacitación, entrenamiento y formación de habilidades técnicas, buscan minimizar los riegos de errores humanos, y esto constituye uno de los objetivos primordiales de la Confiabilidad Humana. Cuando se considera la interacción entre las personas y los sistemas productivos, los errores humanos se pueden clasificar en cuatro categorías

24
1. Factores Antropométricos: Son los relacionados con el tamaño y la resistencia física del operario que va a realizar una tarea, cuando no puede acomodarse físicamente a las condiciones del sistema o el equipo; estos errores no constituyen la causa del problema, en la mayoría de los casos son el efecto de una falla del sistema, que requiere una modificación o rediseño . 2. Factores sensoriales: Se relacionan con la pericia con que las personas usan los sentidos para ver lo que esta ocurriendo en su entorno. Tienen que ver con aspectos como buena visibilidad o nivel de ruido, que requieren para mitigarlos de una acción correctiva

25
3. Factores Fisiológicos: Se refiere a las tensiones medioambientales que afectan el desempeño humano, pues generan fatiga. Para reducirlos se deben efectuar cambios en el clima organizacional, o en los procesos a realizar 4. Factores Psicológicos: Se refieren a los aspectos internos que tienen raíz en lo psíquico de las personas. Pueden generar errores intencionales o no intencionales y en la mayoría de los casos requieren de tratamiento especializado.

26
Gestión de la Confiabilidad operacional
CONFIABILIDAD DE PROCESO Confiabilidad de Procesos que engloba todo lo concerniente a procedimientos, procesos y operaciones. Todo proceso debe estar regido por rutinas de operación segura y “ventanas operativas” conocidas por el personal y controladas por el personal de supervisión. Los equipos deben tener procedimientos de cuidado básico y procedimientos de operación segura.

27
Confiabilidad de los Procesos.
Implica la operación de equipos entre parámetros, o por debajo de la capacidad de diseño, es decir sin generar sobrecarga a los equipos, y el correcto entendimiento de los procesos y procedimientos.

28
Gestión de la Confiabilidad operacional
CONFIABILIDAD DE LOS DISEÑOS DE EQUIPOS Confiabilidad de los diseños de Equipos que se orienta hacia la confiabilidad desde su diseño, es decir, involucra el tipo de diseño, cambios del tipo de material, la forma y procedimientos del ensamblaje. El objetivo fundamental de incluir los aspectos de confiabilidad desde el diseño, esta relacionado con el aumento del tiempo promedio operativo (TPO)
")
29
Confiabilidad de equipos
Determinada por las Estrategias de Mantenimiento, la efectividad del Mantenimiento. Se puede medir a través del indicador TMEF: Tiempo Medio Entre Fallas.

30
Gestión de la Confiabilidad operacional
CONFIABILIDAD DE LOS PROCESOS DE MANTENIMIENTO La confiabilidad de los procesos de mantenimiento (Mantenibilidad) que se enfoca hacia el mantenimiento de los activos, las habilidades básicas que puede desarrollar el personal, la efectividad y calidad del mantenimiento con el objetivo de optimizar (disminuir) el Tiempo promedio para reparar (TPPR)
 que se enfoca hacia el mantenimiento de los activos, las habilidades básicas que puede desarrollar el personal, la efectividad y calidad del mantenimiento con el objetivo de optimizar (disminuir) el Tiempo promedio para reparar (TPPR)")
31
Mantenibilidad de equipos
Es la probabilidad de que un equipo pueda ser restaurado a su estado operacional en un período de tiempo determinado. Depende de la fase de diseño de los equipos (Confiabilidad inherente de diseño), de la confiabilidad de los equipos de trabajo. Se puede medir a través del indicador TMPR: Tiempo Medio Para Reparar.
, de la confiabilidad de los equipos de trabajo. Se puede medir a través del indicador TMPR: Tiempo Medio Para Reparar.")
32
Objetivo del proceso de confiabilidad operacional
“Integrar una serie de técnicas de confiabilidad: análisis de modos de fallas y efectos de fallas, análisis de causa raíz, modelaje de la confiabilidad, evaluación de costos riesgos y beneficio y análisis de costos del ciclo de vida, con el propósito de identificar los eventos de fallas, simular comportamientos históricos de fallas y cuantificar la confiabilidad de los activos, para poder pronosticar la ocurrencia de las fallas y disminuir la incertidumbre en el proceso de toma de decisiones relacionadas con los aspectos que afectan la continuidad operacional de los activos”

33
Mantenimiento proactivo

34
¿Cuál estrategia de Mantenimiento?
Mantenimiento Reactivo Respuesta a la falla operativa Tres paradas largas para reparaciones mayores Parada Parada Parada Meses

35
¿Cuál estrategia de Mantenimiento?
Mantenimiento Preventivo Programado Las reparaciones y las inspecciones son programadas antes de la falla (requiere “adivinar” en muchos de los casos) Paradas cortas para inspecciones menores y reparaciones Parada de mantenimiento mayor Mortalidad infantil Parada Parada Parada Parada Mortalidad infantil Parada Meses
 Paradas cortas para inspecciones menores y reparaciones. Parada de mantenimiento mayor. Mortalidad. infantil. Parada. Parada. Parada. Parada. Mortalidad. infantil. Parada. Meses.")
36
¿Cuál estrategia de Mantenimiento?
Mantenimiento Predictivo Los síntomas de falla son monitoreados y las reparaciones son efectuadas antes de la falla del equipo Problemas detectados antes de la falla Parada Parada Parada Meses

37
¿Cuál estrategia de Mantenimiento?
Mantenimiento Proactivo Monitoreo de las causas de falla Menos problemas a detectar Menos problemas que detectar y reparar Parada Meses

38
Filosofías del Mantenimiento:
Mantenimiento de crisis (correctivo – reactivo) Programado en respuesta a las fallas operativas Programado de acuerdo a tendencias históricas, o datos de confiabilidad Basado en intervalos de operación, Ejemplo: horas, kilómetros, ciclos No basado en la condición de la maquina Condiciones supuestas Mantenimiento Predictivo: Monitoreo del progreso de la falla utilizando ensayos no destructivos La reparación de la maquina es programada antes de que ocurra una avería catastrófica
 Programado en respuesta a las fallas operativas. Programado de acuerdo a tendencias históricas, o datos de confiabilidad. Basado en intervalos de operación, Ejemplo: horas, kilómetros, ciclos. No basado en la condición de la maquina. Condiciones supuestas. Mantenimiento Predictivo: Monitoreo del progreso de la falla utilizando ensayos no destructivos. La reparación de la maquina es programada antes de que ocurra una avería catastrófica.")
39
Filosofías del Mantenimiento:
Mantenimiento proactivo: Identificación e eliminación de las causas de las fallas Control de las condiciones para evitar el desgaste de la maquina y la degradación de sus componentes Monitoreo de las condiciones Acciones de remedio para desviar tendencias y mejorar las condiciones de operación, Ejemplo: Anticiparse a la primera señal de falla, y no en respuesta a ella.

40
Mantenimiento reactivo
Reparar o reponer los componentes una vez que han fallado Es aceptable cuando: No hay problemas de seguridad, de operación o grandes consecuencias de costos. Debe determinarse cuales equipos no son críticos y un procedimiento de reparación ordenado y efectivo Ventajas Bajo costo en equipos no críticos Desventajas Puede ser mal aplicado en equipos críticos Baja calidad Impacto en la producción Conflicto de trabajo repuestos

41
Mantenimiento preventivo
Reparación o reemplazo programado de componentes Limpieza Buenas practicas de operación Cambios de partes Requerimientos Rutinas diarias Conocimiento del equipo y de las consecuencias de las fallas Conocimiento de la historia de la falla de los equipos Sistema para analizar la historia y ajustar el programa Ventajas Detección de problemas a tiempo Reparaciones planeadas a tiempo Reducción de paradas no programadas Desventajas Costoso o inútil

42
Mantenimiento Predictivo
Monitoreo de la condición del equipo mientras se encuentra trabajando Las acciones recomendadas son en función de: Importancia del equipo Limites de deterioro del equipo Impacto del deterioro del equipo Análisis de la tendencia Predice la futura falla y el tiempo en que se puede dar.

43
Herramientas del mantenimiento predictivo
Análisis de partículas Análisis de vibraciones Permanente (online) Periódica Termografía Análisis de amperaje Monitoreo de contaminantes Inspección por ultrasonido Verificación de metales y aleaciones Video de alta velocidad Calibración automática instrumentos Análisis de motores Análisis de aceites
 Periódica. Termografía. Análisis de amperaje. Monitoreo de contaminantes. Inspección por ultrasonido. Verificación de metales y aleaciones. Video de alta velocidad. Calibración automática instrumentos. Análisis de motores. Análisis de aceites.")
44
TECNICAS MODERNAS DE MANTENIMIENTO
Mantenimiento basado en la condición del equipo Estrategia Mantenimiento Predictivo Mantenimiento Proactivo Causa Raíz de la Falla ¿Qué busca? Síntomas de fallas y faltas Análisis de partículas Análisis de vibraciones Temperatura Análisis de corrientes en motores Monitoreo de contaminantes Alineación y balanceo Monitoreo e viscosidad y acidez Ejemplo de tecnologías utilizadas Extensión de la vida útil de la maquina Beneficios esperados Detección temprana de fallas y faltas

45
Mantenimiento basado en la condición del equipo
El monitoreo de la condición de un equipo es parte rutinaria de los programas de mantenimiento. El monitoreo de la condición de los equipos NO significa simplemente tomar muestras, extraer y evaluar la información y recomendar reparaciones, cuando ocurre alguna excepción Este tipo de mantenimiento puede ser poco efectivo y muy caro si no se planea efectivamente.

46
Mantenimiento basado en la condición del equipo
Enfocado a equipos críticos Estudio intensivo de la operación, mantenimiento e información de fallas de los equipos más importantes de la Planta Dirigido al proceso de falla Programa efectivo y económico de MBC Uso de tecnología relevante Llevado a cabo en operaciones conocidas y comprendidas

47
Planificación del MBC Factores a considerar:
Costo – Beneficio (Inversión v/s Ahorro) Métodos de mantenimiento utilizados por la organización Los modos de falla de los equipos críticos, sus efectos y síntomas relevantes (AMFE). Las tecnologías de monitoreo que se utilizaran para obtener los indicadores de falla y perfiles de información Elección del sistema a utilizar para almacenar y administrar la información masiva, generada por los modernos equipos de monitoreo. Politicas operacionales, regulaciones, contratos, etc. Que pudieran afectar negativamente la eficiencia del programa. Entrenamiento del personal involucrado en el programa.
 Métodos de mantenimiento utilizados por la organización. Los modos de falla de los equipos críticos, sus efectos y síntomas relevantes (AMFE). Las tecnologías de monitoreo que se utilizaran para obtener los indicadores de falla y perfiles de información. Elección del sistema a utilizar para almacenar y administrar la información masiva, generada por los modernos equipos de monitoreo. Politicas operacionales, regulaciones, contratos, etc. Que pudieran afectar negativamente la eficiencia del programa. Entrenamiento del personal involucrado en el programa.")
48
Objetivos del MBC: Seguridad Disponibilidad Confiabilidad Beneficios

49
Seguridad: La seguridad de la operación del equipo mecánico es un elemento clave a considerar por los planificadores del mantenimiento. Independientemente del procedimiento utilizado, un adecuado programa de monitoreo debe ser utilizado para detectar problemas que pudieran afectar la seguridad del equipo en operación.

50
Disponibilidad: Un factor clave para los programadores del mantenimiento es la disponibilidad del equipo para producción o uso. Una alta disponibilidad, se puede obtener con un buen plan de mantenimiento. El monitoreo del equipo puede reducir las paradas no programadas.

51
Confiabilidad: La confiabilidad del equipo debe ser muy importante para los programadores de mantenimiento. “No tenemos fallas o problemas de Confiabilidad” es una frace normalmente escuchada en Mantenimiento. La ausencia de fallas no necesariamente indica una alta confiabilidad. Puede ser simplemente consecuencia de un alto consumo de mano de obra y de repuestos. Una alta disponibilidad no implica necesariamente a una alta disponibilidad, pero ésta siempre asegura alta disponibilidad y seguridad. Alta Disponibilidad Alta confiabilidad

52
Beneficios: Los ahorros económicos derivados del monitoreo de la condición son derivados de la detección temprana de problemas y de una adecuada acción de mantenimiento. En el largo plazo, los cambios que mejoran la Confiabilidad extienden la vida de los equipos o remedian las causas raíz de las fallas, y generan grandes beneficios. El análisis periódico y la determinación de la confiabilidad del proceso y de los componentes es conocida como “Monitoreo por Confiabilidad”. Los mayores beneficios en costos son logrados mediante el Monitoreo de Condición y el monitoreo por Confiabilidad.

54
Análisis de Modos de Fallas (AMFE)
El conocimiento de los modos de fallas de los equipos críticos de la planta es esencial para establecer el mantenimiento adecuado Tipo de falla Efecto en el equipo Síntomas de inicio, estado intermedio y próximos a fallar Intervalos desde el inicio hasta la falla Con que frecuencia ocurren Costo en términos de mantenimiento y producción.

55
Análisis de Modos de Fallas (AMFE)
El análisis de modos de falla es una herramienta valiosa Haga las siguientes preguntas: ¿Qué? ¿Por qué? ¿Cuál es el desempeño esperado del componente o equipo? ¿Cómo puede dejar de cumplir las expectativas de desempeño? Que causa cada falla funcional? ¿Qué pasa cuando ocurre una falla? ¿Cómo afecta la falla? ¿Qué debería hacerse? Cuales son las fallas funcionales Que debemos hacer para prevenirlas? ¿Cuál es el impacto? ¿Qué nos debe importar de su impacto?

56
Análisis de Modos de Fallas (AMFE)
Asociar las consecuencias de la falla a una adecuada intervención del mantenimiento Haga la siguiente pregunta ¿Qué Acción? ¿Qué acción especifica podría prevenir la falla? ¿Qué deberá hacerse si no se localiza una acción especifica? ¿Cómo podemos evitar que esto siga sucediendo? ¿Cómo podemos eliminar el problema que causa la falla? El Plan de mantenimiento Resumen de las tareas de mantenimiento Intervalos iniciales de las tareas ¿Quién hace cada tarea?

57
SISTEMAS Y METODOS DE LUBRICACIÓN

58
Una mayor productividad de los equipos se logra si se reduce al máximo la fricción de sus diferentes mecanismos. Hoy en día, la lubricación no se considera una ciencia aislada, sino que esta íntimamente relacionada “con la fricción, con el desgaste, con los materiales empleados en la fabricación de los equipos, con su diseño, con su operación y con la calidad de su mantenimiento”: Todo esto se resume en lo que se conoce como “tribología” , ciencia relacionada con la fricción y a todos los fenómenos que limitan la vida de los equipos.

59
MONITOTOREO TRIBOLOGICO
“La vida útil de un equipo solo se puede lograr si este se involucra dentro de un sistema tribologico, donde los protagonistas principales son el fabricante del equipo y el usuario.”

60
MONITOTOREO TRIBOLOGICO
El fabricante debe haber construido el equipo de acuerdo con un diseño óptimo y con materiales que garanticen un desgaste mínimo. El usuario debe optimizar al máximo la calidad del mantenimiento, garantizar una operación normal del equipo, para lo cual se necesita implementar un control de calidad a todos los repuestos y partes que se adquieran y debe convertir la lubricación en el programa bandera del mantenimiento.

61
MONITOTOREO TRIBOLOGICO
“Se puede decir que se tiene implementado un sistema tribologico en las empresas cuando a lo menos el 90 % de los equipos alcanzan su vida de diseño.”

62
MONITOREO TRIBOLOGICO
TRIBOLOGÍA: La tribología es la ciencia que estudia la Fricción y la Lubricación en relación con los fenómenos de Desgaste. La tribología relaciona la Lubricación con los problemas de mantención de máquinas, almacenamiento y aplicación de lubricantes minimización de las pérdidas de energía por fricción y protección del medio ambiente. El objetivo principal de la tribología, es contribuir a reducir la fricción, mantener una alta disponibilidad de las instalaciones productivas, a bajo costo, con seguridad y respetando el medio ambiente y los ecosistemas.

63
MONITOTOREO TRIBOLOGICO
Todo esto se resume en lo que se conoce como tribología, ciencia relacionada en principio solo con la fricción. (Tribos = Fricción, logos = Tratado) y en la actualidad extendida a todos los fenómenos que limitan la vida de los equipos.
 y en la actualidad extendida a todos los fenómenos que limitan la vida de los equipos.")
64
TRIBOLOGÍA APLICADA Como factor fundamental en el diseño de maquinaria y en la formulación de lubricantes, la tribología debería ser aplicada lógicamente también al mantenimiento. Proporciona una perspectiva de la causa y efecto de la integridad mecánica no disponible mediante el análisis de aceites. Orienta el mantenimiento hacia el control y manejo de los factores causales de fricción y desgaste en lugar de la reparación de sus efectos.

65
Tres generaciones de los lubricantes
Primera generación: Lubricación química Mejora la superficie de modo reactivo Los aceites convencionales con aditivo EP (azufre y fósforo) forman una capa de sales metálicas sobre la superficie y, en presencia de presión, se produce una reacción química que evita agarrotamiento de las superficies por corrosión química. La película construida se renueva constantemente pero, causa desgaste continuo e incontrolado además oxidación del lubricante mismo.
 forman una capa de sales metálicas sobre la superficie y, en presencia de presión, se produce una reacción química que evita agarrotamiento de las superficies por corrosión química. La película construida se renueva constantemente pero, causa desgaste continuo e incontrolado además oxidación del lubricante mismo.")
66
Tres generaciones de los lubricantes
Segunda generación Lubricación por partículas sólidas (lubricación límite) Mejora de la superficie de un modo pasivo Lubricante conteniendo grafito, bisúlfuro de molibdeno (MoS2) u otras partículas sólidas, solas o en combinación bajo cargas, forman una capa protectora con un bajo coeficiente de fricción. Las rugosidades del metal son rellenadas parcialmente para aumentar la superficie de apoyo. Pero aún quedan crestas sin protección. El material es muy resistente a las cargas pero, no puede filtrarse ni centrifugarse y siempre hay riesgo de sedimentación por peso especifico
 Mejora de la superficie de un modo pasivo. Lubricante conteniendo grafito, bisúlfuro de molibdeno (MoS2) u otras partículas sólidas, solas o en combinación bajo cargas, forman una capa protectora con un bajo coeficiente de fricción. Las rugosidades del metal son rellenadas parcialmente para aumentar la superficie de apoyo. Pero aún quedan crestas sin protección. El material es muy resistente a las cargas pero, no puede filtrarse ni centrifugarse y siempre hay riesgo de sedimentación por peso especifico.")
67
Tres generaciones de los lubricantes
Tercera generación Lubricación por deformación plástica Se desarrolló una nueva tecnología, cuyo efecto no es ni abrasivo ni de relleno. En los puntos sujetos a elevadas presiones y concentración de energía, aditivos órgano metálicos que actúan sinérgicamente, sé difusan dentro de las asperezas. Esto permite la modificación de la estructura de los metales (vía condición eutectica baja el punto de fusión de los mismos) que fluyen plásticamente bajo la presión existente, concluyendo en un suavizamiento de las superficies portantes.
 que fluyen plásticamente bajo la presión existente, concluyendo en un suavizamiento de las superficies portantes.")
68
Situación actual de los lubricantes
La situación actual: Los aceites usualmente aplicados en estas condiciones no cumplen con los requerimientos del equipo, debido a que su funcionamiento (el de los lubricantes EP con Azufre y Fósforo como aditivos) es por corrosión química de las crestas en choque, es decir, aumentan la superficie de contacto a través de un sacrificio de material, continuo e incontrolado, por lo tanto, por un lado estamos mejorando el deslizamiento y por otro, aceleramos el proceso de desgaste y acortamos la vida útil de los elementos.
 es por corrosión química de las crestas en choque, es decir, aumentan la superficie de contacto a través de un sacrificio de material, continuo e incontrolado, por lo tanto, por un lado estamos mejorando el deslizamiento y por otro, aceleramos el proceso de desgaste y acortamos la vida útil de los elementos.")
69
Situación actual de los lubricantes
Debido a esto es normal que encontremos en análisis espectrométricos, una elevada cantidad de metales, (producidos por corrosión química) quedando estos en suspensión en el aceite tornándolo perjudicial para una buena lubricidad. Esto significa que cuando más severa sea la condición de trabajo, mayor, y más rápido sucede el desgaste, acortando los periodos de recambio del aceite y la intervención del equipo.
 quedando estos en suspensión en el aceite tornándolo perjudicial para una buena lubricidad. Esto significa que cuando más severa sea la condición de trabajo, mayor, y más rápido sucede el desgaste, acortando los periodos de recambio del aceite y la intervención del equipo.")
70
ACEITES LUBRICANTES Es toda sustancia liquida de origen animal, vegetal, mineral o sintética que permite separar dos superficies en movimiento relativo, reduciendo el desgaste, refrigerándolas evacuando contaminantes y protegiéndolas del medio circundante.

71
Aceites Orgánicos Son del tipo animal y vegetal.
Se descomponen con facilidad con calor y bajas temperaturas se oxidan, formando gomas,. La mayoría de estos aceites se emplean como aditivos de los aceites minerales, para darles propiedades de untuosidad, El extremo oleoso presenta igual esta característica, lo cual permite formular los aceites compound (compuestos), que presentan buenas propiedades de Extrema Presión (EP) a temperaturas por debajo del 50 ºC y una lubricación adicional o de emergencia en caso de suministro inadecuado de lubricante.
, que presentan buenas propiedades de Extrema Presión (EP) a temperaturas por debajo del 50 ºC y una lubricación adicional o de emergencia en caso de suministro inadecuado de lubricante.")
72
Aceites minerales Son derivados del petróleo, constituidos por una estructura de moléculas complejas que contienen entre 20 y 70 átomos de carbono por molécula. Un aceite lubricante esta constituido por una base lubricante y un paquete de aditivos químicos le confiere nuevas propiedades y le mejora otras que ya tenga. Con relativa frecuencia, los fabricantes de equipos utilizan el término aceite mineral como un lubricante sin aditivos.

73
Fabricación de los aceites lubricantes
Comprende: Mezcla de bases lubricantes del mismo tipo (dos máximos) para obtener las viscosidades y calidades requeridas. Aditivación, según las necesidades de aplicación y servicio.
 para obtener las viscosidades y calidades requeridas. Aditivación, según las necesidades de aplicación y servicio.")
74
Bases Lubricantes Son las que determinan la mayor parte de las características del aceite, tales como: viscosidad, índice de viscosidad, resistencia a la oxidación, punto de inflamación y de fluidez, etc. De acuerdo con el tipo de crudo, la base lubricante puede ser: parafínica, nafténica o aromática.

75
Bases Parafínicas Contienen porcentajes de hidrocarburos parafínicos del 75% o mayores. son relativamente estables a altas temperaturas, pero por el alto contenido de parafina que poseen, no funcionan satisfactoriamente a bajas temperaturas.

76
Sus características más importantes son:
Alto índice de viscosidad (IV). Baja oxidación. Baja volatilidad Bajo poder disolvente Forma carbones duros cuando se descompone. Alto punto de congelación
. Baja oxidación. Baja volatilidad. Bajo poder disolvente. Forma carbones duros cuando se descompone. Alto punto de congelación.")
77
Bases Nafténicas. Contienen porcentajes de hidrocarburos nafténicos del 70% o mayores. Se caracterizan por la formula CnH2n y frecuentemente poseen una elevada proporción de asfalto. A altas temperaturas son menos estables que las parafinas, contienen una mínima cantidad de parafina; por lo tanto, no forman ceras a bajas temperaturas y permanecen en estado líquido. Las moléculas forman ciclos de cinco y de seis átomos.

78
Sus características más importantes son:
Bajo índice de viscosidad (IV). Alto poder disolvente natural. Contiene un elevado porcentaje de compuestos aromáticos, lo cual permite que puedan disolver ciertos tipos de cauchos. Reducida tendencia a la formación de carbón. Cuando se queman, el carbón residual es blando y escaso. Bajo punto de fluidez. Como prácticamente carecen de ceras, las hace particularmente indicadas para condiciones de bajas temperaturas. Alta volatilidad.
. Alto poder disolvente natural. Contiene un elevado porcentaje de compuestos aromáticos, lo cual permite que puedan disolver ciertos tipos de cauchos. Reducida tendencia a la formación de carbón. Cuando se queman, el carbón residual es blando y escaso. Bajo punto de fluidez. Como prácticamente carecen de ceras, las hace particularmente indicadas para condiciones de bajas temperaturas. Alta volatilidad.")
79
Bases Aromáticas Estas bases no se utilizan en la fabricación de aceites lubricantes, debido a que no presentan prácticamente ninguna característica que amerite su implementación. Su viscosidad disminuye rápidamente con la temperatura y presentan tendencia con la formación de gomas a altas temperaturas. Su estructura molecular esta constituida por ciclos de doble ligadura, parecidas a las del benceno.

80
Bases Aromáticas Sus características mas importantes son:
Índice de viscosidad muy bajo. Alta volatilidad Se oxidan fácilmente Tendencia formar gomas y resinas Se emulsionan fácilmente con agua.

81
Propiedades físicas del aceite básico
Por qué es tan importante Como se determina Número ASTM Viscosidad Define el grado viscosidad del aceite básico Viscosímetro de flujo capilar por gravedad D-445 Índice de viscosidad Define la relación entre la temperatura y la viscosidad Variación de la viscosidad entre 40 ºC y 100 ºC indexada D-2270 Densidad Define la densidad de un aceite con respecto al agua Hidrómetria D-1298 Punto de inflamación Define la propiedad de inflamación y volatilidad a alta temperatura Temperatura a la que se inflama la superficie D-92/D-93 Punto de congelamiento Define el comportamiento de un aceite a bajas temperaturas Flujo por gravedad en un recipiente de prueba, temperatura a la que se alcanza una viscosidad de cSt D-97/IP15 .

82
Propiedades del aceite mineral
Tipo Parafínicos Naftenicos Petróleo crudo Continente medio Mar del norte Medio oriente América del sur Regiones costeras de EEUA % Parafínicos 15 – 25 % Naftenicos 65 – 75 % Ceras 1 - 10 Trazas Índice de viscosidad 30 – 70 Punto de congelación Congelación por ceras Menor congelación por visc. Punto de inflamación Mayor que el Naftenicos Menor que el Parafínicos Solvencia de los aditivos Pobre a regular Buena Aplicaciones Aceite de motor Fluidos hidráulicos Aceite de turbina Aceite de engranajes Aceite de rodamientos Aceites refrigerantes Aceites de compresores .

83
Aceites básicos hidro - refinados
Nuevo proceso de refinación que elimina completamente los componentes indeseados del hidrocarburo (nitrógeno, oxígeno, azufre y metales pesados). Produce lubricantes básicos 99,999 % puros (Los refinados por solventes logran un 95 % máximo, según el proceso).
. Produce lubricantes básicos 99,999 % puros (Los refinados por solventes logran un 95 % máximo, según el proceso).")
84
Aceites básicos hidro - refinados
Los lubricantes básicos resultantes del proceso son transparentes debido a la ausencia de contaminantes. Este proceso permite refinar cualquier tipo de crudo (petróleo), sin importar su contenido de azufre o saturados. La refinación por solvente requiere de cierta calidad de petróleo para poder producir lubricantes de buena calidad, en forma económica.
, sin importar su contenido de azufre o saturados. La refinación por solvente requiere de cierta calidad de petróleo para poder producir lubricantes de buena calidad, en forma económica.")
85
Aceites hidráulicos hidro - refinados
Prueba Básico refinado por solvente Básico hidro refinado Saturados 85 – 90 % > 99 % Aromáticos 9 – 15 % < 1 % Polares 0 – 1 % 0,0 % Azufre 0,05 – 0,11 % 0,001 % Nitrógeno 10 – 20 ppm < 2 ppm Color D 1500 0,5 – 1,0 < 0,5 Se considera que en el año 2005 el 80 % de los lubricantes serán elaborados con este tipo de básicos

86
Aceites básicos hidro - refinados
Principales beneficios: Desempeño muy similar al de los sintéticos. Extraordinaria estabilidad a la oxidación. Mejor estabilidad de la viscosidad. Mejor arranque a bajas temperaturas. Menor formación de carbón o depósitos. Menor volatilidad. Posibilidad de prolongar el tiempo de cambio. Posible ahorro de combustible y energía. Mejor respuesta a los aditivos (que los sintéticos) = Aceite mejor formulado y balanceado. No dependen de la disponibilidad de crudos.
 = Aceite mejor formulado y balanceado. No dependen de la disponibilidad de crudos.")
87
Moléculas diseñadas científicamente.
Los lubricantes sintéticos son fluidos hechos por el hombre como plásticos líquidos Moléculas diseñadas científicamente. Las moléculas tienen una estructura idéntica. Las propiedades del fluido son muy predecibles. Hechos por polimerización. Las moléculas pequeñas, se combinan químicamente Para formar moléculas más largas (síntesis)
")
88
Comparación molecular de los aceites sintéticos
Mineral Propiedades Sintético Millones de combinaciones Varia considerablemente Contiene aromáticos, nitrógeno, azufre, ceras Estructura Molecular Repetición de moléculas Constante Muy bueno Tamaño de la Molécula (peso) Pureza
 Pureza.")
89
Como se comparan las propiedades de un aceite sintético
Viscosd. Densidad IV Punto de Punto de a 40 °C inflamac. Congelac. Sintético: Polialfaolefinas (PAO) , °C °C Ester dibasico ácido , , Poliol éster , , Poliglicol , Ester fosforado , , Mas Mayor Mayor Menor Mineral: pesado A , , °C °C B , C ,
 , °C -79 °C. Ester dibasico ácido 19,6 0, Poliol éster 15,0 0, Poliglicol 50 1, Ester fosforado 6,7 1, Mas Mayor Mayor Menor. Mineral: pesado. A 7,8 0, °C -15 °C. B 19 0, C 30 0,")
90
Propiedades de los lubricantes sintéticos
Propiedades Su significado Mayor punto de inflamación Mejor resistencia al fuego y estabilidad térmica Menor punto de congelación Mejor bombeabilidad y lubricación a bajas temperaturas Resistencia al fuego Buenos para operaciones hidráulicas de alto riesgo Estabilidad a la oxidación Extensión de los intervalos de cambio, resiste condiciones severas Alto índice de viscosidad Funciona como un aceite multigrado Menor fricción Reducción en los costos de consumo de energía Detergen cía natural Ayuda a mantener las superficies libres de depósitos Mayor resistencia al corte No hay pérdidas de la viscosidad como en los aceites multigrado minerales Alto costo Un aceite sintético puede costar de 4 a 15 veces mas que el mineral Toxicidad Los ésteres fosfatados pueden ser un riesgo toxico Disposición peligrosa Los ésteres fosfatados son mas caros de disponer Compatibilidad con sellos Algunos sellos pueden encogerse o alargarse con los aceite sintéticos Estabilidad hidrolitica Los aceites de base éster se pueden degradar en presencia del agua Incompatibilidad Algunos no se pueden mezclar con otros fluidos (incompatibles) Posibles Ventajas Posibles Desventajas
 Posibles Ventajas. Posibles Desventajas.")
91
Cuadro comparativo de sintéticos
E : Excepcional AA : Arriba del promedio A : Promedio BA : Abajo del promedio VL : Muy alto L : Bajo M : Medio H : Alto VH : Muy alto ND : No disponible Cuadro comparativo de sintéticos Aceites Minerales Dialquil bencenos Aromáticos alquilados Hidrocarburos sintéticos Hidrocarburos clorados Silicatos de éster Esteres fosfatados Poliglicoles Poliolesteres Diesteres Perfluoropolieteres Siliconas Polialfaolefinas Costos L ND H VH M Compatibilidad con sellos A AA BA Comp. Con aceites mineral -- E Estabilidad a la corrosión Estabilidad a la oxidación Rango de viscosidad Punto de inflamación Punto de congelación VL Rango de temperatura

92
Asociación de Ingenieros Automotrices
RELACIÓN ENTRE LAS ASOCIACIONES TÉCNICAS DE LA INDUSTRIA EN EL DESARROLLO DE NUEVAS ESPECIFICACIONES DE CALIDAD PARA LUBRICANTES SAE Asociación de Ingenieros Automotrices Define la Necesidad ASTM Sociedad Americana de Pruebas y Materiales Define los Métodos de Prueba y Objetivos de calidad API Instituto Americano del Petróleo Desarrolla el Lenguaje al Consumidor

93
DEGRADACIÓN DE SUPERFICIE
PÉRDIDAS DE UTILIDAD PÉRDIDAS DE UTILIDAD ABSOLESCENCIA ( 15 % ) DEGRADACIÓN DE SUPERFICIE ( 70 % ) ACCIDENTES ( 15 % ) CORROSIÓN ( 20 % ) DESGASTE MECÁNICO ( 50 %) ABRASIÓN FATIGA ADHESIÓN
 DEGRADACIÓN DE SUPERFICIE. ( 70 % ) ACCIDENTES. ( 15 % ) CORROSIÓN. ( 20 % ) DESGASTE MECÁNICO. ( 50 %) ABRASIÓN. FATIGA. ADHESIÓN.")
94
Lo que el análisis del aceite esta diciendo:
Detección de la causa raíz: Cuando algo esta ocurriendo y puede llevar a condiciones de causa de falla. Detección del inicio de la falla: Cuando existe una falla en la etapa temprana, que de otra manera pasaría desapercibida.

95
Lo que el análisis del aceite esta diciendo:
Diagnostico del problema: ¿cuál es la naturaleza del problema que se ha estado observando?. ¿De donde proviene?. ¿Cuan tan severo es?. ¿Puede arreglarse?. Progreso de la falla: La máquina está prácticamente descompuesta y requiere ser reparada o reemplazada. Autopsia (después de la falla): ¿Qué ocasionó la falla de la máquina?. ¿Podría haber sido evitada?
: ¿Qué ocasionó la falla de la máquina . ¿Podría haber sido evitada")
96
Lo que usted monitorea:
Detección de la causa raíz: Partículas, agua, viscosidad, temperatura, aditivos, oxidación, TAN, TBN, hollín, glicol, etc. Detección del inicio de la falla: Densidad de desgaste, conteo de partículas, agua, análisis de elementos, viscosidad, ferrografía analítica.

97
Lo que usted monitorea:
Diagnostico del problema: Análisis de partículas, análisis de elementos, agua, conteo de partículas, temperatura, viscosidad, ferrografía analítica, análisis de vibraciones. Progreso de la falla: Análisis de elementos, ferrografía analítica, análisis de vibraciones, temperatura. Autopsia (después de la falla): Ferrografía analítica, densidad ferrosa, análisis de elementos.
: Ferrografía analítica, densidad ferrosa, análisis de elementos.")
98
FUNCIONES DEL ACEITE LUBRICANTE
Controlar la fricción Separar las superficies en movimiento Controlar el desgaste Reducir el desgaste abrasivo Controlar la corrosión Proteger la superficie de las sustancias corrosivas Controlar la temperatura Absorbe y transfiere calor Controlar la contaminación Transporta partículas y otros contaminantes a los filtros y separadores Transmitir potencia En circuitos hidráulicos, transmite fuerza y movimiento

99
FUNCIONES COMUNES A TODOS LOS LUBRICANTES
DEBEN NO DEBEN ENFRIAR EVAPORARSE LIMPIAR ATACAR SELLOS O FILTROS PROTEGER DE LA GENERAR ESPUMA CORROSIÓN SELLAR RETENER HUMEDAD DETENER LA HERRUMBRE CAMBIAR SU VISCOSIDAD REDUCIR EL DESGASTE

100
Cómo se puede reducir la fricción y el desgaste
Alisando o puliendo las superficies. Substituyendo el deslizamiento por rodamiento Mediante un lubricante

101
Tipos de deslizamiento
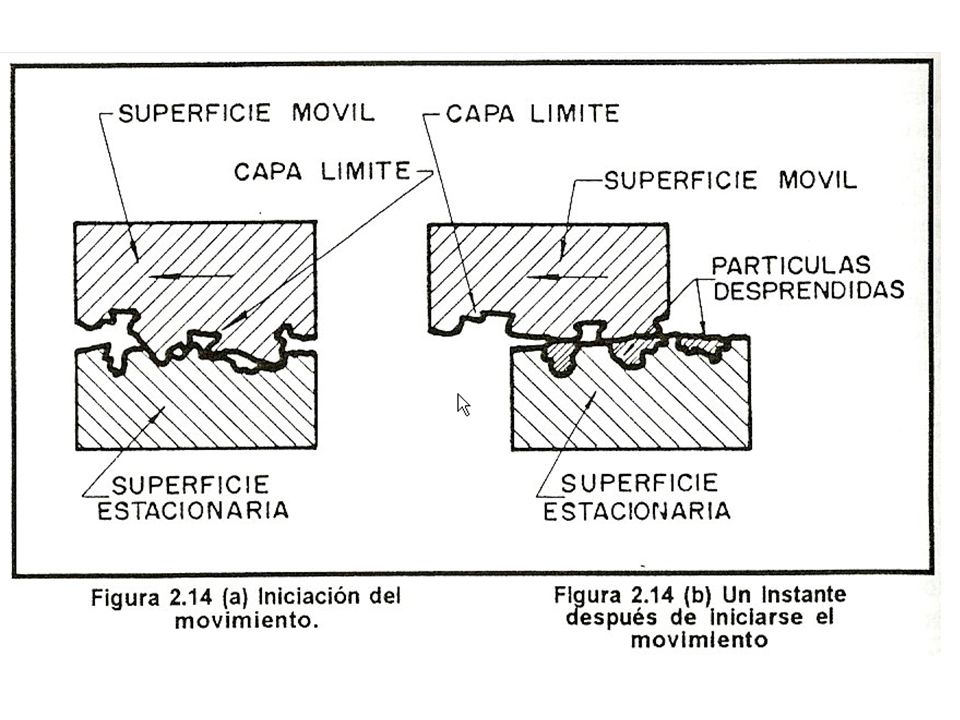
Deslizamiento en seco: Aún las superficies que parecen más tersas y pulidas, cuando se miran a través de un microscopio se notan que están formadas por pequeñísimos picos y grietas que interfieren entre si cuando se deslizan una contra otra, ofreciendo una gran resistencia al movimiento y ocasionalmente un considerable desgaste

102
Tipos de deslizamiento
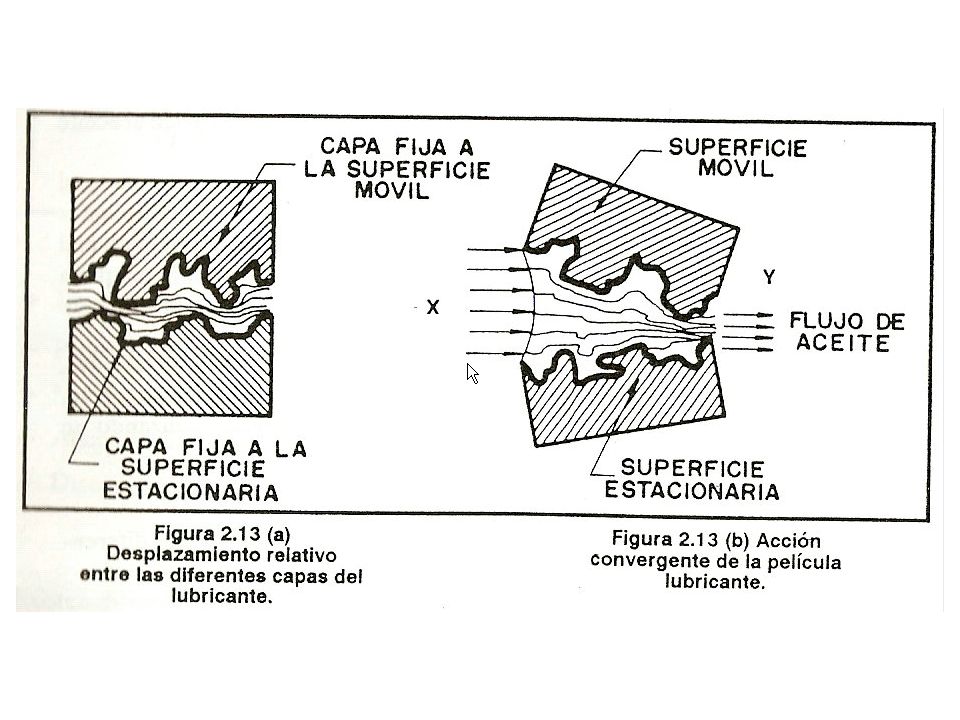
Deslizamiento con lubricante: Pero si las superficies están separadas por una película de aceite, los picos y crestas no se tocan entre si y se evita en gran parte la fricción y el desgaste. Sin embargo siempre existe cierta fricción ocasionada por la resistencia del mismo fluido a ser cortado y que llamamos fricción fluida

103
Tipos de deslizamiento
Rodamiento: Cuando una esfera rueda por una superficie, tanto la esfera como la superficie se deforman y ofrecen una superficie de contacto sumamente reducida pero un tanto mayor cuando así lo sea la carga que actúa sobre la esfera, por lo que la resistencia al movimiento, o sea el rozamiento, se ve afectado y así bajo ciertas condiciones, si no existe lubricación ocurrirá un desgaste apreciable

104
En general existen dos tipos de películas
Película fluida: Son aquellas formadas por una alimentación de lubricante suficiente para mantener las superficies separadas una de otra y evitar contacto metálico. Película delgada: Como su nombre lo indica, es una película sumamente delgada que se forma sobre las superficies que se están lubricando. Estas películas pueden estar formadas por aceite, grasas o algún lubricante sólido como el grafito o bisulfuro de molibdeno. Se utilizan en aquellas partes en donde por razones de diseño o alguna otra causa no es posible administrar una película fluida. En estos casos siempre ocurre algo de contacto metálico

105
Factores que afectan la selección del lubricante
Velocidad: La velocidad tiende a producir una cuña de aceite que protege los mecanismos, siempre que la velocidad relativa de las superficies en movimiento sea elevada, habrá una mayor facilidad para formarse la cuña de aceite y por lo tanto, un aceite ligero será suficiente, además que habrá menor fricción fluida y menor perdida de potencia. Cuando la velocidad es muy baja, la deficiencia en la formación de la cuña de aceite deberá ser suplida mediante un aceite muy viscoso si bien no alcanza a formar cuña de aceite, su misma viscosidad presenta dificultad a ser exprimido y protegerá las superficies.

106
Factores que afectan la selección del lubricante

107
Factores que afectan la selección del lubricante
Carga: Resulta lógico que cuando existe una carga pesada que tiende a juntar dos superficies en movimiento, una mayor viscosidad del lubricante soportara mejor la acción de exprimido que esa carga pesada ejerce. Por el contrario, si lleva una carga pequeña en un elemento pequeño será indispensable un aceite de baja viscosidad para permitir el libre movimiento de las partes y menor pérdida de potencia por fricción fluida.

108
Factores que afectan la selección del lubricante
Temperatura: La temperatura influye directamente modificando la viscosidad de los aceites. Todo lubricante al ser calentado sufre un adelgazamiento

109
REGLA PRACTICA PARA LA SELECCIÓN APROXIMADA DE LA VISCOSIDAD DE UN ACEITE
FACTORES VISCOSIDAD BAJA MEDIA ALTA VELOCIDAD CARGA TEMPERATURA NORMAL

110
Clasificación de la viscosidad en función del grado ISO:
REGLA PRACTICA PARA LA SELECCIÓN APROXIMADA DE LA VISCOSIDAD DE UN ACEITE Clasificación de la viscosidad en función del grado ISO: Baja : ISO 32 – 68 Media : ISO 100 – 220 Alta : ISO

111
Clasificación de la velocidad: Baja : 0 – 450 r.p.m.
REGLA PRACTICA PARA LA SELECCIÓN APROXIMADA DE LA VISCOSIDAD DE UN ACEITE Clasificación de la velocidad: Baja : 0 – r.p.m. Media : 540 – r.p.m. Alta : Por encima de 900 r.p.m.

112
Clasificación de la temperatura de operación:
REGLA PRACTICA PARA LA SELECCIÓN APROXIMADA DE LA VISCOSIDAD DE UN ACEITE Clasificación de la temperatura de operación: Normal : 10 ºC – 35 ºC Media : 35 ºC – 59 ºC Alta : por encima de 59 ºC

113
NORMAS DE CLASIFICACIÓN

114
Clasificación de viscosidad “SAE” para aceites de motor
Grado de viscosidad “SAE” Viscosidad (1) Temperatura ºC máxima Temperatura (2) (Cp) ºC límite de bombeo máximo Viscosidad (3) mínima 100 ºC máxima 0W 30 -35 3,8 5W 30 -30 10W -25 4,1 15W -20 5,6 20W 30 -15 25W 30 -10 9,3 20 < 9,3 30 < 12,5 40 12,5 < 16,3 50 16,3 < 21,9 60 21,9 < 36,1
 Temperatura ºC máxima. Temperatura (2) (Cp) ºC límite de bombeo máximo. Viscosidad (3) mínima. 100 ºC máxima. 0W , W W ,1. 15W ,6. 20W W , < 9, < 12, ,5. < 16, ,3. < 21, ,9. < 36,1.")
115
Clasificación de viscosidad “SAE” para aceites de motor
Grado SAE Temperatura máx. Para viscosidad de (Cp) Viscosidad a 100 ºC en cSt Mínimo Máximo 75 W - 40 ºC 4,1 80 W - 26 ºC 7,0 85 W - 12 ºC 11,0 90 13,5 24,0 140 41,0 250
 Viscosidad a 100 ºC en cSt. Mínimo. Máximo. 75 W ºC. 4, W ºC. 7,0. 85 W ºC. 11, ,5. 24, ,")
116
EJEMPLOS: Aceite A : 10,3 cSt a 100 ºC SAE 30
Cp a (-18 ºC) No tiene a -18 ºC Aceite B: 5,4 cSt a 100 ºC No es aceite para climas tropicales 8.300 Cp a (-18 ºC) SAE 20W Aceite C 10,3 cSt a 100 ºC SAE 30 8.000 Cp a (-18 ºC) SAE 20W Para transmisiones: Los aceites SAE 75W y SAE 80W trabajan a bajas temperaturas; Los aceites SAE 140 y SAE 250 son aceites especiales para servicios pesados.
 No tiene a -18 ºC. Aceite B: 5,4 cSt a 100 ºC No es aceite para climas tropicales Cp a (-18 ºC) SAE 20W. Aceite C. 10,3 cSt a 100 ºC SAE Cp a (-18 ºC) SAE 20W. Para transmisiones: Los aceites SAE 75W y SAE 80W trabajan a bajas temperaturas; Los aceites SAE 140 y SAE 250 son aceites especiales para servicios pesados.")
117
CLASIFICACIÓN DE LOS ACEITES DE MOTOR
. SAE 20W20 SAE 40 SAE 10 W SAE 30 -20 -10 O +10 +20 +30 O°C O°F -4 5 14 23 32 41 50 59 68 77 86 SAE 10W30 SAE 15W30 SAE 15W40

118
INDICE DE VISCOSIDAD. METODO ASTM D-2270
El índice de viscosidad (IV) de un aceite es un número empírico y se evalúa solamente para aceites nuevos; en aceites usados puede dar un valor incorrecto de la estabilidad del aceite. Sin embargo si se analiza, un incremento o una disminución pueden indicar contaminación con otro producto. Si disminuye, puede ser un indicio de la baja resistencia a la cizalladura de los aditivos mejoradores de IV. Esto es común que se presente en ciertos aceites para transmisiones automáticas y en aceites automotores, principalmente multígrados. En unos pocos casos, la oxidación causa un incremento en el IV del aceite usado.
 de un aceite es un número empírico y se evalúa solamente para aceites nuevos; en aceites usados puede dar un valor incorrecto de la estabilidad del aceite. Sin embargo si se analiza, un incremento o una disminución pueden indicar contaminación con otro producto. Si disminuye, puede ser un indicio de la baja resistencia a la cizalladura de los aditivos mejoradores de IV. Esto es común que se presente en ciertos aceites para transmisiones automáticas y en aceites automotores, principalmente multígrados. En unos pocos casos, la oxidación causa un incremento en el IV del aceite usado.")
119
¿Qué es la Contaminación?
Cualquier material extraño al fluido o componente, dañino para su rendimiento

120
La causa de la falla individual más importante:
Contaminación Daño causado a: Contaminante Maquina Aceite Partícula Desgaste abrasivo Fatiga de la superficie Fricción por partículas de aditivos Oxidación catalítica Agua Herrumbre Perdida de la resistencia de película Lavado de los aditivos Aireación Cavitación Formación de barniz Oxidación Falla térmica Espuma Calor Baja viscosidad

121
Contaminación – Segunda categoría de análisis de aceite
El análisis de contaminación de fluido apunta a la principal causa de desgaste y falla del lubricante, y constituye la estrategia central de un programa de mantenimiento Proactivo: Sólidos (partículas) Humedad (agua) Aire Radiación Calor Anticongelante Combustible
 Humedad (agua) Aire. Radiación. Calor. Anticongelante. Combustible.")
122
Cambios en la química del aceite
Contaminante Cambios en la química del aceite Cambio en las propiedades físicas del aceite Químicamente atacan las superficies de la maquinaria Mecánicamente destruyen la superficie de la maquinaria Sólidos Oxidación Agotamiento de aditivos Efecto de la viscosidad Barniz adherente Abrasión Fatiga de la superficie Agua Destrucción acida Herrumbre Cavitación Rayado Combustible Aromáticos Bajo punto de inflamación Baja viscosidad Incremento de presión de vapor Acido sulfúrico Pérdida de la resistencia de película Anticongelante Glicol Lodos Incremento de la viscosidad Herrumbre y corrosión Perdida de la resistencia de película Aire Incremento de la acidez Calor Degradación térmica Barniz Acidez

123
Cadena de Falla

124
ASPECTOS BÁSICOS SOBRE LA CONTAMINACIÓN.
La contaminación es la causa de la mayoría de las fallas debido al lubricante: La experiencia de los diseñadores y usuarios de sistemas de aceite lubricante e hidráulico ha demostrado que más del 75 % de las fallas en los sistemas son el resultado directo de la contaminación.

125
Tipos de Contaminación
1.- Partículas de: Cieno (0 – 5 um) Virutas (5 um+) Cieno 2. Agua (Libre y Disuelta) 3. Aire
 Virutas (5 um+) Cieno. 2. Agua. (Libre y Disuelta) 3. Aire.")
126
TIPOS Y FUENTES DE LA CONTAMINACIÓN
Contaminación por Partículas: Tipos: La contaminación por partículas se clasifica, generalmente, en “cieno” y “virutas. El cieno se puede definir como la acumulación de partículas de menos de 5 micrones a lo largo del tiempo. Este tipo de contaminación también produce fallas del sistema con el tiempo.

127
TIPOS Y FUENTES DE LA CONTAMINACIÓN
Las virutas, por su parte, son partículas de 5 micrones (+) que pueden producir una falla catastrófica inmediata. Ambos se pueden clasificar, a su vez, en:
 que pueden producir una falla catastrófica inmediata. Ambos se pueden clasificar, a su vez, en:")
129
Contaminación por partículas: Causa y Efecto del desgaste
(Producción de partículas) Abrasión Cavitación Adhesión Corrosión Desalineación Aceite incorrecto Causa (Inducción de falla) Abrasión Erosión Sedimentación Fatiga de la superficie Dentado Proactivo Predictivo “La confiabilidad y la mantención son una función del control de la contaminación, y el control de la contaminación conduce a una vida mas larga” “General Electric” “La contaminación es la causa simple mas importante del mal funcionamiento del lubricante y un subsecuente desgaste excesivo de las partes” “Mobil Oil”
 Abrasión. Cavitación. Adhesión. Corrosión. Desalineación. Aceite incorrecto. Causa. (Inducción de falla) Abrasión. Erosión. Sedimentación. Fatiga de la superficie. Dentado. Proactivo. Predictivo. La confiabilidad y la mantención son una función del control de la contaminación, y el control de la contaminación conduce a una vida mas larga General Electric La contaminación es la causa simple mas importante del mal funcionamiento del lubricante y un subsecuente desgaste excesivo de las partes Mobil Oil")
130
El Agua como Contaminante: El azote de los aceites lubricantes

131
El agua es el segundo contaminante mas destructivo
Las mejores Practicas: Restringir su ingreso Reconocer su presencia Analizar su estado y concentración Eliminarla “Frecuentemente el agua es ignorada como una causa primaria de falla”

132
Problema relacionado con el agua
Contaminación por agua – Efecto en la maquinaria Problema relacionado con el agua Qué está pasando El agua en el aceite da a los ácidos un gran potencial destructivo Corrosión El agua en los contactos elasto – hidrodinamicos (Ejemplo: rodamientos) hace que la película falle Perdida de resistencia de película La vaporización flash del agua en los contactos hidrodinamicos causa falla de rodamientos Cavitación El agua es la causa principal de la cavitación de bombas hidráulicas (cavitación vaporosa) Atascamiento y taponado de filtro El agua causa una filtración pobre y el atascamiento de válvulas
 hace que la película falle. Perdida de resistencia de película. La vaporización flash del agua en los contactos hidrodinamicos causa falla de rodamientos. Cavitación. El agua es la causa principal de la cavitación de bombas hidráulicas (cavitación vaporosa) Atascamiento y taponado de filtro. El agua causa una filtración pobre y el atascamiento de válvulas.")
133
Problemas relacionados con la Contaminación por Agua
Corrosión de superficie de componentes Degradación del fluido, pérdida película Lubricante. Precipitación de aditivos Oxidación del aceite Incremento de la acidez (TAN). Cambio de la viscosidad Deterioro de las propiedades físico (oxido) químicas (PH) del fluido lubricante.
. Cambio de la viscosidad. Deterioro de las propiedades físico (oxido) químicas (PH) del fluido lubricante.")
134
Contaminación con agua: Origen del desgaste acelerado de la maquinaria
Rodamientos de rodillo Los rodamientos pueden perder el 75 % de su vida antes de que el aceite esté nebuloso Bombas Hidráulicas 100 ppm. De agua v/s 500 ppm. De agua se traduce en mas de 100 veces de extensión de vida Cojinetes Sin agua v/s 1 %, de agua se traduce en mas de 10 veces la extensión de vida “La presencia del agua en los aceites lubricantes puede reducir la vida de los rodamientos a uno por ciento o menos, dependiendo de la cantidad presente” “SKF”

135
Contaminación por agua: Efecto en el aceite base
Problemas relacionados con el agua Qué está pasando El agua promueve cambios químicos y físicos en el aceite base: Formación de ácidos Espesamiento del aceite Barniz Lodo Hidrólisis y Oxidación El agua fomenta los problemas der Aireación: Espuma Entrada de aire Aireación El agua conduce a emulsiones estables, mayor viscosidad y propiedades no Newtonianas Efecto en la viscosidad Efectos dieléctricos El agua reduce las propiedades aislantes del aceite

136
Contaminación por agua: Efecto en los aditivos
Aditivo atacado Modo de ataque Resultado sedimentos (Floculación) Ácidos Mortalidad de aditivos Antioxidante (fenoles) Hidrólisis (reacción química con el agua) Inhibidores de oxidación Agentes demulsificantes Lavado por agua Lodos Sedimentos Mortalidad de aditivos Bacterias Pobre separación de agua/aceite Detergente y dispersante
 Ácidos. Mortalidad de aditivos. Antioxidante (fenoles) Hidrólisis (reacción química con el agua) Inhibidores de oxidación. Agentes demulsificantes. Lavado por agua. Lodos. Sedimentos. Mortalidad de aditivos. Bacterias. Pobre separación de agua/aceite. Detergente y dispersante.")
137
Contaminación por agua: Efecto en los aditivos
Modo de ataque Aditivo atacado Resultado Incremento de la constante dieléctrica (el aceite se convierte en un conductor eléctrico) Perdida de desempeño del aditivo Borato EP Hidrolisis Sulfuro de hidrogeno Ácido sulfúrico ZDDP
 Perdida de desempeño del aditivo. Borato EP. Hidrolisis. Sulfuro de hidrogeno Ácido sulfúrico. ZDDP.")
138
Aceite contaminado con agua: Estados de coexistencia
Disuelta (ppm) Emulsionada Libre Aceite hidráulico nuevo >1000 Aceite hidráulico envejecido >5000 Aceite nuevo R&O >500 Aceite envejecido R&O Aceite de motor nuevo Agua disuelta: Las moléculas de agua están dispersas una por una en todo el aceite. Como humedad. Agua emulsionada: Glóbulos microscópicos de agua están dispersos en una suspensión estable en el aceite. Como niebla. Agua libre: Cuando el agua se mezcla con el aceite, rápidamente se asienta en el fondo del tanque / deposito. Como lluvia R&O = aceite inhibido contra herrumbre y oxidación ISO 32
 Emulsionada. Libre. Aceite hidráulico nuevo >1000. Aceite hidráulico envejecido >5000. Aceite nuevo R&O >500. Aceite envejecido R&O Aceite de motor nuevo Agua disuelta: Las moléculas de agua están dispersas una por una en todo el aceite. Como humedad. Agua emulsionada: Glóbulos microscópicos de agua están dispersos en una suspensión estable en el aceite. Como niebla. Agua libre: Cuando el agua se mezcla con el aceite, rápidamente se asienta en el fondo del tanque / deposito. Como lluvia. R&O = aceite inhibido contra herrumbre y oxidación ISO 32.")
139
Típicos niveles de saturación de aceite
Para minimizar los efectos corrosivos del agua libre, mantener el aceite bajo el nivel de saturación de agua por cuanto sea posible. Típicos niveles de saturación de aceite Hidráulico : ppm ( %) Lubricación : ppm ( %) Transformadores : ppm (0.003%-0.005%)
 Lubricación : ppm ( %) Transformadores : ppm (0.003%-0.005%)")
140
Efectos del agua & Partículas (catalizadores) sobre la Oxidación del aceite
Vida Fluido N° Ácidos Partículas Agua Neutros (Horas) Ninguno No 0.17 3500+ Ninguno Si 0.90 3500+ Fierro No 0.65 3500+ Fierro Si 8.10 400 Cobre No 0.89 3000 Cobre Si 11.20 100
 Ninguno. No Ninguno. Si Fierro. No Fierro. Si Cobre. No Cobre. Si")
141
Contaminación y Descomposición del aceite
Número de Ácidos (TAN) Solo Agua Fierro & Agua Cobre & Agua Cobre Fierro Limpio & Seco Horas 12.0 10.0 1.0 0.8 0.6 0.4 1000 2000 3000 0.2 0.0
 Solo Agua. Fierro & Agua. Cobre & Agua. Cobre. Fierro. Limpio & Seco. Horas")
142
Efectos del agua sobre la vida en Fatiga de los Rodamientos
Lubricante : SAE 20 Concentración Relación de Agua de Vida 25 ppm 2.59 400 ppm 0.52 100 ppm 1.00 Reference: Timken Company

143
Métodos para remover Agua
Coalescencia Solo agua Libre, Lento, Simple Centrifugado Sólo Agua Libre, caro, alto mantenimiento Absorción Agua Libre y algo en disolución, simple, operación en línea. Deshidratación por Vacío Agua Libre y Disuelta, proceso de altos volúmenes, bajo costo mantención

144
Contaminación por agua:
El agua puede presentarse en estado libre o en disolución. El agua libre, o emulsionada, es la está por encima del punto de saturación de un fluido especifico. En este punto, el fluido ya no puede contener o disolver más agua. El agua libre, generalmente, se manifiesta como una decoloración “lechosa” del fluido.

145
Contaminación por agua:

146
Prevención: Por lo general, el exceso de agua puede eliminarse del sistema. Las mismas medidas preventivas que se toman para minimizar el ingreso de partículas contaminantes al sistema se pueden tomar para evitar la contaminación por agua. No obstante, una vez que se detecta la presencia de agua excesiva, se puede eliminar mediante uno de estos métodos:

147
Absorción: Esto se logra con elementos filtrantes diseñados expresamente para eliminar el agua libre. Por lo general, consisten en un material tipo laminante que transforma el agua libre en un gel que queda atrapado dentro del elemento. Estos elementos se colocan en las carcazas de filtros estándar y se utilizan para casos de poca cantidad de agua.

148
Centrifugación: Separa el agua del aceite por movimiento giratorio. Este método también es efectivo para eliminar agua libre, pero en casos de grandes cantidades.

149
Deshidratación al vació:
Separa el agua del aceite a través de un proceso de secado y vacío. Este método también se utiliza para grandes cantidades de agua, y es efectivo tanto para agua libre, como para agua en estado de disolución.

150
Contaminación por aire:
Tipos. El aire puede estar presente en un sistema líquido, ya sea en estado disuelto o arrastrado (no disuelto, o libre). El aire disuelto puede no ocasionar problemas, siempre que se mantenga en solución. Cuando un líquido contiene aire no disuelto, puede ocasionar problemas al pasar por el componente del sistema.
. El aire disuelto puede no ocasionar problemas, siempre que se mantenga en solución. Cuando un líquido contiene aire no disuelto, puede ocasionar problemas al pasar por el componente del sistema.")
151
Contaminación del aire: Estados de coexistencia
Riesgo para el aceite/Maquinaria DISUELTO: Niveles normales de 10 % para aceites minerales. No hay nebulosidad Altos niveles de aire disuelto del aceite a presión aceleran el agotamiento de los aditivos y la oxidación ATRAPADO: Burbujas de aire microscópicas inestable en el aceite. Hay nebulosidad Compresibilidad del aceite. Pobre transferencia de calor. Falla de la resistencia de película. Oxidación, Cavitación, Barniz LIBRE: Bolsas de aire atrapadas en zonas muertas, regiones altas y tuberías Compresibilidad hidráulica, corrosión, perdida de los controles del sistema. ESPUMA: Tanques altamente aireados y superficies de los contenedores (>30% de aire) Compresibilidad hidráulica, corrosión. Perdida de los controles del sistema
 Compresibilidad hidráulica, corrosión. Perdida de los controles del sistema.")
152
El aire es la principal fuente de oxigeno en la degradación oxidativa de un aceite
Bajo cualquier forma, el aire representa una fuente potencial de oxidación en los líquidos. Esto acelera la corrosión de las partes metálicas, en particular si también hay presencia de agua. También puede ocasionar la oxidación de los aditivos

153
Daños. Ambos procesos producen óxidos que promueven la formación de partículas, o forman un fango en el líquido. El desgaste y la interferencia aumentan si no se previene la formación, o eliminación, los restos de oxidación.

154
Contaminación por calor: El alto precio de la alta temperatura del aceite
Aceite que opera en caliente Ventajas: Buena separación del agua Menor tendencia a la espuma Menor tendencia a la aereación Mejor velocidad de sedimentación de particulas Vaporización del agua Vaporización del combustible Desventajas: Agotamiento de aditivos Oxidación Degradación termica Barniz - carbonización Temperatura actual del aceite Temperatura para duplicar la vida del aceite 149 °C 135 °C 121 °C 107 °C 93 °C 79 °C 65 °C 52 °C 141 °C 127 °C 113 °C 99 °C 85 °C 71 °C 57 °C 43 °C

155
Aceite que opera en caliente
Contaminación por calor: El alto precio de la alta temperatura del aceite Aceite que opera en caliente Desventajas: Agotamiento de aditivos Oxidación Degradación termica Barniz – carbonización Hidrólisis Perdida de resistencia de película (adelgazamiento de la viscosidad) Volatilización del aceite base y los aditivos Incremento de la corrosión Falla de sellos Costo del aceite sintético Ventajas: Buena separación del agua Menor tendencia a la espuma Menor tendencia a la aireación Mejor velocidad de sedimentación de partículas Vaporización del agua Vaporización del combustible
 Volatilización del aceite base y los aditivos. Incremento de la corrosión. Falla de sellos. Costo del aceite sintético. Ventajas: Buena separación del agua. Menor tendencia a la espuma. Menor tendencia a la aireación. Mejor velocidad de sedimentación de partículas. Vaporización del agua. Vaporización del combustible.")
156
Causas de la oxidación:
Temperatura Agua: El agua en el aceite puede incrementar la velocidad de oxidación en mas de 10 veces. Temperatura °C N° relativo de cambios de aceite 80 12 70 6 60 4 50 3 40 2 Partículas Metálicas Catalizador metálico Acides (TAN) Ninguno 0,17 Hierro 0,65 Cobre 0,89 Cobre y agua 11,2 Aire % Aire Acides (TAN) 0,1 3 0,15 6 0,25 9 0,5 12 0,6
 Ninguno. 0,17. Hierro. 0,65. Cobre. 0,89. Cobre y agua. 11,2. Aire. % Aire. Acides (TAN) 0, , , , ,6.")
157
Catalizadores metálicos y oxidación del aceite
Cuando el aceite entra en contacto con metales como el cobre y el acero, la oxidación del aceite se acelera Efecto catalítico relativo de los metales en la oxidación del aceite Cobre 100 Plomo 75 Acero 60 Hierro 45 Zinc 25 Estaño 8 Aluminio 4 Superficies metálicas: Partículas de desgaste Partículas de corrosión, especialmente herrumbre. Metales disueltos Efecto catalítico reducido por los aditivos, Ejemplo: Desactivadotes de metales, inhibidores de herrumbre y dispersantes

158
Notas sobre el monitoreo del TAN
El TAN pierde precisión en el rango de 0,1 a 0,5, donde muchos aceites mas lo necesitan Para los aceites minerales, TAN > 4 debe ser considerado altamente corrosivo En aceites a altas temperaturas, los ácidos de la oxidación pueden evaporarse o polimerizarse, dando como resultado la perdida de los síntomas de oxidación. El agua es frecuentemente la causa de la formación de ácidos. Cuando el agua se mezcla con aceite, le proporciona a los ácidos el máximo potencial corrosivo. El TAN mide la concentración de acido, no la potencia del mismo Los aditivos EP y de aceites de motor pueden interferir con el TAN

159
Efecto en el sistema por viscosidad inadecuada:
Viscosidad muy alta: Generación de calor, oxidación, barnices, lodos. Cavitación Flujo inadecuado a los rodamientos, etc. Batido de aceité en los cojinetes Perdida por consumo de energía Pobres características antiespumantes y demulsificantes Pobres características de bombeo a bajas temperaturas. Viscosidad muy baja: Perdida de película del aceite, lubricación limite, desgaste excesivo Alta fricción mecánica, perdidas de energía Alta fricción mecánica, generación de calor, oxidación Fugas internas y externas Incremento de la sensibilidad del sistema a la contaminación por partículas Rotura de la película a altas temperaturas, baja velocidad y/o alta carga.

160
¿A qué temperatura debe ser medida y graficada la viscosidad?
La mejor para detección temprana de oxidación del aceite y falla térmica (Ej. Volatilidad) La mejor para detección de la influencia del agua en la viscosidad, contaminación por combustible y refrigerante La mejor para detectar el uso de aceites equivocados La mejor para monitoreo de campo de bajo costo ¿100 °C? La mejor para detectar la ruptura del mejorador de IV La mejor para temperaturas de operación altas ¿Ambas? Lo mejor para identificar cambios en el índice de viscosidad Lo mejor para aplicaciones donde existen múltiples objetivos
 La mejor para detección de la influencia del agua en la viscosidad, contaminación por combustible y refrigerante. La mejor para detectar el uso de aceites equivocados. La mejor para monitoreo de campo de bajo costo. ¿100 °C La mejor para detectar la ruptura del mejorador de IV. La mejor para temperaturas de operación altas. ¿Ambas Lo mejor para identificar cambios en el índice de viscosidad. Lo mejor para aplicaciones donde existen múltiples objetivos.")
161
Cómo establecer limites de viscosidad
Aceites de motor Aceites industriales Aceites industriales en ambientes severos Critico (superior) +20 % +10 % +7 % Precaución (superior +5 % +4 % Precaución (inferior) -5 % Inferior -10 %
 +20 % +10 % +7 % Precaución (superior. +5 % +4 % Precaución (inferior) -5 % Inferior. -10 %")
162
Características de los aditivos polares
Polaridad de los aditivos: La atracción direccional natural de las moléculas de los aditivos a otros materiales polares en contacto con el aceite. Cosas que son Polares: Agua, esponja, vidrio, tierra, superficies metálicas, pulpa de madera. Cosas que no son Polares: Teflón, aceite básico mineral, ceras, repelentes al agua Mecanismo Polar Qué ocurre Aditivos Envolvimiento de partículas Emulsión de agua Mojado del metal Los aditivos envuelven la superficie de la partícula La cabeza polar del aditivo se fija a la microgota de humedad Los aditivos cubren la superficie del metal Desactivadores de metales, detergentes y dispersantes Agentes emulsificantes Inhibidores de corrosión antidesgastes, aditivos EP, agentes de oleosidad

164
Comparación de opciones de muestreo para los estanques o depósitos
OPCIÓN 1 Muestreo con manguera Opción 2 Muestreo fuera de línea Opción 3 Muestreo en el tapón de drenaje Opción 4 Muestreo con conector Costo y dificultad de instalación del dispositivo Dificultad para obtener la muestra Riesgo de muestra demasiado limpia Riego de muestra demasiado sucia Calidad general de la muestra Bajo Algo difícil Medio Alto Pobre Excelente Fácil pobre Recomendado

165
Resumen: “Mejores Prácticas” de muestreo de aceites
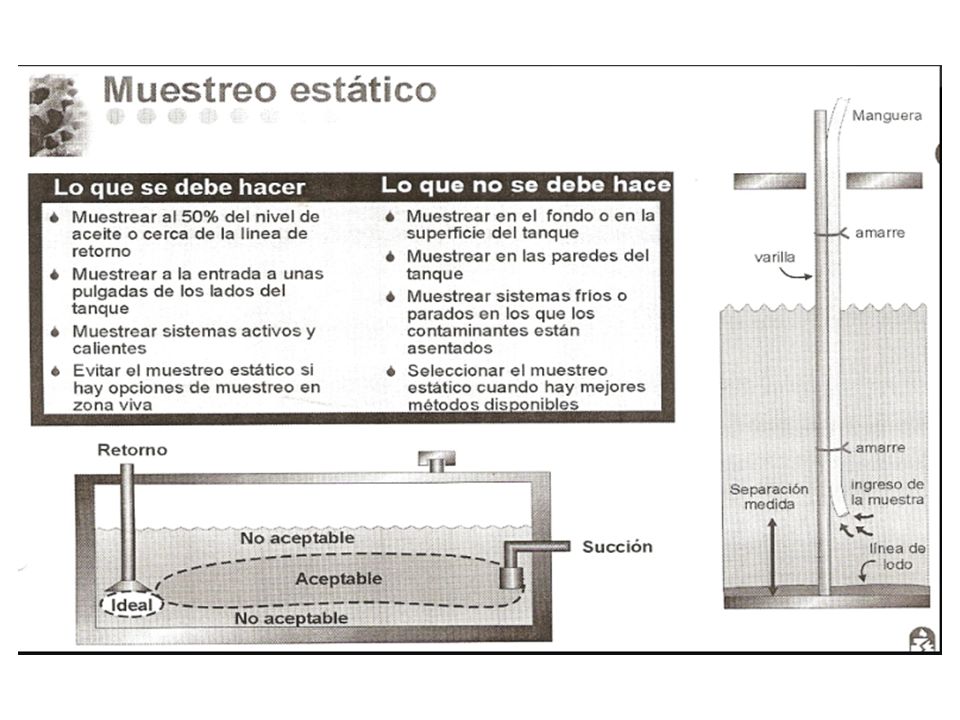
Información certera: Maquina operando en aplicación Muestreo en zona viva “en marcha” Antes de los filtros, después de los componentes de la maquinaria Válvulas y dispositivos de muestra lavados y botellas limpias Muestreo a una frecuencia apropiada Registro de horas del aceite Muestras enviadas inmediatamente al laboratorio Información “basura” Muestreo en sistemas fríos Muestreo en puntos de drenaje. Cambio en puntos y métodos de muestreo Ruta de muestreo sucia Muestreo después del cambio de aceite Contaminación de dispositivos de muestreo con otros aceite Demora de días o semanas para mandar la muestra al laboratorio

166
El éxito del análisis de aceite depende del establecimiento correcto de los limites
La mayor parte de la información de tendencia utiliza únicamente limites superiores. Un limite es como un fusible que alerta sobre una condición anormal. Los limites varían considerablemente según el tipo de maquina, el tipo de aceite, la aplicación y las metas de confiabilidad. Hace falta un razonamiento cuidadoso para establecer cada limite y para elegir el tipo de limite. El proceso puede ser simplificado enormemente con un programa de análisis de aceite

167
Viscosidad Tiempo 2° Límite superior (critico)
1° Límite superior (Precaución) Viscosidad 1° Límite inferior (Precaución) 2° Límite inferior (critico) Tiempo
 Viscosidad. 1° Límite inferior (Precaución) 2° Límite inferior (critico) Tiempo.")
168
Algunos limites son más Proactivos
Tipo Descripción Aplicaciones típicas Limites basados en objetivos Limites de envejecimiento Las metas proactivas y de confiabilidad definen limites y objetivos Los limites son establecidos cerca del fin de la vida útil Conteo de partículas, humedad, viscosidad, glicol, dilución por combustible, TAN, TBN Viscosidad, FTIR (oxidación, nitración, sulfatación, aditivos), elementos de aditivos, TAN y TBN Valor TEF (tiempo entre fallas Tiempo Aditivos Viscosidad Valor
, elementos de aditivos, TAN y TBN. Valor. TEF (tiempo entre fallas. Tiempo. Aditivos. Viscosidad. Valor.")
169
International Stándar Organization
Paises a nivel mundial entregan información Seguridad Calidad Especificaciones de fabricación Estandarizar productos

170
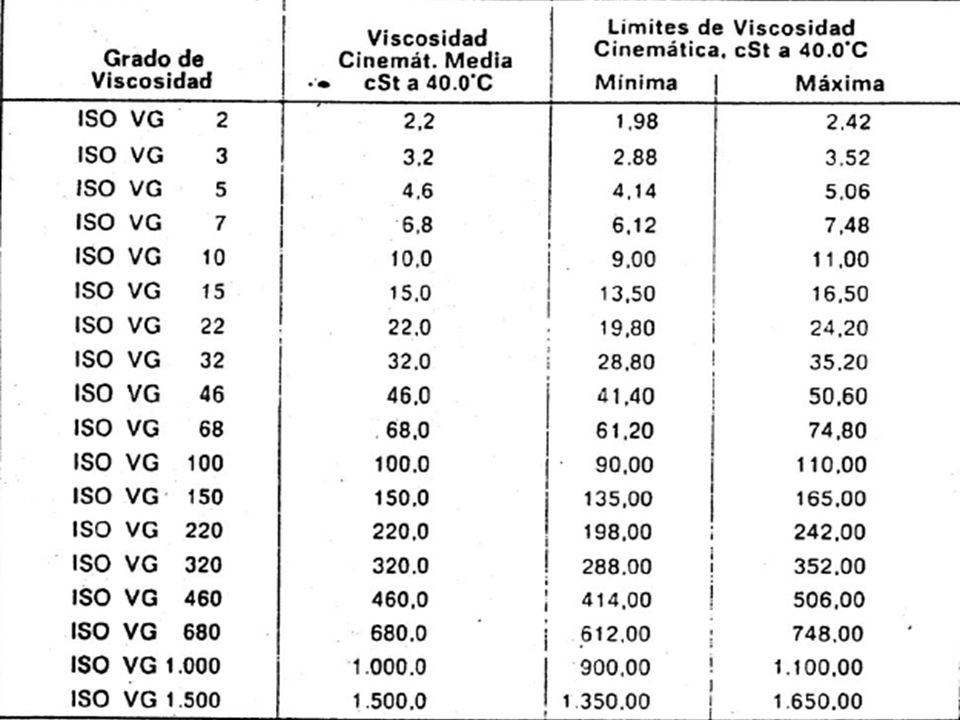
SISTEMA ISO Los aceites Industriales se clasifican según las Normas Internacionales para la Estandarización (ISO), vigente desde 1975, pero puestas en práctica a partir de 1979. Antes de implementarlas, los fabricantes de aceites especificaban sus productos con un nombre y un número, el cual no daba ninguna información acerca de su viscosidad. Por lo tanto, era frecuente encontrar aceites especificados de la siguiente manera: Tellus 41; Teresso 72, Macoma 45, Turbina 81, etc
, vigente desde 1975, pero puestas en práctica a partir de Antes de implementarlas, los fabricantes de aceites especificaban sus productos con un nombre y un número, el cual no daba ninguna información acerca de su viscosidad. Por lo tanto, era frecuente encontrar aceites especificados de la siguiente manera: Tellus 41; Teresso 72, Macoma 45, Turbina 81, etc.")
171
SISTEMA ISO El sistema ISO clasifica los aceites Industriales en Centistokes a 40° C. Este sistema permite además una mayor facilidad en cuanto al manejo de los lubricantes porque evita la posibilidad de una mala utilización de los aceites por parte del usuario. Además, facilita hallar el equivalente casi inmediatamente, puesto que el nombre del aceite debe ir acompañado de un número que indica la viscosidad en el sistema ISO. Por Ejemplo un aceite catalogado como ISO 68 indica que se trata de un aceite con una viscosidad de 68 cSt, a 40° C

173
CARACTERÍSTICA DEL SISTEMA ISO
Algunos aspectos importantes que es necesario tener en cuenta con la clasificación ISO son: Únicamente clasifica los aceites Industriales. Clasifica los aceites en cSt a 40° C Únicamente se relaciona con la viscosidad del aceite y no tiene nada que ver con su calidad. El grado ISO aparece al final del nombre del aceite cualquiera sea su marca.

174
Reporte Niveles de Limpieza
Códigos de Limpieza ISO Conveniente formato para reporte de conteo de partículas. Grafica tamaño partículas vs. Concentración partículas. Codificación simplificada (ISO 4406) Ajuste a 3 tamaños de partículas: Número Total de partículas > 2µm Número Total de partículas > 5µm Número Total de partículas > 15µm
 Ajuste a 3 tamaños de partículas: Número Total de partículas > 2µm. Número Total de partículas > 5µm. Número Total de partículas > 15µm.")
175
Código de Limpieza ISO 4406 2um/5um/15um
Expresa la cantidad de Contaminante en un ml. de fluido El conteo de partículas es el doble a cada nivel 2um/5um/15um

176
Una bomba de 32 GPM que trabaja 8 horas por día por 200 días al año
Código de Limpieza ISO 4406 ¿Cuánto es la diferencia de un código ISO 18/15 a un ISO 21/17 en un sistema? Una bomba de 32 GPM que trabaja 8 horas por día por 200 días al año ?

177
Código de Limpieza ISO 4406 ¿Cuánto es la diferencia de un código ISO 18/15 a un ISO 21/17 en un sistema? Codigo ISO Cant. Suciedad anual ISO 18/ kg/año ISO 21/ kg/año ISO 16/ kg/año

178
Código de Limpieza ISO 4406 24 21 18 16 19 17 15 13 Muy Sucio Sucio
Limpio Muy Limpio 5 Microns 160, , , 15 Microns 5, , 80

179
Partículas/mL > tamaño
ISO 4406 100,000 24 23 Códigos ISO Muestra 1: 19/17/13 Muestra 2: 13/12/09 22 10,000 21 20 Muestra 1 19 18 1,000 17 Partículas/mL > tamaño 16 15 100 14 Muestra 2 13 12 10 11 10 9 1 8 Antiguo ISO 4406 tamaño y conteo microscopio, µm 2 5 15 4 6 14 Nuevo APC (Conteo Partícula Automático) µm (c) ISO (FDIS). Tamaño partículas
 µm (c) ISO (FDIS). Tamaño partículas.")
180
Número Rango ISO

181
Conteo Partículas Aceite nuevo de Barril
22 20 18 Código de Limpieza ISO : 22 / 20 / 18

182
Conteo de Partículas con filtración Pall b3 > 200
14 13 11 Código de Limpieza ISO: 14 / 13 / 11 85 41 12

183
Típico Nivel de Limpieza
Sistema nuevo con contaminación inicial 23/22/20

184
Típico Nivel de Limpieza
Aceite nuevo de Barril 22/20/18

185
Típico Nivel de Limpieza
Filtración de un sistema hidráulico 20/18/16

186
Típico Nivel de Limpieza
Sistema con b3 >200 Filtración a tolerancias de filtración 14/13/11

187
NORMAS DE LIMPIEZA DE FLUIDOS:

188
ADITIVOS

189
ADITIVOS Los aditivos son substancias químicas que se añaden a las bases lubricantes, con el fin de darle o mejorarle determinadas propiedades que tenga y así obtener aceites lubricantes con cualidades especificas. La calidad de un lubricante depende no solo del tipo de base del lubricante y de los procesos de refinación, sino también de la calidad y tipo de aditivos utilizados.

190
CARACTERÍSTICAS DE LOS ADITIVOS
Las más importantes son: Disminuir la velocidad a la cual ocurren ciertas reacciones, como por ejemplo la oxidación que resulta indeseable en el aceite durante su periodo de servicio. Proteger la superficie lubricada de la agresión de ciertos contaminantes. Mejorar las propiedades físico-químicas del lubricante o proporcionarle otras nuevas.

191
ASPECTOS QUE SE DEBEN TENER EN CUENTA CON LOS ACEITES ADITIVADOS
Un aceite especifico, con determinados aditivos, no se deben mezclar con otros de diferente marca, aunque tenga las mismas especificaciones porque en muchos casos se presentan incompatibilidades entre los diferentes aditivos.

192
ASPECTOS QUE SE DEBEN TENER EN CUENTA CON LOS ACEITES ADITIVADOS
Nunca se deben añadir aditivos a un aceite que está en servicio, con el fin de mejorarle algunas de sus propiedades. Esto es totalmente incorrecto porque no se pueden corregir anomalías en la formulación de un aceite. Un aceite que no protege adecuadamente un mecanismo es porque ha sido mal formulado o mal seleccionado. Los aditivos únicamente se pueden mezclar con la base lubricante, de acuerdo con la formulación del aceite previamente establecida y sólo durante su proceso de fabricación

193
Función de los aditivos:
Qué son los aditivos: Compuestos orgánicos e inorgánicos disueltos o suspendidos (como sólidos) en el aceite. Pueden representar entre 0,1 % y el 30 % del volumen de un aceite formulado. El monitoreo de la salud de los aditivos es una meta importante en el análisis del aceite Función de los aditivos: Mejorar las propiedades existentes del aceite básico Suprimir propiedades indeseables del aceite básico Impartir nuevas propiedades del aceite básico Antioxidante Inhibidores de corrosión Agentes antiespumantes Agentes demulsionantes Aditivos EP o antidesgaste (AD) Detergente Desactivadores de metales Agentes de adhesividad. Depresores del punto de congelación Mejoradores del índice de viscosidad (IV)
 en el aceite. Pueden representar entre 0,1 % y el 30 % del volumen de un aceite formulado. El monitoreo de la salud de los aditivos es una meta importante en el análisis del aceite. Función de los aditivos: Mejorar las propiedades existentes del aceite básico. Suprimir propiedades indeseables del aceite básico. Impartir nuevas propiedades del aceite básico. Antioxidante. Inhibidores de corrosión. Agentes antiespumantes. Agentes demulsionantes. Aditivos EP o antidesgaste (AD) Detergente. Desactivadores de metales. Agentes de adhesividad. Depresores del punto de congelación. Mejoradores del índice de viscosidad (IV)")
194
Aditivos comunes utilizados Porcentaje del volumen de aceite
Maquina Aditivos comunes utilizados Porcentaje del volumen de aceite Motores Antioxidante, inhibidor de corrosión. Detergente – Dispersante, antidesgaste, antiespumante, mejorador de alcalinidad 10 – 30 % Turbinas de vapor, compresores Antioxidante, inhibidor de corrosión, demulsificante 0,5 – 5 % Engranajes espiral, cónicos o hipodales Antidesgaste, antioxidante, antiespumante, algunas veces inhibidor de corrosión, extrema presión 1 – 10 % Engranajes sin fin Extrema presión, antioxidante, inhibidor de corrosión, ácidos grasos 3 – 10 % Sistemas hidráulicos Antioxidante, antidesgaste, antiespumante, inhibidor de corrosión, depresor del punto de congelación, mejorador del índice de viscosidad 2 – 10 %

195
CALCULO DE PARA ENGRANAJES
λ: Espesor especifico de la película lubricante “adimensional” Reductor de velocidad: λ > 1,5 Rodamientos λ > 2,5 Cojinetes lisos λ > 4.0 Es un factor de seguridad para prevenir el contacto metálico entre las rugosidades cuando por algún motivo el lubricante pierde su viscosidad

197
CALCULO DE PARA ENGRANAJES
Al determinar el valor de λ, se puede presentar el caso de que sea menor que 1 (uno). Este valor puede dar lugar a que se presente el PITTING o desgaste de los dientes, aunque en la practica se han presentado casos donde los piñones han funcionado sin problema alguno (lubricación EHL). Sin embargo como medida preventiva y que ofrece un buen margen de seguridad, cuando se calcule por el grafico y el resultado sea menor que 1 (uno), se toma 1,5 y se selección adicionalmente un lubricante del tipo COMPOUND o EP (según el caso)
. Este valor puede dar lugar a que se presente el PITTING o desgaste de los dientes, aunque en la practica se han presentado casos donde los piñones han funcionado sin problema alguno (lubricación EHL). Sin embargo como medida preventiva y que ofrece un buen margen de seguridad, cuando se calcule por el grafico y el resultado sea menor que 1 (uno), se toma 1,5 y se selección adicionalmente un lubricante del tipo COMPOUND o EP (según el caso)")
198
VERIFICACION DEL TIPO DE LUBRICANTE EP:
Una vez que se ha determinado bajo que condiciones de lubricación trabaja el mecanismo se selecciona el tipo de lubricante. Si el tipo de lubricación es EHL, se debe verificar que el lubricante que se va a utilizar tenga los aditivos EP de acuerdo a la generación requerida, lo cual se hace verificando en la Prueba de desgaste de 4 bolas según el método ASTM, cuál es la capacidad de carga, en Kgf, del aditivo EP que contiene el lubricante. Este dato se consulta en la ficha técnica del lubricante que aparece en el catálogo del fabricante del lubricante.

199
CAPACIDAD DE CARGA DE LOS ADITIVOS EP
La capacidad de carga del lubricante, de acuerdo con la generación de aditivos EP que contenga N° GENERACION DE ADITIVOS EP CAPACIDAD DE CARGA 01 1ra Generación Hasta kgf. 02 2da Generación Mayor de 350 kgf y hasta kgf 03 3ra Generación Mayor de 750 kgf y hasta 1300 kgf

200
TIPO DE PELICULA LUBRICANTE DEPENDIENDO DEL VALOR DE
Mecanismo Tipo de Película Lubricante Lubricación EHL Lubricación Fluida 1ra Generación 2da Generación 3ra Generación 01 Rodamiento 2,50 0,70 < 2,50 0,20 < 0,70 0,07 < 0,20 02 Cojinetes lisos 2,00 0,70 < 2,00 03 Engranajes 1,50 0,70 < 1,50 Nota: (1) Para valores del factor de seguridad de la película lubricante menores de 0,07, el tipo de lubricación necesariamente debe ser hidrostática
 Para valores del factor de seguridad de la película lubricante menores de 0,07, el tipo de lubricación necesariamente debe ser hidrostática.")
201
Características de los aditivos polares:
Polaridad de los aditivos: La atracción direccional natural de las moléculas de los aditivos a otros materiales polares en contacto con el aceite Cosas que son polares: Agua, esponja, vidrio, tierra, superficies metálicas, pulpa de madera Cosas que no son polares: Teflón, aceite básico mineral, ceras, repelente al agua Mecanismo polar Qué ocurre Aditivos Envolvimiento de partículas Los aditivos envuelven la superficie de la partícula Desactivadores de metales detergentes y dispersante Emulsión de agua La cabeza polar del aditivo se fija a la micro gota de humedad Agentes emulsionantes Mojado de metal Los aditivos cubren la superficie del metal Inhibidores de corrosión antidesgaste, aditivos EP, agentes de oleosidad

202
Cómo los antioxidantes alteran la vida del aceite:
Crecimiento retardado de la oxidación Crecimiento de la oxidación Vida del aceite mejorada por el antioxidante; la oxidación es retardada por los antioxidantes Vida natural del aceite sin ayuda El crecimiento de la oxidación no puede ser prevenido, solo retardado por los antioxidantes

203
Dos caminos de la oxidación
Con el avance de la oxidación: Se producen moléculas de cadenas largas, que conducen lodos, lacas y barnices. Se producen ácidos que originan la corrosión Dos caminos de la oxidación

204
Dispersante: Maximización de suspensión de las partículas
Materiales usados Succinimidas y otros compuestos orgánicos Descripción Los aditivos polares son usados para dispersar lodos y partículas de hollín, con el propósito de prevenir la aglomeración, sedimentación y depósitos. El aditivo envuelve las partículas y las mantiene finalmente divididas Falla del dispersante: Alta carga de hollín, agua en el aceite, anticongelante (glicol) en el aceite, combustible en el aceite, agotamiento de los aditivos Buena dispersión: Las partículas permanecen pequeñas (aprox. 0,5 micras), finalmente divididas y completamente dispersas en el aceite. Largo tiempo en suspensión. Pobre dispersión: Fallas severas del aceite. Punto de drenaje. Las partículas previamente dispersas y las nuevas se aglomeran aprox. 5 micras), falla la suspensión y se pegan a las superficies de la maquina
 en el aceite, combustible en el aceite, agotamiento de los aditivos. Buena dispersión: Las partículas permanecen pequeñas (aprox. 0,5 micras), finalmente divididas y completamente dispersas en el aceite. Largo tiempo en suspensión. Pobre dispersión: Fallas severas del aceite. Punto de drenaje. Las partículas previamente dispersas y las nuevas se aglomeran aprox. 5 micras), falla la suspensión y se pegan a las superficies de la maquina.")
205
Detergentes: Guerreros contra los depósitos y la corrosión
Los detergentes trabajan en la zona de combate de las maquinas (ejemplo en el motor: anillos, cilindros, pistones y válvulas) para mantener las superficies libres de depósitos, especialmente en las ranuras de los anillos. Los detergentes son también compuestos básicos utilizados para neutralizar ácidos peligrosos generados por la combustión. Funciones: Control de depósitos Neutralización de ácidos
 para mantener las superficies libres de depósitos, especialmente en las ranuras de los anillos. Los detergentes son también compuestos básicos utilizados para neutralizar ácidos peligrosos generados por la combustión. Funciones: Control de depósitos. Neutralización de ácidos.")
206
Inhibidores de la corrosión:
Los inhibidores de herrumbre: forman una película polar adherente a las superficies de acero y hierro. La película repele el agua, lo que inhibe la formación de herrumbre. Inhibidores de herrumbre comunes: Motores: Sulfonatos (básicos) Turbinas e hidráulicos: derivados del acido fosfórico y ácidos grasos de cadena larga. Los inhibidores de corrosión: protegen los cojinetes a base de cobre, estaño y plomo, neutralizando los ácidos y sellando las superficies del contacto con el agua y ácidos corrosivos. Inhibidores de corrosión comunes: Detergentes básicos, dispersante suspensores de agua y compuestos quelados de imidazol, benzotriazol y ZDDP
 Turbinas e hidráulicos: derivados del acido fosfórico y ácidos grasos de cadena larga. Los inhibidores de corrosión: protegen los cojinetes a base de cobre, estaño y plomo, neutralizando los ácidos y sellando las superficies del contacto con el agua y ácidos corrosivos. Inhibidores de corrosión comunes: Detergentes básicos, dispersante suspensores de agua y compuestos quelados de imidazol, benzotriazol y ZDDP.")
207
Los detergentes básicos neutralizan los ácidos
Los dispersantes son agentes emulsionantes efectivos para el agua y compuestos ácidos H2O Ácidos Los detergentes básicos neutralizan los ácidos Los aditivos quelados forman una barrera protectora entre el acido / agua y la superficie del cojinete La Herrumbre es la oxidación de cualquier metal, llamamos oxidación cuando un átomo pierde electrones, las herrumbres generalmente son producidas por una especie de bacterias llamadas Quimiosintéticas( bacterias del Fe) porque ellas oxidan sustancias inorgánicas para obtener energía, las herrumbres de un metal se deben a la oxidación del mismo por contacto directo con el O2 atmosférico, o bien, por el accionar de estas cepas bacterianas.
 porque ellas oxidan sustancias inorgánicas para obtener energía, las herrumbres de un metal se deben a la oxidación del mismo por contacto directo con el O2 atmosférico, o bien, por el accionar de estas cepas bacterianas.")
208
Agentes antiespumantes:
Espuma estable: La baja tensión superficial permite a las burbujas mantenerse separadas y suspenderse en el aceite (Problemas de aireación) La silicona debilita las burbujas y se rompen: A tensión superficial, las burbujas de aire se mantienen grandes y emergen rápidamente (Buen control de aire y antiespumante) Algunos aditivos ayudan a mantener la tensión superficial alta, haciendo que las burbujas de aire entrantes se rompan. Las burbujas grandes suben rápidamente y se colapsan más fácilmente en la superficie. Los antiespumantes utilizan siliconas para debilitar las burbujas en la superficie , permitiendo que se rompan fácilmente. Algunos compuestos utilizan metil siliconas y polímetros orgánicos. La mezcla típica es de 5 a 10 ppm.
 La silicona debilita las burbujas y se rompen: A tensión superficial, las burbujas de aire se mantienen grandes y emergen rápidamente (Buen control de aire y antiespumante) Algunos aditivos ayudan a mantener la tensión superficial alta, haciendo que las burbujas de aire entrantes se rompan. Las burbujas grandes suben rápidamente y se colapsan más fácilmente en la superficie. Los antiespumantes utilizan siliconas para debilitar las burbujas en la superficie , permitiendo que se rompan fácilmente. Algunos compuestos utilizan metil siliconas y polímetros orgánicos. La mezcla típica es de 5 a 10 ppm.")
209
Tipos de películas lubricantes:
Película por viscosidad del aceite Película por suspensión sólida Película química Lubricación hidrodinámica Agentes de oleosidad – ácidos grasos Boratos Bisulfuro de molibdeno Dialquil ditiofosfato de zinc (AD) Lubricación elasto hidrodinámica Grafito Tricresil fosfatos (AD) Azufre Fósforo (EP) Película gruesa Película delgada La película de lubricación mantiene las superficies separadas
 Lubricación elasto hidrodinámica. Grafito. Tricresil fosfatos (AD) Azufre Fósforo (EP) Película gruesa. Película delgada. La película de lubricación mantiene las superficies separadas.")
210
Los aditivos antidesgaste y modificadores de fricción forman películas de lubricación química y sólidas Descripción: Agentes de oleosidad: Altamente polar, orgánico aditivo protector del metal. Forma una película adherente dúctil; una alfombra microscópica. Bajo carga da como resultado un jabón metálico. No es efectivo a temperaturas de contacto superiores a los 65 °C Aditivos comunes: Ácidos grasos animales o vegetales. Descripción: Agentes aditivos antidesgaste (AD) Aditivo polar de protección de superficies metálicas, usualmente producidos por sales de zinc, fósforos y azufre. Forma películas dúctiles de tipo ceniza a temperaturas de contacto moderadas a altas (de 65 a 110 °C). Ligero desgaste por reacción química controlada. Aditivos comunes: Dialquil ditiofosfato de zinc, (ZDDP) y tricril fosfato (TCP) Descripción: Aditivos Extrema Presión (EP) Aditivo químicamente agresivo a base de azufre y fósforo. Forma una película adherente que se transforma en un jabón metálico dúctil bajo altas cargas /temperatura de contacto). Suspensiones microscópicos de lubricante sólidos en el aceite básico. Los sólidos forman películas protectoras resistentes al desgaste. Aditivos comunes: Azufre fósforo (EP) Boratos, MoS2 , grafito
 Aditivo polar de protección de superficies metálicas, usualmente producidos por sales de zinc, fósforos y azufre. Forma películas dúctiles de tipo ceniza a temperaturas de contacto moderadas a altas (de 65 a 110 °C). Ligero desgaste por reacción química controlada. Aditivos comunes: Dialquil ditiofosfato de zinc, (ZDDP) y tricril fosfato (TCP) Descripción: Aditivos Extrema Presión (EP) Aditivo químicamente agresivo a base de azufre y fósforo. Forma una película adherente que se transforma en un jabón metálico dúctil bajo altas cargas /temperatura de contacto). Suspensiones microscópicos de lubricante sólidos en el aceite básico. Los sólidos forman películas protectoras resistentes al desgaste. Aditivos comunes: Azufre fósforo (EP) Boratos, MoS2 , grafito.")
211
Lubricación de contacto deslizante:
Película de aceite hidrodinámica: El espesor de la película depende de la velocidad, viscosidad y carga (5 – 200 micrones). A bajas velocidades, operación de partida y parada, existen condiciones de película delgada (contacto metal – metal). Las partículas y la contaminación por humedad degradan la película lubricante. Ejemplos de aplicaciones; incluyen reductores tipo sinfín – corona, cojinetes, contacto de pistón – camisa, ejes deslizantes y contactos laterales. Factores que incrementan el espesor de la película de aceité: Aumento de la velocidad, enfriamiento del aceite, reducción de la carga. Factores que reducen el espesor de la película de aceité: Marcha pulsante, calentamiento del aceite, incremento de la carga
. A bajas velocidades, operación de partida y parada, existen condiciones de película delgada (contacto metal – metal). Las partículas y la contaminación por humedad degradan la película lubricante. Ejemplos de aplicaciones; incluyen reductores tipo sinfín – corona, cojinetes, contacto de pistón – camisa, ejes deslizantes y contactos laterales. Factores que incrementan el espesor de la película de aceité: Aumento de la velocidad, enfriamiento del aceite, reducción de la carga. Factores que reducen el espesor de la película de aceité: Marcha pulsante, calentamiento del aceite, incremento de la carga.")
212
Lubricación de contacto rodante
Rodamientos, arboles de levas, contactos de engranajes en su línea de paso Lubricación Elastohidrodinamica Los elementos rodantes y la pista se deforman elásticamente para agrandar la superficie de contacto La película de aceite generalmente es menor a 1 micrón Las altas presiones de contacto (hasta de psi) convierten el aceite en sólidos La contaminación por partículas y humedad degrada la película lubricante
 convierten el aceite en sólidos. La contaminación por partículas y humedad degrada la película lubricante.")
213
Lubricación límite Tiene lugar siempre que un mecanismo se pone en movimiento, debido a que las condiciones de velocidad, carga, temperatura (viscosidad) o método de aplicación del lubricante no son favorables para la formación de una película fluida. En este momento hay solo una mínima cantidad de lubricante sobre las superficies metálicas, la cual permite que se presente la máxima interacción entre las rugosidades de ambas superficies. Bajo condiciones normales de operación, el régimen de lubricación de película limite debe desaparecer completamente, de lo contrario, el lubricante ha sido mal seleccionado o se ha contaminado.
 o método de aplicación del lubricante no son favorables para la formación de una película fluida. En este momento hay solo una mínima cantidad de lubricante sobre las superficies metálicas, la cual permite que se presente la máxima interacción entre las rugosidades de ambas superficies. Bajo condiciones normales de operación, el régimen de lubricación de película limite debe desaparecer completamente, de lo contrario, el lubricante ha sido mal seleccionado o se ha contaminado.")
214
Lubricación límite: La película de lubricante es tan fina que existe un contacto parcial metal-metal. La acción resultante no se explica por la hidrodinámica. Puede pasarse de lubricación hidrodinámica a límite por caída de la velocidad, aumento de la carga o disminución del caudal de aceite. En este tipo de lubricación (de película delgada, imperfecta o parcial) mas que la viscosidad del lubricante es más importante la composición química. Al proyectar un cojinete hidrodinámico hay que tener en cuenta que en el arranque puede funcionar en condiciones de lubricación límite.
 mas que la viscosidad del lubricante es más importante la composición química. Al proyectar un cojinete hidrodinámico hay que tener en cuenta que en el arranque puede funcionar en condiciones de lubricación límite.")
217
Lubricación hidrostática
Consiste en bombear aceite entre dos superficies estacionarias (normalmente un eje y un cojinete liso) altamente cargadas con el fin de separarlas evitando así que se presente el desgaste adhesivo en el momento en que una de ellas (ó las dos) se ponga en movimiento. Este tipo de lubricación se puede considerar como una lubricación hidrodinámica artificial a baja velocidad en la cual el aceite utilizado no requiere aditivos de Extrema Presión; Estos cojinetes reciben el nombre de cojinetes hidrostáticos.
 altamente cargadas con el fin de separarlas evitando así que se presente el desgaste adhesivo en el momento en que una de ellas (ó las dos) se ponga en movimiento. Este tipo de lubricación se puede considerar como una lubricación hidrodinámica artificial a baja velocidad en la cual el aceite utilizado no requiere aditivos de Extrema Presión; Estos cojinetes reciben el nombre de cojinetes hidrostáticos.")
218
Lubricación hidrostática
Una vez que el mecanismo alcanza su velocidad nominal de operación la bomba sigue suministrando el flujo de aceite requerido para mantener separadas las dos superficies. Este tipo de lubricación requiere que el sistema de lubricación, cuente con una bomba auxiliar, ya que si la bomba que está trabajando sale de servicio, y no se cuenta con bomba auxiliar, el cojinete hidrostático fallaría catastróficamente. Adicionalmente, la mayoría de estos sistemas, tienen un depósito de aceite elevado, a una determinada altura, y con un gas a una determinada presión, para que en caso de que falle la bomba auxiliar, garantice el suministro de aceite durante el tiempo de parada del eje.

219
Lubricación hidrodinámica:
Se presenta cuando por la acción del movimiento relativo entre dos superficies lubricadas se crea una película lubricante lo suficientemente gruesa como para impedir todo contacto metal – metal. Esto significa que el espesor mínimo de la película lubricante es algo superior a la suma promedio de las rugosidades de ambas superficies y que la resistencia al movimiento viene dada solo por la fricción entre las capas del lubricante, siendo este lubricante el que soporta totalmente la carga. En este caso, las condiciones de la lubricación serán optimas y el mecanismo podrá funcionar sin desgaste.

220
Lubricación hidrodinámica:
Las superficies están separadas por una película de lubricante que proporciona estabilidad. No se basa en introducir lubricante a presión (puede hacerse), exige un caudal de aceite, la presión se genera por movimiento relativo. Se habla también de lubricación de película gruesa, fluida, completa o perfecta.
, exige un caudal de aceite, la presión se genera por movimiento relativo. Se habla también de lubricación de película gruesa, fluida, completa o perfecta.")
222
Factores que afectan la selección del lubricante.
Velocidad.- La velocidad tiende a producir la cuña de aceite que protege los mecanismos, también la existencia de la lubricación fluida es tanto mayor cuanto mayor es la viscosidad o cuerpo del lubricante; consiguientemente, siempre que la velocidad relativa de las superficies en movimiento sea elevada, habrá una mayor facilidad para formarse la cuña de aceite y por lo tanto, un aceite ligero será suficiente, además que habrá menor fricción fluida y menor pérdida de potencia.

223
Factores que afectan la selección del lubricante.
Por otra parte cuando la velocidad es muy baja, la deficiencia en la formación de la cuña de aceite deberá ser suplida mediante un aceite muy viscoso, o dicho de otras palabras, de cuerpo pesado el cual si bien no alcanza a formar cuña de aceite, su misma viscosidad presenta dificultad a ser exprimido y protegerá las superficies.

224
Factores que afectan la selección del lubricante.
Por el contrario, un huelgo demasiado pequeño no solamente no permite la formación de la cuña de aceite, sino que además impide la circulación de lubricante en cantidad suficiente para verificar su efecto refrigerante, trayendo como consecuencia el sobrecalentamiento de las partes lubricadas y la falla consiguiente de las mismas

225
Factores que afectan la selección del lubricante.
Carga.- Resulta lógico que cuando existe una carga pesada que tiende a juntar dos superficies en movimiento, una mayor viscosidad del lubricante soportará mejor la acción de exprimido que esa carga pesada ejerce. Por el contrario, si se trata de un cojinete muy pequeño que lleva una carga muy pequeña será indispensable un aceite de muy baja viscosidad para permitir el libre movimiento de las partes y menor pérdida de potencia por fricción fluida.

226
Factores que afectan la selección del lubricante.
Temperatura.- La temperatura influye directamente modificando la viscosidad de los aceites. Todo lubricante al ser calentado sufre un adelgazamiento o disminución de viscosidad; el enfriamiento obviamente produce el efecto contrario. De acuerdo con esto, al seleccionar un lubricante deberá tenerse en cuenta la temperatura ambiente o de operación del lugar en que va a trabajar y así, si el ambiente es caliente, se deberá emplear un aceite muy viscoso, no obstante que la velocidad sea alta y la carga ligera, pues la temperatura se encargara de dar al aceite la fluidez necesaria.

227
Factores que afectan la selección del lubricante.
Inversamente, en el caso de una parte que va a trabajar en fríos excesivos deberá lubricarse con aceite de muy baja viscosidad no obstante que la velocidad sea relativamente baja y la carga algo pesada, pues la temperatura se encargara de aumentar la viscosidad del lubricante y hacerlo capaz de soportar las otras condiciones de trabajo. Naturalmente que siempre deberá haber un balance entre los factores Velocidad, Carga, Temperatura, para determinar la viscosidad adecuada de cada caso en particular.

230
Lubricación estable La diferencia entre la lubricación limite y la hidrodinámica se observa en la grafica del cambio del coeficiente de rozamiento en función de la característica del coeficiente: Esta grafica es importante porque define la estabilidad de un lubricante y ayuda a comprender los lubricaciones hidrodinámicas y limite

231
Estabilidad de la lubricación. Curva de Stribeck.
Entre 1900 y 1902 Stribeck realiza experimentos sistemáticos para medir f en cojinetes en función de la velocidad de giro n, de la carga por unidad de área proyectada P y de la viscosidad. Son la base de la teoría de Sommerfeld. La curva de Stribeck aunque hay algunas dudas de que Stribeck la usara exactamente en la forma que se presenta aquí representa las características generales de superficies lubricadas en movimiento relativo entre sí. La expresión (n* µ / P) es conocida como el número de Sommerfeld. En la Fig se mantienen constantes n y P para representar la relación existente entre la viscosidad del fluido, µ, y el coeficiente de rozamiento, f.
 es conocida como el número de Sommerfeld. En la Fig se mantienen constantes n y P para representar la relación existente entre la viscosidad del fluido, µ, y el coeficiente de rozamiento, f.")
232
El gráfico puede dividirse en tres zonas
Zona I: lubricación hidrodinámica y elastohidrodinámica. Las superficies del cojinete están perfectamente separadas con un película gruesa de fluido: no hay contacto directo entre las superficies que deslizan y por tanto prácticamente no hay desgaste. A medida que la viscosidad disminuye, decrece la película hasta el punto C. Zona II: lubricación mixta o elastohidrodinámica parcial. Zona III: lubricación límite

234
De la gráfica se puede deducir:
Estando en la zona I, a medida que la viscosidad disminuye también decrece el espesor de la película hasta el punto C. Una mayor disminución de la viscosidad hace que pasemos al punto B en el que se produce contacto ocasional entre las dos superficies debido a que la película es de muy pequeño espesor: el rozamiento en B y C es prácticamente igual, aunque en B la viscosidad del fluido es menor la resistencia al desplazamiento se debe en este caso al contacto entre las asperidades.

235
De la gráfica se puede deducir:
Si en el punto B reducimos ligeramente la viscosidad rápidamente crece el coeficiente de rozamiento hasta el punto A. A partir de este punto la mayor parte de la carga es soportada por las asperidades y por tanto un reducción mayor de la viscosidad tiene muy poca influencia en el coeficiente de rozamiento.

236
De la gráfica se puede deducir:
El punto C es el punto ideal de funcionamiento delimita además la zona estable de la inestable puesto que proporciona un rozamiento mínimo con prácticamente desgaste nulo. En la práctica se prefiere trabajar ligeramente a la derecha de C para tener un margen de seguridad.

237
Película gruesa (estable Película delgada (inestable
Coeficiente de Fricción f C B Característica del cojinete

238
Si se analiza a la derecha de la recta BA, y además que ocurre un aumento de la temperatura del lubricante. Esto da origen a una reducción de la viscosidad por tanto a un valor menor de El coeficiente El coeficiente de fricción disminuye, no se genera tanto de calor por el rozamiento del lubricante y en consecuencia, su temperatura desciende. Luego la región situada a la derecha de la recta BA define la lubricación estable porque las variaciones se corrigen por si sola.

239
A la izquierda de la línea BA, una disminución de la viscosidad, aumentaría la fricción, se eleva la temperatura y la viscosidad se reduce aun más. El resultado seria lubricación estable. Además una viscosidad pequeña, luego un valor pequeño de significa que la película de lubricante es muy delgada y que habrá mayor posibilidad de que exista cierto contacto directo o de metal – metal y por consiguiente mayor fricción, de modo que el punte C representa lo que es probablemente el principio del contacto directo al disminuir el valor de

Presentaciones similares